
A Study on the Susceptibility of PLA Biocomposites to Drilling

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
- (1)
- (2)
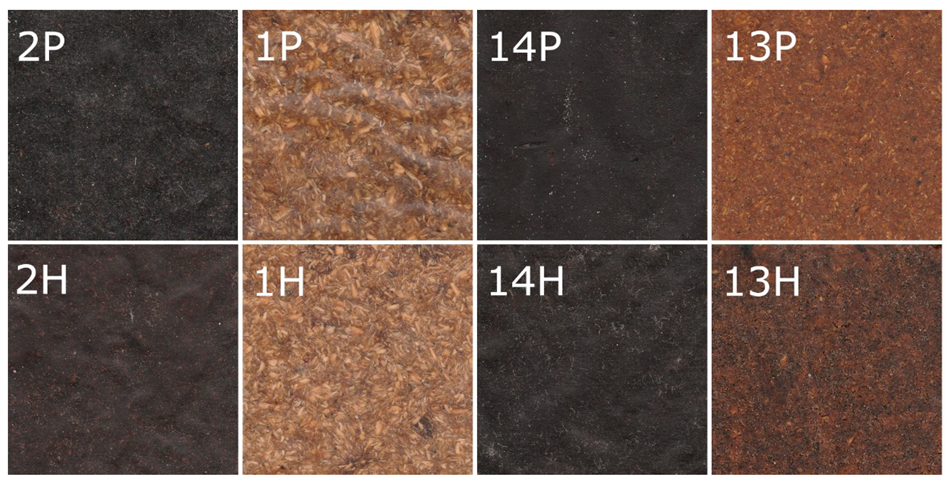
- Manufacture of boards from the granules obtained, with nominal dimensions of 300 × 300 × 2.5 mm in the process of flat pressing in a mold. For this purpose, a one-shelf press (AB AK Eriksson, Mariannelund, Sweden) was used. The settings of the process were as follows: 200 °C, a maximum unit pressing pressure pmax = 1.25 MPa, and pressing time 6 min. After hot pressing, the boards were cooled in the mold for 6 min in a cold press. Figure 1 shows examples of the manufactured panels. The boards were conditioned for 7 days under standard conditions (20 ± 2 °C; 65% ± 5% humidity).
Statistical Analysis
3. Results and Discussion
4. Conclusions
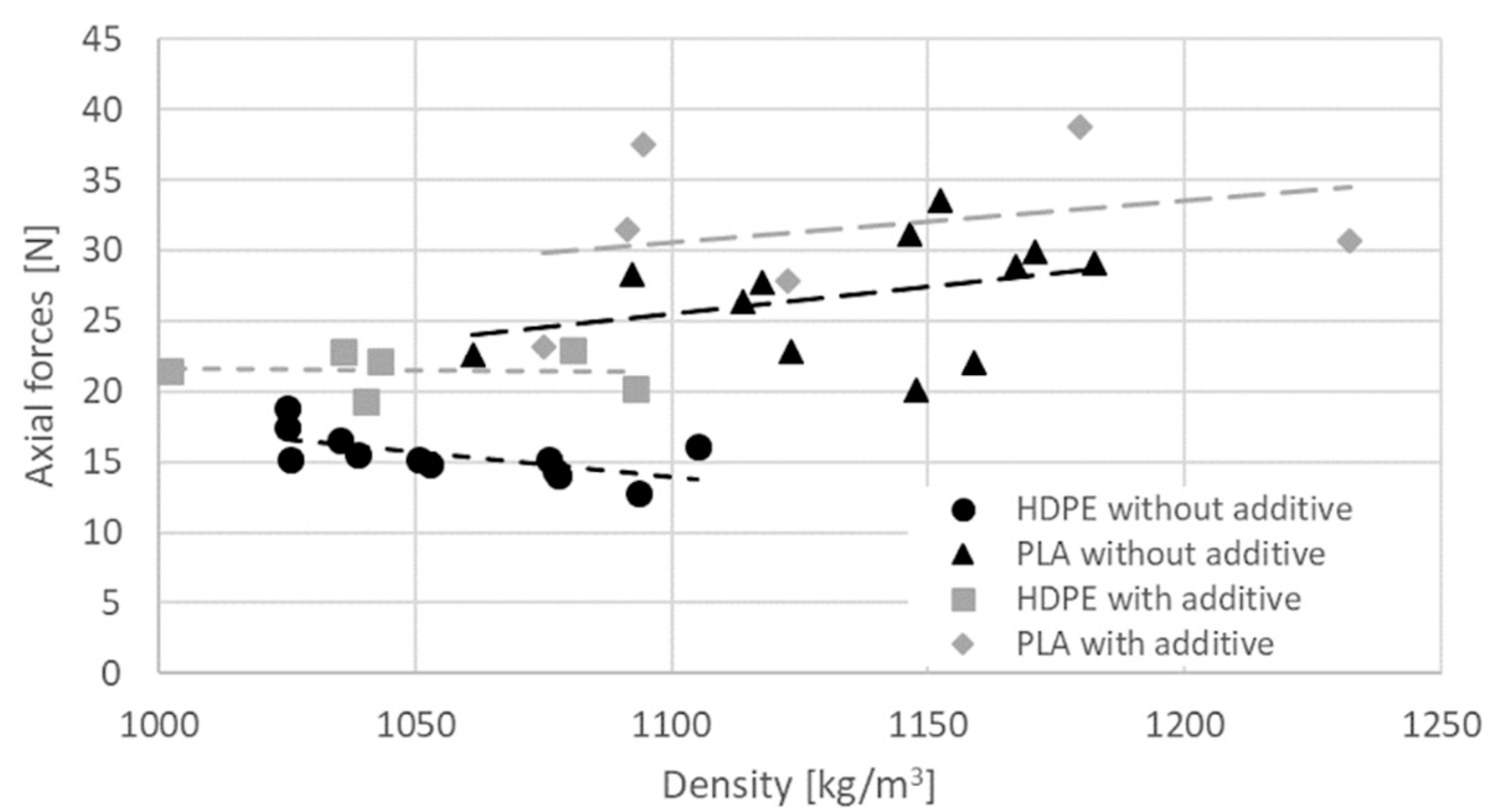
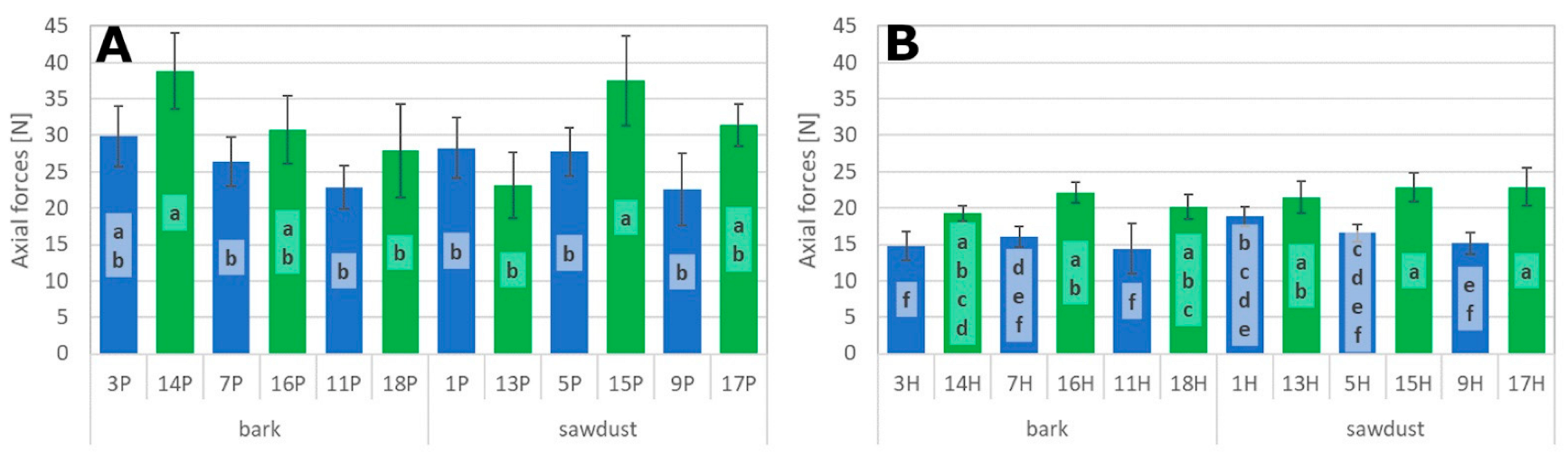
- The type of matrix had the greatest impact on the axial force values during drilling. Regardless of the composite formulation, composites based on PLA had higher axial forces than composites based on HDPE.
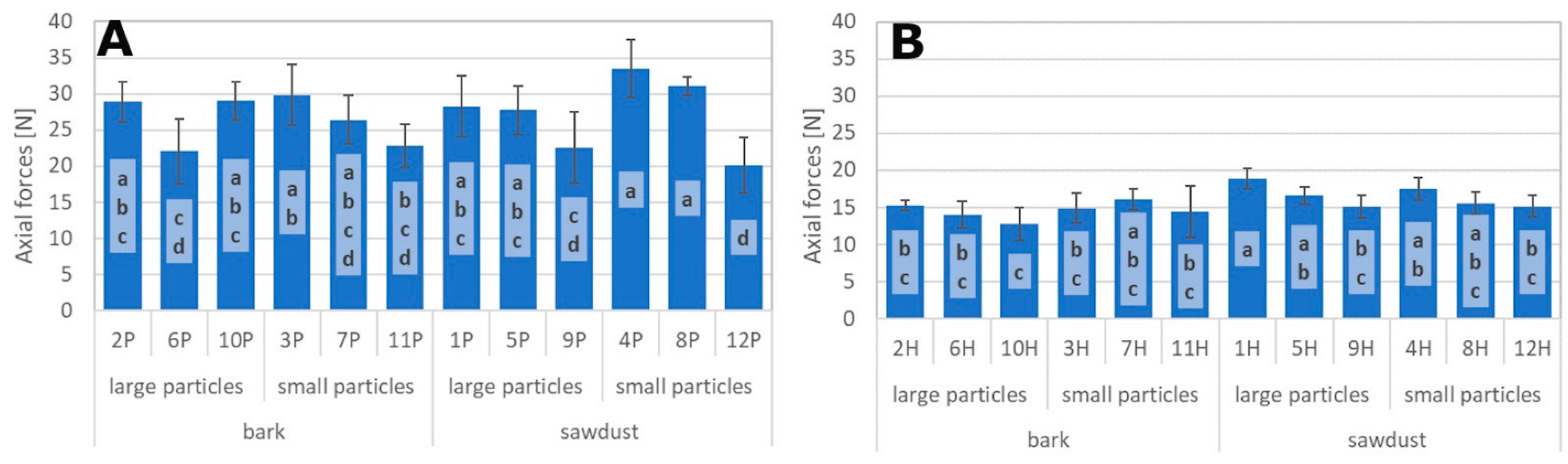
- The increase in the share of lignocellulosic fillers generally influenced the decrease in the value of axial forces during drilling, with PLA-based composites showing a more significant decrease than HDPE-based composites.
- The type and size of the filler had a minor impact on the axial force values during drilling.
- The increase in axial forces in the case of PLA was due to factors other than the presence of additives. In the case of HDPE, additives had a greater contribution to increasing the values of axial forces than other nonstudied factors.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Partanen, A.; Carus, M. Biocomposites, Find the Real Alternative to Plastic—An Examination of Biocomposites in the Market. Reinf. Plast. 2019, 63, 317–321. [Google Scholar] [CrossRef]
- Kuciel, S.; Liber-Kneć, A.; Mikuła, J.; Kuźniar, P.; Korniejenko, K.; Żmudka, S.; Łagan, S.; Ryszkowska, J.; Gajewski, J.; Sałasiński, K.; et al. Kompozyty Polimerowe Na Osnowie Recyklatów z Włóknami Naturalnymi: Praca Zbiorowa; Kuciel, S., Ed.; Politechnika Krakowska: Kraków, Poland, 2010; ISBN 9788372425607. [Google Scholar]
- Borysiuk, P.; Boruszewski, P.; Auriga, R.; Danecki, L.; Auriga, A.; Rybak, K.; Nowacka, M. Influence of a Bark-Filler on the Properties of PLA Biocomposites. J. Mater. Sci. 2021, 56, 9196–9208. [Google Scholar] [CrossRef]
- Markarian, J. Biopolymers Present New Market Opportunities for Additives in Packaging. Plast. Addit. Compd. 2008, 10, 22–25. [Google Scholar] [CrossRef]
- Gozdecki, C.; Kociszewski, M.; Zajchowski, S.; Patuszyński, K. Wood-Based Panels as Filler of Wood-Plastic Composites. Ann. Warsaw Agric. Univ. For. Wood Technol. 2005, 56, 255–258. [Google Scholar]
- Chaharmahali, M.; Tajvidi, M.; Najafi, S.K. Mechanical Properties of Wood Plastic Composite Panels Made from Waste Fiberboard and Particleboard. Polym. Compos. 2008, 29, 606–610. [Google Scholar] [CrossRef]
- Gozdecki, C.; Kociszewski, M.; Wilczyński, A.; Zajchowski, S. The Possibility of Using Wood Dust for Manufacturing Wood-Plastic Composites. In Proceedings of the XX International Symposium: “Adhesives in Woodworking Industry”, Zvolen, Slovakia, 29 June–1 July 2011; pp. 86–91. [Google Scholar]
- Myers, G.E.; Clemons, C.M. Wastepaper Fiber in Plastic Composites Made by Melt Blending: Demonstration of Commercial Feasibility; Final Report for Solid Waste Reduction and Recycling Demonstration Grant Program Project No 91-5; Wisconsin Department of Natural Resources, Forest Products Laboratory: Madison, WI, USA, 1993. [Google Scholar]
- Ashori, A.; Nourbakhsh, A. Characteristics of Wood-Fiber Plastic Composites Made of Recycled Materials. Waste Manag. 2009, 29, 1291–1295. [Google Scholar] [CrossRef]
- Nurul Fazita, M.R.; Jayaraman, K.; Bhattacharyya, D.; Mohamad Haafiz, M.K.; Saurabh, C.K.; Hazwan Hussin, M.; Abdul Khalil, H.P.S. Green Composites Made of Bamboo Fabric and Poly (Lactic) Acid for Packaging Applications—A Review. Materials 2016, 9, 435. [Google Scholar] [CrossRef]
- Klysov, A.A. Wood-Plastic Composites; Wiley-Interscience: Hoboken, NJ, USA, 2007; ISBN 978-0-470-14891-4. [Google Scholar]
- Buehlmann, U.; Saloni, D.; Lemaster, R.L. Wood Fiber-Plastic Composites: Machining and Surface Quality. In Proceedings of the 15th International Wood Machining Seminar, Anaheim, CA, USA, 30 July–1 August 2001; pp. 1–13. [Google Scholar]
- Zbieć, M.; Borysiuk, P.; Mazurek, A. Polyethylene Bonded Composite Chipboard. In Proceedings of the 7th International Science Conference: “Chip and Chipless Woodworking Processes”, Terchová, Slovakia, 9–11 September 2010; pp. 237–242. [Google Scholar]
- Zbiec, M.; Borysiuk, P.; Mazurek, A. Thermoplastic Bonded Composite Chipboard Part 2—Machining Tests. In Proceedings of the Proceedings of the 8th International Science Conference: “Chip and Chipless Woodworking Processes”, Zvolen, Slovakia, 6–8 September 2012; pp. 399–405. [Google Scholar]
- Wilkowski, J.; Borysiuk, P.; Górski, J.; Czarniak, P. Analiza Wzgle{ogonek}dnych Wskaźników Skrawalności Płyt Wiórowych Spajanych Termoplastami Poużytkowymi. Drewno 2013, 190, 139–144. [Google Scholar] [CrossRef]
- Borysiuk, P.; Wikowski, J.; Krajewski, K.; Auriga, R.; Skomorucha, A.; Auriga, A. Selected Properties of Flat-Pressed Wood-Polymer Composites for High Humidity Conditions. BioResources 2020, 15, 5141–5155. [Google Scholar] [CrossRef]
- Zajac, J.; Mitaľ, D.; Radchenko, S.; Kokuľa, P.; Olexa, Ľ.; Čep, R. Short-Term Testing of Cutting Materials Using the Method of Interrupted Cut. Appl. Mech. Mater. 2014, 616, 236–243. [Google Scholar]
- Somsakova, Z.; Zajac, J.; Michalik, P.; Kasina, M. Machining of Wood Plastic Composite (Pilot Experiment). Mater. Plast. 2012, 49, 55–57. [Google Scholar]
- Bajpai, P.K.; Debnath, K.; Singh, I. Hole Making in Natural Fiber-Reinforced Polylactic Acid Laminates: An Experimental Investigation. J. Thermoplast. Compos. Mater. 2017, 30, 30–46. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M.; Barczewski, M.; Łuczak, P. Cork-Wood Hybrid Filler System for Polypropylene and Poly(Lactic Acid) Based Injection Molded Composites. Structure Evaluation and Mechanical Performance. Compos. Part B Eng. 2019, 163, 655–668. [Google Scholar] [CrossRef]
- Borysiuk, P.; Auriga, R.; Kośka, P. Influence of the Filler on the Density Profile of Wood Polymer Composites. Ann. WULS, For. Wood Technol. 2019, 106, 31–37. [Google Scholar] [CrossRef]
- Kowaluk, G. Machining Processes for Wood-Based Composite Materials. In Machining Technology for Composite Materials; Elsevier: Amsterdam, The Netherlands, 2012; pp. 412–425. ISBN 9780857090300. [Google Scholar]
- Osswald, T.A.; Baur, E.; Brinkmann, S.; Oberbach, K.; Schmachtenbe, E. International Plastics Handbook; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2006; ISBN 9781569903995. [Google Scholar]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Auriga, R.; Borysiuk, P.; Waracka, A.; Auriga, A. Susceptibility of Drilling Particleboard with Share of Hemp Shives. Biul. Inf. OB-RPPD 2021, 3–4. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Letman, M.; Viksne, A.; Rence, L. A Comparison of Compounding Processes and Wood Type for Wood Fibre—PP Composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 789–797. [Google Scholar] [CrossRef]
- Bouafif, H.; Koubaa, A.; Perre, P.; Cloutier, A. Effects of Composite Processing Methods on Wood Particle Development and Length Distribution: Consequences on Mechanical Properties of Wood-Thermoplastic Composites. Wood Fiber Sci. 2010, 42, 62–70. [Google Scholar]
- Gacitua, W.; Bahr, D.; Wolcott, M. Damage of the Cell Wall during Extrusion and Injection Molding of Wood Plastic Composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1454–1460. [Google Scholar] [CrossRef]
- Hietala, M.; Niinimäki, J.; Oksman, K. Processing of Wood Chip-Plastic Composites: Effect on Wood Particle Size, Microstructure and Mechanical Properties. Plast. Rubber Compos. 2011, 40, 49–56. [Google Scholar] [CrossRef]
- Commission Delegated Regulation (EU) No 1062/2014. Off. J. Eur. Union 2014, 294, 20–30.
- Li, T.Q.; Li, R.K.Y. A Fracture Mechanics Study of Polypropylene-Wood Flours Blends. Polym. Plast. Technol. Eng. 2001, 40, 1–21. [Google Scholar] [CrossRef]
- Balasuriya, P.W.; Ye, L.; Mai, Y.W. Morphology and Mechanical Properties of Reconstituted Wood Board Waste-Polyethylene Composites. Compos. Interfaces 2003, 10, 319–341. [Google Scholar] [CrossRef]
- Kuan, H.C.; Huang, J.M.; Ma, C.C.M.; Wang, F.Y. Processability, Morphology and Mechanical Properties of Wood Flour Reinforced High Density Polyethylene Composites. Plast. Rubber Compos. 2003, 32, 122–126. [Google Scholar] [CrossRef]
- Lee, S.Y.; Yang, H.S.; Kim, H.J.; Jeong, C.S.; Lim, B.S.; Lee, J.N. Creep Behavior and Manufacturing Parameters of Wood Flour Filled Polypropylene Composites. Compos. Struct. 2004, 65, 459–469. [Google Scholar] [CrossRef]
- Cai, X.; Riedl, B.; Bouaziz, M. Lignocellulosic Composites with Grafted Polystyrene Interfaces. Compos. Interfaces 2005, 12, 25–39. [Google Scholar] [CrossRef]
- Cui, Y.; Lee, S.; Noruziaan, B.; Cheung, M.; Tao, J. Fabrication and Interfacial Modification of Wood/Recycled Plastic Composite Materials. Compos. Part A Appl. Sci. Manuf. 2008, 39, 655–661. [Google Scholar] [CrossRef]
- San, H.P.; Nee, L.A.; Meng, H.C. Physical and Bending Properties of Injection Moulded Wood Plastic Composites Boards. ARPN J. Eng. Appl. Sci. 2008, 3, 13–19. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant | Matrix | Share of Matrix | Share of Additives | Share of Filler | |
|---|---|---|---|---|---|
| Small Particles (>35 Mesh) | Large Particles (10–35 Mesh) | ||||
| 1P | PLA | 60 | - | - | 40 s |
| 2P | - | - | 40 b | ||
| 3P | - | 40 b | - | ||
| 4P | - | 40 s | - | ||
| 5P | 50 | - | - | 50 s | |
| 6P | - | - | 50 b | ||
| 7P | - | 50 b | - | ||
| 8P | - | 50 s | - | ||
| 9P | 40 | - | - | 60 s | |
| 10P | - | - | 60 b | ||
| 11P | - | 60 b | - | ||
| 12P | - | 60 s | - | ||
| 13P | 57 | 3 | - | 40 s | |
| 14P | 3 | 40 b | - | ||
| 15P | 47 | 3 | - | 50 s | |
| 16P | 3 | 50 b | - | ||
| 17P | 37 | 3 | - | 60 s | |
| 18P | 3 | 60 b | - | ||
| Variant | Matrix | Share of a Matrix | Share of Additives | Share of a Filler | |
|---|---|---|---|---|---|
| Small Particles (>35 Mesh) | Large Particles (10–35 Mesh) | ||||
| 1H | HDPE | 60 | - | - | 40 s |
| 2H | - | - | 40 b | ||
| 3H | - | 40 b | - | ||
| 4H | - | 40 s | - | ||
| 5H | 50 | - | - | 50 s | |
| 6H | - | - | 50 b | ||
| 7H | - | 50 b | - | ||
| 8H | - | 50 s | - | ||
| 9H | 40 | - | - | 60 s | |
| 10H | - | - | 60 b | ||
| 11H | - | 60 b | - | ||
| 12H | - | 60 s | - | ||
| 13H | 57 | 3 | - | 40 s | |
| 14H | 3 | 40 b | - | ||
| 15H | 47 | 3 | - | 50 s | |
| 16H | 3 | 50 b | - | ||
| 17H | 37 | 3 | - | 60 s | |
| 18H | 3 | 60 b | - | ||
| Matrix | Share of Filler | Bark Large Particles | Bark Small Particles | Sawdust Large Particles | Sawdust Small Particles | ||||
|---|---|---|---|---|---|---|---|---|---|
| ρ | σ | ρ | σ | ρ | σ | ρ | σ | ||
| (%) | (kg/m3) | ||||||||
| PLA | 40 | 1167 | 47 | 1171 | 41 | 1092 | 65 | 1152 | 56 |
| PLA | 50 | 1159 | 65 | 1114 | 46 | 1118 | 44 | 1146 | 62 |
| PLA | 60 | 1182 | 58 | 1123 | 51 | 1061 | 49 | 1148 | 56 |
| HDPE | 40 | 1051 | 24 | 1053 | 26 | 1025 | 16 | 1025 | 25 |
| HDPE | 50 | 1078 | 25 | 1105 | 27 | 1035 | 22 | 1039 | 41 |
| HDPE | 60 | 1094 | 29 | 1077 | 38 | 1026 | 18 | 1076 | 25 |
| Matrix | Share of Filler | Bark Small Particles | Sawdust Large Particles | ||
|---|---|---|---|---|---|
| ρ | σ | ρ | σ | ||
| (%) | (kg/m3) | ||||
| PLA | 40 | 1180 | 34 | 1075 | 62 |
| PLA | 50 | 1232 | 62 | 1094 | 57 |
| PLA | 60 | 1123 | 54 | 1091 | 34 |
| HDPE | 40 | 1040 | 39 | 1002 | 26 |
| HDPE | 50 | 1043 | 27 | 1036 | 30 |
| HDPE | 60 | 1093 | 25 | 1081 | 22 |
| Factor | SS | Df | MS | F | p | X |
|---|---|---|---|---|---|---|
| Matrix (M) | 4644.59 | 1 | 4644.59 | 561.268 | 0.000 | 67.05 |
| Filler share (FSh) | 458.87 | 2 | 229.44 | 27.726 | 0.000 | 6.62 |
| Filler size (FSi) | 9.23 | 1 | 9.23 | 1.116 | 0.293 | 0.13 |
| Filler (F) | 60.7 | 1 | 60.7 | 7.335 | 0.008 | 0.88 |
| M × FSh | 109.86 | 2 | 54.93 | 6.638 | 0.002 | 1.59 |
| M × FSi | 4.57 | 1 | 4.57 | 0.552 | 0.459 | 0.07 |
| FSh × FSi | 98.66 | 2 | 49.33 | 5.961 | 0.003 | 1.42 |
| M × F | 12.21 | 1 | 12.21 | 1.475 | 0.227 | 0.18 |
| FSh × F | 144.4 | 2 | 72.2 | 8.725 | 0.000 | 2.08 |
| FSi × F | 0.4 | 1 | 0.4 | 0.048 | 0.826 | 0.01 |
| M × FSh × FSi | 157.64 | 2 | 78.82 | 9.525 | 0.001 | 2.28 |
| M × FSh × F | 161.61 | 2 | 80.8 | 9.765 | 0.001 | 2.33 |
| M × FSi × F | 41.75 | 1 | 41.75 | 5.046 | 0.027 | 0.60 |
| FSh × Fsi × F | 23.66 | 2 | 11.83 | 1.43 | 0.243 | 0.34 |
| M × FSh × Fsi × F | 5.31 | 2 | 2.65 | 0.321 | 0.726 | 0.08 |
| Error | 993.02 | 120 | 8.28 | 14.34 |
| Factors | SS | Df | MS | F | p | X |
|---|---|---|---|---|---|---|
| Filler Share (FSh) | 277.92 | 2 | 138.96 | 4.24 | 0.018 | 9.10 |
| Additive (A) | 508.03 | 1 | 508.03 | 15.50 | 0.000 | 16.64 |
| FSh × A | 104.25 | 2 | 52.13 | 1.59 | 0.212 | 3.41 |
| Error | 2163.04 | 66 | 32.77 | 70.84 |
| SS | Df | MS | F | p | X | |
|---|---|---|---|---|---|---|
| Filler Share (FSh) | 18.72 | 2 | 9.36 | 1.956 | 0.149 | 2.05 |
| Additive (A) | 540.72 | 1 | 540.72 | 112.993 | 0.000 | 59.36 |
| FSh × A | 35.68 | 2 | 17.84 | 3.728 | 0.029 | 3.92 |
| Error | 315.83 | 66 | 4.79 | 34.67 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borysiuk, P.; Auriga, R.; Wilkowski, J.; Auriga, A.; Trociński, A.; Seng Hua, L. A Study on the Susceptibility of PLA Biocomposites to Drilling. Forests 2022, 13, 1950. https://doi.org/10.3390/f13111950
Borysiuk P, Auriga R, Wilkowski J, Auriga A, Trociński A, Seng Hua L. A Study on the Susceptibility of PLA Biocomposites to Drilling. Forests. 2022; 13(11):1950. https://doi.org/10.3390/f13111950
Chicago/Turabian StyleBorysiuk, Piotr, Radosław Auriga, Jacek Wilkowski, Alicja Auriga, Adrian Trociński, and Lee Seng Hua. 2022. "A Study on the Susceptibility of PLA Biocomposites to Drilling" Forests 13, no. 11: 1950. https://doi.org/10.3390/f13111950
APA StyleBorysiuk, P., Auriga, R., Wilkowski, J., Auriga, A., Trociński, A., & Seng Hua, L. (2022). A Study on the Susceptibility of PLA Biocomposites to Drilling. Forests, 13(11), 1950. https://doi.org/10.3390/f13111950