Study on Shear Resistance of Aluminum Alloy Joints Enhanced by Surface Geometry


Highlights
- The surface microstructure can effectively improve adhesive bonding strength.
- Grooves are beneficial to the formation of mechanical locking between adhesive and aluminum alloy.
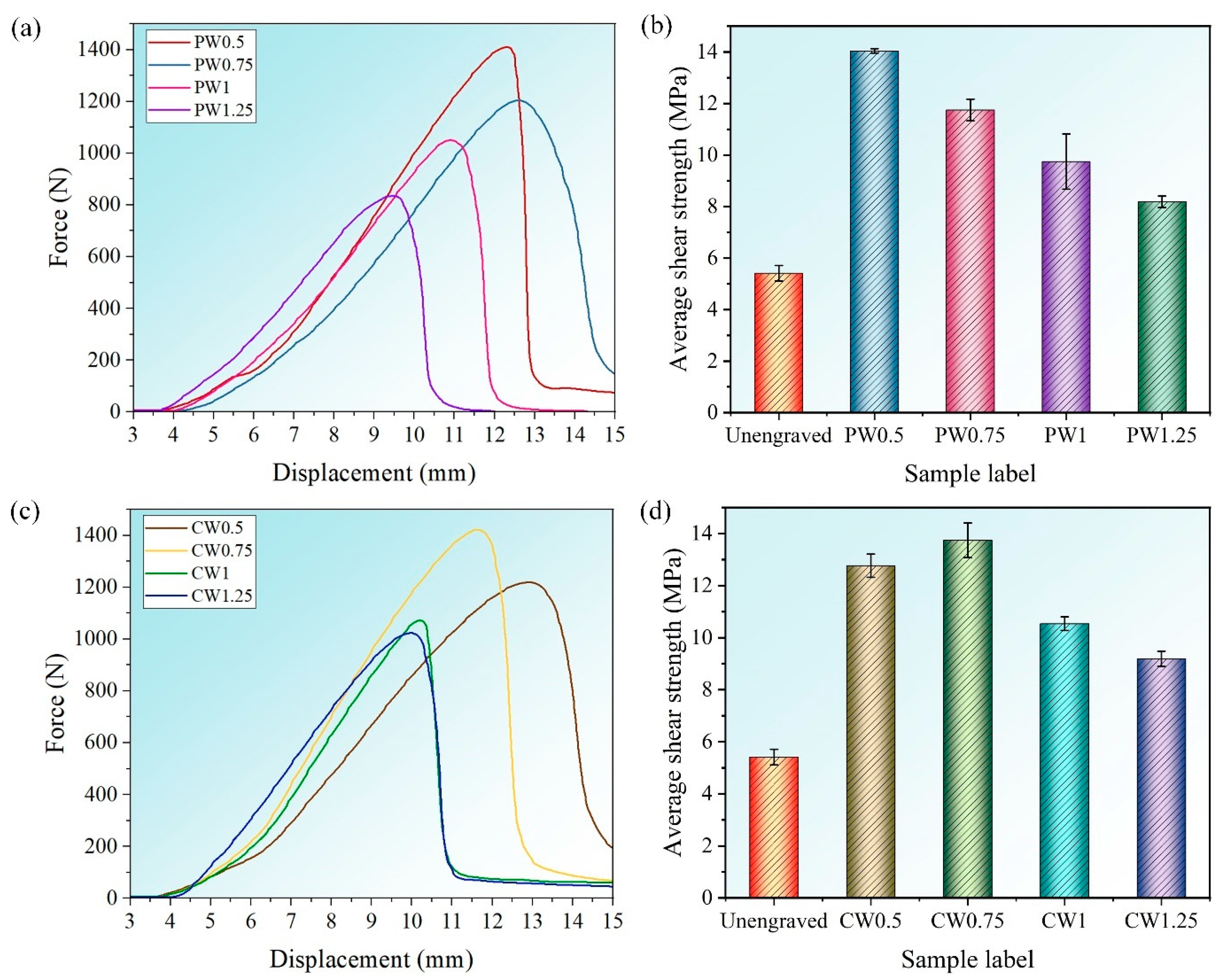
- The best shear strength of the treated sample is 14.04 MPa.
Abstract

1. Introduction
2. Experimental Method
2.1. Materials
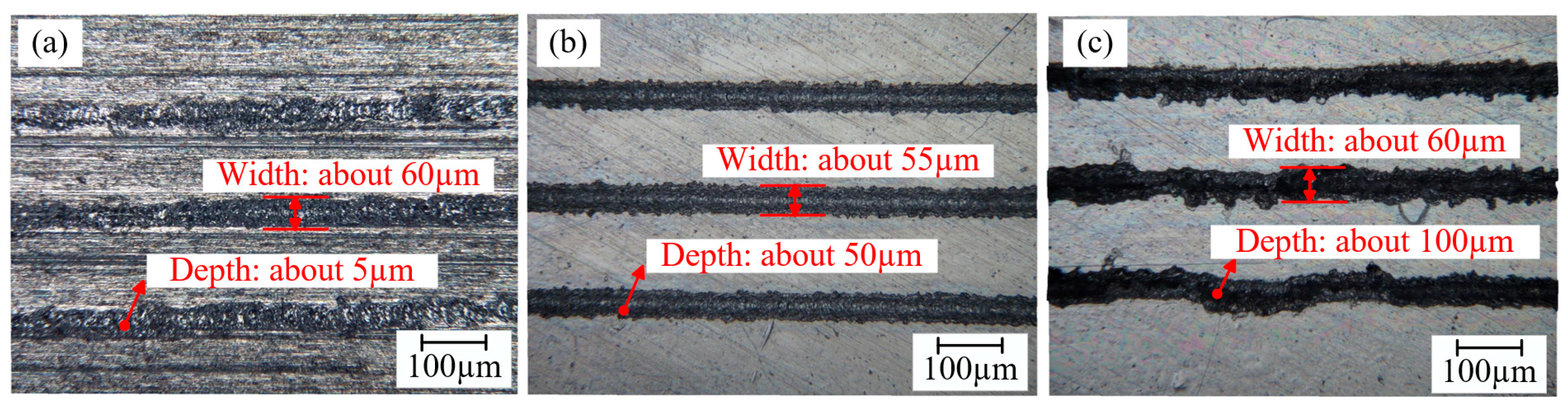
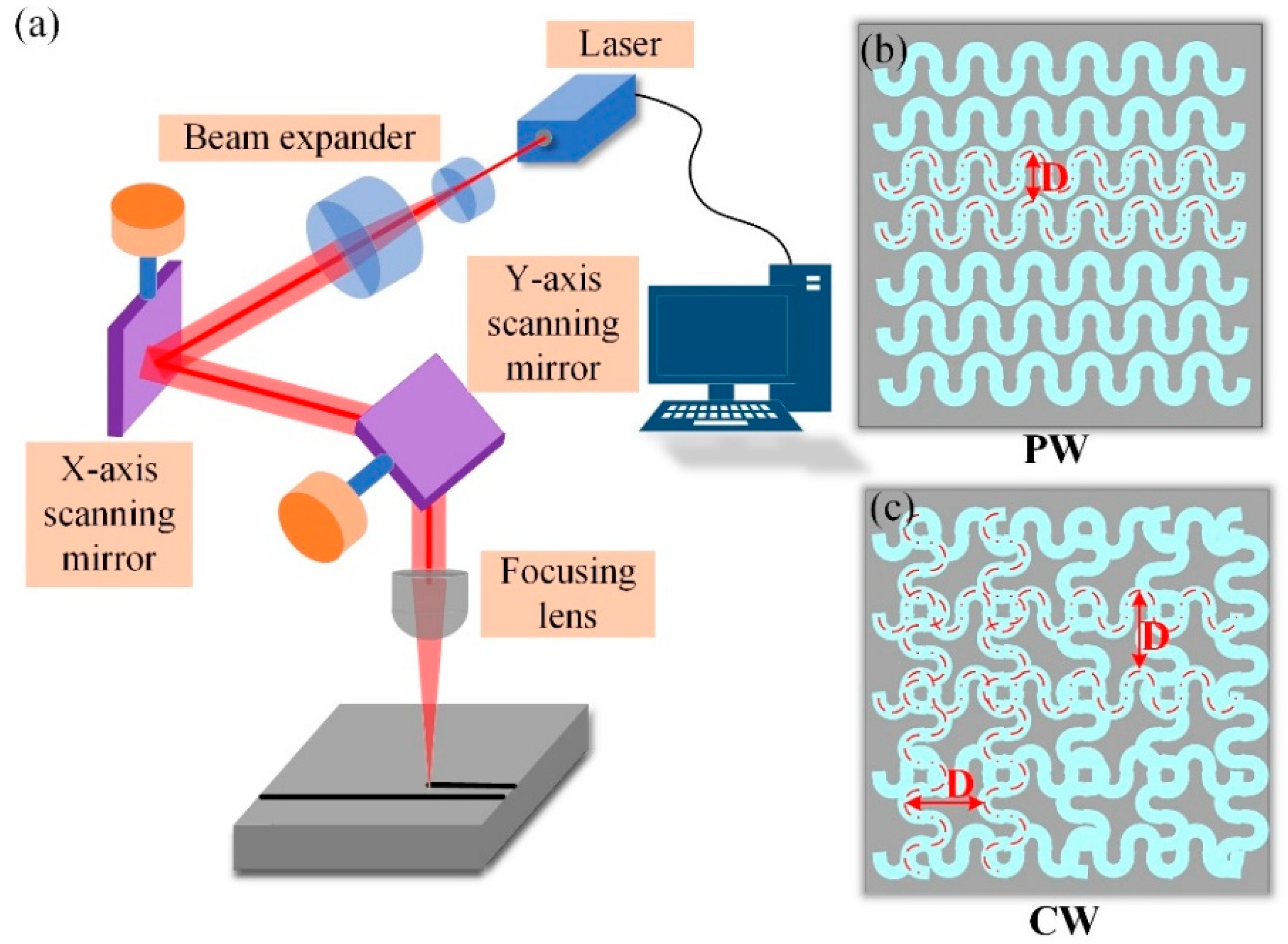
2.2. Laser Surface Pretreatment
2.3. Surface Analysis
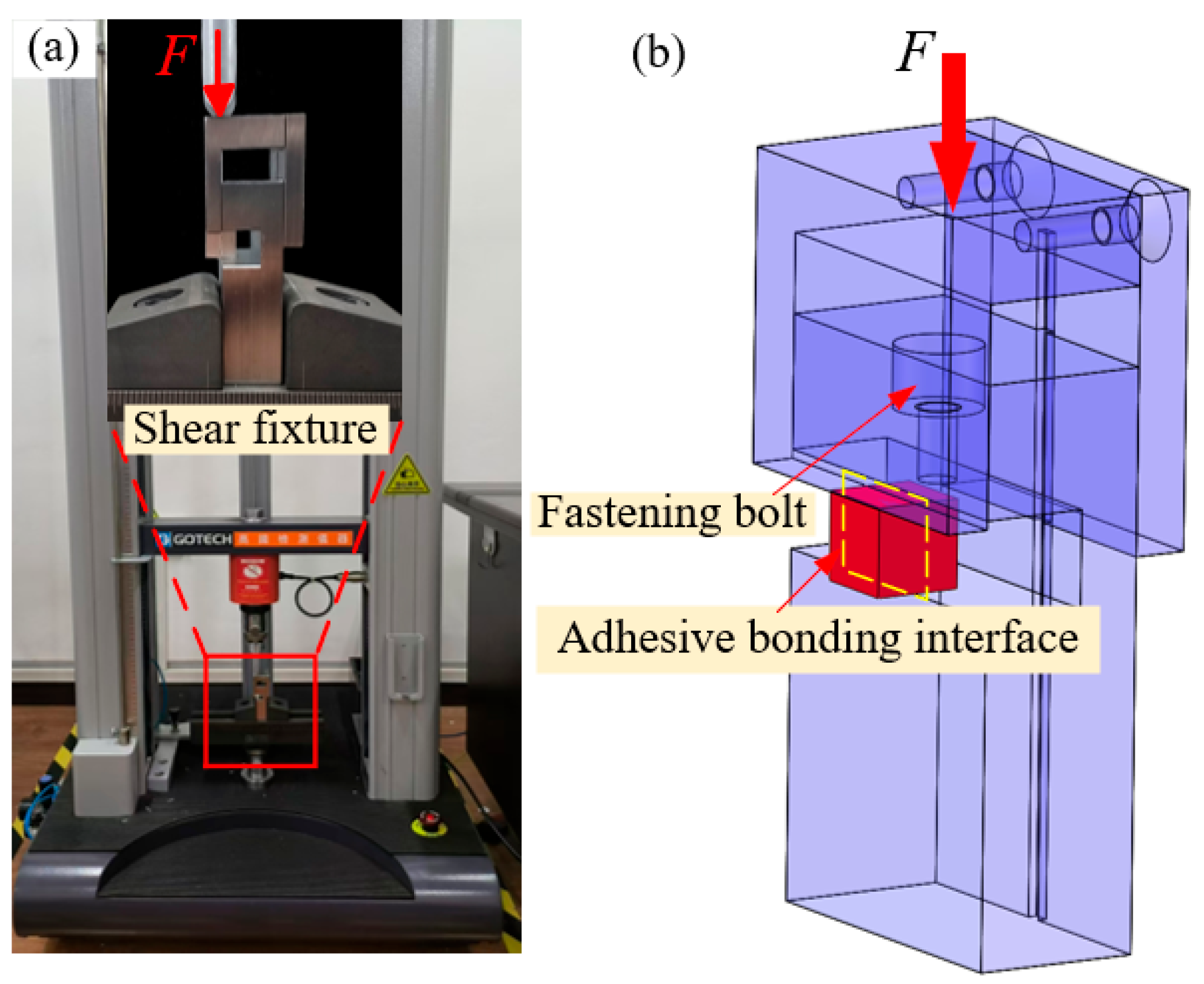
2.4. Joint Fabrication and Interface Characteristics
2.5. Shear Test
3. Results and Discussion
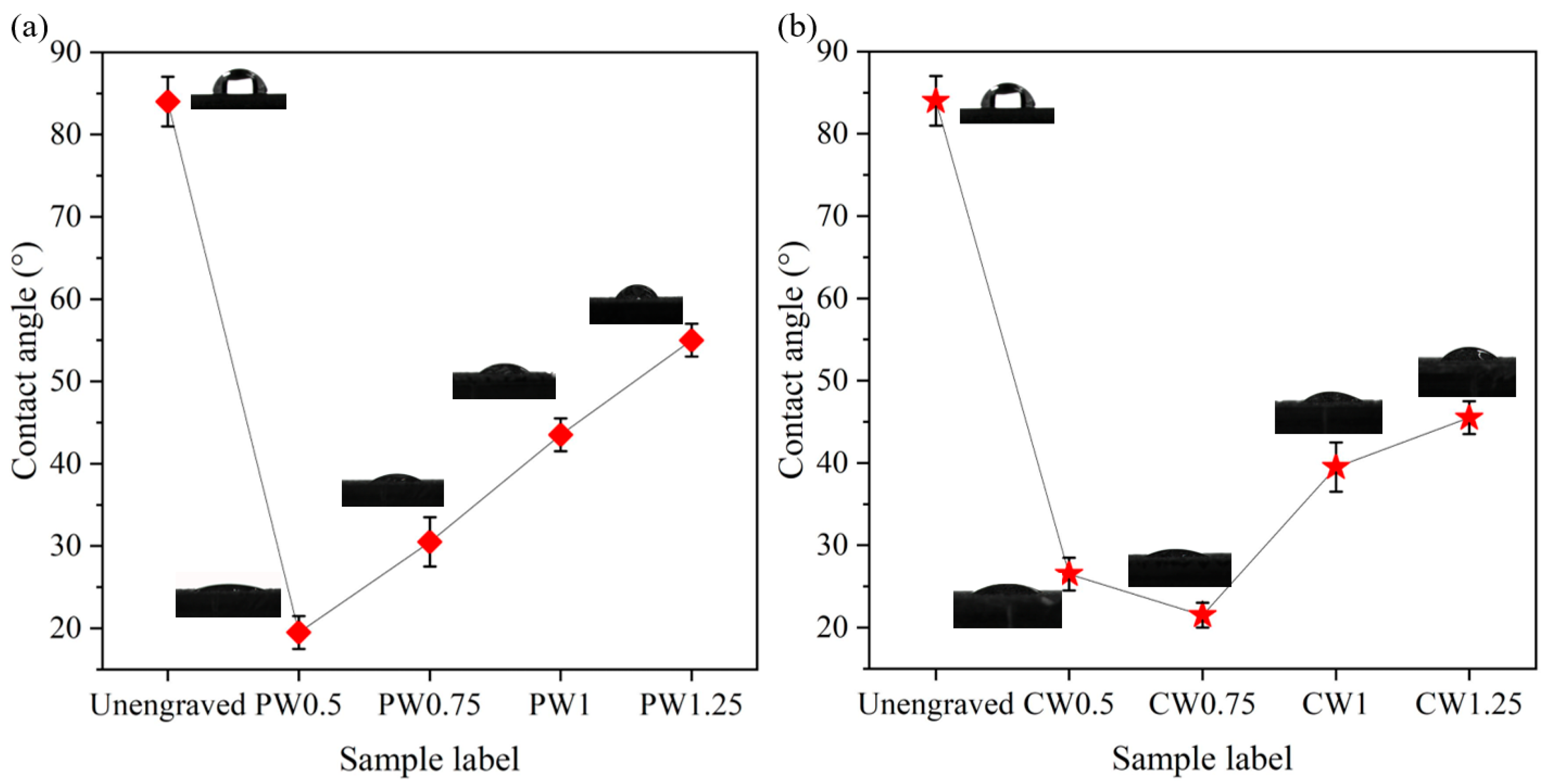
3.1. Wettability Analysis
3.2. Shear Strength Analysis
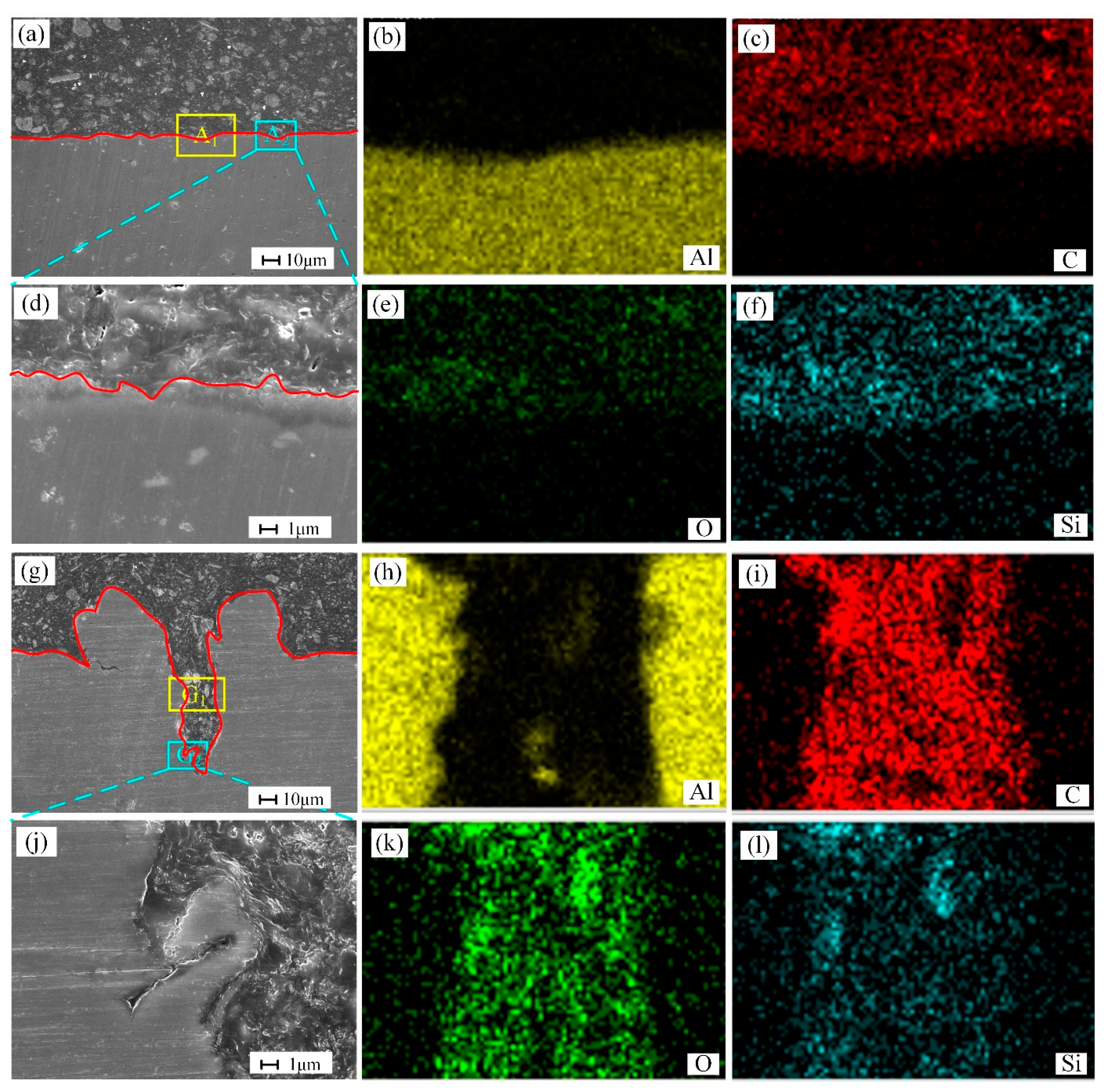
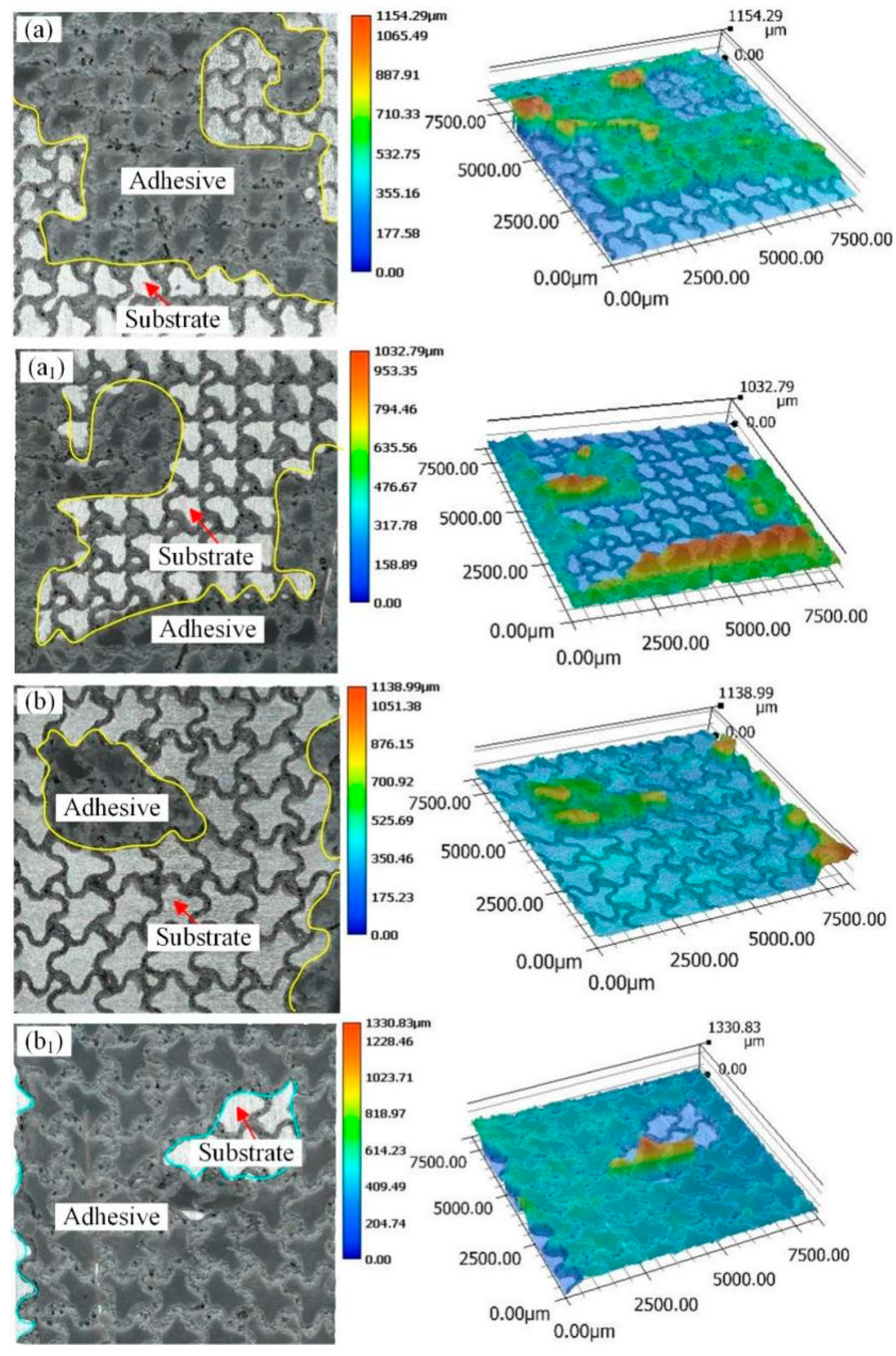
3.3. Interface Analysis
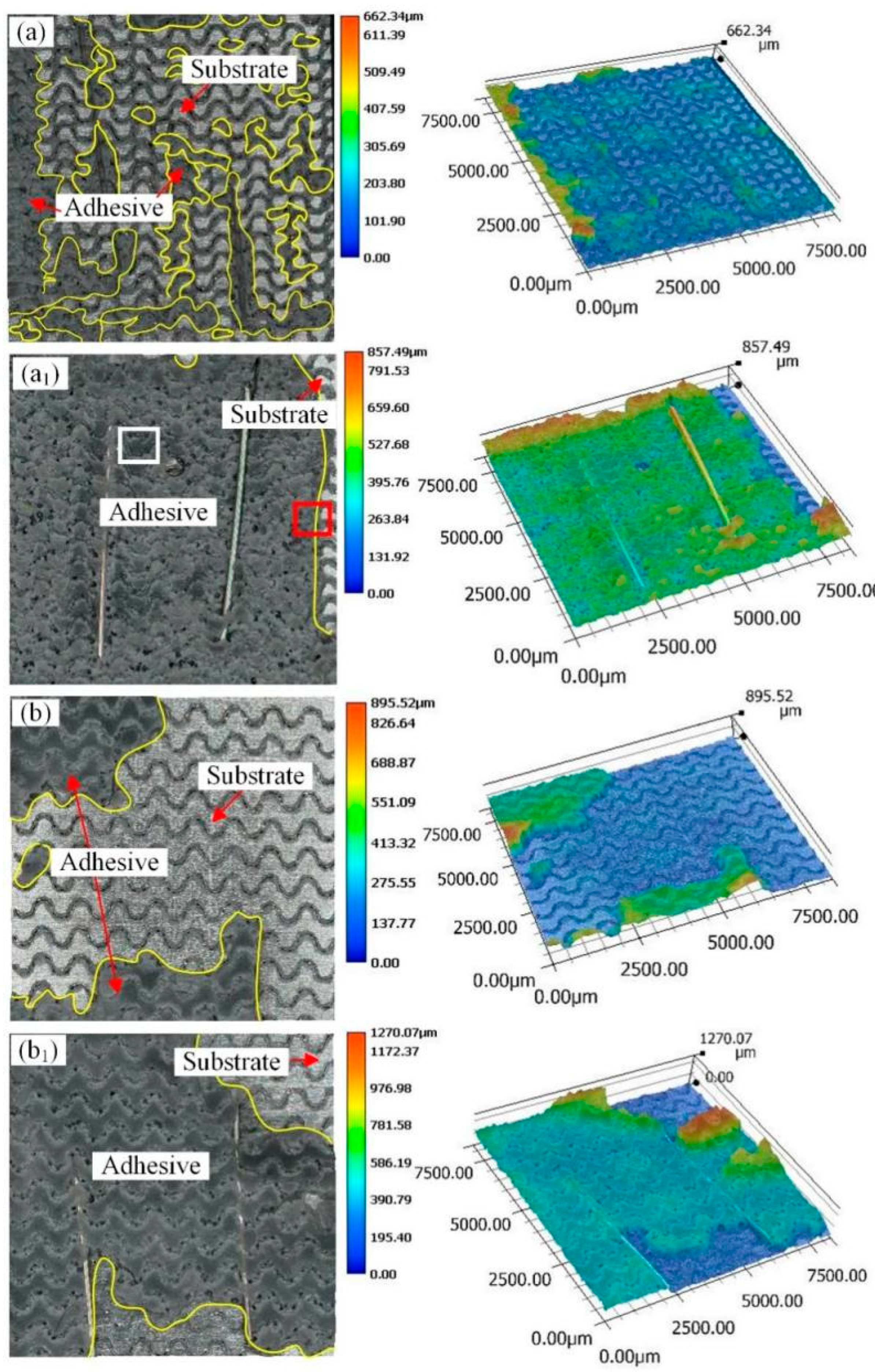
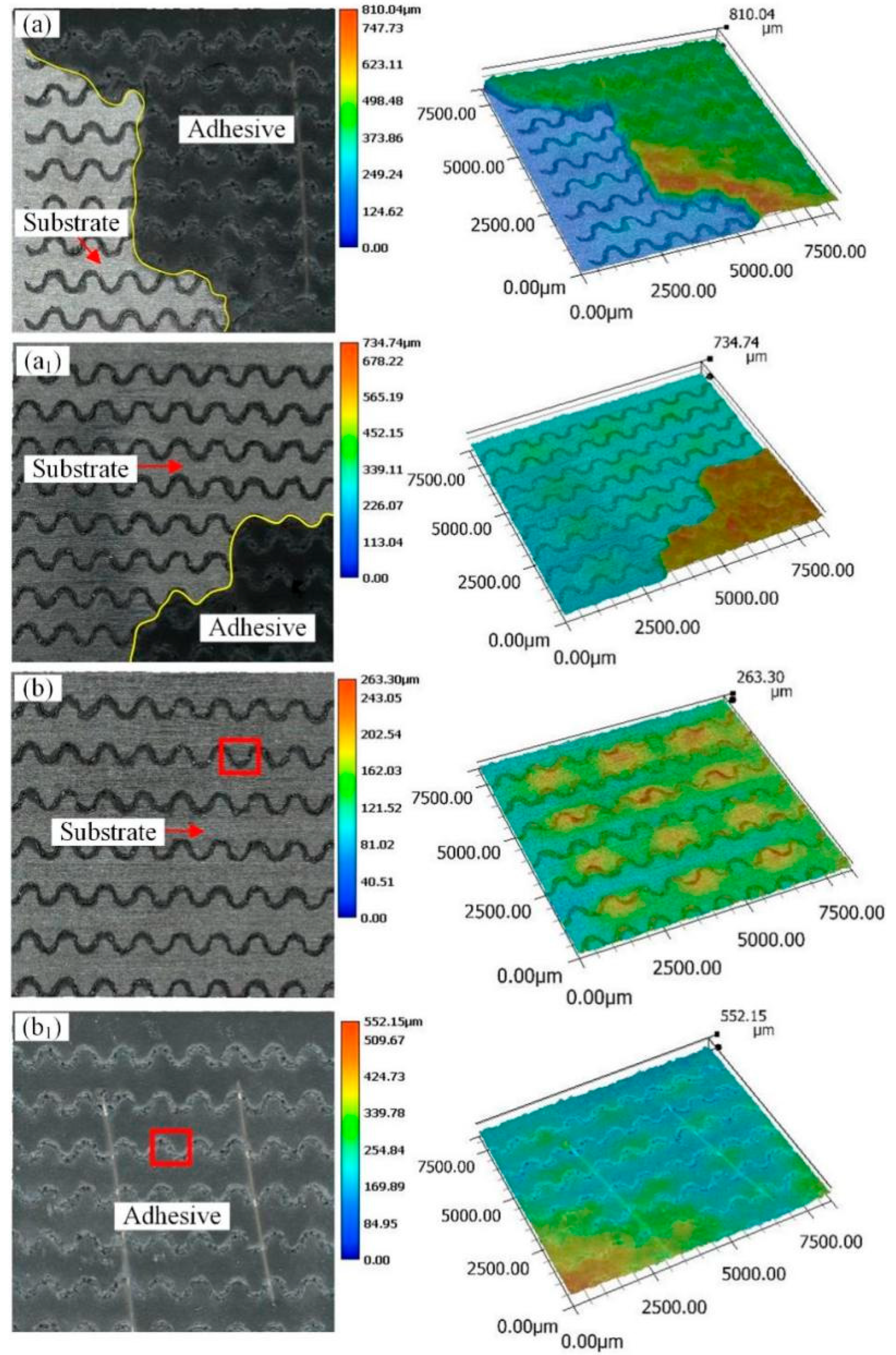
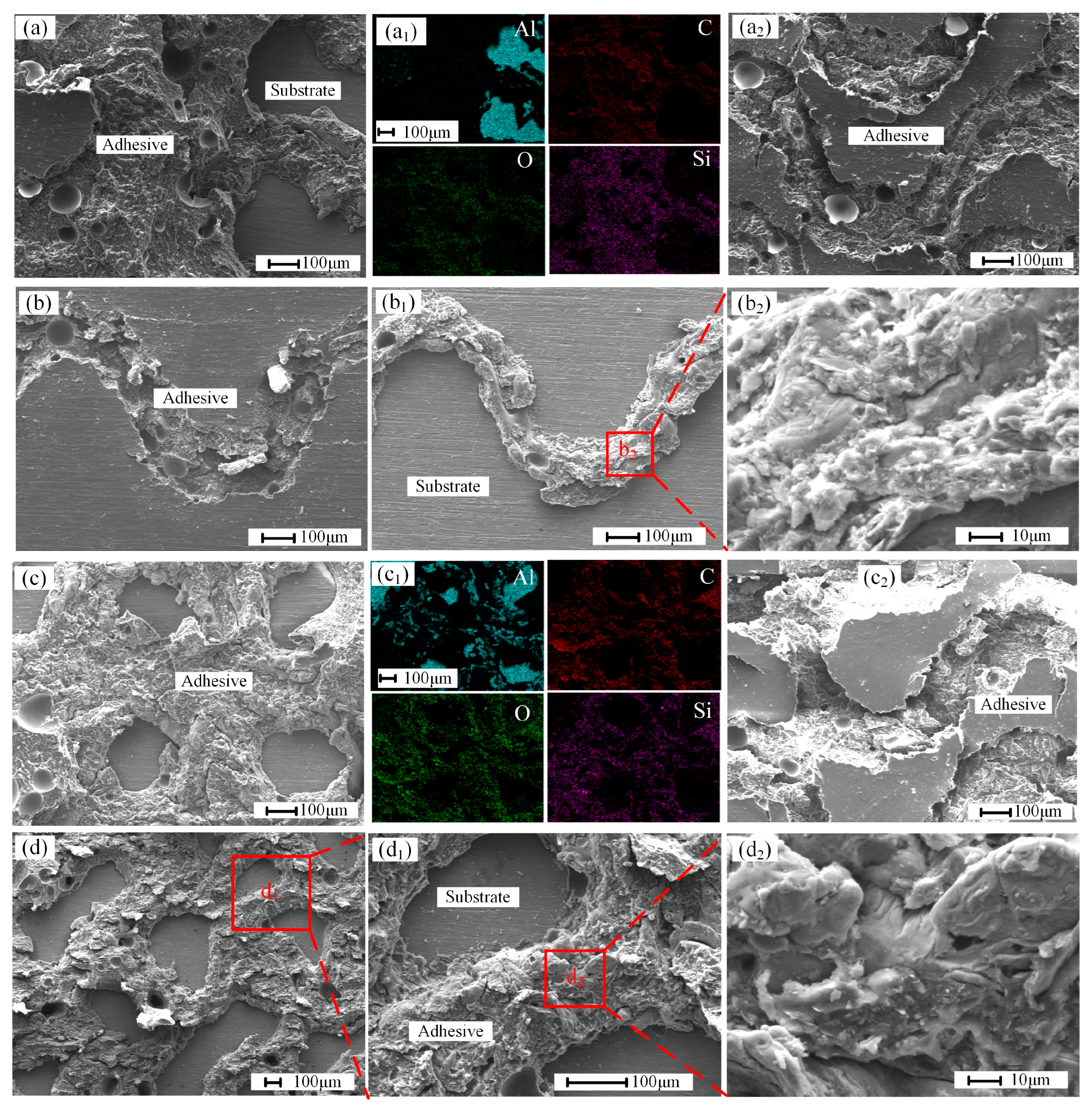
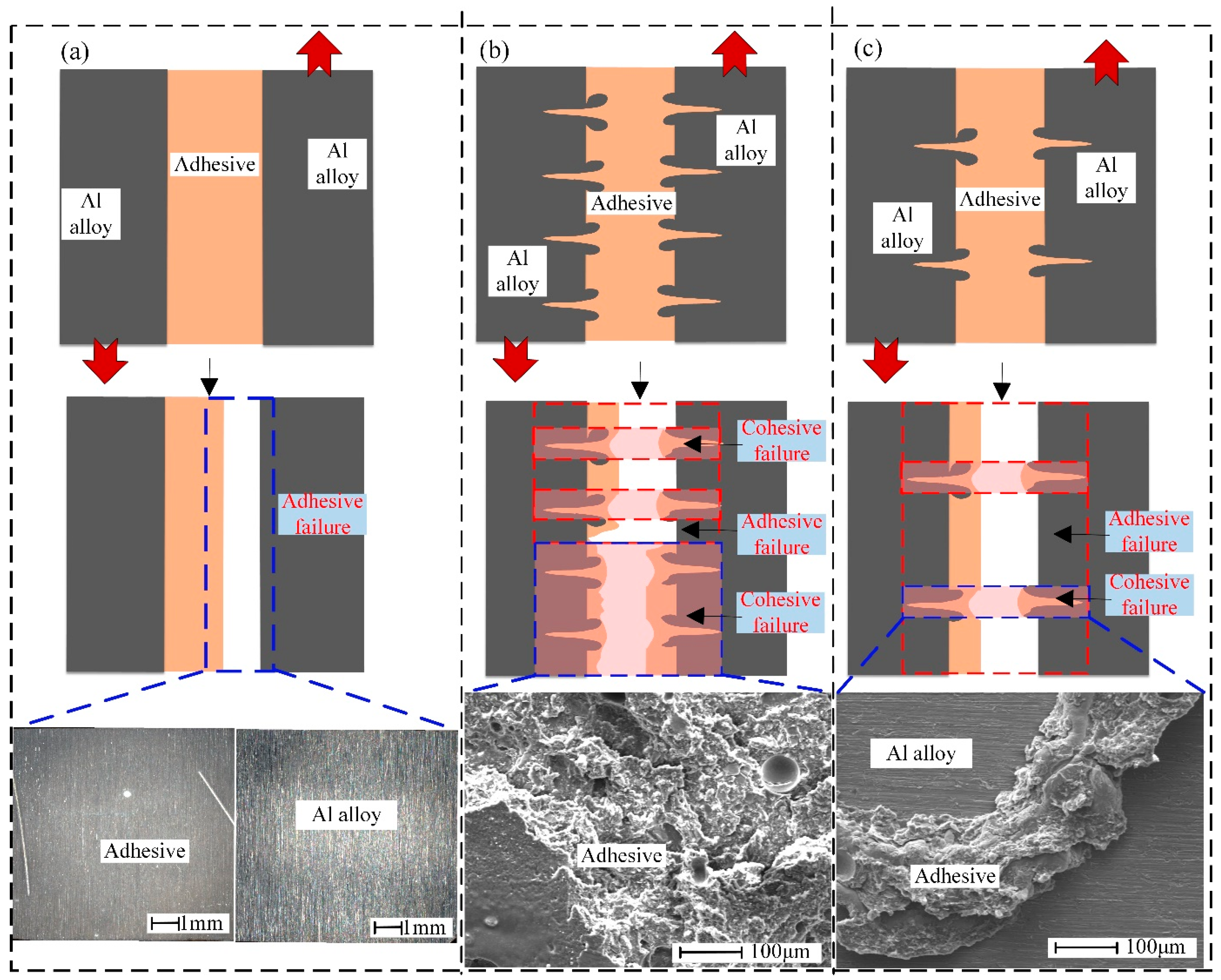
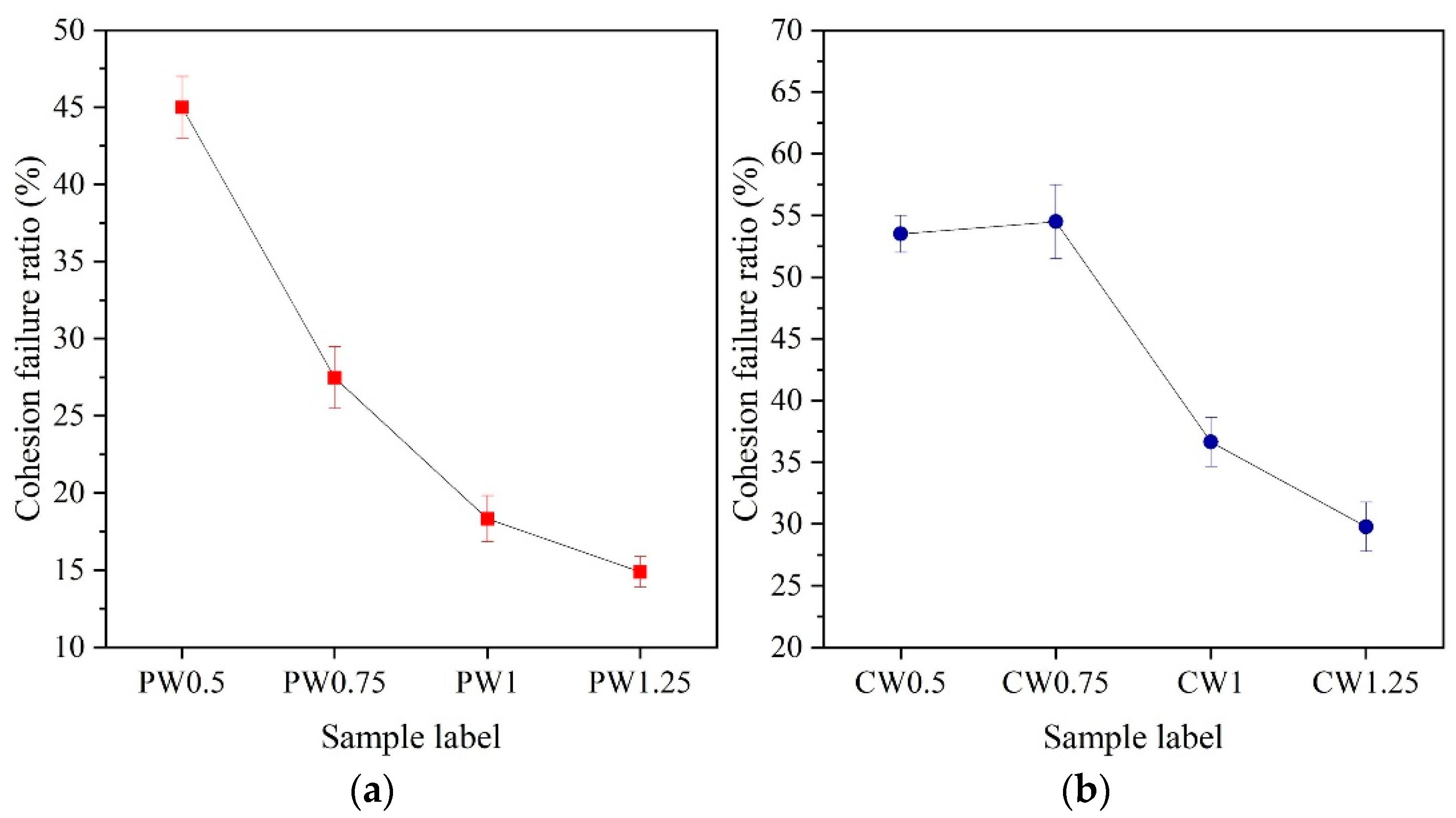
3.4. Fracture Failure Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, N.; Shu, L.; Zheng, X.; Deng, Z.; Cang, X. A review of modification methods, joints and self-healing methods of adhesive for aerospace. Sci. Prog. 2024, 107, 368504241242271. [Google Scholar] [CrossRef] [PubMed]
- Karaboğa, F.; Göleç, F.; Yunus, D.E.; Toros, S.; Öz, Y. Mechanical response of carbon fiber reinforced epoxy composite parts joined with varying bonding techniques for aerospace applications. Compos. Struct. 2024, 331, 117920. [Google Scholar] [CrossRef]
- Xu, N.; Zhang, F.; Jiang, A. Flexible support structure design for optical mirror. Heliyon 2023, 9, e20469. [Google Scholar] [CrossRef]
- Jang, Y.Y.; Ha, J.C.; Lee, D.; Lee, Y.; Nam, S.-Y.; Yang, S.B.; Kwon, D.-J. Dissimilar material bonding technology for lightweight future mobility: A review. Polym. Test. 2023, 129, 108281. [Google Scholar] [CrossRef]
- Wei, Y.; Jin, X.; Luo, Q.; Li, Q.; Sun, G. Adhesively bonded joints—A review on design, manufacturing, experiments, modeling and challenges. Compos. Part B Eng. 2024, 276, 111225. [Google Scholar] [CrossRef]
- Livieri, P. Numerical Analysis of Double Riveted Lap Joints. Lubricants 2023, 11, 396. [Google Scholar] [CrossRef]
- Borges, C.S.P.; Akhavan-Safar, A.; Tsokanas, P.; Carbas, R.J.C.; Marques, E.A.S.; da Silva, L.F.M. From fundamental concepts to recent developments in the adhesive bonding technology: A general view. Discov. Mech. Eng. 2023, 2, 8. [Google Scholar] [CrossRef]
- Antelo, J.; Akhavan-Safar, A.; Carbas, R.; Marques, E.; Goyal, R.; da Silva, L. Replacing welding with adhesive bonding: An industrial case study. Int. J. Adhes. Adhes. 2022, 113, 103064. [Google Scholar] [CrossRef]
- Beber, V.; Wolter, N.; Schneider, B.; Koschek, K. Effect of aluminium substrate thickness on the lap-shear strength of adhesively bonded and hybrid riveted-bonded joints. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2020, 237, 607–614. [Google Scholar] [CrossRef]
- Rośkowicz, M.; Godzimirski, J.; Komorek, A.; Jasztal, M. The Effect of Adhesive Layer Thickness on Joint Static Strength. Materials 2021, 14, 1499. [Google Scholar] [CrossRef]
- Wang, F.; Bu, H.; Ma, W.; Zhang, P.; Zhan, X. Influence of the different surface treatments on fracture property of CFRP adhesive joint. J. Adhes. Sci. Technol. 2022, 37, 961–975. [Google Scholar] [CrossRef]
- Liu, J.; Xue, Y.; Dong, X.; Fan, Y.; Hao, H.; Wang, X. Review of the surface treatment process for the adhesive matrix of composite materials. Int. J. Adhes. Adhes. 2023, 126, 103446. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, Y.; Chen, L. Crater array generated on Al alloy surface by nanosecond laser: Surface characteristics and bonding strength. Opt. Laser Technol. 2024, 169, 110079. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, Y.; Chen, L.; Chen, Y. Effect of laser micromachining crater-array–multi-grooves on the bonding strength and failure mode of aluminum alloy adhesive joints. Opt. Laser Technol. 2024, 175, 110803. [Google Scholar] [CrossRef]
- Akaike, K.; Shimoi, Y.; Miura, T.; Morita, H.; Akiyama, H.; Horiuchi, S. Disentangling Origins of Adhesive Bonding at Interfaces between Epoxy/Amine Adhesive and Aluminum. Langmuir 2023, 39, 10625–10637. [Google Scholar] [CrossRef]
- Lambiase, F.; Yanala, P.B.; Leone, C.; Paoletti, A. Influence of laser texturing strategy on thermomechanical joining of AA7075 aluminum alloy and PEEK. Compos. Struct. 2023, 315, 116974. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, T.; Tan, C.; Su, J.; Chen, B.; Song, X. Improving the interfacial bonding strength and suppressing shrinkage porosity of 6061Al/GFRTP hot-pressing joints via interfacial modification. J. Manuf. Process. 2023, 102, 490–500. [Google Scholar] [CrossRef]
- Zhao, J.; Zhao, H.; Guo, Y.; Li, Q.; Chen, X. Enhanced interfacial bonding strength of hot-pressed titanium Alloy/CFRTP joint via laser ablation and interfacial adhesive. Compos. Commun. 2024, 48, 101901. [Google Scholar] [CrossRef]
- Ozun, E.; Ceylan, R.; Bora, M.Ö.; Çoban, O.; Kutluk, T. Combined effect of surface pretreatment and nanomaterial reinforcement on the adhesion strength of aluminium joints. Int. J. Adhes. Adhes. 2022, 119, 103274. [Google Scholar] [CrossRef]
- Liu, J.; Wang, W.; Yan, Y.; He, H.; Xue, Z.; Xu, C.; Li, L. Influence of raw material surface roughening on the lap shearing strength and failure behavior of adhesively bonded aluminum joints. Int. J. Adv. Manuf. Technol. 2022, 122, 327–342. [Google Scholar] [CrossRef]
- Li, Z.; Wang, S.; Zheng, W.; Wang, Y.; Pan, Y. A review of dynamic monitoring technology and application research of laser cleaning interface. Measurement 2024, 238, 115311. [Google Scholar] [CrossRef]
- Ryu, C.; Kim, H.; Lee, H.; Bin In, J. Laser-induced selective wettability transition of 6061 aluminum alloy surfaces. J. Mech. Sci. Technol. 2024, 38, 2143–2150. [Google Scholar] [CrossRef]
- Jiang, S.; Zhang, A.; Zhan, X.; Jiang, H. Surface microtexturing design, laser-etching and adhesive failure of aluminum alloy single-lap-joint: Experiment and simulation. Thin-Walled Struct. 2023, 193, 111237. [Google Scholar] [CrossRef]
- Voswinkel, D.; Grydin, O.; Schaper, M. Application of a new strategy for time-efficient laser treatment of galvanized steel substrates to improve the adhesion properties. J. Manuf. Process. 2023, 94, 10–19. [Google Scholar] [CrossRef]
- Feng, Z.; Zhao, H.; Tan, C.; Zhang, X.; Chen, B.; Song, X. Nanosecond laser ablation for improving the strength of CFRTP and aluminum alloy adhesively bonded joints. Compos. Struct. 2021, 274, 114369. [Google Scholar] [CrossRef]
- Zhang, J.; Cheng, F.; Wang, L.; Xu, Y.; Zhou, Z.; Liu, X.; Hu, Y.; Hu, X. Reinforcement study of anodizing treatment with various temperatures on aluminum substrates for stronger adhesive bonding with carbon fiber composites. Surf. Coatings Technol. 2023, 462, 129473. [Google Scholar] [CrossRef]
- Alderucci, T.; Borsellino, C.; Di Bella, G. Effect of surface pattern on strength of structural lightweight bonded joints for marine applications. Int. J. Adhes. Adhes. 2022, 117, 103005. [Google Scholar] [CrossRef]
- Moroni, F.; Alfano, M.; Romoli, L. Fatigue analysis of adhesive joints with laser treated substrates. Procedia Struct. Integr. 2016, 2, 120–127. [Google Scholar] [CrossRef]
- Romoli, L.; Moroni, F.; Khan, M. A study on the influence of surface laser texturing on the adhesive strength of bonded joints in aluminium alloys. CIRP Ann. 2017, 66, 237–240. [Google Scholar] [CrossRef]
- Luo, J.; Liu, J.; Xia, H.; Ao, X.; Yin, H.; Guo, L. Surface Treatments for Enhancing the Bonding Strength of Aluminum Alloy Joints. Materials 2023, 16, 5674. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al | Cu | Mg | Mn | Si | Fe | Ti | Zn |
|---|---|---|---|---|---|---|---|---|
| wt % | Bal. | 3.8–4.9 | 1.2–2.0 | 0.4–0.8 | ≤0.5 | ≤0.5 | ≤0.2 | ≤0.3 |
| Laser Power (W) | Laser Processing Speed (mm/s) | Laser Processing Distance (mm) | Micropatterns Type and Sample Label | |
|---|---|---|---|---|
| Parallel Waves | Cross Waves | |||
| 250 | 50 | 0.5 | PW0.5 | CW0.5 |
| 0.75 | PW0.75 | CW0.75 | ||
| 1 | PW1 | CW1 | ||
| 1.25 | PW1.25 | CW1.25 | ||
| Sample Label | Shear Strength of Sample 1 (MPa) | Shear Strength of Sample 2 (MPa) | Average Shear Strength (MPa) |
|---|---|---|---|
| PW0.5 | 13.98 | 14.10 | 14.04 |
| PW0.75 | 12.04 | 11.45 | 11.75 |
| PW1 | 8.99 | 10.50 | 9.75 |
| PW1.25 | 8.35 | 8.03 | 8.19 |
| CW0.5 | 13.08 | 12.45 | 12.77 |
| CW0.75 | 14.21 | 13.27 | 13.74 |
| CW1 | 10.35 | 10.72 | 10.54 |
| CW1.25 | 9.40 | 8.99 | 9.19 |
| Difference Source | SS | df | MS | F | p | Fcrit | Evaluation |
|---|---|---|---|---|---|---|---|
| Inter group | 269.6729 | 2 | 134.84 | 30.25 | 0.0001 | 4.2565 | Significance |
| within group | 40.1165 | 9 | 4.457 | ||||
| Total | 309.7894 | 11 |
| Difference Source | SS | df | MS | F | p | Fcrit | Evaluation |
|---|---|---|---|---|---|---|---|
| Inter group | 304.704 | 2 | 152.352 | 51.786 | 0.0000116 | 4.2565 | Significance |
| within group | 26.4778 | 9 | 2.942 | ||||
| Total | 331.1818 | 11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, X.; Hu, N.; Shu, L.; Fu, X.; Wang, Y.; Zhang, D. Study on Shear Resistance of Aluminum Alloy Joints Enhanced by Surface Geometry. Materials 2025, 18, 1954. https://doi.org/10.3390/ma18091954
Zheng X, Hu N, Shu L, Fu X, Wang Y, Zhang D. Study on Shear Resistance of Aluminum Alloy Joints Enhanced by Surface Geometry. Materials. 2025; 18(9):1954. https://doi.org/10.3390/ma18091954
Chicago/Turabian StyleZheng, Xiangke, Ning Hu, Linsen Shu, Xin Fu, Yuqi Wang, and Dacheng Zhang. 2025. "Study on Shear Resistance of Aluminum Alloy Joints Enhanced by Surface Geometry" Materials 18, no. 9: 1954. https://doi.org/10.3390/ma18091954
APA StyleZheng, X., Hu, N., Shu, L., Fu, X., Wang, Y., & Zhang, D. (2025). Study on Shear Resistance of Aluminum Alloy Joints Enhanced by Surface Geometry. Materials, 18(9), 1954. https://doi.org/10.3390/ma18091954