
Binder Jet 3D Printing of Compound LEV-PN Dispersible Tablets: An Innovative Approach for Fabricating Drug Systems with Multicompartmental Structures

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Powder Mixture and Printing Ink
2.3. Design of the Spatial Structure Model
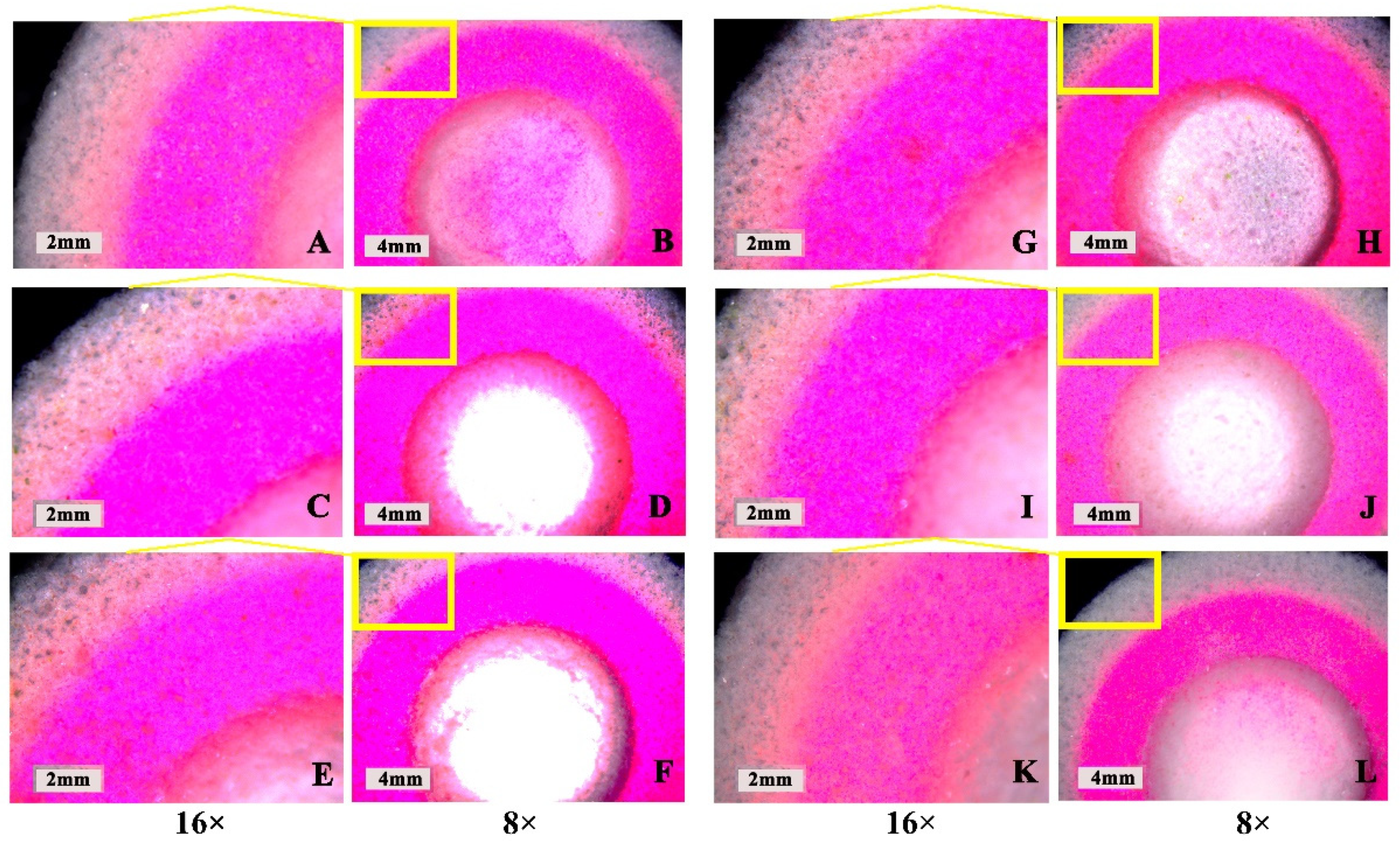
2.4. Evaluation of the “Coffee Ring” Effect
2.5. Binder Jet 3D-Printing Process
2.6. Tablet Microstructure
2.6.1. Appearance and Surface Roughness
2.6.2. Scanning Electron Microscopy (SEM)
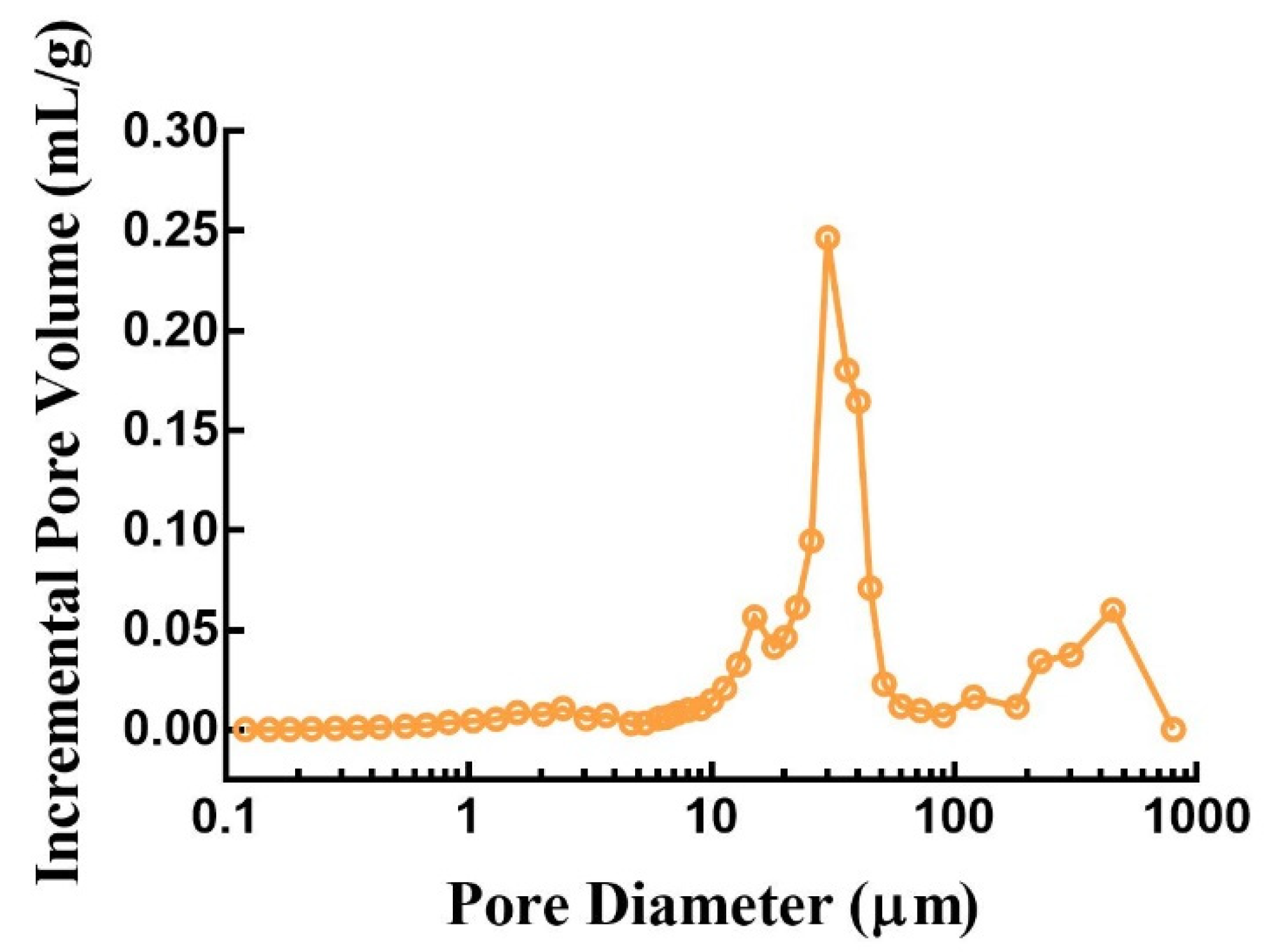
2.6.3. Porosity
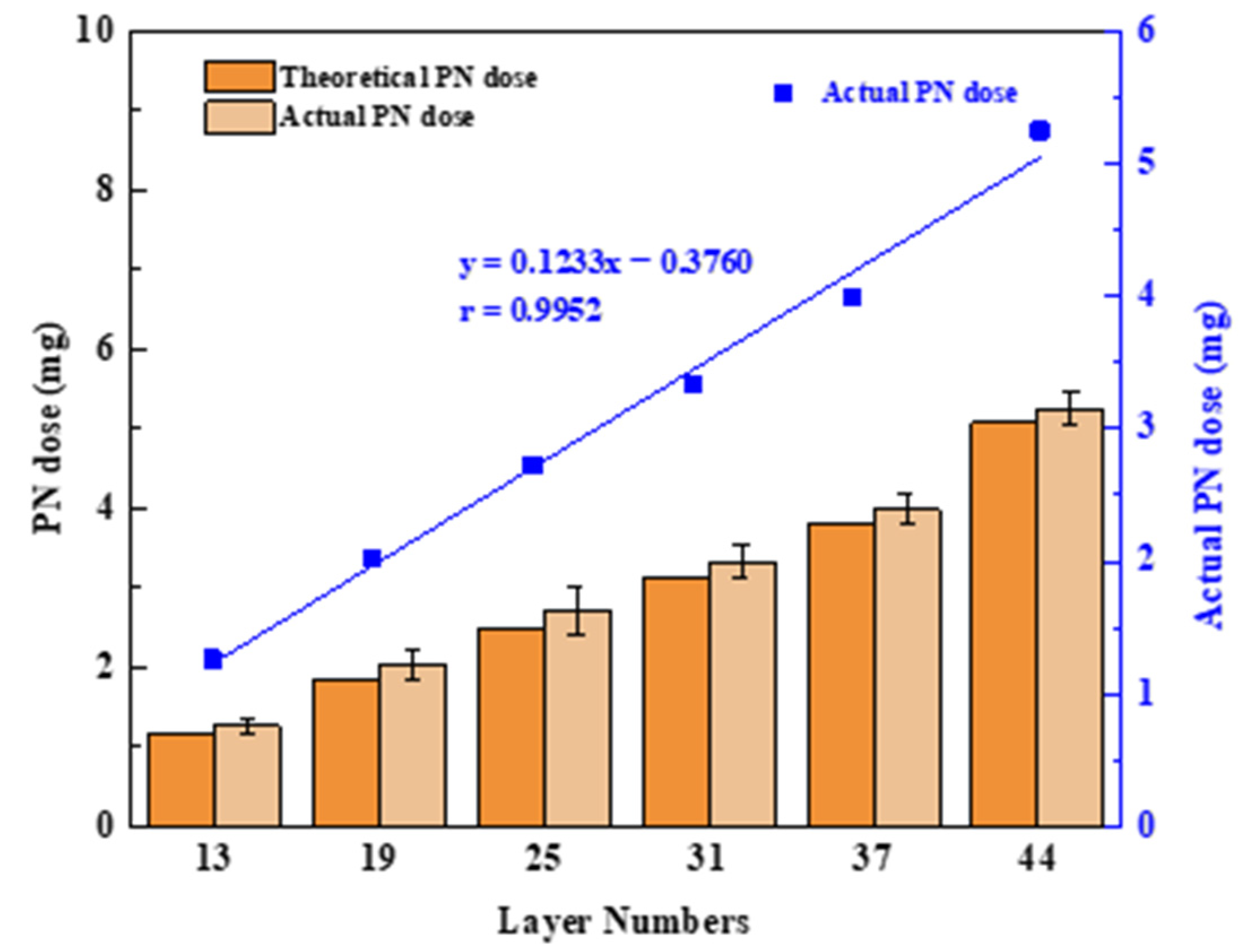
2.7. Assay and HPLC Analysis
2.8. In Vitro Drug Release
3. Results and Discussion
3.1. Design of the Spatial Structure Model
3.2. Effect of the “Coffee Ring”
3.3. Tablet Microstructure and Mechanistic Analysis
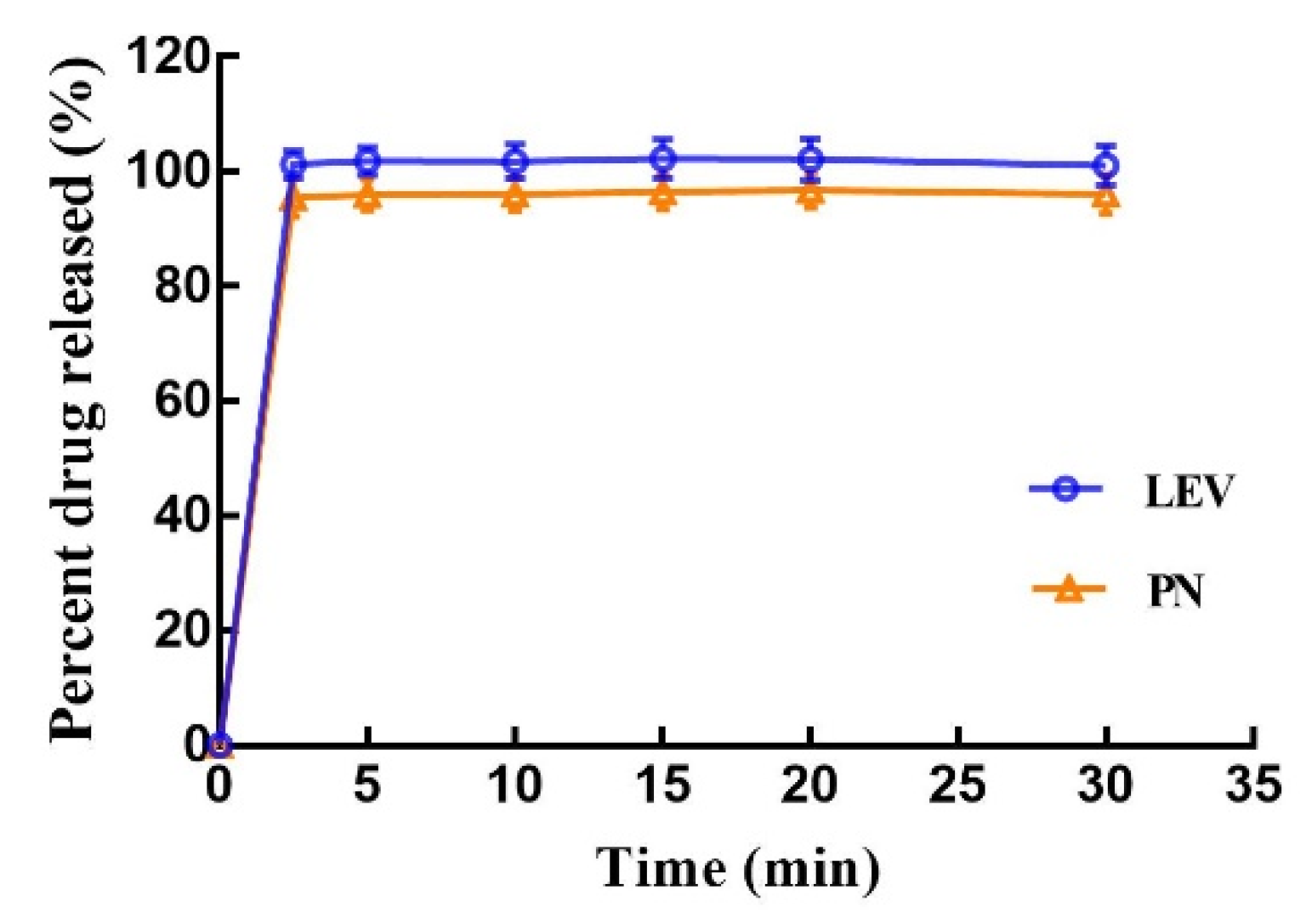
3.4. In Vitro Drug Release
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drug | Content ± SD (%) | Weight Uniformity (mg) | Friability (%) | Hardness (N) | Dispersion Uniformity (s) | Diameter (mm) | Thickness (mm) |
|---|---|---|---|---|---|---|---|
| LEV | 98.55 ± 2.3 | 1538.86 ± 1.52 | 1.8 ± 0.2 | 40.57 ± 1.46 | 17 ± 1.5 | 20.54 ± 0.12 | 9.43 ± 0.09 |
| PN | 100.34 ± 3.5 |
References
- Cohen, J.S. Ways to minimize adverse drug reactions: Individualized doses and common sense are key. Postgrad. Med. 1999, 106, 163–172. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.; Ranmal, S.; Batchelor, H.K.; Orlu-Gul, M.; Ernest, T.B.; Thomas, I.W.; Flanagan, T.; Tuleu, C. Patient-Centered Pharmaceutical Design to Improve Acceptability of Medicines: Similarities and Differences in Paediatric and Geriatric Populations. Drugs 2014, 74, 1871–1889. [Google Scholar] [CrossRef] [Green Version]
- Breitkreutz, J.; Boos, J. Paediatric and geriatric drug delivery. Expert Opin. Drug Deliv. 2007, 4, 37–45. [Google Scholar] [CrossRef]
- Harden, C. Safety Profile of Levetiracetam. Epilepsia 2001, 42, 36–39. [Google Scholar] [CrossRef] [PubMed]
- White, J.R.; Walczak, T.S.; Leppik, I.E.; Rarick, J.; Tran, T.; Beniak, T.E.; Matchinsky, D.J.; Gumnit, R.J. Discontinuation of levetiracetam because of behavioral side effects: A case-control study. Neurology 2003, 61, 1218–1221. [Google Scholar] [CrossRef]
- Bowling, F.G. Pyridoxine supply in human development. Semin. Cell Dev. Biol. 2011, 22, 611–618. [Google Scholar] [CrossRef]
- Ramos, R.J.; Albersen, M.; Vringer, E.; Bosma, M.; Zwakenberg, S.; Zwartkruis, F.; Jans, J.J.M.; Verhoeven-Duif, N.M. Discovery of pyridoxal reductase activity as part of human vitamin B6 metabolism. Biochim. Biophys. Acta Gen. Subj. 2019, 1863, 1088–1097. [Google Scholar] [CrossRef]
- Partikian, A.; Mitchell, W.G. Major adverse events associated with treatment of infantile spasms. J. Child Neurol. 2007, 22, 1360–1366. [Google Scholar] [CrossRef]
- Stockler, S.; Plecko, B.; Gospe, S.M.; Coulter-Mackie, M.; Connolly, M.; van Karnebeek, C.; Mercimek-Mahmutoglu, S.; Hartmann, H.; Scharer, G.; Struijs, E.; et al. Pyridoxine dependent epilepsy and antiquitin deficiency: Clinical and molecular characteristics and recommendations for diagnosis, treatment and follow-up. Mol. Genet. Metab. 2011, 104, 48–60. [Google Scholar] [CrossRef] [PubMed]
- Huerter, V.; Thiele, E.A. The role of levetiracetam in pediatric epilepsy and tuberous sclerosis complex. Epilepsia 2003, 44, 134–135. [Google Scholar]
- Chez, M.G.; Murescan, M.; Kerschner, S. Retrospective review of the effect of vitamin B6 (Pyridoxine) as add-on therapy for behavioral problems associated with levetiracetam (Keppra) therapy. Epilepsia 2005, 46, 146. [Google Scholar]
- Major, P.; Greenberg, E.; Khan, A.; Thiele, E.A. Pyridoxine supplementation for the treatment of levetiracetam-induced behavior side effects in children: Preliminary results. Epilepsy Behav. 2008, 13, 557–559. [Google Scholar] [CrossRef] [PubMed]
- Hochberg, M.; Melnick, D.; Siegel, L.; Oser, B.L. Destruction of Vitamin B6 by light. J. Biol. Chem. 1943, 148, 253–254. [Google Scholar] [CrossRef]
- Norman, J.; Madurawe, R.D.; Moore, C.M.V.; Khan, M.A.; Khairuzzaman, A. A new chapter in pharmaceutical manufacturing: 3D-printed drug products. Adv. Drug Deliv. Rev. 2017, 108, 39–50. [Google Scholar] [CrossRef]
- Awad, A.; Trenfield, S.J.; Goyanes, A.; Gaisford, S.; Basit, A.W. Reshaping drug development using 3D printing. Drug Discov. Today 2018, 23, 1547–1555. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D printing of five-in-one dose combination polypill with defined immediate and sustained release profiles. J. Control. Release 2015, 217, 308–314. [Google Scholar] [CrossRef] [PubMed]
- Rowe, C.W.; Katstra, W.E.; Palazzolo, R.D.; Giritlioglu, B.; Teung, P.; Cima, M.J. Multimechanism oral dosage forms fabricated by three dimensional printing. J. Control. Release 2000, 66, 11–17. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; Aghda, N.H.; Pillai, A.R.; Thakkar, R.; Nokhodchi, A.; Maniruzzaman, M. Emerging 3D printing technologies for drug delivery devices: Current status and future perspective. Adv. Drug Deliv. Rev. 2021, 174, 294–316. [Google Scholar] [CrossRef]
- Madla, C.M.; Trenfield, S.J.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D Printing Technologies, Implementation and Regulation: An Overview; Springer International Publishing: Cham, Denmark, 2018; pp. 21–40. [Google Scholar]
- Shi, K.; Tan, D.K.; Nokhodchi, A.; Maniruzzaman, M. Drop-On-Powder 3D printing of Tablets with an Anti-Cancer Drug, 5-Fluorouracil. Pharmaceutics 2019, 11, 150. [Google Scholar] [CrossRef] [Green Version]
- Sen, K.; Mehta, T.; Sansare, S.; Sharifi, L.; Ma, A.W.K.; Chaudhuri, B. Pharmaceutical applications of powder-based binder jet 3D printing process—A review. Adv. Drug Deliv. Rev. 2021, 177, 113943. [Google Scholar] [CrossRef]
- Sandler, N.; Määttänen, A.; Ihalainen, P.; Kronberg, L.; Meierjohann, A.; Viitala, T.; Peltonen, J. Inkjet printing of drug substances and use of porous substrates-towards individualized dosing. J. Pharm. Sci. 2011, 100, 3386–3395. [Google Scholar] [CrossRef]
- Alhnan, M.A.; Okwuosa, T.C.; Sadia, M.; Wan, K.-W.; Ahmed, W.; Arafat, B. Emergence of 3D Printed Dosage Forms: Opportunities and Challenges. Pharm. Res. 2016, 33, 1817–1832. [Google Scholar] [CrossRef]
- Yu, D.G.; Yang, X.L.; Huang, W.D.; Liu, J.; Wang, Y.G.; Xu, H. Tablets With Material Gradients Fabricated by Three-Dimensional Printing. J. Pharm. Sci. 2007, 96, 2446–2456. [Google Scholar] [CrossRef] [PubMed]
- Katstra, W.E.; Palazzolo, R.D.; Rowe, C.W.; Giritlioglu, B.; Teung, P.; Cima, M.J. Oral dosage forms fabricated by Three Dimensional Printing. J. Control. Release 2000, 66, 1–9. [Google Scholar] [CrossRef]
- Chang, S.-Y.; Jin, J.; Yan, J.; Dong, X.; Chaudhuri, B.; Nagapudi, K.; Ma, A.W.K. Development of a pilot-scale HuskyJet binder jet 3D printer for additive manufacturing of pharmaceutical tablets. Int. J. Pharm. 2021, 605, 120791. [Google Scholar] [CrossRef] [PubMed]
- Boehm, R.D.; Miller, P.R.; Daniels, J.; Stafslien, S.; Narayan, R.J. Inkjet printing for pharmaceutical applications. Mater. Today 2014, 17, 247–252. [Google Scholar] [CrossRef]
- Yu, D.G.; Zhu, L.-M.; Branford-White, C.J.; Yang, X.L. Three-Dimensional Printing in Pharmaceutics: Promises and Problems. J. Pharm. Sci. 2008, 97, 3666–3690. [Google Scholar] [CrossRef]
- Alomari, M.; Mohamed, F.H.; Basit, A.W.; Gaisford, S. Personalised dosing: Printing a dose of one’s own medicine. Int. J. Pharm. 2015, 494, 568–577. [Google Scholar] [CrossRef]
- McMains, S. Layered manufacturing technologies. Commun. ACM 2005, 48, 50–56. [Google Scholar] [CrossRef]
- Wang, Z.; Han, X.; Chen, R.; Li, J.; Gao, J.; Zhang, H.; Liu, N.; Gao, X.; Zheng, A. Innovative color jet 3D printing of levetiracetam personalized paediatric preparations. Asian J. Pharm. Sci. 2021, 16, 374–386. [Google Scholar] [CrossRef]
- Wang, Z.; Li, J.; Hong, X.; Han, X.; Liu, B.; Li, X.; Zhang, H.; Gao, J.; Liu, N.; Gao, X.; et al. Taste Masking Study Based on an Electronic Tongue: The Formulation Design of 3D Printed Levetiracetam Instant-Dissolving Tablets. Pharm. Res. 2021, 38, 831–842. [Google Scholar] [CrossRef]
- Sun, J.; Kuang, M.; Song, Y. Control and application of “coffee ring” effect in inkjet printing. Prog. Chem. 2015, 27, 979–985. [Google Scholar] [CrossRef]
- Huber, G.; Witten, T.A.; Dupont, T.F.; Deegan, R.D.; Nagel, S.R.; Bakajin, O. Capillary flow as the cause of ring stains from dried liquid drops. Nature 1997, 389, 827–829. [Google Scholar] [CrossRef]
- Deegan, R.D. Pattern formation in drying drops. Phys. Rev. E Stat. Phys. Plasmas Fluids Relat. Interdiscip. Top. 2000, 61, 475–485. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deegan, R.D.; Bakajin, O.; Dupont, T.F.; Huber, G.; Nagel, S.R.; Witten, T.A. Contact line deposits in an evaporating drop. Phys. Rev. E Stat. Phys. Plasmas Fluids Relat. Interdiscip. Top. 2000, 62, 756–765. [Google Scholar] [CrossRef] [Green Version]
- Soltman, D.; Subramanian, V. Inkjet-Printed Line Morphologies and Temperature Control of the Coffee Ring Effect. Langmuir 2008, 24, 2224–2231. [Google Scholar] [CrossRef] [PubMed]
- Brenes, C.; Renne, W.; Tolbert, T.; Fantaski, L. Effect of Print Angulation on Surface Roughness of 3D-Printed Models. Compend. Contin. Educ. Dent. 2020, 41, e1. [Google Scholar] [PubMed]
- Podczeck, F.; Brown, S.; Newton, J.M. Influence of powder properties and tabletting conditions on the surface roughness of tablets. Part. Part. Syst. Charact. 1999, 16, 185–190. [Google Scholar] [CrossRef]
- Yu, D.-G.; Shen, X.-X.; Branford-White, C.; Zhu, L.-M.; White, K.; Yang, X.L. Novel oral fast-disintegrating drug delivery devices with predefined inner structure fabricated by Three-Dimensional Printing. J. Pharm. Pharmacol. 2009, 61, 323–329. [Google Scholar] [CrossRef] [PubMed]
- Rigby, S.P.; Van der Walle, C.F.; Raistrick, J.H. Determining drug spatial distribution within controlled delivery tablets using MFX imaging. J. Control. Release 2004, 96, 97–100. [Google Scholar] [CrossRef]
- Yu, D.-G.; Branford-White, C.; Yang, Y.-C.; Zhu, L.-M.; Welbeck, E.W.; Yang, X.-L. A novel fast disintegrating tablet fabricated by three-dimensional printing. Drug Dev. Ind. Pharm. 2009, 35, 1530–1536. [Google Scholar] [CrossRef] [PubMed]

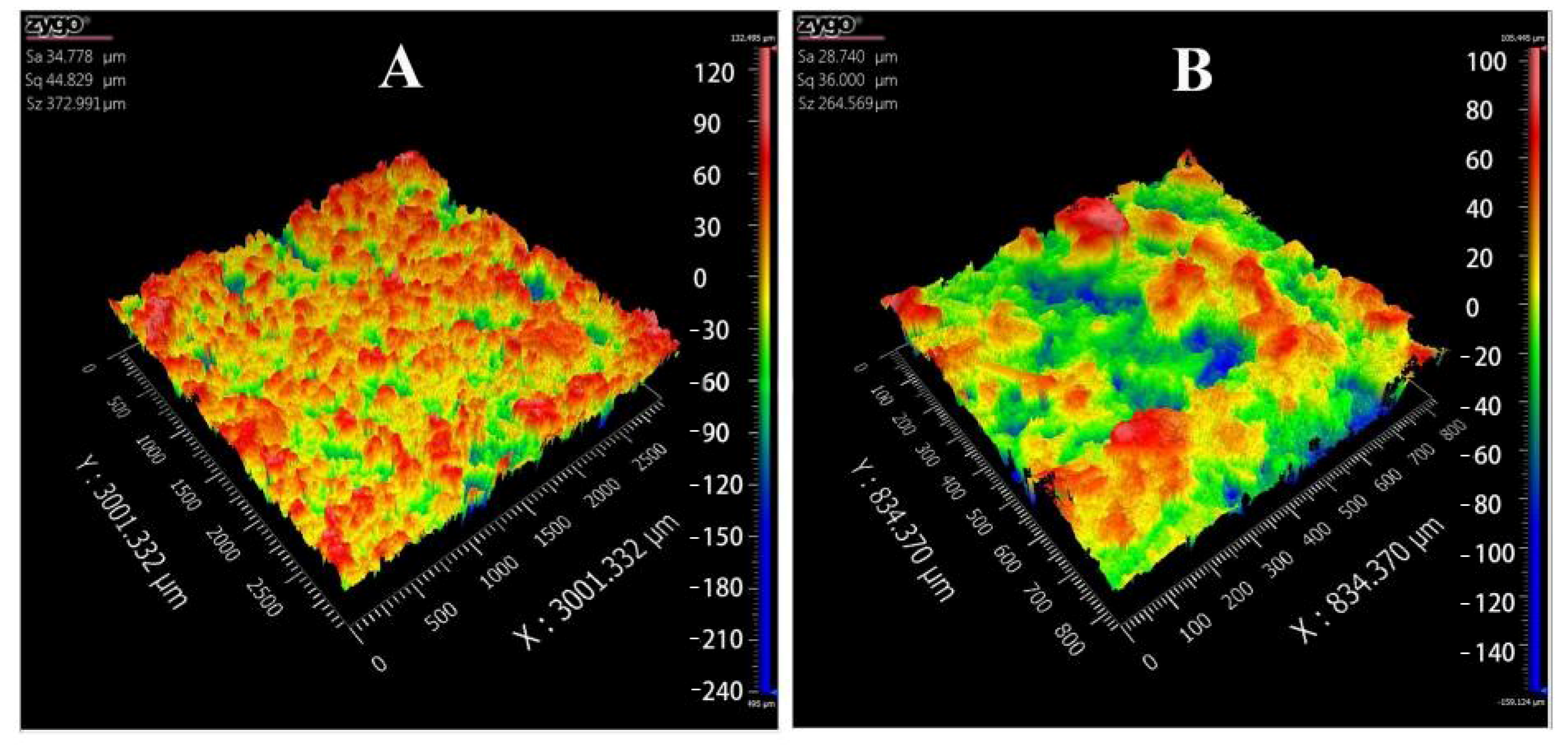

| Parameters | 2.75× | 10× |
|---|---|---|
| Sa | 34.778 μm | 28.740 μm |
| Sq | 44.829 μm | 36.000 μm |
| Sz | 372.991 μm | 264.569 μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hong, X.; Han, X.; Li, X.; Li, J.; Wang, Z.; Zheng, A. Binder Jet 3D Printing of Compound LEV-PN Dispersible Tablets: An Innovative Approach for Fabricating Drug Systems with Multicompartmental Structures. Pharmaceutics 2021, 13, 1780. https://doi.org/10.3390/pharmaceutics13111780
Hong X, Han X, Li X, Li J, Wang Z, Zheng A. Binder Jet 3D Printing of Compound LEV-PN Dispersible Tablets: An Innovative Approach for Fabricating Drug Systems with Multicompartmental Structures. Pharmaceutics. 2021; 13(11):1780. https://doi.org/10.3390/pharmaceutics13111780
Chicago/Turabian StyleHong, Xiaoxuan, Xiaolu Han, Xianfu Li, Jiale Li, Zengming Wang, and Aiping Zheng. 2021. "Binder Jet 3D Printing of Compound LEV-PN Dispersible Tablets: An Innovative Approach for Fabricating Drug Systems with Multicompartmental Structures" Pharmaceutics 13, no. 11: 1780. https://doi.org/10.3390/pharmaceutics13111780
APA StyleHong, X., Han, X., Li, X., Li, J., Wang, Z., & Zheng, A. (2021). Binder Jet 3D Printing of Compound LEV-PN Dispersible Tablets: An Innovative Approach for Fabricating Drug Systems with Multicompartmental Structures. Pharmaceutics, 13(11), 1780. https://doi.org/10.3390/pharmaceutics13111780