
Cutting Power, Temperature, and Surface Roughness: A Multiple Target Assessment of Beech during Diamond Milling

Abstract
1. Introduction
2. Materials and Methods
2.1. Workpiece and Cutting Tool
2.2. Experimental Set-Up
2.3. Analytical Method
3. Results and Discussion
3.1. Effect of Cutting Parameters on Power
3.2. Effect of Cutting Parameters on Temperature
3.3. Effect of Cutting Parameters on Surface Roughness
3.4. Optimisation of Beech Cutting Parameters
4. Conclusions
- (1)
- Changes in cutting power showed a decreasing trend with the decrease in cutting depth and speed, and the increase in rake angle. Cutting depth had the greatest influence on cutting power, followed by rake angle and cutting speed. Furthermore, both the cutting speed and the interactions of rake angle and cutting speed as well as rake angle and depth contributed insignificantly to the cutting power.
- (2)
- Cutting temperature first increased and then decreased with the increase in rake angle, and it increased with the increase in cutting depth and speed. Cutting speed had the greatest contribution to the cutting temperature, followed by cutting depth and rake angle. Only rake angle had an insignificant effect on the cutting temperature. Meanwhile, no interactive impacts on cutting temperature were found.
- (3)
- Surface roughness was positively related to cutting depth but negatively correlated to cutting speed and rake angle. Cutting depth had the greatest effect on the surface roughness, followed by rake angle and cutting speed. Both the rake angle and the cutting speed had insignificant contributions to the surface roughness. No interactive impacts on surface roughness were found.
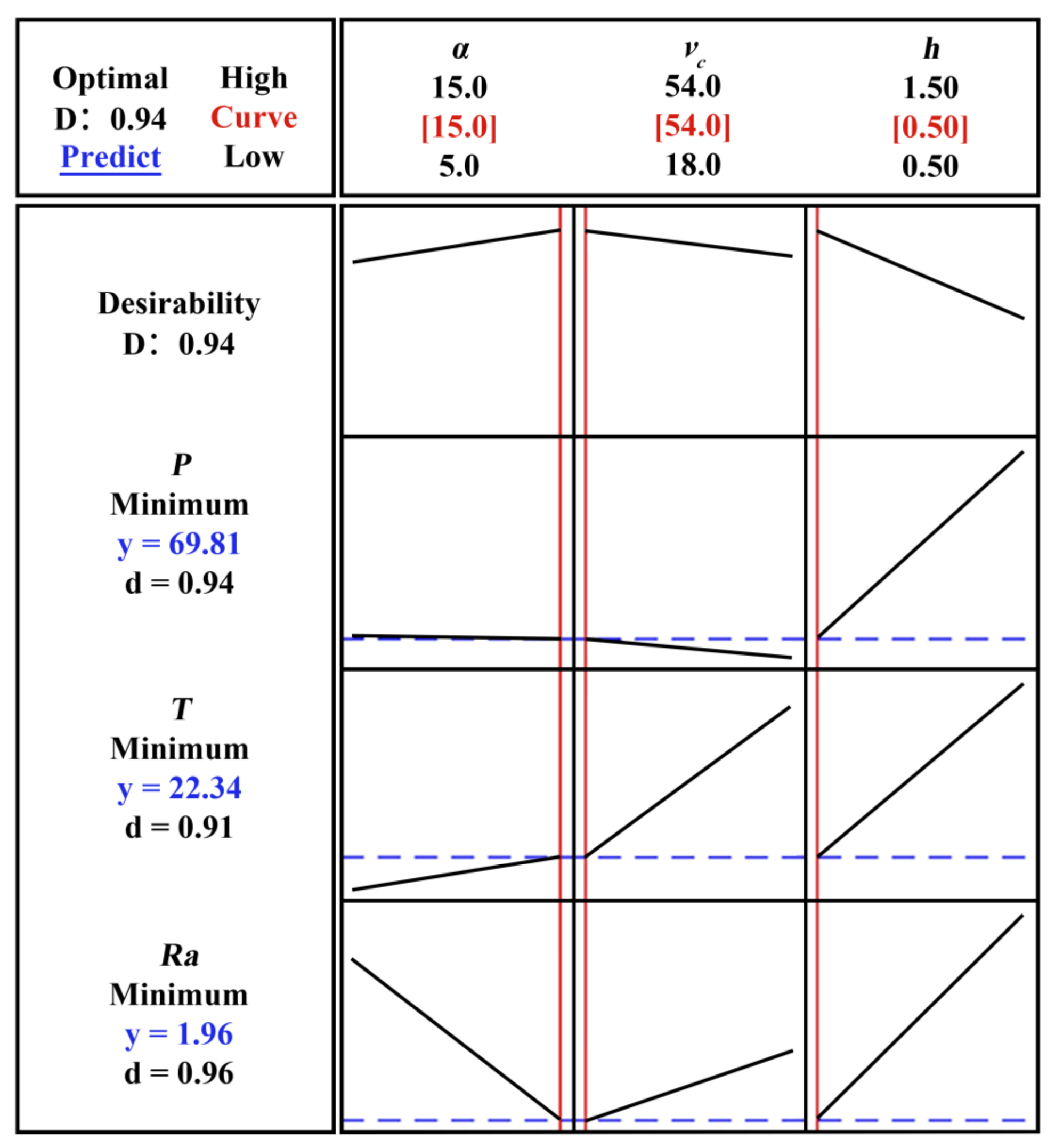
- (4)
- Cutting parameters were optimised for the multiple targets of lowest cutting power, temperature, and surface roughness. These were determined to be a rake angle of 15°, cutting speed of 54 m/s, and depth of 0.5 mm. This combination of cutting parameters is recommended for applications in industrial beech machining where high enterprise benefits and product quality are desired.
- (5)
- Cutting performance was also affected by the moisture content and cutting direction. Thus, research into the effects of these variables on the cutting performance of beech is suggested for future investigations. Three-dimensional scanning technology and microscopic characterization techniques can be used for further investigation of the beech machined surface.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fang, L.; Lu, X.; Mo, X.; Zhang, X.; Gui, C. Performance of impregnated paper decorated blockboard manufactured using HDF as equilibrium layer. Materials 2022, 15, 6342. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Yu, J.; Zhao, J.; Fang, L. Overlaying performance and bonding mechanism of wood-based panels decorated by EVA film reinforced decorative wood veneer. Wood Mater. Sci. Eng. 2022, 1–9. [Google Scholar] [CrossRef]
- Hu, W.; Wan, H.; Guan, H. Size effect on the elastic mechanical properties of beech and its application in finite element analysis of wood structures. Forests 2019, 10, 783. [Google Scholar] [CrossRef]
- Szwajka, K.; Zielińska-Szwajka, J.; Trzepiecinski, T. Experimental study on drilling MDF with tools coated with TiAlN and ZrN. Materials 2019, 12, 386. [Google Scholar] [CrossRef] [PubMed]
- Hakkou, M.; Pétrissans, M.; Gérardin, P.; Zoulalian, A. Investigations of the reasons for fungal durability of heat-treated beech wood. Polym. Degrad. Stab. 2006, 91, 393–397. [Google Scholar] [CrossRef]
- Jin, D.; Wei, K. Machinability of Scots Pine during Peripheral Milling with Helical Cutters. BioResources 2021, 16, 8172. [Google Scholar] [CrossRef]
- Li, R.; Yang, F.; Wang, X. Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process. Machines 2022, 10, 331. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Xu, W.; Wang, X. Modeling and optimizing the specific cutting energy of medium density fiberboard during the helical up-milling process. Wood Mater. Sci. Eng. 2022, 18, 464–471. [Google Scholar] [CrossRef]
- Zhang, S.; Jiao, F.; Wang, X.; Niu, Y. Modeling of cutting forces in helical milling of unidirectional CFRP considering carbon fiber fracture. J. Manuf. Process. 2021, 68, 1495–1508. [Google Scholar] [CrossRef]
- Davim, J.P.; Clemente, V.; Silva, S. Surface roughness aspects in milling MDF (medium density fibreboard). Int. J. Adv. Manuf. Technol. 2009, 40, 49–55. [Google Scholar] [CrossRef]
- Nasir, V.; Cool, J. A review on wood machining: Characterization, optimization, and monitoring of the sawing process. Wood Mater. Sci. Eng. 2020, 15, 1–16. [Google Scholar] [CrossRef]
- Hlásková, L.; Kopecký, Z.; Novák, V. Influence of wood modification on cutting force, specific cutting resistance and fracture parameters during the sawing process using circular sawing machine. Eur. J. Wood Wood Prod. 2020, 78, 1173–1182. [Google Scholar] [CrossRef]
- Kratky, L.; Jirout, T. Experimental identification and modelling of specific energy requirement for knife milled beech chips in dependence on particle size characteristics and moisture. Energy 2022, 243, 122749. [Google Scholar] [CrossRef]
- Ispas, M.; Gurau, L.; Campean, M.; Hacibektasoglu, M.; Racasan, S. Milling of heat-treated beech wood (Fagus sylvatica L.) and analysis of surface quality. BioResources 2016, 11, 9095–9111. [Google Scholar] [CrossRef]
- Kubš, J.; Kminiak, R. The effect of selected factors on the milled surface quality of thermally modified solid beech. BioResources 2017, 12, 1479–1490. [Google Scholar] [CrossRef]
- Zhu, Z.; Jin, D.; Wu, Z.; Xu, W.; Yu, Y.; Guo, X.; Wang, X. Assessment of surface roughness in milling of beech using a response surface methodology and an adaptive network-based fuzzy inference system. Machines 2022, 10, 567. [Google Scholar] [CrossRef]
- Yilgor, N.; Unsal, O.; Kartal, S.N. Physical, mechanical, and chemical properties of steamed beech wood. For. Prod. J. 2001, 51, 89. [Google Scholar]
- Li, R.; Yao, Q.; Xu, W.; Li, J.; Wang, X. Study of cutting power and power efficiency during straight-tooth cylindrical milling process of particle boards. Materials 2022, 15, 879. [Google Scholar] [CrossRef]
- Dong, W.; Xiong, X.; Ma, Y.; Yue, X. Woodworking tool wear condition monitoring during milling based on power signals and a particle swarm optimization-back propagation neural network. Appl. Sci. 2021, 11, 9026. [Google Scholar] [CrossRef]
- Xiong, X.-Q.; Yuan, Y.-Y.; Niu, Y.-T.; Zhang, L.-T. Research on the effects of roughness on the tactile properties of rice straw particleboard surface. Sci. Adv. Mater. 2020, 12, 795–801. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Chen, Y.; Wang, X. Effects of laser parameters on the width of color change area of poplar wood surface during a single irradiation. Eur. J. Wood Wood Prod. 2021, 79, 1109–1116. [Google Scholar] [CrossRef]
- Wu, Y.; Wu, X.; Yang, F.; Zhang, H.; Feng, X.; Zhang, J. Effect of thermal modification on the nano-mechanical properties of the wood cell wall and waterborne polyacrylic coating. Forests 2020, 11, 1247. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Wang, X. Evaluation and modeling of processability of laser removal technique for bamboo outer layer. JOM 2021, 73, 2423–2430. [Google Scholar] [CrossRef]
- Xiong, X.; Yue, X.; Wu, Z. Current Status and Development Trends of Chinese Intelligent Furniture Industry. J. Renew. Mater. 2023, 11, 1353–1366. [Google Scholar] [CrossRef]
- Morin, A.J.; Myers, N.D.; Lee, S. Modern factor analytic techniques: Bifactor models, exploratory structural equation modeling (ESEM), and bifactor-ESEM. In Handbook of Sport Psychology; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2020; pp. 1044–1073. [Google Scholar] [CrossRef]
- Su, Y.; Li, C.; Zhao, G.; Li, C.; Zhao, G. Prediction models for specific energy consumption of machine tools and surface roughness based on cutting parameters and tool wear. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1225–1234. [Google Scholar] [CrossRef]
- Xu, W.; Wu, Z.; Lu, W.; Yu, Y.; Wang, J.; Zhu, Z.; Wang, X. Investigation on cutting power of wood–plastic composite using response surface methodology. Forests 2022, 13, 1397. [Google Scholar] [CrossRef]
- Nasir, V.; Kooshkbaghi, M.; Cool, J.; Sassani, F. Cutting tool temperature monitoring in circular sawing: Measurement and multi-sensor feature fusion-based prediction. Int. J. Adv. Manuf. Technol. 2021, 112, 2413–2424. [Google Scholar] [CrossRef]
- Song, M.; Buck, D.; Yu, Y.; Du, X.; Guo, X.; Wang, J.; Zhu, Z. Effects of Tool Tooth Number and Cutting Parameters on Milling Performance for Bamboo–Plastic Composite. Forests 2023, 14, 433. [Google Scholar] [CrossRef]
- Cui, Z.; Ni, J.; He, L.; Guan, L.; Han, L.; Sun, J. Investigation of chip formation, cutting force and surface roughness during orthogonal cutting of polytetrafluoroethylene. J. Manuf. Process. 2022, 77, 485–494. [Google Scholar] [CrossRef]
- Cao, Q.; Tang, Q.; Jun, J.; Cui, Z.; Zhu, Z. Research on the helical milling performance of beech wood. J. For. Eng. 2023, 8, 68–74. [Google Scholar]
- Magoss, E. Evaluating of the surface roughness of sanded wood. Wood Res. 2015, 60, 783–790. [Google Scholar]
- Feng, X.; Chen, J.; Yu, S.; Wu, Z.; Huang, Q. Mild hydrothermal modification of beech wood (Zelkova schneideriana Hand-Mzt): Its physical, structural, and mechanical properties. Eur. J. Wood Wood Prod. 2022, 80, 933–945. [Google Scholar] [CrossRef]
- Hu, J.; Liu, Y.; Xu, W.; Wu, Z.; Pang, X. Effects of Preparation and Self-Assembly of Poly (Styrene-Acrylic Acid)(P (St-AA)) Microspheres Upon Constructed Photonic Crystals with Structural Color on Wood Surfaces. Coatings 2022, 12, 1520. [Google Scholar] [CrossRef]
- Wu, Z.; Wang, J.; Zhang, F.; Zhu, Z.; Guo, X.; Cao, P. Investigation of the orthogonal cutting of wood-plastic composites for obtaining better stability and quality. Eur. J. Wood Wood Prod. 2023, 81, 399–410. [Google Scholar] [CrossRef]
- Nasir, V.; Cool, J. Optimal power consumption and surface quality in the circular sawing process of Douglas-fir wood. Eur. J. Wood Wood Prod. 2019, 77, 609–617. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Moisture Content | Density | Bending Strength | Modulus of Elasticity |
|---|---|---|---|
| 11.3% | 0.71 g/cm3 | 92.81 MPa | 8.94 × 103 GPa |
| No. | Rake Angle | Clearance Angle | Coefficient of Thermal Expansion | Thermal Conductivity | Hardness |
|---|---|---|---|---|---|
| 1 | 5° | 10° | 2.18 × 10−6 | 460 W m−1 K−1 | 7000 HV |
| 2 | 10° | 10° | |||
| 3 | 15° | 10° |
| No. | α (°) | h (mm) | vc (m/s) | P (W) | T (°C) | Ra (μm) |
|---|---|---|---|---|---|---|
| 1 | 5 | 0.5 | 18 | 78 | 22.22 | 3.71 |
| 2 | 5 | 1 | 18 | 141 | 23.93 | 3.85 |
| 3 | 5 | 1.5 | 18 | 232 | 24.32 | 4.89 |
| 4 | 5 | 0.5 | 36 | 84 | 23.71 | 3.80 |
| 5 | 5 | 1 | 36 | 149 | 23.81 | 4.34 |
| 6 | 5 | 1.5 | 36 | 181 | 23.92 | 4.37 |
| 7 | 5 | 0.5 | 54 | 145 | 26.51 | 3.21 |
| 8 | 5 | 1 | 54 | 164 | 27.80 | 3.45 |
| 9 | 5 | 1.5 | 54 | 185 | 37.64 | 5.01 |
| 10 | 10 | 0.5 | 18 | 62 | 20.76 | 4.06 |
| 11 | 10 | 1 | 18 | 116 | 23.18 | 4.60 |
| 12 | 10 | 1.5 | 18 | 190 | 24.18 | 6.93 |
| 13 | 10 | 0.5 | 36 | 117 | 22.41 | 3.23 |
| 14 | 10 | 1 | 36 | 166 | 22.79 | 3.77 |
| 15 | 10 | 1.5 | 36 | 183 | 28.31 | 3.95 |
| 16 | 10 | 0.5 | 54 | 69 | 25.98 | 2.45 |
| 17 | 10 | 1 | 54 | 132 | 27.04 | 2.98 |
| 18 | 10 | 1.5 | 54 | 149 | 28.76 | 3.28 |
| 19 | 15 | 0.5 | 18 | 60 | 23.61 | 1.79 |
| 20 | 15 | 1 | 18 | 106 | 23.86 | 2.37 |
| 21 | 15 | 1.5 | 18 | 163 | 26.32 | 4.03 |
| 22 | 15 | 0.5 | 36 | 89 | 24.73 | 2.29 |
| 23 | 15 | 1 | 36 | 89 | 25.40 | 3.85 |
| 24 | 15 | 1.5 | 36 | 133 | 28.88 | 4.81 |
| 25 | 15 | 0.5 | 54 | 61 | 26.54 | 3.20 |
| 26 | 15 | 1 | 54 | 105 | 26.7 | 3.58 |
| 27 | 15 | 1.5 | 54 | 185 | 30.81 | 4.46 |
| Level | α | h | vc | |
|---|---|---|---|---|
| Cutting power | 1 | 151.11 | 84.96 | 127.63 |
| 2 | 131.59 | 129.81 | 132.37 | |
| 3 | 110.07 | 178 | 132.78 | |
| Delta | 41.04 | 93.04 | 5.15 | |
| Rank | 2 | 1 | 3 |
| Level | α | h | vc | |
|---|---|---|---|---|
| Cutting temperature | 1 | 25.99 | 24.05 | 23.6 |
| 2 | 24.82 | 24.94 | 24.89 | |
| 3 | 26.31 | 28.13 | 28.64 | |
| Delta | 1.49 | 4.07 | 5.04 | |
| Rank | 3 | 2 | 1 |
| Level | α | h | vc | |
|---|---|---|---|---|
| Surface roughness | 1 | 4.07 | 3.08 | 4.03 |
| 2 | 3.92 | 3.64 | 3.82 | |
| 3 | 3.38 | 4.64 | 3.51 | |
| Delta | 0.69 | 1.56 | 0.52 | |
| Rank | 2 | 1 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Buck, D.; Yang, H.; Du, X.; Song, M.; Wang, J.; Zhu, Z. Cutting Power, Temperature, and Surface Roughness: A Multiple Target Assessment of Beech during Diamond Milling. Forests 2023, 14, 1163. https://doi.org/10.3390/f14061163
Yu Y, Buck D, Yang H, Du X, Song M, Wang J, Zhu Z. Cutting Power, Temperature, and Surface Roughness: A Multiple Target Assessment of Beech during Diamond Milling. Forests. 2023; 14(6):1163. https://doi.org/10.3390/f14061163
Chicago/Turabian StyleYu, Yingyue, Dietrich Buck, Haorang Yang, Xiaohang Du, Meiqi Song, Jinxin Wang, and Zhaolong Zhu. 2023. "Cutting Power, Temperature, and Surface Roughness: A Multiple Target Assessment of Beech during Diamond Milling" Forests 14, no. 6: 1163. https://doi.org/10.3390/f14061163
APA StyleYu, Y., Buck, D., Yang, H., Du, X., Song, M., Wang, J., & Zhu, Z. (2023). Cutting Power, Temperature, and Surface Roughness: A Multiple Target Assessment of Beech during Diamond Milling. Forests, 14(6), 1163. https://doi.org/10.3390/f14061163