
Monitoring of Beech Glued Laminated Timber and Delamination Resistance of Beech Finger-Joints in Varying Ambient Climates

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimens and Adhesives
- One-component polyurethane (PUR).
- Two-component melamine-urea-formaldehyde (MUF)
- Two-component phenol-resorcinol-formaldehyde (PRF).
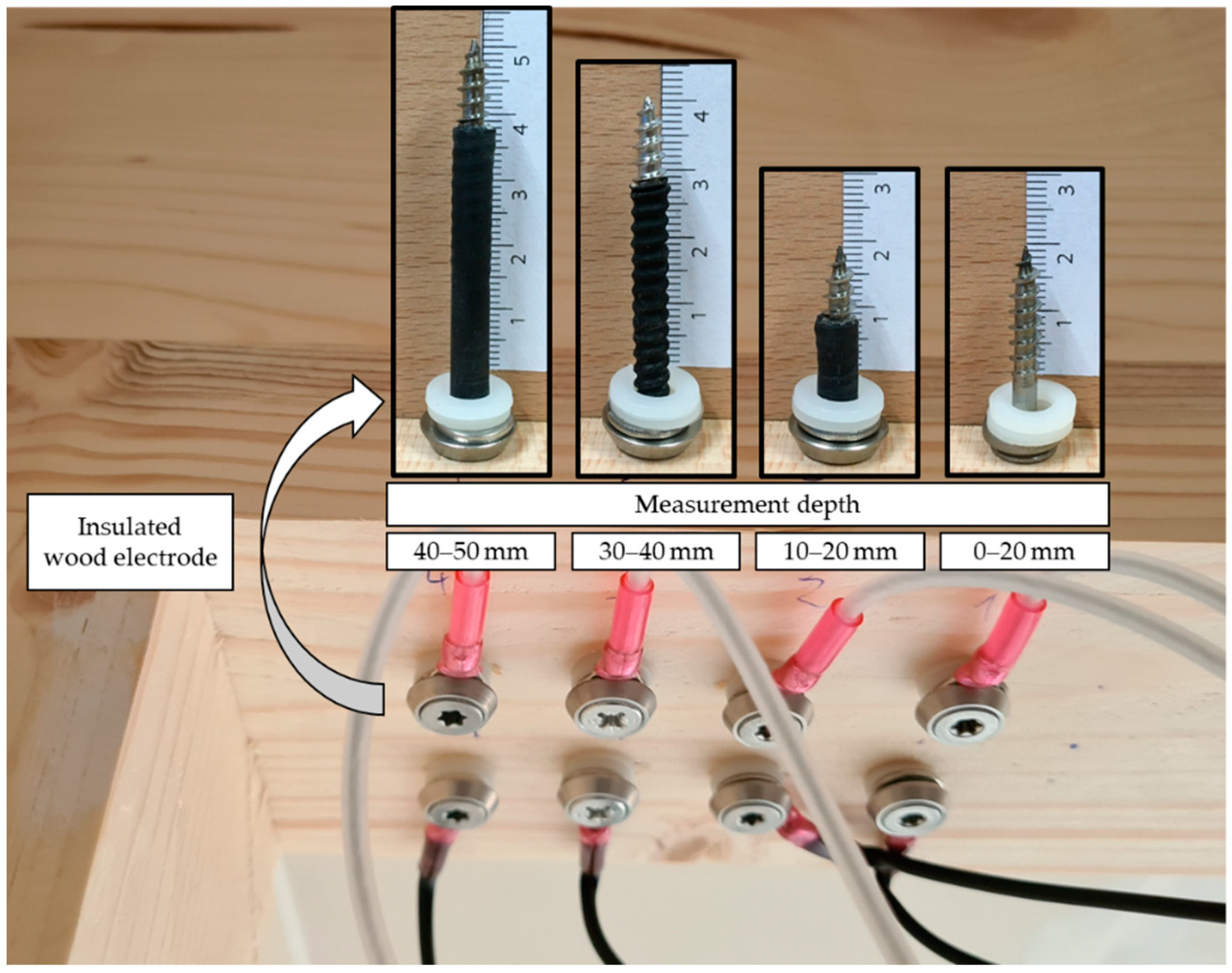
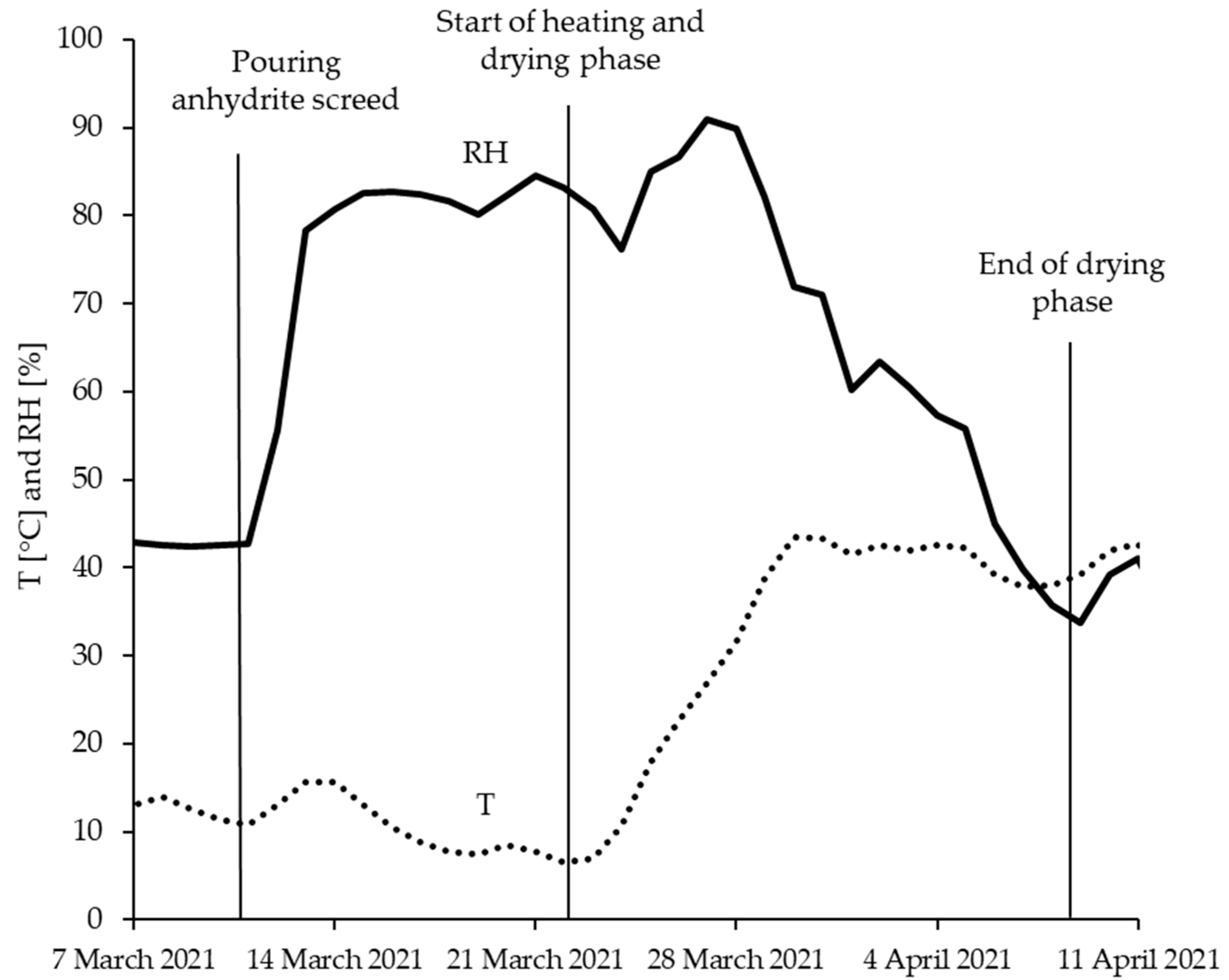
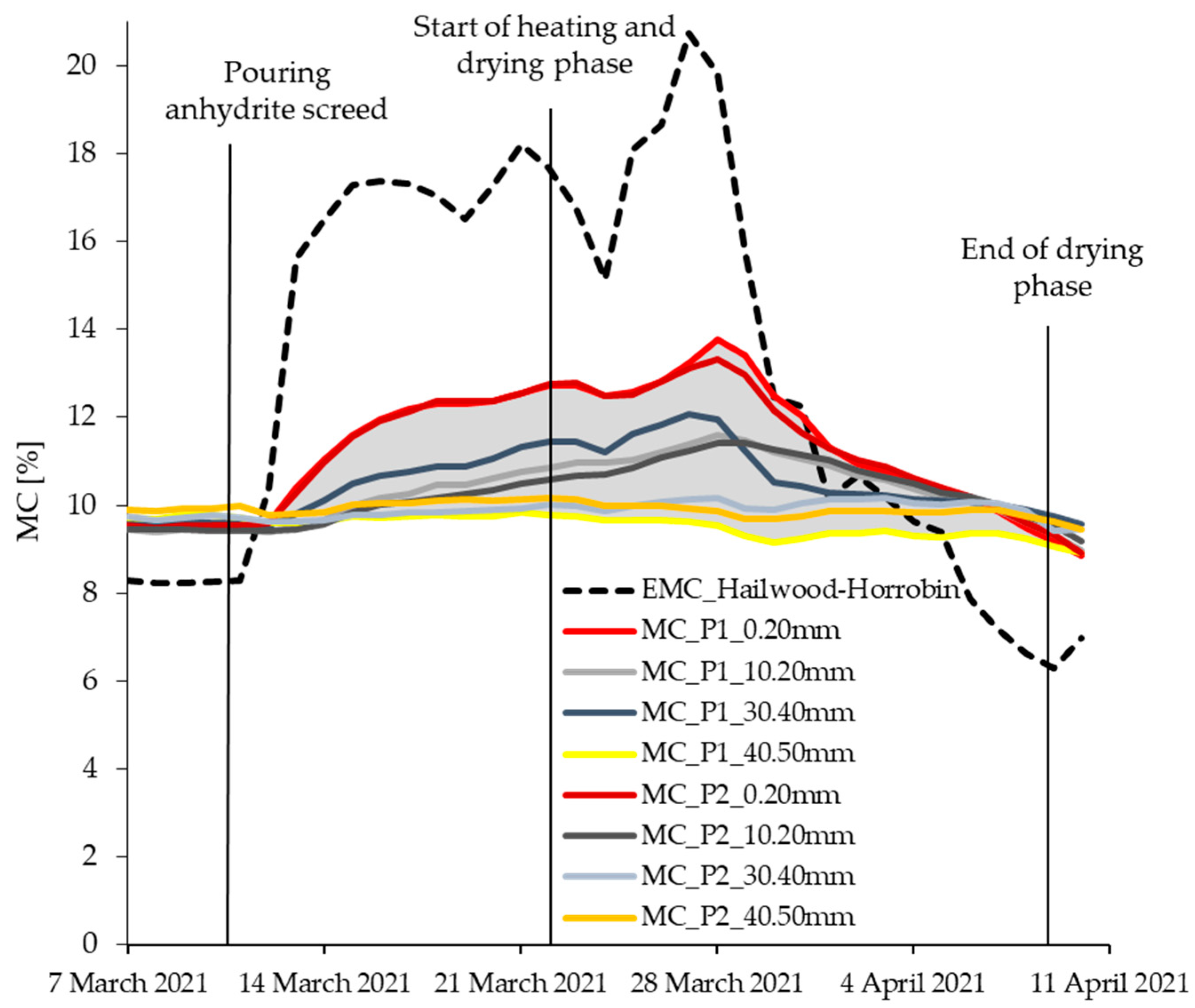
2.2. Monitoring Experiment of Beech Glued Laminated Timber in Varying Ambient Climates
- Day 1: Pouring the anhydrite screed
- Day 3: First ventilation after 48 h, afterwards 1–3 × daily ventilation (each 10–15 min, weekdays)
- Day 7: Start the heating program 7 days after pouring the anhydrite screed
- Day 7–10: Heat-up phase up to 25 °C
- Day 11–18: Increase the room temperature by 5 °C/day until 45 °C was reached
- Day 19–32: Maintain a constant room temperature of 45 °C (±5 °C) for 14 days
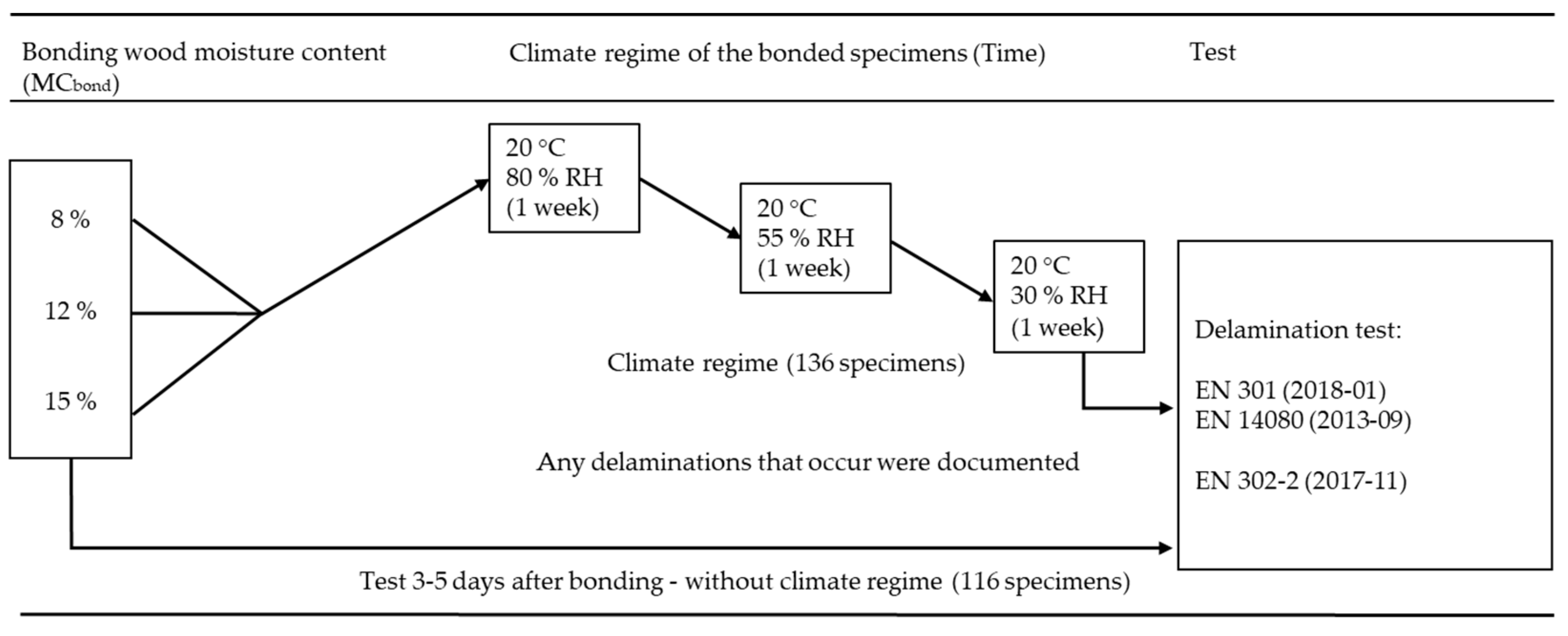
2.3. Manufacture of Finger-Jointed Delamination Specimens and Testing under Varying Ambient Climates
3. Results and Discussion
3.1. Monitoring of Climatic Conditions and Changes in Wood Moisture Content
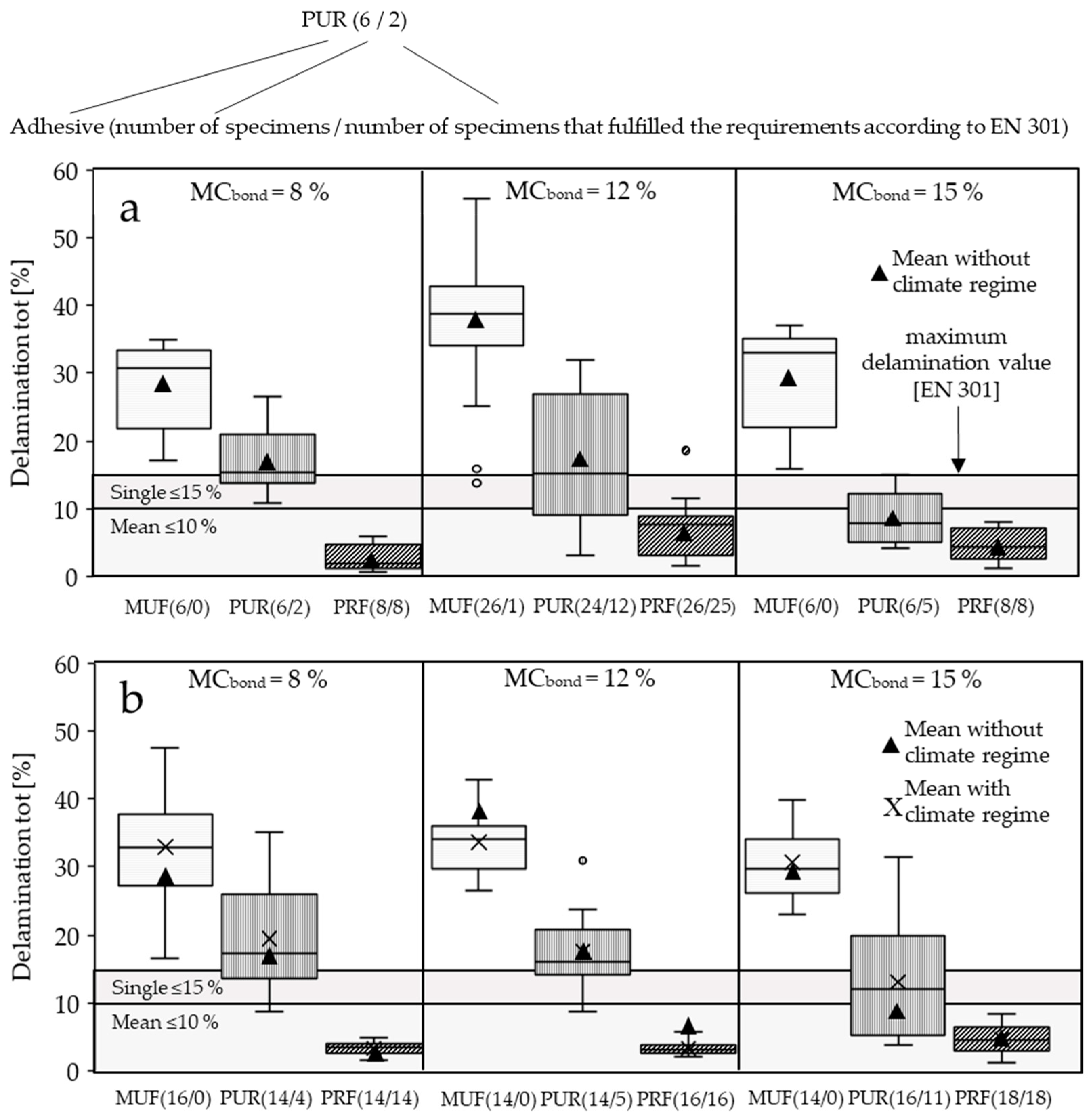
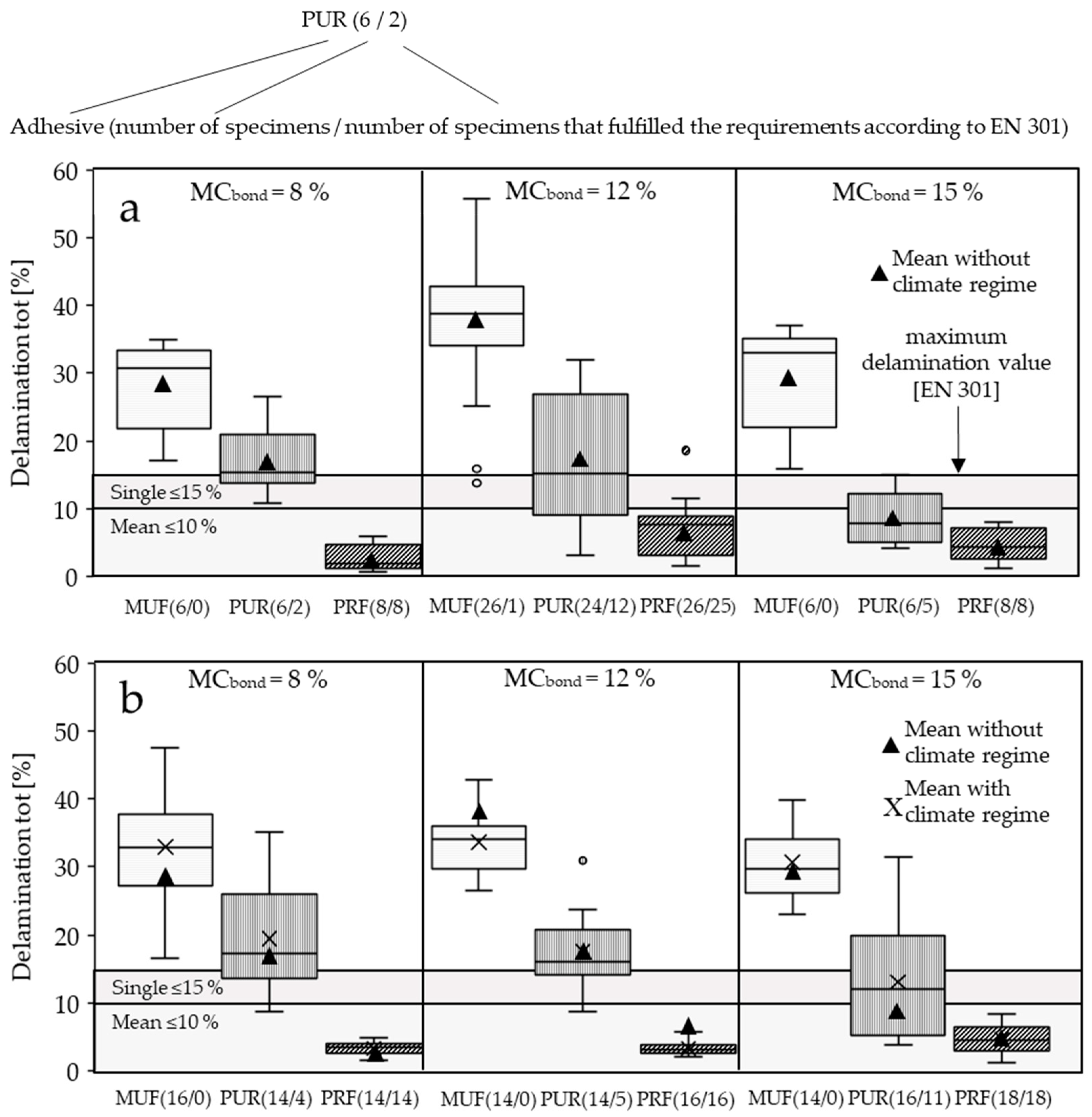
3.2. Delamination Resistance of Beech Finger-Joints in Varying Ambient Climates
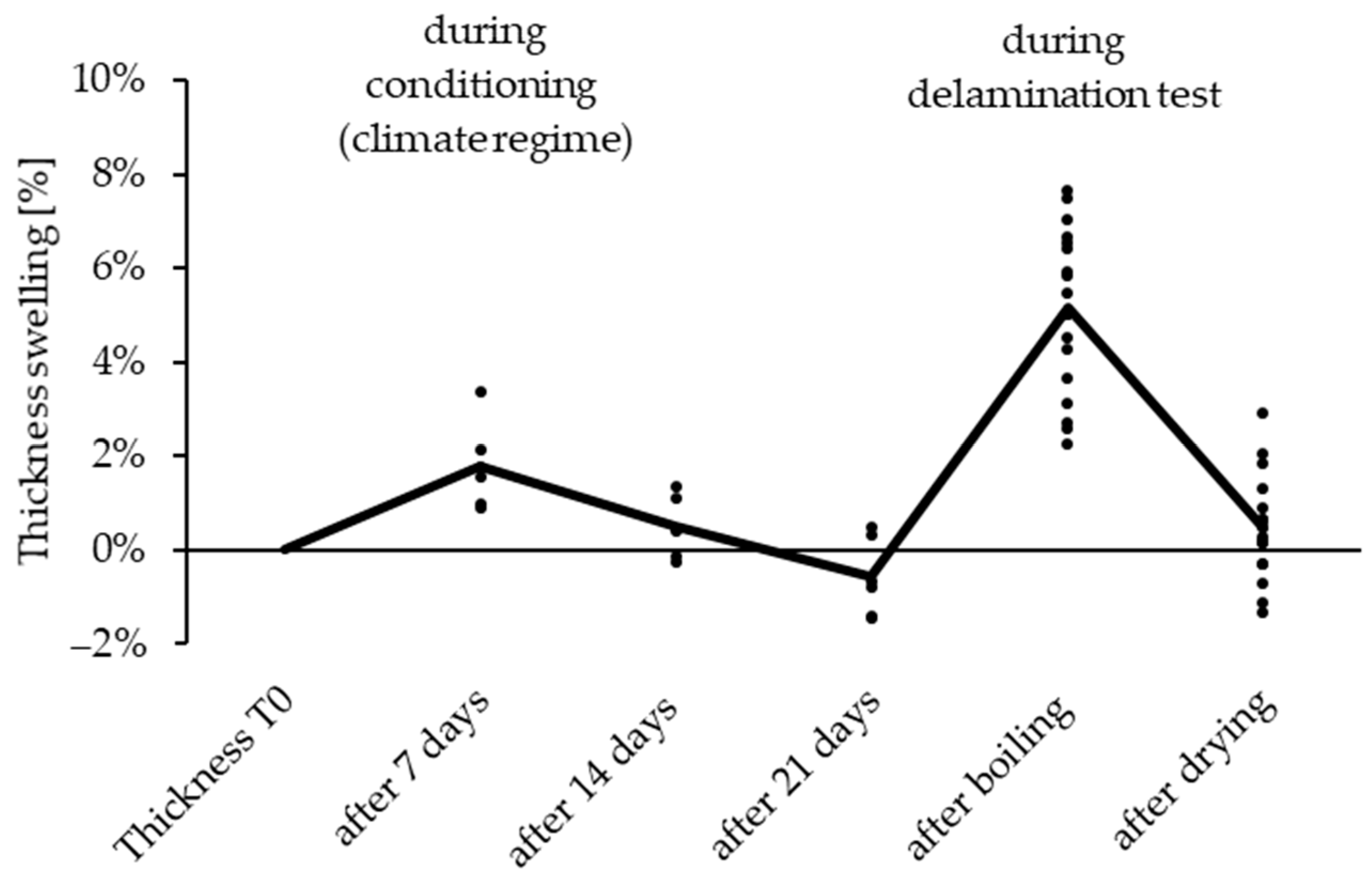
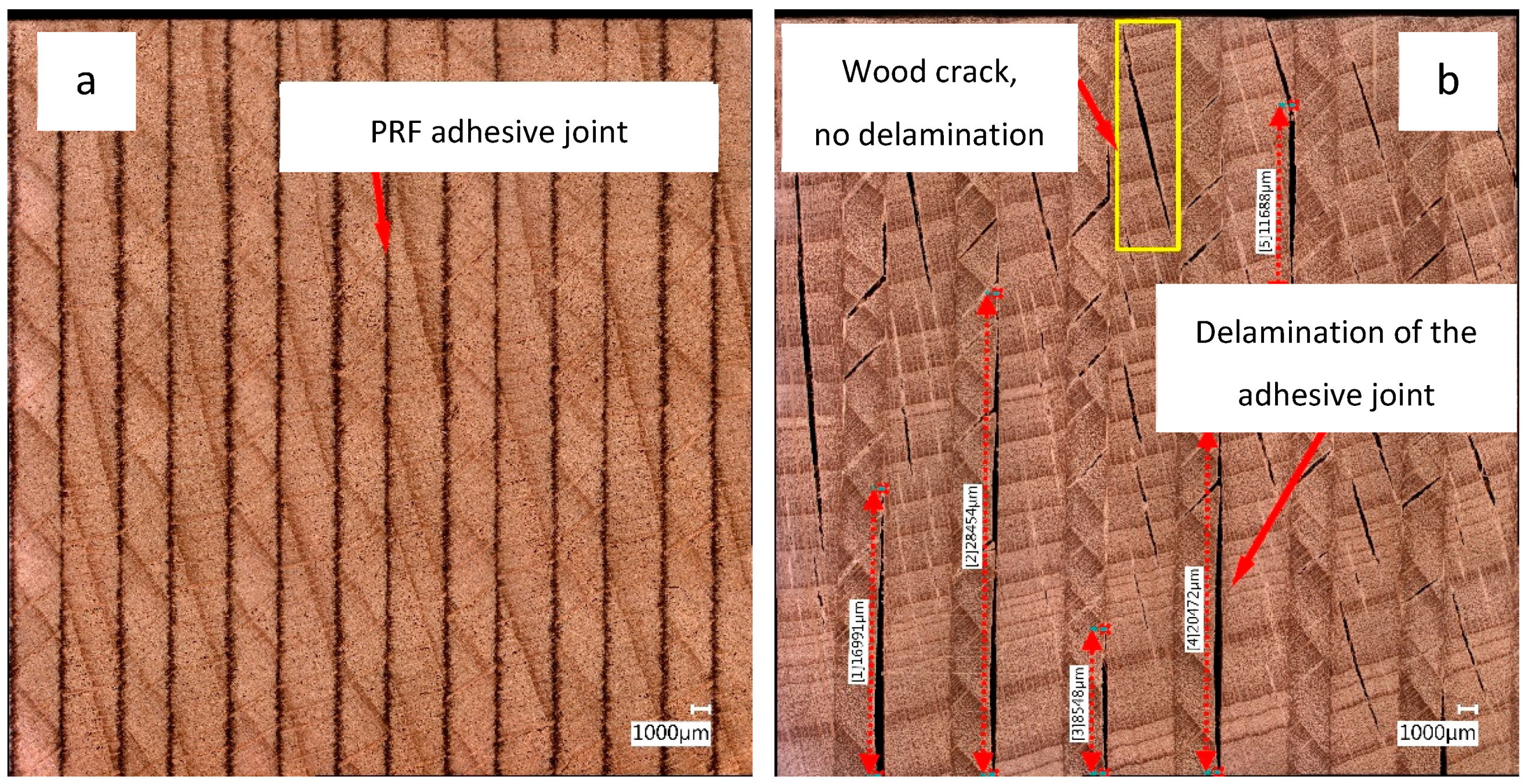
3.3. Effect of the Test Procedures on the Change in Thickness of the Delamination Specimens
4. Conclusions and Outlook
- In beech glulam, the monitoring experiment showed a clear MC gradient between the inner and near-surface wood. In particular, the outer layers of the glulam and the finger-joints located there are directly exposed to the moisture changes. In the outer layers, the beech wood reacted quickly to moisture changes in the ambient conditions;
- In the course of the three-week alternating climate regime, there are sometimes major delaminations of the finger-joint bonding. The adhesive systems used showed approximately the same delamination resistance after the alternating climate regime;
- PRF-bonded beech finger-joints fulfilled the requirements of EN 301 (2018) [4]. A high proportion of the specimens bonded with PUR were also able to pass the standard requirements at high MCbond.
- The load on wood adhesives in a practical construction application (at least initially) is different from that in a standardised performance test for the classification of adhesive systems (delamination test according to EN 301 (2018) [4]);
- The results show that delamination resistance remains a critical key property for the realisation of glulam made of beech wood;
- More elastic adhesive systems can have an advantage over more brittle systems in the case of moisture-related dimensional changes;
- The bonding performance of the adhesive systems is dependent on the bonding parameters, as determined here for PUR and MCbond;
- The influence of a long-term alternating climate regime on the properties of finger-joint bonding is to be investigated;
- It is to be examined whether the annual ring orientation of the delamination specimens has an influence on the delamination of the bonding.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dietsch, P.; Gamper, A.; Merk, M.; Winter, S. Monitoring Building Climate and Timber Moisture Gradient in Large-Span Timber Structures. J. Civil. Struct. Health Monit. 2015, 5, 153–165. [Google Scholar] [CrossRef]
- Schaffrath, J. Untersuchungen zu Feuchtetransportvorgängen und Feuchteinduzierten Verformungen Sowie Spannungen Bei Betrachtung Verschiedener Holzarten und Unterschiedlicher Klimatischer Randbedingungen [Investigations into Moisture Transport Processes and Moisture-Induced Deformation as well as Stresses when Considering Different Wood Species and Different Climatic Boundary Conditions]. Ph.D. Thesis, Technische Universität München, München, Germany, 2015. [Google Scholar]
- Knauf, M.; Frühwald, A. Laubholz-Produktmärkte aus Technisch-Wirtschaftlicher und Marktstruktureller Sicht [Hardwood Product Markets from a Technical-Economic and Market Structure Perspective]; Fachagentur Nachwachsende Rohstoffe e.V.: Gülzow-Prüzen, Germany, 2020; p. 44. [Google Scholar]
- EN 301:2018-01. Adhesives, Phenolic and Aminoplastic, for Load-Bearing Timber Structures—Classification and Performance Requirements; Beuth Verlag GmbH: Berlin, Germany, 2017. [Google Scholar]
- EN 14080:2013-09. Timber Structures—Glued Laminated Timber and Glued Solid Timber—Requirements; Beuth Verlag GmbH: Berlin, Germany, 2013. [Google Scholar]
- Aicher, S. European Hardwoods for the Building Sector (EU Hardwoods) Subproject 1; ERA-WoodWisdom; Universität Stuttgart-Otto Graf Institut-Materialprüfungsanstalt: Stuttgart, Germany, 2018; p. 117. [Google Scholar]
- Konnerth, J.; Kluge, M.; Schweizer, G.; Miljković, M.; Gindl-Altmutter, W. Survey of selected adhesive bonding properties of nine European softwood and hardwood species. Eur. J. Wood Prod. 2016, 74, 809–819. [Google Scholar] [CrossRef] [Green Version]
- Volkmer, T.; Lehmann, M.; Clerc, G. Brettschichtholz aus Buche: Keilzinkenverbindung und Flächenverklebung [Glulam Made of Beech: Finger-Jointing and Surface Bonding]; 23rd International Timber Construction Forum: Innsbruck, Austria, 2017; p. 12. [Google Scholar]
- Frihart, C.R. Adhesive groups and how they relate to the durability of bonded wood. J. Adhes. Sci. Technol. 2009, 23, 601–617. [Google Scholar] [CrossRef]
- Hänsel, A.; Sandak, J.; Sandak, A.; Mai, J.; Niemz, P. Selected previous findings on the factors influencing the gluing quality of solid wood products in timber construction and possible developments: A review. Wood Mater. Sci. Eng. 2021, 1–12. [Google Scholar] [CrossRef]
- Niemz, P. Eignung verschiedener Laubhölzer für den Holzbau [Suitability of different hardwoods for timber construction]. Holz-Zentralblatt 2020, No 4, 71–72. [Google Scholar]
- Arnold, M.; Risi, W.; Steiger, R. Qualitätskontrolle der Flächenverklebung bei Brettschichtholz aus Laubholz [Quality Control of Surface Bonding for Glulam Made of Hardwood]; Empa Material Science and Technology: Dübendorf, Switzerland, 2017. [Google Scholar]
- Niemz, P.; Sonderegger, W.U. Holzphysik: Physik des Holzes und der Holzwerkstoffe [Wood Physics: Physics of Wood and Wood-Based Materials]; Fachbuchverlag Leipzig im Carl Hanser Verlag: München, Gemany, 2017; ISBN 978-3-446-44526-0. [Google Scholar]
- Jakes, J.E.; Frihart, C.R.; Hunt, C.G.; Yelle, D.J.; Plaza, N.Z.; Lorenz, L.F.; Ching, D.J. Integrating multiscale studies of adhesive penetration into wood. For. Prod. J. 2018, 68, 340–348. [Google Scholar] [CrossRef]
- Hailwood, A.J.; Horrobin, S. Absorption of water by polymers: Analysis in terms of a simple model. Trans. Faraday Soc. 1946, 42, 84–92. [Google Scholar] [CrossRef]
- EN 302-2:2017-11. Adhesives for Load-Bearing Timber Structures—Test Methods—Part 2: Determination of Resistance to Delamination; Beuth Verlag GmbH: Berlin, Germany, 2017. [Google Scholar]
- Angst-Nicollier, V. Moisture Induced Stresses in Glulam—Effect of Cross Section Geometry and Screw Reinforcement. Ph.D. Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2012. [Google Scholar]
- Häglund, M. Varying moisture content and eigen-stresses in timber elements. Wood Mater. Sci. Eng. 2008, 3, 38–45. [Google Scholar] [CrossRef]
- Jönsson, J. Internal stresses in the cross-grain direction in glulam induced by climate variations. Holzforschung 2004, 58, 154–159. [Google Scholar] [CrossRef]
- Colling, F. Tragfähigkeit von Biegeträgern aus Brettschichtholz in Abhängigkeit von den festigkeitsrelevanten Einflussgrößen [Load-Bearing Capacity of Glulam Beams as a Function of the Strength-Relevant Influencing Variables]. Ph.D. Thesis, Universität Fridericiana zu Karlsruhe, Karlsruhe, Germany, 1990. [Google Scholar]
- Keylwerth, R. Einfache Kontrollmessung bei der Holztrocknung [Simple control measurement during wood drying]. Holz-Zent. 1949, 75, 307–309. [Google Scholar]
- Brandmair, A.; Clauß, S.; Haß, P.; Niemz, P. Verklebung von Laubhölzern mit 1K-PUR-Klebstoffen für den Holzbau [Bonding of hardwoods with 1C PUR adhesives for timber construction]. Bauphysik 2012, 34, 210–216. [Google Scholar] [CrossRef]
- Bockel, S.; Harling, S.; Grönquist, P.; Niemz, P.; Pichelin, F.; Weiland, G.; Konnerth, J. Characterization of wood-adhesive bonds in wet conditions by means of nanoindentation and tensile shear strength. Eur. J. Wood Prod. 2020, 78, 449–459. [Google Scholar] [CrossRef] [Green Version]
- Kägi, A.; Niemz, P.; Mandallaz, D. Influence of moisture content and selected technological parameters on the adhesion of one-part polyurethane adhesives under extreme climatical conditions. Eur. J. Wood Prod. 2006, 64, 261–268. [Google Scholar] [CrossRef] [Green Version]
- Holzforschung München. Forschungsprojekt SicherHolzKleben—Optimierung von 1K-PUR-Verklebungen Dauerhafter und Hochfester Holzarten [Research Project SicherHolzKleben—Optimisation of 1K-PUR Bonding of Durable and High-Strength Wood Species]; FISA—Information System for Agriculture and Food Research: Bonn, Germany, 2021. [Google Scholar]
- Hass, P.; Wittel, F.K.; Mendoza, M.; Herrmann, H.J.; Niemz, P. Adhesive penetration in beech wood: Experiments. Wood Sci. Technol. 2012, 46, 243–256. [Google Scholar] [CrossRef]
- Konnerth, J.; Harper, D.; Lee, S.-H.; Rials, T.G.; Gindl, W. Adhesive penetration of wood cell walls investigated by scanning thermal microscopy (SThM). Holzforschung 2008, 62, 91–98. [Google Scholar] [CrossRef]
- Frihart, C.R. Adhesive bonding and performance testing of bonded wood products. J. ASTM Int. 2005, 2, 12. [Google Scholar] [CrossRef] [Green Version]
- Dunky, M.; Niemz, P. Holzwerkstoffe Und Leime: Technologie und Einflussfaktoren [Wood-Based Materials and Glues: Technology and Influencing Factors]; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-55938-9. [Google Scholar]
- Ammann, S.; Schlegel, S.; Beyer, M.; Aehlig, K.; Lehmann, M.; Jung, H.; Niemz, P. Quality assessment of glued ash wood for construction engineering. Eur. J. Wood Prod. 2016, 74, 67–74. [Google Scholar] [CrossRef]
- Knorz, M. Investigation of Structurally Bonded Ash (Fraxinus excelsior L.) as Influenced by Adhesive Type and Moisture. Ph.D. Thesis, Technische Universität München, Weihenstephan, Germany, 2015. [Google Scholar]
- Schmidt, M.K. Die Verklebung von Buchenholz für tragende Holzbauteile unter Besonderer Berücksichtigung der Farbverkernung [The Bonding of Beech Wood for Load-Bearing Timber Construction Elements with Special Consideration of Colour Coring]. Ph.D. Thesis, Technische Universität München, München, Germany, 2013. [Google Scholar]
- Ohnesorge, D.; Richter, K.; Becker, G. Influence of wood properties and bonding parameters on bond durability of European beech (Fagus sylvatica L.) glulams. Ann. For. Sci. 2010, 67, 601. [Google Scholar] [CrossRef] [Green Version]
- Aicher, S.; Reinhardt, H.-W. Delaminierungseigenschaften und Scherfestigkeiten von verklebten rotkernigen Buchenholzlamellen [Delamination properties and shear strengths of bonded red-core beech lamellae]. Holz. Roh. Werkst. 2007, 65, 125–136. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesive | MCbond (%) | c | a | b | c | a | b |
|---|---|---|---|---|---|---|---|
| Mean Delamtot [%] | Mean Delammax [%] | ||||||
| MUF | 8 | 2.0 (±1.5) | 28.3 (±6.2) | 33.0 (±8.3) | 14.4 (±10.4) | 47.4 (±3.7) | 48.3 (±4.7) |
| 12 | 1.9 (±2.0) | 37.8 (±9.1) | 33.7 (±4.8) | 14.6 (±9.4) | 49.3 (±2.3) | 47.8 (±5.4) | |
| 15 | 0.7 (±0.7) | 29.6 (±7.3) | 30.7 (±4.6) | 11.0 (±2.9) | 44.9 (±7.2) | 49.8 (±0.6) | |
| PUR | 8 | 3.0 (±2.1) | 17.0 (±4.9) | 19.5 (±7.3) | 16.9 (±11.9) | 46.0 (±7.9) | 40.6 (±10.2) |
| 12 | 1.6 (±1.6) | 17.3 (±9.2) | 17.6 (±5.3) | 18.1 (±16.8) | 39.9 (±12.1) | 42.6 (±7.9) | |
| 15 | 0.2 (±0.3) | 8.6 (±3.9) | 13.1 (±8.4) | 4.8 (±10.3) | 26.3 (±9.9) | 38.3 (±12.9) | |
| PRF | 8 | 0.4 (±0.6) | 2.6 (±1.9) | 3.4 (±1.0) | 11.7 (±17.6) | 8.8 (±3.9) | 18.7 (±16.1) |
| 12 | 0.6 (±0.7) | 6.7 (±3.7) | 3.3 (±1.0) | 13.1 (±16.6) | 25.7 (±13.6) | 20.7 (±15.1) | |
| 15 | 1.0 (±1.0) | 4.7 (±2.3) | 4.7 (±2.2) | 18.6 (±20.3) | 23.9 (±12.4) | 25.6 (±17.6) | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stolze, H.; Schuh, M.; Kegel, S.; Fürkötter-Ziegenbein, C.; Brischke, C.; Militz, H. Monitoring of Beech Glued Laminated Timber and Delamination Resistance of Beech Finger-Joints in Varying Ambient Climates. Forests 2021, 12, 1672. https://doi.org/10.3390/f12121672
Stolze H, Schuh M, Kegel S, Fürkötter-Ziegenbein C, Brischke C, Militz H. Monitoring of Beech Glued Laminated Timber and Delamination Resistance of Beech Finger-Joints in Varying Ambient Climates. Forests. 2021; 12(12):1672. https://doi.org/10.3390/f12121672
Chicago/Turabian StyleStolze, Hannes, Mathias Schuh, Sebastian Kegel, Connor Fürkötter-Ziegenbein, Christian Brischke, and Holger Militz. 2021. "Monitoring of Beech Glued Laminated Timber and Delamination Resistance of Beech Finger-Joints in Varying Ambient Climates" Forests 12, no. 12: 1672. https://doi.org/10.3390/f12121672
APA StyleStolze, H., Schuh, M., Kegel, S., Fürkötter-Ziegenbein, C., Brischke, C., & Militz, H. (2021). Monitoring of Beech Glued Laminated Timber and Delamination Resistance of Beech Finger-Joints in Varying Ambient Climates. Forests, 12(12), 1672. https://doi.org/10.3390/f12121672