
New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part 2: Modeling and Manufacturing of Variable Stiffness Beams


Abstract
:1. Introduction
2. Materials and Methods
2.1. Pollet Equations
- E0 is the theoretical elastic of modulus for straight grain (MPa) at 12% MC;
- is the veneer average density (kg m−3) at 12% MC.
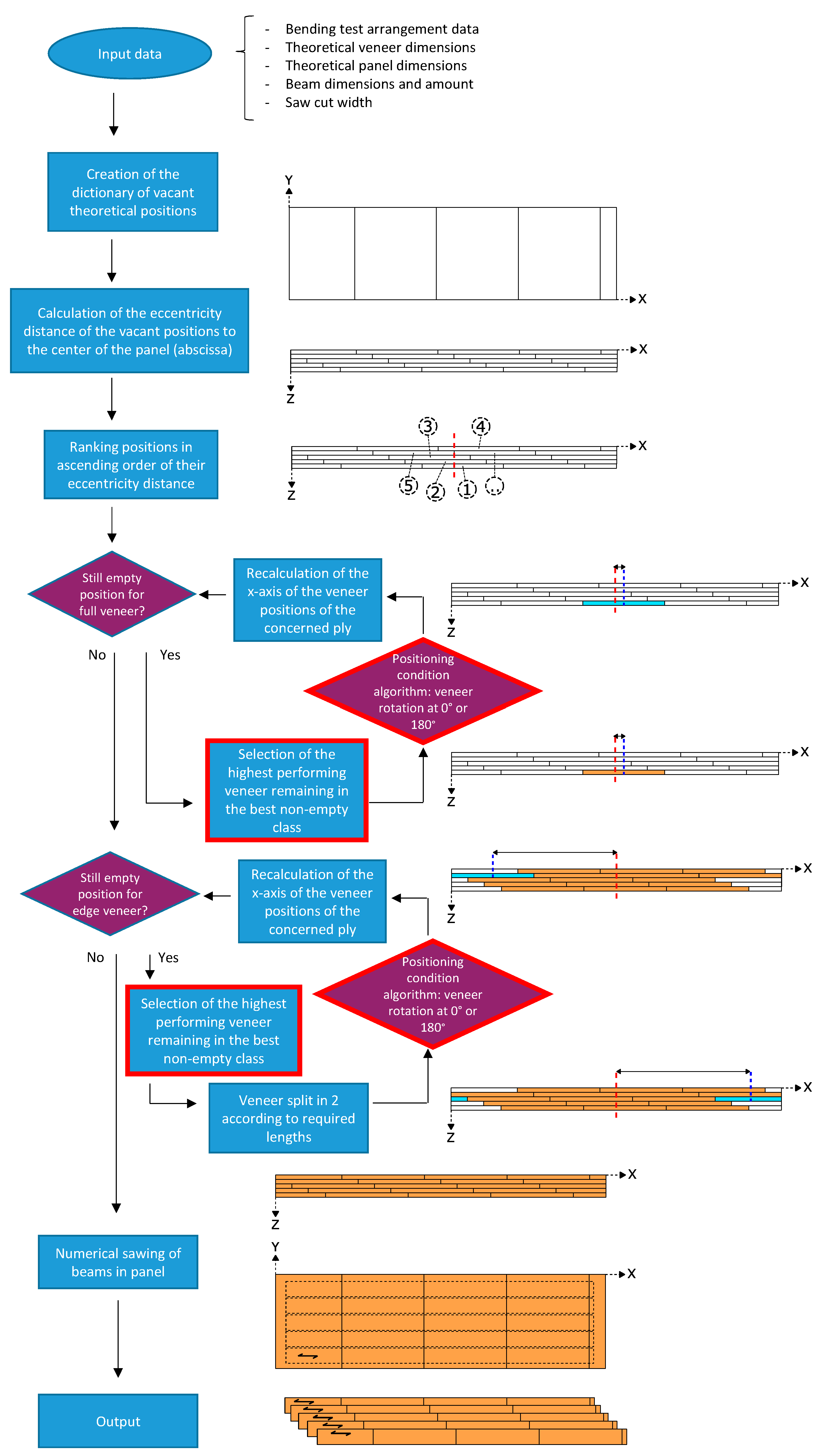
2.2. Favorable, Unfavorable, and Random Optimization Positioning
2.3. Panel Manufacturing and Samples Preparation
2.3.1. Composition of Representative Resource Batches
- -
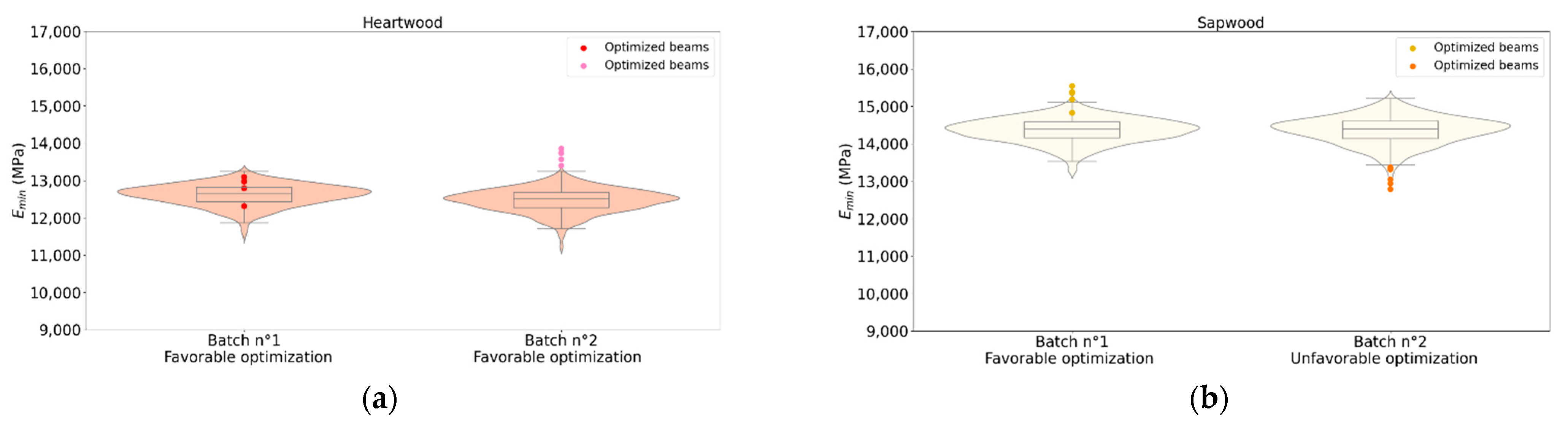
- Heartwood batch n°1 veneers were used to manufacture a favorable veneer placement optimization without the “defect nonsuperposition” option: dense clear wood was concentrated in the middle of the panel;
- -
- Heartwood batch n°2 veneers were used to manufacture a favorable veneer placement optimization, with the “defect nonsuperposition” option: veneer positioning was driven by their quality and the homogenization of defects by the algorithm portion shown in Figure 3;
- -
- Sapwood batch n°1 veneers were used to manufacture a favorable veneer placement optimization without the “defect nonsuperposition” option: all available good quality wood veneers were concentrated in the center of the panel;
- -
- Sapwood batch n°2 veneers were used to manufacture an unfavorable veneer placement optimization: all available low-quality wood veneers were concentrated in the center of the panel, with the “defect superposition” option: in the final step of the algorithm in Figure 3, the lowest value of was chosen to maximize the accumulation of areas of low mechanical property.
2.3.2. Panel Manufacturing
2.4. Bending Test Mechanical Properties Assessment
- Mf is the bending moment during a four-point bending test induced by the application of unitary load at x position of loading points (MPa);
- Mv is the bending moment induced by a unitary load at a given x position (mid-span in this case) (MPa);
- EIeff is the effective bending stiffness calculated previously, which is dependent on the local modulus of elasticity (N mm2);
- nx is the number of discrete elements along direction;
- Δx (1 mm) corresponds to the resolution of the interpolated images along the direction.
3. Results
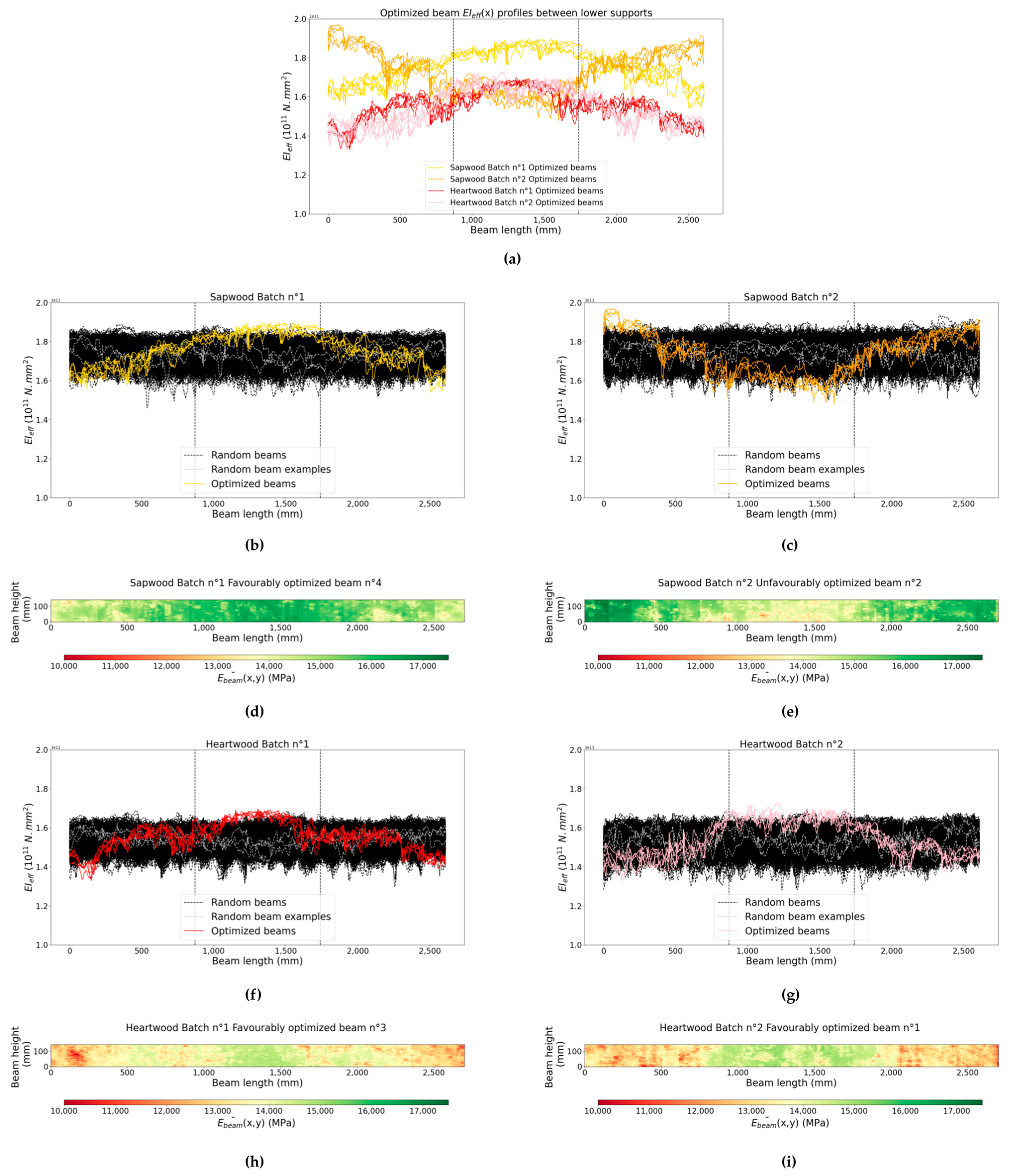
3.1. Effect of Beam Optimization on Modeled Mechanical Properties
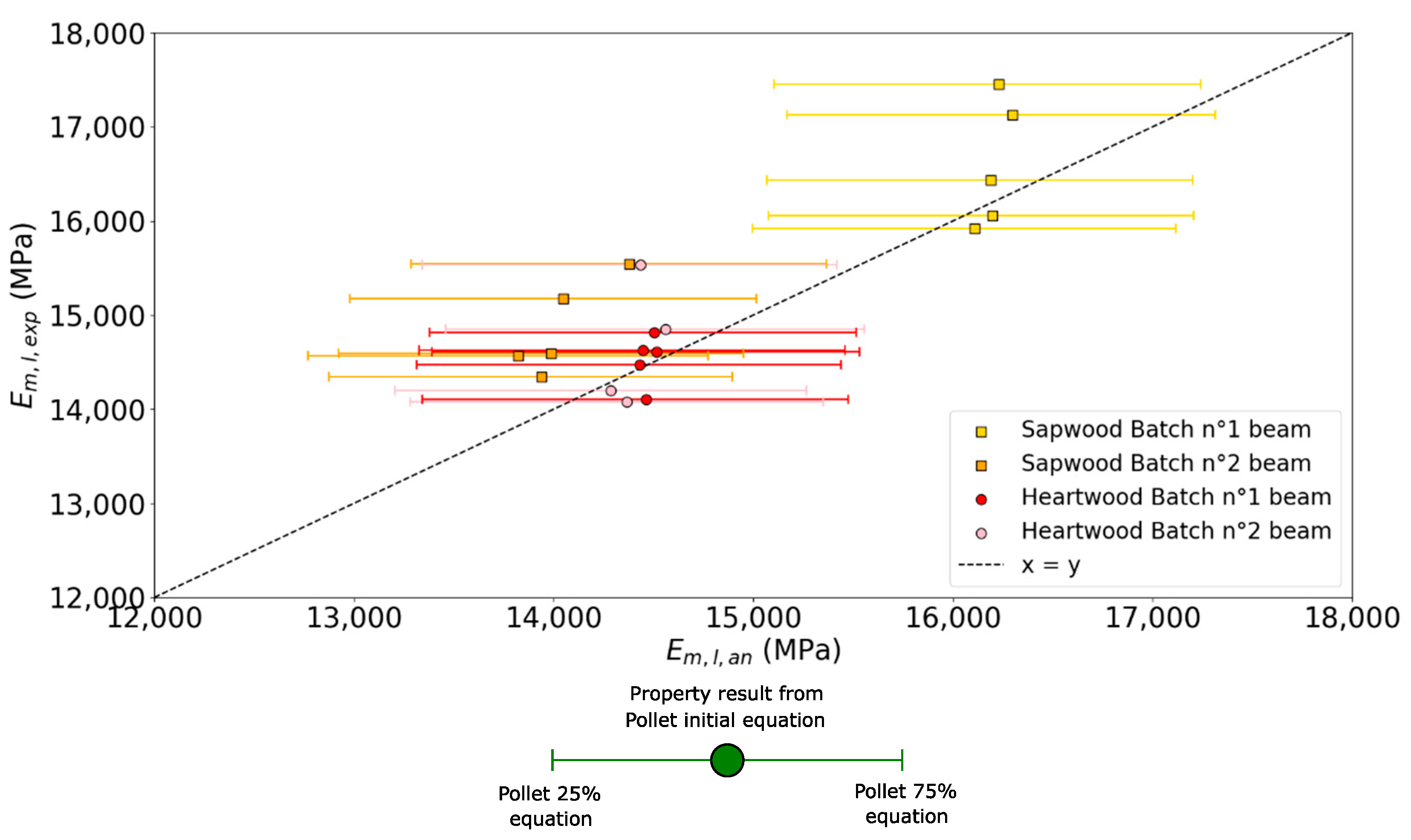
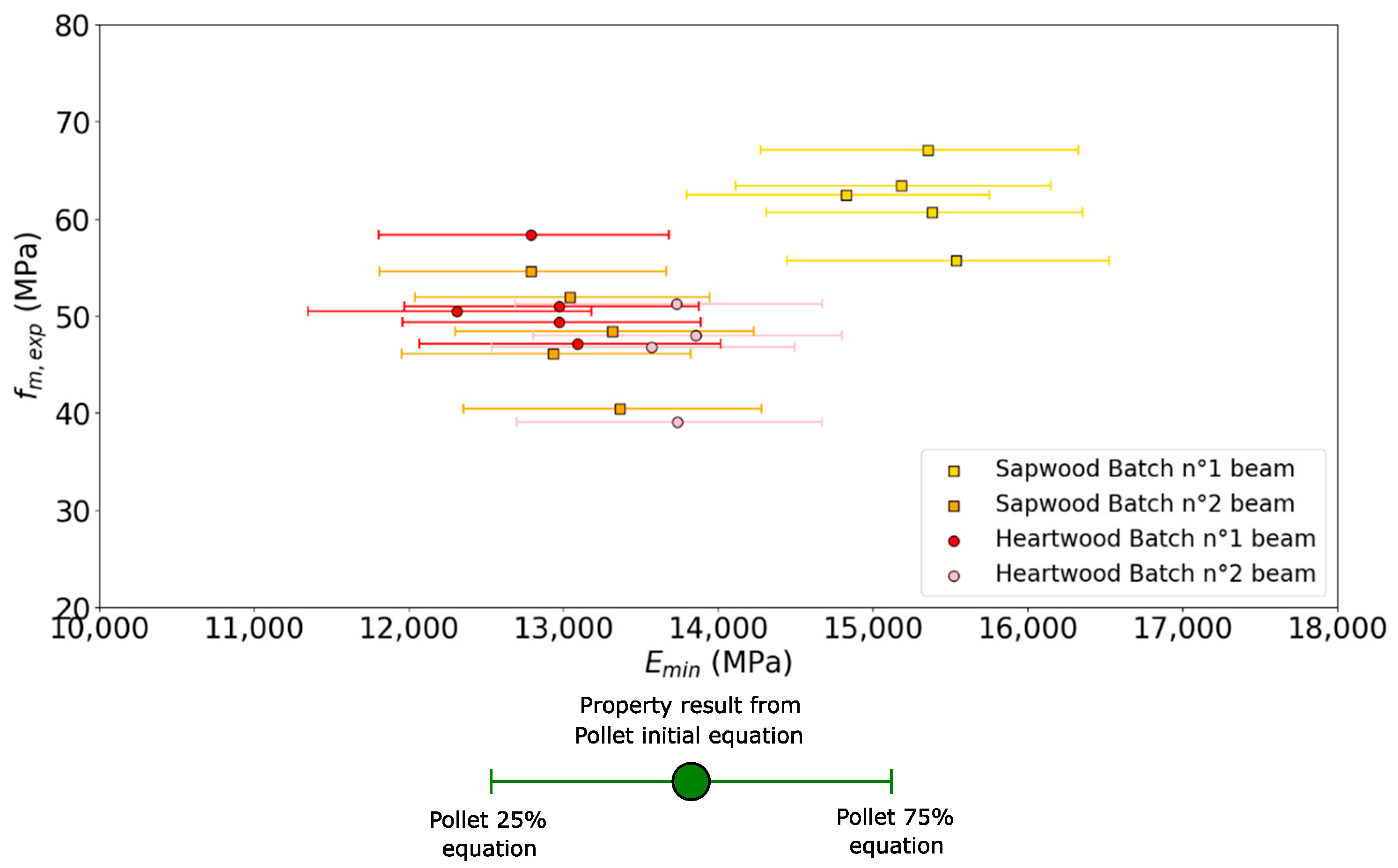
3.2. Modeling Result Analysis by Comparison with Destructive Results
3.3. Comparison with Sorted and Unsorted Random Beams
4. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- NF EN 635-3. Plywood. Classification by Surface Appearance. Part 3: Softwood. 1 July 1995. Available online: https://sagaweb-afnor-org.rp1.ensam.eu/fr-FR/sw/consultation/notice/1244973?recordfromsearch=True (accessed on 29 October 2020).
- Duriot, R.; Pot, G.; Girardon, S.; Roux, B.; Marcon, B.; Viguier, J.; Denaud, L. New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part. 1: Veneer Mechanical Grading Based on Online Local Wood Fiber Orientation Measurement. Forests 2021, 12, 1264. [Google Scholar] [CrossRef]
- Burdurlu, E.; Kilic, M.; İlçe, A.; Uzunkavak, O. The effects of ply organization and loading direction on bending strength and modulus of elasticity in laminated veneer lumber (LVL) obtained from beech (Fagus orientalis L.) and lombardy poplar (Populus nigra L.). Constr. Build. Mater. 2007, 21, 1720–1725. [Google Scholar] [CrossRef]
- Chen, F.; Deng, J.; Li, X.; Wang, G.; Smith, L.M.; Shi, S.Q. Effect of laminated structure design on the mechanical properties of bamboo-wood hybrid laminated veneer lumber. Eur. J. Wood Prod. 2017, 75, 439–448. [Google Scholar] [CrossRef]
- Chin, K.L.; Tahir, P.M.; H’ng, P.S. Bending Properties of Laminated Veneer Lumber Produced from Keruing (Dipterocarpus sp.) Reinforced with Low Density Wood Species. Asian J. Sci. Res. 2010, 3, 118–125. [Google Scholar] [CrossRef] [Green Version]
- NF EN 14374. Structures en bois—LVL (Lamibois)—Exigences. Available online: https://www-batipedia-com.rp1.ensam.eu/pdf/document/QTH.pdf#zoom=100 (accessed on 25 March 2020).
- NF EN 408+A1. Timber Structures—Structural Timber and Glued Laminated Timber—Determination of Some Physical and Mechanical Properties. 1 September 2012. Available online: https://sagaweb-afnor-org.rp1.ensam.eu/fr-FR/sw/consultation/notice/1401191?recordfromsearch=True (accessed on 29 October 2020).
- Pollet, C.; Henin, J.-M.; Hébert, J.; Jourez, B. Effect of growth rate on the physical and mechanical properties of Douglas-fir in western Europe. Can. J. For. Res. 2017, 47, 1056–1065. [Google Scholar] [CrossRef]
- Tropix 7. Les principales caractéristiques technologiques de 245 essences forestières tropicales—Douglas. 2012. Available online: https://tropix.cirad.fr/FichiersComplementaires/FR/Temperees/DOUGLAS.pdf (accessed on 29 October 2020).
- NF-EN-322. Panneaux à base de bois—Determination de l’humidité. 1 June 1993. Available online: https://cobaz-afnor-org.rp1.ensam.eu/notice/norme/nf-en-322/FA020887?rechercheID=1757547&searchIndex=1&activeTab=all#id_lang_1_descripteur (accessed on 8 June 2021).
- NF EN 384+A1. Structural Timber—Determination of Characteristic Values of Mechanical Properties and Density. 21 November 2018. Available online: https://sagaweb-afnor-org.rp1.ensam.eu/fr-FR/sw/consultation/notice/1539784?recordfromsearch=True (accessed on 29 October 2020).
- Woodtec Fankhauser GmbH. Vacuum Press. Available online: https://www.woodtec.ch/wp-content/uploads/2020/11/Documentation-Vacuum-Press.pdf (accessed on 31 March 2021).
- Viguier, J.; Bourgeay, C.; Rohumaa, A.; Pot, G.; Denaud, L. An innovative method based on grain angle measurement to sort veneer and predict mechanical properties of beech laminated veneer lumber. Constr. Build. Mater. 2018, 181, 146–155. [Google Scholar] [CrossRef]
- Olsson, A.; Oscarsson, J.; Serrano, E.; Källsner, B.; Johansson, M.; Enquist, B. Prediction of timber bending strength and in-member cross-sectional stiffness variation on the basis of local wood fibre orientation. Eur. J. Wood Wood Prod. 2013, 71, 319–333. [Google Scholar] [CrossRef] [Green Version]
- Viguier, J.; Bourreau, D.; Bocquet, J.-F.; Pot, G.; Bléron, L.; Lanvin, J.-D. Modelling mechanical properties of spruce and Douglas fir timber by means of X-ray and grain angle measurements for strength grading purpose. Eur. J. Wood Wood Prod. 2017, 75, 527–541. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| List of Main Symbols | |||
|---|---|---|---|
| Averaged veneer density at 12% moisture content (kg·m−3); | Averaged local modulus of elasticity on all veneer surface (MPa); | ||
| Local fiber orientation angle (°); | Stiffness profile: averaged local modulus of elasticity along the length of veneer (MPa); | ||
| Average of of the 15 constitutive plies (MPa); | Sum of veneer profiles across panel width, averaged by the sum of flags at each X-position (MPa); | ||
| Effective bending stiffness profile along the length of the beam (N mm2); | Stiffness profile minimum value (MPa); | ||
| Effective bending stiffness profile minimum value (N mm2); | Local modulus of elasticity of veneer (MPa); | ||
| Analytical local modulus of elasticity in bending (MPa); | Experimental bending strength (MPa); | ||
| Experimental local modulus of elasticity in bending (MPa); | Averaged normalized local Hankinson value on all veneer surface (dimensionless quantity); | ||
| Theoretical longitudinal elastic of modulus for straight grain (MPa); | MC | Moisture content (%); | |
| Percentage of Points under Line | Slope Coefficient | Y-Intercept | Stiffness Gain/Loss (MPa) |
|---|---|---|---|
| 95% | 36.605 | −2140.1 | +2102.3 |
| 75% | −3189.8 | +1052.6 | |
| Initial equation | −4242.4 | 0 | |
| 25% | −5408.8 | −1166.4 | |
| 5% | −7368.8 | −3126.4 |
| Heartwood | Sapwood | ||||||
|---|---|---|---|---|---|---|---|
| Mean Value (COV %) | Mean Value (COV %) | ||||||
| Unit | Sample | Batch n°1 | Batch n°2 | Sample | Batch n°1 | Batch n°2 | |
| Amount of veneers | - | 163 | 60 | 60 | 123 | 60 | 60 |
| kg.m−3 (%) | 513 (5.6) b | 506 (5.3) b | 511 (5.1) b | 559 (5.0) a | 559 (4.6) a | 559 (5.6) a | |
| d.q. (%) | 0.92 (4.5) a | 0.94 (3.8) a | 0.92 (4.2) a | 0.93 (4.8) a | 0.93 (4.8) a | 0.94 (4.6) a | |
| MPa (%) | 13,349 (7.4) b | 13,342 (6.9) b | 13,284 (7.0) b | 15,112 (7.4) a | 15,082 (7.3) a | 15,161 (7.5) a | |
| Local Modulus of Elasticity | ||
|---|---|---|
| (4) | ||
where:
| ||
|
| |
|
| |
| Bending Strength | |||
|---|---|---|---|
| (5) | (6) | ||
|
| ||
| Heartwood Mean Value (COV %) | Sapwood Mean Value (COV %) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Configuration | Em,l,exp (MPa) | fm,exp (MPa) | Configuration | Em,l,exp (MPa) | fm,exp (MPa) | ||||
| Representative veneer batches | Batch n°1 | 5 beams | Favorable optimization | 14,527 (1.8) | 50.96 (8.2) | 5 beams | Favorable optimization | 16,599 (4.0) | 61.47 (6.8) |
| Batch n°2 | 4 beams | Favorable optimization | 14,665 (4.6) | 49.30 (11.9) | 5 beams | Unfavorable optimization | 14,847 (3.3) | 47.99 (11.3) | |
| Heartwood | Sapwood | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Em,l,an (MPa) | Emin (MPa) | Em,l,an (MPa) | Emin (MPa) | ||||||||
| Amount of Panels × Amount of Beams | Mean Value (COV %) | Mean Value (COV %) | 5th percentile (5th p) or Minimum Value (min) | Amount of Panels × Amount of Beams | Mean Value (COV %) | Mean Value (COV %) | 5th Percentile (5th p) or Minimum Value (min) | ||||
| Visual sorting (EN 635-3 standard) | Class II | 150 × 5 | Random positioning | 13,442 (1.3) | 12,542 (2.5) | 12,008 (5th p) | 150 × 5 | Random positioning | 15,319 (1.4) | 14,491 (2.1) | 13,962 (5th p) |
| Class III-IV | 150 × 5 | Random positioning | 13,541 (1.9) | 12,328 (3.5) | 11,546 (5th p) | 150 × 5 | Random positioning | 15,122 (2.0) | 13,862 (3.4) | 12,958 (5th p) | |
| Modulus of elasticity profile sorting | Class A | 150 × 5 | Random positioning | 14,127 (1.4) | 13,224 (2.5) | 12,615 (5th p) | 150 × 5 | Random positioning | 15,803 (1.2) | 14,952 (2.2) | 14,360 (5th p) |
| Class B | 150 × 5 | Random positioning | 12,889 (1.5) | 11,800 (2.9) | 11,164 (5th p) | 150 × 5 | Random positioning | 14,599 (1.9) | 13,456 (3.0) | 12,675 (5th p) | |
| Representative veneer batches | Batch n°1 | 1 × 5 | Favourable optimization | 14,472 (0.2) | 12,829 (2.4) | 12,313 (min) | 1 × 5 | Favourable optimization | 16,205 (0.4) | 15,257 (1.8) | 14,826 (min) |
| 150 × 5 | Random positioning | 13,462 (1.6) | 12,615 (2.3) | 12,097 (5th p) | 150 × 5 | Random positioning | 15,209 (1.7) | 14,360 (2.3) | 13,779 (5th p) | ||
| Batch n°2 | 1 × 4 | Favourable optimization | 14,413 (0.8) | 13,658 (1.3) | 13,399 (min) | 1 × 5 | Unfavourable optimization | 14,036 (1.5) | 13,091 (1.9) | 12,788 (min) | |
| 150 × 5 | Random positioning | 13,362 (1.8) | 12,466 (2.5) | 11,908 (5th p) | 150 × 5 | Random positioning | 15,254 (1.9) | 14,359 (2.6) | 13,712 (5th p) | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duriot, R.; Pot, G.; Girardon, S.; Denaud, L. New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part 2: Modeling and Manufacturing of Variable Stiffness Beams. Forests 2021, 12, 1275. https://doi.org/10.3390/f12091275
Duriot R, Pot G, Girardon S, Denaud L. New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part 2: Modeling and Manufacturing of Variable Stiffness Beams. Forests. 2021; 12(9):1275. https://doi.org/10.3390/f12091275
Chicago/Turabian StyleDuriot, Robin, Guillaume Pot, Stéphane Girardon, and Louis Denaud. 2021. "New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part 2: Modeling and Manufacturing of Variable Stiffness Beams" Forests 12, no. 9: 1275. https://doi.org/10.3390/f12091275
APA StyleDuriot, R., Pot, G., Girardon, S., & Denaud, L. (2021). New Perspectives for LVL Manufacturing from Wood of Heterogeneous Quality—Part 2: Modeling and Manufacturing of Variable Stiffness Beams. Forests, 12(9), 1275. https://doi.org/10.3390/f12091275