3.1. Johnson–Cook-Type Model
The Johnson–Cook model was derived by Johnson and Cook on the basis of the Hopkinson tension test and other experimental data. The model was simple in structure and easy to determine or fit the parameters. The basic form of the J-C model can be expressed as follows:
where,
A,
B,
C,
n, and
m are material parameters;
σ is stress;
ε is strain;
is the reference strain;
is the strain rate;
is the reference strain rate;
T is the temperature;
Tr is the reference temperature; and
Tm is the melting point temperature.
Although the parameters of the J-C model are simple and easy to calculate, its accuracy is low, and its applicability is limited [
20]. Lin et al. modified the J-C model by considering the coupling effects of strain, strain rate, and deformation temperature, which can accurately estimate the flow stresses of typical high-strength alloy steels. The basic form of the modified J-C model can be expressed as follows:
where,
A1,
B1,
B2,
C1,
λ1, and
λ2 represent material parameters and unknown coefficients, which can be determined through fitting experimental data;
is the reference strain rate;
Tr is the reference temperature;
; and
. The modified J-C is solved using the least squares method [
21,
22,
23]. The parameters obtained from the model are presented in
Table 2, while the detailed outcomes are illustrated in
Figure 4.
As strain increases, the softening effects of dynamic recovery and dynamic recrystallization progressively balance the work hardening, leading to the peak stress. The modified J-C model cannot capture the recrystallization behavior during metal deformation, so the prediction error is large. In view of this, this paper proposes a new strain-strengthening factor to further modify the J-C model. The basic form of
D(
ε) is as follows:
The comparison of the effect of the new strain-strengthening factor and the original factor is shown in
Figure 5. As can be seen from the figure, the new strain-strengthening factor fits the experimental value much better. The expression of the further-modified J-C model can be written as follows:
The further-modified J-C model comprises three components: accounts for strain strengthening; represents strain rate strengthening; and describes thermal softening, which reflects both the temperature-induced softening of stress and the coupled influence of temperature and strain rate on stress.
When the temperature
T is set to the reference value (900 °C) and the strain rate is equal to the reference value (0.001 s
−1), Equation (4) simplifies to Equation (5). This paper utilizes the stress–strain data obtained from a thermal compression experiment and solves for the parameters
D0–
D6 using the polynomial fitting method. The result is shown by the red line in
Figure 5, and the values of
D0–
D6 are displayed in
Table 3.
When the temperature
T is set to the reference value (900 °C), Equation (4) can be abbreviated as:
Transfer the items to sort out:
According to Equation (7),
C1 is the slope of the function
. The parameter
C1 is calculated as shown in
Figure 6.
By substituting obtained parameters into Equation (4), and in order to calculate
and
, we introduce
. The following equation can be obtained:
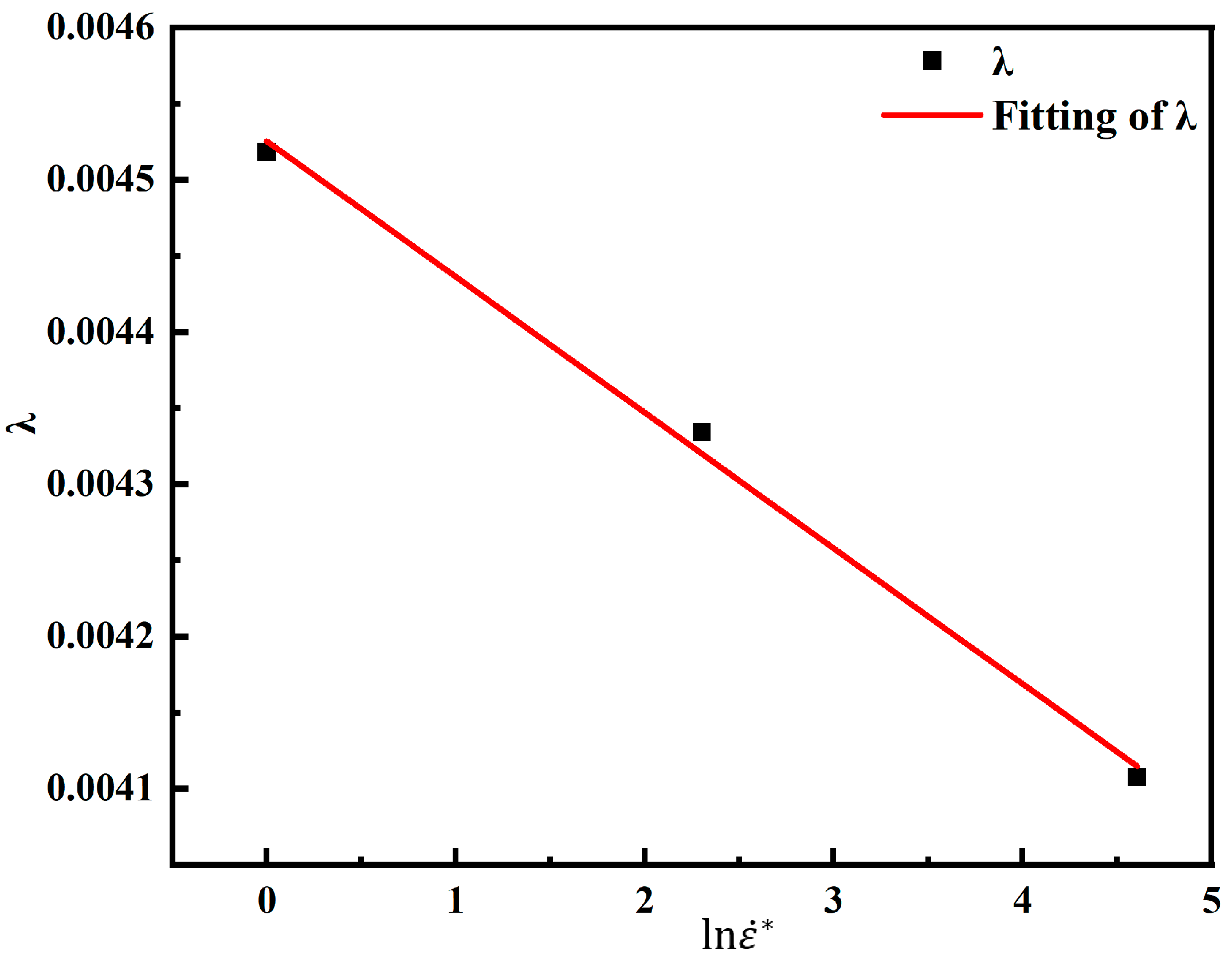
With the strain rate unchanged, the stress values at different temperatures and strain conditions are substituted into Equation (8). The correspondence of
and
can be obtained. As shown in
Figure 7, the slope of the function
is
and the intercept is
.
Now that all the parameters have been solved, and
Table 3 lists the parameters for the further-modified J-C model. The detailed results are shown in
Figure 8. From
Figure 4 and
Figure 8, it can be found that the predicted curves of the modified J-C model only show a decreasing trend. While the predicted curves of the further-modified J-C model show a first increasing, then decreasing, and finally smooth trend, which is in better agreement with the experimental values.
3.2. Zerilli–Armstrong-Type Model
The Zerilli–Armstrong model was proposed by Zerilli and Armstrong in 1987 and was divided into two kinds of equations according to the type of metal lattice structure: face-centered cubic and body-centered cubic. The basic forms of the Z-A model are shown below.
Due to the limitations of the Z-A model, it cannot meet the requirements of the conditions of solidification-end reduction, so the simple Z-A model is not used to describe the metal constitutive behavior of continuous casting steel.
The modified Z-A model proposed by Samantaray et al. was one of the important modifications of the Z-A model. It incorporates not only the effects of temperature, strain, and strain rate on stress but also accounts for the coupling influence of temperature and strain rate, as well as temperature and strain on stress. The basic form of the modified Z-A model is as follows:
where
E1~
E6 are model parameters, and the other variables have the same meaning as the model shown before. In this modified model, the parameters
E1,
E2, and
n represent the strain hardening term;
E3 and
E4 represent the softening term; and
E5 and
E6 constitute the strain rate term. The procedure for determining the parameters of the modified Z-A model is outlined in previous studies [
24,
25], with the corresponding results provided in
Table 4. The model predictions are shown in
Figure 9.
As can be seen in
Figure 9, the modified Z-A model, like the modified J-C model, shows a single overall decreasing trend and fails to capture the dynamic recrystallization behavior during metal deformation. Hence, introducing the new strain-strengthening factor into the Z-A model leads to Equation (12). The parameters of the further-modified Z-A model are fitted using the same methodology as in
Section 3.1.
When the strain rate is set to the reference value (0.001 s
−1), Equation (12) can be abbreviated as:
Taking the logarithm of both sides of Equation (13) leads to Equation (14):
In
Figure 10,
E3 and
E4 can be obtained according to the functional relationship of parameters
S1 and
.
Taking the logarithm of both sides of Equation (12) leads to Equation (15):
Let the slope of the function
be
S, and
E6 can be obtained from the slope of the function
, and
E5 can be obtained from the longitudinal intercept. Different strains correspond to different groups of
E5 and
E6 values, and the group of
E5 and
E6 values with the smallest error is selected. The parameter values of the further-modified Z-A model calculated according to the experimental results are shown in
Table 5. The model predictions are shown in
Figure 11. As shown in
Figure 9 and
Figure 11, the further-modified Z-A model provides a better fit to the experimental values, and the dynamic recrystallization behavior during deformation can be well captured.
3.3. Arrhenius Model
In the process of the hot compression experiment, the metal microstructure corresponding to different temperature curves is also different. Since the Arrhenius model contains thermal deformation activation energy (
Q), it can describe the difficulty of plastic deformation of metal. Therefore, the Arrhenius model can directly reflect the influence of temperature and strain rate on stress, and it was used to determine the material constants in many works of metal thermal processing properties [
26,
27]. The Arrhenius model exists in three distinct forms: exponential form, power exponential form, and hyperbolic sine function, according to different stress levels. Its basic form is expressed as follows:
where
F(
σ) denotes the stress function, which is given by the following expression:
where
R is the ideal gas constant;
T is the absolute temperature;
Q is the deformation activation energy;
n is the material stress index; and
A,
α,
β, and
n1 are material constants (α =
β/
n1).
The equations of low stress level and high stress level in the Arrhenius model can be regarded as the equations obtained after Taylor expansion of the hyperbolic sinusoidal function according to stress state incongruence. The Q in the equation is a physical quantity that represents the difficulty of rearrangement and combination of microscopic atoms in the process of thermal deformation. Its value is affected by many factors such as chemical composition, structure, deformation rate, and deformation temperature of the material.
The Arrhenius model also uses the Zenner–Hollomon factor to describe the effect of strain rate and temperature on deformation behavior. The Zenner–Hollomon factor is an important parameter in the study of flow stress and dynamic softening behavior. Its form is as follows:
For all stress states, Equation (20) can be obtained from Equations (17)–(19):
The connection between Z and flow stress can be derived from Equations (19) and (20):
The material parameters
Q,
A,
n, and
α corresponding to different strains in the temperature range of 900~1300 °C are calculated, and the strains are selected as 0.05, 0.1, 0.15, 0.2, 0.25, 0.3, 0.35, 0.4, 0.45, 0.5, 0.55, 0.6, 0.65, and 0.7.
Table 6 shows the material parameters corresponding to different strains.
The analysis of
Table 6 reveals that the correlation between material parameters and corresponding strains is discrete and discontinuous. During the finite element simulation process, the parameters need to be continuously changed. Therefore, a polynomial fitting approach is employed to establish the functional correlation between strain and the parameters
Q,
A,
n, and
α to solve the complex nonlinear interaction between strain and material properties. According to the calculation, it is found that the accuracy is highest when the sixth-degree polynomial is used for fitting, as shown in Equation (22).
Figure 12 shows the variation of material parameters with strain in the temperature range of 900~1300 °C.
It can be found from
Figure 12 that material parameters have an obvious variation trend with strain, and using polynomial fitting to establish the relationship between material parameters and strain is considered suitable.
Table 7 shows the parameters of the Arrhenius model.
By substituting different strain values into Equation (22), the corresponding material parameters can be calculated. The combination of Equations (19) and (21) can calculate the predicted value of the Arrhenius model.
Figure 13 illustrates the comparison of the predicted and experimental results.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}