
Study on the Milling Machinability of Bamboo-Based Fiber Composites

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Thinning: The moso bamboo was sawed and cut into bamboo tubes with a length of 3000 mm and split longitudinally. The bamboo was then fed into a thinning machine, with the green side facing up, and passed through the machine 5 to 7 times. This process resulted in nearly flat and fluffy bamboo panels. The bamboo panels were then dried in an air circulation oven at 85 degrees Celsius until the moisture content reached 10%.
- Glue impregnation: The dried bamboo panels were immersed in a 15% solids phenolic resin for 6 min. Then, they were removed from the resin and hung in the air for 5 min to allow excess glue to drain off. This process continued until the mass fraction of phenolic resin reached about 13%. Finally, the panels were placed in an air circulation oven at 50 degrees Celsius to dry until the moisture content reached 12%.
- Laying: The fully impregnated and dried bamboo panels were laid out to form 6-layer-thick slabs along the grain. This ensured proper alignment and stability during the subsequent pressing stage.
- Hot pressing: The slabs were placed into a hot press set at 140 degrees Celsius with a thickness gauge of 25 cm. A pressure of 20 MPa was applied until the slabs were completely closed. The temperature of the core layer of the slab was then raised to 130 degrees Celsius and maintained at that level for 10 min under pressure. Then, while still in the mold, the slabs were cooled with water to 60 degrees Celsius.
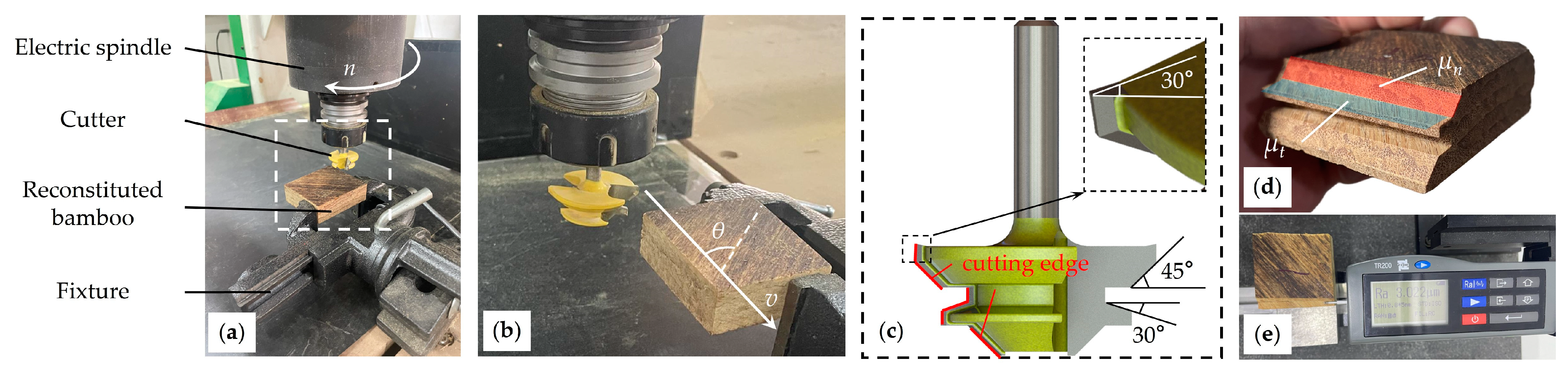
2.2. Methods
3. Results and Discussion
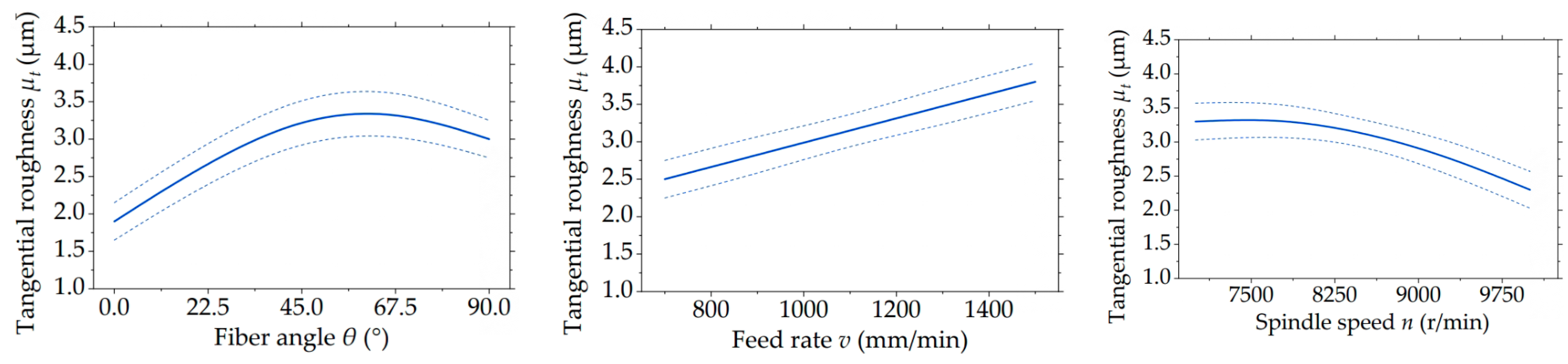
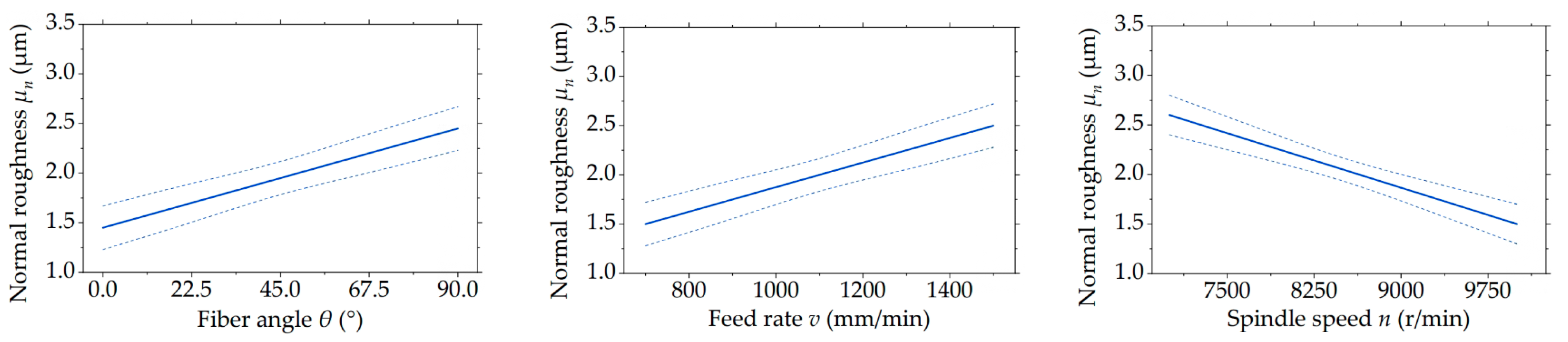
3.1. Correlation Analysis of Surface Roughness
3.2. Analysis of Milling Surface Defects
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fu, Y.; Fang, H.; Dai, F. Study on the properties of the recombinant bamboo by finite element method. Compos. Part B Eng. 2017, 115, 151–159. [Google Scholar] [CrossRef]
- Fuming, C.; Ge, W.; Cheng, H.; Li, X. Development of Advanced Bamboo Fiber Based Composites Material. J. North-East For. Univ. 2016, 44, 80–85. [Google Scholar]
- Yu, Y.L.; Huang, X.A.; Yu, W.J. High Performance of Bamboo—Based Fiber Composites from Long Bamboo Fiber Bundles and Phenolic Resins. J. Appl. Polym. Sci. 2014, 131, 40371. [Google Scholar] [CrossRef]
- Sharma, B.; Gatóo, A.; Bock, M.; Ramage, M. Engineered bamboo for structural applications. Constr. Build. Mater. 2005, 81, 66–73. [Google Scholar] [CrossRef]
- Lou, L.; Fu, Y. Sound insulation performance of bamboo/polyurethane composite. J. Text. Res. 2017, 38, 73–77. [Google Scholar]
- Huang, Y.; Ji, Y.; Yu, W. Development of bamboo scrimber: A literature review. J. Wood Sci. 2019, 65, 25. [Google Scholar] [CrossRef]
- Zhong, Y.; Wu, G.; Ren, H.; Jiang, Z. Bending properties evaluation of newly designed reinforced bamboo scrimber composite beams. Constr. Build. Mater. 2017, 143, 61–70. [Google Scholar] [CrossRef]
- Radzi, A.M.; Zaki, S.A.; Hassan, M.Z.; Ilyas, R.A.; Jamaludin, K.R.; Daud, M.Y.M.; Aziz, S.A. Bamboo-Fiber-Reinforced Thermoset and Thermoplastic Polymer Composites: A Review of Properties, Fabrication, and Potential Applications. Polymers 2022, 14, 1387. [Google Scholar] [CrossRef]
- Garg, V.K.; Gaugler, R.E. Effect of coolant temperature and mass flow on film cooling of turbine blades. Int. J. Heat Mass Transf. 1997, 40, 435–445. [Google Scholar] [CrossRef]
- Liu, W.; Yu, Y.; Hu, X.; Han, X.; Xie, P. Quasi-brittle fracture criterion of bamboo-based fiber composites in transverse direction based on boundary effect model. Compos. Struct. 2019, 220, 347–354. [Google Scholar] [CrossRef]
- Jian, H. Forecasting model of the elasticity modulus of the aligned bamboo-wood composite panel. J. Nanjing For. Univ. Nat. Sci. Ed. 2009, 33, 33–36. [Google Scholar]
- da Costa, L.L.; Loiola, R.L.; Monteiro, S.N. Diameter dependence of tensile strength by Weibull analysis: Part I bamboo fiber. Materia 2010, 15, 110–116. [Google Scholar] [CrossRef]
- Liu, H.; Jiang, Z.; Sun, Z.; Yan, Y.; Cai, Z.; Zhang, X. Impact performance of two bamboo-based laminated composites. Eur. J. Wood Prod. 2017, 75, 711–718. [Google Scholar] [CrossRef]
- Yang, X.; Yan, G.; Li, Y.; Liu, J.; Xu, Z. Research on Milling Performance of a New-type Cemented Carbide Staggered-edge End Mill for Carbon Fiber-reinforced Composite. Rare Met. Cem. Carbides 2015, 43, 67–71. [Google Scholar]
- Chen, X.Z.; Wang, L.G.; Jin, Y.O. A DEM-PBM multiscale coupling approach for the prediction of an impact pin mill. Powder Technol. 2020, 366, 408–419. [Google Scholar] [CrossRef]
- Wu, T.; Cheng, K. An investigation on the cutting performance of nano-crystalline diamond coatings on a micro-end mill. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1421–1424. [Google Scholar] [CrossRef]
- Zhao, Z.; Liu, X.; Yue, C.; Li, R.; Zhang, H.; Liang, S. Tool Quality Life during Ball End Milling of Titanium Alloy Based on Tool Wear and Surface Roughness Models. Appl. Sci. 2020, 10, 3316. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, Y.; Li, Q.; Qin, Y.; Yang, G.; Zhou, B.; Deng, C.; Wu, M. An eco-friendly pulsed magnetic field treatment on cemented carbide (WC-12Co) for enhanced milling performance. J. Clean. Prod. 2022, 340, 130748. [Google Scholar] [CrossRef]
- Tian, X.C.; Yu, W.J.; Ma, H.X. Changing law and prediction model of temperature field during the preparation of recombinant bamboo. J. For. Eng. 2023, 8, 38–45. (In Chinese) [Google Scholar]
- Vilotic, D.; Alexandrov, S.; Ivanisevic, A.; Milutinovic, M. Reducibility of Stress-Based Workability Diagram to Strain-Based Workability Diagram. Int. J. Appl. Mech. 2016, 8, 1650022. [Google Scholar] [CrossRef]
- Liu, J.; Cui, Z.S.; Li, C.X. Analysis of metal workability by integration of FEM and 3-D processing maps. J. Mater. Process. Technol. 2008, 205, 497–505. [Google Scholar] [CrossRef]
- Obour, P.B.; Lamandé, M.; Edwards, G.; Sørensen, C.G.; Munkholm, L.J. Predicting soil workability and fragmentation in tillage: A review. Soil Use Manag. 2017, 33, 288–298. [Google Scholar] [CrossRef]
- Yang, C.; Liu, T.; Ma, Y.; Qu, W.; Ding, Y.; Zhang, T.; Song, W. Study of the Movement of Chips during Pine Wood Milling. Forests 2023, 14, 849. [Google Scholar] [CrossRef]
- Ostapska, K.; Malo, K.A. Crack path tracking using DIC and XFEM modelling of mixed-mode fracture in wood. Theor. Appl. Fract. Mech. 2021, 112, 102896. [Google Scholar] [CrossRef]
- Wargula, L.; Wojtkowiak, D.; Kukla, M.; Talaska, K. Modelling the process of splitting wood and chipless cutting Pinus sylvestris L. wood in terms of designing the geometry of the tools and the driving force of the machine. Eur. J. Wood Wood Prod. 2022, 81, 223–237. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
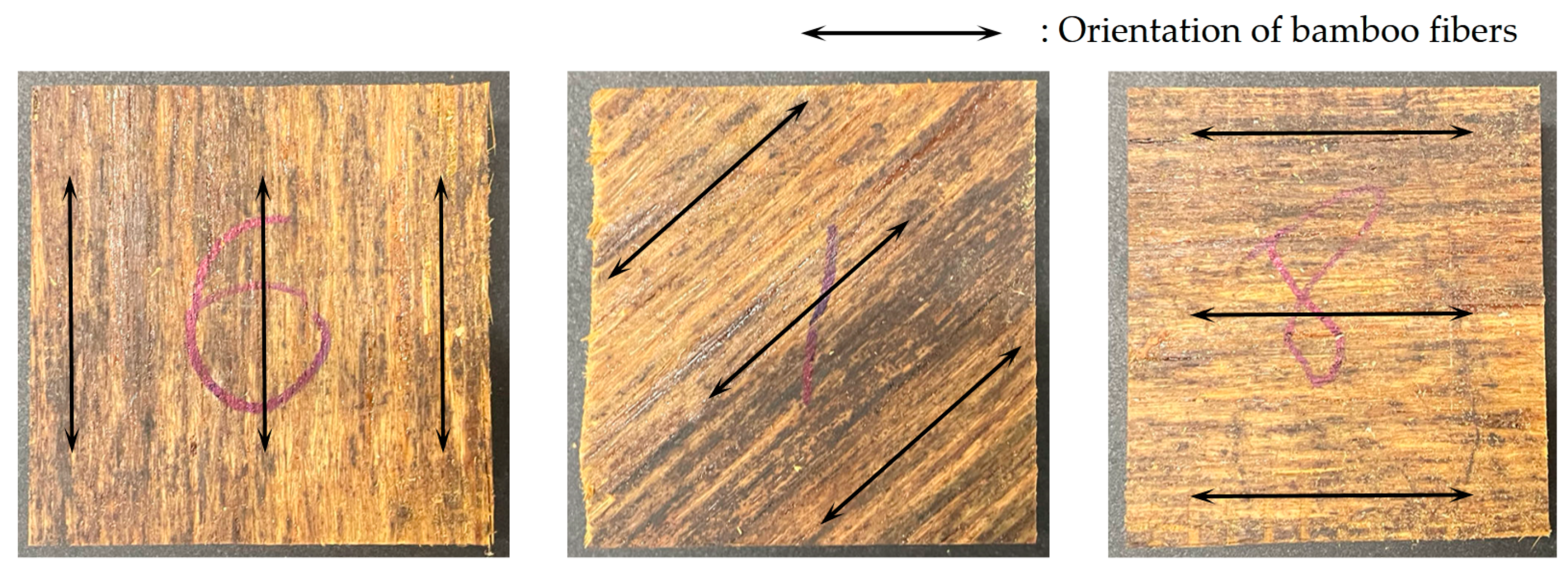
| Level | Fiber Angle θ (°) | Feed Rate v (mm/min) | Spindle Speed n (r/min) |
|---|---|---|---|
| −1 | 0 | 700 | 7000 |
| 0 | 45 | 1100 | 8500 |
| +1 | 90 | 1500 | 10,000 |
| No. | Factors | Indicators | |||||
|---|---|---|---|---|---|---|---|
| θ (°) | v (mm/min) | n (r/min) | μt (Ra, μm) | Standard Deviation | μn (Ra, μm) | Standard Deviation | |
| 1 | 45 | 1100 | 8500 | 3.172 | 0.311 | 1.859 | 0.164 |
| 2 | 45 | 700 | 7000 | 2.897 | 0.273 | 2.147 | 0.272 |
| 3 | 45 | 1100 | 8500 | 3.215 | 0.381 | 1.629 | 0.176 |
| 4 | 0 | 1500 | 8500 | 2.495 | 0.164 | 1.64 | 0.139 |
| 5 | 45 | 1500 | 10,000 | 2.535 | 0.197 | 2.223 | 0.242 |
| 6 | 0 | 1100 | 7000 | 1.985 | 0.155 | 2.497 | 0.253 |
| 7 | 0 | 700 | 8500 | 1.039 | 0.133 | 0.964 | 0.092 |
| 8 | 90 | 1100 | 10,000 | 2.131 | 0.204 | 1.645 | 0.133 |
| 9 | 90 | 1500 | 8500 | 3.755 | 0.286 | 3.144 | 0.291 |
| 10 | 90 | 700 | 8500 | 2.113 | 0.167 | 1.748 | 0.215 |
| 11 | 90 | 1100 | 7000 | 2.981 | 0.261 | 2.939 | 0.257 |
| 12 | 0 | 1100 | 10,000 | 1.338 | 0.149 | 0.949 | 0.088 |
| 13 | 45 | 700 | 10,000 | 1.917 | 0.224 | 1.175 | 0.135 |
| 14 | 45 | 1500 | 7000 | 3.859 | 0.413 | 2.998 | 0.281 |
| 15 | 45 | 1100 | 8500 | 3.371 | 0.379 | 1.755 | 0.216 |
| Source | Sum of Squares | df | Mean Square | F−Value | p−Value |
|---|---|---|---|---|---|
| Model | 9.28 | 5 | 1.86 | 32.29 | <0.0001 |
| θ | 2.12 | 1 | 2.12 | 36.97 | 0.0002 |
| v | 2.74 | 1 | 2.74 | 47.59 | <0.0001 |
| n | 1.81 | 1 | 1.81 | 31.42 | 0.0003 |
| θ2 | 2.32 | 1 | 2.32 | 40.29 | 0.0001 |
| n2 | 0.4248 | 1 | 0.4248 | 7.39 | 0.0237 |
| Residual | 0.5173 | 9 | 0.0708 | − | − |
| Lack of fit | 0.4954 | 7 | 0.0708 | 6.45 | 0.1407 |
| Cor total | 9.80 | 14 | − | − | − |
| Source | Sum of Squares | df | Mean Square | F−Value | p−Value |
|---|---|---|---|---|---|
| Model | 6.07 | 3 | 2.02 | 27.90 | <0.0001 |
| θ | 1.47 | 1 | 1.47 | 20.23 | 0.0009 |
| v | 1.97 | 1 | 1.97 | 27.18 | 0.0003 |
| n | 2.63 | 1 | 2.63 | 36.30 | <0.0001 |
| Residual | 0.7978 | 11 | 0.0725 | − | − |
| Lack of fit | 0.7713 | 9 | 0.0857 | 6.46 | 0.1412 |
| Cor total | 6.87 | 14 | − | − | − |
| v (mm/min) | n (r/min) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 3000 | 3875 | 4750 | 5625 | 6500 | 7375 | 8250 | 9125 | 10,000 | |
| 300 | 60% | 20% | 0% | 0% | 0% | 0% | 0% | 0% | 0% |
| 450 | 70% | 40% | 20% | 0% | 0% | 0% | 0% | 0% | 0% |
| 600 | 80% | 40% | 30% | 10% | 0% | 0% | 0% | 0% | 0% |
| 750 | 80% | 50% | 40% | 10% | 0% | 0% | 0% | 0% | 0% |
| 900 | 90% | 60% | 50% | 10% | 10% | 0% | 0% | 0% | 0% |
| 1050 | 80% | 60% | 40% | 10% | 0% | 0% | 0% | 0% | 0% |
| 1200 | 90% | 80% | 40% | 20% | 10% | 0% | 0% | 0% | 0% |
| 1350 | 100% | 70% | 50% | 20% | 10% | 0% | 0% | 0% | 0% |
| 1500 | 100% | 80% | 60% | 30% | 10% | 10% | 0% | 0% | 0% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Y.; Liu, T.; Ma, Y.; Yang, C.; Shi, C.; Cao, Y.; Zhang, J. Study on the Milling Machinability of Bamboo-Based Fiber Composites. Forests 2023, 14, 1924. https://doi.org/10.3390/f14091924
Ding Y, Liu T, Ma Y, Yang C, Shi C, Cao Y, Zhang J. Study on the Milling Machinability of Bamboo-Based Fiber Composites. Forests. 2023; 14(9):1924. https://doi.org/10.3390/f14091924
Chicago/Turabian StyleDing, Yucheng, Tongbin Liu, Yaqiang Ma, Chunmei Yang, Changyu Shi, Yongjian Cao, and Jiawei Zhang. 2023. "Study on the Milling Machinability of Bamboo-Based Fiber Composites" Forests 14, no. 9: 1924. https://doi.org/10.3390/f14091924
APA StyleDing, Y., Liu, T., Ma, Y., Yang, C., Shi, C., Cao, Y., & Zhang, J. (2023). Study on the Milling Machinability of Bamboo-Based Fiber Composites. Forests, 14(9), 1924. https://doi.org/10.3390/f14091924