Roughness Evaluation of Bamboo Surfaces Created by Abrasive Belt Sanding

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
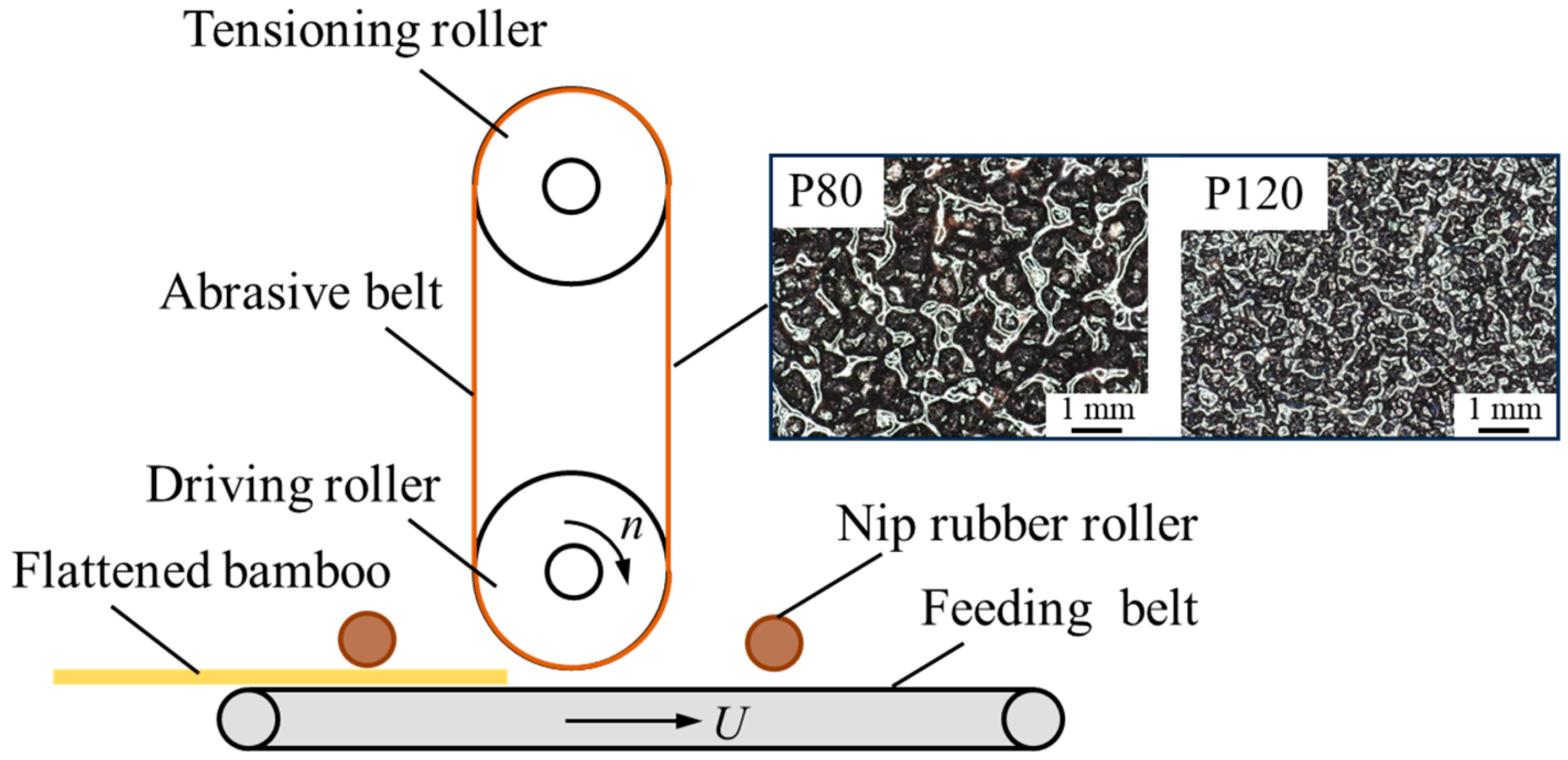
2.2. Experimental Design and Setup
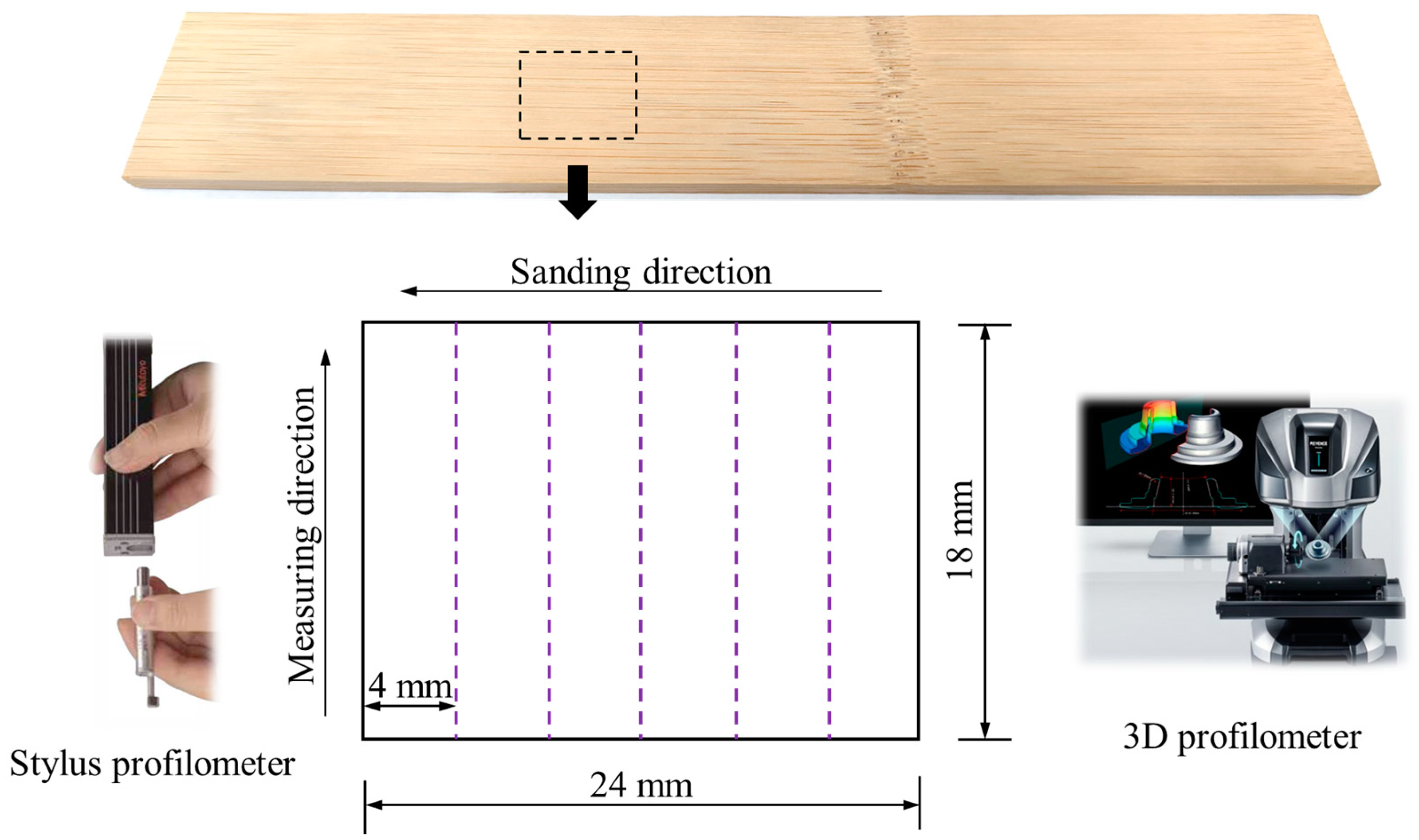
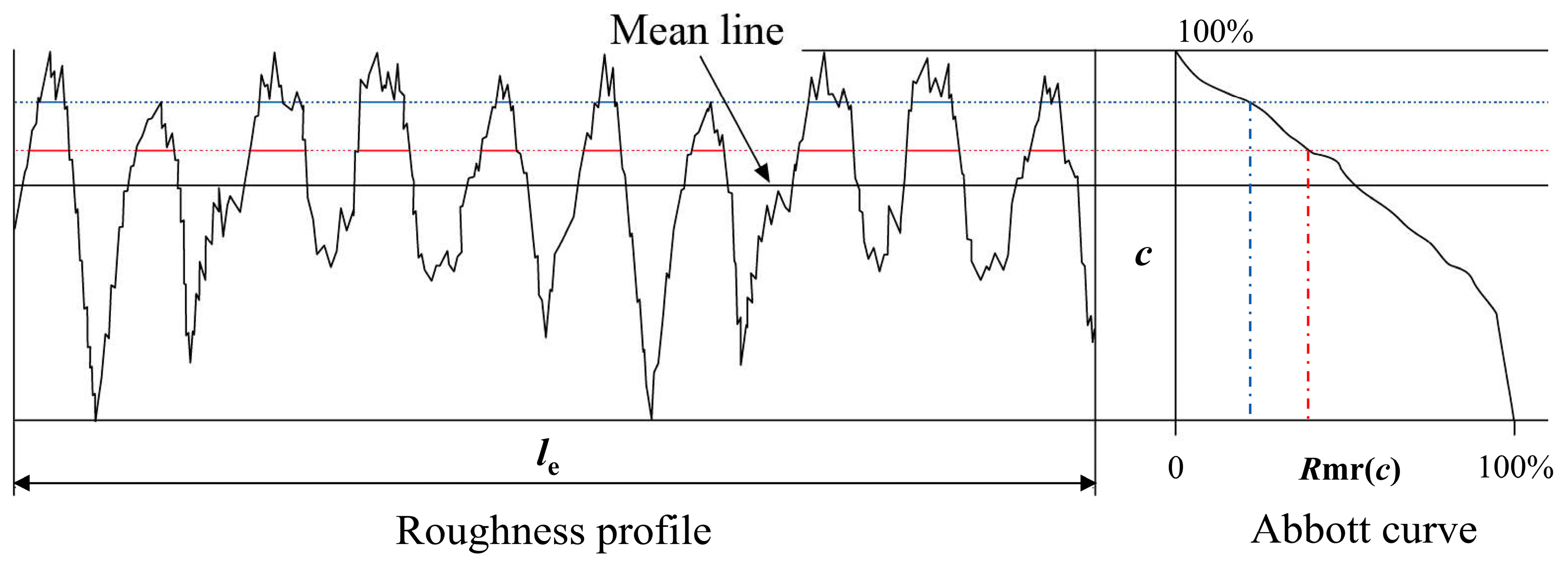
2.3. Surface Roughness Assessment
2.4. Fast Fourier Transform (FFT) Evaluation
2.5. Power Spectrum Density (PSD) Evaluation
- (1)
- Surface Profile Acquisition: Obtain a surface profile z(x) using a stylus profilometer or equivalent measurement device;
- (2)
- Fourier Transform: Perform a Fourier transform to convert the spatial data into the frequency domain;
- (3)
- PSD Calculation: Square the magnitude of the Fourier coefficients to compute the PSD;
- (4)
- Normalization: Normalize the PSD to the profile length (le) to ensure comparability across profiles of different lengths.
2.6. Random Forest (RF) Evaluation
- (1)
- Number of Trees (n estimators): A total of 100 decision trees were used, balancing computational efficiency and model stability. A higher number of trees can improve performance but with diminishing returns on accuracy;
- (2)
- Feature Sampling (max features): At each split, a square root of the total number of features was sampled to increase diversity among the trees and reduce the likelihood of overfitting;
- (3)
- Tree Depth (max depth): Tree depth was set to 10 based on preliminary testing to ensure each tree captures significant patterns without introducing excessive complexity;
- (4)
- Minimum Samples for Splitting (min samples split): A minimum of 5 samples was required at each split to prevent overfitting on small data subsets and ensure splits are meaningful;
- (5)
- Categorical Predictors: Both grit size and measuring method were treated as categorical predictors, ensuring the model appropriately captures their discrete nature;
- (6)
- Out-of-Bag (OOB) Sampling: The OOB error estimate was used to evaluate the model’s generalization accuracy without relying on separate validation data. OOB sampling also enabled feature importance computation;
- (7)
- Cross-Validation: To validate the model, 5-fold cross-validation was employed, providing robust error estimation and preventing overfitting;
- (8)
- Feature Importance Metrics: The OOB permuted predictor importance metric was used to quantify the relative influence of mesh number and measuring method on each roughness parameter.
3. Results and Discussion
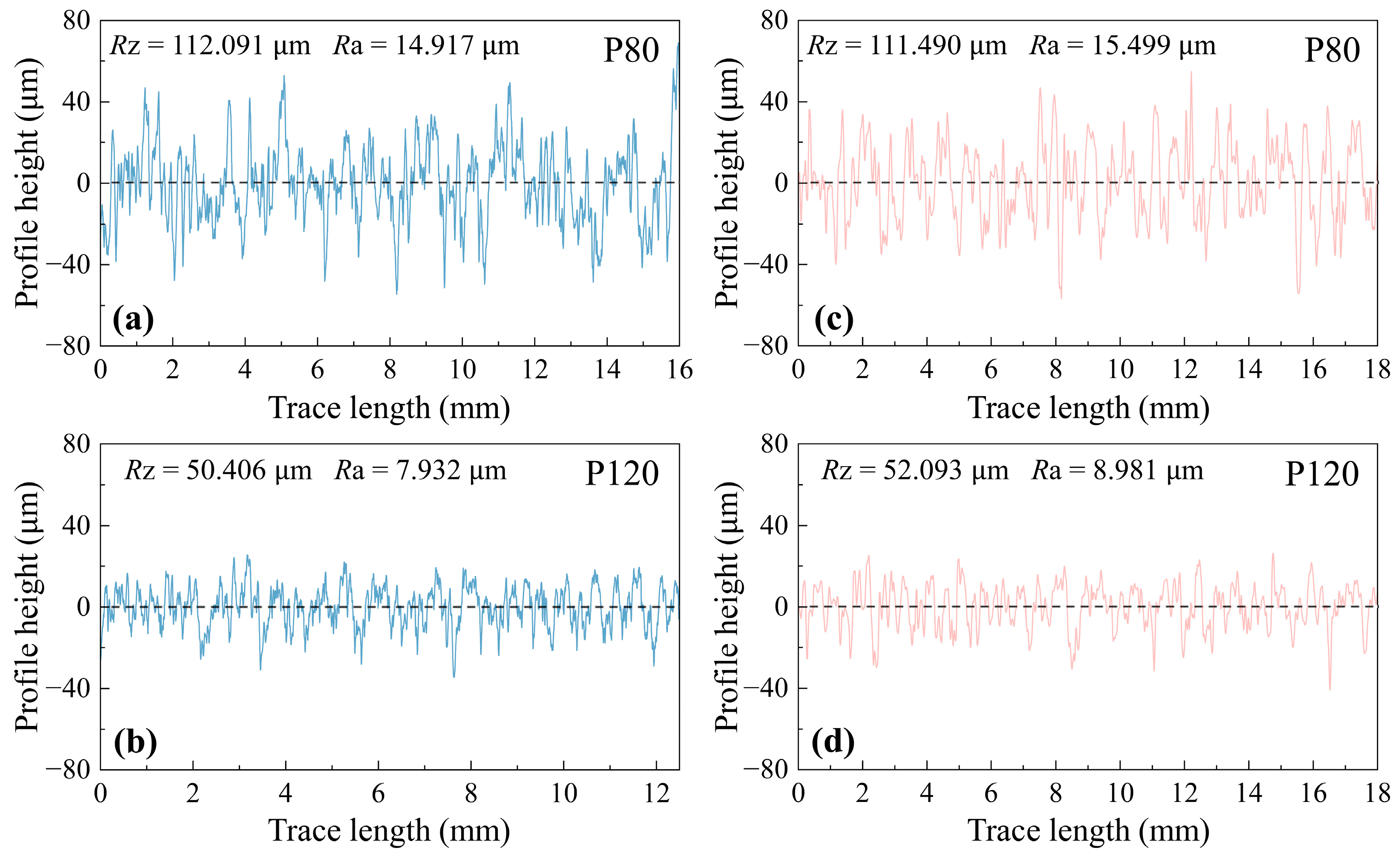
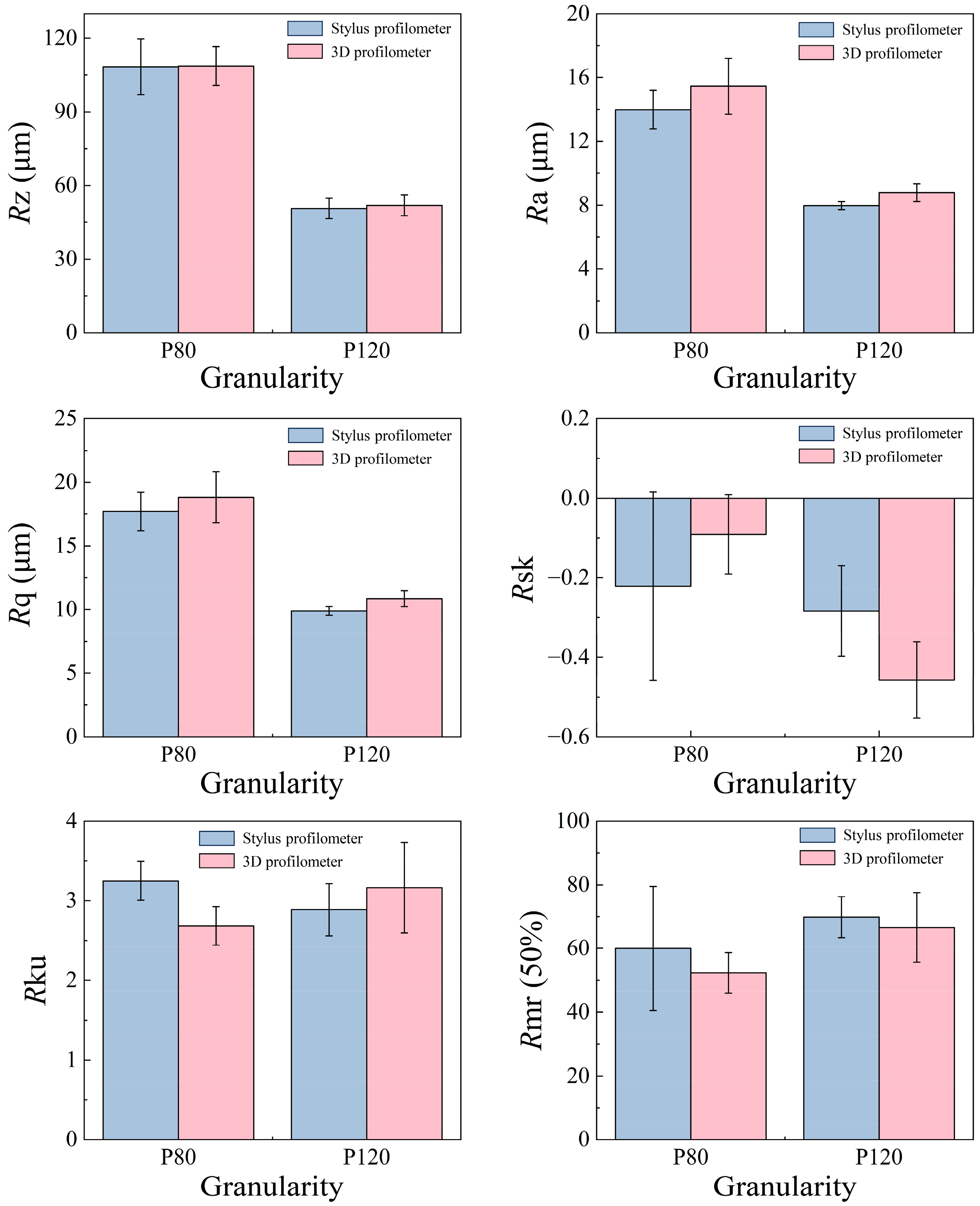
3.1. Comparison of the Tested Surface Roughness
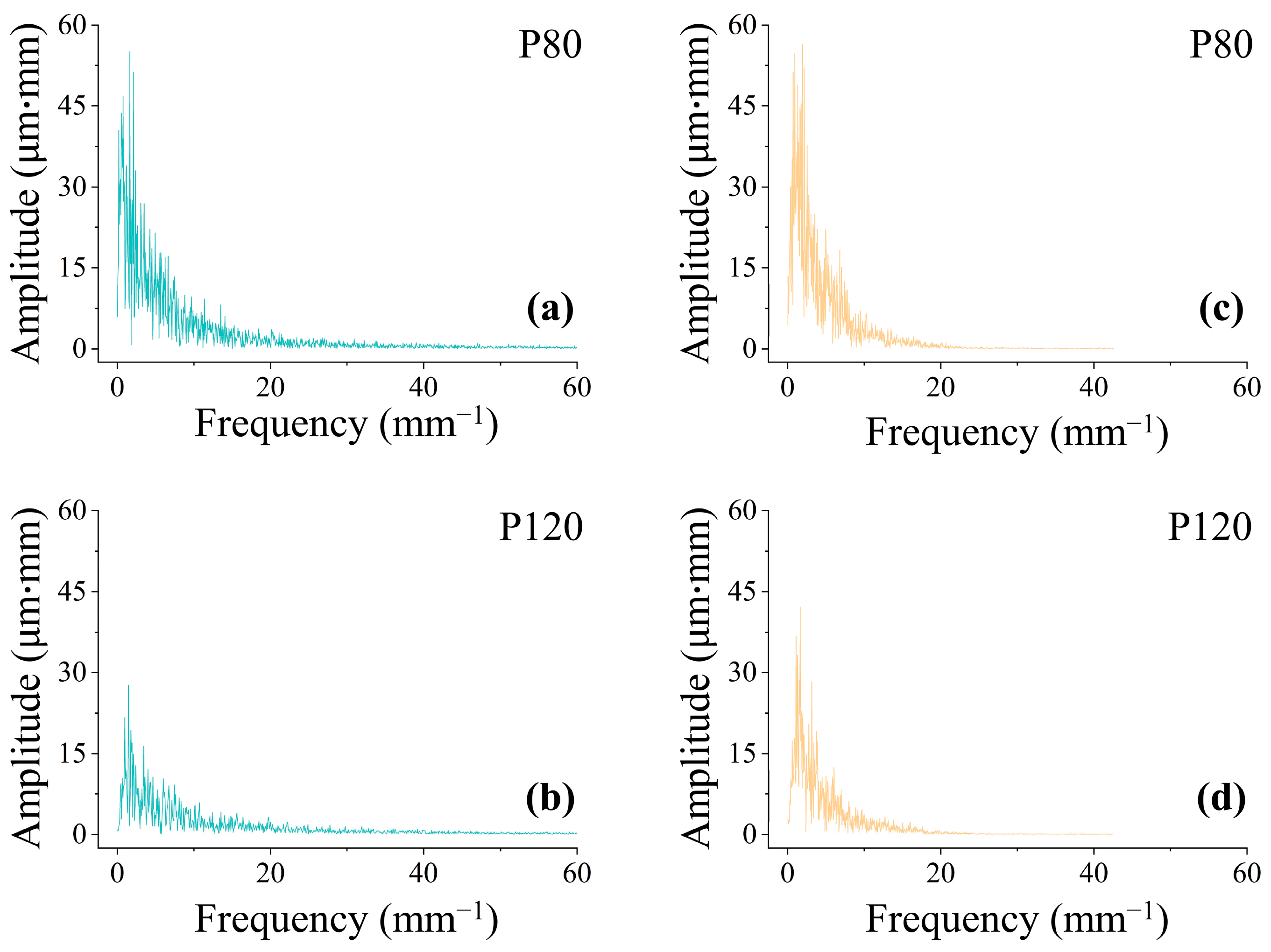
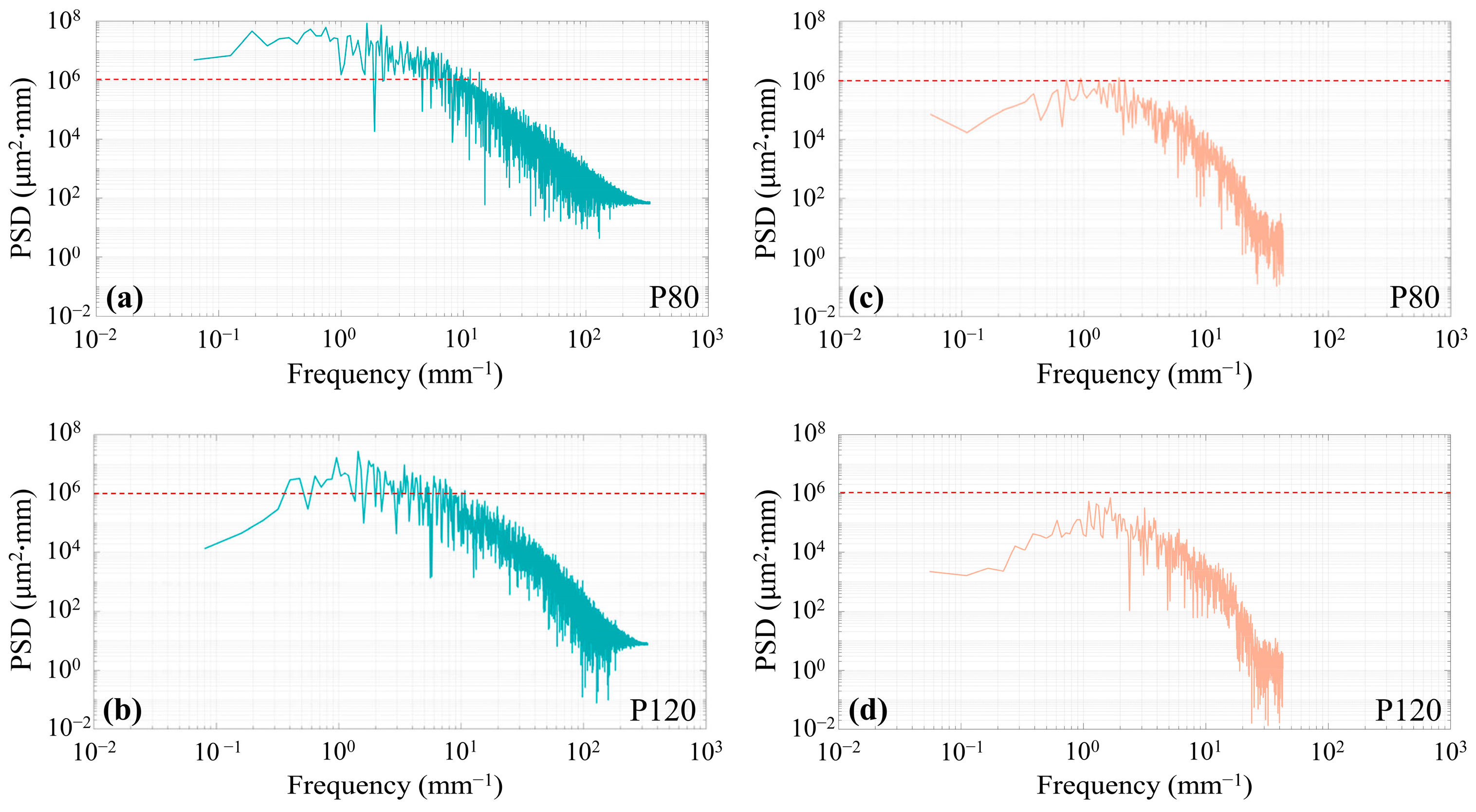
3.2. FFT and PSD Analysis of the Roughness Profile
3.3. RF Regression Model Analysis
4. Conclusions
- (1)
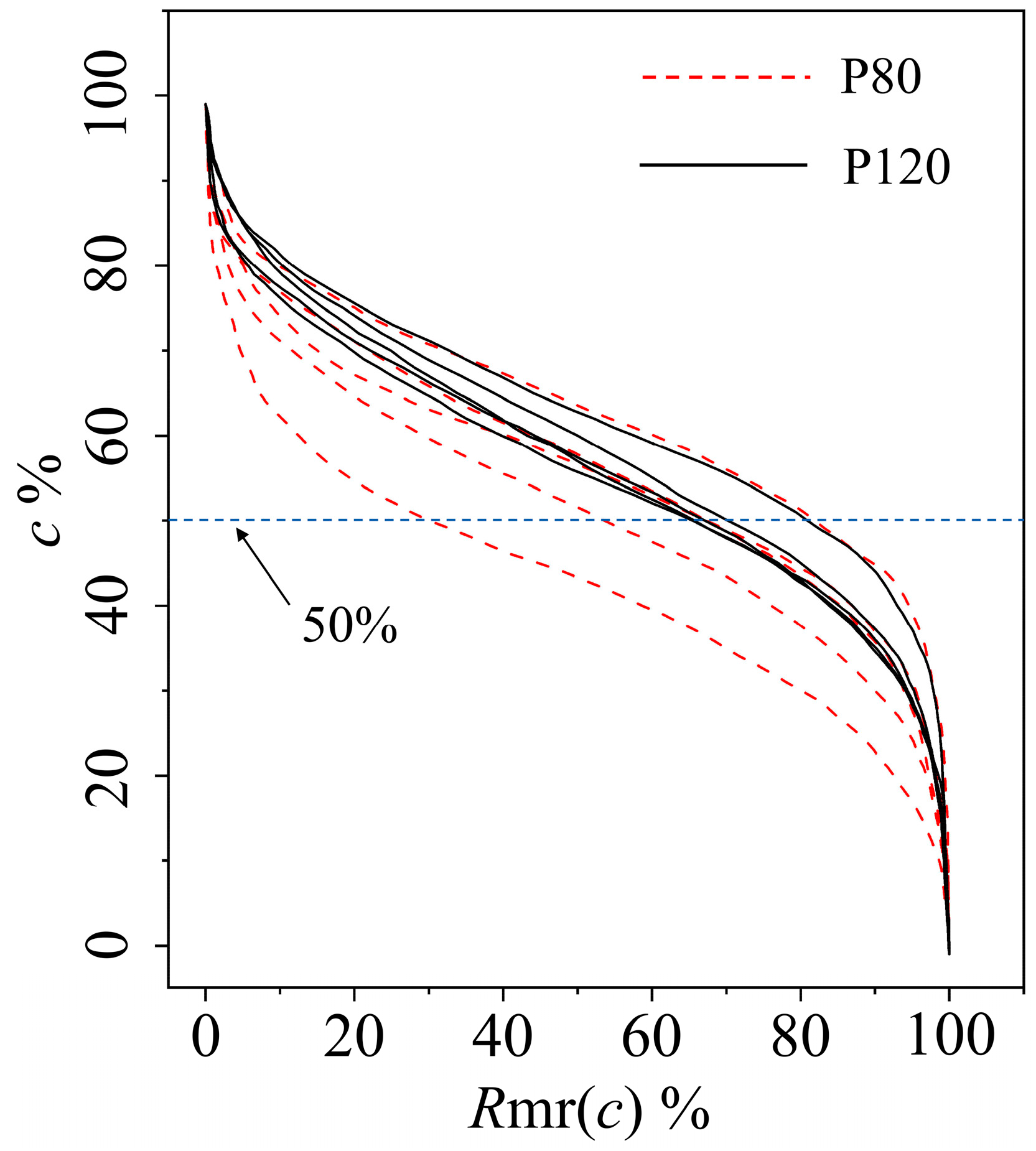
- Grit size has a significant influence on the surface roughness of bamboo in mechanical sanding. Finer grits (P120) produce more uniform surfaces compared to coarser grits (P80). For Rz, Ra, Rq, and Rmr (50%), both the stylus and 3D methods provide reliable results for comparing different grit sizes. However, resolution differences between the methods are crucial for accurately interpreting roughness values. Variations of Rsk and Rku highlight differences in sensitivity and detection range, particularly at finer scales;
- (2)
- t-tests manifested that the choice of measurement method significantly affects parameters such as Ra, Rq, and Rsk, especially for smoother surfaces produced by P120 grit. Despite these variations, both methods deliver comparable results for Rz and Rmr (50%) regardless of grit size. Rku is particularly sensitive to extreme surface features like peaks and valleys, and there would be important differences in how the two methods average or under-sample these extremes;
- (3)
- The dominant roughness features of sanded bamboo surfaces are associated with longer spatial wavelengths. The stylus method, with its higher spatial resolution and finer sampling density, demonstrates greater sensitivity to finer surface details compared to the 3D method. This sensitivity is evident in the FFT and PSD values, underscoring the importance of selecting the appropriate method based on the specific roughness attributes being studied;
- (4)
- The Random Forest model identified grit size as the dominant factor affecting roughness values, with Rz exhibiting the largest prediction error. The minimal impact of measurement method on most parameters suggests strict standardization may not be essential for consistent evaluations. However, sensitivity variations in Rsk and Rku underscore the need to refine evaluation criteria to account for differences in resolution and detection capabilities.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- He, L.; Chen, L.; Shao, H.; Qi, J.; Jiang, Y.; Xiao, H.; Chen, Y.; Huang, X.; Xie, J. Microstructure and physicochemical properties of the anisotropic moso bamboo (Phyllostachys pubescens) surface. Eur. J. Wood Prod. 2022, 80, 277–288. [Google Scholar] [CrossRef]
- Shu, B.; Xiao, Z.; Hong, L.; Zhang, S.; Li, C.; Fu, N.; Lu, X. Review on the Application of Bamboo-Based Materials in Construction Engineering. J. Renew. Mater. 2020, 8, 1215–1242. [Google Scholar] [CrossRef]
- Chen, L.; Yuan, J.; Wang, X.; Huang, B.; Ma, X.; Fang, C.; Zhang, X.; Sun, F.; Fei, B. Fine gluing of bamboo skin and bamboo pith ring based on sanding. Ind. Crops Prod. 2022, 188, 115555. [Google Scholar] [CrossRef]
- Shi, J.; Liang, Y.; Yu, H.; Ban, Z.; Zhang, Y.; Yang, W.; Yu, W. A new strategy for bamboo ultra-long radial slice preparation and novel composite fabrication. Ind. Crops Prod. 2023, 203, 117232. [Google Scholar] [CrossRef]
- Chen, S.-M.; Zhang, S.-C.; Gao, H.-L.; Wang, Q.; Zhou, L.; Zhao, H.-Y.; Li, X.-Y.; Gong, M.; Pan, X.-F.; Cui, C.; et al. Mechanically robust bamboo node and its hierarchically fibrous structural design. Natl. Sci. Rev. 2023, 10, nwac195. [Google Scholar] [CrossRef] [PubMed]
- Salca, E.-A.; Krystofiak, T.; Lis, B. Evaluation of Selected Properties of Alder Wood as Functions of Sanding and Coating. Coatings 2017, 7, 176. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, W.; Cui, Y.; Qian, J. Study on surface creation and wettability of bamboo through abrasive belt sanding. Eur. J. Wood Prod. 2024, 232, 117248. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, Y.; Ji, Y.; Zhu, R.; Sun, Y.; Yu, Y.; Yu, W. Engineering the surface properties of bamboo scrimber to enhance the gluing properties. Polym. Compos. 2022, 43, 5465–5475. [Google Scholar] [CrossRef]
- Hendarto, B.; Shayan, E.; Ozarska, B.; Carr, R. Analysis of roughness of a sanded wood surface. Int. J. Adv. Manuf. Technol. 2006, 28, 775–780. [Google Scholar] [CrossRef]
- Kilic, M.; Hiziroglu, S.; Burdurlu, E. Effect of machining on surface roughness of wood. Build. Environ. 2006, 41, 1074–1078. [Google Scholar] [CrossRef]
- Luo, B.; Zhang, J.; Bao, X.; Liu, H.; Li, L. The effect of granularity on surface roughness and contact angle in wood sanding process. Measurement 2020, 165, 108133. [Google Scholar] [CrossRef]
- Aykac, E. Investigation of the Effect of Machining Parameters on Surface Quality in Bamboo. Teh. Vjesn. 2021, 28, 684–688. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, J.; Fu, W.; Zhang, B.; Chang, F.; Jiang, P. Study on the effect of cutting parameters on bamboo surface quality using response surface methodology. Measurement 2021, 174, 109002. [Google Scholar] [CrossRef]
- Jiang, S.; Buck, D.; Tang, Q.; Guan, J.; Wu, Z.; Guo, X.; Zhu, Z.; Wang, X. Cutting Force and Surface Roughness during Straight-Tooth Milling of Walnut Wood. Forests 2022, 13, 2126. [Google Scholar] [CrossRef]
- Zhong, Z.W.; Hiziroglu, S.; Chan, C.T.M. Measurement of the surface roughness of wood based materials used in furniture manufacture. Measurement 2013, 46, 1482–1487. [Google Scholar] [CrossRef]
- Gurau, L.; Mansfield-Williams, H.; Irle, M. Processing roughness of sanded wood surfaces. Eur. J. Wood Prod. 2005, 63, 43–52. [Google Scholar] [CrossRef]
- Lee, D.-H.; Cho, N.-G. Assessment of surface profile data acquired by a stylus profilometer. Meas. Sci. Technol. 2012, 23, 105601. [Google Scholar] [CrossRef]
- Chuchala, D.; Orlowski, K.A.; Hiziroglu, S.; Wilmanska, A.; Pradlik, A.; Mietka, K. Analysis of surface roughness of chemically impregnated Scots pine processed using frame-sawing machine. Wood Mater. Sci. Eng. 2023, 18, 1809–1815. [Google Scholar] [CrossRef]
- Mínguez-Martínez, A.; Maresca, P.; Caja, J.; Oliva, J.d.V.Y. Results of a Surface Roughness Comparison between Stylus Instruments and Confocal Microscopes. Materials 2022, 15, 5495. [Google Scholar] [CrossRef]
- Wei, S.; Zhao, H.; Jing, J. Investigation on three-dimensional surface roughness evaluation of engineering ceramic for rotary ultrasonic grinding machining. Appl. Surf. Sci. 2015, 357, 139–146. [Google Scholar] [CrossRef]
- Kang, C.-W.; Hashitsume, K.; Kolya, H. Surface topography analysis of Cedrela sinensis and Korean Paulownia boards using stylus and 3D optical profilometry. Int. J. Adv. Manuf. Technol. 2024, 134, 2431–2437. [Google Scholar] [CrossRef]
- Zhou, W.; Tang, J.; Huang, Z. A New Method for Rough Surface Profile Simulation Based on Peak–Valley Mapping. Tribol. Trans. 2015, 58, 971–979. [Google Scholar] [CrossRef]
- Bouchama, R.; Bouhalais, M.L.; Cherfia, A. Surface roughness and tool wear monitoring in turning processes through vibration analysis using PSD and GRMS. Int. J. Adv. Manuf. Technol. 2024, 130, 3537–3552. [Google Scholar] [CrossRef]
- Bao, X.; Ying, J.; Cheng, F.; Zhang, J.; Luo, B.; Li, L.; Liu, H. Research on neural network model of surface roughness in belt sanding process for Pinus koraiensis. Measurement 2018, 115, 11–18. [Google Scholar] [CrossRef]
- Shan, X.; Gao, C.; Rao, J.H.; Wu, M.; Yan, M.; Bi, Y. Experimental Study and Random Forest Machine Learning of Surface Roughness for a Typical Laser Powder Bed Fusion Al Alloy. Metals 2024, 14, 1148. [Google Scholar] [CrossRef]
- Yuan, T.; Wang, X.; Liu, X.; Lou, Z.; Mao, S.; Li, Y. Bamboo flattening technology ebables efficient and value-added utilization of bamboo in the manufacture of furniture and engineered composites. Compos. Part B Eng. 2022, 242, 110097. [Google Scholar] [CrossRef]
- Chen, H.; Tang, J. Influence of ultrasonic assisted grinding on Abbott-Firestone curve. Int. J. Adv. Manuf. Technol. 2016, 86, 2753–2757. [Google Scholar] [CrossRef]
- Tan, P.L.; Sharif, S.; Sudin, I. Roughness models for sanded wood surfaces. Wood Sci. Technol. 2012, 46, 129–142. [Google Scholar] [CrossRef]
- Xia, F.; Tang, J.; Li, L.; Yang, D.; Zhao, J. An improved FFT method for shot peening surface reconstruction. Surf. Topogr. Metrol. Prop. 2022, 10, 25028. [Google Scholar] [CrossRef]
- Weroński, P. Roughness of surface decorated with randomly distributed pillars. Sci. Rep. 2018, 8, 16045. [Google Scholar] [CrossRef] [PubMed]
- Mahboob Kanafi, M.; Tuononen, A.J. Top topography surface roughness power spectrum for pavement friction evaluation. Tribol. Int. 2017, 107, 240–249. [Google Scholar] [CrossRef]
- Barrios, J.M.; Romero, P.E. Decision Tree Methods for Predicting Surface Roughness in Fused Deposition Modeling Parts. Materials 2019, 12, 2574. [Google Scholar] [CrossRef] [PubMed]
- Cool, J.; Hernández, R.E. Improving the Sanding Process of Black Spruce Wood for Surface Quality and Water-Based Coating Adhesion. For. Prod. J. 2011, 61, 372–380. [Google Scholar] [CrossRef]
- Gurau, L. Testing the Processing-Induced Roughness of Sanded Wood Surfaces Separated from Wood Anatomical Structure. Forests 2022, 13, 331. [Google Scholar] [CrossRef]
- Kamperidou, V.; Aidinidis, E.; Barboutis, I. Impact of Structural Defects on the Surface Quality of Hardwood Species Sliced Veneers. Appl. Sci. 2020, 10, 6265. [Google Scholar] [CrossRef]
- Huan, J.; He, M.; Wan, Z.; Li, M.; Pan, H.; Hu, M. Scale effects and spatial distribution characteristics of 3D roughness of natural rock fracture surfaces: Statistical analysis. Acta Geophys. 2024, 181, 212. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Description |
|---|---|
| Stylus radius | m |
| Stylus tip angle | 90° |
| Measuring speed | 0.5 mm/s |
| Measuring range | m (−m to +160 m) |
| Sampling length (λc) | 2.5 mm for 2 m < m; m |
| Evaluation length (le) | m |
| Resolution | 1.6~25.6 nm in Z-axis; m in X-axis |
| Filter type | Gauss |
| Parameters | Description |
|---|---|
| Stylus radius | m (stylus mode setting) |
| Stylus tip angle | 90° (stylus mode setting) |
| Scanning area | 24 mm × 18 mm (12×) |
| Sampling length (λc) | m |
| Evaluation length (le) | m |
| Resolution | m in Z-axis; m in X-axis |
| Filter type | Gauss |
| Parameter | Granularity | Mean Value m) | Standard Deviation SD | Degree of Freedom df | Statistical Value ts | Probability Value p | Significance |
|---|---|---|---|---|---|---|---|
| Rz | P80 | 108.39 | 11.33 | 8 | −0.043 | 0.966 | - |
| 108.66 | 7.91 | ||||||
| P120 | 50.64 | 4.21 | 8 | −0.475 | 0.647 | - | |
| 51.92 | 4.28 | ||||||
| Ra | P80 | 13.98 | 1.21 | 8 | −1.553 | 0.159 | - |
| 15.46 | 1.75 | ||||||
| P120 | 7.98 | 0.25 | 8 | −2.986 | 0.017 | ** | |
| 8.78 | 0.55 | ||||||
| Rq | P80 | 17.71 | 1.52 | 8 | −0.989 | 0.352 | - |
| 18.82 | 2.01 | ||||||
| P120 | 9.88 | 0.34 | 8 | −3.007 | 0.017 | ** | |
| 10.85 | 0.63 | ||||||
| Rsk | P80 | −0.22 | 0.24 | 8 | −1.130 | 0.291 | - |
| −0.09 | 0.10 | ||||||
| P120 | −0.28 | 0.11 | 8 | 2.585 | 0.032 | ** | |
| −0.46 | 0.10 | ||||||
| Rku | P80 | 3.25 | 0.24 | 8 | 3.680 | 0.006 | ** |
| 2.68 | 0.24 | ||||||
| P120 | 2.89 | 0.33 | 8 | −0.944 | 0.373 | - | |
| 3.17 | 0.57 | ||||||
| Rmr (50%) | P80 | 59.99 | 19.54 | 8 | 0.834 | 0.429 | - |
| 52.33 | 6.32 | ||||||
| P120 | 69.85 | 6.44 | 8 | 0.571 | 0.584 | - | |
| 66.60 | 10.99 |
| Roughness | Rz | Ra | Rq | Rsk | Rku |
|---|---|---|---|---|---|
| MSE | 438.5100 | 6.4159 | 8.5713 | 0.0379 | 0.1928 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Cui, Y.; Yang, H.; Wang, L.; Qian, J. Roughness Evaluation of Bamboo Surfaces Created by Abrasive Belt Sanding. Forests 2025, 16, 66. https://doi.org/10.3390/f16010066
Zhang J, Cui Y, Yang H, Wang L, Qian J. Roughness Evaluation of Bamboo Surfaces Created by Abrasive Belt Sanding. Forests. 2025; 16(1):66. https://doi.org/10.3390/f16010066
Chicago/Turabian StyleZhang, Jian, Yunhao Cui, Haibin Yang, Liuting Wang, and Jun Qian. 2025. "Roughness Evaluation of Bamboo Surfaces Created by Abrasive Belt Sanding" Forests 16, no. 1: 66. https://doi.org/10.3390/f16010066
APA StyleZhang, J., Cui, Y., Yang, H., Wang, L., & Qian, J. (2025). Roughness Evaluation of Bamboo Surfaces Created by Abrasive Belt Sanding. Forests, 16(1), 66. https://doi.org/10.3390/f16010066