1. Introduction
Al-Zn-Mg-Cu aluminum alloys exhibit high strength, excellent toughness, good thermal resistance, corrosion resistance, and processability, making them widely applicable across various fields [
1,
2,
3]. The 3xxx (Al-Mn series), 5xxx (Al-Mg series), 6xxx (Al-Mg-Si series), and 7xxx (Al-Zn-Mg-Cu series) aluminum alloys have undergone distinct advancements in aerospace applications to overcome their inherent limitations [
4,
5]. The 3xxx alloys (such as AA3003) employ laminate compositing and cold deformation techniques (such as AA3003/AA4043 hybrid materials) to achieve tensile strengths of up to 280 MPa. However, their relatively low strength confines their use to non-load-bearing components like fuel tanks. 5xxx alloys (such as AA5083) leverage micro-alloying (with Sc or Zr) and superplastic-forming technology to enhance strength to 400 MPa while mitigating stress corrosion cracking. These alloys are widely adopted in cryogenic fuel storage tanks for spacecraft due to their corrosion resistance and stability at low temperatures. The 6xxx alloys (such as AA6061) utilize precipitation hardening (via T6/T7 aging) and particle-reinforced composites (such as SiC/Al
2O
3) to reach strengths of 450 MPa. Despite these improvements, their susceptibility to thermal softening above 150 °C and limited ductility restrict their application to secondary structures like door rails. In contrast, 7xxx alloys (such as AA7075, AA7085) have emerged as the premier choice for extreme-load components such as aircraft wing spars and landing gear. Through nanocomposite reinforcement (such as SiC/graphene), in situ synthesis of dispersed nanoparticles (such as ZrB
2/TiB
2), and rare-earth micro-alloying (such as Er/Sc additions), these alloys achieve ultrahigh tensile strengths exceeding 650 MPa while maintaining damage tolerance. Their exceptional specific strength (250 MPa·cm
3/g) surpasses other series, and advanced over-aging treatments coupled with interfacial optimization resolve historical challenges like stress corrosion susceptibility and brittleness. These innovations align with aerospace demands for lightweight design, operational reliability, and extended service life, solidifying the 7xxx series’ dominance in critical aerospace applications.
This study focuses on the 7085 aluminum alloy, a high-zinc variant within the Al-Zn-Mg-Cu series. As a member of the Al-Zn-Mg-Cu alloy family, the 7085 aluminum alloy is specifically designed for high-strength applications. It combines exceptional strength and toughness with favorable machinability and weldability, enabling its extensive use in aerospace engineering [
6,
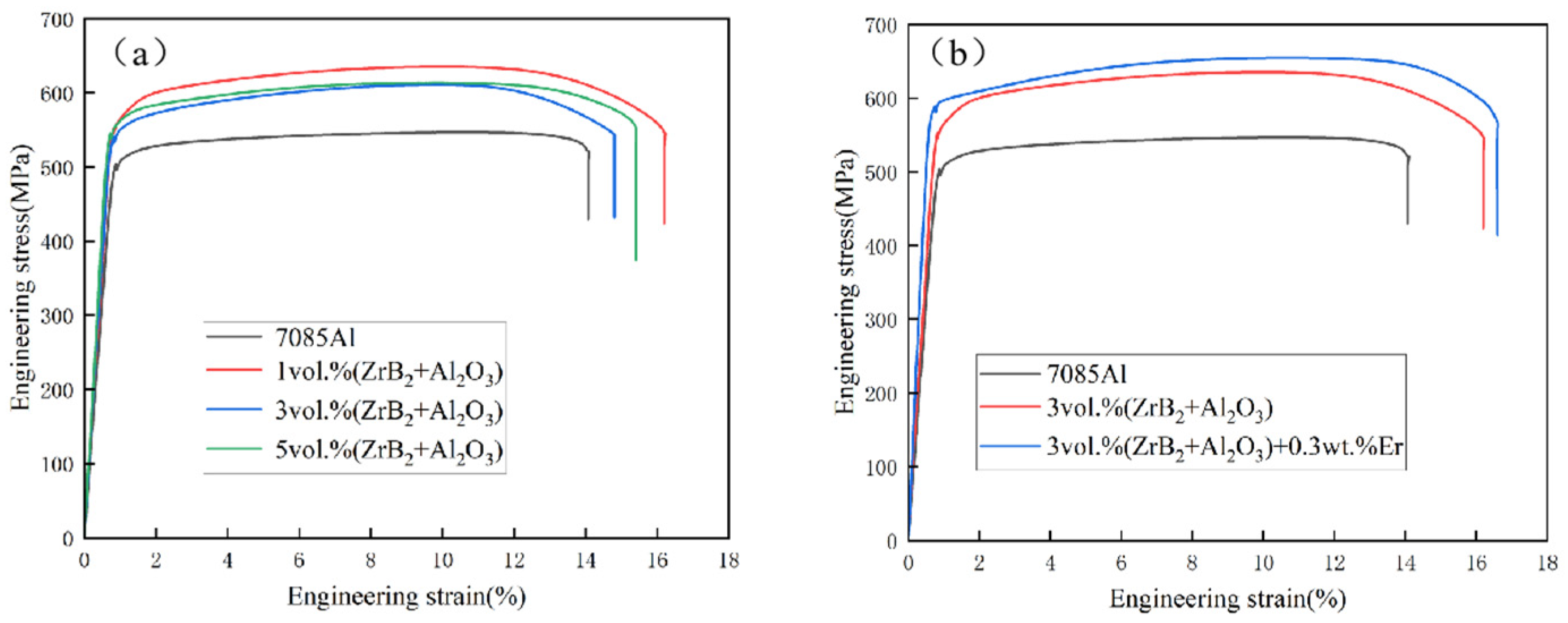
7]. As aerospace technologies advance toward lightweight design, enhanced reliability, and extended service durability, conventional 7085 aluminum alloy (ultimate tensile strength~550 MPa, elongation 12–15%) [
8] increasingly fails to satisfy the stringent performance demands of next-generation aircraft for mission-critical structural components, particularly wing spars and landing gear support assemblies. A representative case involves commercial aircraft primary load-bearing frames [
9], which require sustained tensile strength exceeding 600 MPa coupled with fracture toughness greater than 30 MPa·m
1/
2 when subjected to cyclic temperature variations between −60 °C and 150 °C. Current 7085 alloys exhibit notable shortcomings in fatigue resistance and damage tolerance under multi-axial loading scenarios. Furthermore, the inherent strength–ductility trade-off phenomenon in aluminum alloys frequently results in compromised fracture toughness during strength optimization, raising concerns about catastrophic brittle failure mechanisms. Consequently, the development of an advanced 7085 aluminum alloy variant that synergistically combines ultrahigh tensile strength (>650 MPa), enhanced ductility (>15% elongation), and superior fracture toughness has emerged as a critical research priority for overcoming existing material limitations in aerospace engineering applications. In the context of increasingly stringent performance requirements for aircraft materials [
10], developing cost-effective methods to manufacture aluminum alloys with higher strength grades has become a key research focus in this field, offering vast potential for future advancements.
Currently, to address the aforementioned challenges, numerous scholars have conducted extensive research, primarily adopting the following methods: (1) Ceramic particle reinforcement [
11,
12]. Ceramic-particle-reinforced aluminum matrix composites significantly enhance mechanical properties by uniformly dispersing high-hardness, high-stiffness ceramic particles (such as SiC and Al
2O
3) into the aluminum matrix. As reinforcing phases, ceramic particles effectively transfer loads and hinder matrix deformation, thereby improving the overall strength and elastic modulus of the material. Simultaneously, interfacial interactions between particles and the matrix suppress dislocation motion, enhancing creep and fatigue resistance. Under high-temperature conditions, ceramic particles stabilize the matrix structure, delaying the softening tendency of the aluminum alloy and enabling the material to retain elevated strength at elevated temperatures. Additionally, the dispersion strengthening effect and grain refinement strengthening mechanism further optimize the material’s hardness and wear resistance, enabling excellent performance under friction or impact loads. (2) Rare earth microalloying [
13,
14]. Rare earth microalloying-enhanced aluminum matrix composites are advanced materials that leverage the unique physicochemical properties of trace rare earth elements (such as Sc, Ce, La, and Y) to optimize microstructures and interfacial configurations, thereby significantly improving mechanical properties. The addition of rare earth elements effectively refines matrix grains and purifies the melt, reducing the size and distribution of impurity phases. These elements also interact with the aluminum matrix or reinforcing phases (such as ceramic particles), forming highly stable rare earth compounds or interfacial transition layers to enhance interfacial bonding strength. This microalloying effect synergistically boosts strength, hardness, and creep resistance through mechanisms such as grain refinement strengthening, solid solution strengthening, and secondary phase strengthening, while mitigating the toughness reduction caused by the introduction of reinforcing phases in traditional aluminum matrix composites. Furthermore, rare earth elements inhibit high-temperature grain boundary sliding and dislocation motion, ensuring better mechanical stability in high-temperature environments.
Ceramic particle reinforcement is a type of exogenous particle strengthening. This approach suffers from drawbacks such as poor wettability, uncontrollable interfacial reactions, and uneven particle distribution [
15,
16]. This study employs in situ synthesized nanoparticle-reinforced aluminum matrix composites [
17,
18], where the reinforcing phase is generated through in situ chemical reactions within the aluminum matrix. “In situ” refers to the phenomenon where nanoparticles directly nucleate and grow within the matrix during the material preparation process (such as the melting stage), rather than being externally added through methods like pre-synthesis followed by mechanical mixing. This synthesis strategy ensures that the reinforcing particles possess ultra-clean surfaces, and the interfacial bonding regions between the reinforcement and matrix exhibit no defects or pores, significantly enhancing the interfacial bonding quality. Such in situ self-generated characteristics effectively circumvent the common issues of interfacial contamination and structural discontinuity associated with traditional exogenous particle addition methods. ZrB
2 particles possess an ultra-high melting point (3250 °C) and excellent high-temperature stability. Through in situ synthesis, nanoscale-dispersed ZrB
2 can be generated within the aluminum matrix. Their low lattice mismatch with the aluminum matrix ensures clean interfacial bonding, significantly enhancing the alloy’s strength. Al
2O
3 particles leverage their high hardness (~20 GPa) and chemical inertness to hinder dislocation motion via the Orowan strengthening mechanism, while simultaneously improving the composite’s wear resistance and toughness. The controlled differences in thermal expansion coefficients between both particles and the aluminum matrix effectively reduce interfacial thermal stress, preventing crack initiation. Furthermore, the synergistic effect of ZrB
2/Al
2O
3 balances the strength–ductility trade-off; ZrB
2 dominates high-temperature strengthening, while Al
2O
3 optimizes room-temperature toughness, making the composite suitable for extreme aerospace operating conditions. For instance, Vineet K et al. [
19] utilized a mixed-salt method to in situ synthesize ZrB
2 particles in ZA alloys by adding KBF
4 and KZrF
6. The incorporation of ZrB
2 particles refined the matrix grains, significantly enhancing the mechanical properties of the alloy. Compared to the ZA alloy, the ZA/9 vol.% ZrB
2 composite exhibited a 34% increase in tensile strength, 40% improvement in compressive strength, and 62% higher hardness. Similarly, Zhao et al. [
20] synthesized TiB
2 particles in situ in a 6201 aluminum alloy using K
2TiF
6 and KBF
4. Their study revealed two types of TiB
2 particles: submicron-sized particles forming a network distribution and nano-sized dispersoids. The 4 wt.% TiB
2/6201Al composite achieved ultimate tensile strength (UTS) of 360.9 MPa, elongation (El) of 8.27%, and electrical conductivity (EC) of 53.5% IACS. The semi-coherent particle/matrix (p/m) interface formed in the composite played a critical role in strengthening the matrix.
Single particle reinforcement or single rare earth microalloying [
21,
22,
23] provides limited optimization for the performance of aluminum matrix composites. Therefore, this experiment combines rare earth microalloying with nanoparticle reinforcement to better enhance the mechanical properties of aluminum alloys. This study uses the rare earth element Er to enhance the mechanical properties of aluminum alloys. Although scandium (Sc) exhibits the best strengthening effect in aluminum matrix composites [
24], its high cost limits practical applications. Er, belonging to the same group as Sc, offers similar grain refinement and second-phase strengthening capabilities at a significantly lower price, making it a cost-effective alternative. Er improves material strength and wear resistance by forming reinforcing phases that pin dislocations, refining the microstructure and purifying the melt to enhance interfacial bonding. Importantly, it achieves a synergistic optimization of strength and ductility with minimal adverse effects on toughness. For example, Li et al. [
25] demonstrated that adding rare earth Er to 7075 aluminum alloys promoted the formation of coherent Al
3Er precipitates with the Al matrix. This resulted in grain refinement, reducing the length of columnar crystals from 106 mm to 84 mm, and achieving a tensile strength of 338 MPa with excellent plasticity (15.9% elongation). Similarly, Qian et al. [
26] investigated the addition of rare earth Er and ZrB
2 particles to 6061 aluminum alloys. They observed a 2 nm-thick Er-rich layer coating the surface of ZrB
2 particles, which effectively mitigated particle agglomeration and significantly enhanced the composite’s overall performance. Huang et al. [
27] found that adding Er to 7055 aluminum alloy forms thermally stable Al
3(Er,Zr) precipitates. These precipitates optimize interfacial structures and refine grains. Combined with Al
2O
3 and ZrB
2 nanoparticles, Er enables multi-scale strengthening, markedly improving the alloy’s high-temperature creep resistance and microstructural stability. Kim et al. [
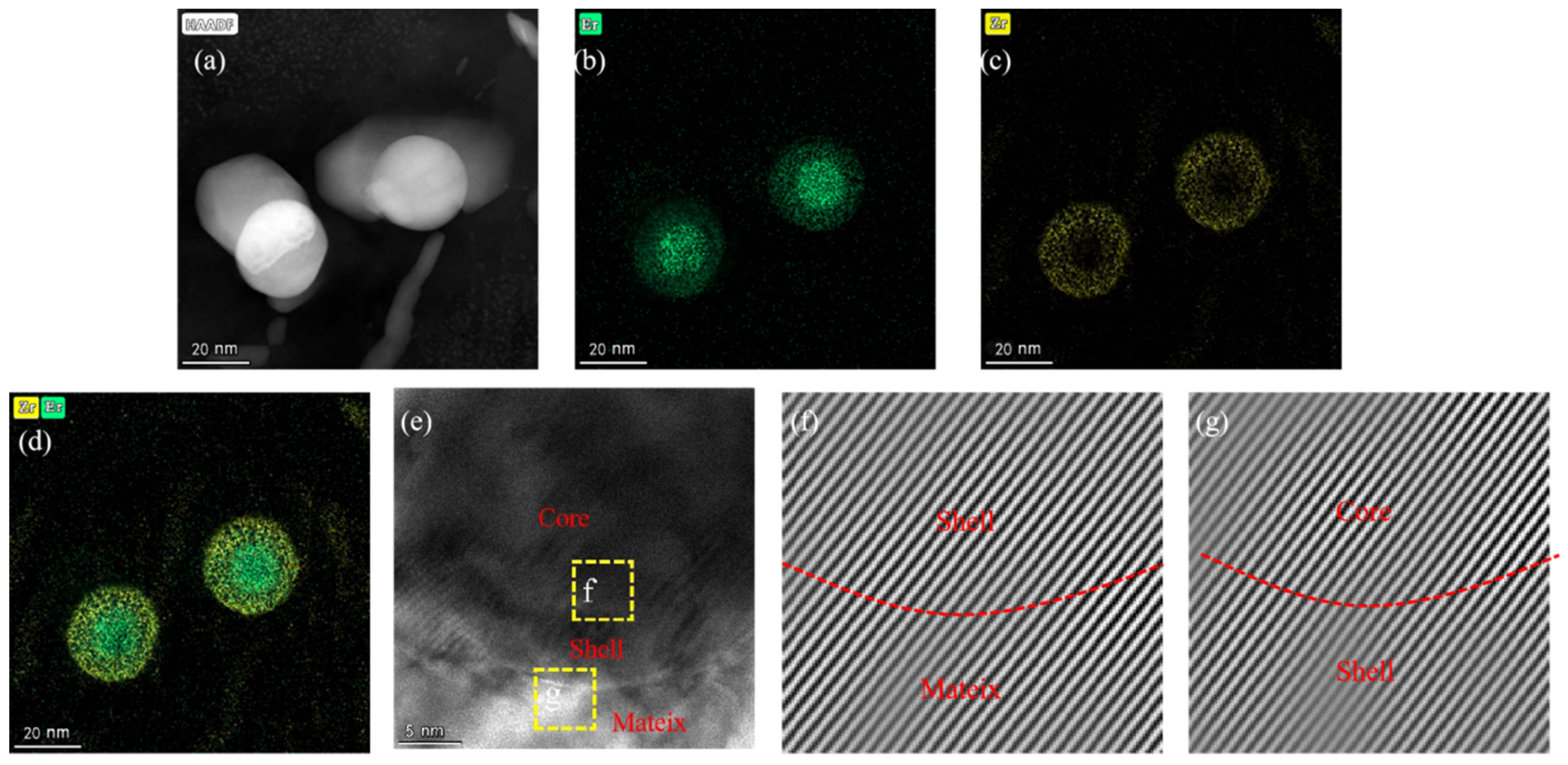
28] demonstrated that Er addition to Al-Zn-Mg alloys synergistically with Zr induces L12-structured Al
3(Zr,Er) precipitates with a core–shell configuration (Er-rich core/Zr-rich shell). The diffusion-resistant Zr-rich shell effectively stabilizes them against coarsening at elevated temperatures. In Zr-Er-Y alloys, Er boosts L12 phase density by ~20% compared to Zr/Y mono-doped systems, facilitating heterogeneous nucleation of the η-phase and leading to refined, dispersed η-phase precipitation during aging.
This study introduces an innovative approach combining in situ nanoparticle synthesis with Er microalloying to overcome traditional limitations in aluminum composite design. Unlike previous methods that relied on single reinforcement techniques (such as Vineet K et al. [
19], Zhao et al. [
20]) or costly Sc alloying, our strategy synergistically integrates hybrid ZrB
2-Al
2O
3 nanoparticle formation and Er modification. The in situ process eliminates interfacial defects common in conventional composites, while Er simultaneously refines grain structure and stabilizes nanoscale precipitates through thermally stable core–shell phases. This multi-scale reinforcement mechanism achieves an unprecedented balance between strength and ductility, addressing the typical trade-offs in particle-reinforced systems and rare-earth-modified alloys. By harmonizing nanoparticle dispersion, precipitation hardening, and microstructural control, the work offers a new pathway for developing high-performance aluminum composites with enhanced reliability for aerospace applications.
2. Materials and Methods
2.1. Selection of Matrix Material and Reinforcement Phase
The 7085 aluminum alloy was selected as the matrix material in this experiment, with its primary chemical composition listed in
Table 1. Quantitative elemental analysis was conducted using a mass spectrometer; the mass fractions of Fe, Si, Mn, Cr, and Ti were all below 0.1% and thus considered negligible in this study. The raw materials included commercially pure aluminum (Al), zinc (Zn), copper (Cu), magnesium (Mg), as well as Al-10Zr and Al-20Er master alloys. The Na
2B
4O
7-K
2ZrF
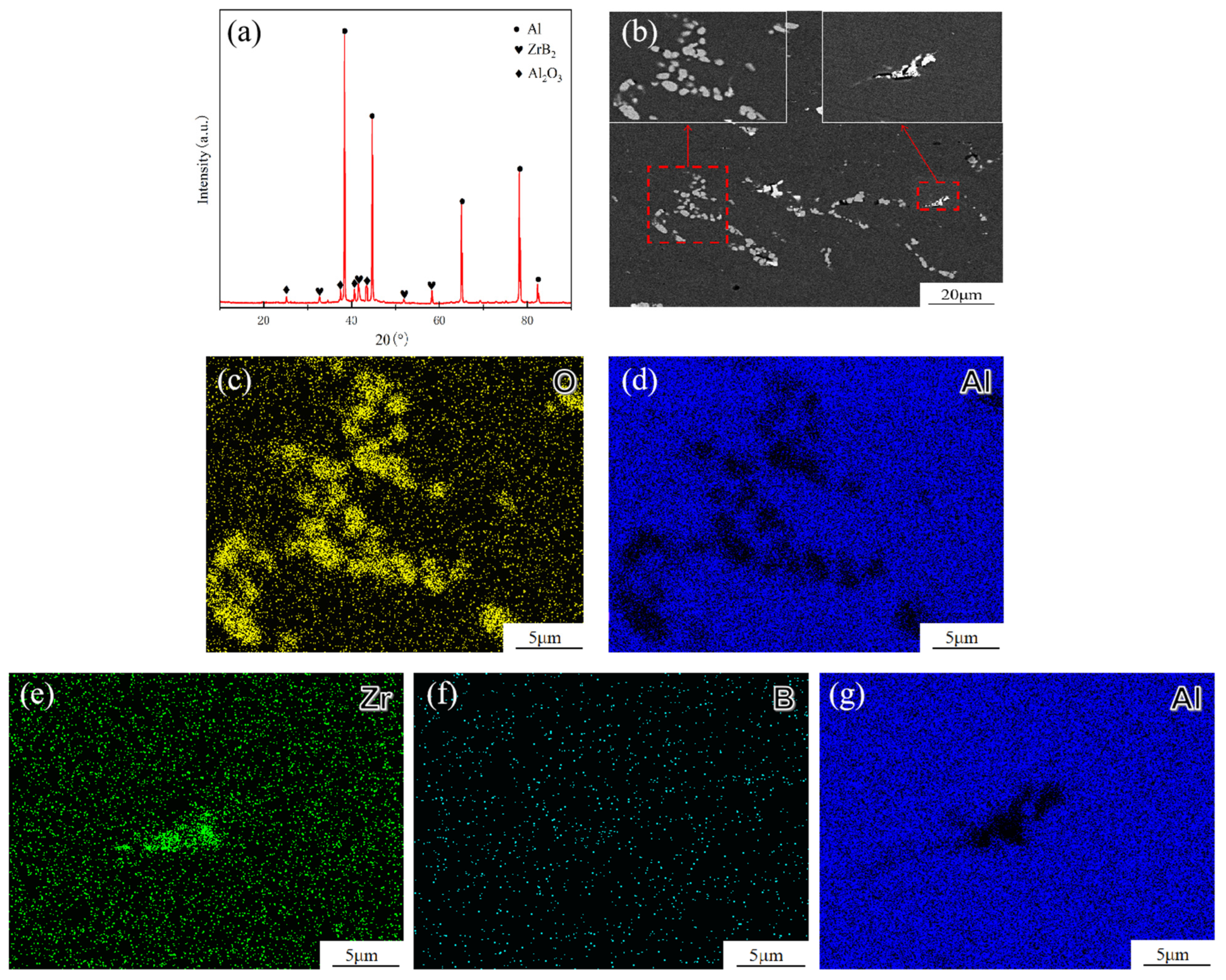
6 reaction system was employed to in situ synthesize ZrB
2 and Al
2O
3 particles within the matrix.
2.2. Fabrication of Composite Materials
In this experiment, 7085 aluminum matrix composites synergistically reinforced with ZrB
2, Al
2O
3 particles, and Er were prepared via the melt direct reaction method. The detailed procedure is as follows: First, industrial-grade Na
2B
4O
7 and K
2ZrF
6 were dried; in addition to synthesizing particles in situ with NaB
4O
7, K
2ZrF
6 reacts with the aluminum oxide layer upon melting to generate fluorides, disrupting the alumina film that hinders wetting, thereby improving the wettability of the aluminum/ceramic interface [
29]. Borax and zirconium salt were placed in an oven and dried at 200 °C for 3 h. After drying, they were ground into powder in a mortar, mixed uniformly, and wrapped in aluminum foil for later use. Next, commercially pure aluminum was melted in an electromagnetic induction furnace at 850 °C. The pre-mixed borax and zirconium salt powders were added batchwise into the molten aluminum using a graphite bell jar, followed by continuous stirring with a graphite rod to prevent agglomeration. The reaction proceeded at 850 °C for 30 min, and electromagnetic stirring (200 A, 10 Hz) also continued for 30 min in this process. After the reaction, the melt was degassed and slag-removed. When the melt temperature dropped to 750 °C, commercially pure copper, zinc, Al-10Zr, and Al-20Er (if only in situ particles are required in the experiment, this step can be omitted) master alloys were added, and electromagnetic stirring continued for 20 min in this process. After 20 min, when the temperature decreased to 700 °C, commercially pure magnesium was introduced and reacted for 10 min; electromagnetic stirring also continued for 10 min in this process. The melt was degassed and slag-removed (by-product removal) again. Finally, at 720 °C, the melt was poured into preheated molds and cooled to obtain composite ingots.
Considering that the thermal expansion of different particles or rare earth elements differs from that of the 7085 aluminum alloy [
30], during T6 heat treatment, different parameters should be adopted to ensure better heat treatment effects for the samples. For the base alloy without any additives, the solution treatment temperature is 470 °C, which is a conventional single-stage process. The holding time is 2 h to ensure sufficient dissolution of Cu, Zn, and Mg elements. The heating rate should not exceed 10 °C per minute to avoid local overheating and grain coarsening. Water quenching is conducted after holding is completed. Artificial aging is performed at 120 °C for 24 h.
For the 7085 aluminum alloy reinforced with ZrB2 and Al2O3 particles, the thermal expansion coefficient difference between the particles and the aluminum alloy induces dislocation multiplication effects. A higher solution temperature and longer solution time are required to activate interfacial bonding. Thus, the solution treatment is conducted at 520 °C for 4 h. Water quenching is conducted after holding is completed. Artificial aging is extended to 120 °C for 28 h to compensate for the diffusion hindrance caused by the particles.
For the 7085 aluminum alloy co-reinforced with ZrB2 and Al2O3 particles and rare earth Er, a higher solution treatment temperature is necessary to activate interfacial reactions. Due to the higher diffusion coefficient of Er, the aging temperature must be reduced to suppress the coarsening of Er-containing phases. A multi-stage solution treatment optimizes microstructural homogeneity. The solution treatment follows a three-stage process: 500 °C for 2 h, then 520 °C for 2 h, followed by 540 °C for 2 h. Water quenching is conducted after holding is completed. Artificial aging is performed at 100 °C for 30 h.
2.3. Rolling Process of Composites
The as-cast 7085 aluminum matrix composite was cut into rectangular specimens (60 × 30 × 12 mm3). To reduce segregation, the specimens underwent homogenization treatment at 470 °C for 24 h in a furnace. After homogenization, all six surfaces of the specimens were polished with sandpaper, degreased in acetone, and rinsed with alcohol.
Before rolling, the rollers were lubricated and preheated. The initial roll gap was set to 12 mm. Specimens preheated in a muffle furnace at 470 °C were rolled with a 2 mm reduction per pass. After each pass, the specimens were reheated at 470 °C for 10 min. This process was repeated until the final thickness reached 2 mm.
2.4. Microstructural Characterization and Mechanical Testing
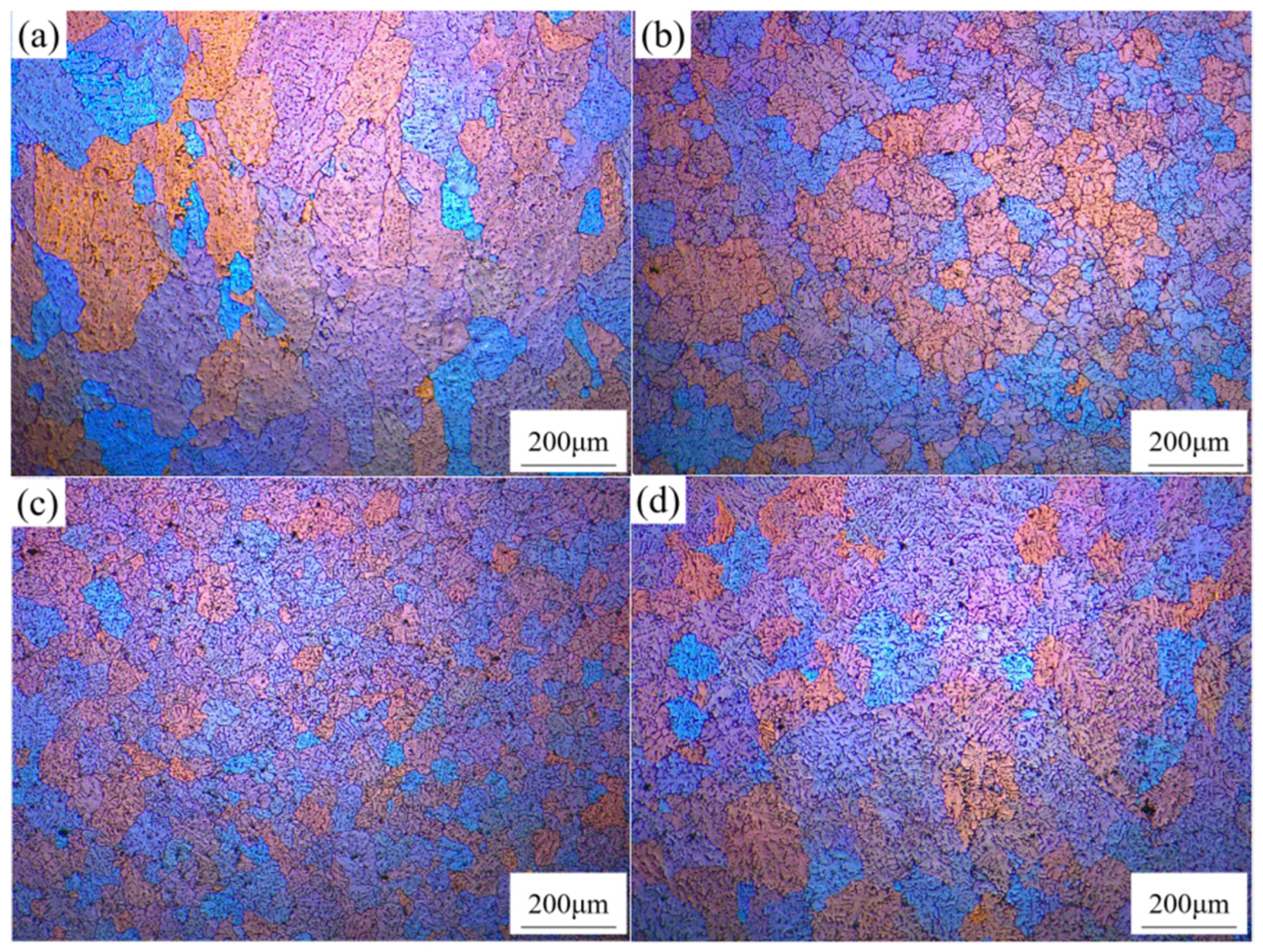
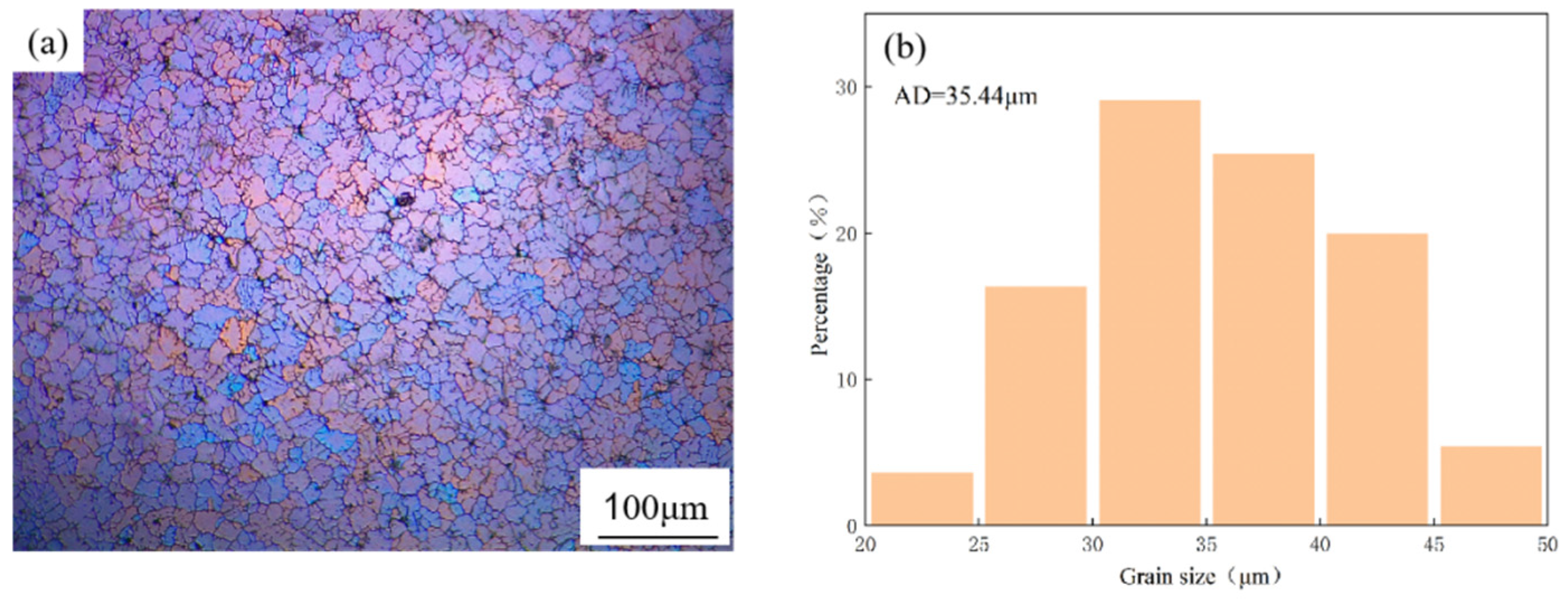
Metallographic specimens of the 7085 aluminum alloy were mechanically ground and polished using 240~2000# sandpaper, followed by rough and fine polishing. The Zeiss Observer Z1m optical microscope (Carl Zeiss AG, Oberkochen, Germany) was employed to observe the microstructure, including grain size, morphology, and the size/distribution of particle clusters. Grain size was measured using Image-J software( the version number: 1.54g) by outlining all grains in the acquired micrographs, yielding an average value with a measurement error of ±5%. The primary source of measurement error stems from inaccuracies introduced during manual grain boundary delineation. Phase composition was determined using a D8 ADVANCE X-ray diffractometer (Bruker AXS GmbH, Karlsruhe, Germany). The FEI NovaNano450 scanning electron microscope (SEM) (FEI Company, Hillsboro, OR, USA) was utilized to characterize the size, distribution, and morphology of particle clusters, as well as the dispersion of precipitates in the composites. The H-7800 transmission electron microscope (TEM) (Hitachi High-Technologies Corporation, Tokyo, Japan) was applied to analyze dislocation distribution and the interfacial relationships between particles/precipitates and the aluminum matrix. Room-temperature tensile tests were conducted on an AG-X Plus precision universal testing machine (Shimadzu Corporation, Tokyo, Japan) at a strain rate of 1 mm/min, and the test results were averaged from three specimens. The UTS values presented have a measurement error of ±3%, primarily caused by the load cell accuracy of the testing machine, specimen misalignment, and strain rate fluctuations. The elongation measurement error of ±3% is primarily attributed to extensometer grip slippage and calibration deviations.
4. Discussion
4.1. Synergistic Strengthening Mechanisms of Composite Materials
Based on the aforementioned research, the primary strengthening mechanisms in in situ nanocomposites include grain refinement strengthening, Orowan strengthening, and CTE strengthening. The enhancement of the composite material’s mechanical properties is achieved through the combined effects of these strengthening mechanisms.
- (1)
Grain Refinement Strengthening
Grain refinement strengthening is a mechanism that improves material strength by reducing grain size. When dislocations within grains move near grain boundaries, they are obstructed by the boundaries, leading to dislocation pile-up. To sustain further deformation, external stress must be increased. Moreover, finer grains result in a higher proportion of grain boundaries, creating more obstacles for dislocation motion. Currently, there are two main mechanisms for matrix grain refinement in aluminum matrix composites: (1) the heterogeneous nucleation mechanism at the reinforcement–matrix interface; (2) the thermal exchange mechanism between reinforcements and the matrix alloy. For in situ ZrB
2, Al
2O
3, and Er-reinforced aluminum matrix composites, since the reinforcing phases are chemically synthesized within the melt, they can act as heterogeneous nucleation sites for α-Al phase, thereby inducing refinement. Therefore, the grain refinement strengthening mechanism in these composites is attributed to heterogeneous nucleation of the matrix on reinforcement surfaces. According to the Hall–Petch equation, The grain refinement strengthening increment can be expressed by the following formula:
In the formula, represents the grain refinement strengthening contribution, is the frictional stress within the grain, k is the material constant, d is the matrix grain size, and d0 is the refined grain size. In this equation, k and d are fixed values. A smaller d0 (i.e., finer grains) leads to a greater grain refinement strengthening contribution.
- (2)
Orowan Strengthening
Orowan strengthening is the strengthening effect caused by the obstruction of dislocations passing through closely spaced, fine hard particles. In in situ ZrB
2, Al
2O
3, and Al
3(Er,Zr) particle-reinforced aluminum matrix composites, due to the fine size and high volume fraction of the particles, most particles are distributed within the grain boundaries. According to Orowan’s dislocation obstruction theory, the smaller the interparticle spacing, the greater the curvature of dislocation lines bypassing the particles, thereby increasing the resistance to dislocation motion and resulting in high material strength. The Orowan strengthening increment can be expressed by the following formula:
In the formula, represents the Orowan strengthening contribution. M is the Taylor factor (M = 3.07), is the Poisson’s ratio (= 0.345), G is the shear modulus (G = 26.2 GPa), b is the Burgers vector (b = 0.286 nm), d is the average size of the reinforcing phase, is the average interparticle spacing, f is the volume fraction of the reinforcing phase. As indicated by Equations (3) and (4), the smaller the particle size (d), the denser the spacing (), and the higher the volume fraction (f), the greater the Orowan strengthening increment ().
- (3)
CTE Strengthening
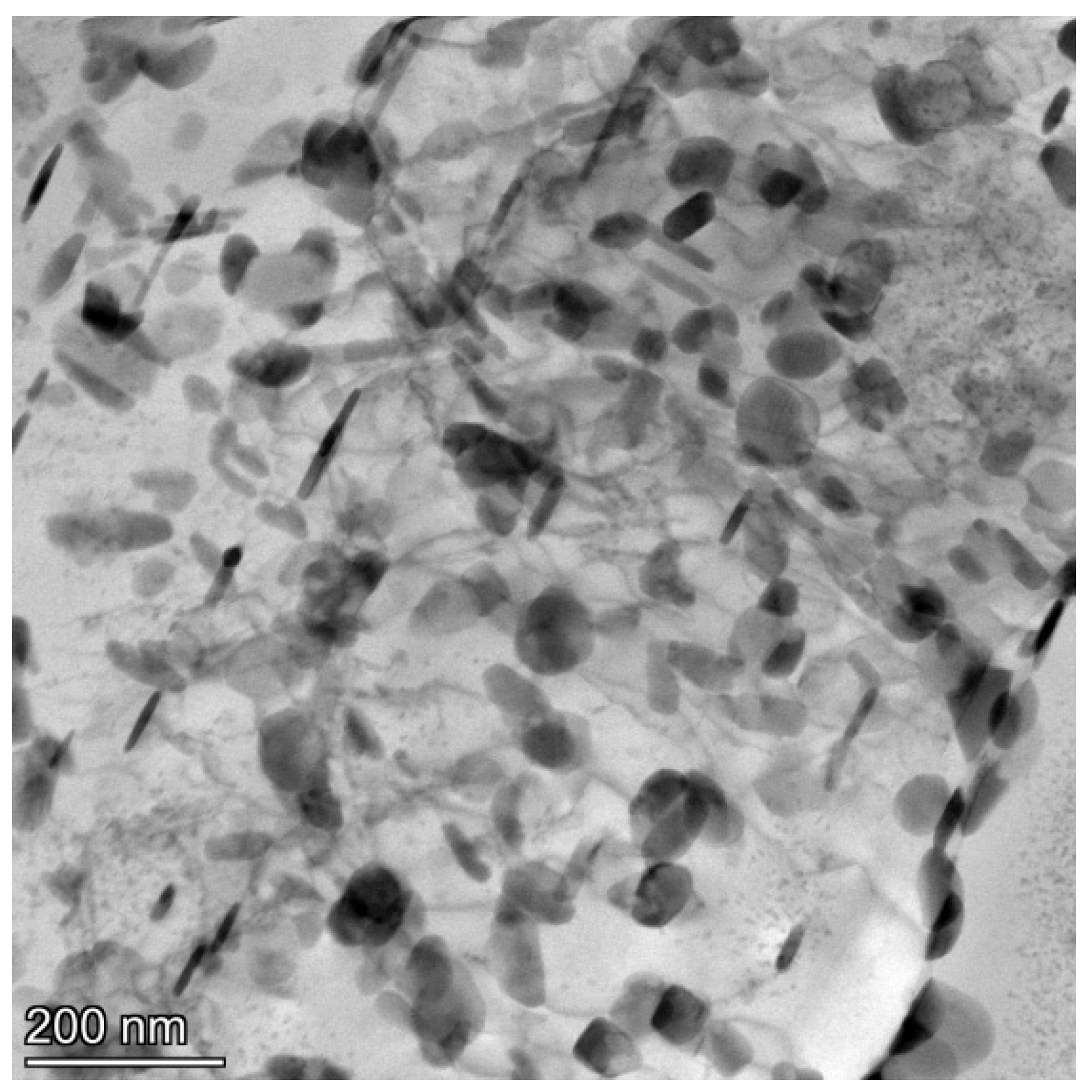
CTE (Coefficient of Thermal Expansion) strengthening is a mechanism that enhances material strength by leveraging the difference in thermal expansion coefficients between the matrix material and the reinforcing phase. When a composite material is cooled from a high temperature to room temperature, thermal mismatch dislocations (as shown in
Figure 11) are generated at the interface due to the disparity in thermal expansion coefficients between the matrix and the reinforcing phase. This creates residual stress fields at the interface, which hinder dislocation motion, thereby improving the material’s strength and hardness. The effectiveness of this mechanism depends on the thermal expansion coefficient difference between the matrix and the reinforcing phase, the volume fraction of the reinforcing phase, and the processing parameters of the material. The CTE strengthening increment can be expressed using the following formula:
In the formula, is the CTE strengthening increment, A is the constant (A = 0.83), is the dislocation density increment, is the thermal expansion coefficient difference between the matrix and the reinforcing phase, is the temperature difference between the composite material’s casting temperature and room temperature, and d is the average diameter of the nanoparticles. This indicates that a larger thermal expansion coefficient difference () and a higher volume fraction of the reinforcing phase results in a greater CTE strengthening increment ().
Figure 11.
The relationship between in situ nanoparticles and dislocations.
Figure 11.
The relationship between in situ nanoparticles and dislocations.
From the aforementioned strengthening mechanisms, we can derive the generalized equation describing the relationship between (ZrB
2 + Al
2O
3) nanoparticles and rare earth Er in strengthening the 7085Al alloy:
Microstructural regulation overcomes the traditional strength–toughness trade-off in aluminum alloys through multi-scale synergistic mechanisms. In fields such as aerospace and rail transportation, the material achieves a significant increase in strength while maintaining excellent fracture toughness, promoting advancements in aerospace technologies toward lightweight design, enhanced reliability, and extended service durability.
4.2. Sensitivity Analysis of Process Parameters
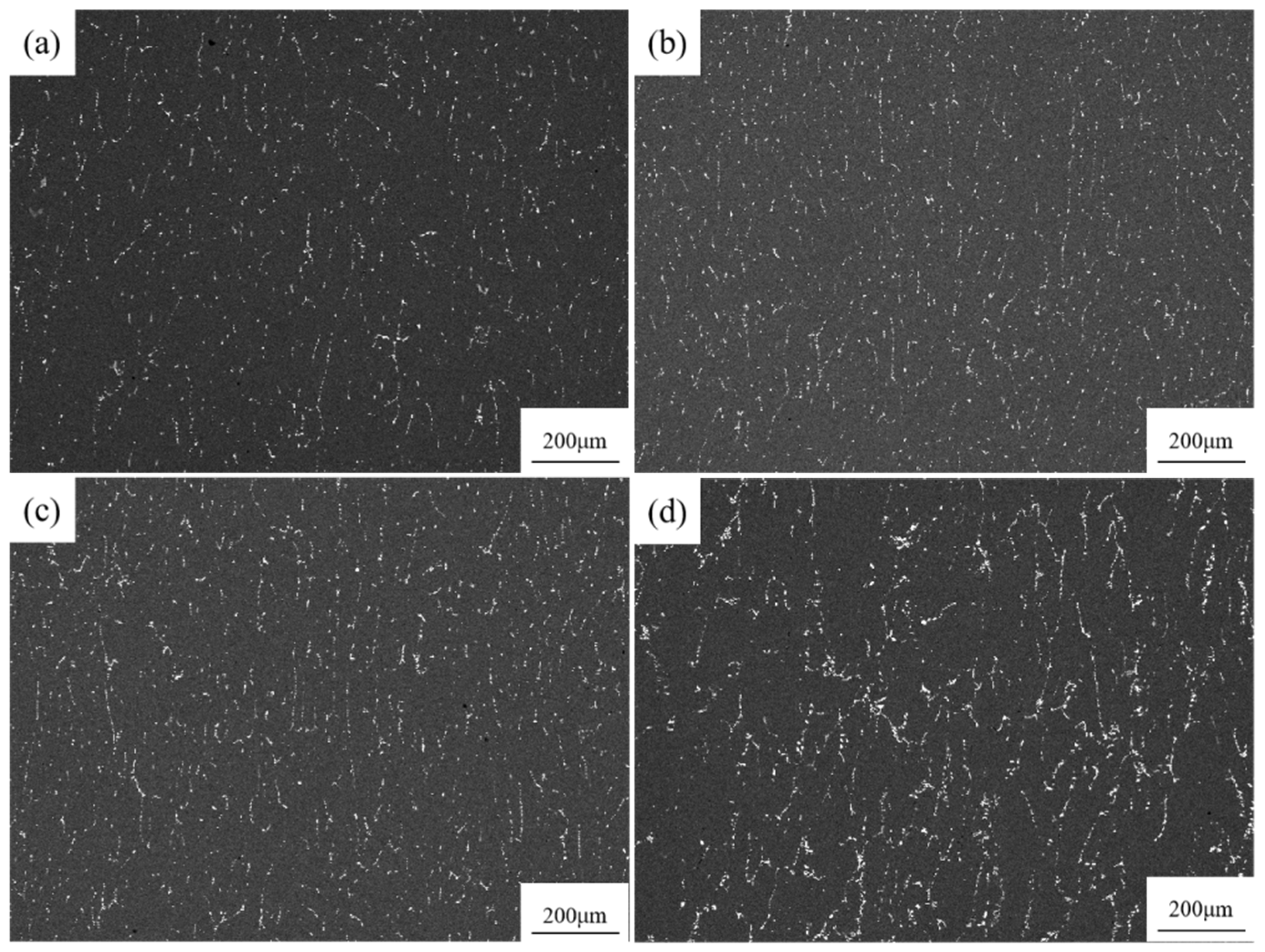
Rolling deformation (80% reduction) significantly regulates particle distribution through two mechanisms: (1) fragmentation effect: rolling breaks original clusters (
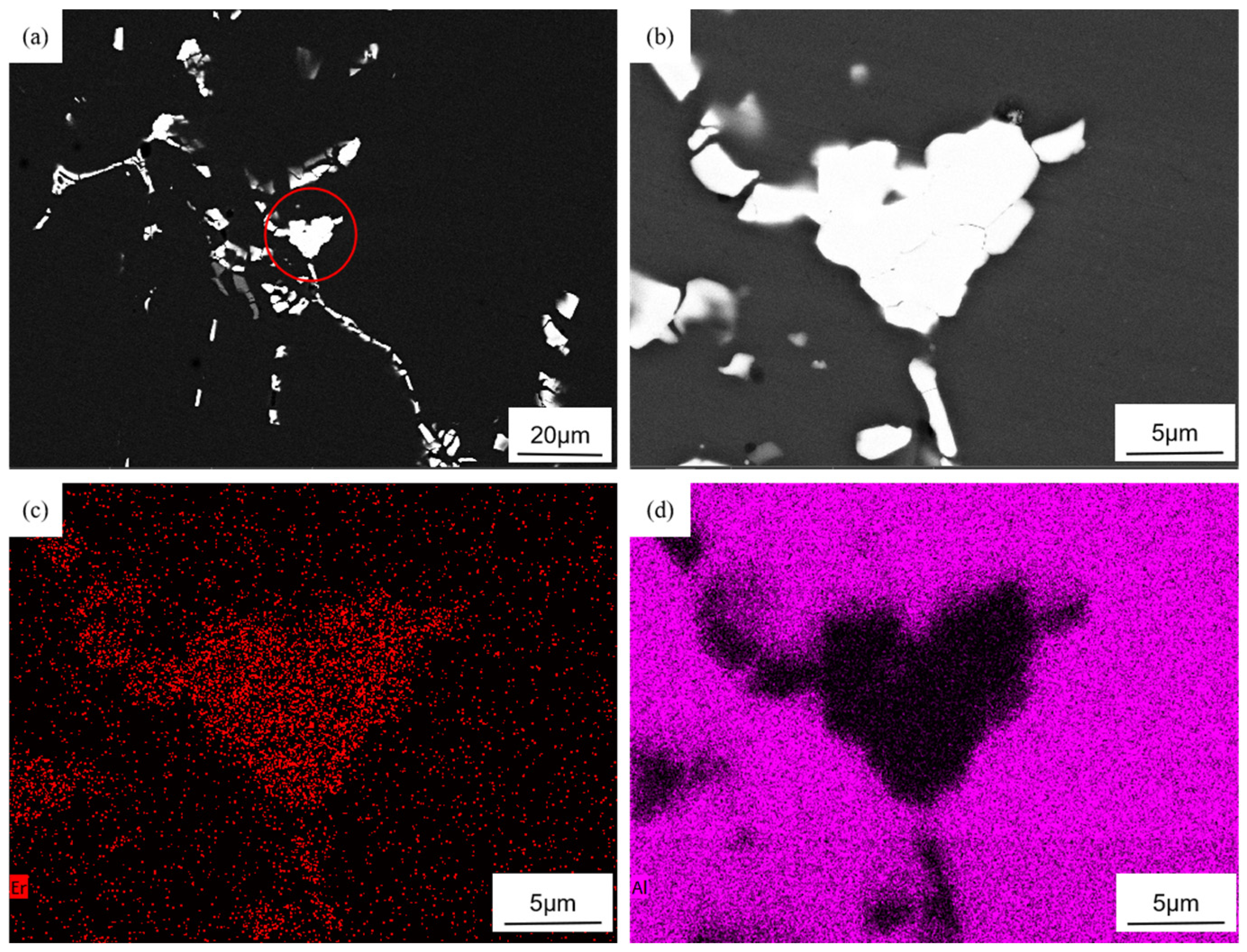
Figure 3c) into submicron particles (
Figure 4), forming chain-like distribution along the rolling direction, effectively eliminating dendritic segregation (
Figure 6); (2) dynamic recrystallization: heat treatment at 450 °C promotes particle redistribution, but excessive temperatures (>500 °C) may dissolve Al
3(Er,Zr) precipitates (
Figure 7). This aligns with findings by Li et al. [
25] in 7075 alloy, suggesting the need to optimize thermomechanical processing windows to balance phase stability and nucleation efficiency.
4.3. Potential Industrial Applications
The synergistic reinforcement strategy combining in situ synthesized (ZrB2 + Al2O3) nanoparticles with rare earth Er microalloying demonstrates significant potential for industrial applications requiring high-performance aluminum alloys. This composite material’s exceptional strength–ductility synergy, enhanced thermal stability, and improved interfacial characteristics make it particularly suitable for aerospace structural components such as aircraft wing spars, landing gear assemblies, and spacecraft fuel system parts, where lightweight design and operational reliability are paramount. The material’s demonstrated thermal stability under extreme temperature gradients suggests potential suitability for next-generation hypersonic vehicle skins and rocket engine components operating in high-temperature environments. This inherent heat-resistant characteristic, derived from the nanoparticle-reinforced matrix and optimized interfacial bonding, positions the composite as a candidate material for applications requiring structural reliability in thermally aggressive operating conditions. In automotive engineering, this composite could be applied in safety-critical suspension systems and electric vehicle battery enclosures, benefiting from its damage tolerance and vibration resistance. The manufacturing process’ compatibility with conventional foundry techniques and rolling operations enables cost-effective mass production, while the nanoparticle-reinforced matrix offers extended service life for marine applications requiring corrosion resistance in saltwater environments. The technology’s scalability and performance advantages position it as a competitive solution for advanced transportation systems and renewable energy infrastructure where material efficiency and structural reliability are crucial.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}