Enhancement of the Mechanical Properties of Basalt Fiber-Wood-Plastic Composites via Maleic Anhydride Grafted High-Density Polyethylene (MAPE) Addition


Abstract
:1. Introduction
2. Experimental
2.1. Experimental Design and Materials
2.1.1. Experimental Design
2.1.2. Experimental Materials
2.2. Sample Preparation, Material Property Testing and Equipment
2.2.1. Sample Preparation
2.2.2. Mechanical Property Testing
2.2.3. Fractography
3. Results and Discussion
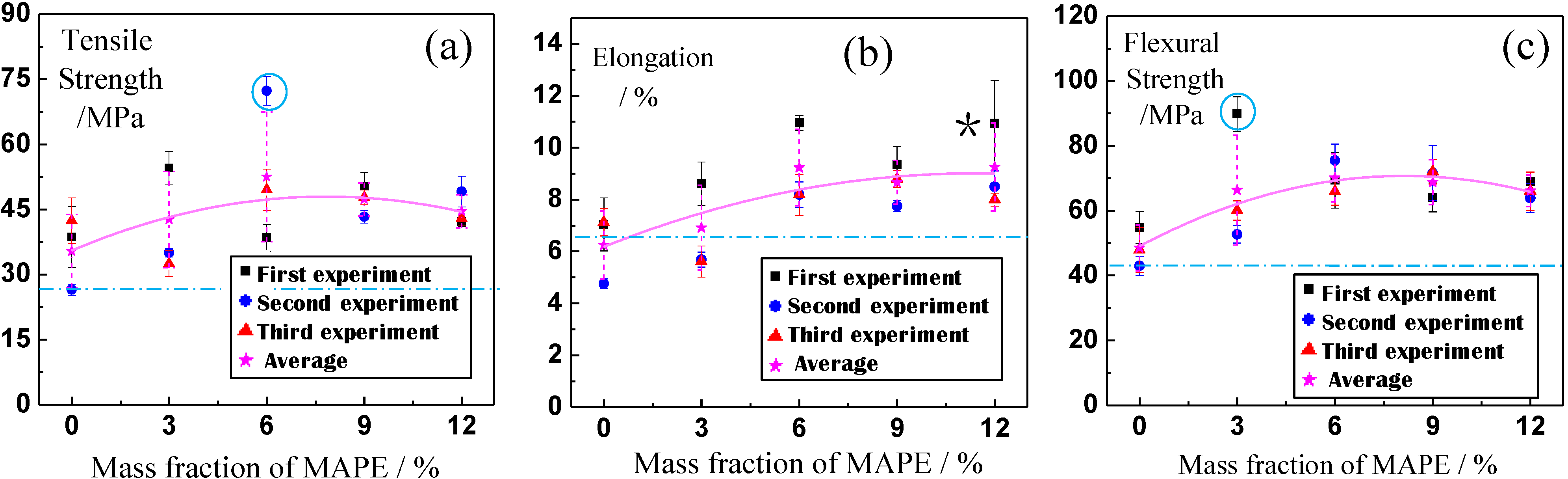
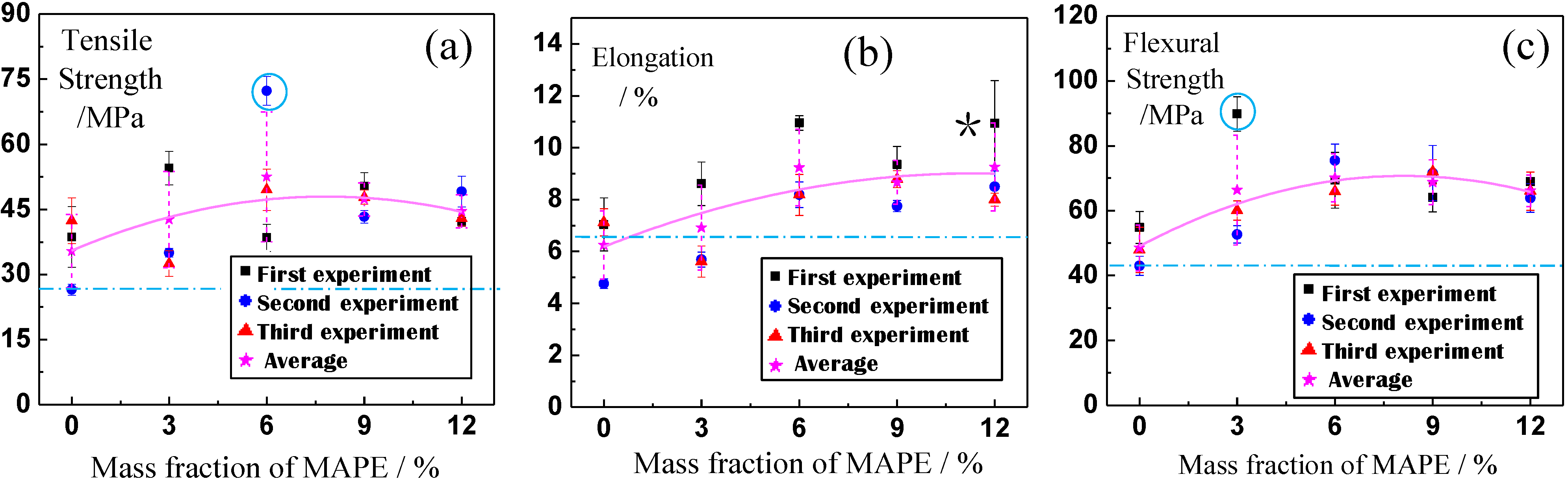
3.1. Mechanical Properties of BF-WPC

{kind=link}
{kind=link}
{kind=link}
| Index | Item | 0% | 3% | 6% | 9% | 12% |
|---|---|---|---|---|---|---|
| Tensile strength | 0% | – | 0.28 | 0.00 * | 0.00 * | 0.00 * |
| 6% | 0.00 * | 0.01 * | – | 0.17 | 0.01 * | |
| Elongation | 0% | – | 0.69 | 0.00 * | 0.00 * | 0.00 * |
| 6% | 0.00 * | 0.00 * | – | 0.44 | 0.97 | |
| Flexural strength | 0% | – | 0.00 * | 0.00 * | 0.00 * | 0.00 * |
| 6% | 0.00 * | 0.42 | – | 0.96 | 0.09 |
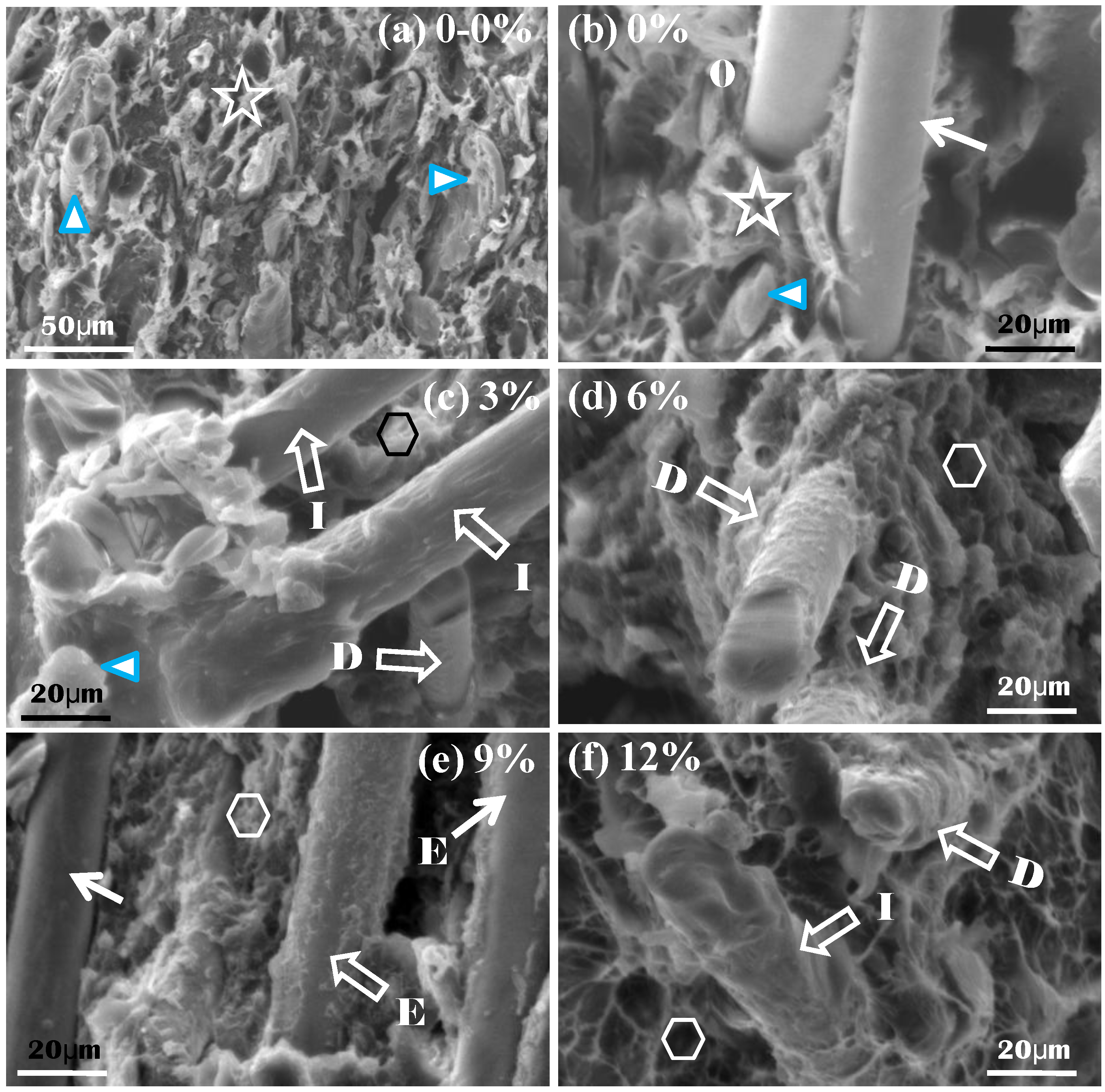
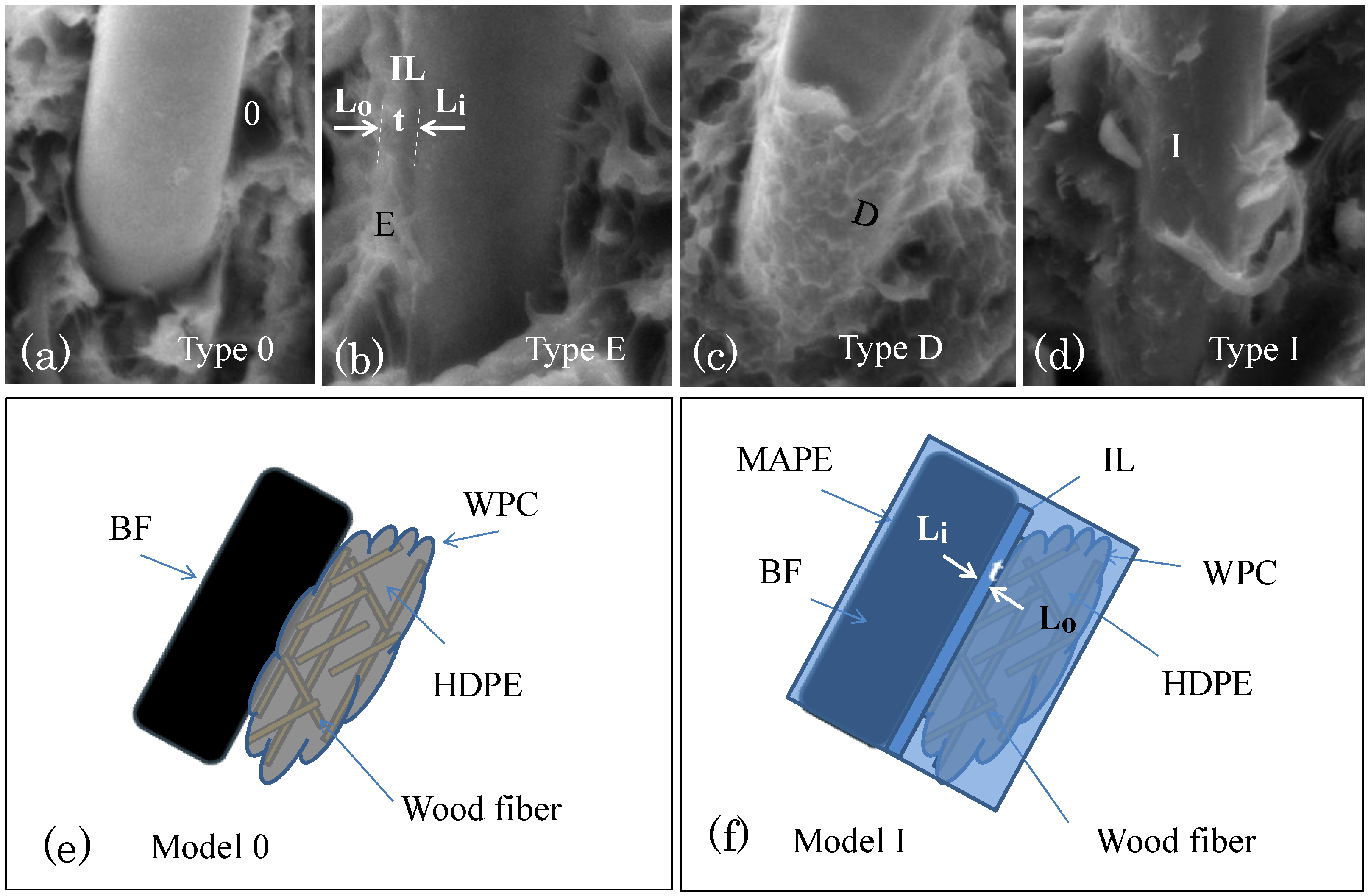
3.2. Fracture Micrographs, a Model of the BF Interfacial Microstructure and its Mechanism of Formation
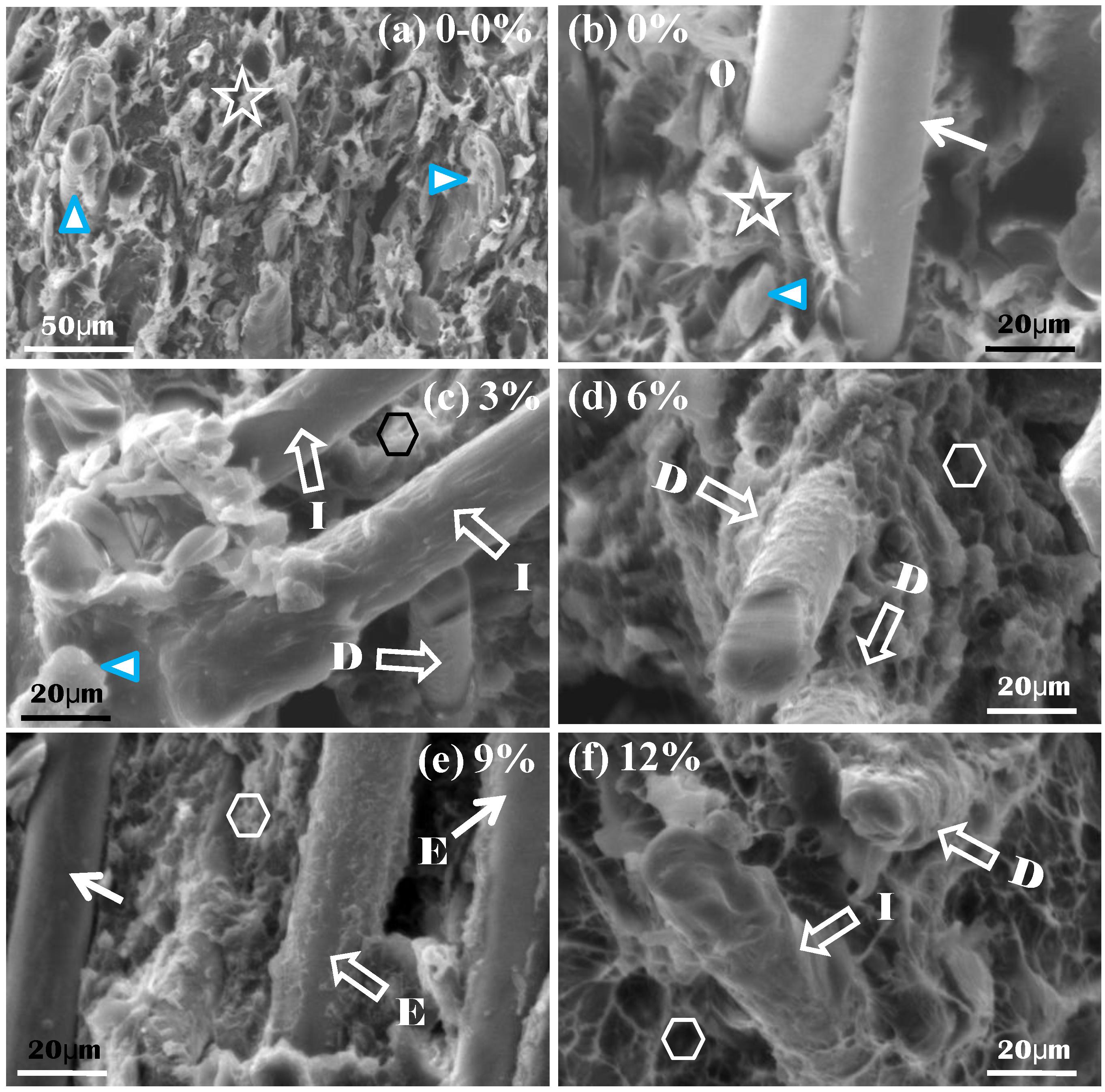
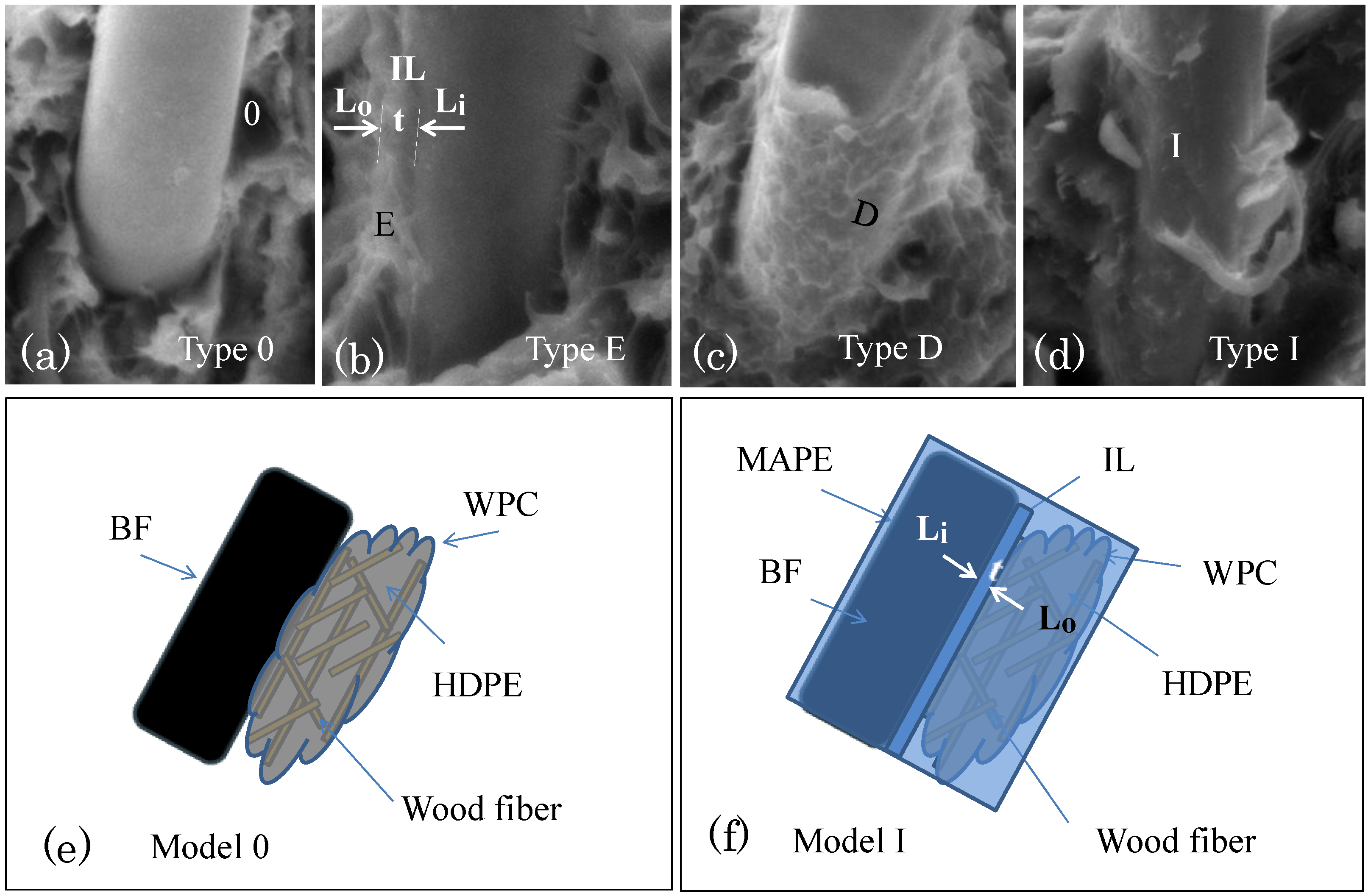
| Type | 0 | E | I | D | |
|---|---|---|---|---|---|
| Features | IL present? | No | Yes | Yes | Yes |
| BF surface | Smooth | Partly covered | Fully covered | Fully covered | |
| IL shapes | (Nothing) | Lump or portion | Sheet, “I” shape | Wave-like, “D” shape | |
3.3 The Relationships between the Mechanical Properties and MAPE Content
4. Conclusions
Acknowledgements
Conflict of Interest
References
- Liu, H.; Wu, Q.; Zhang, Q. Preparation and properties of banana fiber-reinforced composites based on high density polyethylene (HDPE)/Nylon-6 blends. Bioresour. Technol. 2009, 100, 6088–6097. [Google Scholar] [CrossRef] [PubMed]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries. Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Tu, P.T. Production and developing prospect for wood plastic. New Build. Mater. 2001, 28, 10–12. [Google Scholar]
- Adhikary, K.B.; Pang, S.S.; Staiger, M.P. Dimensional stability and mechanical behaviour of wood-plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. B 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Markarian, J. Wood-plastic composites: Current trends in materials and processing. Plast. Addit. Compd. 2005, 7, 20–26. [Google Scholar] [CrossRef]
- Guo, J.; Tang, Y.N.; Xu, Z.M. Performance and thermal behavior of wood plastic composite produced by nonmetals of pulverized waste printed circuit boards. J. Hazard. Mater. 2010, 179, 203–207. [Google Scholar] [CrossRef]
- Deka, B.K.; Maji, T.K. Effect of coupling agent and nanoclay on properties of HDPE, LD PE, PP, PVC blend and Phargamites karka nanocomposite. Compos. Sci. Technol. 2010, 70, 1775–1761. [Google Scholar] [CrossRef]
- Lei, Y.; Wu, Q.L. Wood plastic composites based on microfibrillar blends of high density polyethylene/poly (ethylene terephthalate). Bioresour. Technol. 2010, 101, 3665–3671. [Google Scholar] [CrossRef] [PubMed]
- Afrifah, K.A.; Hickok, R.A.; Matuana, L.M. Polybutene as a matrix for wood plastic composites. Compos. Sci. Technol. 2010, 70, 167–172. [Google Scholar] [CrossRef]
- Czigany, T.; Vad, J.; Poloskei, K. Basalt fiber as a reinforcement of polymer composites. Period. Polytech. Mech. Eng. 2005, 49, 3–14. [Google Scholar]
- Sim, J.; Park, C.; Moon, D.Y. Characteristics of basalt fiber as a strengthening material for concrete structures. Compos. B 2005, 36, 504–512. [Google Scholar] [CrossRef]
- Wang, M.C.; Zhang, Z.G.; Li, Y.B. Chemical Durability and Mechanical Properties of Alkali-proof Basalt Fiber and its Reinforced Epoxy Composites. J. Reinf. Plast. Compos. 2008, 27, 393–407. [Google Scholar] [CrossRef]
- Matkó, S.; Keszei, S.; Csontos, I.; Anna, P.; Marosi, G.; Zsuga, M.; Borda, J.; Nagy, G. Fire retarded insulating sheets from recycled materials. Macromol. Symp. 2006, 233, 217–224. [Google Scholar] [CrossRef]
- Militky, J.; Kovacic, V.; Rubnerova, J. Influence of thermal treatment on tensile failure of basalt fiber. Eng. Fract. Mech. 2002, 69, 1025–1033. [Google Scholar] [CrossRef]
- Dalinkevich, A.A.; Gumargalieva, K.Z.; Marakhovsky, S.S.; Soukhanov, A.V. Modern basalt fibrous materials and basalt fiber-based polymeric composites. J. Nat. Fibers 2009, 6, 248–271. [Google Scholar] [CrossRef]
- Botev, M.; Betchev, H.; Bikiaris, D.; Panayiotou, C. Mechanical properties and viscoelastic behavior of basalt fiber-reinforced polypropylene. J. Appl. Polym. Sci. 1999, 74, 523–531. [Google Scholar] [CrossRef]
- Liu, Q.; Shaw, M.T.; Parnas, R.S.; McDonnell, A.M. Investigation of basalt fiber composite mechanical properties for applications in transportation. Polym. Compos. 2006, 27, 41–48. [Google Scholar] [CrossRef]
- Palmieri, A.; Matthys, S.; Tierens, M.; Pikakoutas, K. Basalt Fibers for Reinforcing and Strengthening Concrete. In Proceedings of the 9th International Symposium of the Fiber-Reinforced Polymer Reinforcement for Reinforced Concrete Structures (FRPRCS-9), Adelaide, Australia, 13–15 July 2009.
- Oksman, K. Improved interaction between wood and syntheticl polymers in wood/polymer composites. Wood Sci. Technol. 1996, 30, 197–205. [Google Scholar] [CrossRef]
- Fabiyi, J.S.; McDonald, A.G. Effect of wood species on property and weathering performance of wood plastic composites. Compos. A 2010, 41, 1434–1440. [Google Scholar] [CrossRef]
- Rizvi, G.M.; Semeralul, H. Glass-fiber-reinforced wood/plastic composites. J. Vinyl. Add. Technol. 2008, 14, 39–42. [Google Scholar] [CrossRef]
- Mohanty, S.; Verma, S.K.; Nayak, S.K. Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 2006, 66, 538–547. [Google Scholar] [CrossRef]
- Li, Q.; Matuana, L. Surface of cellulosic materials modified with functionalized polyethylene coupling agents. J. Appl. Polym. Sci. 2003, 88, 278–286. [Google Scholar] [CrossRef]
- Davidow, S.A.; Fridley, K.J. Development of design values for wood-plastic composite materials. J. Mater. Civ. Eng. 2003, 15, 415–418. [Google Scholar] [CrossRef]
- Yeh, S.K.; Gupta, R.K. Improved wood-plastic composites through better processing. Compos. A 2008, 39, 1694–1699. [Google Scholar] [CrossRef]
- Chen, J.X.; Guan, S.J.; Zhang, S.H.; Zheng, J.J.; Xie, J.; Lu, Y. Development of Basalt Fiber Reinforced Wood-plastic Composite. Adv. Mater. Res. 2011, 189–193, 4043–4048. [Google Scholar]
- Maurano, C.H.F.; Portal, L.L.; Neto, R.B.; Mauler, R.S. Functionalization of styrene-butadienestyrene (SBS) triblock copolymer with maleic anhydride. Polym. Bull. 2001, 46, 491–498. [Google Scholar] [CrossRef]
- Nachtigall, S.M.B.; Felix, A.H.O.; Mauler, R.S. Blend compatibilizers based on silane and maleic anhy-dride-modified polyolefins. J. Appl. Polym. Sci. 2003, 88, 2492–2498. [Google Scholar] [CrossRef]
- Czigany, T. Special manufacturing and characteristics of basalt fiber reinforced hybrid polypropylene composites: Mechanical properties and acoustic Emission Study. Compos. Sci. Technol. 2006, 66, 3210–3220. [Google Scholar] [CrossRef]
- Keledi, G.; Sudár, A.; Burgstaller, Ch.; Renner, K.; Moczo, J.; Pukanszky, B. Tensile and impact properties of three-component PP/wood/elastomer composites. Express Polym. Lett. 2012, 6, 224–236. [Google Scholar] [CrossRef]
- Zhao, M.; Hu, S.F.; Zhang, C.; Li, J.Y. Progress in Research of Interfacial Methods Modification of Wood-plastics Composites. Chem. Ind. Times 2009, 23, 47–51. [Google Scholar]
- Park, J.M.; Shin, W.G.; Yoon, D.J. A study of interfacial aspects of epoxy-based composites reinforced with dual basalt and SiC fibres by means of the fragmentation and acoustic emission techniques. Compos. Sci. Technol. 1999, 59, 355–370. [Google Scholar] [CrossRef]
- Xie, Y.J.; Hill, C.A.S.; Xiao, Z.F.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. A 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Pulsifer, D.P.; Lakhtakia, A. Background and survey of bioreplication techniques. Bioinsp. Biomim. 2011, 6, 1–11. [Google Scholar] [CrossRef]
- Chen, J.; Ni, Q.; Xu, Y.; Iwamoto, M. Lightweight composite structures in the forewings of beetles. Compos. Struct. 2007, 79, 331–337. [Google Scholar] [CrossRef]
- Chen, G.C.; Li, C.Q.; Liu, L.; Li, R.X.; Huang, Z.G.; Liu, G.Y. Effects of compatibilizer on polypropylene/wood powder composite. Plastics 2005, 34, 67–69. [Google Scholar]
- Kim, H.S.; Kim, S.; Kim, H.J.; Yang, H.S. Thermal properties of bio-flour-filled polyolefin composites with different compatibilizing agent type and content. Thermochim. Acta. 2006, 451, 181–188. [Google Scholar] [CrossRef]
- Yang, H.S.; Kim, H.J.; Park, H.J.; Lee, B.J.; Hwang, T.S. Effect of compatibilizing agents on rice-husk flour reinforced polypropylene composites. Compos. Struct. 2007, 77, 45–55. [Google Scholar] [CrossRef]
- Keener, T.J.; Stuart, R.K.; Brown, T.K. Maleated coupling agents for natural fibre composites. Compos. A 2004, 35, 357–362. [Google Scholar] [CrossRef]
- Doan, T.T.L.; Gao, S.L.; Mäder, E. Jute/polypropylene composites I. Effect of matrix modification. Compos. Sci. Technol. 2006, 66, 952–963. [Google Scholar] [CrossRef]
- Yang, H.S.; Wolcott, M.P.; Kim, H.S.; Kim, S.; Kim, H.J. Effect of different compatibilizing agents on the mechanical properties of lignocellulosic material filled polyethylene bio-composites. Compos. Struct. 2007, 79, 369–375. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.L.; Negulescu, II. Wood-fiber/high-density-polyethylene composites: Coupling agent performance. J. Appl. Polym. Sci. 2005, 96, 93–102. [Google Scholar] [CrossRef]
- Kazayawoko, M.; Balatinecz, J.J.; Woodhams, R.T. Diffuse reflectance Fourier transform infrared spectra of wood fibers treated with maleated polypropylenes. J. Appl. Polym. Sci. 1997, 66, 1163–1173. [Google Scholar] [CrossRef]
- Kazayawoko, M.; Balatinecz, J.J.; Matuana, L.M. Surface modification and adhesion mechanisms in wood fiber-polypropylene composites. J. Mater. Sci. 1999, 34, 6189–6199. [Google Scholar] [CrossRef]
- Johan, M.F.; Paul, G. The nature of adhesion in composites of modified cellulose fibers and polypropylene. J. Appl. Polym. Sci. 1991, 42, 609–620. [Google Scholar] [CrossRef]
- Colom, X.; Carrasco, F.; Pagès, P.; Cañavate, J. Effects of different treatments on the interface of HDPE/lignocellulosic fiber composites. Compos. Sci. Technol. 2003, 63, 161–169. [Google Scholar] [CrossRef]
- Shahabadi, S.I.S.; Garmabi, H. Response surface analysis of structural, mechanical, and permeability properties of polyethylene/Na+-montmorillonite composites, prepared by slurry-fed melt intercalation. Express Polym. Lett. 2012, 6, 657–671. [Google Scholar] [CrossRef]
- Song, G.J.; Wang, H.L.; Wang, L.; Li, P.Y. Optimization of Lubricant and Thermodynamic Property of HDPE-g-MAH Compatibilized HDPE/Wood Flour Composite. China Plast. Ind. 2006, 34, 53–56. [Google Scholar]
- Hu, L.N.; Shang, D.K.; Li, S.J.; Chen, W.H.; Song, B.J. Study on the interfacial functionary mechanism of plant fiber/basalt fiber composite material. Polym. Mater. Sci. Eng. 2004, 20, 29–32. [Google Scholar]
- Nachtigall, S.M.B.; Cerveira, G.S.; Rosa, S.M.L. New polymeric-coupling agent for polypropylene/wood-flour composites. Polym. Test. 2007, 26, 619–628. [Google Scholar] [CrossRef]
- Fang, M.F.; Huang, H. The study and application of wood-plastic composites. Mod. Agric. Sci. Technol. 2009, 8–14. [Google Scholar]
- Zhang, C.H.; Chen, Q.L.; Sun, K.W. Mechanical Properties of Waste Paper/Recycled HDPE Composite. China Plast. Ind. 2008, 36, 52–55. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Chen, J.; Wang, Y.; Gu, C.; Liu, J.; Liu, Y.; Li, M.; Lu, Y. Enhancement of the Mechanical Properties of Basalt Fiber-Wood-Plastic Composites via Maleic Anhydride Grafted High-Density Polyethylene (MAPE) Addition. Materials 2013, 6, 2483-2496. https://doi.org/10.3390/ma6062483
Chen J, Wang Y, Gu C, Liu J, Liu Y, Li M, Lu Y. Enhancement of the Mechanical Properties of Basalt Fiber-Wood-Plastic Composites via Maleic Anhydride Grafted High-Density Polyethylene (MAPE) Addition. Materials. 2013; 6(6):2483-2496. https://doi.org/10.3390/ma6062483
Chicago/Turabian StyleChen, Jinxiang, Yong Wang, Chenglong Gu, Jianxun Liu, Yufu Liu, Min Li, and Yun Lu. 2013. "Enhancement of the Mechanical Properties of Basalt Fiber-Wood-Plastic Composites via Maleic Anhydride Grafted High-Density Polyethylene (MAPE) Addition" Materials 6, no. 6: 2483-2496. https://doi.org/10.3390/ma6062483