

High-Strength Ultrafine-Grained Al-Mg-Si Alloys Exposed to Mechanical Alloying and Press-Forming: A Comparison with Cast Alloys

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental
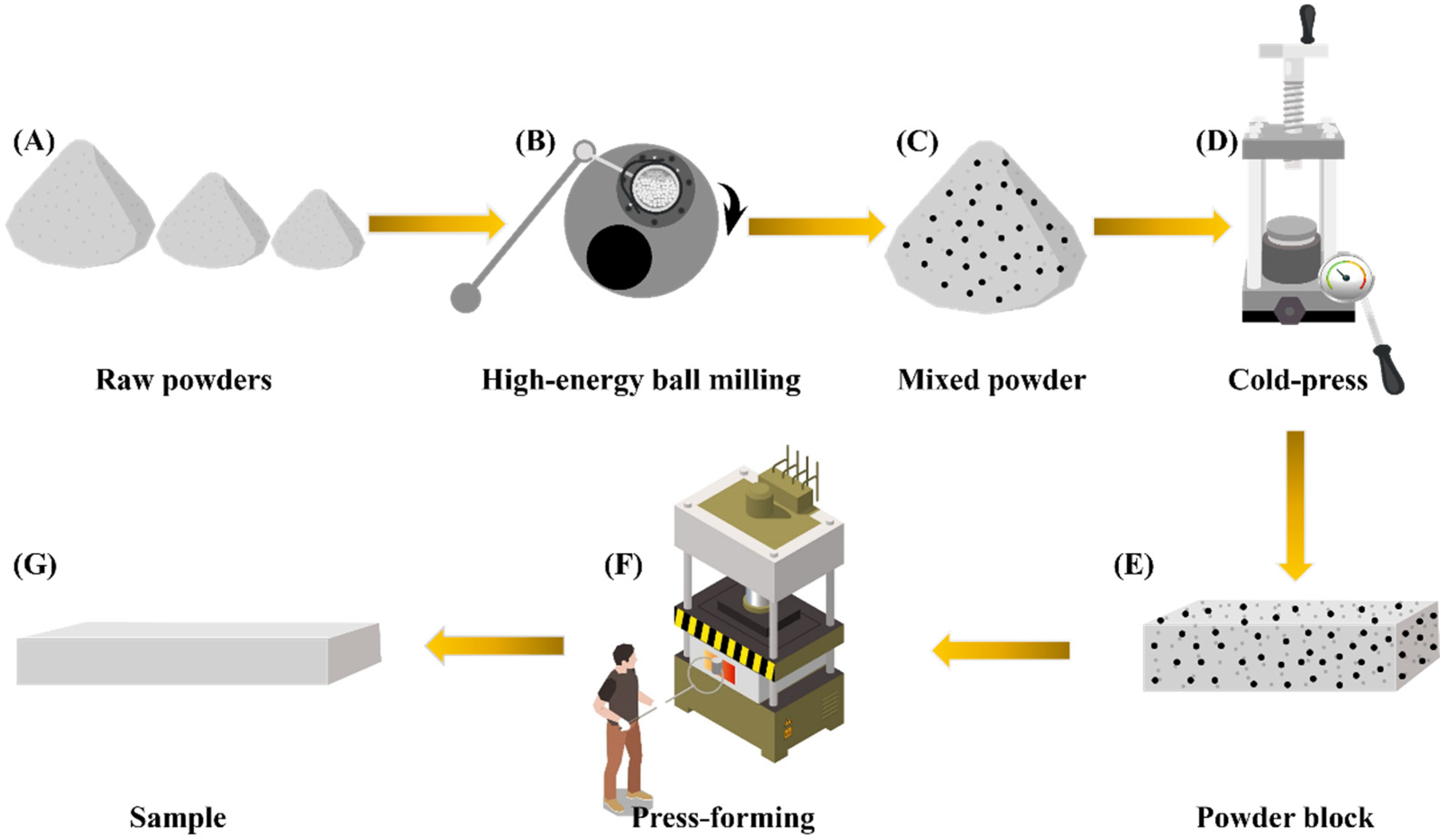
2.1. Material Fabrication
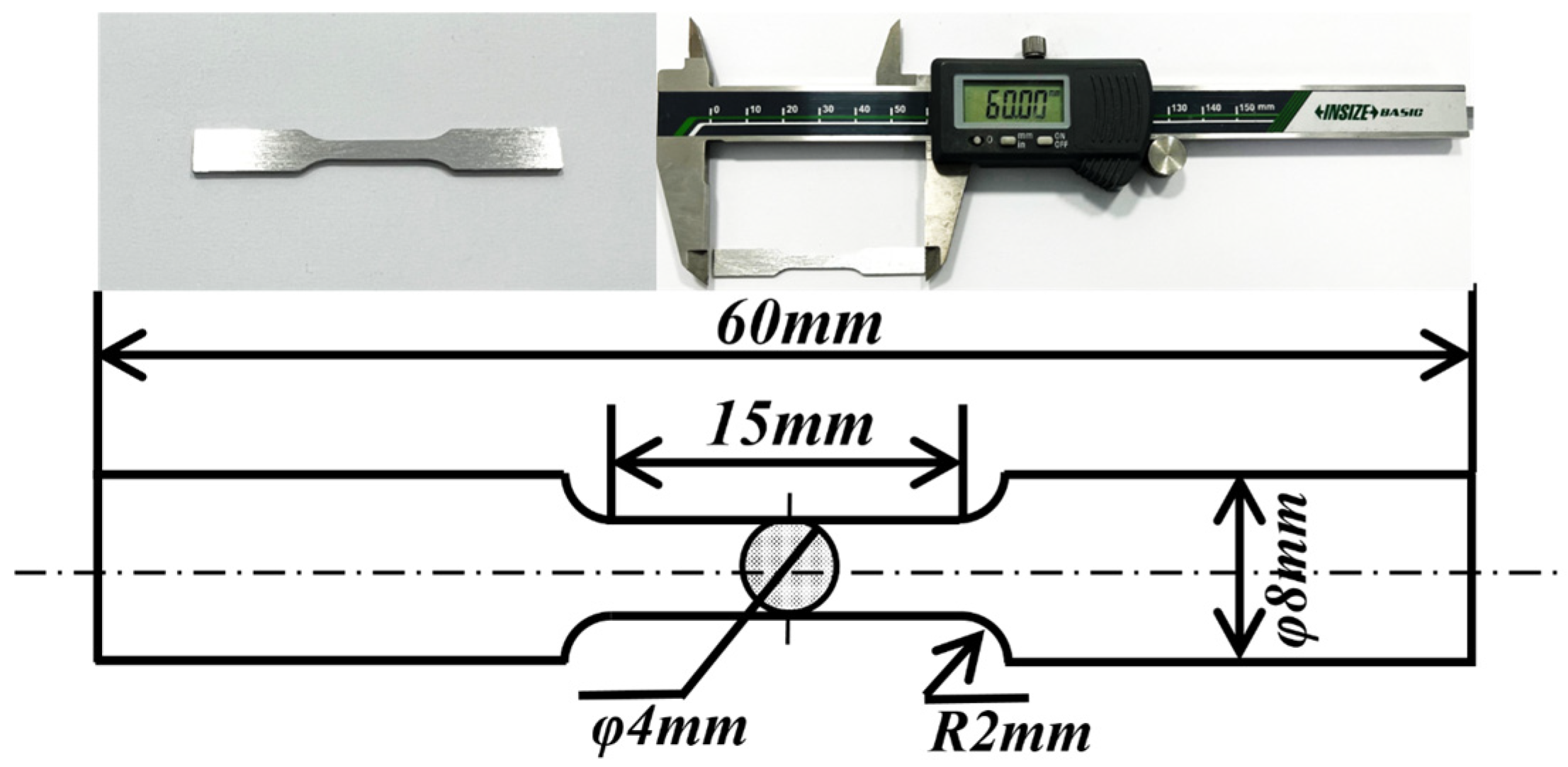
2.2. Microstructure Characterization and Mechanical Property Test
3. Results and Discussions
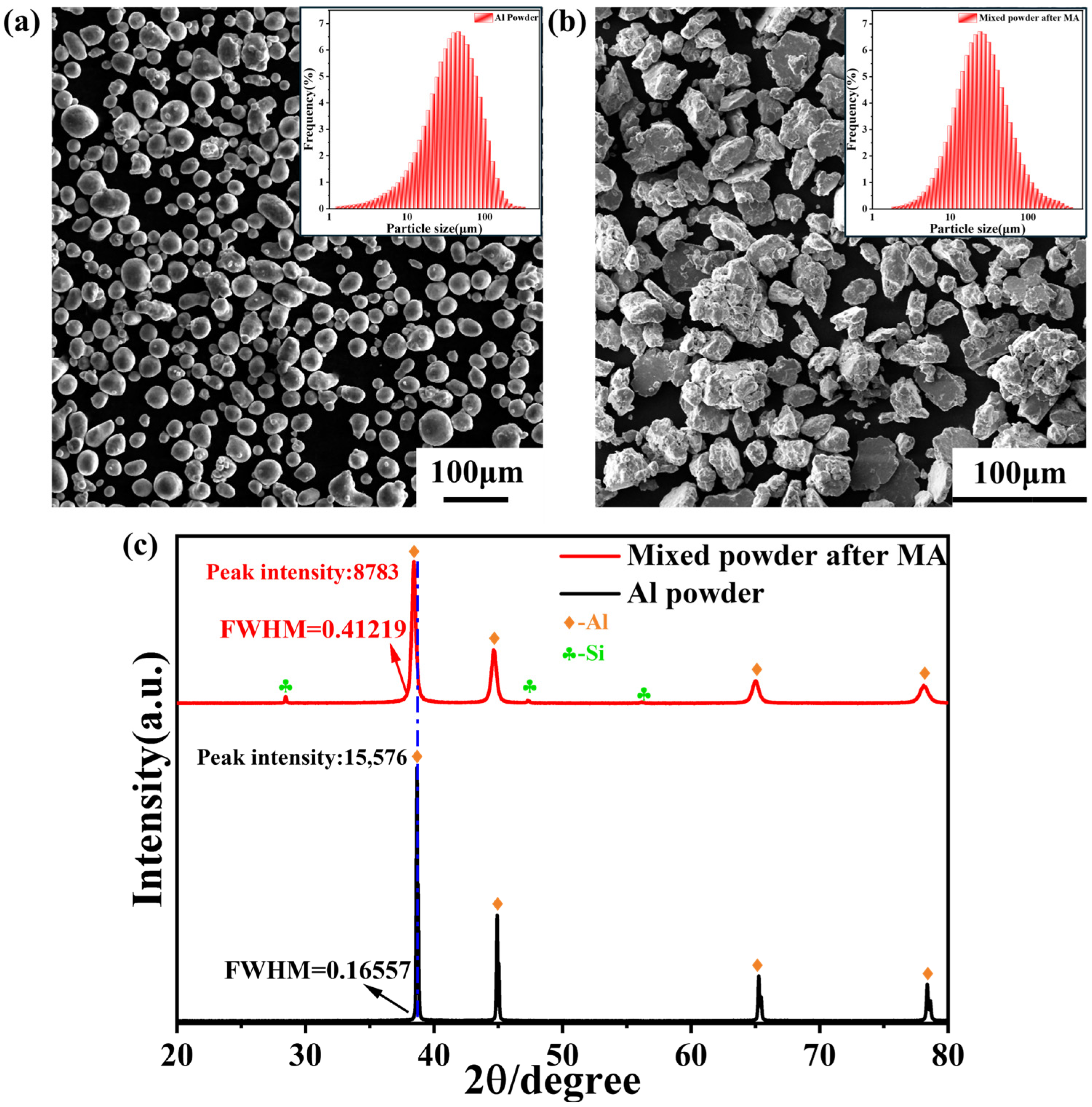
3.1. Powder Characterization
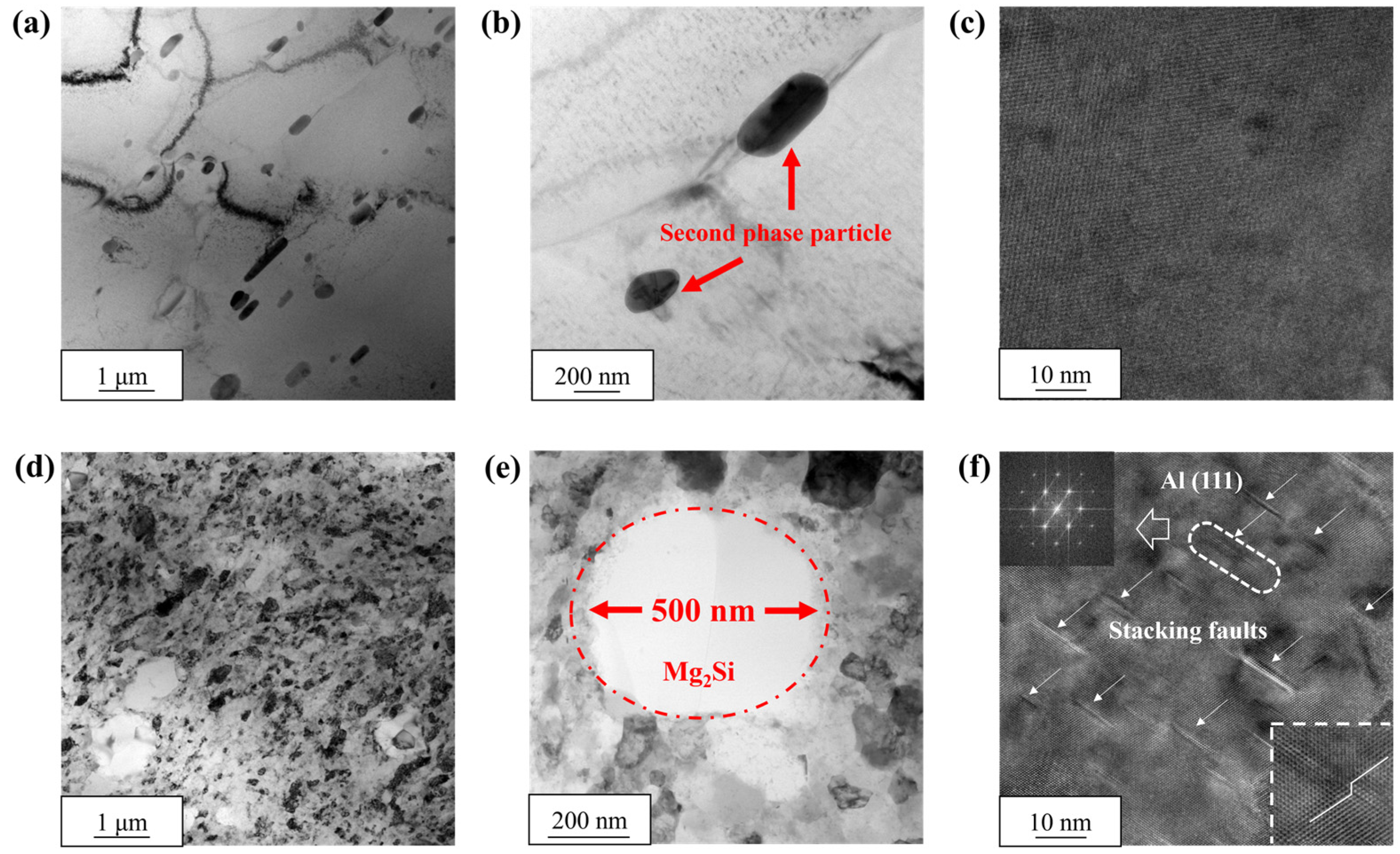
3.2. Microstructure Analysis
3.3. Mechanical Properties
4. Conclusions
- (1)
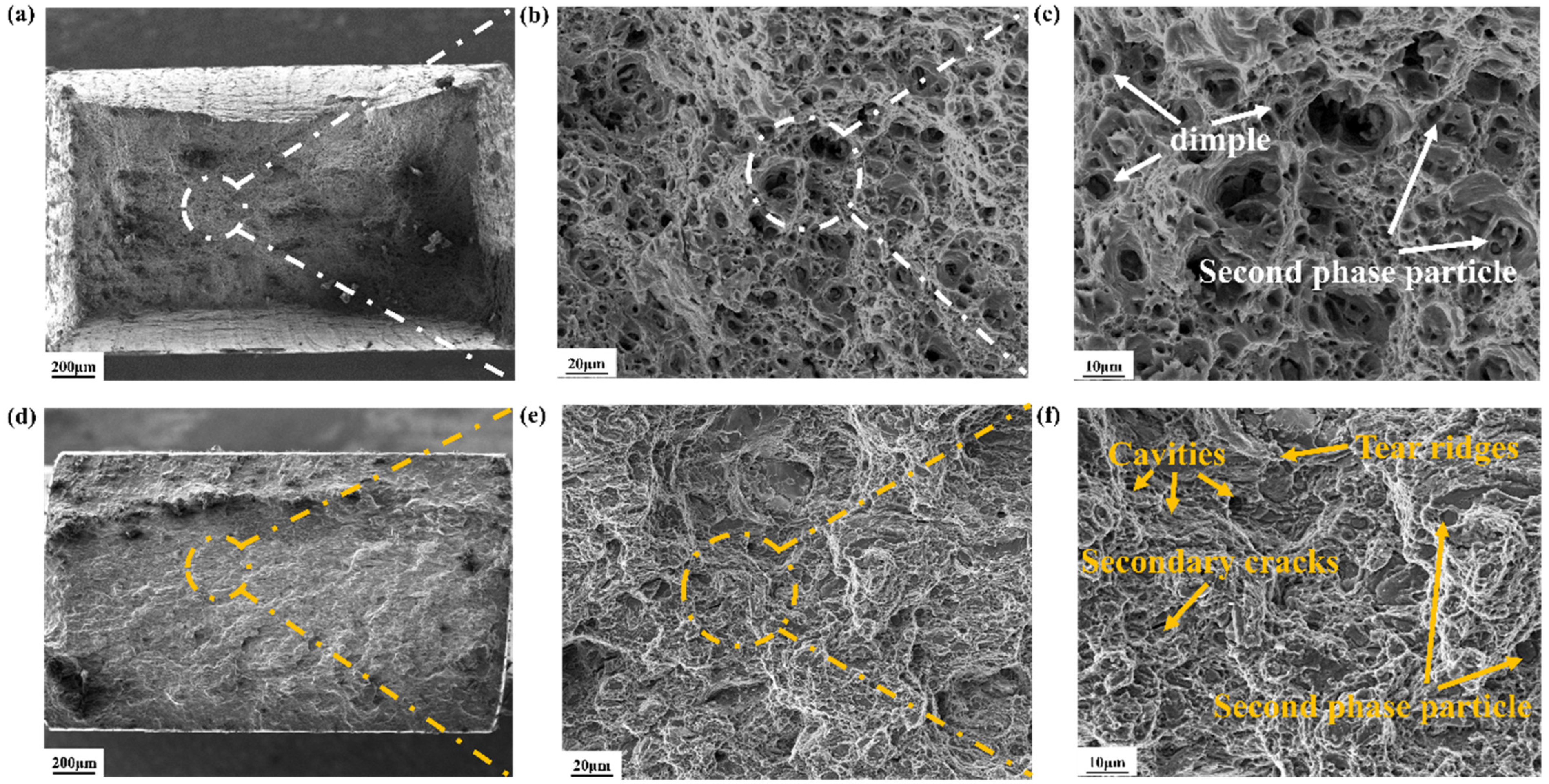
- The tensile strength of the CA sample was 324 MPa at room temperature, whereas the MPA sample exhibited superior performance with a tensile strength of 715 MPa.
- (2)
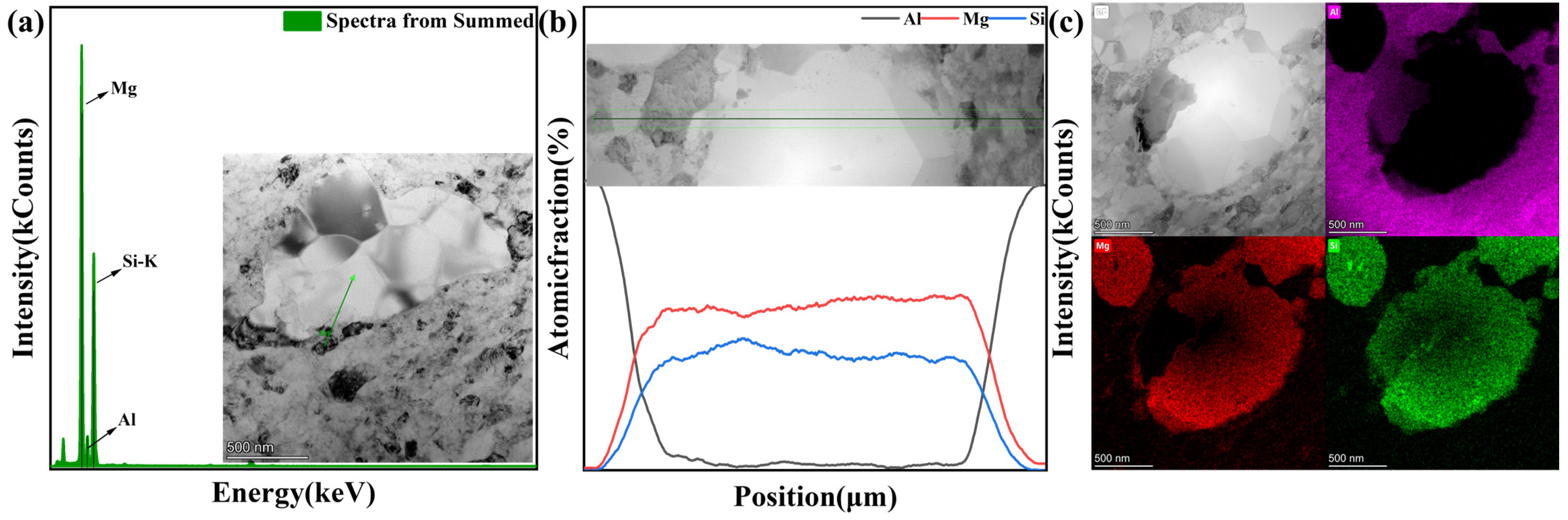
- XRD characterization confirmed the presence of the Mg2Si precipitate phase in both the CA and MPA samples. However, the MPA sample exhibited a higher Mg2Si content compared to the casting alloys. Additionally, Si monomers were identified as second-phase reinforcing particles in the MPA sample.
- (3)
- TKD analysis indicated that the grain size of the Al matrix in the CA sample was approximately 18.32 μm, whereas in the MPA sample, it was about 260 nm, signifying a substantial grain refinement compared to the CA sample.
- (4)
- TEM analysis revealed the absence of high-density SFs in the CA sample, whereas significant high-density SFs were observed in the MPA sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gupta, A.K.; Lloyd, D.J.; Court, S.A. Precipitation hardening in Al-Mg-Si alloys with and without excess Si. Mater. Sci. Eng. A 2001, 316, 11–17. [Google Scholar] [CrossRef]
- Miao, W.F.; Laughlin, D.E. Precipitation hardening in aluminum alloy 6022. Scr. Mater. 1999, 40, 873–878. [Google Scholar] [CrossRef]
- Esmaeili, S.; Lloyd, D.J.; Poole, W.J. Modeling of precipitation hardening for the naturally aged Al-Mg-Si-Cu alloy AA6111. Acta Mater. 2003, 51, 3467–3481. [Google Scholar] [CrossRef]
- Singh, P.; Ramacharyulu, D.A.; Kumar, N.; Saxena, K.K.; Eldin, S.M. Change in the structure and mechanical properties of Al-Mg-Si alloys caused by the addition of other elements: A comprehensive review. J. Mater. Res. Technol. 2023, 27, 1764–1796. [Google Scholar] [CrossRef]
- Xu, C.; Xiao, W.L.; Zheng, R.X.; Hanada, S.; Yamagata, H.; Ma, C.L. The synergic effects of Sc and Zr on the microstructure and mechanical properties of Al-Si-Mg alloy. Mater. Des. 2015, 88, 485–492. [Google Scholar] [CrossRef]
- Wang, S.B.; Pan, C.F.; Wei, B.; Zheng, X.; Lai, Y.X.; Chen, J.H. Nano-phase transformation of composite precipitates in multicomponent Al-Mg-Si(-Sc) alloys. J. Mater. Sci. Technol. 2022, 110, 216–226. [Google Scholar] [CrossRef]
- Bosio, F.; Fino, P.; Manfredi, D.; Lombardi, M. Strengthening strategies for an Al alloy processed by in-situ alloying during laser powder bed fusion. Mater. Des. 2021, 212, 110247. [Google Scholar] [CrossRef]
- Xu, C.; Xiao, W.L.; Hanada, S.; Yamagata, H.; Ma, C.L. The effect of scandium addition on microstructure and mechanical properties of Al-Si-Mg alloy: A multi-refinement modifier. Mater. Charact. 2015, 110, 160–169. [Google Scholar] [CrossRef]
- Li, X.; Li, G.; Zhang, M.-X.; Zhu, Q. Novel approach to additively manufacture high-strength Al alloys by laser powder bed fusion through addition of hybrid grain refiners. Addit. Manuf. 2021, 48, 102400. [Google Scholar] [CrossRef]
- Yan, Z.M.; Li, L.Y.; Zhu, J.X.; Ren, L.Y.; Xue, Y.; Wang, Q.; Zhang, Z.M. Deformation behavior of LPSO phases, grain refinement mechanism, and texture evolution of a Mg-Gd-Y-Zn-Zr alloy processed by forward extrusion combined with dual-directional angular deformation. J. Mater. Res. Technol. 2024, 28, 4131–4141. [Google Scholar] [CrossRef]
- Kimura, T.; Nakamoto, T.; Ozaki, T.; Sugita, K.; Mizuno, M.; Araki, H. Microstructural formation and characterization mechanisms of selective laser melted Al-Si-Mg alloys with increasing magnesium content. Mater. Sci. Eng. A 2019, 754, 786–798. [Google Scholar] [CrossRef]
- Tang, H.G.; Cheng, Z.Q.; Liu, J.W.; Ma, X.F. Preparation of a high strength Al-Cu-Mg alloy by mechanical alloying and press-forming. Mater. Sci. Eng. A 2012, 550, 51–54. [Google Scholar] [CrossRef]
- Christian, J.W.; Mahajan, S. Deformation twinning. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Liao, X.Z.; Wu, X.L. Deformation twinning in nanocrystalline materials. Prog. Mater. Sci. 2012, 57, 1–62. [Google Scholar] [CrossRef]
- Zhou, D.; Zhang, X.; Tehranchi, A.; Hou, J.; Lu, W.; Hickel, T.; Ponge, D.; Raabe, D.; Zhang, D. Stacking faults in a mechanically strong Al(Mg)–Al3Mg2 composite. Compos. Part B Eng. 2022, 245, 110211. [Google Scholar] [CrossRef]
- Cao, Y.Z.; Zhao, X.S.; Tu, W.D.; Yan, Y.D.; Yu, F.L. Plastic deformation mechanisms in face-centered cubic materials with low stacking fault energy. Mater. Sci. Eng. A 2016, 676, 241–245. [Google Scholar] [CrossRef]
- Shi, S.; Dai, L.; Zhao, Y. Ternary relation among stacking fault energy, grain size and twin nucleation size in nanocrystalline and ultrafine grained CuAl alloys. J. Alloys Compd. 2022, 896, 162953. [Google Scholar] [CrossRef]
- He, M.; Zhang, Z.F.; Mao, W.M.; Li, B.; Bai, Y.L.; Xu, J. Numerical and Experimental Study on Melt Treatment for Large-Volume 7075 Alloy by a Modified Annular Electromagnetic Stirring. Materials 2019, 12, 820. [Google Scholar] [CrossRef]
- Qi, Q.W.; Li, M.; Duan, Y.H.; Bu, H.Y.; Li, M.N. Effect of Solution Heat Treatment on the Microstructure and Microhardness of 7050 Aluminum Alloy. Metals 2023, 13, 1819. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, D. Investigation of tensile behaviour of cryorolled and room temperature rolled 6082 Al alloy. Mater. Sci. Eng. A 2017, 691, 211–217. [Google Scholar] [CrossRef]
- Li, C.B.; Chen, D.D. Investigation on the Quench Sensitivity of 7085 Aluminum Alloy with Different Contents of Main Alloying Elements. Metals 2019, 9, 965. [Google Scholar] [CrossRef]
- Keerthipalli, T.; Aepuru, R.; Biswas, A. Review on precipitation, intermetallic and strengthening of aluminum alloys. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2023, 237, 833–850. [Google Scholar] [CrossRef]
- Deaquino-Lara, R.; Gutiérrez-Castañeda, E.; Estrada-Guel, I.; Hinojosa-Ruiz, G.; García-Sánchez, E.; Herrera-Ramírez, J.M.; Pérez-Bustamante, R.; Martínez-Sánchez, R. Structural characterization of aluminium alloy 7075-graphite composites fabricated by mechanical alloying and hot extrusion. Mater. Des. 2014, 53, 1104–1111. [Google Scholar] [CrossRef]
- Soltani, N.; Nodooshan, H.R.J.; Bahrami, A.; Pech-Canul, M.I.; Liu, W.C.; Wu, G.H. Effect of hot extrusion on wear properties of Al-15 wt.% Mg2Si in situ metal matrix composites. Mater. Des. 2014, 53, 774–781. [Google Scholar] [CrossRef]
- Guo, F.H.; Zhang, T.B.; Shi, L.M.; Chen, Y.; Song, L. Ameliorated microstructure and hydrogen absorption/desorption properties of novel Mg-Ni-La alloy doped with MWCNTs and Co nanoparticles. Int. J. Hydrogen Energy 2022, 47, 18044–18057. [Google Scholar] [CrossRef]
- Gandhi, P.M.; Valluri, S.K.; Schoenitz, M.; Dreizin, E. Effect of organic liquid process control agents on properties of ball-milled powders. Adv. Powder Technol. 2022, 33, 103332. [Google Scholar] [CrossRef]
- Jayasree, R.; Mane, R.B.; Vijay, R.; Chakravarty, D. Effect of process control agents on mechanically alloyed Al0.3CoCrFeNi. Mater. Lett. 2021, 292, 129618. [Google Scholar] [CrossRef]
- Kaykilarli, C.; Uzunsoy, D.; Yeprem, H.A. Role of process control agent in the production of Al2O3-reinforced titanium matrix composites. Ceram. Int. 2024, 50, 16452–16462. [Google Scholar] [CrossRef]
- Ruiz-Esparza-Rodríguez, M.A.; Garay-Reyes, C.G.; Estrada-Guel, I.; Hernández-Rivera, J.L.; Cruz-Rivera, J.J.; Gutiérrez-Castañeda, E.; Gómez-Esparza, C.D.; Martínez-Sánchez, R. Influence of process control agent and Al concentration on synthesis and phase stability of a mechanically alloyed AlxCoCrFeMnNi high-entropy alloy. J. Alloys Compd. 2021, 882, 160770. [Google Scholar] [CrossRef]
- Novelo-Peralta, O.; González, G.; Lara-Rodríguez, G.A. Characterization of precipitation in Al-Mg-Cu alloys by X-ray diffraction peak broadening analysis. Mater. Charact. 2008, 59, 773–780. [Google Scholar] [CrossRef]
- Korchef, A.; Champion, Y.; Njah, N. X-ray diffraction analysis of aluminium containing Al8Fe2Si processed by equal channel angular pressing. J. Alloys Compd. 2007, 427, 176–182. [Google Scholar] [CrossRef]
- Bayat, N.; Carlberg, T.; Cieslar, M. In-situ study of phase transformations during homogenization of 6005 and 6082 Al alloys. J. Alloys Compd. 2017, 725, 504–509. [Google Scholar] [CrossRef]
- Ma, L.H.; Tang, J.G.; Tu, W.B.; Ye, L.Y.; Jiang, H.C.; Zhan, X.; Zhao, J.H. Effect of a Trace Addition of Sn on the Aging Behavior of Al-Mg-Si Alloy with a Different Mg/Si Ratio. Materials 2020, 13, 913. [Google Scholar] [CrossRef]
- Zupanic, F.; Steinacher, M.; Zist, S.; Boncina, T. Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086. Metals 2021, 11, 368. [Google Scholar] [CrossRef]
- Cui, Z.J.; Jiang, H.C.; Zhang, D.; Song, Y.Y.; Yan, D.S.; Rong, L.J. Effect of Natural Aging on Precipitation Strengthening Behaviors in Al-Mg-Si Alloy. Metals 2022, 12, 470. [Google Scholar] [CrossRef]
- Abd El-Aziz, K.; Ahmed, E.M.; Alghtani, A.H.; Felemban, B.F.; Ali, H.T.; Megahed, M.; Saber, D. Development of Al-Mg-Si alloy performance by addition of grain refiner Al-5Ti-1B alloy. Sci. Prog. 2021, 104, 00368504211029469. [Google Scholar] [CrossRef]
- Aster, P.; Dumitraschkewitz, P.; Uggowitzer, P.J.; Tunes, M.A.; Schmid, F.; Stemper, L.; Pogatscher, S. Unraveling the potential of Cu addition and cluster hardening in Al-Mg-Si alloys. Materialia 2024, 36, 102188. [Google Scholar] [CrossRef]
- Mandal, S.; Ali, S.I.; Ghosh, P.; Dutta, D.; Mandal, A.C. Micro-structural and opto-electronic correlation studies of sol-gel derived Zn1-xSmxS nanoparticles through the analysis of vacancy type defects. J. Mater. Sci. Mater. Electron. 2024, 35, 249. [Google Scholar] [CrossRef]
- Wang, D.; Bo, H.; Meng, H.W.; Li, H.L.; Zhuang, D.D.; Xu, N.; Shen, J.; Li, X.M.; Li, Q.; Shao, S.Y. , Ultrasonic vibration induced the improvement of mechanical properties and fracture behavior of Inconel 690 alloy joint during laser welding. J. Mater. Res. Technol. 2023, 24, 2064–2073. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhong, W.; Song, L.; Tang, H.; Wu, X.; Qiao, Z.; Liu, X. High-Strength Ultrafine-Grained Al-Mg-Si Alloys Exposed to Mechanical Alloying and Press-Forming: A Comparison with Cast Alloys. Materials 2025, 18, 99. https://doi.org/10.3390/ma18010099
Zhong W, Song L, Tang H, Wu X, Qiao Z, Liu X. High-Strength Ultrafine-Grained Al-Mg-Si Alloys Exposed to Mechanical Alloying and Press-Forming: A Comparison with Cast Alloys. Materials. 2025; 18(1):99. https://doi.org/10.3390/ma18010099
Chicago/Turabian StyleZhong, Wenjie, Lin Song, Huaguo Tang, Xu Wu, Zhuhui Qiao, and Xunyong Liu. 2025. "High-Strength Ultrafine-Grained Al-Mg-Si Alloys Exposed to Mechanical Alloying and Press-Forming: A Comparison with Cast Alloys" Materials 18, no. 1: 99. https://doi.org/10.3390/ma18010099
APA StyleZhong, W., Song, L., Tang, H., Wu, X., Qiao, Z., & Liu, X. (2025). High-Strength Ultrafine-Grained Al-Mg-Si Alloys Exposed to Mechanical Alloying and Press-Forming: A Comparison with Cast Alloys. Materials, 18(1), 99. https://doi.org/10.3390/ma18010099