
Utilization of Palm Oil Clinker as Cement Replacement Material


Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Type of Biomass | Quantity/Annum (Mt) |
|---|---|---|
| 1 | Empty fruit bunch (EFB) | 15.8 |
| 2 | Fronds | 12.9 |
| 3 | Mesocarp fibre (MF) | 9.6 |
| 4 | Trunk | 8.2 |
| 5 | Shell | 4.7 |
2. Experimental Programme
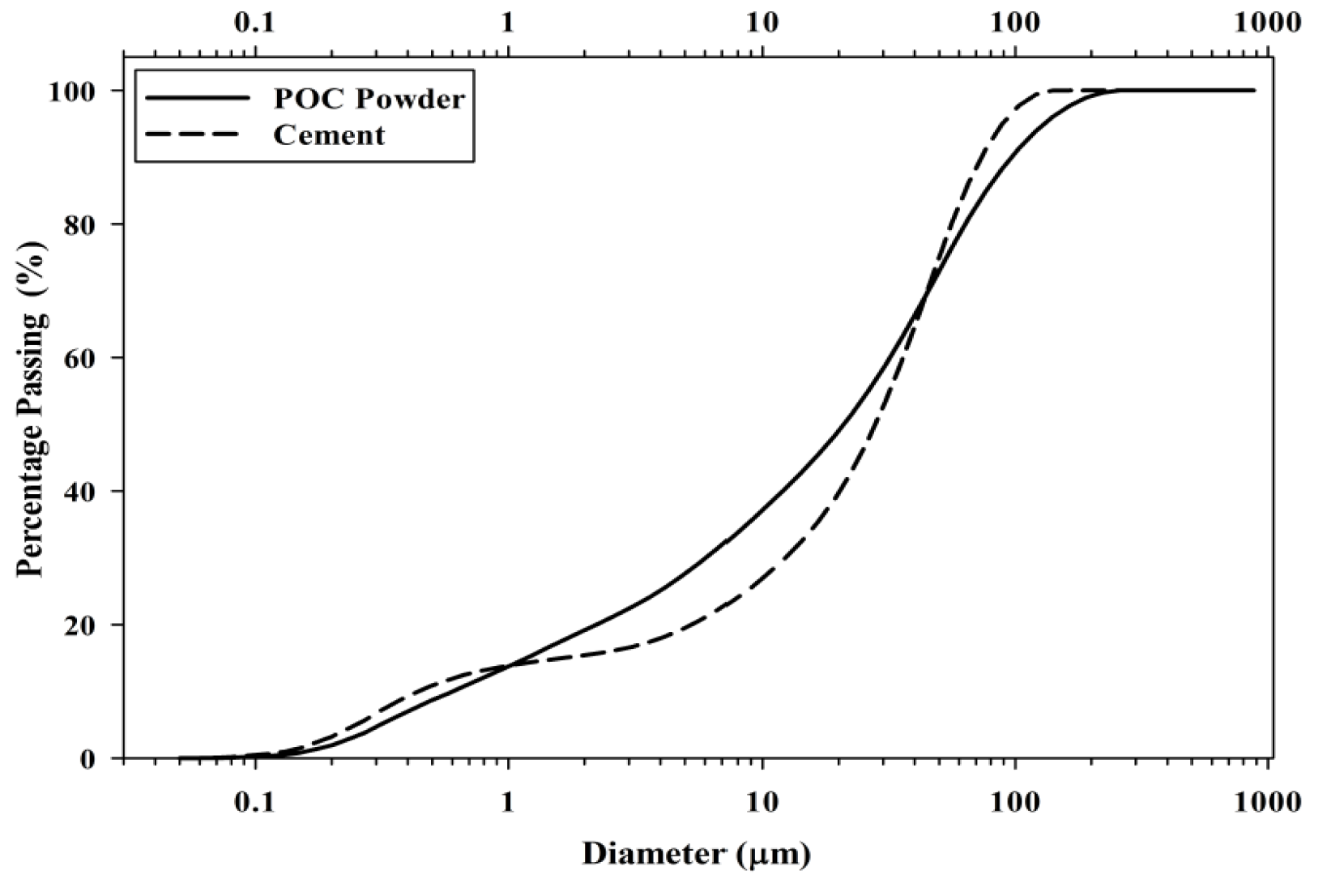
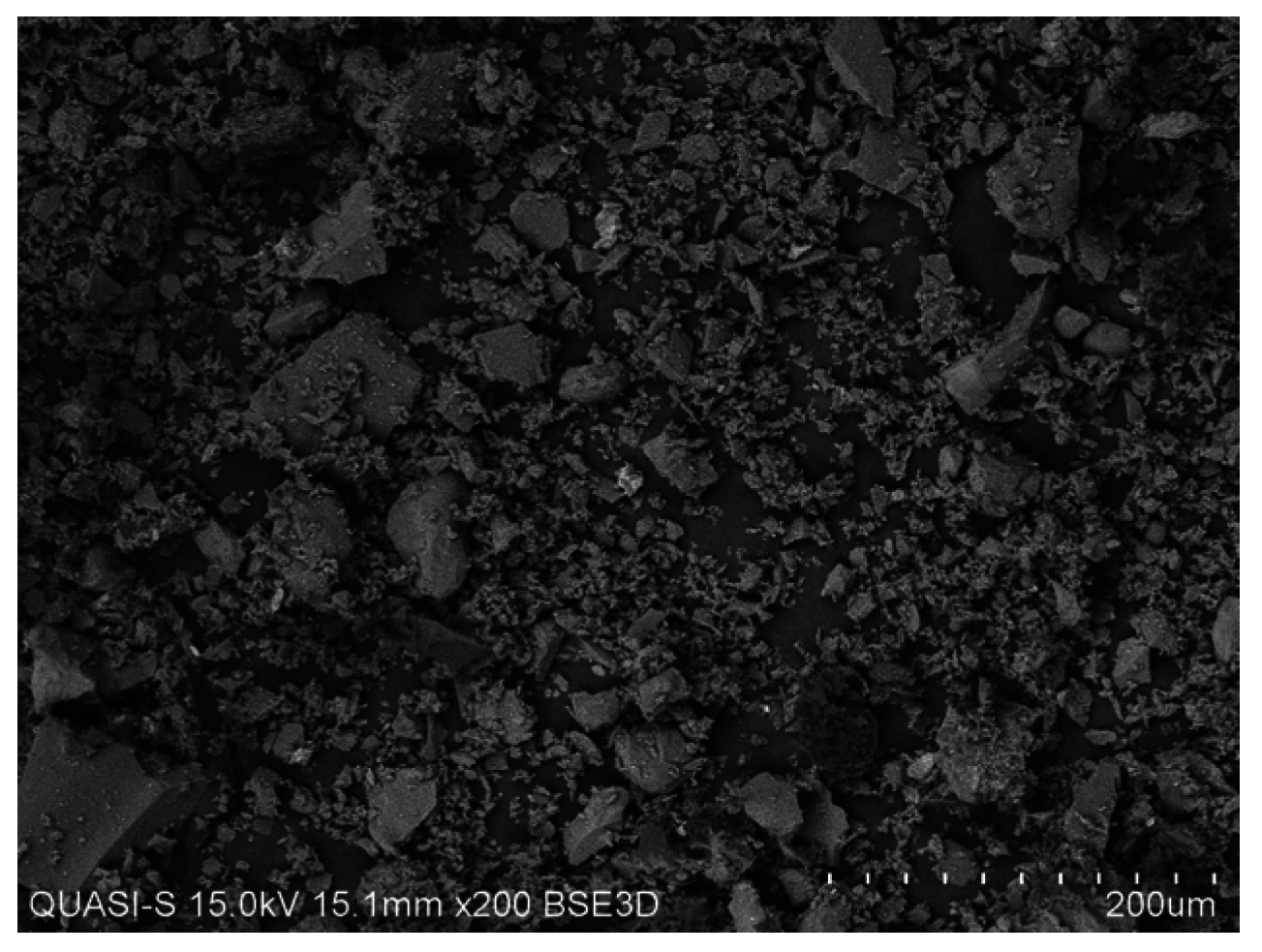
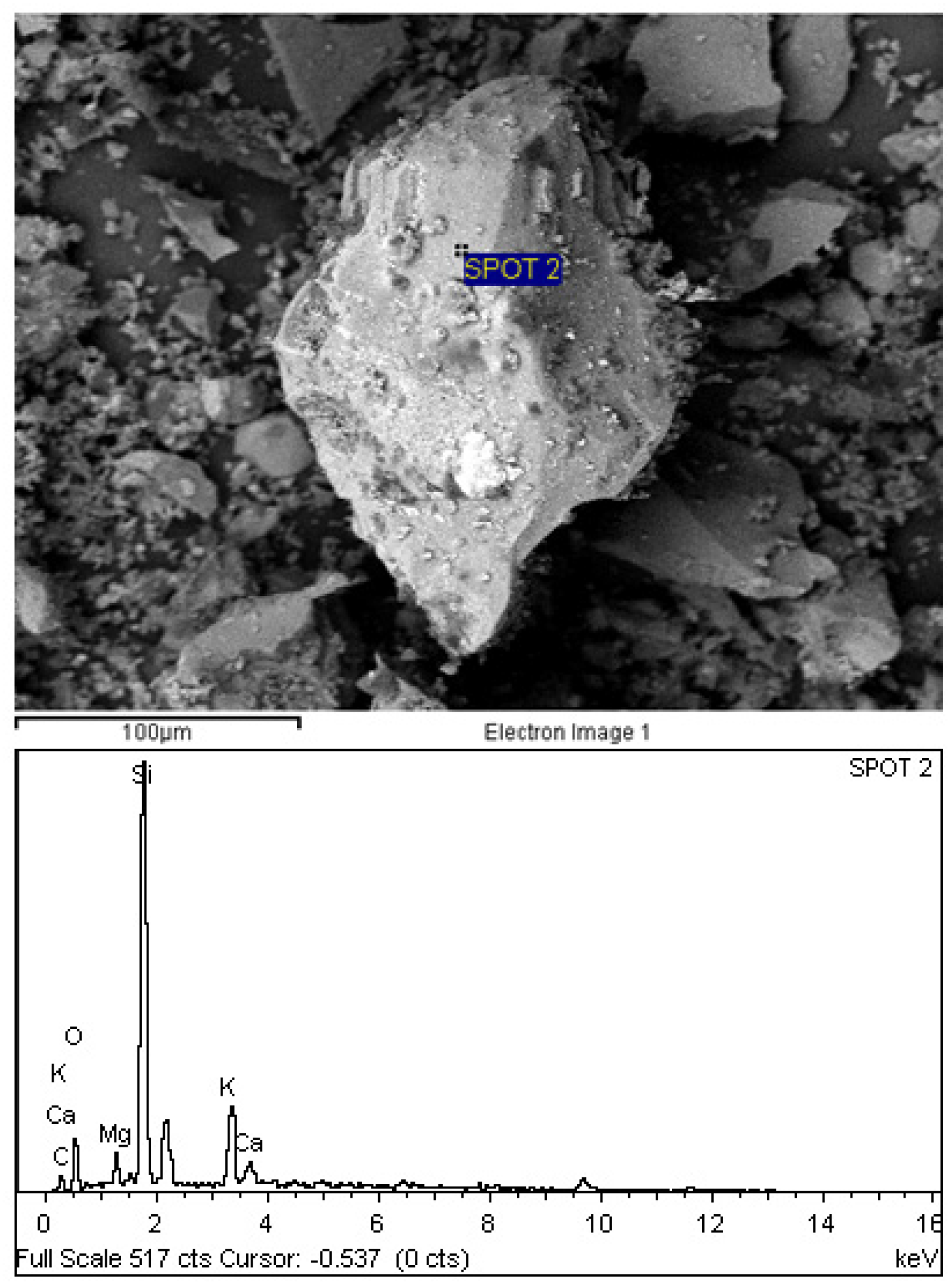
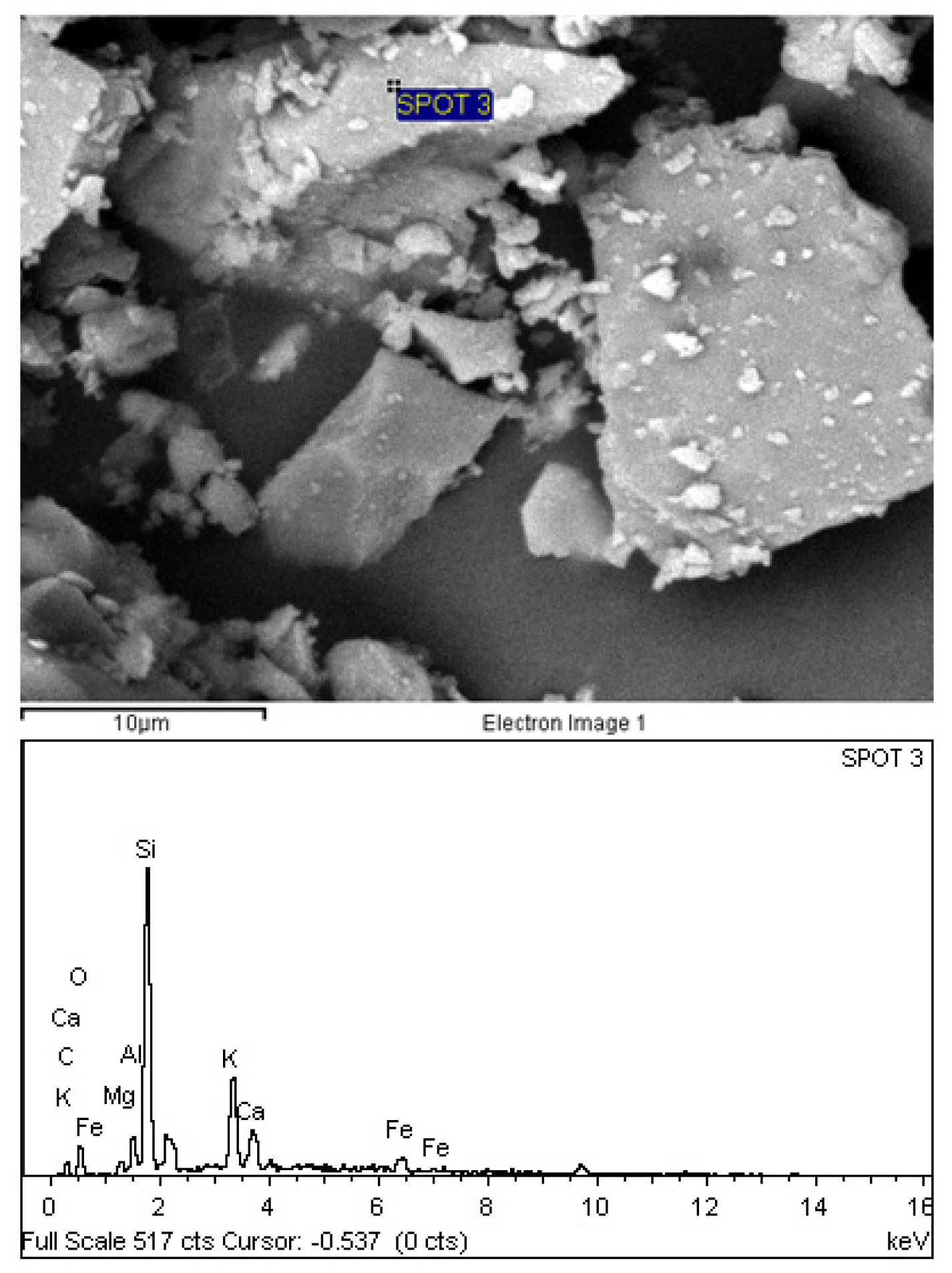
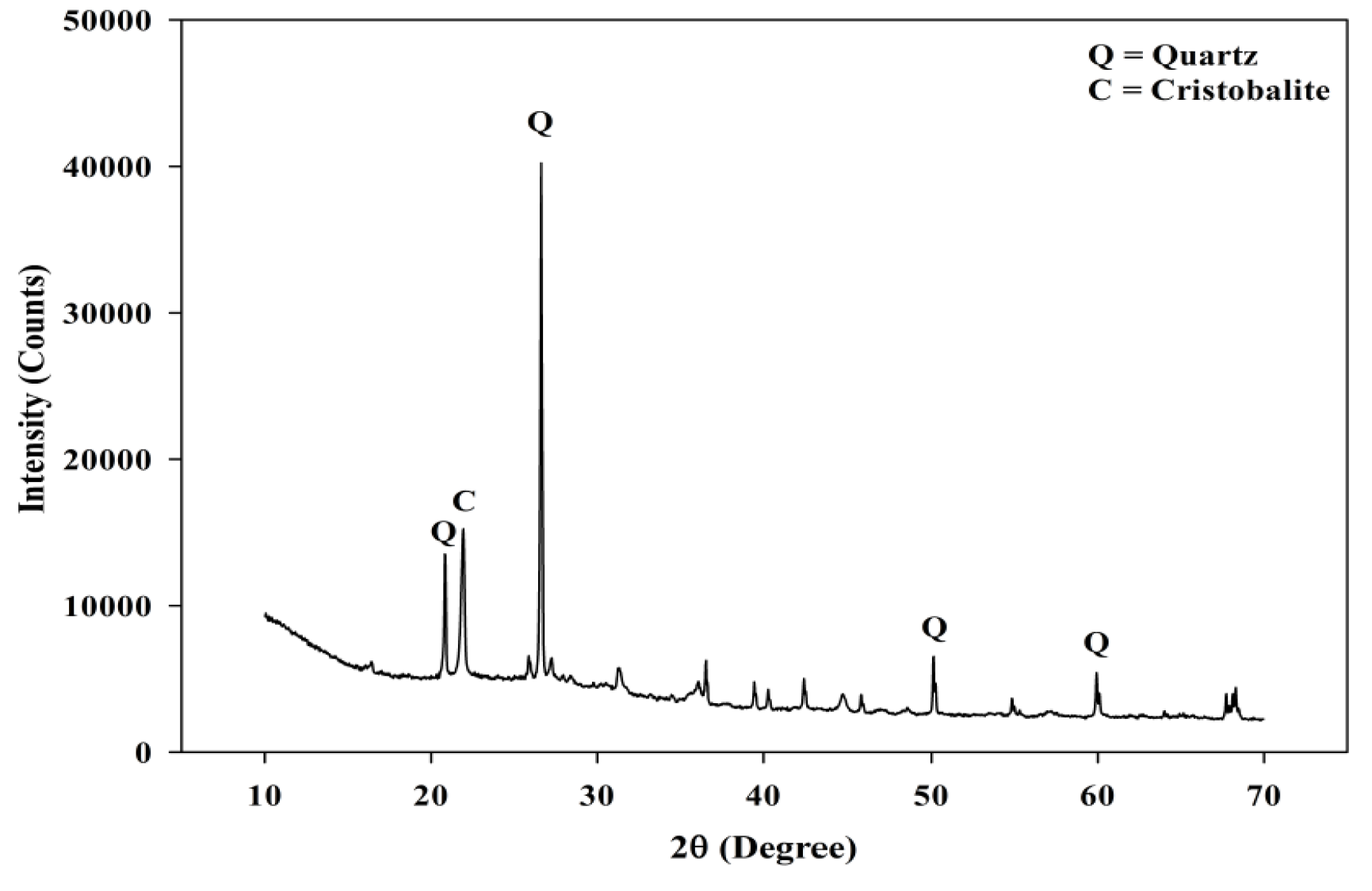
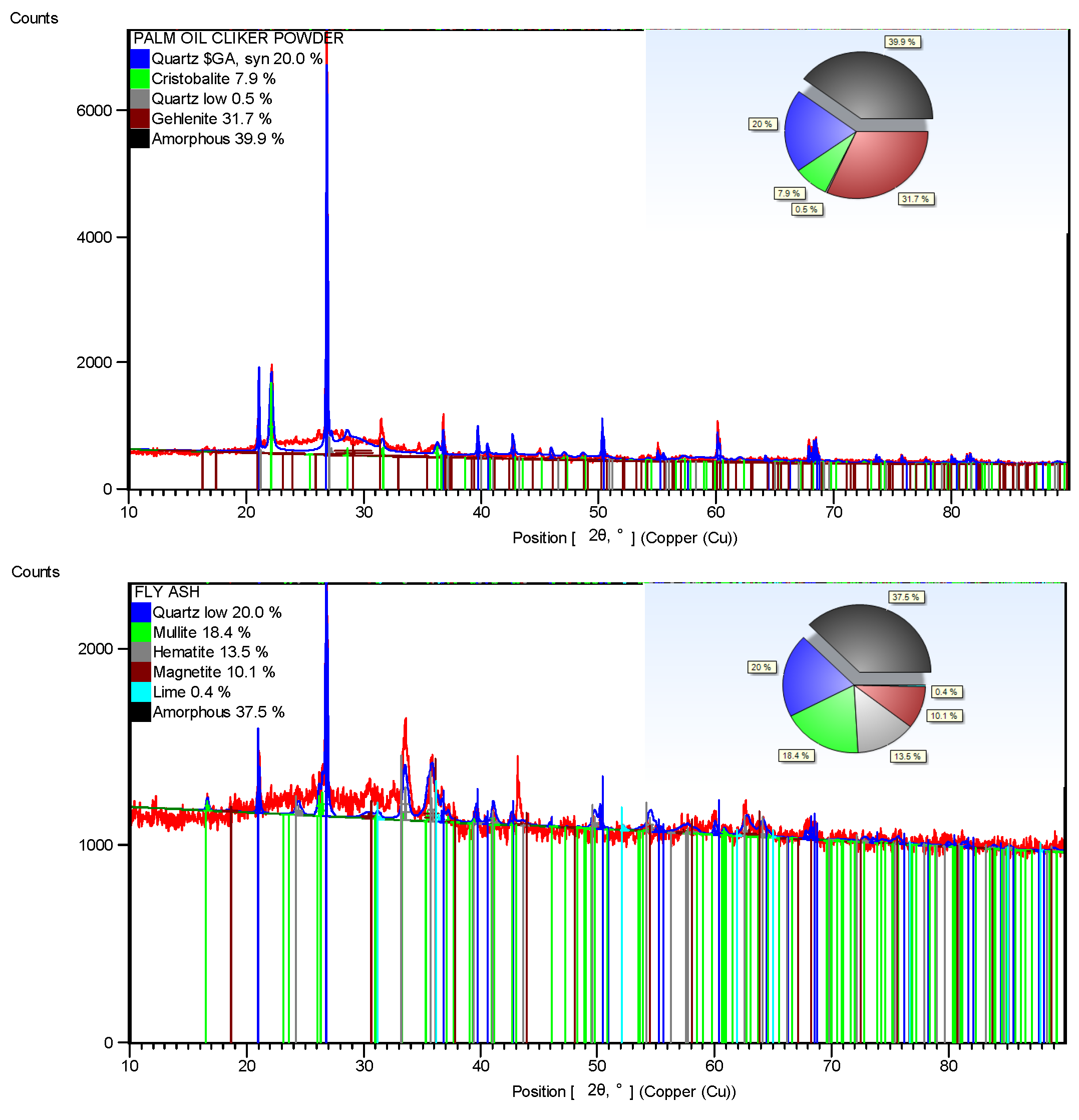
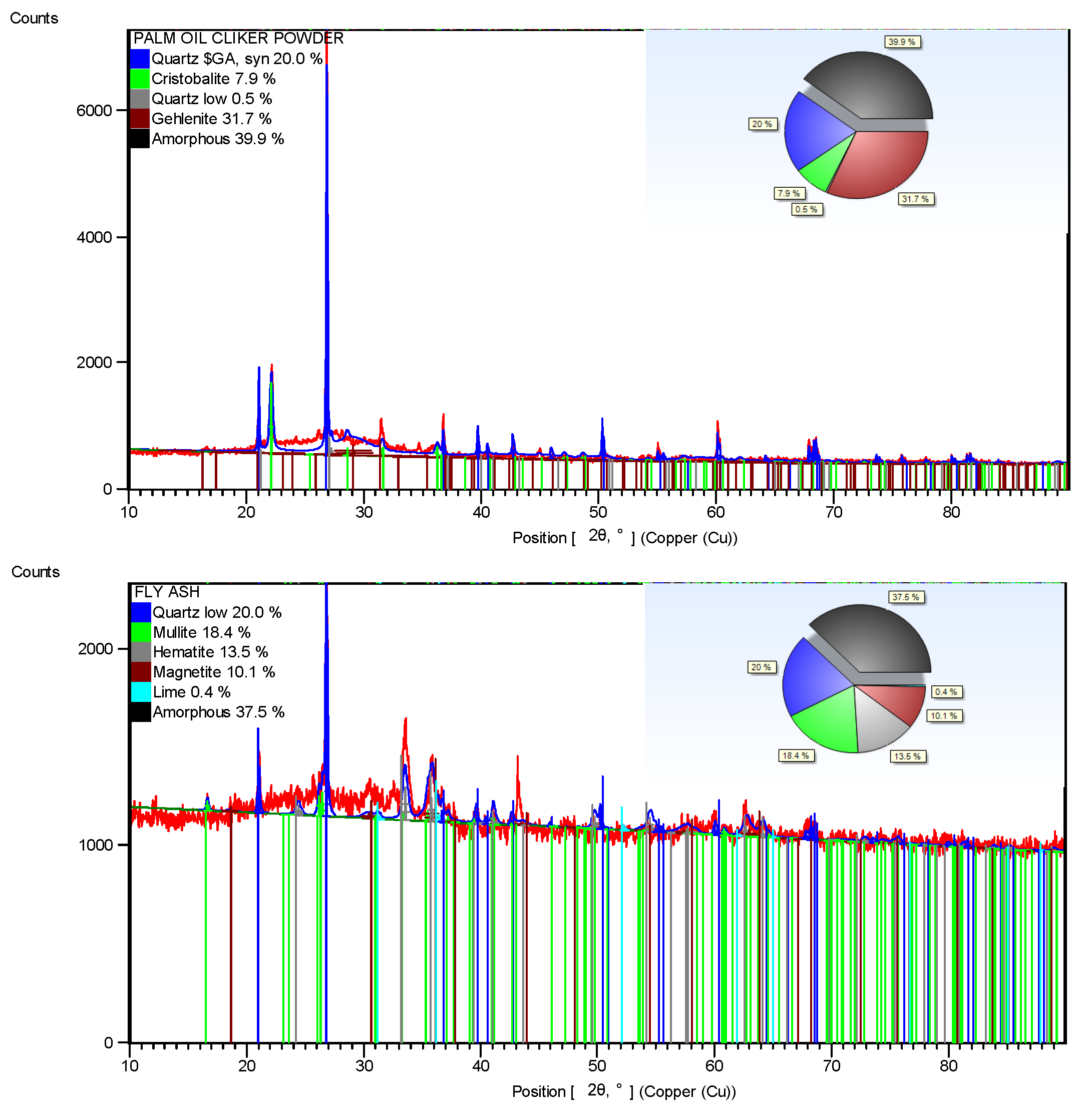
2.1. Material
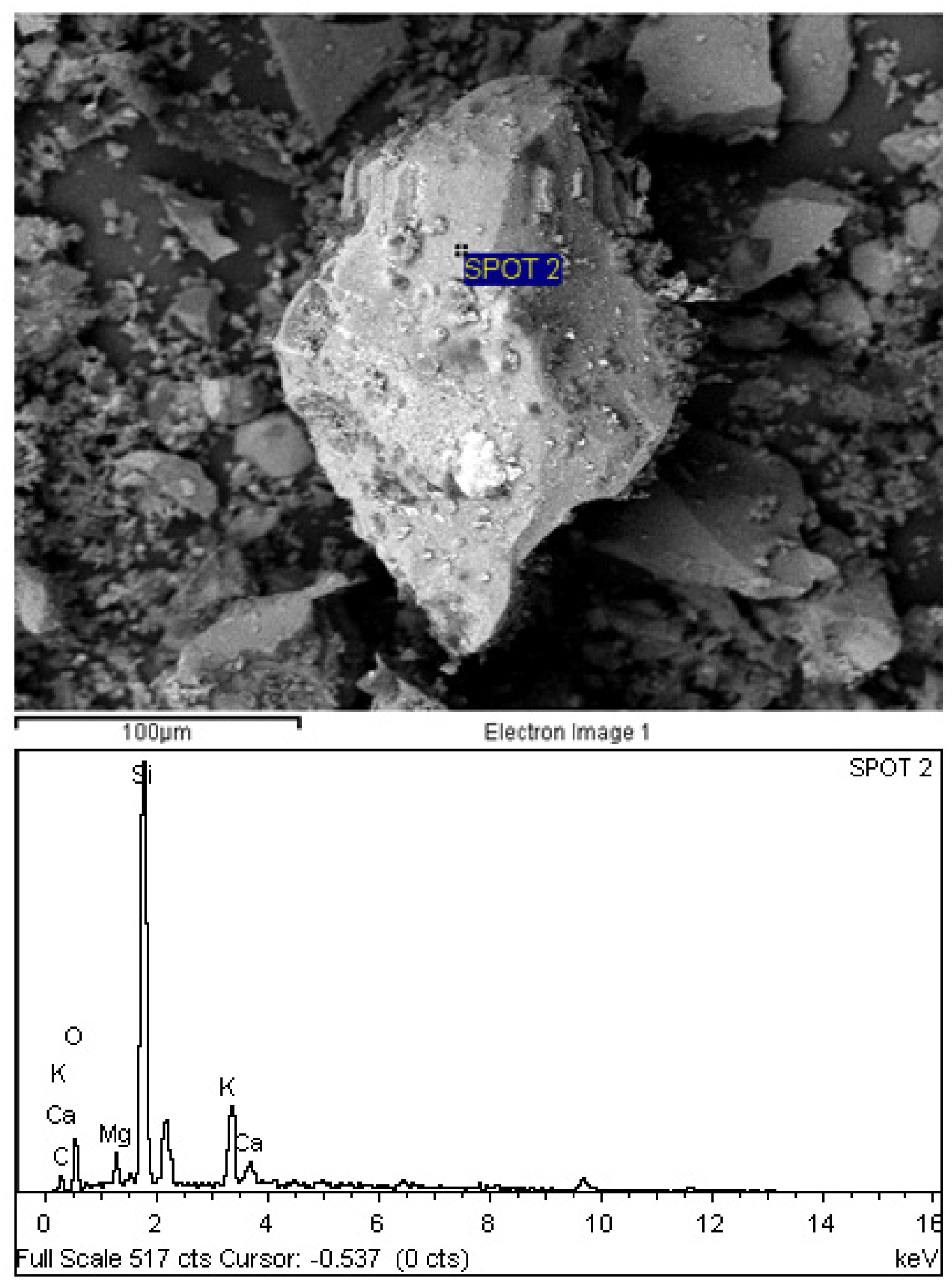
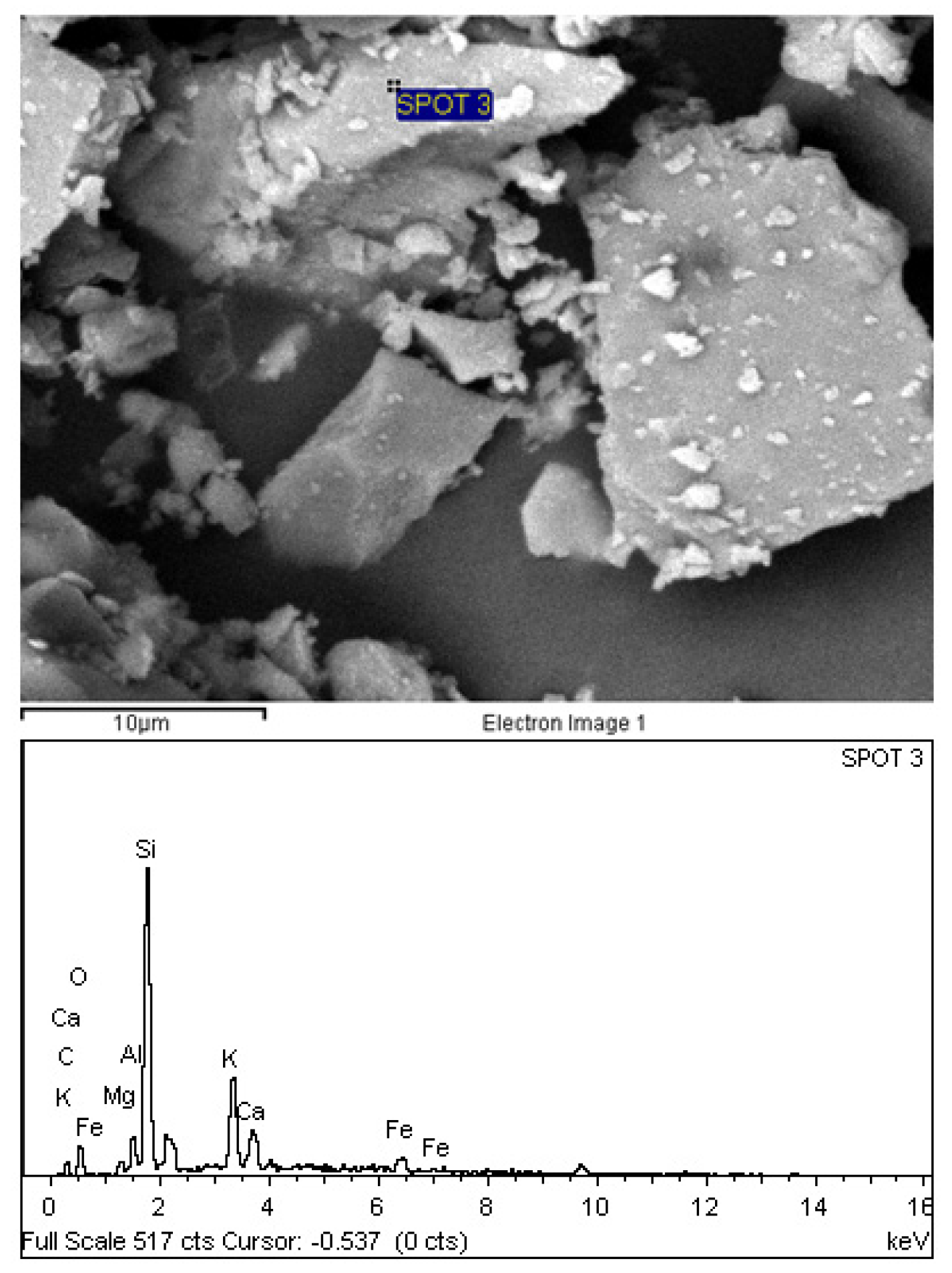
| Oxides | POC Powder | Cement |
|---|---|---|
| CaO | 6.37 | 64.00 |
| Al2O3 | 5.37 | 5.37 |
| K2O | 15.10 | 0.17 |
| MgO | 3.13 | 3.13 |
| SO3 | 2.60 | 2.61 |
| Na2O | 0.24 | 0.24 |
| P2O5 | 0.07 | 0.07 |
| SiO2 | 59.90 | 20.29 |
| Fe2O3 | 6.93 | 2.94 |
| Mn2O3 | 0.12 | 0.12 |
| TiO2 | 0.12 | 0.12 |
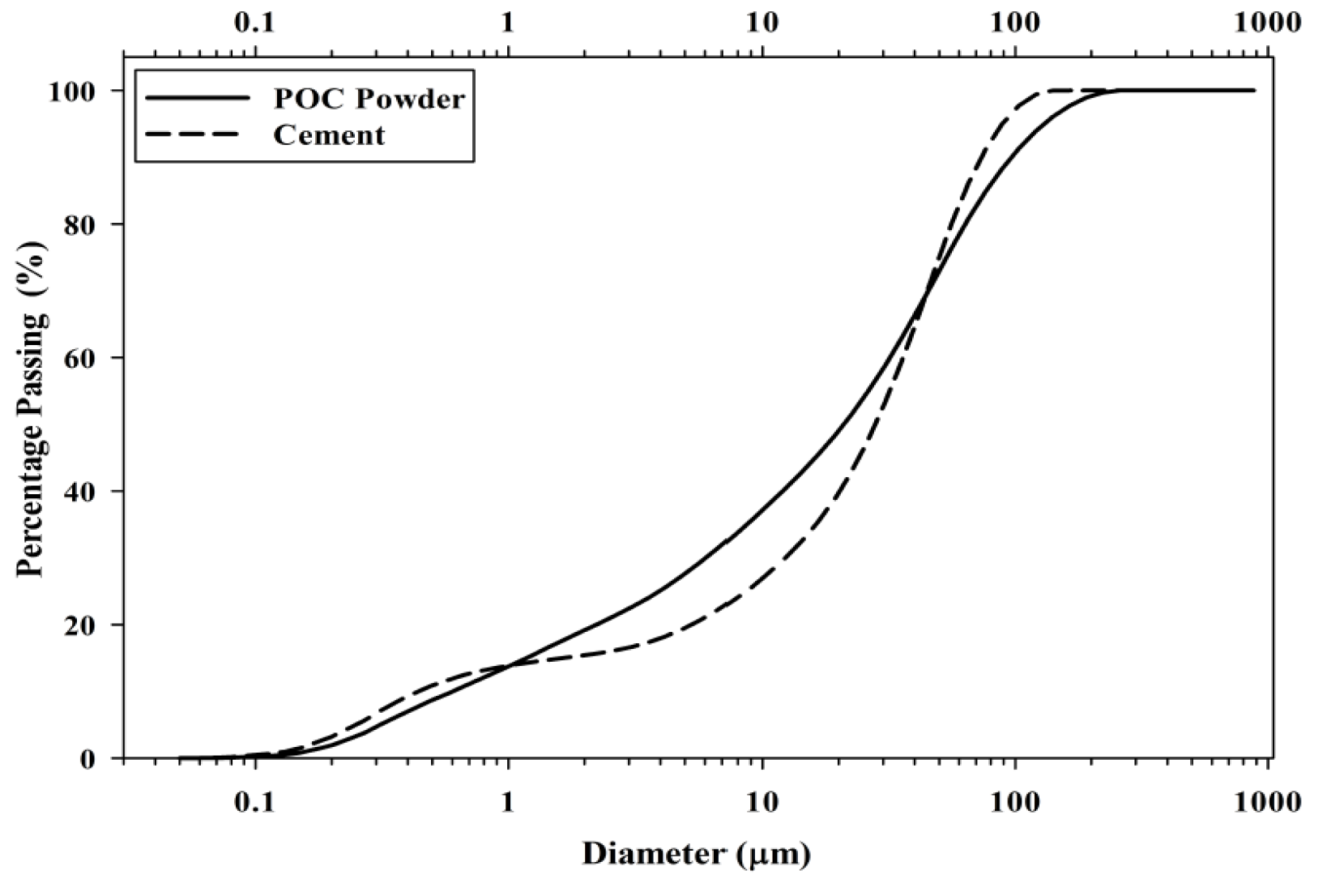
| Properties | Cement | POC Powder |
|---|---|---|
| Average size, D (v, 0.5) | 27.98 μm | 20.97 μm |
| Passing 10.48 μm (%) | 27.58 | 37.86 |
| Retained 10.48 μm, Passing 48.27 μm (%) | 45.80 | 34.05 |
| Retained 48.27 μm (%) | 26.62 | 28.09 |



2.2. Mix Proportion and Method
| Mix ID | Sand (kg/L) | Cement (kg/L) | POC Powder (kg/L) | W/B | Superplasticizer (SP) Dosage (%) |
|---|---|---|---|---|---|
| POC 0 | 1.14 | 0.91 | 0.00 | 0.29 | 0.50–0.80 |
| POC 5 | 1.14 | 0.86 | 0.05 | ||
| POC 10 | 1.14 | 0.81 | 0.09 | ||
| POC 15 | 1.14 | 0.76 | 0.13 | ||
| POC 20 | 1.14 | 0.71 | 0.18 | ||
| POC 30 | 1.14 | 0.62 | 0.26 | ||
| POC 40 | 1.14 | 0.52 | 0.35 | ||
| POC 50 | 1.14 | 0.43 | 0.43 |
3. Results and Discussion
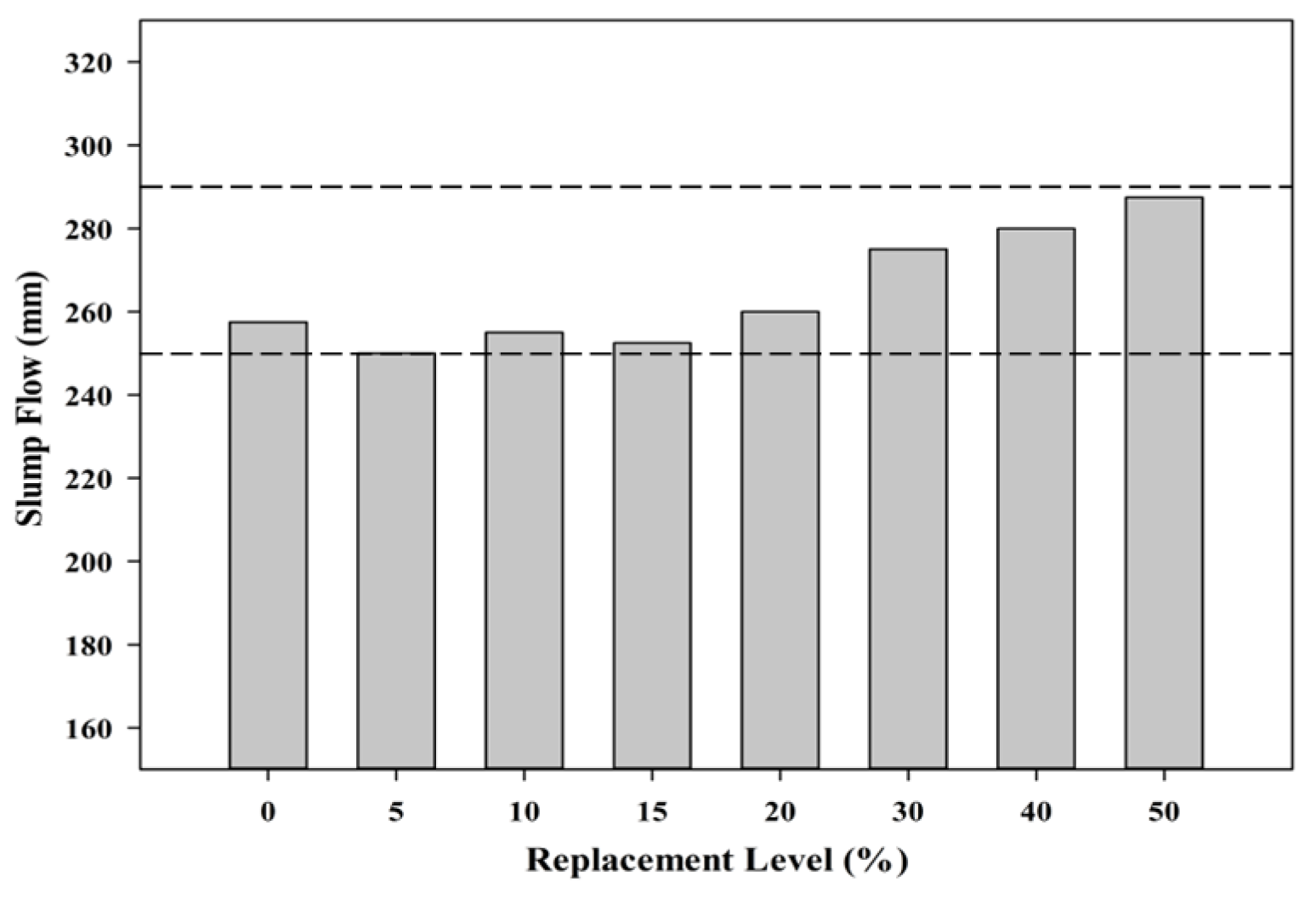
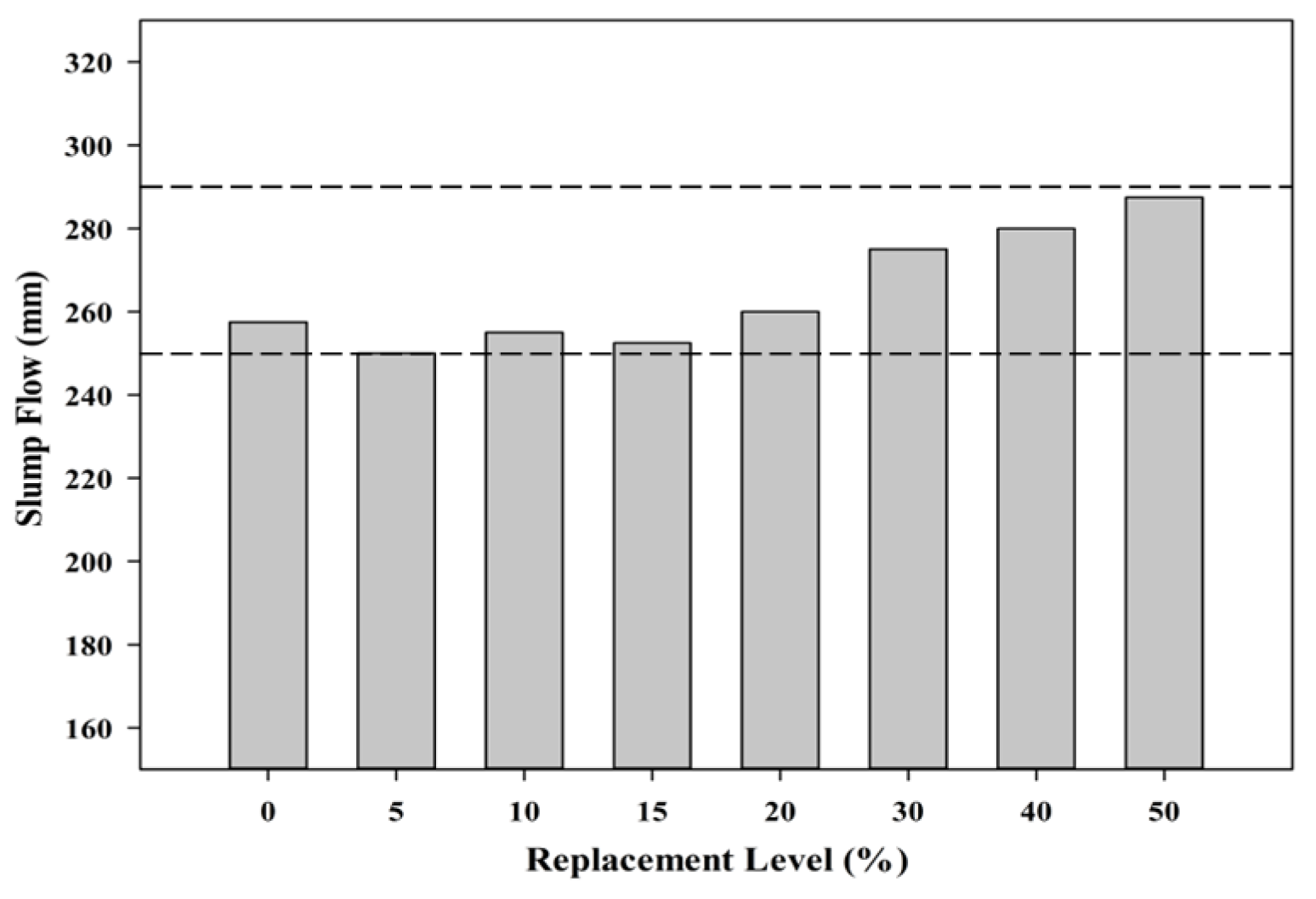
3.1. Fresh Properties
3.2. Hardened Properties
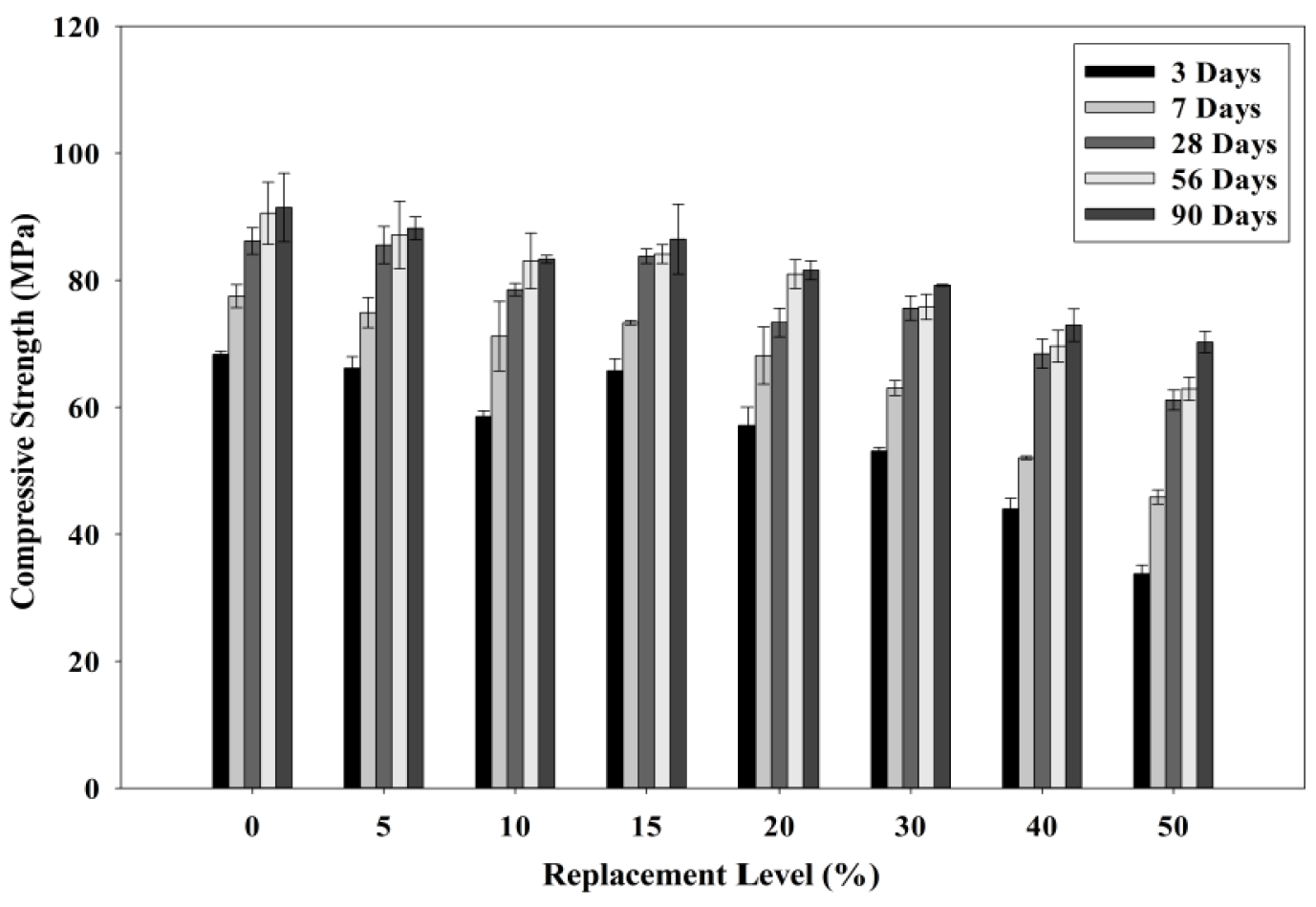
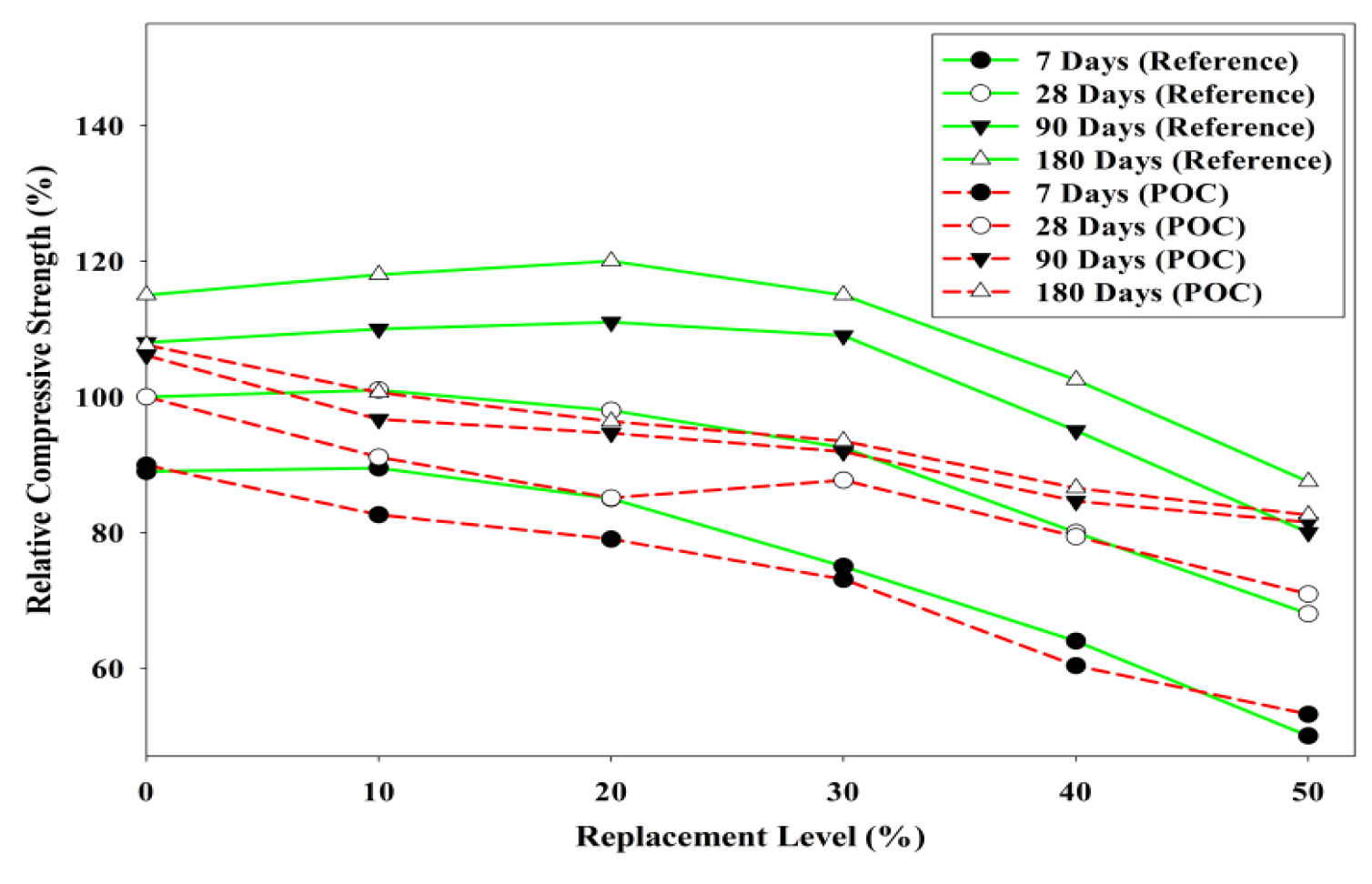
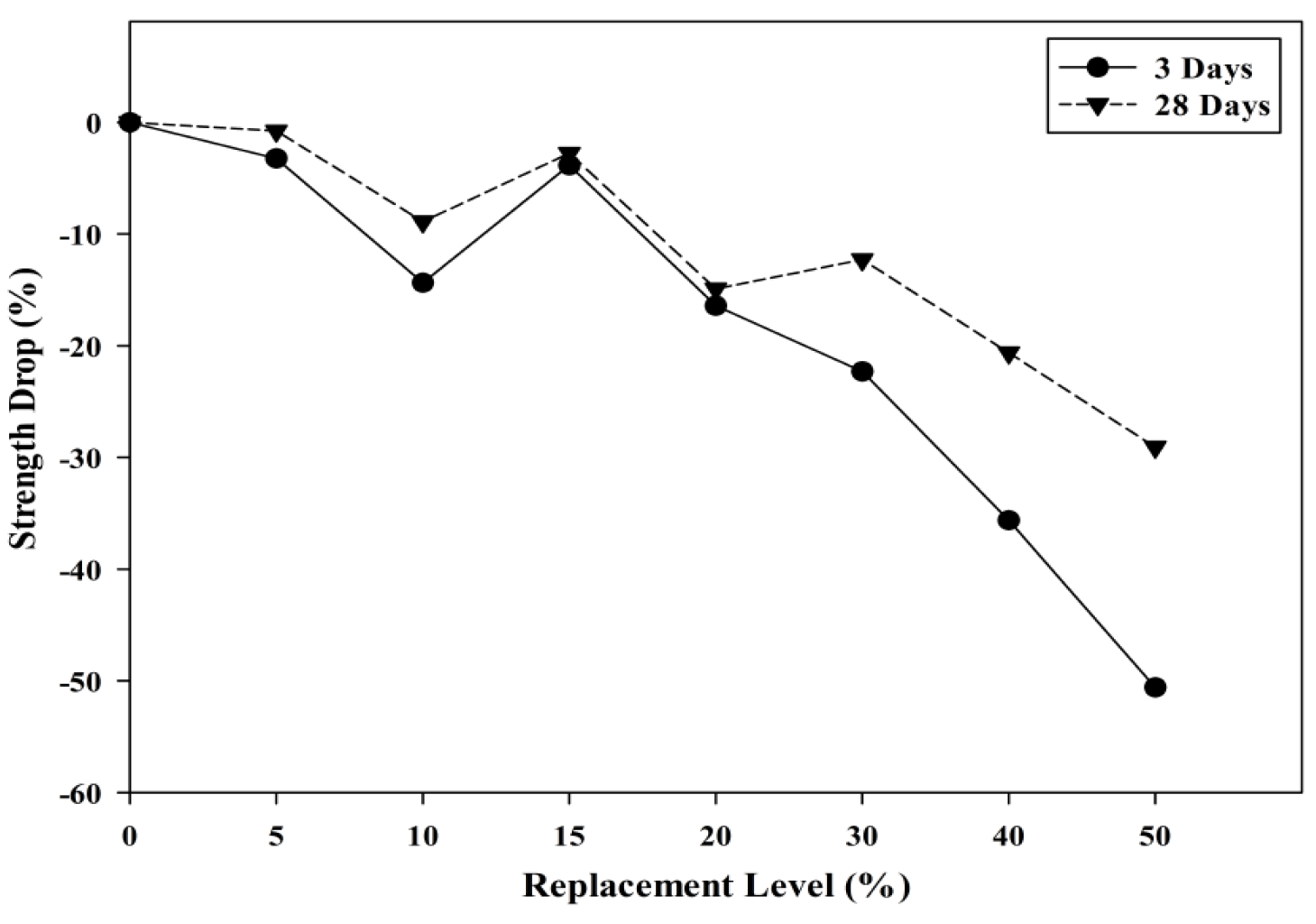
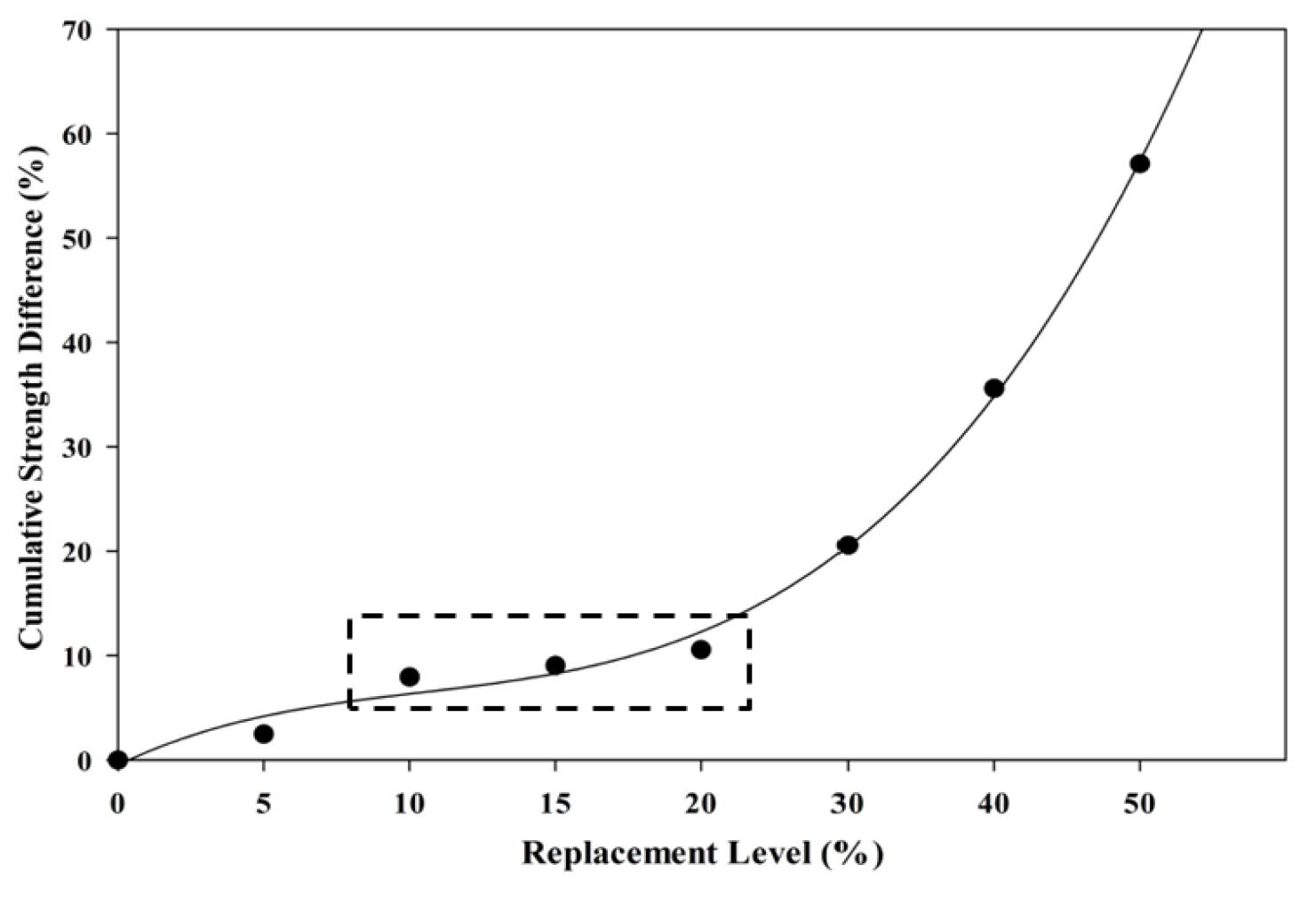
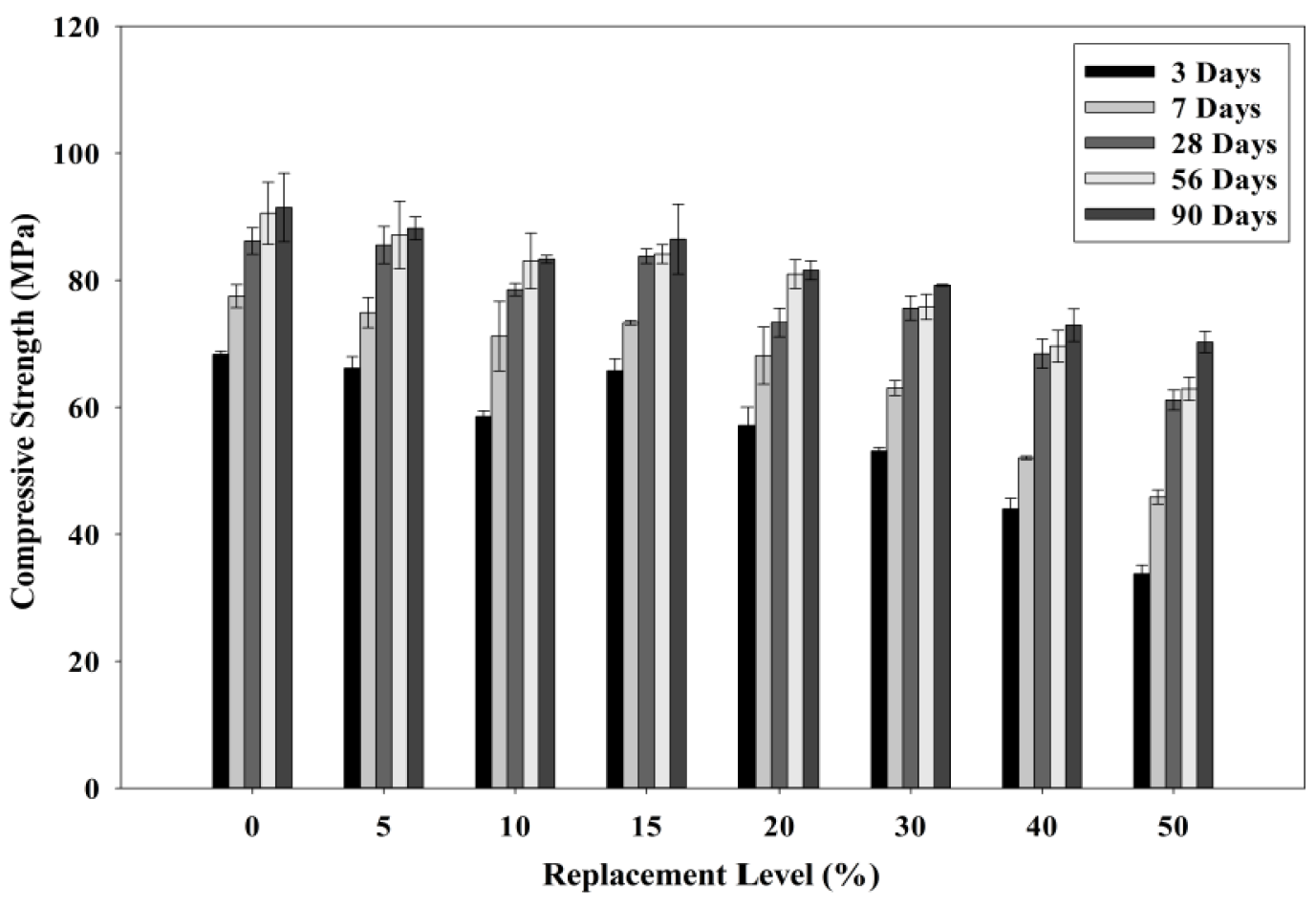
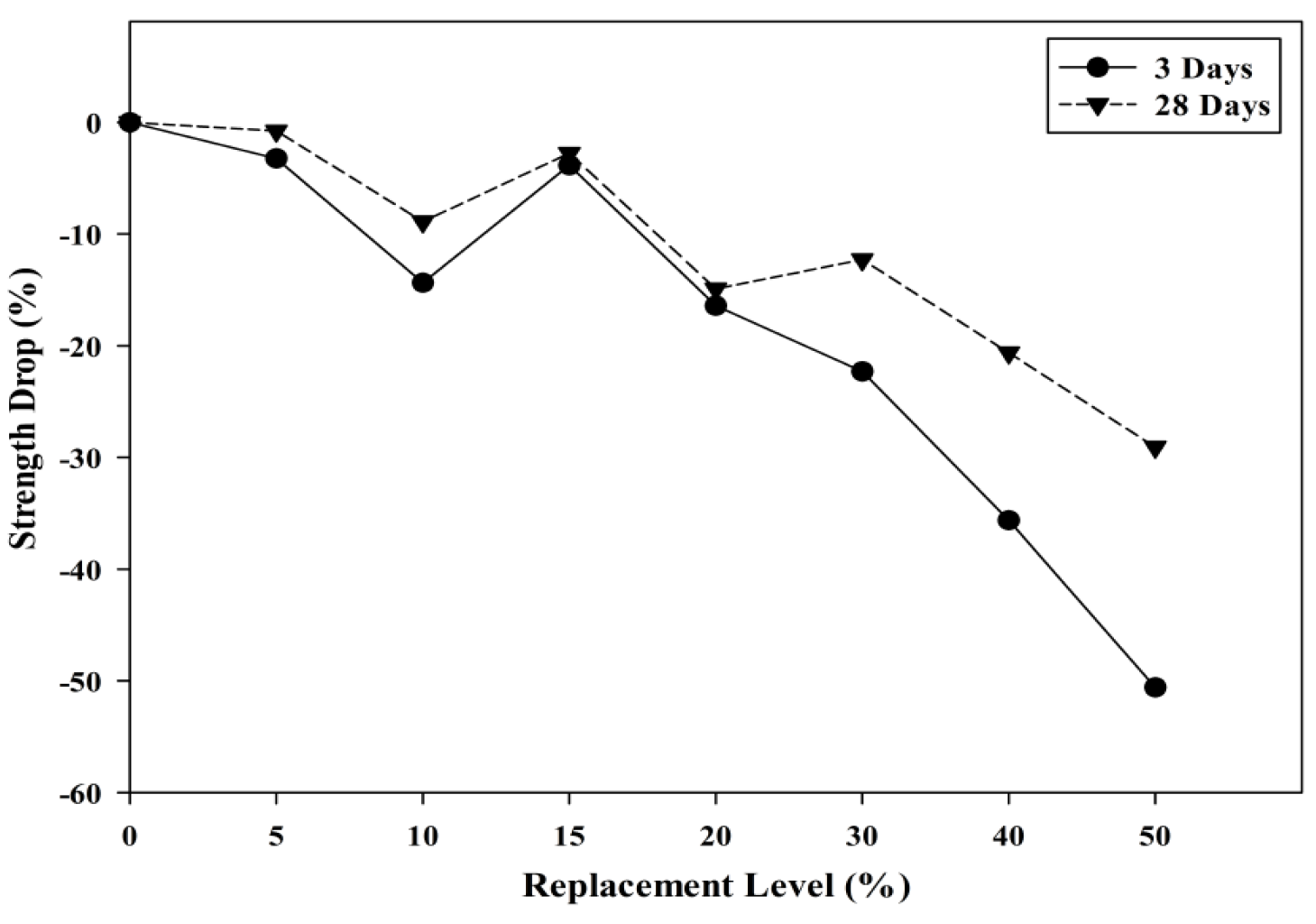
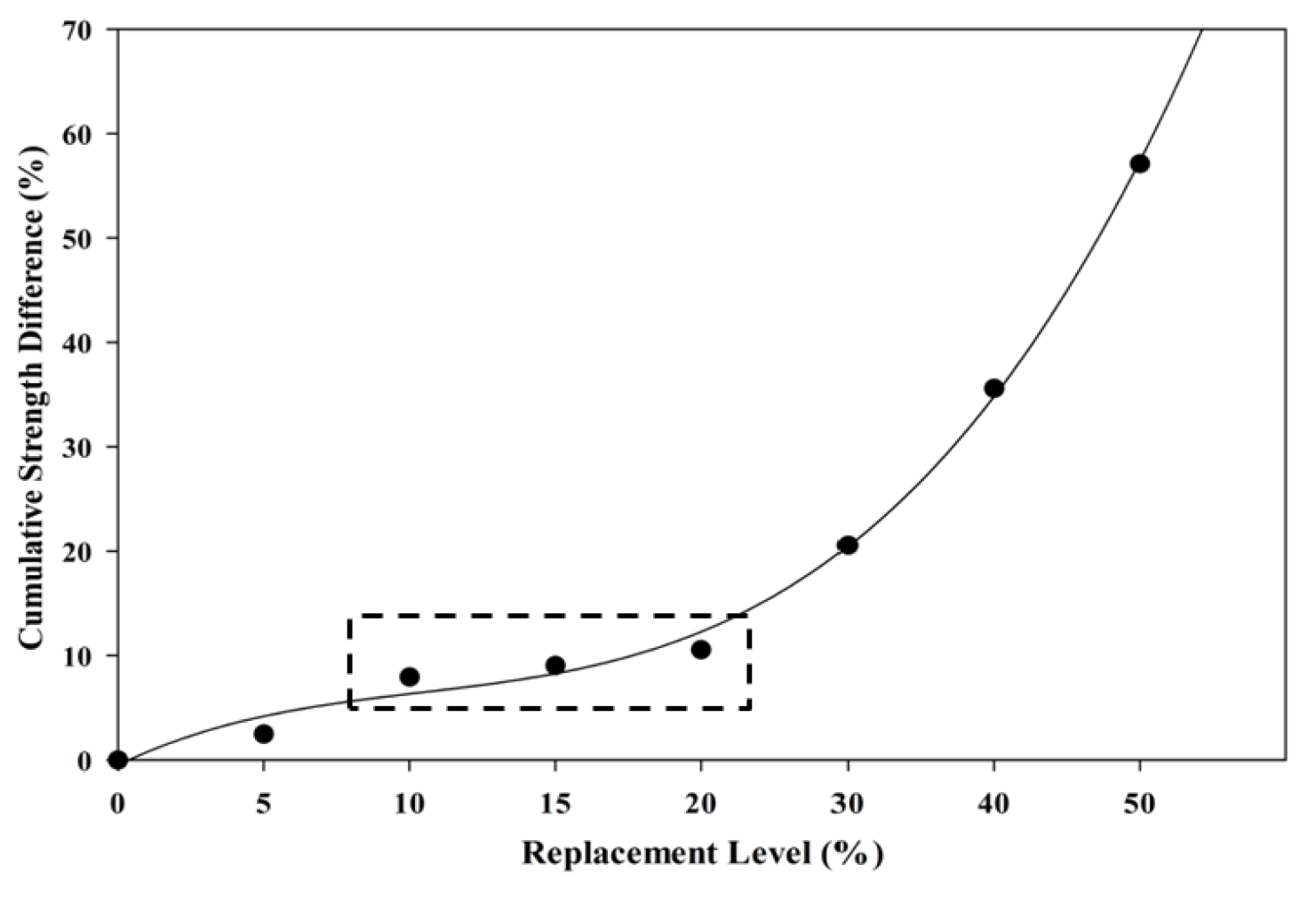
3.2.1. Compressive Strength

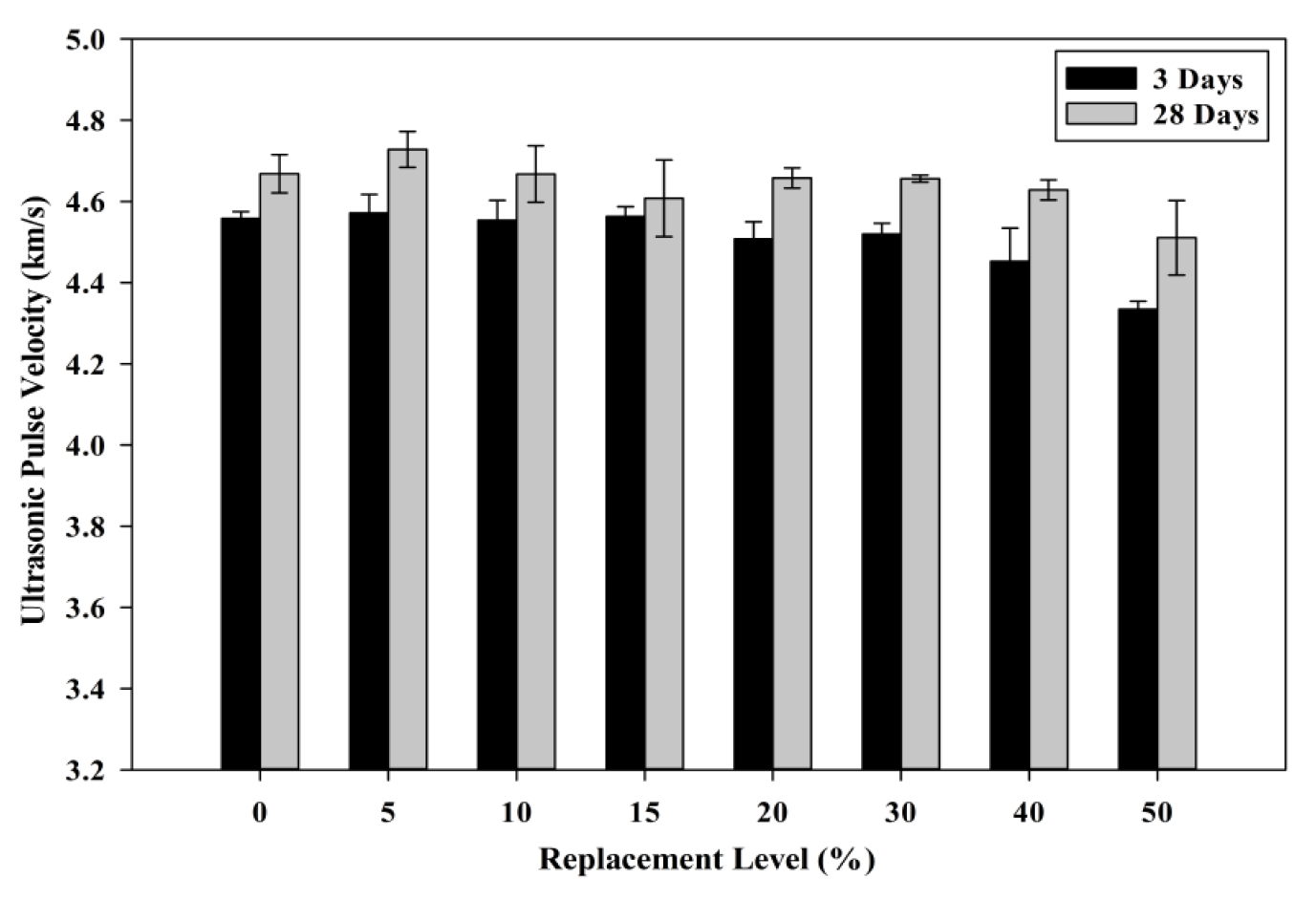
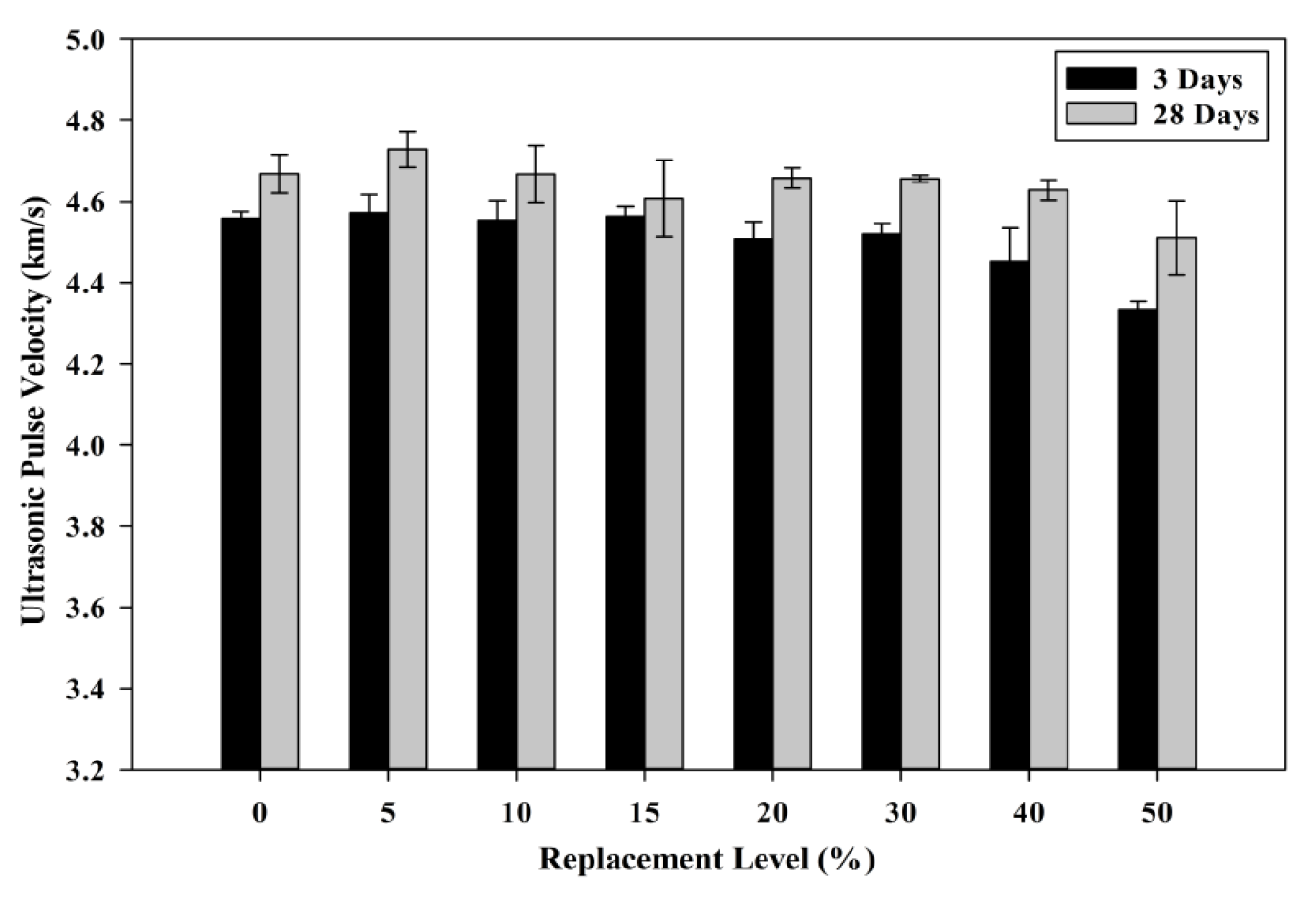
3.2.2. Ultrasonic Pulse Velocity (UPV)
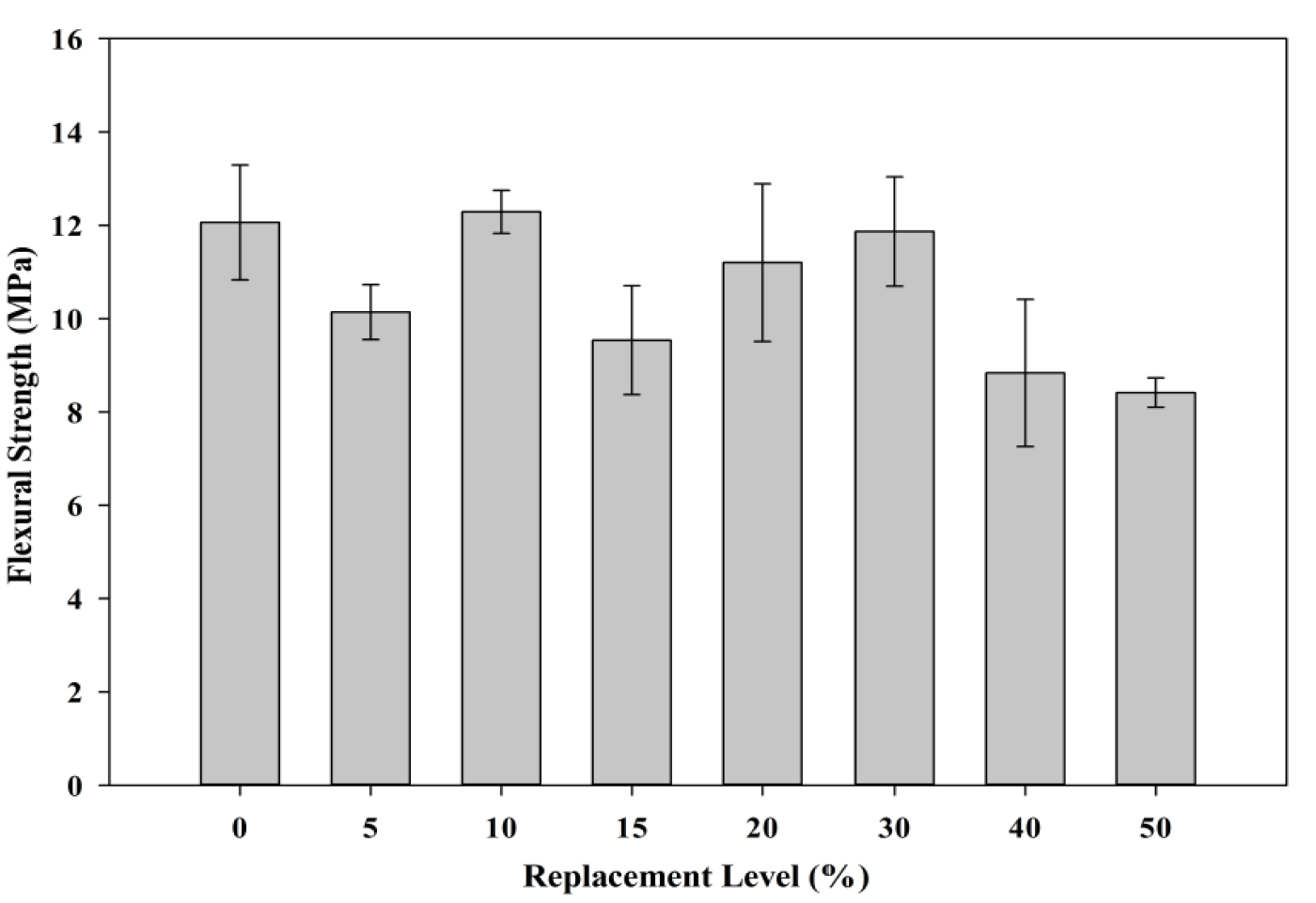
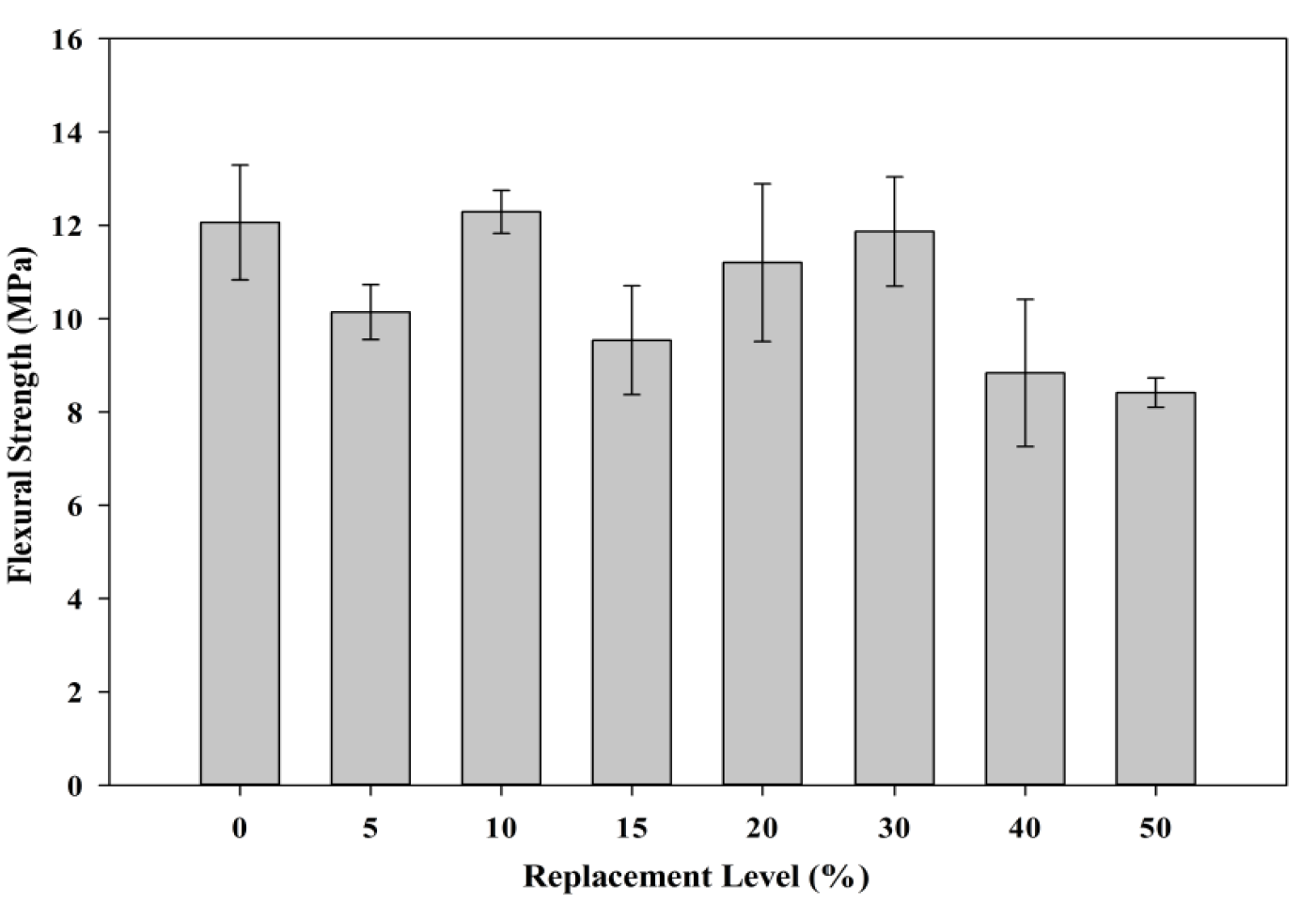
3.2.3. Flexural Strength
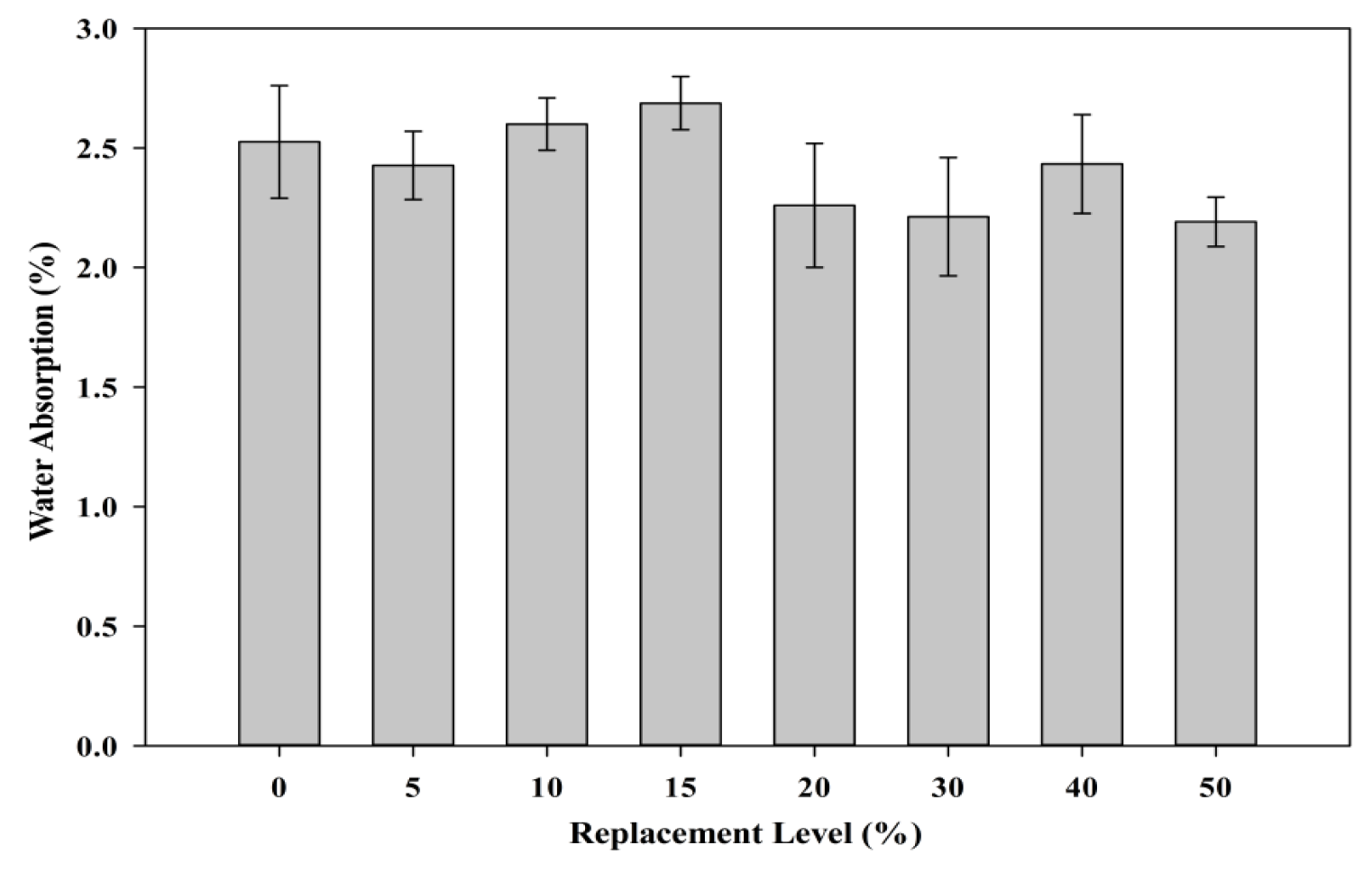
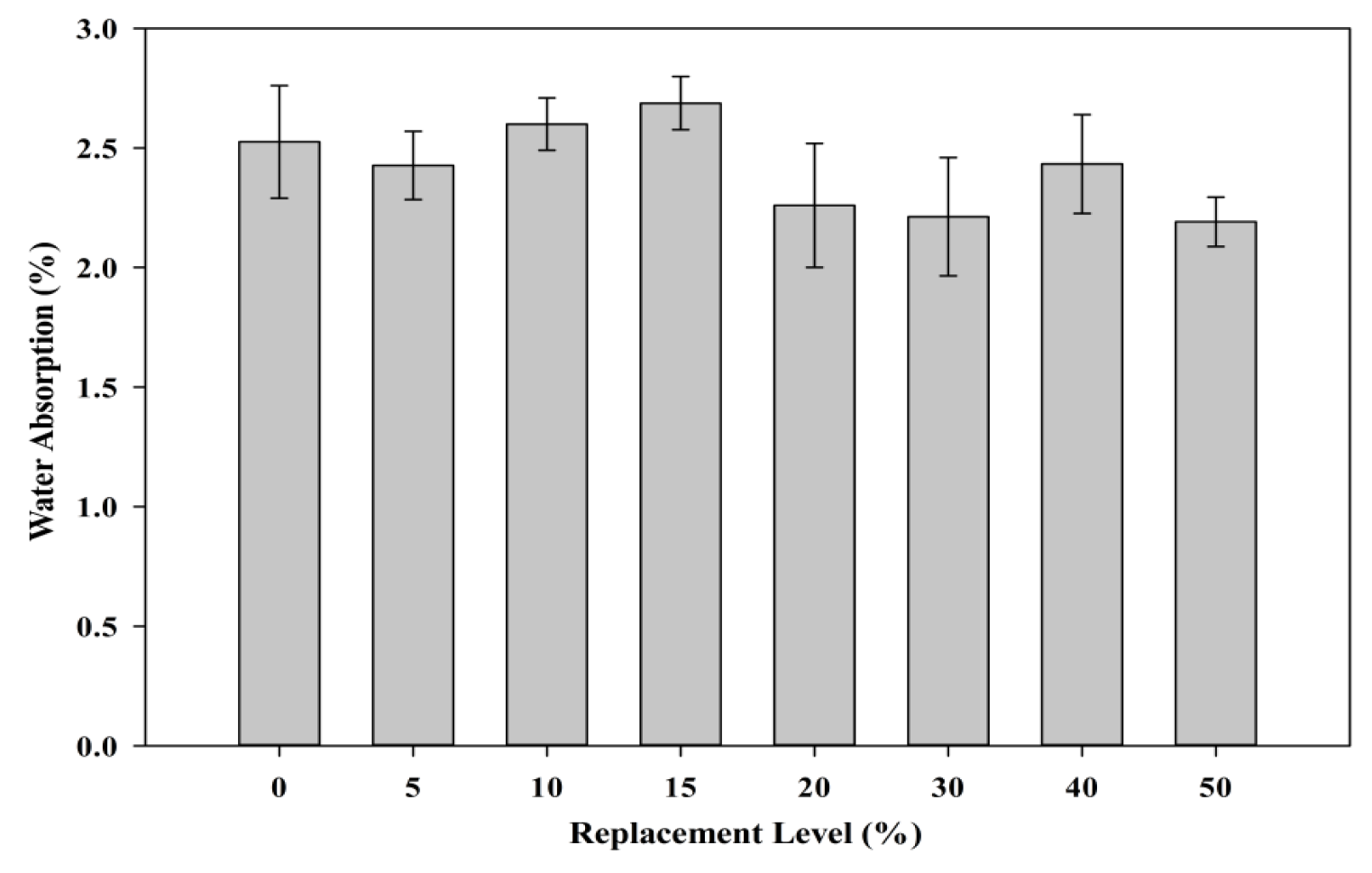
3.2.4. Water Absorption
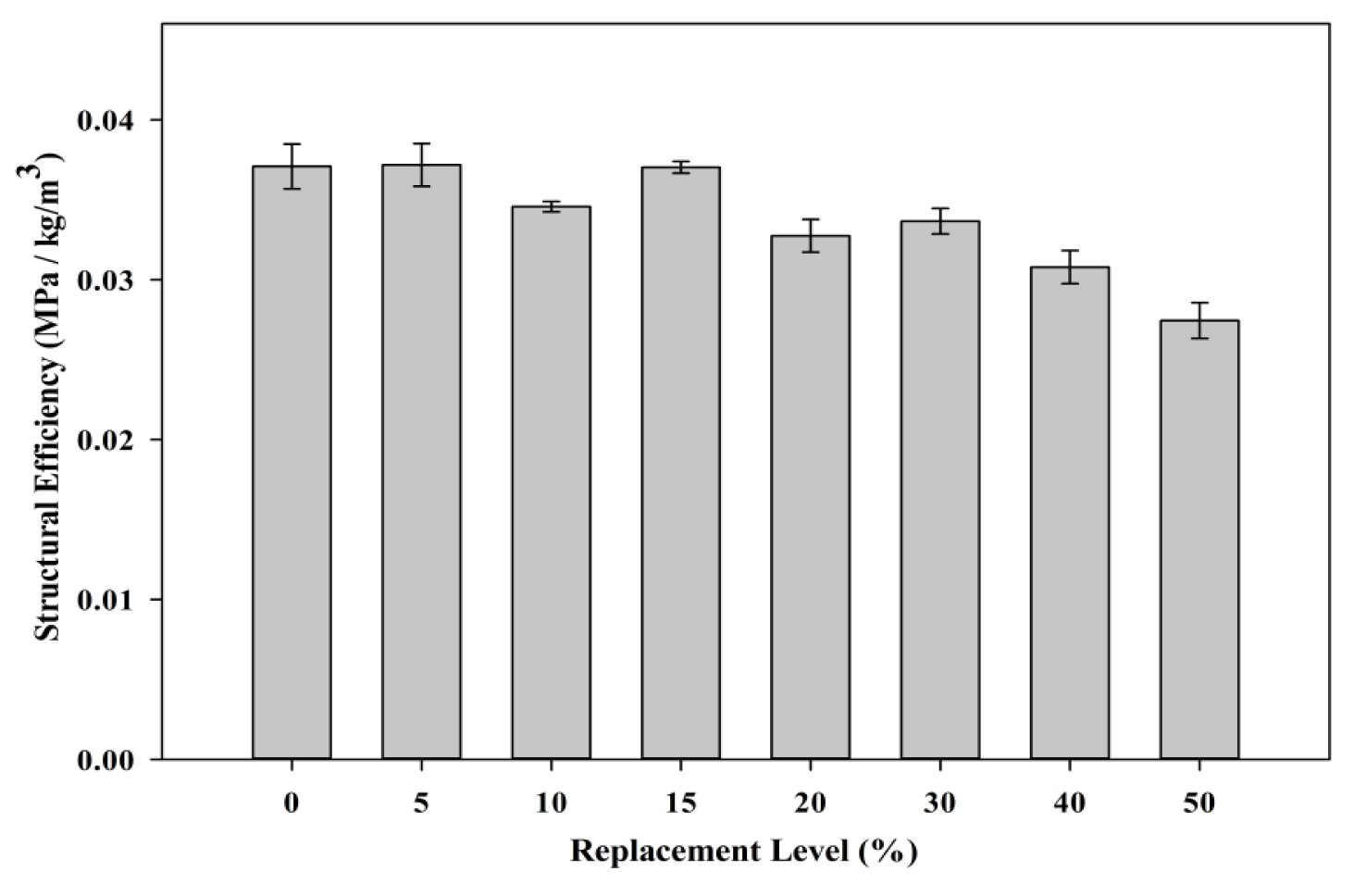
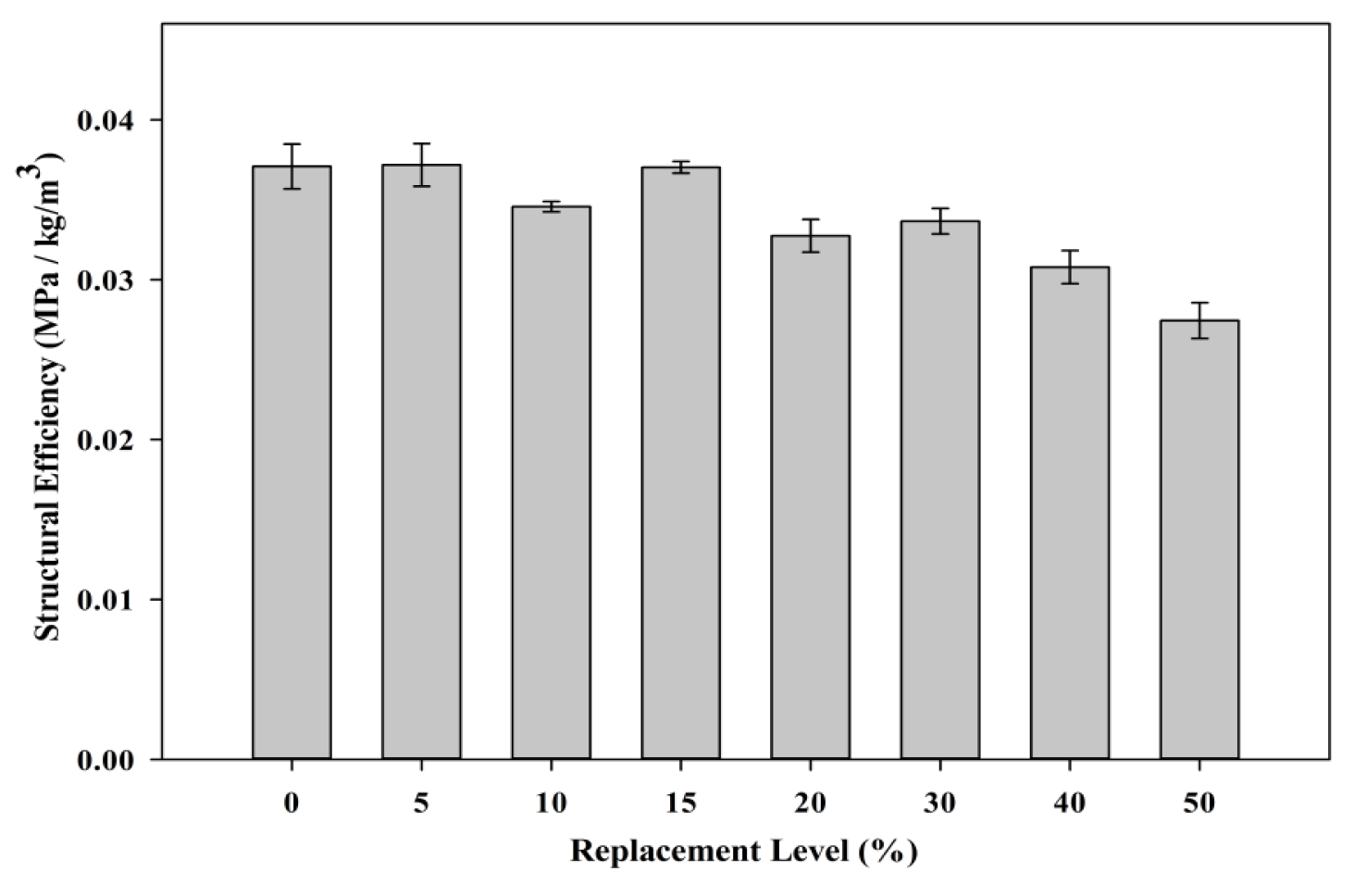
3.2.5. Structural Efficiency
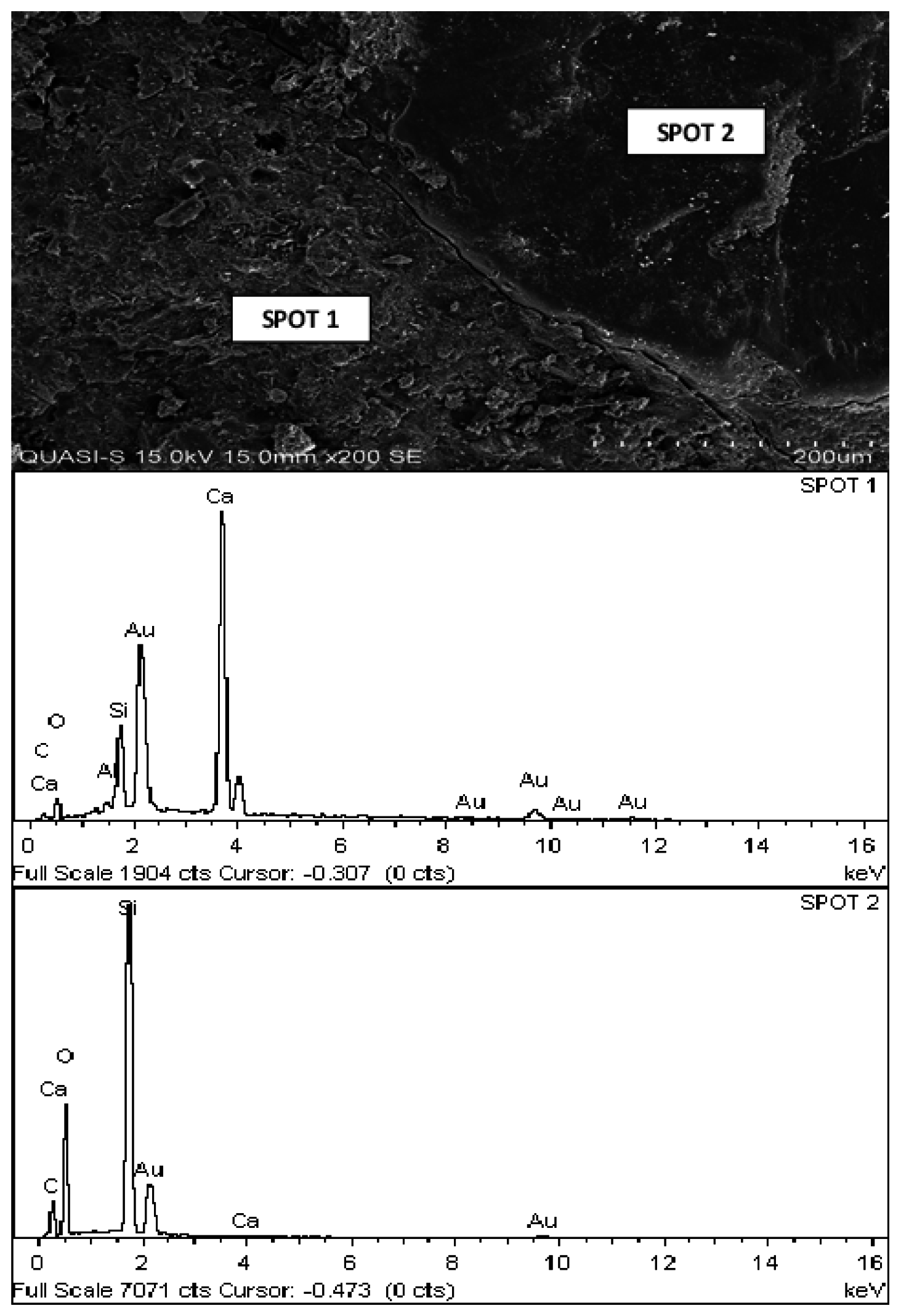
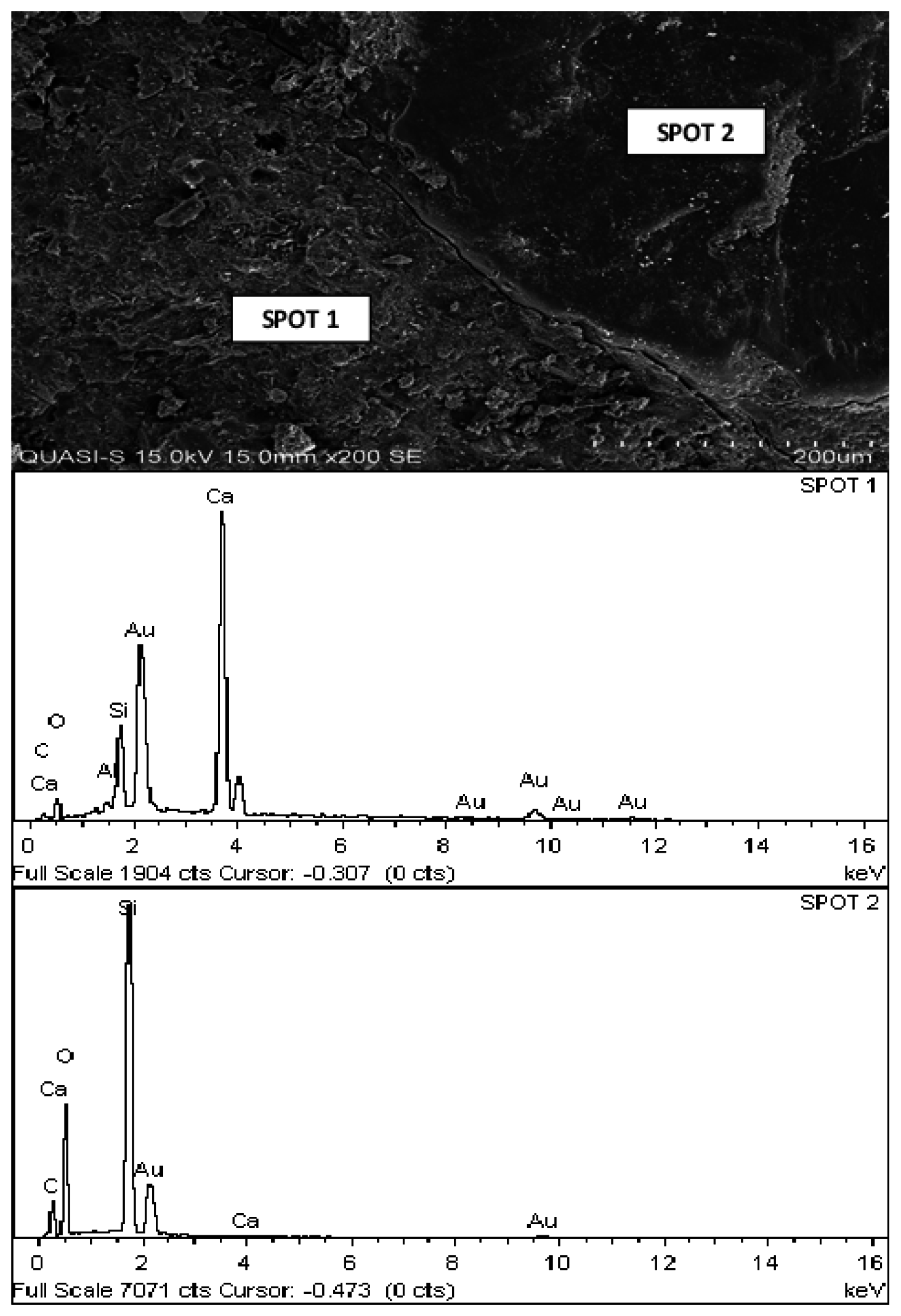
3.2.6. Microstructure Analysis
3.3. Sustainability Performance
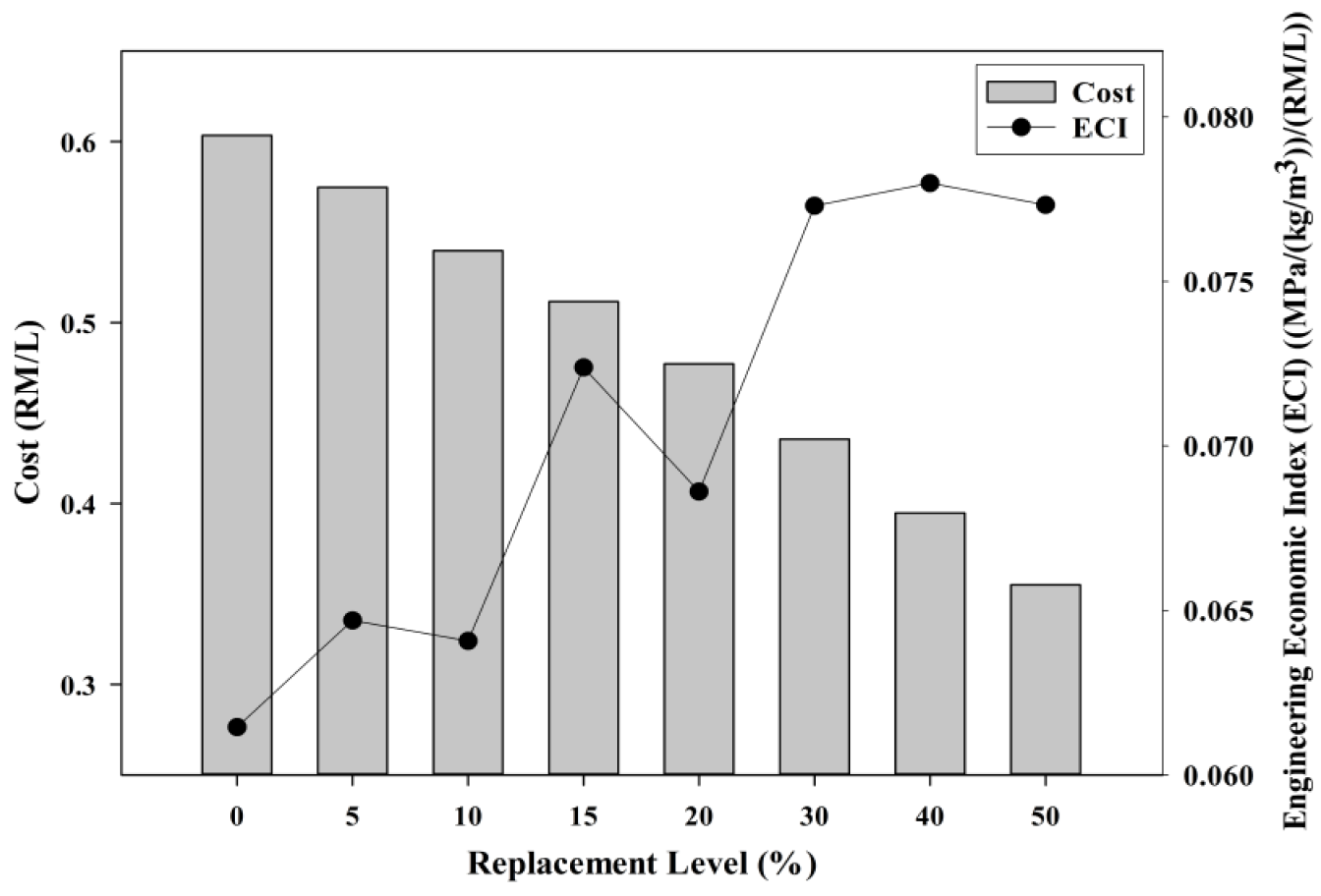
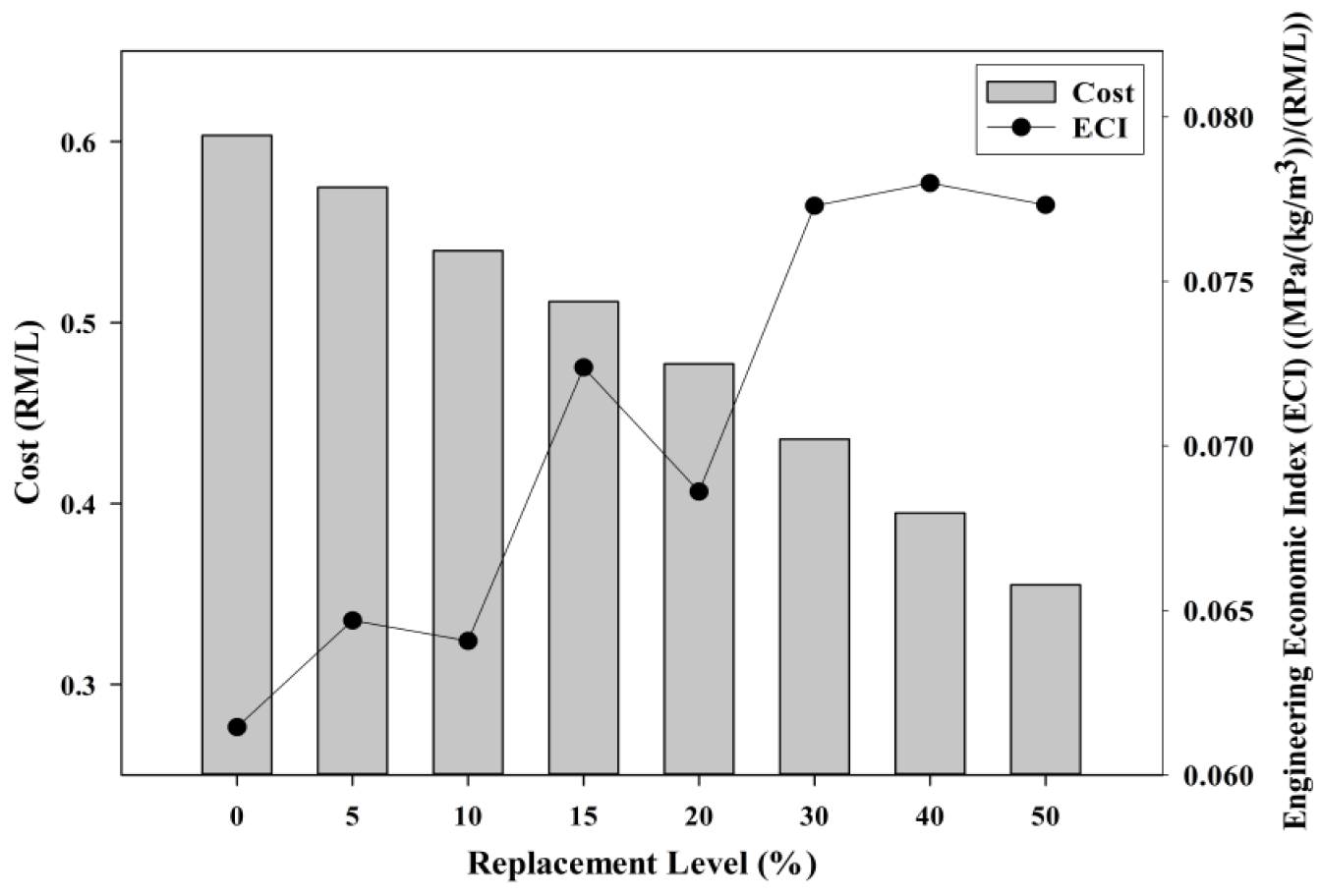
3.3.1. Cost Factor
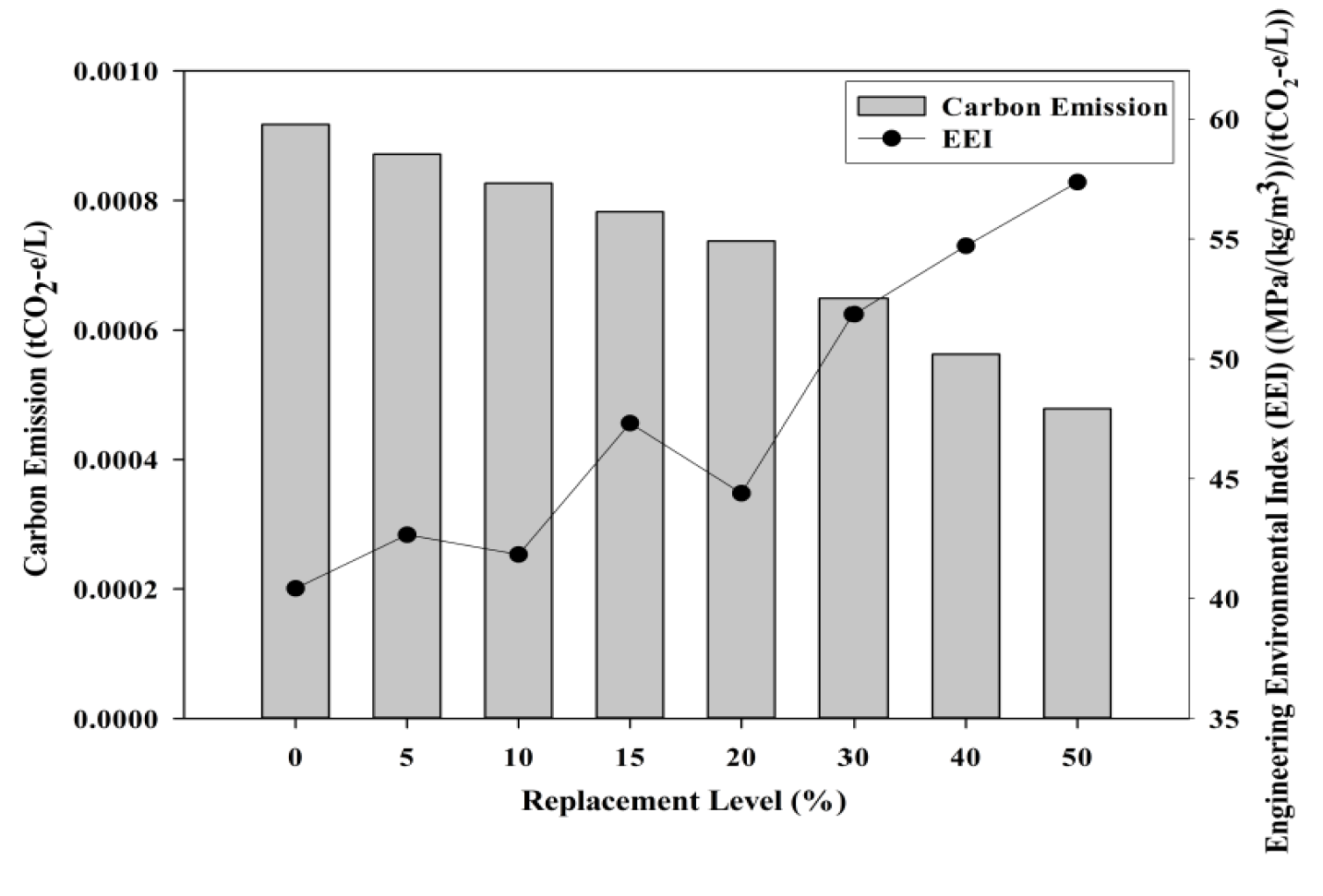
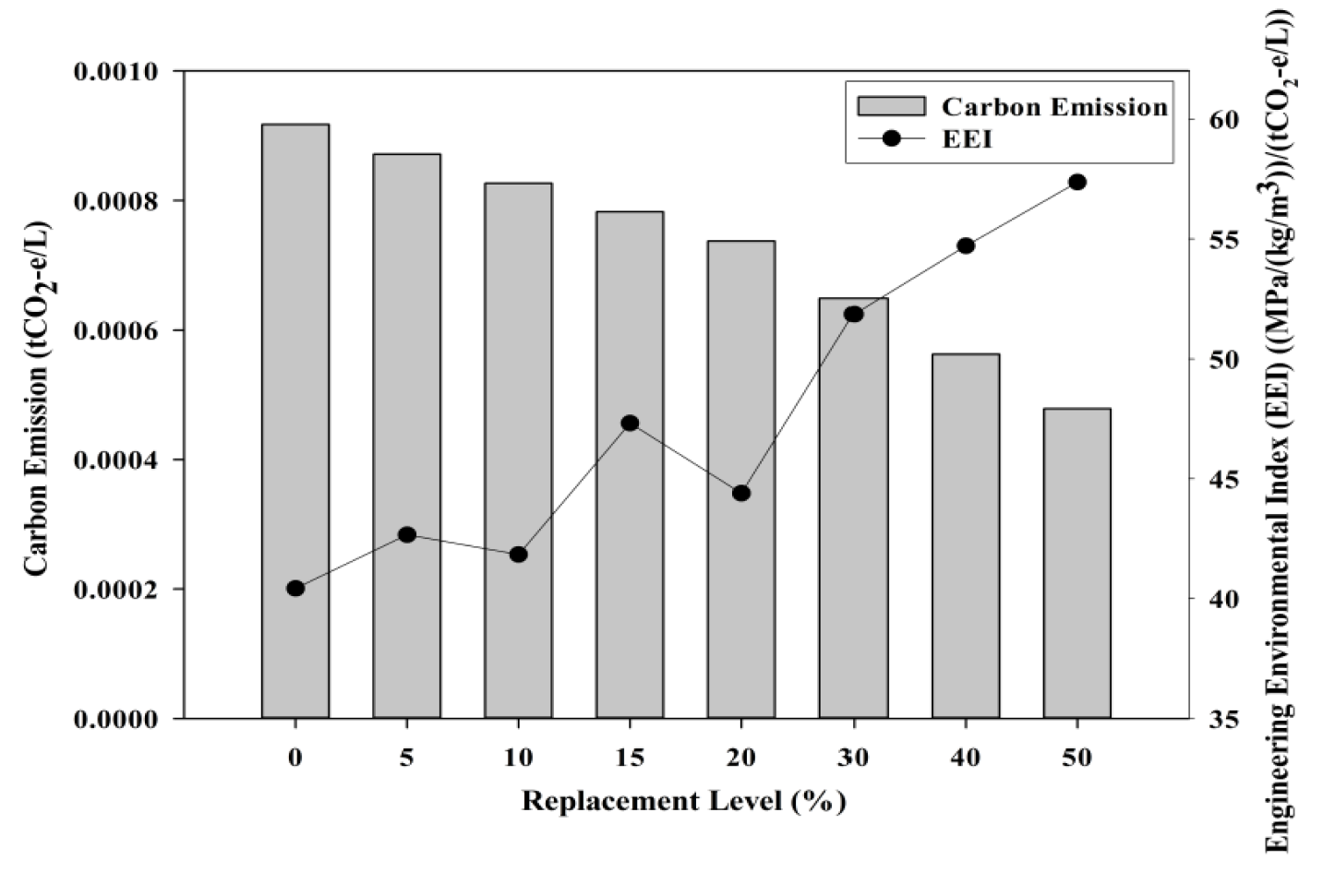
3.3.2. Carbon Emissions
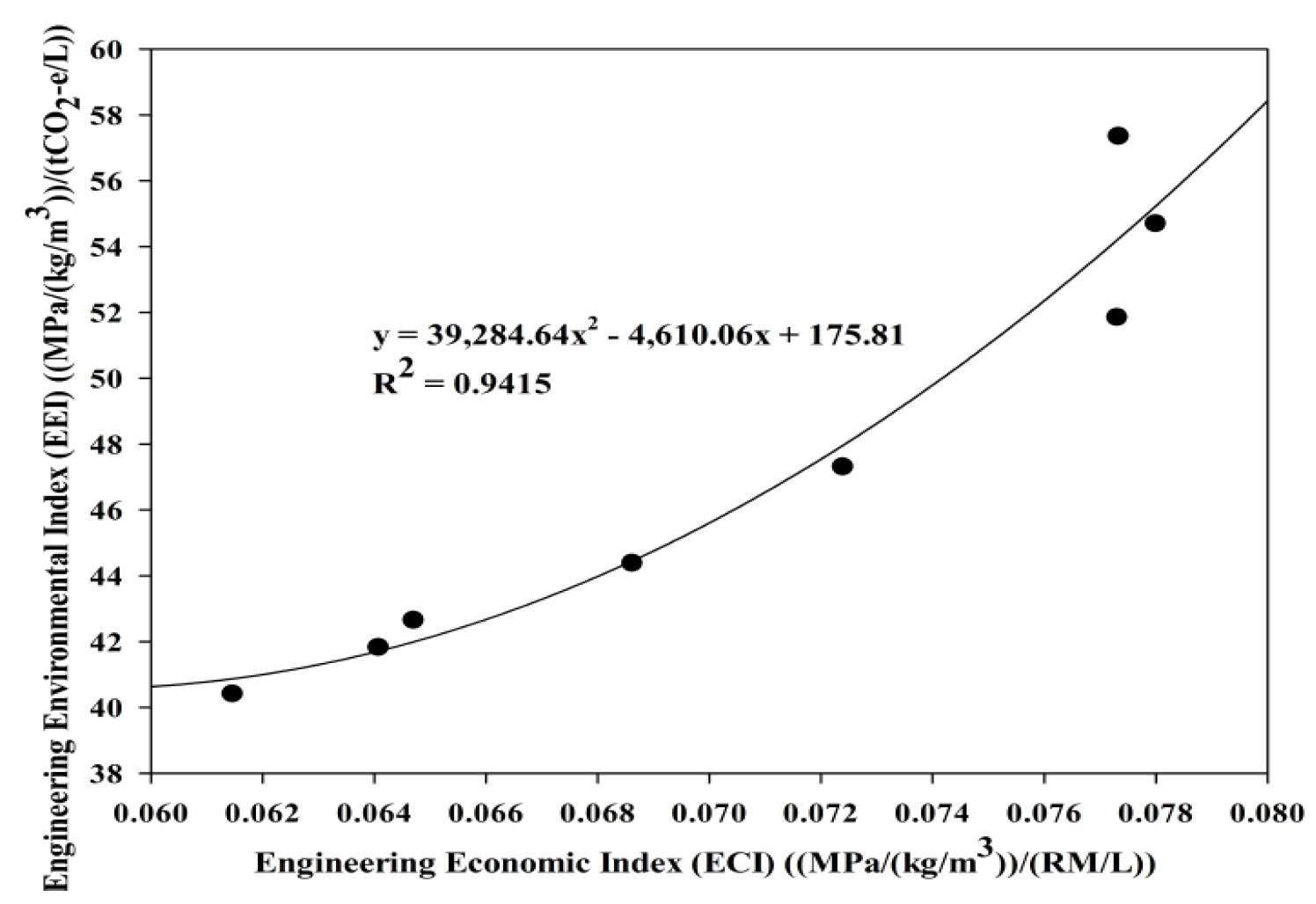
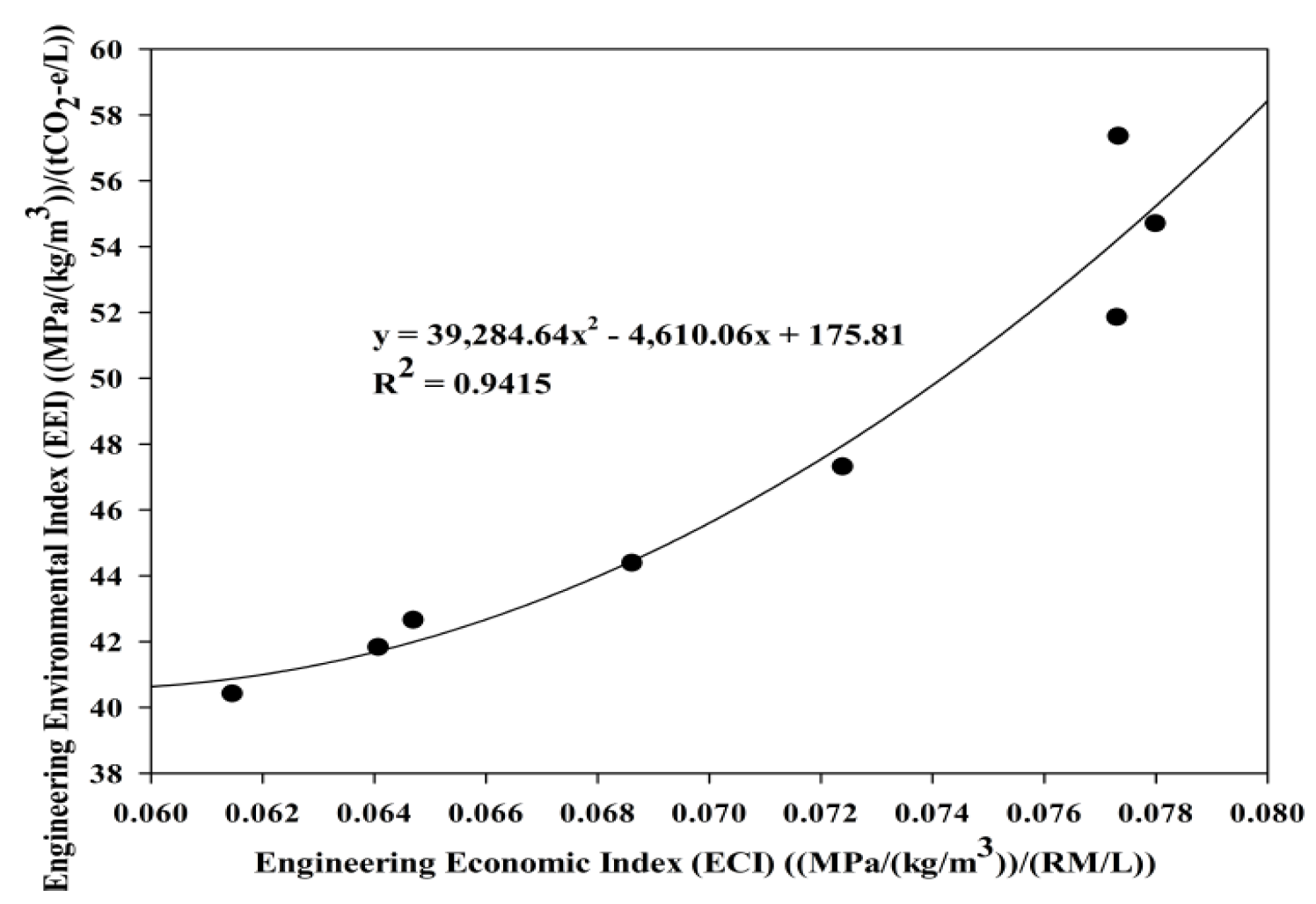
3.3.3. Energy efficiency
4. Conclusions
- (1)
- It could also reduce the cost of production of medium strength hardened specimens. Despite replacing cement at 50%, POC powder specimens managed to produce almost 70% of the strength when compared to control specimens. Besides that, POC powder samples managed to achieve 60% structural efficiency of that of normal mortar. These satisfactory results indicate suitability of using POC powder for mass concreting works.
- (2)
- Economically, the cost of construction can be reduced without forgoing vital engineering performance. POC powder incorporation managed to reduce the cost of mortar by 41% compared to control specimen. ECI values showed substantial improvement when POC powder is replaced with cement.
- (3)
- The carbon emission was lowered by 52% when POC powder is used. Besides that, EEI values for all replacement levels was higher compared to control specimens indicating the environmental friendliness of the material.
- (4)
- As the world is moving towards the concept of reducing, recycling and reusing (3R), the utilization of POC will not only help to provide an alternative binder material but also help in terms of proper disposal. The exploitation of natural resources can be decreased through the redirection of waste materials in the production stages. This will ensure the availability of natural resources for future generations. The sustainability of the construction industry can be enhanced as there will be an alternative supply of cement instead of using natural resources.
- (5)
- Certain concreting works that require a lower cost but high engineering efficiency may gain advantages. For example, concrete repair and rehabilitation works, which require high flowable mixes and above normal strength, may benefit by utilizing blended cement at a much lower cost. From an environmental perspective, the inclusion of POC powder as a replacement material for cement tends to improve the cost factor, energy usage and ideal emission factor.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Malaysia, A.I. National Biomass Strategy 2020: New Wealth Creation for Malaysia’s Palm Oil Industry; Agensi Inovasi: Kuala Lumpur, Malaysia, 2011. [Google Scholar]
- Murphy, D.J. The future of oil palm as a major global crop: Opportunities and challenges. J. Oil Palm Res. 2014, 26, 1–24. [Google Scholar]
- USDA. Malaysia: Stagnating Palm Oil Yields Impede Growth. Commodity Intelligence Report. 2012. Available online: http://www.pecad.fas.usda.gov/highlights/2012/2012/Malaysia/ (accessed on 11 December 2012). [Google Scholar]
- Malaysian Palm Oil Board (MPOB). Economics & Industry Development Division; MPOB: Bangi, Malaysia, 2014.
- Malaysian Palm Oil Board (MPOB). Overview of the Malaysian Oil Palm Industry; MPOB: Bangi, Malaysia, 2013.
- Sumathi, S.; Chai, S.P.; Mohamed, A.R. Utilization of oil palm as a source of renewable energy in malaysia. Renew. Sustain. Energy Rev. 2008, 12, 2404–2421. [Google Scholar] [CrossRef]
- Vijaya, S.; Ma, A.; Choo, Y.; Nik Meriam, N. Life cycle inventory of the production of crude palm oil—A gate to gate case study of 12 palm oil mills. J. Oil Palm Res. 2008, 20, 484–494. [Google Scholar]
- Shuit, S.H.; Tan, K.T.; Lee, K.T.; Kamaruddin, A.H. Oil palm biomass as a sustainable energy source: A malaysian case study. Energy 2009, 34, 1225–1235. [Google Scholar] [CrossRef]
- Kanadasan, J.; Razak, H.A. Mix design for self-compacting palm oil clinker concrete based on particle packing. Mater. Des. 2014, 56, 9–19. [Google Scholar] [CrossRef]
- Kanadasan, J.; Abdul Razak, H. Engineering and sustainability performance of self-compacting palm oil mill incinerated waste concrete. J. Clean Prod. 2015, 89, 78–86. [Google Scholar] [CrossRef]
- Shafigh, P.; Mahmud, H.B.; Jumaat, M.Z.B.; Ahmmad, R.; Bahri, S. Structural lightweight aggregate concrete using two types of waste from the palm oil industry as aggregate. J. Clean Prod. 2014, 80, 187–196. [Google Scholar] [CrossRef]
- Kanadasan, J.; Razak, H.A. Fresh properties of self-compacting concrete incorporating palm oil clinker. In Inciec 2013; Springer: Singapore, Singapore, 2014; pp. 249–259. [Google Scholar]
- Kanadasan, J.; Fauzi, A.; Razak, H.; Selliah, P.; Subramaniam, V.; Yusoff, S. Feasibility studies of palm oil mill waste aggregates for the construction industry. Materials 2015, 8, 6508–6530. [Google Scholar] [CrossRef]
- Ahmad, H.; Hilton, M.; Mohd, S.; Mohd Noor, N. Mechanical Properties of Palm Oil Clinker Concrete. 2007. Available online: http://eprints.uthm.edu.my/1813/1/MECHANICAL_PROPERTIES_OF_PALM_OIL_CLINKER_MOHD_HILTON_AHMAD_2007.pdf (accessed on 9 November 2015).
- Kanadasan, J.; Abdul Razak, H. Lightweight self-compacting concrete using waste from palm oil industry. In Proceedings of the Fifth North American Conference on the Design and Use of Self-Consolidating Concrete, Chicago, IL, USA, 12–15 May 2013.
- Mohammed, B.S.; Foo, W.L.; Abdullahi, M. Flexural strength of palm oil clinker concrete beams. Mater. Des. 2014, 53, 325–331. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Al-Ganad, M.A.; Abdullahi, M. Analytical and experimental studies on composite slabs utilising palm oil clinker concrete. Constr. Build. Mater. 2011, 25, 3550–3560. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Foo, W.L.; Hossain, K.M.A.; Abdullahi, M. Shear strength of palm oil clinker concrete beams. Mater. Des. 2013, 46, 270–276. [Google Scholar] [CrossRef]
- Kim, Y.J.; Choi, Y.W. Utilization of waste concrete powder as a substitution material for cement. Constr. Build. Mater. 2012, 30, 500–504. [Google Scholar] [CrossRef]
- Li, X.G.; Lv, Y.; Ma, B.G.; Chen, Q.B.; Yin, X.B.; Jian, S.W. Utilization of municipal solid waste incineration bottom ash in blended cement. J. Clean Prod. 2012, 32, 96–100. [Google Scholar] [CrossRef]
- Frías, M.; Savastano, H.; Villar, E.; Sánchez de Rojas, M.I.; Santos, S. Characterization and properties of blended cement matrices containing activated bamboo leaf wastes. Cem. Concr. Compos. 2012, 34, 1019–1023. [Google Scholar] [CrossRef]
- Siddique, R. Properties of self-compacting concrete containing class F fly ash. Mater. Des. 2011, 32, 1501–1507. [Google Scholar] [CrossRef]
- Belaidi, A.S.E.; Azzouz, L.; Kadri, E.; Kenai, S. Effect of natural pozzolana and marble powder on the properties of self-compacting concrete. Constr. Build. Mater. 2012, 31, 251–257. [Google Scholar] [CrossRef]
- Li, H.; Yang, X.; Xu, W.; Wu, J.; Xu, J.; Zhang, G.; Xia, Y. Application of dry composite electroplating sludge into preparation of cement-based decorative mortar as green pigment. J. Clean Prod. 2014, 66, 101–106. [Google Scholar] [CrossRef]
- Siddique, R.; Rajor, A. Strength and microstructure analysis of bacterial treated cement kiln dust mortar. Constr. Build. Mater. 2014, 63, 49–55. [Google Scholar]
- Khmiri, A.; Chaabouni, M.; Samet, B. Chemical behaviour of ground waste glass when used as partial cement replacement in mortars. Constr. Build. Mater. 2013, 44, 74–80. [Google Scholar] [CrossRef]
- Cheah, C.B.; Ramli, M. Mechanical strength, durability and drying shrinkage of structural mortar containing hcwa as partial replacement of cement. Constr. Build. Mater. 2012, 30, 320–329. [Google Scholar] [CrossRef]
- Ismail, Z.Z.; Al-Hashmi, E.A. Recycling of waste glass as a partial replacement for fine aggregate in concrete. Waste Manag. 2009, 29, 655–659. [Google Scholar] [CrossRef] [PubMed]
- Celik, K.; Jackson, M.D.; Mancio, M.; Meral, C.; Emwas, A.H.; Mehta, P.K.; Monteiro, P.J.M. High-volume natural volcanic pozzolan and limestone powder as partial replacements for portland cement in self-compacting and sustainable concrete. Cem. Concr. Compos. 2014, 45, 136–147. [Google Scholar] [CrossRef]
- Ganesan, K.; Rajagopal, K.; Thangavel, K. Rice husk ash blended cement: Assessment of optimal level of replacement for strength and permeability properties of concrete. Constr. Build. Mater. 2008, 22, 1675–1683. [Google Scholar] [CrossRef]
- Wang, H.Y. The effect of the proportion of thin film transistor–liquid crystal display (TFT–LCD) optical waste glass as a partial substitute for cement in cement mortar. Constr. Build. Mater. 2011, 25, 791–797. [Google Scholar] [CrossRef]
- Lim, S.K.; Tan, C.S.; Lim, O.Y.; Lee, Y.L. Fresh and hardened properties of lightweight foamed concrete with palm oil fuel ash as filler. Constr. Build. Mater. 2013, 46, 39–47. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Jaturapitakkul, C.; Chindaprasirt, P. Use of palm oil fuel ash as a supplementary cementitious material for producing high-strength concrete. Constr. Build. Mater. 2009, 23, 2641–2646. [Google Scholar] [CrossRef]
- Fairbairn, E.M.R.; Americano, B.B.; Cordeiro, G.C.; Paula, T.P.; Toledo Filho, R.D.; Silvoso, M.M. Cement replacement by sugar cane bagasse ash: CO2 emissions reduction and potential for carbon credits. J. Environ. Manag. 2010, 91, 1864–1871. [Google Scholar] [CrossRef] [PubMed]
- Yusoff, S. Renewable energy from palm oil—Innovation on effective utilization of waste. J. Clean Prod. 2006, 14, 87–93. [Google Scholar] [CrossRef]
- BSI Standards Publication. Testing Hardened Concrete—Compressive Strength of Test Specimens; BS EN 12390-3; British Standards Institute: London, UK, 2009. [Google Scholar]
- American Society for Testing Materials. Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars; ASTM C348-14; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- BSI Standards Publication. Testing Concrete. Method of Determination of Water Absorption; BS 1881-122; British Standards Institute: London, UK, 1983. [Google Scholar]
- EFNARC. The European Guidelines for Self-Compacting Concrete, Specification, Production and Use; EFNARC: Surrey, UK, 2005; p. 68. [Google Scholar]
- Hewlett, P. Lea's Chemistry of Cement and Concrete; Butterworth-Heinemann: Burlington, MA, USA, 2003. [Google Scholar]
- Razi, P.Z.; Abdul Razak, H. Environmental sustainability and engineering performance of self-compacting mortar incorporating fly ashes. Appl. Mech. Mater. 2012, 253–255, 559–563. [Google Scholar] [CrossRef]
- Calmon, J.L.; Sauer, A.S.; Vieira, G.L.; Teixeira, J.E.S.L. Effects of windshield waste glass on the properties of structural repair mortars. Cem. Concr. Compos. 2014, 53, 88–96. [Google Scholar] [CrossRef]
- Mehta, P.K. Concrete. Structure, Properties and Materials; Prentice Hall: Upper Saddle River, NJ, USA, 1986. [Google Scholar]
- Elinwa, A.U.; Ejeh, S.P.; Mamuda, A.M. Assessing of the fresh concrete properties of self-compacting concrete containing sawdust ash. Constr. Build. Mater. 2008, 22, 1178–1182. [Google Scholar] [CrossRef]
- Hwang, C.L.; Bui, L.A.T.; Lin, K.L.; Lo, C.T. Manufacture and performance of lightweight aggregate from municipal solid waste incinerator fly ash and reservoir sediment for self-consolidating lightweight concrete. Cem. Concr. Compos. 2012, 34, 1159–1166. [Google Scholar] [CrossRef]
- Choi, Y.W.; Kim, Y.J.; Shin, H.C.; Moon, H.Y. An experimental research on the fluidity and mechanical properties of high-strength lightweight self-compacting concrete. Cem. Concr. Res. 2006, 36, 1595–1602. [Google Scholar] [CrossRef]
- Mineral Products Association. Fact Sheet 18 [Part 1] Embodied CO2 of UK Cement, Additions and Cementitious Material; Mineral Products Association: Gillingham, UK, 2012; p. 8. [Google Scholar]
- Decc, D. Guidelines to Defra/DECC’s GHG conversion factors for company reporting. Lond. Dep. Environ. Food Rural Aff. Dep. Energy Clim. Chang. 2012, 1, 1–54. [Google Scholar]
- Department of Statistics Malaysia. Monthly Statistical Bulletin Malaysia. 2013. Available online: http://www.statistics.gov.my (accessed on 14 December 2015). [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanadasan, J.; Abdul Razak, H. Utilization of Palm Oil Clinker as Cement Replacement Material. Materials 2015, 8, 8817-8838. https://doi.org/10.3390/ma8125494
Kanadasan J, Abdul Razak H. Utilization of Palm Oil Clinker as Cement Replacement Material. Materials. 2015; 8(12):8817-8838. https://doi.org/10.3390/ma8125494
Chicago/Turabian StyleKanadasan, Jegathish, and Hashim Abdul Razak. 2015. "Utilization of Palm Oil Clinker as Cement Replacement Material" Materials 8, no. 12: 8817-8838. https://doi.org/10.3390/ma8125494
APA StyleKanadasan, J., & Abdul Razak, H. (2015). Utilization of Palm Oil Clinker as Cement Replacement Material. Materials, 8(12), 8817-8838. https://doi.org/10.3390/ma8125494