
Development of a Semi-Mechanistic Modeling Framework for Wet Bead Milling of Pharmaceutical Nanosuspensions


 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Setup
2.3. Particle Size Measurement
2.4. Young’s Modulus of Compacts
3. Theoretical
3.1. Particle Size Data Transformation for Linearization
3.2. Model Development for the Apparent Breakage Rate Constant
3.2.1. Model A: A Microhydrodynamics-Based Model
3.2.2. Model B: A Practical Semi-Mechanistic Model for Wet Bead Milling
3.2.3. Model C: Semi-Mechanistic Milling Model Fitted to Milled Particle Size Data
3.3. Reversing the Transform
4. Results and Discussion
4.1. Impact of Process Parameters on Particle Size: Journey from Model B to Model C
4.1.1. Impact of Rotor Speed
4.1.2. Impact of Bead Loading
4.1.3. Impact of Bead Material
4.1.4. Impact of Bead Size
4.1.5. Impact of Temperature
4.2. Case Studies in Support of Model C Development
4.2.1. Impact of Rotor Speed, Bead Loading, Temperature at DV2000 Scale (DP1)
4.2.2. Impact of Bead Loading, Bead Material, Rotor Speed (NJIT Study)
4.2.3. Impact of Bead Size, Bead Loading, and Rotor Speed (NJIT Study)
4.2.4. Impact of Rotor Speed, Bead Size, and Scale from DV150-DV300 (DP3 Study)
4.3. Benefits of Model C: Underlying Trends in the Factors Governing Milling Other Than Process Parameters
4.3.1. The Apparent Grinding Limit

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drug | Tip Speed (m/s) | Bead Loading (%) | Bead Size (mm) | Young’s Modulus (GPa) | x10,inf (µm) | x50,inf (µm) | x90,inf (µm) |
|---|---|---|---|---|---|---|---|
| Griseofulvin a | 11 | 56 | 0.2 | 11.5 [73] | N/A | 0.160 | N/A |
| Griseofulvin a | 11 | 56 | 0.4 | 11.5 | N/A | 0.162 | N/A |
| Griseofulvin a | 11 | 79 | 0.2 | 11.5 | N/A | 0.136 | N/A |
| Griseofulvin a | 11 | 79 | 0.4 | 11.5 | N/A | 0.160 | N/A |
| Griseofulvin a | 14.7 | 56 | 0.2 | 11.5 | N/A | 0.159 | N/A |
| Griseofulvin a | 14.7 | 56 | 0.4 | 11.5 | N/A | 0.156 | N/A |
| Griseofulvin a | 14.7 | 79 | 0.2 | 11.5 | N/A | 0.124 | N/A |
| Griseofulvin a | 14.7 | 79 | 0.4 | 11.5 | N/A | 0.155 | N/A |
| Griseofulvin b | 12.8 | 67.5 | 0.3 | 11.5 | 0.121 | 0.158 | 0.209 |
| Fenofibrate b | 12.8 | 67.5 | 0.4 | 8.93 [74] | 0.100 | 0.148 | 0.214 |
| DP1 b | 5.43 | 91.5 | 0.3 | 9.32 ± 1.2 | 0.068 | 0.138 | N/A |
| DP3 b | 5.38 | 89.8 | 0.47 | 4.74 ± 0.32 | 0.065 | 0.120 | N/A |
4.3.2. Mill-Scale efficiency Factor (E)
4.3.3. Milling Rate (Aj)
5. Typical Model Use and Validation
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbols used | |
| Aj | Slope term of the Yt function in Model B and C for each particle size quantile j (10, 50, 90), kg0.4/(m2.4s1.8) |
| Aj*, Aj** | Intermediately derived slope terms of Yt function for each particle size quantile j (10, 50, 90) |
| a | The average frequency of drug particle compressions, 1/min |
| API | Active pharmaceutical ingredient |
| Bj | Intercept term of the Yt function for each particle size quantile j (10, 50, 90) |
| BI | Brittleness index, m−1/2 |
| BL | Bead loading, % v/v |
| c | Fractional volumetric bead loading in the drug suspension–beads mixture |
| C | Rate constant |
| CPS | Crosslinked polystyrene |
| D | Diameter, m |
| e | Restitution coefficient |
| E | Mill-scale efficiency correction factor |
| g0 | Radial distribution function at contact |
| h | Thickness of the powder bed, m |
| H | Hardness, Pa |
| k | Apparent breakage rate constant, 1/min |
| Kc | Fracture toughness, Pa.m1/2 |
| Kt | Arrhenius equation for the temperature impact |
| m | Mass, kg |
| MHD | Microhydrodynamic model |
| Nj | Shape factor of the Yt transform for each particle size quantile j (10, 50, 90) |
| N1 | Exponent for the stirrer speed effect |
| N2 | Exponent for the bead loading effect |
| N3 | Exponent for the bead density effect |
| N4 | Exponent for the bead size effect |
| N5 | Exponent for the tip diameter effect |
| N6 | Exponent for the suspension viscosity effect |
| N7 | Exponent for the suspension density effect |
| Nt | Number of turnovers |
| P | Power, W |
| Pax | Axial pressure, Pa |
| Prad | Radial pressure, Pa |
| Pv | Power density, W/m3 |
| Pe | Peclet number |
| PR | Poisson ratio |
| PSD | Particle size distribution |
| Q | Volumetric flow rate or pumping rate of the suspension, m3/s |
| R | Radius, m |
| Rdiss | Effective drag coefficient |
| Re | Reynolds number |
| S | Specific breakage rate, 1/min |
| t | Milling time, min |
| T | Temperature, °C |
| Utip | Tip speed, m/s |
| V | Volume, mL |
| xj | Particle size for each particle size quantile j (10, 50, 90), m |
| YM | Young’s modulus, Pa |
| Yt | Transform of the dependent variable Y |
| YSZ | Yttrium-stabilized zirconia |
| Greek letters | |
| ε | Powder compact out-of-die porosity |
| εcoll | Energy dissipation rate due to partially inelastic bead–bead collisions, W/m3 |
| εht | Power spent on shear of milled suspension of the slurry at the same shear rate but calculated (measured) when no beads were present in the flow, W/m3 |
| εm | Nondimensional bead–bead gap thickness at which the lubrication force stops increasing and becomes a constant, – |
| εvisc | Energy dissipation rate due to both the liquid–beads viscous friction and lubrication, W/m3 |
| ε | powder compact out-of-die porosity |
| γ | Mass concentration, g/mL |
| λ | Lumped parameters of the microhydrodynamic model |
| θ | Granular temperature, m2/s2 |
| μ | Viscosity, Pa.s |
| ρ | Density, kg/m3 |
| σax | Axial stress, Pa |
| σrad | Radial stress, Pa |
| τ | Mean residence time for the single pass, min |
| ω | Rotational speed of the rotor, 1/min |
| Indices | |
| 10 | 10% passing size of the cumulative PSD |
| 50 | Median particle size of the cumulative PSD |
| 90 | 90% passing size of the cumulative PSD |
| a | agitator |
| batch | Batch |
| b | Bead |
| c | Out-of-die compacts |
| inf | Infinity |
| j | Index for particle size quantile |
| lim | Grinding limit |
| m | Mill chamber |
| p | Particle |
| ref | Reference values used to make variables nondimensional |
| s | Suspension |
Appendix A. A Theoretical Basis for Linearizing Data Transformations
Appendix B. Microhydrodynamic Theory for Wet Bead Milling
Appendix C. Derivation of Model B from Model A
References
- Hobson, J.J.; Al-khouja, A.; Curley, P.; Meyers, D.; Flexner, C.; Siccardi, M.; Owen, A.; Meyers, C.F.; Rannard, S.P. Semi-solid prodrug nanoparticles for long-acting delivery of water-soluble antiretroviral drugs within combination HIV therapies. Nat. Commun. 2019, 10, 1413. [Google Scholar] [CrossRef] [PubMed]
- Peltonen, L.; Hirvonen, J. Drug nanocrystals–versatile option for formulation of poorly soluble materials. Int. J. Pharm. 2018, 537, 73–83. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Azad, M.; Davé, R.; Bilgili, E. Nanomilling of drugs for bioavailability enhancement: A holistic formulation-process perspective. Pharmaceutics 2016, 8, 17. [Google Scholar] [CrossRef]
- Peltonen, L. Design space and QbD approach for production of drug nanocrystals by wet media milling techniques. Pharmaceutics 2018, 10, 104. [Google Scholar] [CrossRef]
- Merisko-Liversidge, E.; Liversidge, G.G. Nanosizing for oral and parenteral drug delivery: A perspective on formulating poorly-water soluble compounds using wet media milling technology. Adv. Drug Deliv. Rev 2011, 63, 427–440. [Google Scholar] [CrossRef] [PubMed]
- Kesisoglou, F.; Panmai, S.; Wu, Y. Nanosizing—Oral formulation development and biopharmaceutical evaluation. Adv. Drug Deliv. Rev 2007, 59, 631–644. [Google Scholar] [CrossRef]
- Malamatari, M.; Taylor, K.M.; Malamataris, S.; Douroumis, D.; Kachrimanis, K. Pharmaceutical nanocrystals: Production by wet milling and applications. Drug Discov. Today 2018, 23, 534–547. [Google Scholar] [CrossRef]
- Pınar, S.G.; Canpınar, H.; Tan, Ç.; Çelebi, N. A new nanosuspension prepared with wet milling method for oral delivery of highly variable drug Cyclosporine A: Development, optimization and in vivo evaluation. Eur. J. Pharm. Sci. 2022, 171, 106123. [Google Scholar] [CrossRef]
- Lynnerup, J.T.; Eriksen, J.B.; Bauer-Brandl, A.; Holsæter, A.M.; Brandl, M. Insight into the mechanism behind oral bioavailability-enhancement by nanosuspensions through combined dissolution/permeation studies. Eur. J. Pharm. Sci. 2023, 184, 106417. [Google Scholar] [CrossRef]
- Bauer, A.; Berben, P.; Chakravarthi, S.S.; Chattorraj, S.; Garg, A.; Gourdon, B.; Heimbach, T.; Huang, Y.; Morrison, C.; Mundhra, D. Current State and Opportunities with Long-acting Injectables: Industry Perspectives from the Innovation and Quality Consortium “Long-Acting Injectables” Working Group. Pharm. Res. 2023, 40, 1601–1631. [Google Scholar] [CrossRef]
- Rudd, N.D.; Helmy, R.; Dormer, P.G.; Williamson, R.T.; Wuelfing, W.P.; Walsh, P.L.; Reibarkh, M.; Forrest, W.P. Probing in Vitro Release Kinetics of Long-Acting Injectable Nanosuspensions via Flow-NMR Spectroscopy. Mol. Pharm. 2020, 17, 530–540. [Google Scholar] [CrossRef]
- Qin, M.; Ye, G.; Xin, J.; Li, M.; Sui, X.; Sun, Y.; Fu, Q.; He, Z. Comparison of in vivo behaviors of intramuscularly long-acting celecoxib nanosuspensions with different particle sizes for the postoperative pain treatment. Int. J. Pharm. 2023, 636, 122793. [Google Scholar] [CrossRef] [PubMed]
- Ho, M.J.; Jeong, M.Y.; Jeong, H.T.; Kim, M.S.; Park, H.J.; Kim, D.Y.; Lee, H.C.; Song, W.H.; Kim, C.H.; Lee, C.H.; et al. Effect of particle size on in vivo performances of long-acting injectable drug suspension. J. Control. Release 2022, 341, 533–547. [Google Scholar] [CrossRef]
- Applying ICH Q8(R2), Q9, and Q10 Principles to Chemistry, Manufacturing, and Controls Review; Center for Drug Evaluation and Research: Silver Spring, MA, USA, 2016.
- Cerdeira, A.M.; Mazzotti, M.; Gander, B. Miconazole nanosuspensions: Influence of formulation variables on particle size reduction and physical stability. Int. J. Pharm 2010, 396, 210–218. [Google Scholar] [CrossRef] [PubMed]
- Bilgili, E.; Afolabi, A. A combined microhydrodynamics–polymer adsorption analysis for elucidation of the roles of stabilizers in wet stirred media milling. Int. J. Pharm 2012, 439, 193–206. [Google Scholar] [CrossRef]
- Verma, S.; Kumar, S.; Gokhale, R.; Burgess, D.J. Physical stability of nanosuspensions: Investigation of the role of stabilizers on Ostwald ripening. Int. J. Pharm. 2011, 406, 145–152. [Google Scholar] [CrossRef]
- Peltonen, L.; Hirvonen, J. Pharmaceutical nanocrystals by nanomilling: Critical process parameters, particle fracturing and stabilization methods. J. Pharm. Pharmacol. 2010, 62, 1569–1579. [Google Scholar] [CrossRef]
- Kawatra, S.K. Advances in Comminution; SME: Englewood, CO, USA, 2006. [Google Scholar]
- Li, M.; Yaragudi, N.; Afolabi, A.; Dave, R.; Bilgili, E. Sub-100 nm drug particle suspensions prepared via wet milling with low bead contamination through novel process intensification. Chem. Eng. Sci. 2015, 130, 207–220. [Google Scholar] [CrossRef]
- Hennart, S.L.A.; Domingues, M.C.; Wildeboer, W.J.; van Hee, P.; Meesters, G.M.H. Study of the process of stirred ball milling of poorly water soluble organic products using factorial design. Powder Technol. 2010, 198, 56–60. [Google Scholar] [CrossRef]
- Kumar, S.; Burgess, D.J. Wet milling induced physical and chemical instabilities of naproxen nano-crystalline suspensions. Int. J. Pharm. 2014, 466, 223–232. [Google Scholar] [CrossRef]
- Sharma, P.; Denny, W.A.; Garg, S. Effect of wet milling process on the solid state of indomethacin and simvastatin. Int. J. Pharm. 2009, 380, 40–48. [Google Scholar] [CrossRef] [PubMed]
- Toneva, P.; Peukert, W. Modelling of mills and milling circuits. Handb. Powder Technol. 2007, 12, 873–911. [Google Scholar]
- Bilgili, E.; Guner, G. Mechanistic Modeling of Wet Stirred Media Milling for Production of Drug Nanosuspensions. AAPS PharmSciTech 2020, 22, 2. [Google Scholar] [CrossRef] [PubMed]
- Kwade, A. Determination of the most important grinding mechanism in stirred media mills by calculating stress intensity and stress number. Powder Technol. 1999, 105, 382–388. [Google Scholar] [CrossRef]
- Kwade, A.; Schwedes, J. Breaking characteristics of different materials and their effect on stress intensity and stress number in stirred media mills. Powder Technol. 2002, 122, 109–121. [Google Scholar] [CrossRef]
- Eskin, D.; Zhupanska, O.; Hamey, R.; Moudgil, B.; Scarlett, B. Microhydrodynamics of stirred media milling. Powder Technol. 2005, 156, 95–102. [Google Scholar] [CrossRef]
- Guner, G.; Yilmaz, D.; Eskin, D.; Bilgili, E. Effects of bead packing limit concentration on microhydrodynamics-based prediction of breakage kinetics in wet stirred media milling. Powder Technol. 2022, 403, 117433. [Google Scholar] [CrossRef]
- Gers, R.; Anne-Archard, D.; Climent, E.; Legendre, D.; Frances, C. Two colliding grinding beads: Experimental flow fields and particle capture efficiency. Chem. Eng. Technol. 2010, 33, 1438–1446. [Google Scholar] [CrossRef]
- Winardi, S.; Widiyastuti, W.; Septiani, E.; Nurtono, T. Simulation of solid-liquid flows in a stirred bead mill based on computational fluid dynamics (CFD). Mater. Res. Express 2018, 5, 054002. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Yang, R.; Yu, A.; Rubenstein, J. Effects of disc rotation speed and media loading on particle flow and grinding performance in a horizontal stirred mill. Int. J. Miner. Process. 2010, 96, 27–35. [Google Scholar] [CrossRef]
- Gudin, D.; Turczyn, R.; Mio, H.; Kano, J.; Saito, F. Simulation of the movement of beads by the DEM with respect to the wet grinding process. AIChE J. 2006, 52, 3421–3426. [Google Scholar] [CrossRef]
- Vocciantea, M.; Trofab, M.; D’Avinob, G.; Reverberia, A.P. Nanoparticles synthesis in wet-operating stirred media: Preliminary investigation with DEM simulations. Chem. Eng. 2019, 73, 31–36. [Google Scholar]
- Siewert, C.; Moog, R.; Alex, R.; Kretzer, P.; Rothenhäusler, B. Process and scaling parameters for wet media milling in early phase drug development: A knowledge based approach. Eur. J. Pharm. Sci. 2018, 115, 126–131. [Google Scholar] [CrossRef]
- Shah, S.R.; Parikh, R.H.; Chavda, J.R.; Sheth, N.R. Glibenclamide nanocrystals for bioavailability enhancement: Formulation design, process optimization, and pharmacodynamic evaluation. J. Pharm. Innov. 2014, 9, 227–237. [Google Scholar] [CrossRef]
- Singare, D.S.; Marella, S.; Gowthamrajan, K.; Kulkarni, G.T.; Vooturi, R.; Rao, P.S. Optimization of formulation and process variable of nanosuspension: An industrial perspective. Int. J. Pharm. 2010, 402, 213–220. [Google Scholar] [CrossRef]
- Mahesh, K.V.; Singh, S.K.; Gulati, M. A comparative study of top-down and bottom-up approaches for the preparation of nanosuspensions of glipizide. Powder Technol. 2014, 256, 436–449. [Google Scholar] [CrossRef]
- Medarević, D.; Djuriš, J.; Ibrić, S.; Mitrić, M.; Kachrimanis, K. Optimization of formulation and process parameters for the production of carvedilol nanosuspension by wet media milling. Int. J. Pharm. 2018, 540, 150–161. [Google Scholar] [CrossRef]
- Karakucuk, A.; Celebi, N. Investigation of formulation and process parameters of wet media milling to develop etodolac nanosuspensions. Pharm. Res. 2020, 37, 111. [Google Scholar] [CrossRef] [PubMed]
- Patel, P.J.; Gajera, B.Y.; Dave, R.H. A quality-by-design study to develop Nifedipine nanosuspension: Examining the relative impact of formulation variables, wet media milling process parameters and excipient variability on drug product quality attributes. Drug Dev. Ind. Pharm. 2018, 44, 1942–1952. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Shen, J.; Zolnik, B.; Sadrieh, N.; Burgess, D.J. Optimization and dissolution performance of spray-dried naproxen nano-crystals. Int. J. Pharm. 2015, 486, 159–166. [Google Scholar] [CrossRef] [PubMed]
- Parmar, K.; Patel, J.; Sheth, N. Formulation and optimization of Embelin nanosuspensions using central composite design for dissolution enhancement. J. Drug Deliv. Sci. Technol. 2015, 29, 1–7. [Google Scholar] [CrossRef]
- Patel, J.; Dhingani, A.; Garala, K.; Raval, M.; Sheth, N. Design and development of solid nanoparticulate dosage forms of telmisartan for bioavailability enhancement by integration of experimental design and principal component analysis. Powder Technol. 2014, 258, 331–343. [Google Scholar] [CrossRef]
- Sharma, O.P.; Patel, V.; Mehta, T. Design of experiment approach in development of febuxostat nanocrystal: Application of Soluplus® as stabilizer. Powder Technol. 2016, 302, 396–405. [Google Scholar] [CrossRef]
- Ahuja, B.K.; Jena, S.K.; Paidi, S.K.; Bagri, S.; Suresh, S. Formulation, optimization and in vitro–in vivo evaluation of febuxostat nanosuspension. Int. J. Pharm. 2015, 478, 540–552. [Google Scholar] [CrossRef]
- Nakach, M.; Authelin, J.-R.; Agut, C. New Approach and Practical Modelling of Bead Milling Process for the Manufacturing of Nanocrystalline Suspensions. J. Pharm. Sci. 2017, 106, 1889–1904. [Google Scholar] [CrossRef]
- Guner, G.; Yilmaz, D.; Bilgili, E. Kinetic and Microhydrodynamic Modeling of Fenofibrate Nanosuspension Production in a Wet Stirred Media Mill. Pharmaceutics 2021, 13, 1055. [Google Scholar] [CrossRef]
- Guner, G.; Kannan, M.; Berrios, M.; Bilgili, E. Use of Bead Mixtures as a Novel Process Optimization Approach to Nanomilling of Drug Suspensions. Pharm. Res. 2021, 38, 1279–1296. [Google Scholar] [CrossRef]
- Guner, G.; Mehaj, M.; Seetharaman, N.; Elashri, S.; Yao, H.F.; Clancy, D.J.; Bilgili, E. Do Mixtures of Beads with Different Sizes Improve Wet Stirred Media Milling of Drug Suspensions? Pharmaceutics 2023, 15, 2213. [Google Scholar] [CrossRef]
- Mazel, V.; Busignies, V.; Diarra, H.; Tchoreloff, P. Measurements of elastic moduli of pharmaceutical compacts: A new methodology using double compaction on a compaction simulator. J. Pharm. Sci. 2012, 101, 2220–2228. [Google Scholar] [CrossRef]
- Stražišar, J.; Runovc, F. Kinetics of comminution in micro-and sub-micrometer ranges. Int. J. Miner. Process. 1996, 44, 673–682. [Google Scholar] [CrossRef]
- Varinot, C.; Berthiaux, H.; Dodds, J. Prediction of the product size distribution in associations of stirred bead mills. Powder Technol. 1999, 105, 228–236. [Google Scholar] [CrossRef]
- Kapur, P. Self-preserving size spectra of comminuted particles. Chem. Eng. Sci. 1972, 27, 425–431. [Google Scholar] [CrossRef]
- Knieke, C.; Sommer, M.; Peukert, W. Identifying the apparent and true grinding limit. Powder Technol. 2009, 195, 25–30. [Google Scholar] [CrossRef]
- Brown, M.E. The Prout-Tompkins rate equation in solid-state kinetics. Thermochim. Acta 1997, 300, 93–106. [Google Scholar] [CrossRef]
- Taylor, L.; Papadopoulos, D.; Dunn, P.; Bentham, A.; Dawson, N.; Mitchell, J.; Snowden, M. Predictive milling of pharmaceutical materials using nanoindentation of single crystals. Org. Process Res. Dev. 2004, 8, 674–679. [Google Scholar] [CrossRef]
- Baraldi, L.; De Angelis, D.; Bosi, R.; Pennini, R.; Bassanetti, I.; Benassi, A.; Bellazzi, G.E. Mechanical Characterization of Pharmaceutical Powders by Nanoindentation and Correlation with Their Behavior during Grinding. Pharmaceutics 2022, 14, 1146. [Google Scholar] [CrossRef]
- Eskin, D.; Zhupanska, O.; Hamey, R.; Moudgil, B.; Scarlett, B. Microhydrodynamic analysis of nanogrinding in stirred media mills. AIChE J. 2005, 51, 1346–1358. [Google Scholar] [CrossRef]
- Li, M.; Alvarez, P.; Bilgili, E. A microhydrodynamic rationale for selection of bead size in preparation of drug nanosuspensions via wet stirred media milling. Int. J. Pharm. 2017, 524, 178–192. [Google Scholar] [CrossRef]
- Kwade, A.; Schwedes, J. Wet grinding in stirred media mills. Handb. Powder Technol. 2007, 12, 251–382. [Google Scholar]
- Srikar, V.T.; Turner, K.T.; Andrew Ie, T.Y.; Spearing, S.M. Structural design considerations for micromachined solid-oxide fuel cells. J. Power Sources 2004, 125, 62–69. [Google Scholar] [CrossRef]
- Ashby, M.F.; Cebon, D. Materials selection in mechanical design. J. Phys. IV 1993, 3, C7-1–C7-9. [Google Scholar] [CrossRef]
- Juhnke, M.; Märtin, D.; John, E. Generation of wear during the production of drug nanosuspensions by wet media milling. Eur. J. Pharm. Biopharm. 2012, 81, 214–222. [Google Scholar] [CrossRef] [PubMed]
- Guner, G.; Elashri, S.; Mehaj, M.; Seetharaman, N.; Yao, H.F.; Clancy, D.J.; Bilgili, E. An enthalpy-balance model for timewise evolution of temperature during wet stirred media milling of drug suspensions. Pharm. Res. 2022, 39, 2065–2082. [Google Scholar] [CrossRef]
- Guner, G.; Seetharaman, N.; Elashri, S.; Mehaj, M.; Bilgili, E. Analysis of heat generation during the production of drug nanosuspensions in a wet stirred media mill. Int. J. Pharm. 2022, 624, 122020. [Google Scholar] [CrossRef]
- Guner, G.; Yilmaz, D.; Yao, H.F.; Clancy, D.J.; Bilgili, E. Predicting the Temperature Evolution during Nanomilling of Drug Suspensions via a Semi-Theoretical Lumped-Parameter Model. Pharmaceutics 2022, 14, 2840. [Google Scholar] [CrossRef] [PubMed]
- Bitterlich, A.; Laabs, C.; Krautstrunk, I.; Dengler, M.; Juhnke, M.; Grandeury, A.; Bunjes, H.; Kwade, A. Process parameter dependent growth phenomena of naproxen nanosuspension manufactured by wet media milling. Eur. J. Pharm. Biopharm. 2015, 92, 171–179. [Google Scholar] [CrossRef]
- Li, W.; Kou, H.; Zhang, X.; Ma, J.; Li, Y.; Geng, P.; Wu, X.; Chen, L.; Fang, D. Temperature-dependent elastic modulus model for metallic bulk materials. Mech. Mater. 2019, 139, 103194. [Google Scholar] [CrossRef]
- Stein, J.; Fuchs, T.; Mattern, C. Advanced Milling and Containment Technologies for Superfine Active Pharmaceutical Ingredients. Chem. Eng. Technol. 2010, 33, 1464–1470. [Google Scholar] [CrossRef]
- Meng, T.; Li, Y.; Ma, S.; Zhang, Q.; Qiao, F.; Hou, Y.; Gao, T.; Yang, J. Elaborating the crystal transformation referenced microhydrodynamic model and fracture mechanism combined molecular modelling of irbesartan nanosuspensions formation in wet media milling. Int. J. Pharm. 2023, 632, 122562. [Google Scholar] [CrossRef]
- Nakach, M.; Authelin, J.-R.; Perrin, M.-A.; Lakkireddy, H.R. Comparison of high pressure homogenization and stirred bead milling for the production of nano-crystalline suspensions. Int. J. Pharm. 2018, 547, 61–71. [Google Scholar] [CrossRef]
- Maughan, M.R.; Carvajal, M.T.; Bahr, D.F. Nanomechanical testing technique for millimeter-sized and smaller molecular crystals. Int. J. Pharm. 2015, 486, 324–330. [Google Scholar] [CrossRef] [PubMed]
- Geißler, S. Small Scale Processing of Nanoscopic Formulations for Preclinical Development of Poorly Soluble Compounds; Universitätsbibliothek der Johannes Gutenberg-Universität Mainz: Mainz, Germany, 2016. [Google Scholar]
- Rao, B.V.; Datta, A. Analysis of nonlinear batch grinding in stirred media mills using self-similarity solution. Powder Technol. 2006, 169, 41–48. [Google Scholar] [CrossRef]
- Charls, R. Energy-size reduction relationships in comminution. Trans. AIME 1957, 9, 80–88. [Google Scholar]
- Lun, C.K.K.; Savage, S.B. A Simple Kinetic Theory for Granular Flow of Rough, Inelastic, Spherical Particles. J. Appl. Mech. 1987, 54, 47–53. [Google Scholar] [CrossRef]
- Liu, G.; Du, Q.; Jiao, X.; Li, J. Irrigation at the level of evapotranspiration aids growth recovery and photosynthesis rate in tomato grown under chilling stress. Acta Physiol. Plant. 2018, 40, 2. [Google Scholar] [CrossRef]
- Wylie, J.J.; Koch, D.L.; Ladd, A.J.C. Rheology of suspensions with high particle inertia and moderate fluid inertia. J. Fluid Mech. 2003, 480, 95–118. [Google Scholar] [CrossRef]


| Location | GSK | GSK | GSK | GSK | GSK | NJIT |
|---|---|---|---|---|---|---|
| Equipment | DV50 | DV150 | DV300 | DV2000 | DV4000 | MicroCer |
| Drug products used | Proprietary formulations | Griseofulvin, Fenofibrate | ||||
| DP5, DP4, DP6 | DP3, DP2, DP4, DP6 | DP3, DP1, DP5, DP2, DP6 | DP1 | DP1 | ||
| Batch volume (L) | 0.1–0.5 | 0.3–1 | 1–5 | 10–30 | 30–200 | 0.2 |
| Milling time (hour) | 0.5–4 | 0.5–4 | 1–6 | 3–10 | 6–40 | 3 |
| Number of rotors (-) | 2 | 5 | 8 | 7 | 8 | 2 |
| Chamber diameter, Dm (mm) | 76 | 76 | 76 | 128 | 180 | 77 |
| Agitator Diameter, Da (mm) | 68.5 | 65 | 65 | 110 | 152 | 60 |
| Agitator Length, La (mm) | 25.0 | 65.5 | 118 | 170 | 255 | 32 |
| 100% Bead Mill Volume, Vm (mL) | 56.3 | 157 | 243 | 1659 | 4120 | 60 |
| Range of Tip speed, Utip (m/s) | 4.5–6 | 4.5–5.5 | 4–7.8 | 4–6.6 | 5–6.5 | 11–14.7 |
| Bead Loading, BL (%) | 75, 85 | 85 | 75–99.8 | 80–90 | 85 | 56–79 |
| Bead size, Db (mm) | 0.3, 0.65 | 0.3, 0.65 | 0.3, 0.65 | 0.3 | 0.3 | 0.2–0.4 |
| # of experiments | 8 | 4 | 20 | 8 | 6 | 18 |
| Micro-Hydrodynamic Model, Model A (Section 3.2.1) | Semi-Mechanistic Model, Model B (Section 3.2.2) | Pre-Calibrated Semi-Mechanistic Model, Model C (Section 3.2.3) | |
|---|---|---|---|
| Description | MHD-based mechanistic model | Flexible semi-mechanistic model | Pre-calibrated version of Model B based on particle size data from several studies |
| Fitting Parameters | A*, Bj, Nj, xj,inf, (+more parameters to develop a model for Power) | Aj, Bj, Nj, xj,inf, K2j, E, N1, N2, N3, N4 | Aj, Bj, Nj, K2j, xj,inf |
| Complexity Level | Highest | Medium | Lowest |
| Number of Experiments needed | 1 experiment to calibrate model parameters (after power is estimated) | Design of Experiments (DoE) varying mill scale, tip speed, bead loading, size, material, chiller set temperature | If K2j needs to be fitted 2; otherwise, only 1 experiment |
| When it should be preferred? | If power during milling and viscosity and density of the suspension are known | If data from a full DoE is available to calibrate this more flexible model, which would represent a specific application and parameter ranges with less error | If experimentation is costly and the materials and parameter ranges used are similar to those in this study |
| Advantage | Less dependency on the particle size data | Can be applied to all applications from pharmaceuticals to inorganic materials, and all parameter ranges of interest | The most efficient both experimentally and computationally |
| Disadvantage | Less predictive capability as it depends on experimental input for power. To have the same capability as Model B and C, a power model should be developed | High risk of overfitting; experimentally costly | Application outside the ranges used in this study is not evaluated |
| Study | x10 Rotor Speed Exponent | x50 Rotor Speed Exponent | x90 Rotor Speed Exponent |
|---|---|---|---|
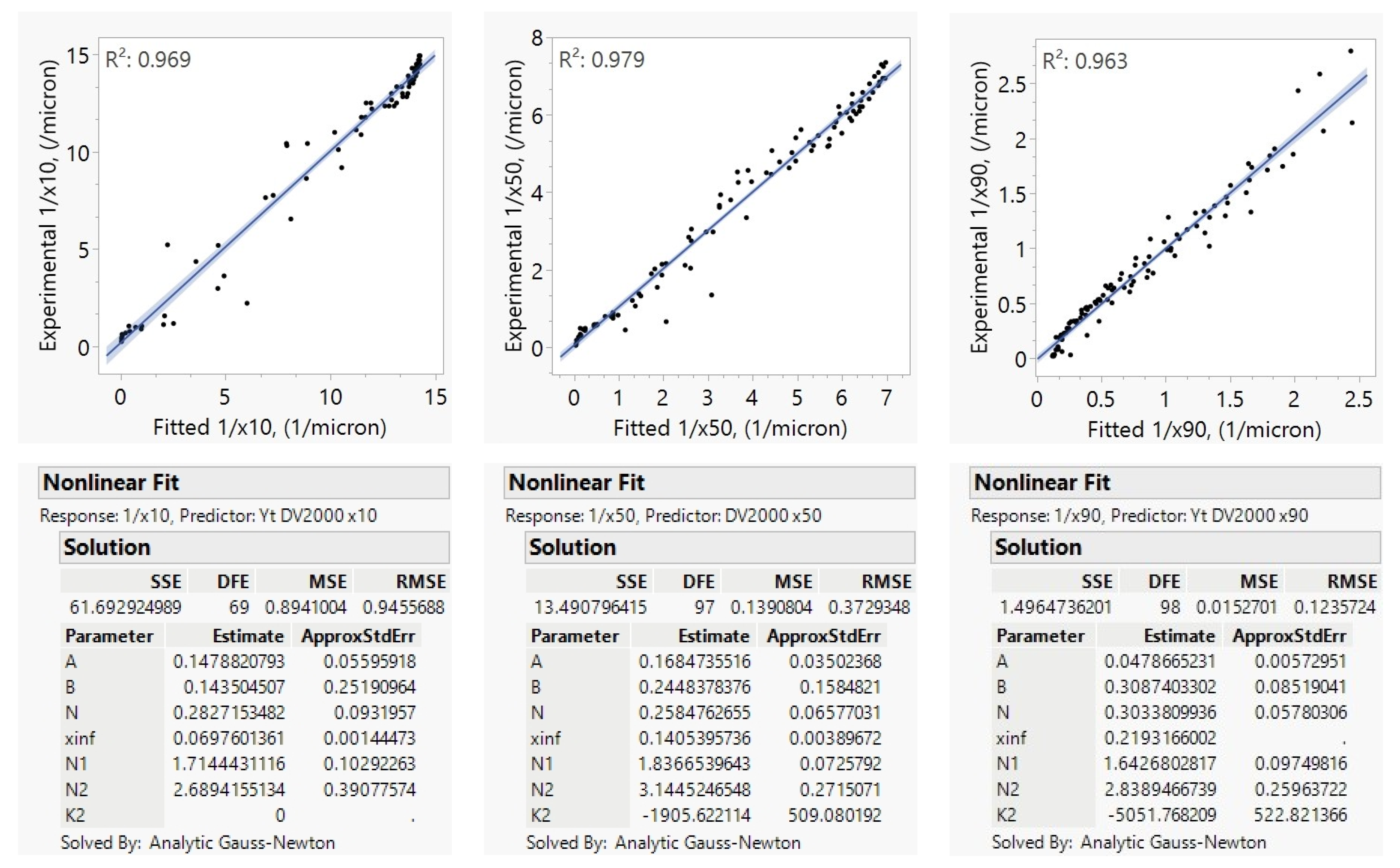
| DP1 2000 mL Scale (Section 4.2.1) | 1.71 | 1.84 | 1.64 |
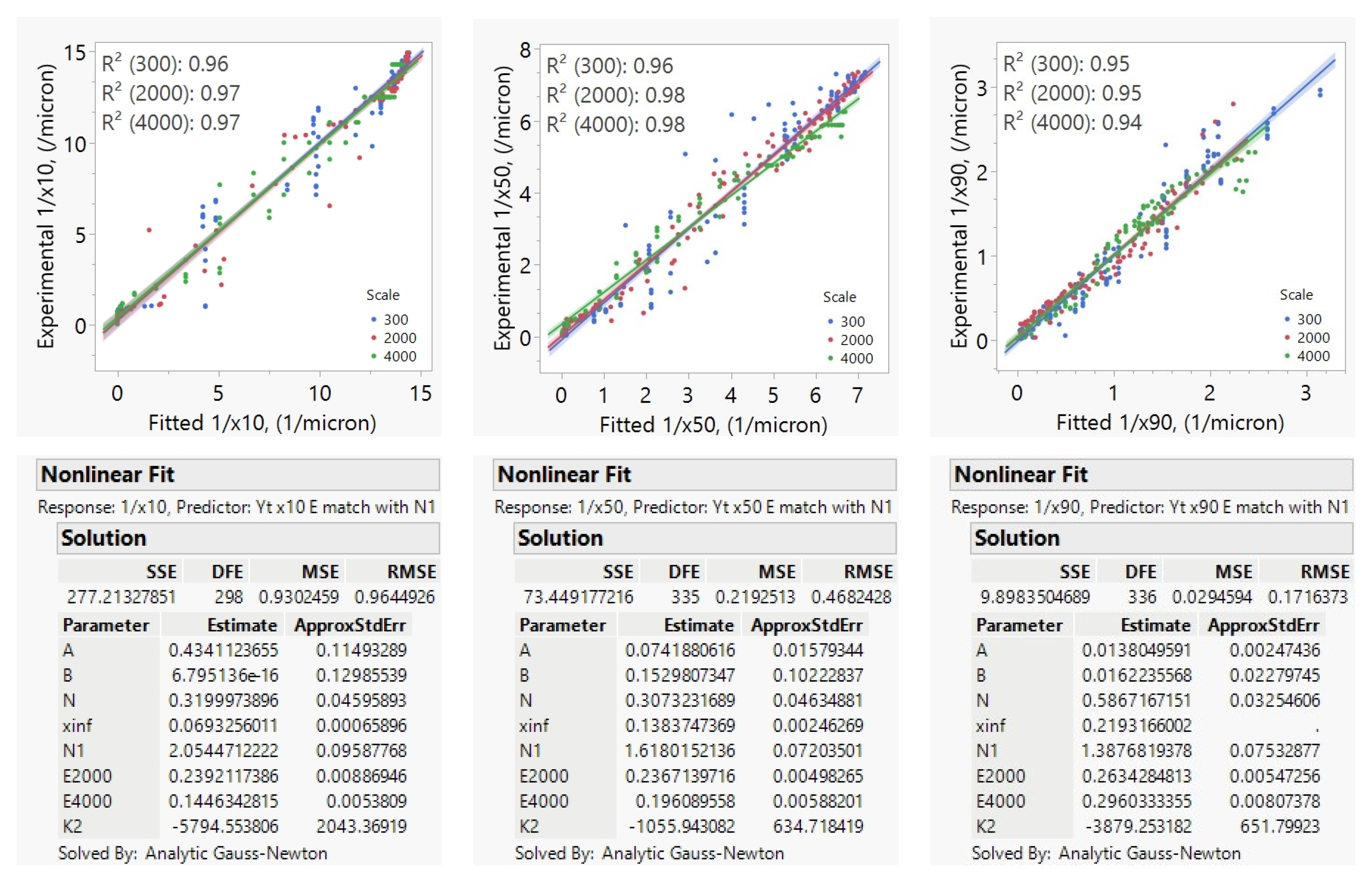
| DP1 All Scales (Section 4.2.1) | 2.05 | 1.62 | 1.39 |
| NJIT Bead Size Study (Supplementary Materials) | N/A | 1.99 | N/A |
| NJIT Bead Type Study (Supplementary Materials) | N/A | 2.13 | 2.02 |
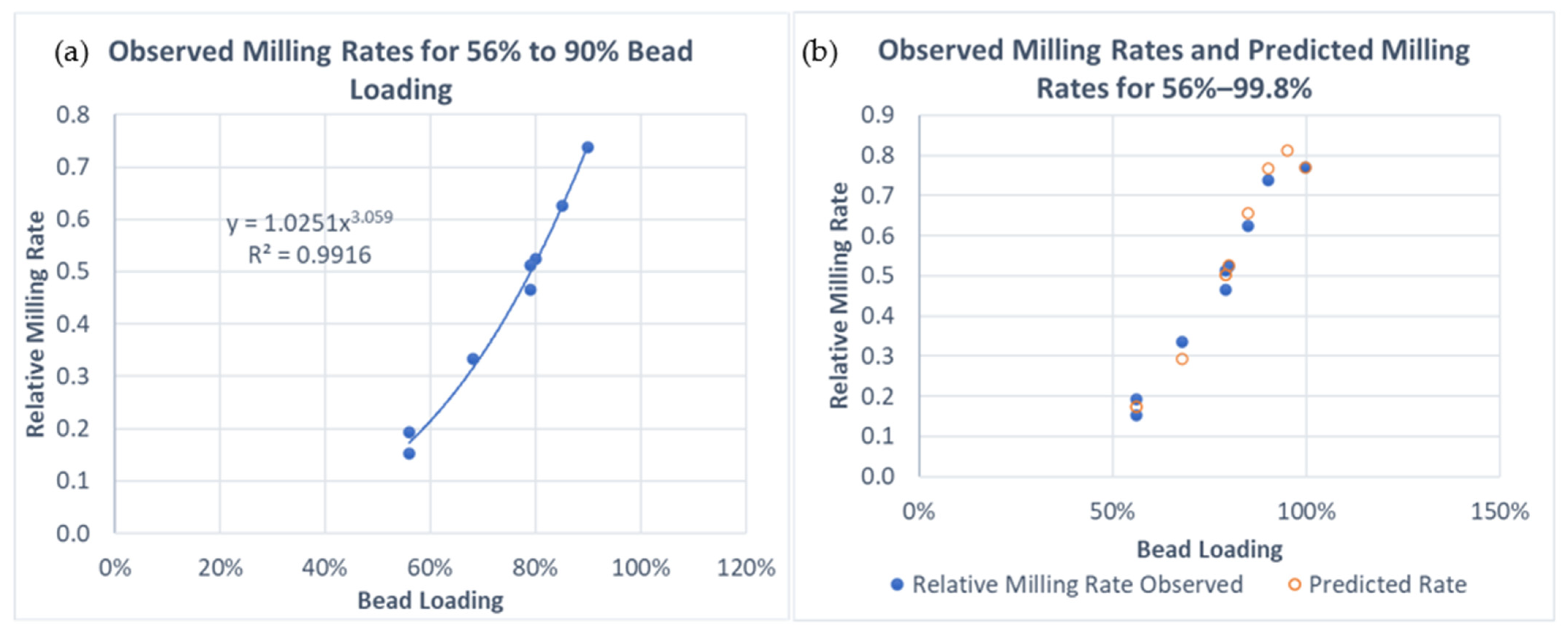
| Study | Bead Loading, BL | Fitted Exponent, N2 | Relative Milling Rate Due to Bead Loading, BLN2, Observed |
|---|---|---|---|
| DP3 | 99.80% | 1.29 | 0.769 |
| DP1 DV2000 | 90% | 2.89 | 0.737 |
| DP1 DV2000 | 85% | 2.89 | 0.625 |
| DP1 DV2000 | 80% | 2.89 | 0.525 |
| NJIT Bead Size | 79% | 2.84 | 0.512 |
| NJIT Bead Size | 68% | 2.84 | 0.334 |
| NJIT Bead Size | 56% | 2.84 | 0.193 |
| NJIT Bead Type | 79% | 3.24 | 0.466 |
| NJIT Bead Type | 56% | 3.24 | 0.153 |
| Study | Size Class | DP1 | DP2 | DP3 | DP4 | DP5 | DP6 | Average ± Std | Mill-Scale Efficiency Factor, E |
|---|---|---|---|---|---|---|---|---|---|
| DV50 | x10 | N/A | N/A | N/A | 0.85 | 0.68 | 0.50 | 0.68 ± 0.18 | 0.70 |
| x50 | N/A | N/A | N/A | 0.83 | 0.69 | 0.55 | 0.69 ± 0.14 | ||
| x90 | N/A | N/A | N/A | 0.82 | 0.73 | 0.64 | 0.73 ± 0.09 | ||
| DV150 | x10 | N/A | 1 | 1 | 1 | N/A | 1 | 1 | 1.0 |
| x50 | N/A | 1 | 1 | 1 | N/A | 1 | 1 | ||
| x90 | N/A | 1 | 1 | 1 | N/A | 1 | 1 | ||
| DV300 | x10 | 0.83 | 0.89 | 0.78 | N/A | 1.1 | 0.74 | 0.87 ± 0.14 | 0.83 |
| x50 | 0.83 | 0.79 | 0.68 | N/A | 1.2 | 0.82 | 0.86 ± 0.20 | ||
| x90 | 0.83 | 0.75 | 0.30 | N/A | 1.1 | 0.80 | 0.76 ± 0.29 | ||
| DV2000 | x10 | 0.24 | N/A | N/A | N/A | N/A | N/A | 0.23 | 0.24 |
| x50 | 0.23 | N/A | N/A | N/A | N/A | N/A | 0.23 | ||
| x90 | 0.25 | N/A | N/A | N/A | N/A | N/A | 0.25 | ||
| DV4000 | x10 | 0.16 | N/A | N/A | N/A | N/A | N/A | 0.15 | 0.19 |
| x50 | 0.19 | N/A | N/A | N/A | N/A | N/A | 0.17 | ||
| x90 | 0.28 | N/A | N/A | N/A | N/A | N/A | 0.25 |
| Drug Name | GF | FNB | DP1 a | DP2 | DP3 a | DP4 | DP5 | DP6 |
|---|---|---|---|---|---|---|---|---|
| A10 | −0.006 | 0.594 | 0.289 | 0.176 | 0.017 | 0.091 | 0.064 | 0.090 |
| B10 | 1.00 | 1.98 × 10−3 | 0.122 | 0.011 | 0.570 | 0.026 | 0.038 | 0.063 |
| N10 | −0.014 | 1.52 | 0.350 | 0.192 | 0.207 | 1.08 | 0.852 | 0.812 |
| x10,inf | 0.121 | 0.100 | 0.068 | N/A | 0.065 | N/A | N/A | N/A |
| K210 | N/A | N/A | N/A | N/A | N/A | N/A | −3236 | N/A |
| A50 | 0.260 | 0.180 | 0.180 | 0.061 | 0.017 | 0.047 | 0.057 | 0.084 |
| B50 | 0.183 | 0.025 | 0.120 | 0.447 | 0.416 | 0.006 | 0.144 | 0.159 |
| N50 | 0.632 | 0.927 | 0.330 | 0.211 | 0.262 | 1.22 | 0.486 | 0.450 |
| x50,inf | 0.158 | 0.148 | 0.138 | N/A | 0.119 | N/A | N/A | N/A |
| K250 | N/A | N/A | −1412 | N/A | N/A | N/A | −2160 | N/A |
| A90 | 0.099 | 0.094 | 5.93 10−2 | 0.039 | 10−3 | 0.025 | 10−3 | 0.016 |
| B90 | 0.340 | 0.140 | 1.63 10−3 | 0.350 | 0.344 | 0.001 | 0.001 | 0.004 |
| N90 | 0.340 | 0.536 | 0.666 | 0.211 | 0.270 | 1.19 | 1.38 | 0.989 |
| x90,inf | 0.210 | 0.214 | N/A | N/A | N/A | N/A | N/A | N/A |
| K290 | N/A | N/A | −5842 | N/A | N/A | N/A | −4175 | N/A |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Clancy, D.J.; Guner, G.; Chattoraj, S.; Yao, H.; Faith, M.C.; Salahshoor, Z.; Martin, K.N.; Bilgili, E. Development of a Semi-Mechanistic Modeling Framework for Wet Bead Milling of Pharmaceutical Nanosuspensions. Pharmaceutics 2024, 16, 394. https://doi.org/10.3390/pharmaceutics16030394
Clancy DJ, Guner G, Chattoraj S, Yao H, Faith MC, Salahshoor Z, Martin KN, Bilgili E. Development of a Semi-Mechanistic Modeling Framework for Wet Bead Milling of Pharmaceutical Nanosuspensions. Pharmaceutics. 2024; 16(3):394. https://doi.org/10.3390/pharmaceutics16030394
Chicago/Turabian StyleClancy, Donald J., Gulenay Guner, Sayantan Chattoraj, Helen Yao, M. Connor Faith, Zahra Salahshoor, Kailey N. Martin, and Ecevit Bilgili. 2024. "Development of a Semi-Mechanistic Modeling Framework for Wet Bead Milling of Pharmaceutical Nanosuspensions" Pharmaceutics 16, no. 3: 394. https://doi.org/10.3390/pharmaceutics16030394
APA StyleClancy, D. J., Guner, G., Chattoraj, S., Yao, H., Faith, M. C., Salahshoor, Z., Martin, K. N., & Bilgili, E. (2024). Development of a Semi-Mechanistic Modeling Framework for Wet Bead Milling of Pharmaceutical Nanosuspensions. Pharmaceutics, 16(3), 394. https://doi.org/10.3390/pharmaceutics16030394