

Research and Applications of Additive Manufacturing in Oil and Gas Extraction and Gathering Engineering

 ,
, 
Abstract
1. Introduction
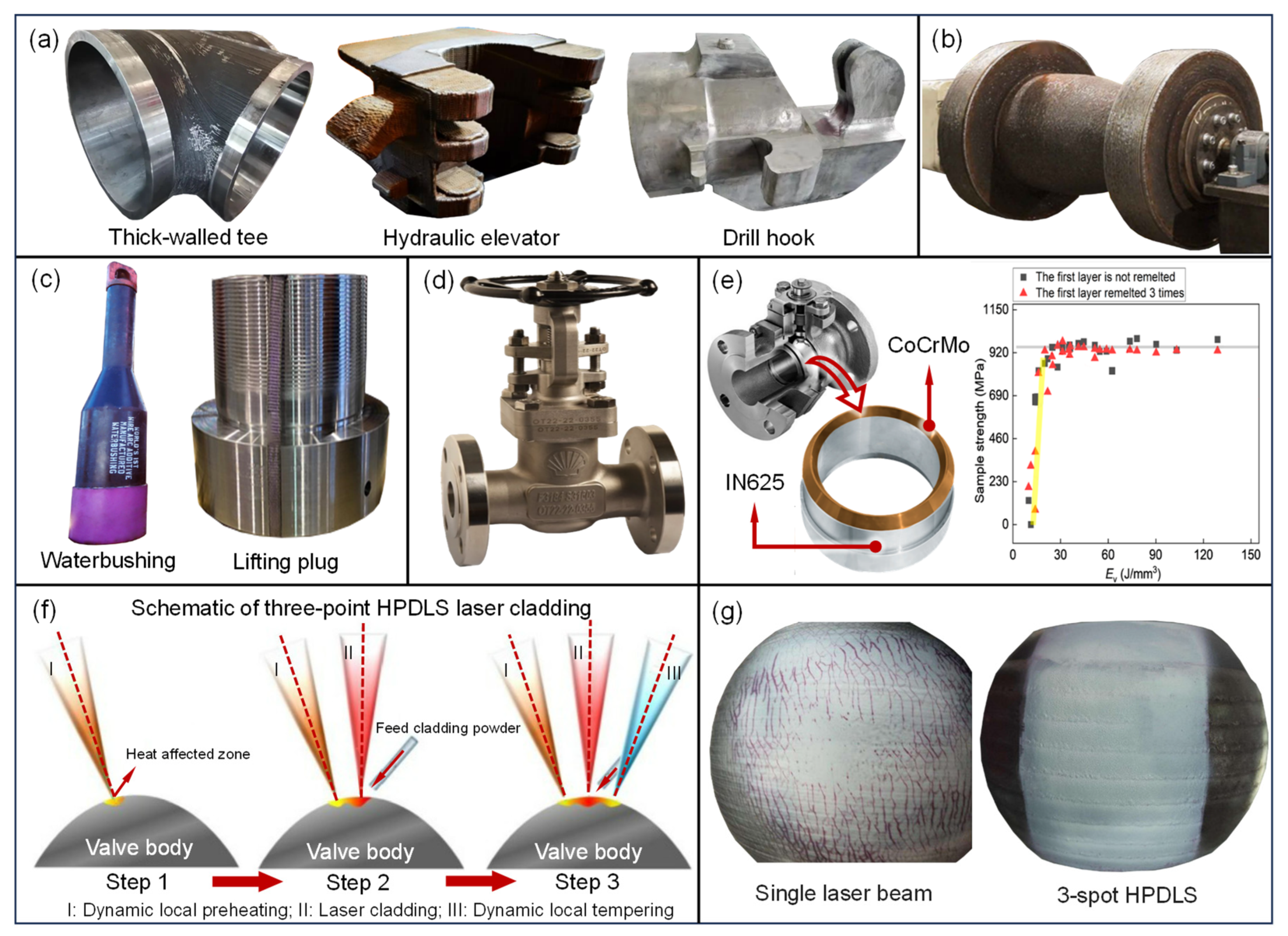
- The JIT manufacturing of failed parts: In some extreme climates and offshore environments, it is crucial to maintain an adequate stock of critical spare parts to avoid long downtimes and production disruptions due to the unavailability of replacement parts. This need calls for careful inventory management. Wear-prone parts, such as burner plugs, choke cage valves [12], tubing hanger protectors [13], and others, typically need to be remanufactured and shipped after failure. The use of AM allows spare parts to be manufactured near the operational site. This approach supports the JIT manufacturing of failed parts, minimizing inventory and transportation costs, reducing downtime, and ensuring continuous production.
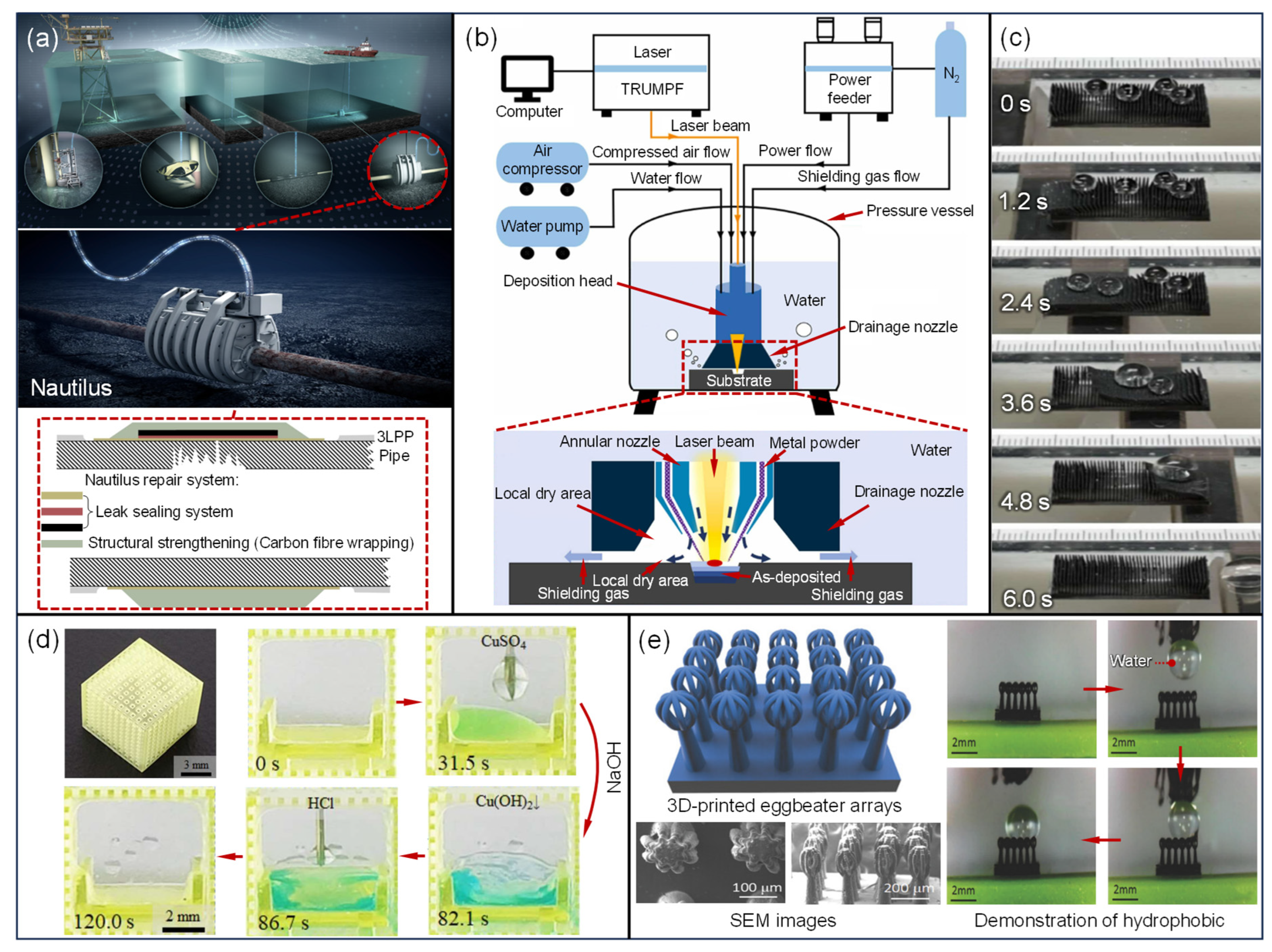
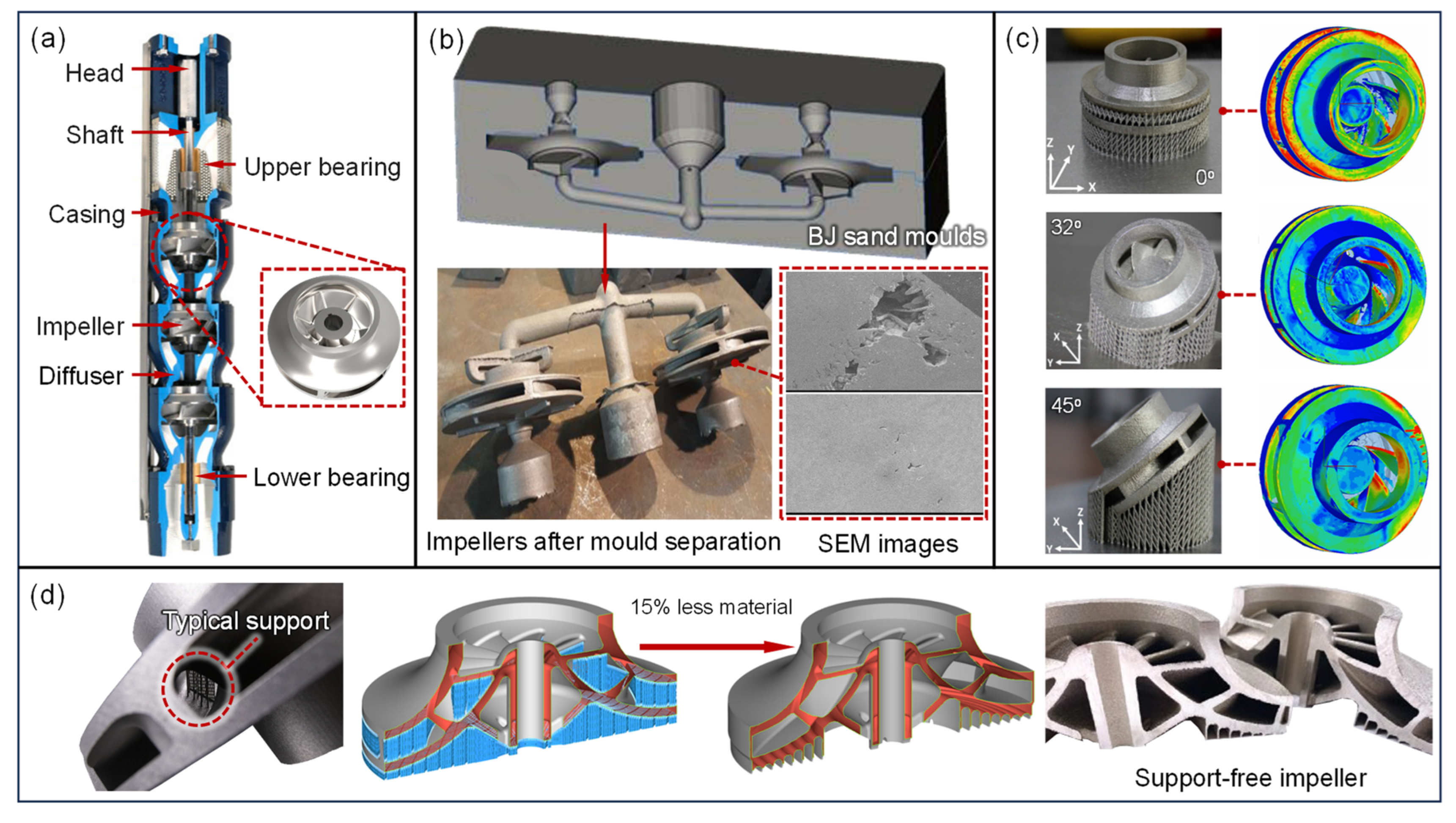
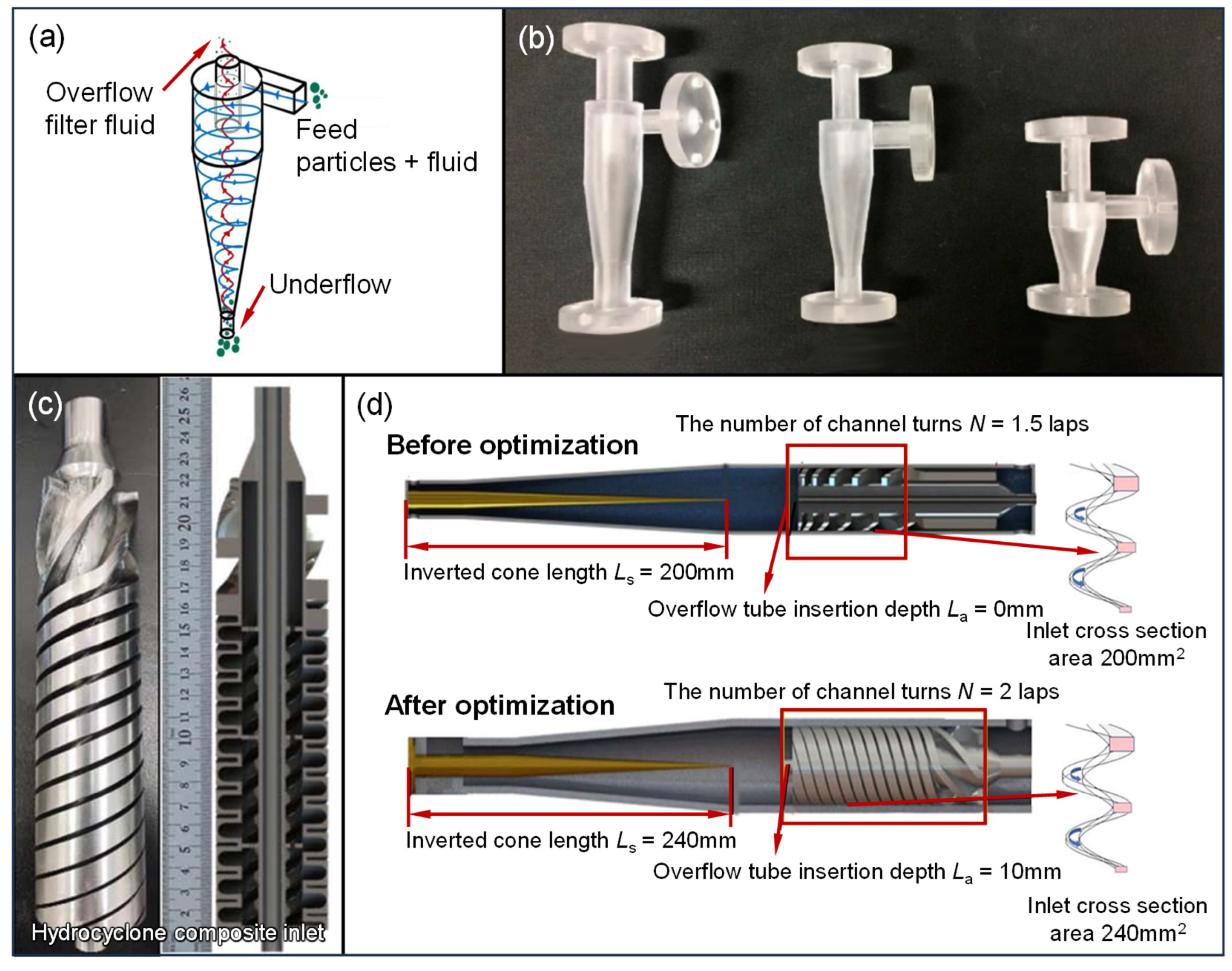
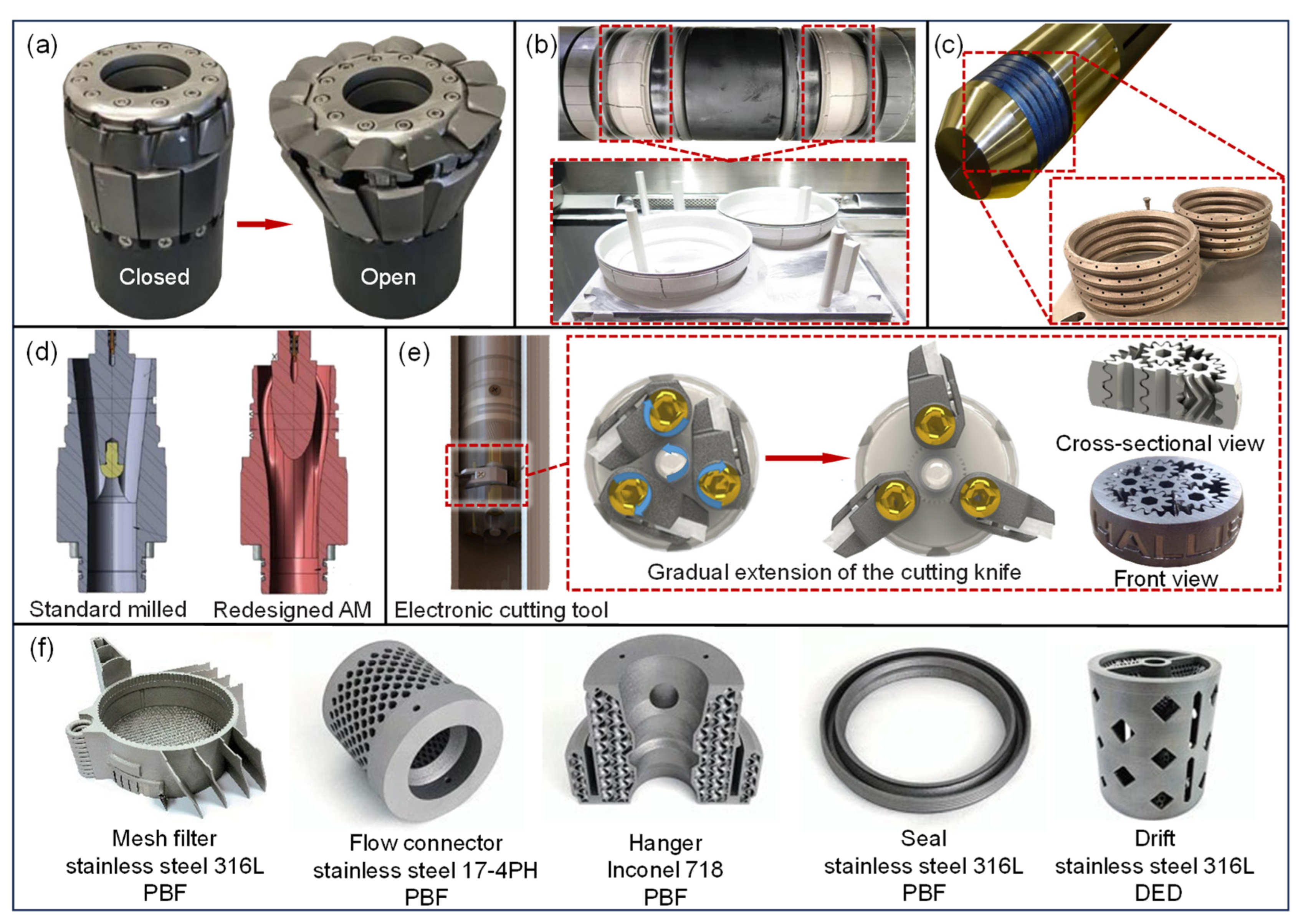
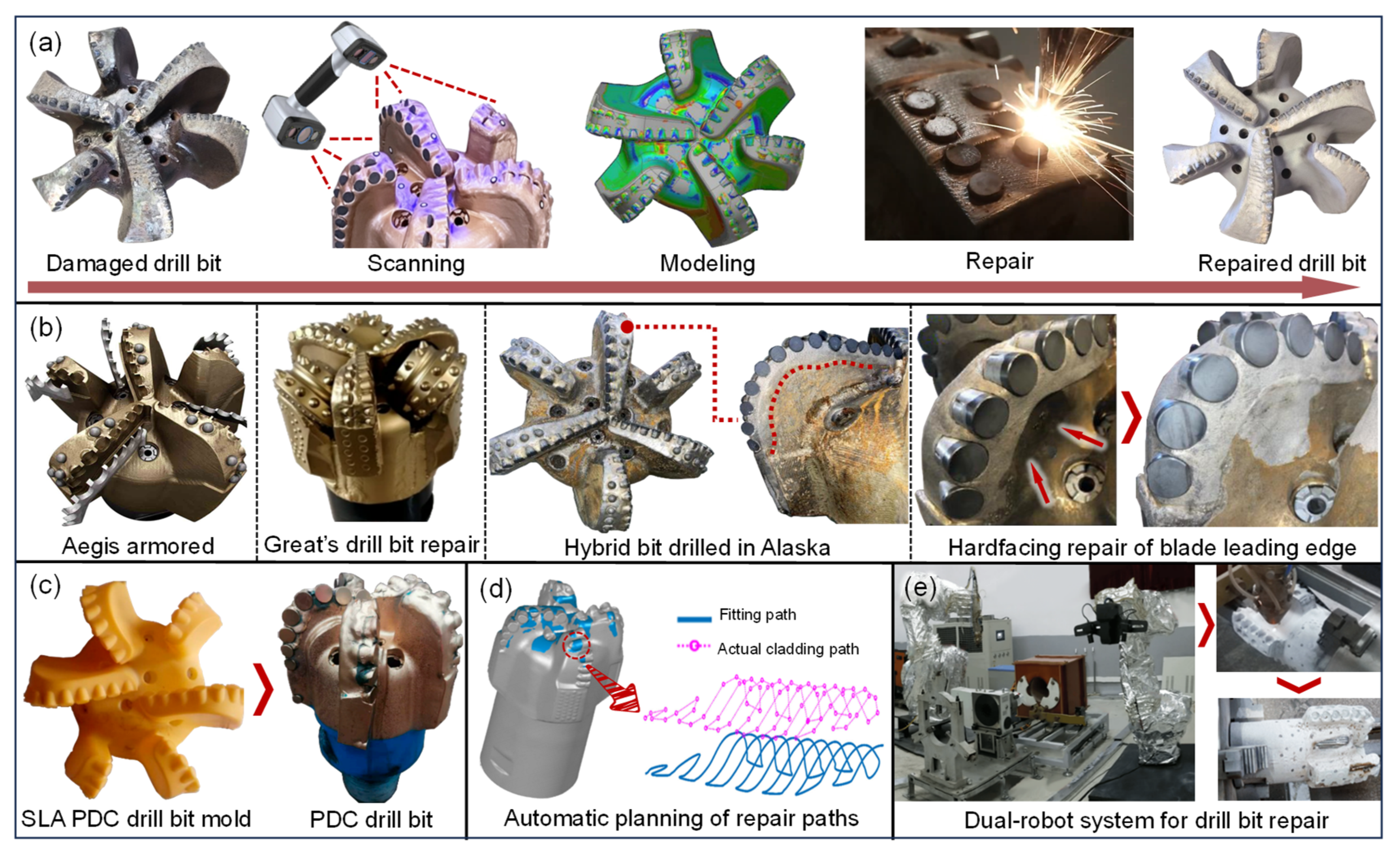
- The manufacturing and repair of specialized equipment and tools for oil and gas extraction and gathering: The geometric structure of oil and gas extraction equipment components is complex, and the operating environment is harsh. Components used in oil and gas gathering pipelines (onshore and subsea) [14,15], oxygen–hydrogen micromixer [16], high-pressure pipeline components [17,18], valves [19], electrical submersible pumps (ESPs) [20], hydrocyclones [21], and small downhole tools [22] are subjected to complex chemical and physical stresses. These components must also meet stringent standards for service life, corrosion resistance, and reliability. AM allows for the manufacturing or repair of these components with a high degree of flexibility and precision. Additionally, applying multi-metal AM for repairs supports the “repair as strengthening” approach, which helps extend the equipment’s service life.
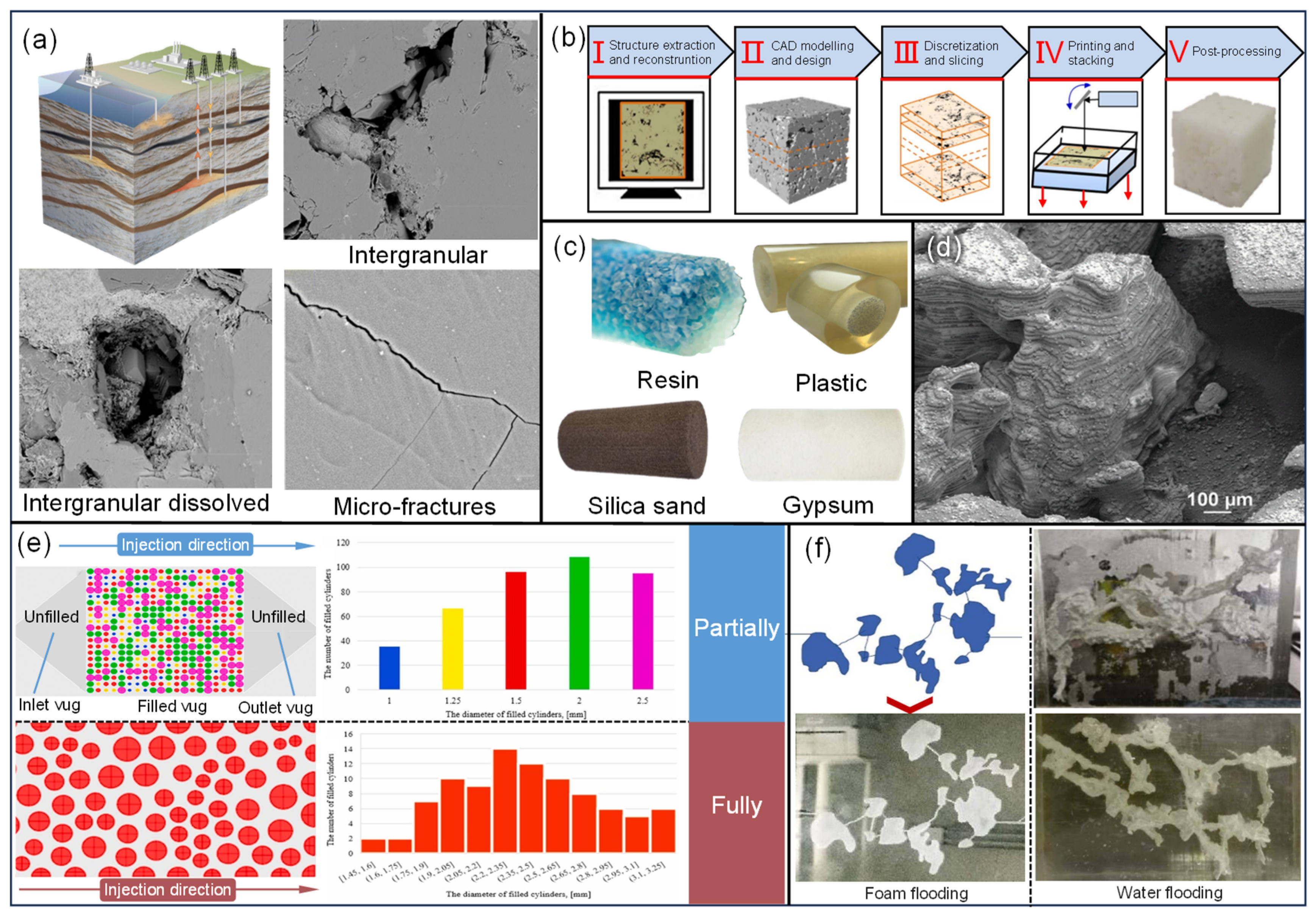
- Artificial core and reservoir geological modeling fabrication: During the development of complex and tight oil reservoirs, traditional technologies face difficulties in characterizing the internal structure of the reservoir and the microscopic pore and throat features of the core. The integration of CT, 3D scanning, and AM enables the effective and intuitive characterization of the internal structure of complex reservoirs, as well as the micro- and nanoscale features of cores with high precision. This provides an effective and intuitive method for creating reservoir geological models [23] and fabricating artificial cores [24].
1.1. Additive Manufacturing
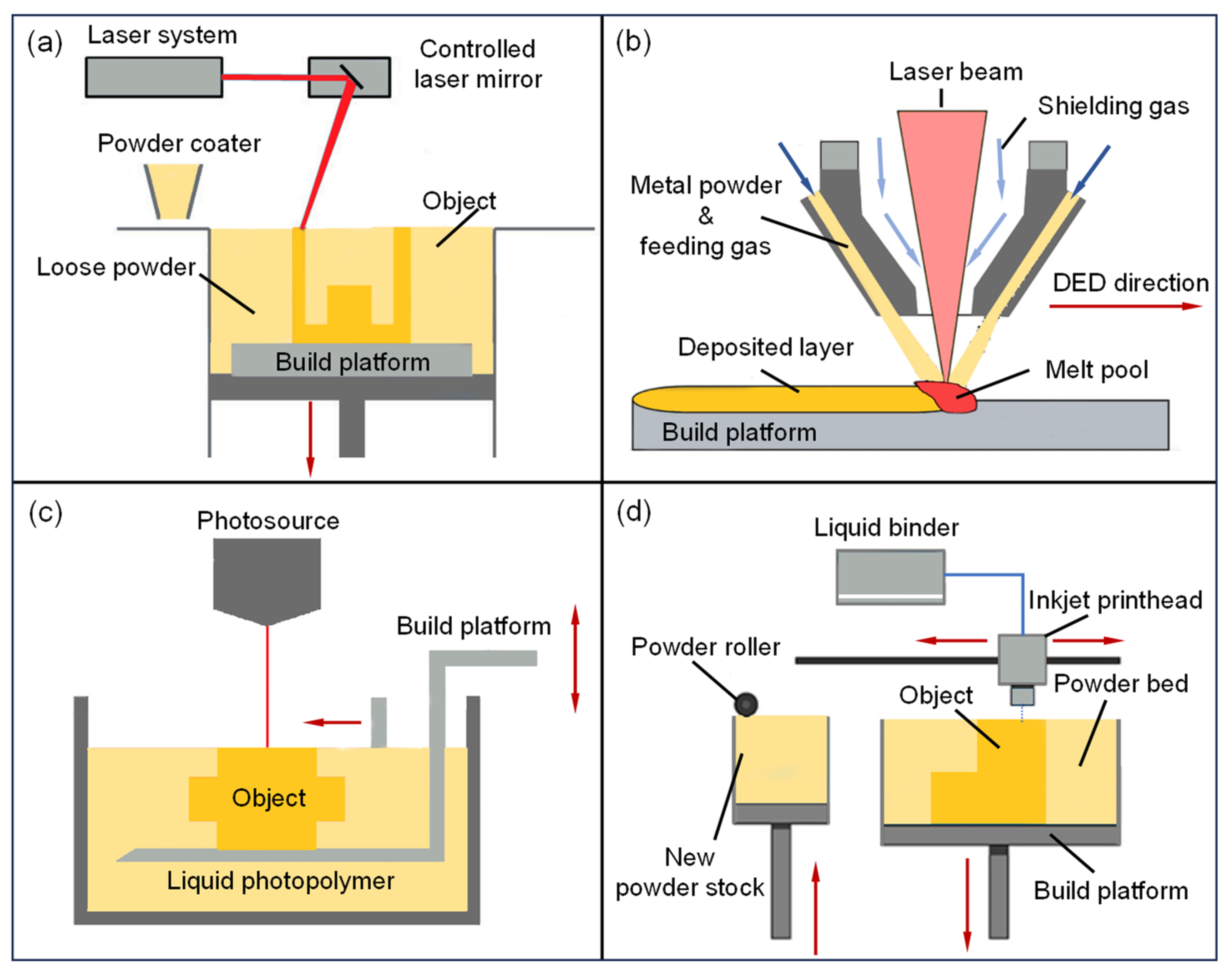
1.2. Powder Bed Fusion (PBF)
1.3. Directed Energy Deposition (DED)
1.4. Vat Polymerization (VP) and Binder Jetting (BJ)
2. Application of AM in Oil and Gas Extraction and Gathering Engineering
2.1. JIT Manufacturing and Application of Failed Components in Oil and Gas Extraction Site
2.2. Manufacturing and Repair of Specialized Equipment/Tools for Oil and Gas Extraction and Gathering
2.2.1. Manufacturing and Maintenance of Oil and Gas Gathering Pipelines and Components
2.2.2. Manufacturing and Repair of Downhole Tools/Equipment
2.3. Artificial Core and Reservoir Geological Modeling Fabrication
2.3.1. Fabrication of Artificial Cores
2.3.2. Fabrication of Reservoir Geological Model
3. Challenges and Prospects of AM in Oil and Gas Extraction and Gathering Engineering
3.1. Overview
3.2. Certification and Standards
3.3. AM Solutions for JIT Manufacturing of Failed Parts
3.4. Material Development and Process Optimization in AM
3.5. AM Technologies for the Repair of Oilfield Equipment
3.6. Optimization of Downhole Tools Using AM
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | additive manufacturing |
| JIT | just-in-time |
| BJ | binder jetting |
| DED | directed energy deposition |
| LWWAM | laser wire welding additive manufacturing |
| LDED | laser-assisted directed energy deposition |
| WAAM | wire arc additive manufacturing |
| ME | material extrusion |
| FDM | fused deposition modeling |
| MJ | material jetting |
| NPJ | nano particle jetting |
| DOD | drop-on-demand |
| PBF | powder bed fusion |
| LPBF | laser powder bed fusion |
| SLM | selective laser melting |
| SLS | selective laser sintering |
| EBM | electron beam melting |
| SL | sheet lamination |
| LOM | laminated object manufacturing |
| UAM | ultrasonic additive manufacturing |
| VP | vat polymerization |
| SLA | stereolithography |
| DLP | digital light processing |
| CDLP | continuous digital light processing |
| CLIP | continuous liquid interface production |
| FGM | functionally graded material |
| API | American Petroleum Institute |
| ASTM | American Society for Testing Materials |
| ISO | International Organization for Standardization |
| ESP | electrical submersible pump |
| FPSO | floating production storage and offloading |
| NAB | nickel aluminum bronze |
| UDMD | underwater direct metal deposition |
| ROV | remotely operated vehicle |
| KAM | Kernel average misorientation |
| DNV | Det Norske Veritas |
| FFD | full factorial design |
| CFD | computational fluid dynamics |
| EOR | enhanced oil recovery |
| MNAM | micro/nano additive manufacturing |
| MEMS | microelectromechanical systems |
| PµSL | projection microstereolithography |
| CAGR | compound annual growth rate |
References
- Beaman, J.J.; Bourell, D.L.; Seepersad, C.C.; Kovar, D. Additive Manufacturing Review: Early Past to Current Practice. J. Manuf. Sci. Eng. 2020, 142, 110812. [Google Scholar] [CrossRef]
- Kafle, A.; Luis, E.; Silwal, R.; Pan, H.M.; Shrestha, P.L.; Bastola, A.K. 3D/4D Printing of Polymers: Fused Deposition Modelling (FDM), Selective Laser Sintering (SLS), and Stereolithography (SLA). Polymers 2021, 13, 3101. [Google Scholar] [CrossRef] [PubMed]
- Sefene, E.M.; Hailu, Y.M.; Tsegaw, A.A. Metal hybrid additive manufacturing: State-of-the-art. Prog. Addit. Manuf. 2022, 7, 737–749. [Google Scholar] [CrossRef]
- Radhika, C.; Shanmugam, R.; Ramoni, M.; Gnanavel, B.K. A review on additive manufacturing for aerospace application. Mater. Res. Express 2024, 11, 022001. [Google Scholar] [CrossRef]
- Vignesh, M.; Kumar, G.R.; Sathishkumar, M.; Manikandan, M.; Rajyalakshmi, G.; Ramanujam, R.; Arivazhagan, N. Development of Biomedical Implants Through Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2021, 30, 4735–4744. [Google Scholar] [CrossRef]
- Jian, Y.; Bo, L.; Jian, L.; Zhantong, T.; Xin, W. Application of Additive Manufacturing in the Automobile Industry: A Mini Review. Processes 2024, 12, 1101. [Google Scholar] [CrossRef]
- Abbaszadeh, B.; Ratnayake, R.M.C.; Eskandarzade, M.; Ajri, M.; Rasouli, H.; Ershadi, M.N. Development of a Procedure for Risk-Based Qualification of Additively Manufactured Components: Adopting to Oil and Gas Industrial Applications. Appl. Sci. 2022, 12, 10313. [Google Scholar] [CrossRef]
- Seifi, M.; Gorelik, M.; Waller, J.; Hrabe, N.; Shamsaei, N.; Daniewicz, S.; Lewandowski, J.J. Progress Towards Metal Additive Manufacturing Standardization to Support Qualification and Certification. JOM 2017, 69, 439–455. [Google Scholar] [CrossRef]
- API 20S–2021; Additively Manufactured Metallic Components for Use in the Petroleum and Natural Gas Industries. American Petroleum Institute: Washington, DC, USA, 2021.
- API 20T–2022; Additively Manufactured Polymer-Based Components for Use in the Petroleum and Natural Gas Industries. American Petroleum Institute: Washington, DC, USA, 2022.
- Chen, Z.; Han, C.J.; Gao, M.; Kandukuri, S.Y.; Zhou, K. A review on qualification and certification for metal additive manufacturing. Virtual Phys. Prototyp. 2022, 17, 382–405. [Google Scholar] [CrossRef]
- 3D Printing Industry. ConocoPhillips Adopts 3D Printing to Overcome Supply Chain Issues at Remote Oilfield in Alaska. 2022. Available online: https://3dprintingindustry.com/news/conocophillips-adopts-3d-printing-to-overcome-supply-chain-issues-at-remote-oilfield-in-alaska-206880/ (accessed on 29 March 2022).
- Aker Solutions. The Resource Savings in a 3D Printing Partnership. 2023. Available online: https://www.akersolutions.com/news/news-archive/2023/the-resource-savings-in-a-3d-printing-partnership/ (accessed on 6 September 2023).
- Al-Musaibeli, H.; Ahmad, R. A path planning method for surface damage repair using a robot-assisted laser cladding process. Int. J. Adv. Manuf. Technol. 2022, 122, 1259–1279. [Google Scholar] [CrossRef]
- Kongsberg Ferrotech. Will Do Ocean Repairs of Underwater Assets with 3D Printing Technology by 2024. 2022. Available online: https://www.kferrotech.no/shell-partners-with-kongsberg-ferrotech-on-3d-printing/ (accessed on 11 November 2022).
- 3D Printing Industry. Shell and GE Additive 3D Print Oxygen-Hydrogen Micromixer with Green Energy Generating Potential. 2022. Available online: https://3dprintingindustry.com/news/shell-and-ge-additive-3d-print-oxygen-hydrogen-micromixer-with-green-energy-generating-potential-217279/ (accessed on 21 November 2022).
- Ji, L.K.; Hu, M.J.; Tian, Y.; Wang, J.; Chen, Y.F.; Yang, Y.B.; Liu, Y.; Li, S.N.; Li, X. Development of Large Diameter TE555 Additive Manufacturing Tee for Oil and Gas Pipeline. Pet. Tubul. Goods Instrum. 2023, 9, 1–7. [Google Scholar]
- 3D Printing Industry. AML3D to WAM 3D Print Colossal Eight-Tonne Pressure Vessel for ExxonMobil. 2022. Available online: https://3dprintingindustry.com/news/aml3d-to-wam-3d-print-colossal-eight-tonne-pressure-vessel-for-exxonmobil-211834/ (accessed on 5 July 2022).
- Valve-World. Shell Certifies 3D Printed Valve from Bonney Forge. 2023. Available online: https://valve-world.net/shell-certifies-3d-printed-valve-from-bonney-forge/ (accessed on 19 September 2023).
- Adiaconitei, A.; Vintila, I.S.; Mihalache, R.; Paraschiv, A.; Frigioescu, T.; Vladut, M.; Pambaguian, L. A Study on Using the Additive Manufacturing Process for the Development of a Closed Pump Impeller for Mechanically Pumped Fluid Loop Systems. Materials 2021, 14, 967. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.J.; Zhao, K.; Zhang, X.; Gao, Y.; Liu, H. Structure Optimization and Performance Evaluation of Downhole Oil–Water Separation Tools: A Novel Hydrocyclone. J. Energy Resour. Technol. 2024, 146, 023001. [Google Scholar] [CrossRef]
- Tech Briefs. Metal 3D Printing Provides Design Freedom, Durability in Geothermal Energy Application. 2023. Available online: https://www.techbriefs.com/component/content/article/47733-metal-3d-printing-provides-design-freedom-in-geothermal-energy-application (accessed on 9 March 2023).
- Yang, W.; Zhang, D. Experimental study on multiphase flow in 3D-printed heterogeneous, filled vugs. J. Pet. Sci. Eng. 2022, 208, 109497. [Google Scholar] [CrossRef]
- Huang, Z.; Shao, G.; Li, L. Micro/nano functional devices fabricated by additive manufacturing. Prog. Mater. Sci. 2023, 131, 101020. [Google Scholar] [CrossRef]
- Verified Market Research. Global Oil and Gas Additive Manufacturing Market Size by Technology Type, by Materials, by Application Areas, by Geographic Scope and Forecast. 2025. Available online: https://www.verifiedmarketresearch.com/product/oil-and-gas-additive-manufacturing-market/ (accessed on 5 June 2025).
- ASTM 52900-21; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO: Geneva, Switzerland, 2022.
- Yao, L.M.; Ramesh, A.; Xiao, Z.M.; Chen, Y.; Zhuang, Q.H. Multimetal Research in Powder Bed Fusion: A Review. Materials 2023, 16, 4287. [Google Scholar] [CrossRef]
- Li, Z.; Sui, S.; Ma, X.; Tan, H.; Zhong, C.; Bi, G.; Clare, A.T.; Gasser, A.; Chen, J. High deposition rate powder- and wire-based laser directed energy deposition of metallic materials: A review. Int. J. Mach. Tools Manuf. 2022, 181, 103942. [Google Scholar] [CrossRef]
- Altiparmak, S.C.; Yardley, V.A.; Shi, Z.; Lin, J. Extrusion-based additive manufacturing technologies: State of the art and future perspectives. J. Manuf. Process. 2022, 83, 607–636. [Google Scholar] [CrossRef]
- Doddapaneni, V.V.K.; Lee, K.; Aysal, H.E.; Paul, B.K.; Pasebani, S.; Sierros, K.A.; Okwudire, C.E.; Chang, C.-H. A Review on Progress, Challenges, and Prospects of Material Jetting of Copper and Tungsten. Nanomaterials 2023, 13, 2303. [Google Scholar] [CrossRef]
- Mauriello, J.; Maury, R.; Guillaneuf, Y.; Gigmes, D. 3D/4D Printing of Polyurethanes by Vat Photopolymerization. Adv. Mater. Technol. 2023, 8, 2300366. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- E-Plus-3D EP-M1250 Metal 3D Printer. Available online: https://www.eplus3d.com/products/ep-m1250-metal-3d-printer/ (accessed on 15 June 2025).
- Alekseeva, E.; Shishkova, M.; Strekalovskaya, D.; Shaposhnikov, N.; Gerashchenkov, D.; Glukhov, P. Performance of Ni-Based Coatings with Various Additives Fabricated by Cold Gas Spraying. Metals 2022, 12, 314. [Google Scholar] [CrossRef]
- Wood, R.J.K.; Herd, S.; Thakare, M.R. A critical review of the tribocorrosion of cemented and thermal sprayed tungsten carbide. Tribol. Int. 2018, 119, 491–509. [Google Scholar] [CrossRef]
- Iannuzzi, M.; Barnoush, A.; Johnsen, R. Materials and corrosion trends in offshore and subsea oil and gas production. npj Mater. Degrad. 2017, 1, 2. [Google Scholar] [CrossRef]
- Fu, J.; Li, H.; Song, X.; Fu, M. Multi-scale defects in powder-based additively manufactured metals and alloys. J. Mater. Sci. Technol. 2022, 122, 165–199. [Google Scholar] [CrossRef]
- Zhou, Y.; Kong, D.; Li, R.; He, X.; Dong, C. Corrosion of Duplex Stainless Steel Manufactured by Laser Powder Bed Fusion: A Critical Review. Acta Metall. Sin. (Engl. Lett.) 2024, 37, 587–606. [Google Scholar] [CrossRef]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.; Li, X.Y.; You, D.; Guan, K.; Duan, W.; Cao, L.; et al. A Review of Spatter in Laser Powder Bed Fusion Additive Manufacturing: In Situ Detection, Generation, Effects, and Countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef]
- Wei, C.; Li, L. Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion. Virtual Phys. Prototyp. 2021, 6, 347–371. [Google Scholar] [CrossRef]
- Yao, L.; Xiao, Z.; Hoo, Z.; Tang, C.; Qiao, J.; Zhang, Y. Mechanism analysis of grain growth dominated by alloy composition gradients during powder bed fusion. Mater. Res. Lett. 2023, 11, 814–820. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Amirkhiz, B.S.; Shakerin, S.; Kelly, J.; Li, J.; Mohammadi, M. Microstructural investigation and mechanical behavior of a two-material component fabricated through selective laser melting of AlSi10Mg on an Al-Cu-Ni-Fe-Mg cast alloy substrate. Addit. Manuf. 2020, 31, 100937. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.; Song, C.; Wang, D.; Wu, S.; Zhang, M. Influence mechanism of process parameters on the interfacial characterization of selective laser melting 316L/CuSn10. Mater. Sci. Eng. A 2020, 792, 139316. [Google Scholar] [CrossRef]
- Chen, K.; Wang, C.; Hong, Q.; Wen, S.; Zhou, Y.; Yan, C.; Shi, Y. Selective laser melting 316L/CuSn10 multi-materials: Processing optimization, interfacial characterization and mechanical property. J. Mater. Process. Technol. 2020, 283, 116701. [Google Scholar] [CrossRef]
- Nguyen, D.S.; Park, H.S.; Lee, C.M. Applying Selective Laser Melting to Join Al and Fe: An Investigation of Dissimilar Materials. Appl. Sci. 2019, 9, 3031. [Google Scholar] [CrossRef]
- Sai, M.M.K.; Kumar, S.; Mandal, A.; Anand, M. Sinterability of SS316, SiC, and TiN multi-material additive manufacturing via selective laser sintering. Opt. Laser Technol. 2023, 167, 109686. [Google Scholar]
- Wang, C.; Tan, X.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.; Tor, S.; Lim, C.; Wong, C. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Bai, Y.; Zhang, J.; Zhao, C.; Li, C.; Wang, H. Dual interfacial characterization and property in multi-material selective laser melting of 316L stainless steel and C52400 copper alloy. Mater. Charact. 2020, 167, 110489. [Google Scholar] [CrossRef]
- Wei, C.; Liu, L.; Cao, H.; Zhong, X.; Xu, X.; Gu, Y.; Cheng, D.; Huang, Y.; Li, Z.; Guo, W.; et al. Cu10Sn to Ti6Al4V bonding mechanisms in laser-based powder bed fusion multiple material additive manufacturing with different build strategies. Addit. Manuf. 2022, 51, 102588. [Google Scholar] [CrossRef]
- Wang, P.; Lao, C.; Chen, Z.; Liu, Y.; Wang, H.; Wendrock, H.; Eckert, J.; Scudino, S. Microstructure and mechanical properties of Al-12Si and Al-3.5Cu-1.5Mg-1Si bimetal fabricated by selective laser melting. J. Mater. Sci. Technol. 2020, 36, 18–26. [Google Scholar] [CrossRef]
- Dziekonska, M.; Jonda, E.; Sroka, M.; Weglowski, M.; Jung, T. Microstructure and Properties of Dissimilar Joints of AISI 430 Steel with Inconel 625 Obtained by Electron Beam Welding. Adv. Sci. Technol. Res. J. 2022, 16, 232–242. [Google Scholar] [CrossRef]
- Lee, Y.; Nycz, A.; Simunovic, S.; Meyer, L.; Vaughan, D.; Carter, W.; Babu, S.S.; Vaughan, J.; Love, L. Prediction and understanding of non-linear distortion on large curved wall manufactured by wire-arc direct energy deposition. Addit. Manuf. Lett. 2023, 7, 100173. [Google Scholar] [CrossRef]
- Sreeramagiri, P.; Balasubramanian, G. Directed Energy Deposition of Multi-Principal Element Alloys. Front. Mater. 2022, 9, 825276. [Google Scholar] [CrossRef]
- Xu, H.; Zhang, Q.; Tian, T.; Niu, L.; Li, H.; Han, B.; Zhu, H.; Wang, X. In-situ hot rolling directed energy deposition-arc repair of shafts. Addit. Manuf. 2023, 61, 103362. [Google Scholar] [CrossRef]
- Panda 3DP. Rongsu Technology’s Laser Coaxial Wire Feeding Metal 3D Printing Technology: A New Benchmark for DED Additive Manufacturing. 2024. Available online: https://panda3dp.com/3dprintnews-6165-1.html (accessed on 26 September 2024).
- Yao, L.M.; Xiao, Z.M.; Ramesh, A.; Zhang, Y.M. On the melt pool flow and interface shape of dissimilar alloys via selective laser melting. Int. Commun. Heat Mass. Transf. 2023, 145, 106833. [Google Scholar] [CrossRef]
- Danielewski, H.; Antoszewski, B. Properties of Laser Additive Deposited Metallic Powder of Inconel 625. Open Eng. 2020, 10, 484–490. [Google Scholar] [CrossRef]
- Li, K.; Chen, W.; Gong, N.; Pu, H.; Luo, J.; Zhang, D.Z.; Murr, L.E. A critical review on wire-arc directed energy deposition of high-performance steels. J. Mater. Res. Technol. 2023, 24, 9369–9412. [Google Scholar] [CrossRef]
- Wei, C.; Zhang, Z.; Cheng, D.; Sun, Z.; Zhu, M.; Li, L. An overview of laser-based multiple metallic material additive manufacturing: From macro- to micro-scales. Int. J. Extrem. Manuf. 2021, 3, 012003. [Google Scholar] [CrossRef]
- Zhang, W.; Xu, C.; Li, C.; Wu, S. Advances in Ultrasonic-Assisted Directed Energy Deposition (DED) for Metal Additive Manufacturing. Crystals 2024, 14, 114. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Moradi, M.; Ariffin, M.; Bodaghi, M. A review on additive/subtractive hybrid manufacturing of directed energy deposition (DED) process. Adv. Powder Mater. 2022, 1, 100054. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polym. Int. 2021, 13, 598. [Google Scholar] [CrossRef]
- Quan, H.Y.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X.Q. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef]
- Nanjixiong. Comparative Ranking of 8 High-Speed Light-Curing 3D Printers in the World, the Fastest Beijing Manufacturer 1200 mm/h. 2019. Available online: https://www.nanjixiong.com/thread-131917-1-1.html (accessed on 9 January 2019).
- Rouf, S.; Raina, A.; Haq, M.I.U.; Naveed, N.; Jeganmohan, S.; Kichloo, A.F. 3D printed parts and mechanical properties: Influencing parameters, sustainability aspects, global market scenario, challenges and applications. Adv. Ind. Eng. Polym. Res. 2022, 5, 143–158. [Google Scholar] [CrossRef]
- Colorado, H.A.; Gutierrez-Velasquez, E.I.; Gil, L.D.; de Camargo, I.L. Exploring the advantages and applications of nanocomposites produced via vat photopolymerization in additive manufacturing: A review. Adv. Compos. Hybrid Mater. 2024, 7, 1. [Google Scholar] [CrossRef]
- Magalhaes, F.D.; Leite, W.D.; Rubio, J.C.C. A study of mechanical properties of photosensitive resins used in vat photopolymerization process. J. Elastomers Plast. 2024, 56, 807–829. [Google Scholar] [CrossRef]
- Zago, M.; Lecis, N.F.M.; Vedani, M.; Cristofolini, I. Dimensional and geometrical precision of parts produced by binder jetting process as affected by the anisotropic shrinkage on sintering. Addit. Manuf. 2021, 43, 102007. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.Z.; Tan, W.D.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Miao, G.; Du, W.; Pei, Z.; Ma, C. A literature review on powder spreading in additive manufacturing. Addit. Manuf. 2022, 58, 103029. [Google Scholar] [CrossRef]
- Mecheter, A.; Tarlochan, F.; Kucukvar, M. A Review of Conventional versus Additive Manufacturing for Metals: Life-Cycle Environmental and Economic Analysis. Sustainability 2023, 15, 12299. [Google Scholar] [CrossRef]
- Chandima Ratnayake, R.M. Enabling RDM in Challenging Environments via Additive Layer Manufacturing: Enhancing Offshore Petroleum Asset Operations. Prod. Plan. Control 2019, 30, 522–539. [Google Scholar] [CrossRef]
- Popov, V.V.; Grilli, M.L.; Koptyug, A.; Jaworska, L.; Katz-Demyanetz, A.; Klobcar, D.; Balos, S.; Postolnyi, B.O.; Goel, S. Powder Bed Fusion Additive Manufacturing Using Critical Raw Materials: A Review. Materials 2021, 14, 909. [Google Scholar] [CrossRef]
- Chirita, A.P.; Bors, A.M.; Radoi, R.I.; Dumitrescu, I.C.; Popescu, A.M.C. Leveraging Additive Manufacturing and Reverse Engineering for Circular Economy-Driven Remanufacturing of Hydraulic Drive System Components. Appl. Sci. 2023, 13, 12200. [Google Scholar] [CrossRef]
- Sefiddashti, A.R.; Shirmohammadi, R.; Petrakopoulou, F. Efficiency Enhancement of Gas Turbine Systems with Air Injection Driven by Natural Gas Turboexpanders. Sustainability 2021, 13, 10994. [Google Scholar] [CrossRef]
- Oak Ridge National Laboratory. Metal Steam Turbine Blade Shows Cutting-Edge Potential for Critical, Large 3D-Printed Parts. 2023. Available online: https://www.ornl.gov/news/metal-steam-turbine-blade-shows-cutting-edge-potential-critical-large-3d-printed-parts (accessed on 12 December 2023).
- Valeev, S.; Kondratyeva, N. Design of Nonlinear Control of Gas Turbine Engine Based on Constant Eigenvectors. Machines 2021, 9, 49. [Google Scholar] [CrossRef]
- Wang, L.; Sun, L.; Kang, J.; Wang, Y.; Wang, H. Risk Identification of FPSO Oil and Gas Processing System Based on an Improved FMEA Approach. Appl. Sci. 2021, 11, 567. [Google Scholar] [CrossRef]
- 3printr. Roboze—Production of Components on Board an Offshore Platform. 2023. Available online: https://www.3printr.com/roboze-production-of-components-on-board-an-offshore-platform-4964777/ (accessed on 8 September 2023).
- Lakshmanan, R.; Nyamekye, P.; Virolainen, V.M.; Piili, H. The convergence of lean management and additive manufacturing: Case of manufacturing industries. Clean. Eng. Technol. 2023, 13, 100620. [Google Scholar] [CrossRef]
- Metal-Am. Spare Parts 3D Partners with Ocyan to Accelerate Additive Manufacturing in Oil and Gas Sector. 2022. Available online: https://www.metal-am.com/spare-parts-3d-partners-with-ocyan-to-accelerate-additive-manufacturing-in-oil-and-gas-sector/ (accessed on 10 May 2022).
- Arcos, C.; Ramos-Grez, J.A.; Sancy, M.; La Fé-Perdomo, I.; Setchi, R.; Guerra, C. Suitability of nickel aluminium bronze alloy fabricated by laser powder bed fusion to be used in the marine environment. Corros. Sci. 2024, 226, 111656. [Google Scholar] [CrossRef]
- Linder, C.; Mehta, B.; Sainis, S.; Lindén, J.B.; Zanella, C.; Nyborg, L. Corrosion resistance of additively manufactured aluminium alloys for marine applications. npj Mater. Degrad. 2024, 8, 46. [Google Scholar] [CrossRef]
- Todaro, C.J.; Rashidi, M.; Liu, R.L.; Gao, S.; Le, T.P.; Fronda, J.E.; Setyadji, J.; Tang, Y.; Seita, M. Laser powder bed fusion of high-strength and corrosion-resistant Inconel alloy 725. Mater. Charact. 2022, 194, 112454. [Google Scholar] [CrossRef]
- Rajkumar, V.; Vishnukumar, M.; Sowrirajan, M.; Kannan, R. Microstructure, mechanical properties and corrosion behaviour of Incoloy 825 manufactured using wire arc additive manufacturing. Vacuum 2022, 203, 111324. [Google Scholar] [CrossRef]
- Li, J.; Zhang, D.; Chen, X.; Xu, D.; Qiu, D.; Wang, F.; Easton, M. Laser directed energy deposited, ultrafine-grained functional titanium-copper alloys tailored for marine environments: Antibacterial and anti-microbial corrosion studies. J. Mater. Sci. Technol. 2023, 166, 21–33. [Google Scholar] [CrossRef]
- Melia, M.A.; Duran, J.G.; Taylor, J.M.; Presuel-Moreno, F.; Schaller, R.F.; Schindelholz, E.J. Marine Atmospheric Corrosion of Additively Manufactured Stainless Steels. Corrosion 2021, 77, 1003–1013. [Google Scholar] [CrossRef]
- Pejakovic, V.; Berger, L.M.; Thiele, S.; Rojacz, H.; Ripoll, M.R. Fine grained titanium carbonitride reinforcements for laser deposition processes of 316L boost tribocorrosion resistance in marine environments. Mater. Des. 2021, 207, 109847. [Google Scholar] [CrossRef]
- Sun, J.; Sun, Q.; Liu, Y.; Li, B.; Zhang, Z.; Xu, B.; Xu, S.; Han, Y.; Qiao, Y.; Han, J.; et al. Improving corrosion resistance of selective laser melted 316L stainless steel through ultrasonic severe surface rolling. J. Mater. Res. Technol. 2022, 20, 4378–4391. [Google Scholar] [CrossRef]
- Reddy, M.S.; Kumar, G.V.S.; Bhaskar, T.; Sivaprasad, K. Mechanical Behaviour, Microstructure and Texture Studies of Wire arc Additive Manufactured Corten Steels. Trans. Indian Inst. Met. 2023, 76, 519–526. [Google Scholar] [CrossRef]
- Bozeman, S.C.; Tucker, J.D.; Isgor, O.B. Corrosion Resistance of 309L Stainless Steel Claddings on Carbon Steel Produced with Wire-Fed Directed Energy Deposition. Corrosion 2023, 79, 771–781. [Google Scholar] [CrossRef] [PubMed]
- Choi, H.; Adamczyk, J.M.; Hernandez-Sanchez, B.A.; Koss, E.K.; Noell, P.J.; Spiak, S.R.; Pucket, R.V.; Escarcega-Herrera, K.; Love, A.S.; Karasz, E.; et al. Wire arc additive manufactured A36 steel performance for marine renewable energy systems. Int. J. Adv. Manuf. Technol. 2024, 132, 4677–4688. [Google Scholar] [CrossRef]
- Solovyeva, V.A.; Almuhammadi, K.H.; Badeghaish, W.O. Current Downhole Corrosion Control Solutions and Trends in the Oil and Gas Industry: A Review. Materials 2023, 16, 1795. [Google Scholar] [CrossRef] [PubMed]
- Voxel Matters. Shell 3D Prints and Deploys Industry-First Leak Repair Clamp. 2023. Available online: https://www.voxelmatters.com/shell-3d-prints-and-deploys-industry-first-leak-repair-clamp/ (accessed on 4 January 2023).
- Ning, J.; Yu, Z.S.; Sun, K.; Hu, M.J.; Zhang, L.X.; Zhang, Y.B.; Zhang, L.J. Comparison of microstructures and properties of X80 pipeline steel additively manufactured based on laser welding with filler wire and cold metal transfer. J. Mater. Res. Technol. 2021, 10, 752–768. [Google Scholar] [CrossRef]
- Yao, L.; Xiao, Z.; Huang, S.; Ramamurty, U. The formation mechanism of metal-ceramic interlayer interface during laser powder bed fusion. Virtual Phys. Prototyp. 2023, 18, e2235324. [Google Scholar] [CrossRef]
- Yao, L.; Huang, S.; Ramamurty, U.; Xiao, Z. On the formation of “Fish-scale” morphology with curved grain interfacial microstructures during selective laser melting of dissimilar alloys. Acta Mater. 2021, 220, 117331. [Google Scholar] [CrossRef]
- Kang, T.; Kim, J. Feature Template-Based Parametric Swept Geometry Generation from Point Cloud Data: Pipeline Design in Building Systems. J. Pipeline Syst. Eng. Pract. 2023, 14, 04022052. [Google Scholar] [CrossRef]
- Zhang, Z.; Wen, L.; Huang, Q.; Guo, L.; Dong, Z.; Zhu, L. Corrosion Evaluation and Mechanism Research of AISI 8630 Steel in Offshore Oil and Gas Environments. Materials 2024, 17, 4907. [Google Scholar] [CrossRef]
- Cai, S.; Ji, H.; Zhu, F.; Pei, W.; Xiao, W.; Tang, X. Research on the Corrosion Behavior of Q235 Pipeline Steel in an Atmospheric Environment through Experiment. Materials 2022, 15, 6502. [Google Scholar] [CrossRef]
- Carlsen, C.; Nagadhana, T. The nautilus robotic solution: A single robot that integrates inspection + maintenance + repair capabilities for subsea pipelines and tubulars. In Proceedings of the Offshore Technology Conference Asia, Kuala Lumpur, Malaysia, 27 February–1 March 2024. [Google Scholar]
- Sun, G.; Wang, Z.; Lu, Y.; Chen, M.; Yang, K.; Ni, Z. Underwater Laser Welding/Cladding for High-performance Repair of Marine Metal Materials: A Review. Chin. J. Mech. Eng. 2022, 35, 5. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, S.; Yang, K.; Chen, M.; Bi, K.; Ni, Z.; Sun, G. In-situ SEM investigation on the fatigue behavior of Ti–6Al–4V ELI fabricated by the powder-blown underwater directed energy deposition technique. Mater. Sci. Eng. A 2022, 838, 142783. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, G.; Lu, Y.; Chen, M.; Lan, H.; Bi, K.; Ni, Z. High-performance Ti-6Al-4V with graded microstructure and superior properties fabricated by powder feeding underwater laser metal deposition. Surf. Coat. Technol. 2021, 408, 126778. [Google Scholar] [CrossRef]
- Wang, Z.; Yang, K.; Chen, M.; Lu, Y.; Wang, S.; Wu, E.; Bi, K.; Ni, Z.; Sun, G. High-quality remanufacturing of HSLA-100 steel through the underwater laser directed energy deposition in an underwater hyperbaric environment. Surf. Coat. Technol. 2022, 437, 128370. [Google Scholar] [CrossRef]
- Zhou, R.; Sun, G. Laser alloying with Mn + Cr3C2 and Mn + NiCr-C for improved wear and corrosion resistance of stainless steel. Surf. Coat. Technol. 2022, 451, 129076. [Google Scholar] [CrossRef]
- Park, S.; Bang, J.; So, H. 3D printing-assisted and magnetically-actuated superhydrophobic surfaces for droplet control. Surf. Interfaces 2023, 37, 102678. [Google Scholar] [CrossRef]
- Xie, M.; Duan, H.; Cheng, P.; Chen, Y.; Dong, Z.; Wang, Z. Underwater Unidirectional Cellular Fluidics. ACS Appl. Mater. Interfaces 2022, 14, 9891–9898. [Google Scholar] [CrossRef]
- Yang, Y.; Li, X.; Zheng, X.; Chen, Z.; Zhou, Q.; Chen, Y. 3D-Printed Biomimetic Super-Hydrophobic Structure for Microdroplet Manipulation and Oil/Water Separation. Adv. Mater. 2018, 30, 1704912. [Google Scholar] [CrossRef]
- Chen, M.; Yang, K.; Wang, Z.; Zhao, K.; Wu, E.; Shi, J.; Qi, H.; Sun, G. Corrosion performance of NV E690 steel and 316L stainless steel coating fabricated by underwater direct metal deposition. Corros. Sci. 2023, 219, 111232. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Wang, P.; Nai, M.; Loh, N.; Liu, E.; Tor, S. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Vallourec. World’s First 3D-Printed Waterbushing Deployed by Totalenergies and Vallourec. 2021. Available online: https://www.vallourec.com/app/uploads/sites/2/2023/09/TotalEnergies_AdditiveManufacturing_success_story.pdf (accessed on 10 May 2021).
- 3D Adept Madia. Vallourec Produces Two 3D Printed Lifting Plugs for Oil and Gas Company. 2022. Available online: https://3dadept.com/vallourec-produces-two-3d-printed-lifting-plugs-for-oil-and-gas-company/ (accessed on 7 January 2022).
- Song, T.T.; Chen, Z.B.; Cui, X.Y.; Lu, S.L.; Chen, H.S.; Wang, H.; Dong, T.; Qin, B.; Chan, K.C.; Brandt, M.; et al. Strong and ductile titanium-oxygen-iron alloys by additive manufacturing. Nature 2023, 618, 63–68. [Google Scholar] [CrossRef] [PubMed]
- Gwak, M.; Kim, S.; Lee, D.J.; Seol, J.B.; Sung, H.; Nam, T.H.; Kim, S.; Kim, J.G. Post-annealing effect on the tensile deformation mechanism of a Ti–6Al–4V alloy manufactured via directed energy deposition. Mater. Sci. Eng. A 2022, 836, 142729. [Google Scholar] [CrossRef]
- Zhao, Y.; Wu, Y.; Hu, D.; Cai, Y.; Liu, Y.; Chen, H. Study of microstructure and mechanical properties and residual stresses of 24CrNiMo steel prepared by selective laser melting and laser melting deposition. J. Mater. Res. Technol. 2024, 28, 4764–4777. [Google Scholar] [CrossRef]
- Benzing, J.T.; Derimow, N.; Kafka, O.L.; Hrabe, N.; Schumacher, P.; Godfrey, D.; Beamer, C.; Pathare, P.; Carroll, J.D.; Lu, P.; et al. Enhanced strength of additively manufactured Inconel 718 by means of a simplified heat treatment strategy. J. Mater. Process. Technol. 2023, 322, 118197. [Google Scholar] [CrossRef]
- Li, B.; Fu, W.; Xu, H.; Qian, B.; Xuan, F. Additively manufactured Ni-15Fe-5Mo Permalloy via selective laser melting and subsequent annealing for magnetic-shielding structures: Process, micro-structural and soft-magnetic characteristics. J. Magn. Magn. Mater. 2020, 494, 165754. [Google Scholar] [CrossRef]
- Bordeenithikasem, P.; Hofmann, D.C.; Firdosy, S.; Ury, N.; Vogli, E.; East, D.R. Controlling microstructure of FeCrMoBC amorphous metal matrix composites via laser directed energy deposition. J. Alloys Compd. 2021, 857, 157537. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, L.; Liu, F.H.; Sun, J.; Wang, D.S. Study on Properties and Microstructure of Wire Arc Additive Manufactured 2209 Duplex Stainless Steel. Metall. Mater. Anal. 2024, 13, 519–531. [Google Scholar]
- Li, X.R.; Jiang, P.F.; Nie, M.H.; Liu, Z.L.; Liu, M.Q.; Qiu, Y.M.; Chen, Z.; Zhang, Z. Enhanced strength-ductility synergy of laser additive manufactured stainless steel/Ni-based superalloy dissimilar materials characterized by bionic mechanical interlocking structures. J. Mater. Res. Technol. 2023, 26, 4770–4783. [Google Scholar] [CrossRef]
- Chen, Y.; Zhu, H.; Zhang, P.; Wang, Z.; Wang, M.; Sha, G.; Lin, H.; Ma, J.; Zhang, Z.; Song, Y.; et al. An exceptionally strong, ductile and impurity-tolerant austenitic stainless steel prepared by laser additive manufacturing. Acta Mater. 2023, 250, 118868. [Google Scholar] [CrossRef]
- Gao, L.; Bhattacharyya, J.; Lin, W.; Ren, Z.; Chuang, A.C.; Shevchenko, P.D.; Nikitin, V.; Ma, J.; Agnew, S.R.; Sun, T. Tailoring material microstructure and property in wire-laser directed energy deposition through a wiggle deposition strategy. Addit. Manuf. 2023, 77, 103801. [Google Scholar] [CrossRef]
- Paul, M.J.; Muniandy, Y.; Kruzic, J.J.; Ramamurty, U.; Gludovatz, B. Effect of heat treatment on the strength and fracture resistance of a laser powder bed fusion-processed 18Ni-300 maraging steel. Mater. Sci. Eng. A 2022, 844, 143167. [Google Scholar] [CrossRef]
- Lu, S.; Zhang, Z.; Liu, R.; Qu, Z.; Li, S.; Zhou, X.; Duan, Q.Q.; Zhang, B.N.; Zhao, X.M.; Zhao, W.; et al. Tailoring hierarchical microstructures to improve the strength and plasticity of a laser powder bed fusion additively manufactured Ti-6Al-4V alloy. Addit. Manuf. 2023, 71, 103603. [Google Scholar] [CrossRef]
- Jang, J.H.; Choi, Y.; Jung, K.H.; Kim, H.G.; Lee, D.G. Effect of energy density on quasi-static and dynamic mechanical properties of Ti–6Al–4V alloy additive-manufactured by selective laser melting. J. Mater. Sci. 2022, 57, 18014–18024. [Google Scholar] [CrossRef]
- He, Y.; Zhang, F.; Dai, Y.; Zhao, K.; Ye, Z.; Yu, Z.; Xia, C.; Tan, H. Enhanced low cycle fatigue properties of selective laser melting Ti–6Al–4V with fine-tuned composition and optimized microstructure. J. Mater. Sci. Technol. 2024, 180, 129–140. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Zhong, J.; Sun, L.; Meng, T. Optimum process parameters of IN718 alloy fabricated by plasma arc additive manufacturing using Taguchi-based grey relational analysis. Mater. Today Commun. 2023, 37, 107213. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Bairrao, N.; Farias, F.W.C.; Shamsolhodaei, A.; Shen, J.J.; Zhou, N.; Maawad, E.; Schell, N.; Santos, T.G.; Oliveira, J. Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater. Des. 2022, 213, 110270. [Google Scholar] [CrossRef]
- Ji, W.; Liu, C.; Dai, S.; Deng, R. Microstructure, Properties and Crack Suppression Mechanism of High-speed Steel Fabricated by Selective Laser Melting at Different Process Parameters. Chin. J. Mech. Eng. 2023, 36, 46. [Google Scholar] [CrossRef]
- Wang, Z.; Yang, Z.; Liu, F.; Zhang, W. Influence of the scanning angle on the grain growth and mechanical properties of Ni10Cr6W1Fe9Ti1 HEA fabricated using the LPBF–AM method. Mater. Sci. Eng. A 2023, 864, 144596. [Google Scholar] [CrossRef]
- Zhong, L.; Li, Z.; Wang, G.; He, H.; Wei, G.; Zheng, S.; Feng, G.; Xie, N.; Zhang, R. Erosion Resistance of Valve Core Surface Combined with WC-10Co-4Cr Coating Process Under Different Pretreatments. Materials 2022, 15, 8140. [Google Scholar] [CrossRef]
- Yao, L.; Ramesh, A.; Fan, Z.; Xiao, Z.; Li, G.; Zhuang, Q.; Qiao, J. Interface Analysis between Inconel 625 and Cobalt-Chromium Alloy Fabricated by Powder Bed Fusion Using Pulsed Wave Laser. Materials 2023, 16, 6456. [Google Scholar] [CrossRef]
- Hoo, Z.; Xiao, Z.; Yao, L.; Jing, B.; Jin, C.; Tang, C. Interface Hardness Analysis of between IN625 and CoCrMo Manufactured by Pulsed Wave Laser Powder Bed Fusion. Micromachines 2024, 15, 162. [Google Scholar] [CrossRef] [PubMed]
- Lin, X.; Wang, P.; Zhu, H.; Song, Z.; Zhang, Y.; Ning, Y.Q. A novel processing method based on the 3-spot diode laser source for the laser cladding of stainless-steel ball valves. Opt. Laser Technol. 2021, 141, 107142. [Google Scholar] [CrossRef]
- Qu, S.; Ma, X.; Duan, C.; Hu, X.; Li, J.; Li, X.; Sun, G. Improvement of impact wear properties of seat insert by laser cladding cobalt-based alloy. Surf. Topogr. Metrol. Prop. 2022, 10, 035015. [Google Scholar] [CrossRef]
- Penteado, M.R.M.; Vieira, S.C.; de Castro, M.S.; Bannwart, A.C. Drift-flux model for gas-liquid flow subjected to centrifugal fields. AIChE J. 2022, 68, e17448. [Google Scholar] [CrossRef]
- Rajabinezhad, M.; Bahrami, A.; Mousavinia, M.; Seyedi, S.J.; Taheri, P. Corrosion-Fatigue Failure of Gas-Turbine Blades in an Oil and Gas Production Plant. Materials 2020, 13, 900. [Google Scholar] [CrossRef]
- Hernandez, F.; Fragoso, A. Fabrication of a Stainless-Steel Pump Impeller by Integrated 3D Sand Printing and Casting: Mechanical Characterization and Performance Study in a Chemical Plant. Appl. Sci. 2022, 12, 3539. [Google Scholar] [CrossRef]
- EOS. Support-Free Printing of Closed Impellers. 2023. Available online: https://www.digital-can.com/wp-content/uploads/EOS_Whitepaper_Support_Free_Impellers_en.pdf (accessed on 8 November 2023).
- Zhu, J.; Zhang, H.Q. A Review of Experiments and Modeling of Gas-Liquid Flow in Electrical Submersible Pumps. Energies 2018, 11, 180. [Google Scholar] [CrossRef]
- Yi, H.W.; Kwon, J.Y.; Lee, Y.W.; Kang, M.C. Optimization of the Outlet Flow Ratio of Mini-Hydrocyclone Separators Using the Full Factorial Design Method to Determine the Separation Efficiency. Separations 2021, 8, 210. [Google Scholar] [CrossRef]
- Vega-Garcia, D.; Brito-Parada, P.R.; Cilliers, J.J. Optimising small hydrocyclone design using 3D printing and CFD simulations. Chem. Eng. J. 2018, 350, 653–659. [Google Scholar] [CrossRef]
- Durango-Cogollo, M.; Garcia-Bravo, J.; Newell, B.; Gonzalez-Mancera, A. CFD Modeling of Hydrocyclones—A Study of Efficiency of Hydrodynamic Reservoirs. Fluids 2020, 5, 118. [Google Scholar] [CrossRef]
- Zhong, A.; Ornelaz, R.; Krishnan, K. Exploration of applications of metallic additive manufacturing for the oil and gas industry. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 1–4 May 2017. [Google Scholar]
- Khan, P.; Wright Beau, R.; Lammari El, M.A.; Knebel, M.J. Unique HPHT multistage frac completion suite incorporating additive manufacturing technology—Technical overview. In Proceedings of the International Petroleum Technology Conference, Dhahran, Saudi Arabia, 13–15 January 2020. [Google Scholar]
- Deng, G.J.; Kendall, A.; Wakefield, J. The ultra-expansion completion packer integrated with additive manufacturing technology. In Proceedings of the SPE Annual Technical Conference and Exhibition, Dallas, TX, USA, 24–26 September 2018. [Google Scholar]
- Burns, M.; Wangenheim, C. Metal 3d printing applications in the oil & gas industry. In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 18–21 March 2019. [Google Scholar]
- Metal-AM. 3D Metalforge Agreement to Supply Woodside Energy Range of AM Parts and Services. 2022. Available online: https://www.metal-am.com/3d-metalforge-agreement-to-supply-woodside-energy-range-of-am-parts-and-services/ (accessed on 4 May 2022).
- Zhu, X.; Zhou, B.; Jing, J.; Shi, J.; Qin, R. Modeling and Optimization of Mechanical Cutting of Downhole Tubing. SPE J. 2024, 29, 798–814. [Google Scholar] [CrossRef]
- Napier, R.A.; Webber, W.J.; Glaesman, C.W.; Freeney, T.A. Downhole Tool for Use in Well, Has First Sealing Element Arranged Around Mandrel and Provided with Additive Manufacturing Object, Where Additive Manufacturing Object Is Provided with First Material and Second Material. U.S. Patent 2020199966-A1, 25 June 2020. [Google Scholar]
- Heng, S. Hardfacing System for Printing Three Dimensional (3d) Hardfacing, Has Second Processor That Controls Movement of Application Device to Place Downhole Tool Heat Source at First Distance from Portion of Surface of Downhole Tool. U.S. Patent 2022111440-A1, 14 April 2022. [Google Scholar]
- Donderici, B. Computer-Implemented Method for Fabricating e.g., Resistivity, Acoustic and NMR Logging Tool for Downhole Environment, Involves Utilizing Three-Dimensional Printer to Fabricate Component of Logging Tool in Accordance with Logging Tool Design. U.S. Patent 2016082667-A1, 24 March 2016. [Google Scholar]
- Alvarez, E.R. Manufacturing Method of Nuclear Detector for Downhole Tool, Involves Forming Hatch Cover Using Additive Manufacturing to Form Layer of Hatch Cover by Depositing Liquefied Drops of First Material and/or Second Material. U.S. Patent 2017221593-A1, 3 August 2017. [Google Scholar]
- Mannas, M.J.; Hoheisel, D.; Kruspe, T.; Jung, S.; Hohelsel, D. Apparatus for Investigating Borehole Intersecting Earth Formation, Has Thermal Isolation Support Connected to Internal Component and Provided with Additive Manufacturing Structural Framework, Where Structural Framework Is Connected to Tool. U.S. Patent 2019316460-A1, 17 October 2019. [Google Scholar]
- Hayter, S.R.; Gilmour, D.A. Downhole Tool for Use in Fluidic System, Comprises a Body That Defines a Surface, Where the Body Has Multiple Cavities Sealed from an Outside of the Body by the Surface. U.S. Patent 2016258242-A1, 8 September 2016. [Google Scholar]
- Parekh, Y.; Pratt, B.A.; Xu, Y. Plug Assembly for Borehole, Has Slip Sleeve Assembly Having Opposed Uphole and Downhole Ends and Externally Supporting Sealing Element Assembly Axially Spaced from Uphole End. U.S. Patent 2018016864-A1, 18 January 2018. [Google Scholar]
- Semple, R.P. Downhole Tool for Use in Downhole Operations, Has Primary Portion and Secondary Portion That Are Provided for Rotating Relative to Other of First Portion and Second Portion in Operation. U.S. Patent 2018073561-A1, 15 March 2018. [Google Scholar]
- Sarmiento, K.H.; Xu, Z.; Sarmiento Klapper, H.; Klapper, H.S. Inhibiting Corrosion of Metallic Components Downhole, Involves Introducing Neutralization Media into Wellbore in Proximity of Downhole Metallic Components, Sensing Change in Corrosive Fluid by Sensor and Reacting Magnesium and Hydroxy Ions. U.S. Patent 2019093456-A1, 28 March 2019. [Google Scholar]
- Duffy, S.; Savage, M.T.; Oxford, J.A. Forming Body of Earth-Boring Downhole Tool, Comprises Forming Mold of Interior Surface Within Mold, Forming Insert, Providing Additional Particles of Hard-Phase Material Within Mold Cavity, and Infiltrating Particles with Molten Metal. U.S. Patent 2020001367-A1, 2 January 2020. [Google Scholar]
- Karuppoor, S.; Arun, K.S. Adapter Board for Assembling Passive Components of Downhole Tools Comprises Electrical Component in Substrate, First Pad Connected to Component by First Via, Second Pad Connects Component by Second Via and Substrate Is Installed Within Tool. U.S. Patent 2021112663-A1, 15 April 2021. [Google Scholar]
- Taylor, C.; Tang, F.; Kovacs, W.; Hoyer, D.; Amend, W.; Scruggs, J.; Johnston, J. Passive Thermal Barrier for Use in Downhole Tool, Has Multi-Layered Labyrinthine Shell Structure Provided with External Layer and Internal Layer, and Multiple Centralizers That Are Polarly Phased and Longitudinally Spaced Between Each Layer of Shell Structure, Radially Equidistant to Central Axis. U.S. Patent 2023083743-A1, 16 March 2023. [Google Scholar]
- Hart Energy. 2020 Special Meritorious Awards for Engineering Innovation. 2020. Available online: https://www.hartenergy.com/exclusives/2020-special-meritorious-awards-engineering-innovation-189250 (accessed on 9 September 2020).
- Tencent. Hebei Has Its Own Characteristics—To Special Win Hetian: Magical Remanufacturing Sunrise New Industry. 2021. Available online: https://news.qq.com/rain/a/20210730A09XR600 (accessed on 30 July 2021).
- Xuan, L.; Wang, J. A new type of high hardness coating for improving drill bit stability in unconventional oil and gas development. Front. Energy Res. 2023, 11, 1277648. [Google Scholar] [CrossRef]
- Zhang, Y.; Sogn, H.; Cai, M.; Santana, R. An additive manufacturing process enables the 3d-printed application of armors for drill bits. In Proceedings of the SPE/IADC Middle East Drilling Technology Conference and Exhibition, Abu Dhabi, United Arab Emirates, 23–25 May 2023. [Google Scholar]
- Liu, B.; Wang, Y.; Jiang, J.; Zhang, B.; Zhou, J.; Huang, K. Application of Three-Dimensional Printing Technology to the Manufacture of Petroleum Drill Bits. Processes 2023, 11, 2706. [Google Scholar] [CrossRef]
- Yang, L.; Tang, S.Y.; Fan, Z.T.; Jiang, W.M.; Liu, X.W. Rapid casting technology based on selective laser sintering. China Foundry 2021, 18, 296–306. [Google Scholar] [CrossRef]
- Zheng, C.; Yang, D.; Hao, W.; Qiao, T.; Tan, Z.; Jin, J. Smooth path generation method of laser cladding bit repair robot based on 3d automatic measurement of wear surface point cloud. In Proceedings of the 2021 International Conference on Mechanical Engineering, Intelligent Manufacturing and Automation Technology, Guilin, China, 15–17 January 2021. [Google Scholar]
- Wang, J.; Zhang, B.; Tang, H.; Wei, X.; Hao, W.; Wang, J. Development of Integrated Automatic System of Laser Cladding for Repairing of Polycrystalline Diamond Compact Bits. Electronics 2023, 12, 900. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, B.; Weng, L.; Liu, Q.; Wong, L.N.Y. A new way to replicate the highly stressed soft rock: 3D printing exploration. Rock Mech. Rock Eng. 2020, 53, 467–476. [Google Scholar] [CrossRef]
- Song, R.; Wang, Y.; Ishutov, S.; Zambrano-Narvaez, G.; Hodder, K.J.; Chalaturnyk, R.J.; Sun, S.; Liu, J.; Gamage, R.P. A Comprehensive Experimental Study on Mechanical Behavior, Microstructure and Transport Properties of 3D-printed Rock Analogs. Rock Mech. Rock Eng. 2020, 53, 5745–5765. [Google Scholar] [CrossRef]
- Song, R.; Wang, Y.; Sun, S.; Liu, J. Characterization and microfabrication of natural porous rocks: From micro-CT imaging and digital rock modelling to micro-3D-printed rock analogs. J. Pet. Sci. Eng. 2021, 205, 108827. [Google Scholar] [CrossRef]
- Cruz-Maya, J.A.; Mendoza-de la Cruz, J.L.; Martínez-Mendoza, L.C.; Sánchez-Silva, F.; Rosas-Flores, J.A.; Jan-Roblero, J. Three-Dimensional Printing of Synthetic Core Plugs as an Alternative to Natural Core Plugs: Experimental and Numerical Study. Processes 2023, 11, 2530. [Google Scholar] [CrossRef]
- Wang, J.; Qi, X.; Liu, H.; Yang, M.; Li, X.; Liu, H.; Zhang, T. Mechanisms of remaining oil formation by water flooding and enhanced oil recovery by reversing water injection in fractured-vuggy reservoirs. Pet. Explor. Dev. 2022, 49, 1110–1125. [Google Scholar] [CrossRef]
- Wen, Y.C.; Hou, J.R.; Xiao, X.L.; Li, C.M.; Qu, M.; Zhao, Y.J.; Zhong, W.-X.; Liang, T.; Wu, W.-P. Utilization mechanism of foam flooding and distribution situation of residual oil in fractured-vuggy carbonate reservoirs. Pet. Sci. 2023, 20, 1620–1639. [Google Scholar] [CrossRef]
- Li, H.; Raza, A.; Ge, Q.; Lu, J.Y.; Zhang, T. Empowering microfluidics by micro-3D printing and solution-based mineral coating. Soft Matter 2020, 16, 6841–6849. [Google Scholar] [CrossRef]
- Song, R.; Wang, Y.; Tang, Y.; Peng, J.; Liu, J.; Yang, C. 3D Printing of natural sandstone at pore scale and comparative analysis on micro-structure and single/two-phase flow properties. Energy 2022, 261, 125226. [Google Scholar] [CrossRef]
- Zhu, W.; Huo, W.; Wang, S.; Kurpaska, L.; Fang, F.; Papanikolaou, S.; Kim, H.S.; Jiang, J. Machine Learning-Based Hardness Prediction of High-Entropy Alloys for Laser Additive Manufacturing. JOM 2023, 75, 5537–5548. [Google Scholar] [CrossRef]
- Patel, M.; Patel, J.; Pawar, Y.; Patel, N.; Shah, M. Membrane-based downhole oil–water separation (DOWS) technology: An alternative to hydrocyclone-based DOWS. J. Pet. Explor. Prod. Technol. 2020, 10, 2079–2088. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Formable Materials | Existing/Potential Applications | ||
|---|---|---|---|---|
| Binder jetting (BJ) | Metal, ceramic, sandstone, polymer, composites | 1. Impeller mold. 2. Rapid prototyping. | ||
| Directed energy deposition (DED) | Laser wire welding additive manufacturing (LWWAM) | Metal powder/wire | 1. Drill bit repair. 2. Pump casing and valve repair. | |
| Laser-assisted directed energy deposition (LDED) | 1. Functional coatings. 2. Impeller repair. | |||
| Wire arc additive manufacturing (WAAM) | High-pressure pipeline assembly. | |||
| Material extrusion (ME) | Fused deposition modeling (FDM) | Thermoplastic, metal, composites | Rapid prototyping. | |
| Material jetting (MJ) | Material jetting (MJ) | Thermoplastic | 1. Reservoir geological model. 2. Rapid prototyping. | |
| Nano particle jetting (NPJ) | Metal | |||
| Drop-on-demand (DOD) | Wax | |||
| Powder bed fusion (PBF) | Laser powder bed fusion (LPBF) | Selective laser melting (SLM) | Metal | 1. Impeller direct forming. 2. Pump casing and valve. |
| Selective laser sintering (SLS) | Polymers, metal, composites | |||
| Electron beam melting (EBM) | Metal | |||
| Sheet lamination (SL) | Laminated object manufacturing (LOM) | Paper, plastic film, metal | 1. Large equipment prototypes. 2. Sensor protection covers. | |
| Ultrasonic additive manufacturing (UAM) | Metal | |||
| Vat polymerization (VP) | Stereolithography (SLA) | Photopolymer resin, ceramics | 1. Rapid prototyping. 2. Artificial core. 3. Reservoir geological model. | |
| Digital light processing (DLP) | ||||
| Continuous digital light processing (CDLP) | ||||
| Continuous liquid interface production (CLIP) | ||||
| Issues of Concern | Material | Existing Issues | Solutions | Potential Applications |
|---|---|---|---|---|
| Material compatibility | AlSi10Mg/AlCuNiFeMg (SLM) [42] | Parameters cannot match the thermal properties of different materials. | 1. Selection of compatible materials. 2. Optimization of printing parameters. 3. Improvement of post-processing. | High-strength, corrosion-resistant manifold for heat exchangers. |
| 316L/Cu10Sn (SLM) [43] | Steel and copper’s differing thermal conductivities cause interface protrusion. | |||
| Pore and crack | 316L/Cu10Sn (SLM) [44] | The gas in the molten pool is not fully released. | 1. Optimization of printing parameters. 2. Use of support structures. 3. Improvement of post-processing. | 1. High-strength, wear-resistant drill tools. 2. Piston pump cylinder bodies and pistons. |
| Fe/Al (SLM) [45] | Interlayer thermal gradients cause localized deformation or cracking. | |||
| SS316/SiC/TiN (SLS) [46] | Cracks result from high temperature gradients, poor wettability, and high-energy-density sintering. | |||
| Alloy element segregation/loss | Ni/Ti (SLM & EBM) [47] | Particle–particle and particle–gas interactions cause significant Ni evaporation, leading to material embrittlement. | 1. Optimization of printing parameters. 2. Use of pre-mixed powder. 3. Improvement of post-processing. | 1. Downhole safety valve. 2. Corrosion-resistant valve. |
| Oxide/compound inclusions | 316L/C52400 (SLM) [48] | Oxides in the melt pool caused cracking on the 316L side. | 1. Creating inert/reducing atmosphere. 2. Incorporation of special materials. 3. Improvement of post-processing. | Corrosion-resistant, high-pressure vessel. |
| Cu10Sn/Ti6Al4V (SLM) [49] | High hardness intermetallic (TiCu and Cu1000Ti) cause interlayer cracking. | |||
| Interface phases and unmelted particles | Al12Si/Al3.5Cu1.5Mg1Si (SLM) [50] | The eutectic Al-Si structure and discontinuous microstructure result in lower hardness. | 1. Interfacial transition is layer-assisted. 2. Multi-laser control. 3. Improvement of post-processing. | 1. Impact-resistant drill bit. 2. Corrosion-resistant pipe joint. |
| Corrosion/wear resistance | SS316/SiC/TiN (SLS) [46] | Unreasonable parameters can increase porosity and wear rate. | 1. Chemical passivation. 2. Plasma nitriding. 3. Electroless plating. | Corrosion and wear-resistant coatings for drill pipes and drill tools. |
| AISI 430 Steel/Inconel 625 (EBM) [51] | Rapid solidification can cause cracks and increase localized corrosion risk. |
| Geometry | Dimensions (mm) | Mass (kg) | Traditional Cost (USD) | AM Cost (USD) | Cost Increase (%) |
|---|---|---|---|---|---|
 | 40 × 45 × 27 | 2.4 | 618 | 923 | 50 |
| 60 × 68 × 38.5 | 3.2 | 966 | 1231 | 27 | |
| 80 × 90 × 54 | 6 | 1523 | 2309 | 52 | |
 | 40 × 45 × 27 | 2.4 | 786 | 923 | 17 |
| 60 × 68 × 38.5 | 3.2 | 1140 | 1231 | 8 | |
| 80 × 90 × 54 | 6 | 2188 | 2309 | 5 | |
 | 45 × 50 × 21.5 | 1.6 | 1416 | 617 | −56 |
| 67.5 × 75 × 27.25 | 2.4 | 2184 | 923 | −58 | |
| 90 × 100 × 43 | 6 | 2762 | 2309 | −16 |
| Material | Main Conclusions on Corrosion Resistance |
|---|---|
| 304L and 316L (PBF) [87] | Less prone to atmospheric pitting and intergranular corrosion than forged parts. |
| 316L (not stated) [88] | Improved microstructure with enhanced fretting corrosion resistance. |
| 316L (SLM) [89] | Increased pitting potential, lower passivation and corrosion current densities. |
| K-81TW (WAAM) [90] | Improved microstructure and texture, with better corrosion resistance. |
| 309L (WAAM) [91] | Higher pitting potential, coating thickness positively correlates with corrosion resistance. |
| A36 (WAAM) [92] | Slightly higher corrosion rate, but still lower than forged steel. |
| Improvement Method | Materials | Enhancement Effects | Potential Applications |
|---|---|---|---|
| Recrystallization stress relief | Ti6Al4V (DED) | Kernel average misorientation (KAM) reduction [115]. | Compressor rotor |
| 24CrNiMo (PBF) | Residual stress: tensile to compressive [116]. | High-pressure oil and gas separator | |
| Inconel 718 (PBF) | Yield strength increased by 8.72% [117]. | Acid gas treatment | |
| Ni-15Fe-5Mo (PBF) | Magnetic properties exhibit anisotropy [118]. | Precision sensor housing | |
| Microstructure control | FeCrMoBC (DED) | Hardness adjustable from 650 to 1400 HV [119]. | Large bearings/gears |
| 2209 DSS (DED) | Adjustable hardness (301–327 HV), impact toughness (118–154 J), tensile strength (750–790 MPa) [120]. | Offshore platform structural components | |
| 316L/Inconel 625 (DED) | Balanced strength (675.64 MPa) and ductility (33.6%) [121]. | Large chemical containers | |
| Q235 (DED) | Ultra-high strength (961 ± 40 MPa), good ductility (37.5 ± 3%), thermal stability at 500 °C [122]. | Chemical reactor | |
| 316L (DED) | Reduced tensile strength anisotropy, improved ductility [123]. | Heat exchanger | |
| 18Ni-300 (PBF) | Increase in ductility by 30–35%, fracture toughness improvement by over 50% [124]. | 1. High-pressure gas cylinders. 2. Hydrogen storage tanks. | |
| Ti6Al4V (PBF) | Simultaneous improvement of strength and ductility [125]. | 1. High-pressure pipeline components. 2. Deep-sea oil and gas extraction equipment. 3. High-pressure reactors. | |
| Cyclic fatigue strength: 714 MPa [126]. | |||
| Fatigue life doubled under high strain [127]. | |||
| Temperature gradient control | IN718 (DED) | High hardness (500 HV), high tensile strength (1284 MPa) [128]. | High-temperature/pressure valve |
| ERCuAl-A2 ER-120S-G (DED) | Tensile strength: 690 MPa, elongation at break: 16.6% [129]. | High-pressure boiler | |
| W6Mo5Cr4V2 (PBF) | High hardness (60 HRC) and high tensile strength (1000 MPa) [130]. | Offshore wellhead equipment | |
| Ni10Cr6W1Fe9Ti1 (PBF) | Tensile strength: 961.65 MPa; yield strength: 739.77 MPa; elongation: 26.5% [131]. | Deep-sea drilling equipment |
| Company | Application | AM-Produced Parts |
|---|---|---|
| Halliburton | Plugging tools | Plastic, ceramic, and metal sealing components [151] |
| Drilling equipment | Hard coatings on drill bits [152] | |
| Custom tooling | Antennas, circuit boards, caliper arms in logging tools [153] | |
| Baker Hughes | Detectors | Detector hatch and housing [154] |
| Insulated support frame [155] | ||
| Downhole tools | Parts with internal special flow channel structures [156] | |
| Directly formed sealing elements on sliding sleeves [157] | ||
| Electrical submersible pump | Bearing housings and bushings [158] | |
| Metal corrosion prevention | Neutralizing media and medium containers for corrosion protection [159] | |
| Drilling equipment | Wear-resistant inserts for drill bits [160] | |
| Schlumberger | Downhole tools | Circuit and multilayer electrical system integration [161] |
| Spartan | Detectors | Multilayer labyrinth housings [162] |
| Process Classification | MNAM Technique | Minimum Feature Size | Advantages | Disadvantages | |
|---|---|---|---|---|---|
| VP | Single-photon | μSLA | ≥1.2 μm | 1. Large parts can be built easily. 2. High accuracy. | 1. High cost and high equipment requirements. 2. Low printing efficiency. |
| PμSL | ≥0.6 μm | 1. Faster than μSLA. 2. High accuracy. | Molding size is smaller than the μSLA due to the limitation of DMD resolution. | ||
| CLIP | ≥7.6 μm | Faster than μSLA and PμSL. | Selected release film has high requirements for both oxygen and light transmission. | ||
| Micro-CAL | ≥20 μm | 3D projection in comparison with μSLA, PμSL, and CLIP. | Low accuracy in comparison with μSLA, PμSL, and CLIP. | ||
| Two-photon | TPP | ≥18 μm | Highest resolution MNAM process. | Costly equipment due to the need for highly accurate optics and positioning stage. | |
| ME | DIW | —— | ≥1 μm | Compatible with a wide range of materials. | Minimum feature size limited by nozzle diameter and material properties. |
| FDM | —— | ≥45 μm | Inexpensive printers and filaments can be integrated to achieve multi-material printing. | 1. Supporting structures required for free-standing models. 2. Limited printing accuracy. | |
| MJ | EHD jet printing | —— | ≥80 μm | Nanoscale fibers can be fabricated. | Precise control over deposition difficult with far-field EHD. |
| AJ deposition | —— | ≥5 μm | Printing in multiple directions with a wide range of materials. | Printing efficiency is limited by ink solids content and particle size. | |
| Other | Micro-SLS | —— | ≥5 μm | 1. Fabricate high precision metal 3D microstructures. 2. No need for supporting structures or supporting materials. | 1. Higher demands on optical systems, displacement stages, powder particle size. 2. High surface-finishing requirements. |
| Micro-SLM | —— | ≥15 μm | —— | —— | |
| ECAM | —— | ≥0.3 μm | High accuracy and high surface finishes. | Slow build process and poor mechanical properties. | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, X.; Liu, J.; Fan, W.; Sun, M.; Xiao, Z.; Fan, Z.; Yang, M.; Yao, L. Research and Applications of Additive Manufacturing in Oil and Gas Extraction and Gathering Engineering. Materials 2025, 18, 3353. https://doi.org/10.3390/ma18143353
Jin X, Liu J, Fan W, Sun M, Xiao Z, Fan Z, Yang M, Yao L. Research and Applications of Additive Manufacturing in Oil and Gas Extraction and Gathering Engineering. Materials. 2025; 18(14):3353. https://doi.org/10.3390/ma18143353
Chicago/Turabian StyleJin, Xiang, Jubao Liu, Wei Fan, Mingyuan Sun, Zhongmin Xiao, Zongheng Fan, Ming Yang, and Liming Yao. 2025. "Research and Applications of Additive Manufacturing in Oil and Gas Extraction and Gathering Engineering" Materials 18, no. 14: 3353. https://doi.org/10.3390/ma18143353
APA StyleJin, X., Liu, J., Fan, W., Sun, M., Xiao, Z., Fan, Z., Yang, M., & Yao, L. (2025). Research and Applications of Additive Manufacturing in Oil and Gas Extraction and Gathering Engineering. Materials, 18(14), 3353. https://doi.org/10.3390/ma18143353