
Mechanical and Durability Characterization of Hybrid Recycled Aggregate Concrete

 , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
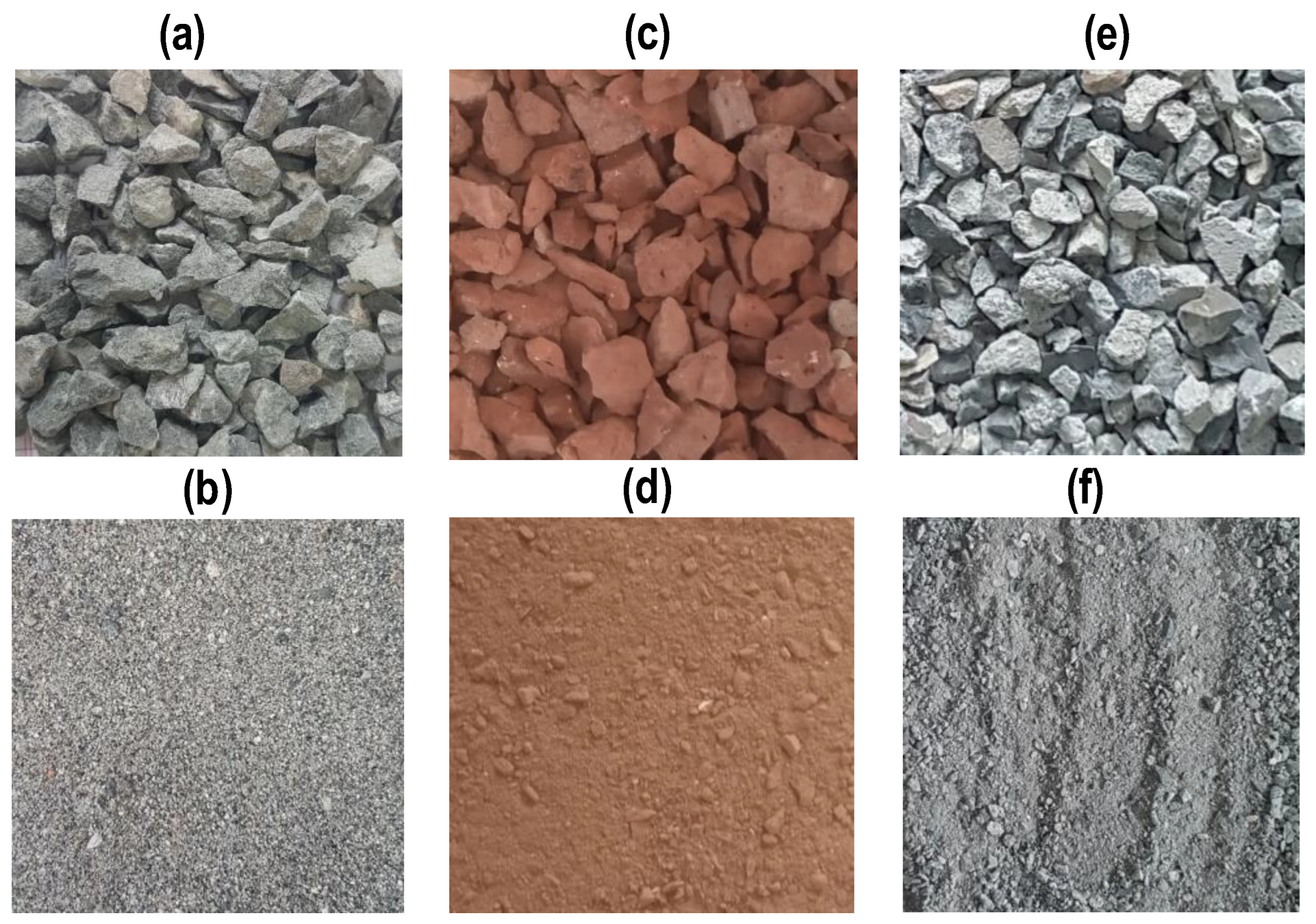
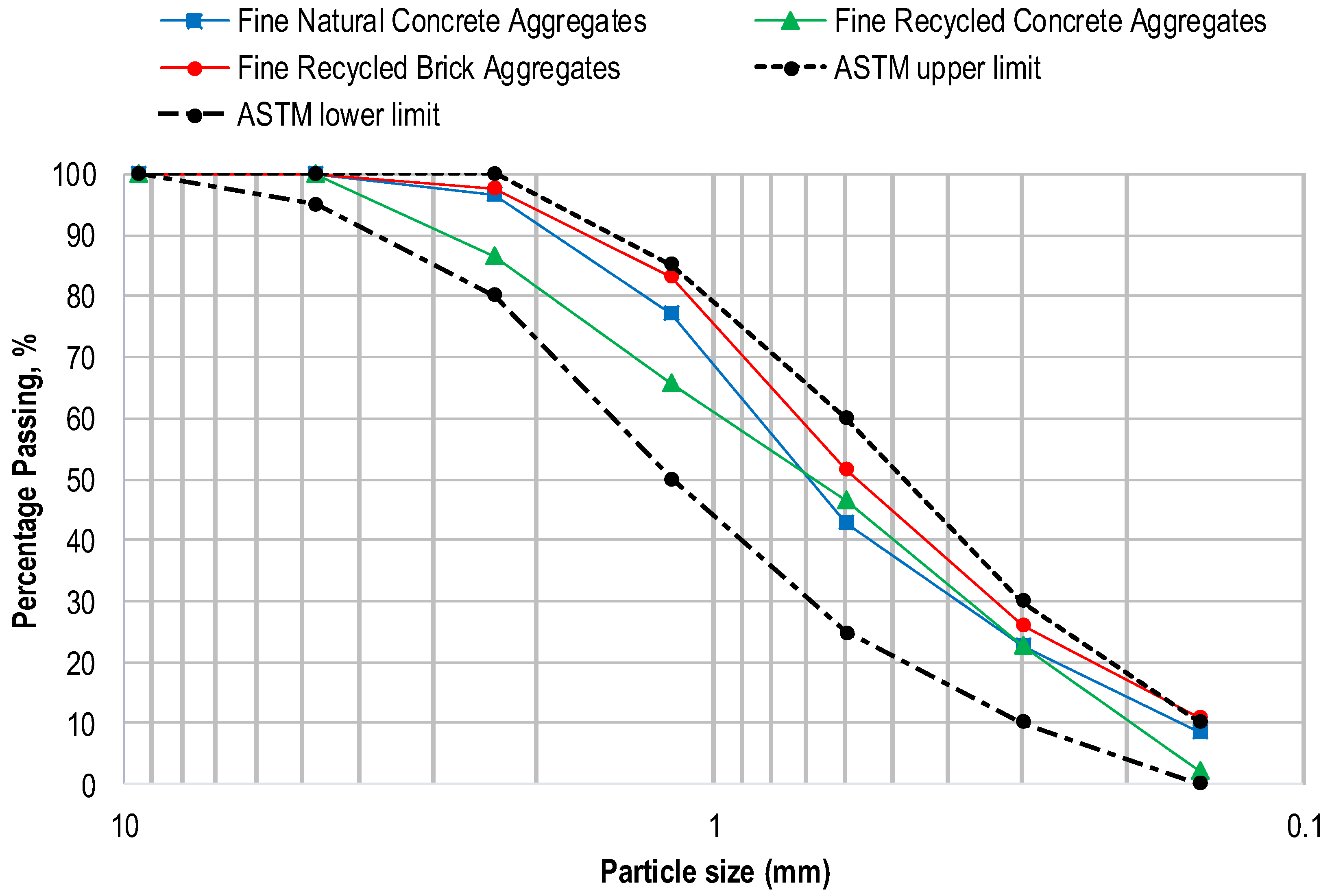
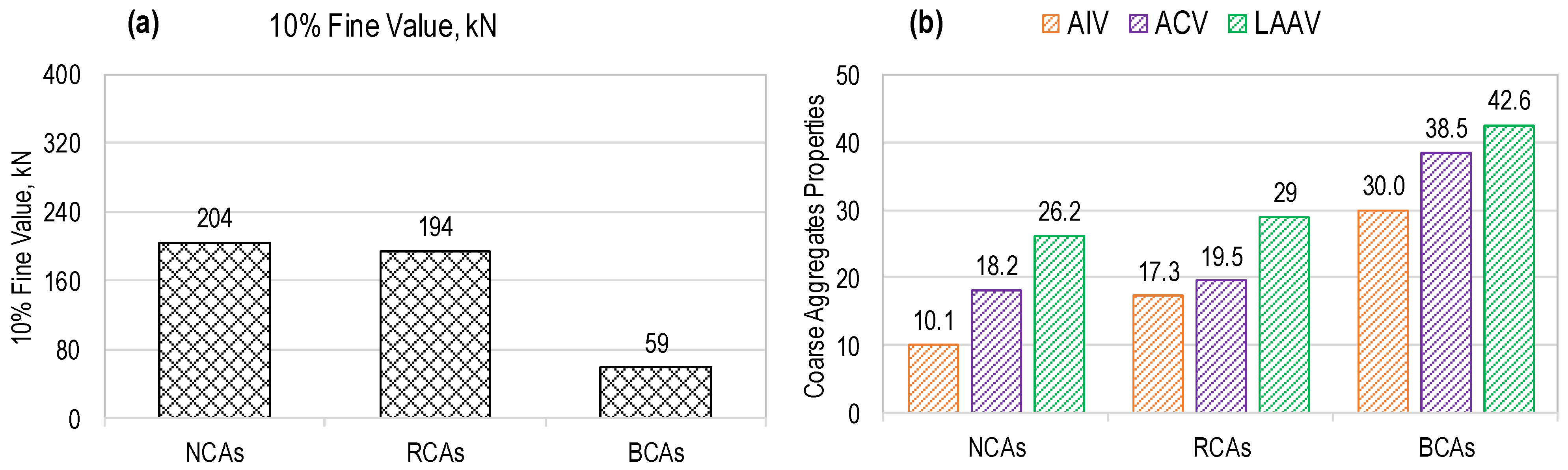
2.1. Materials
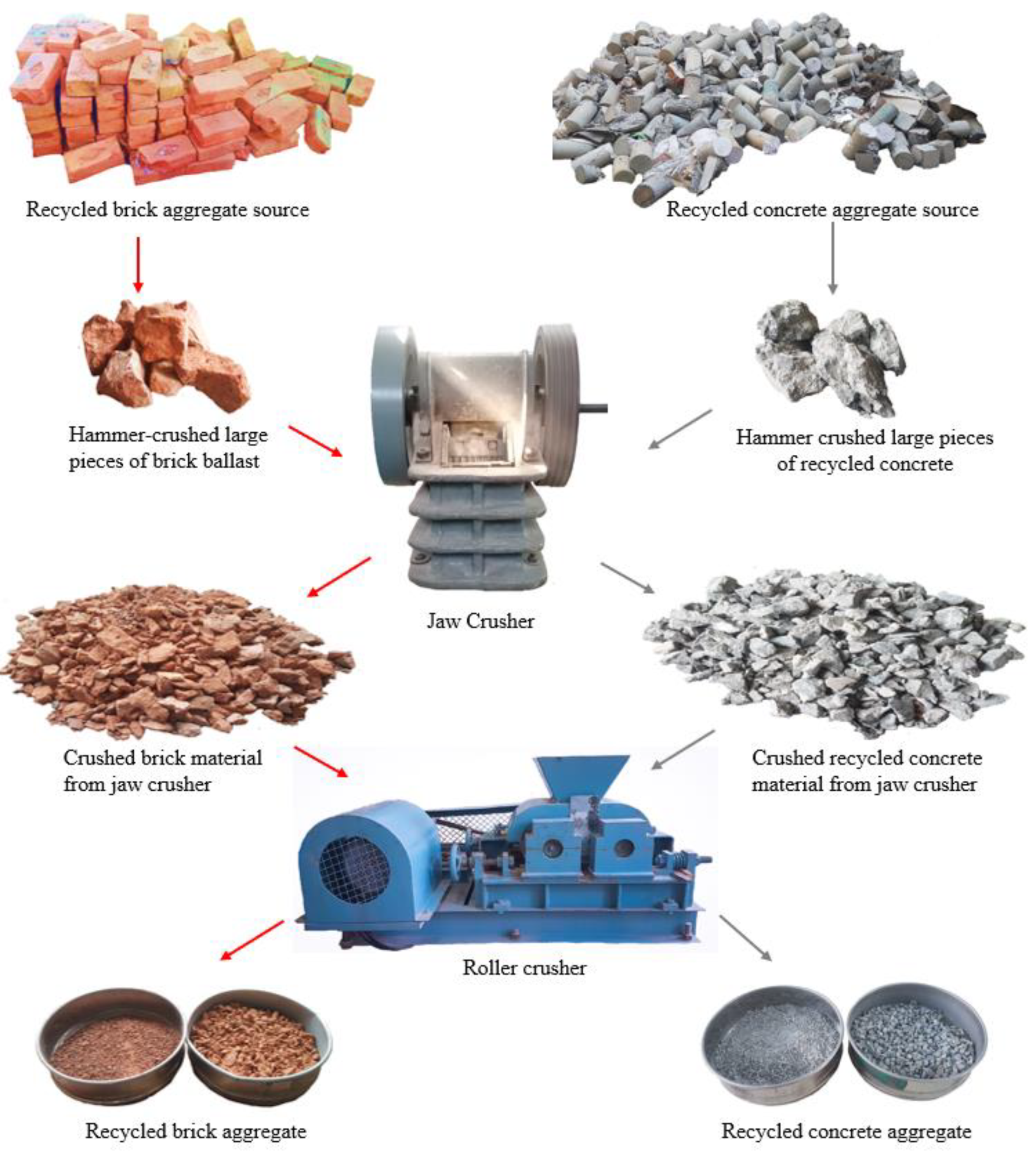
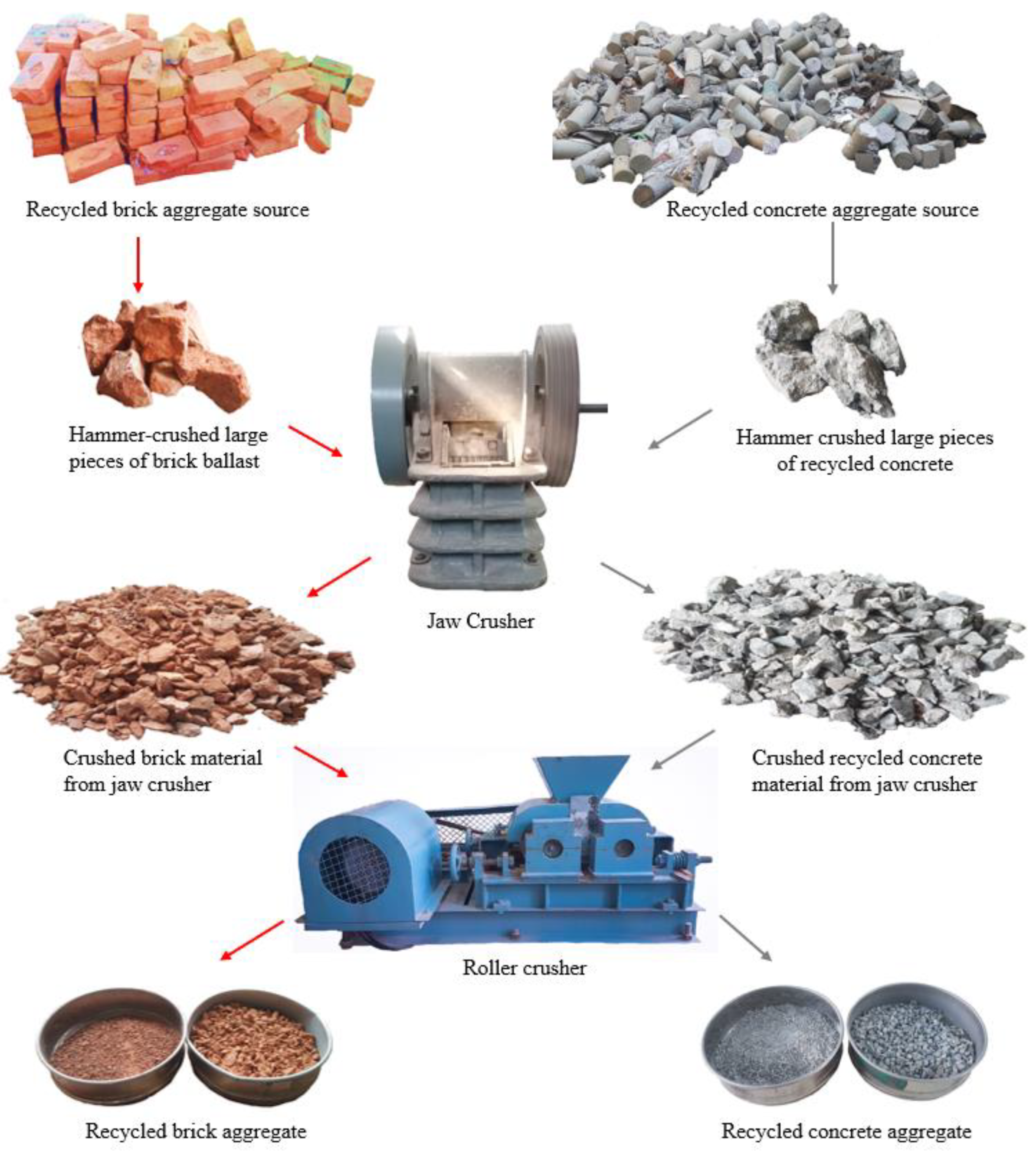
2.2. Production of Recycled Aggregates
2.3. Mix Proportions
2.4. Preparation of Concrete Mix
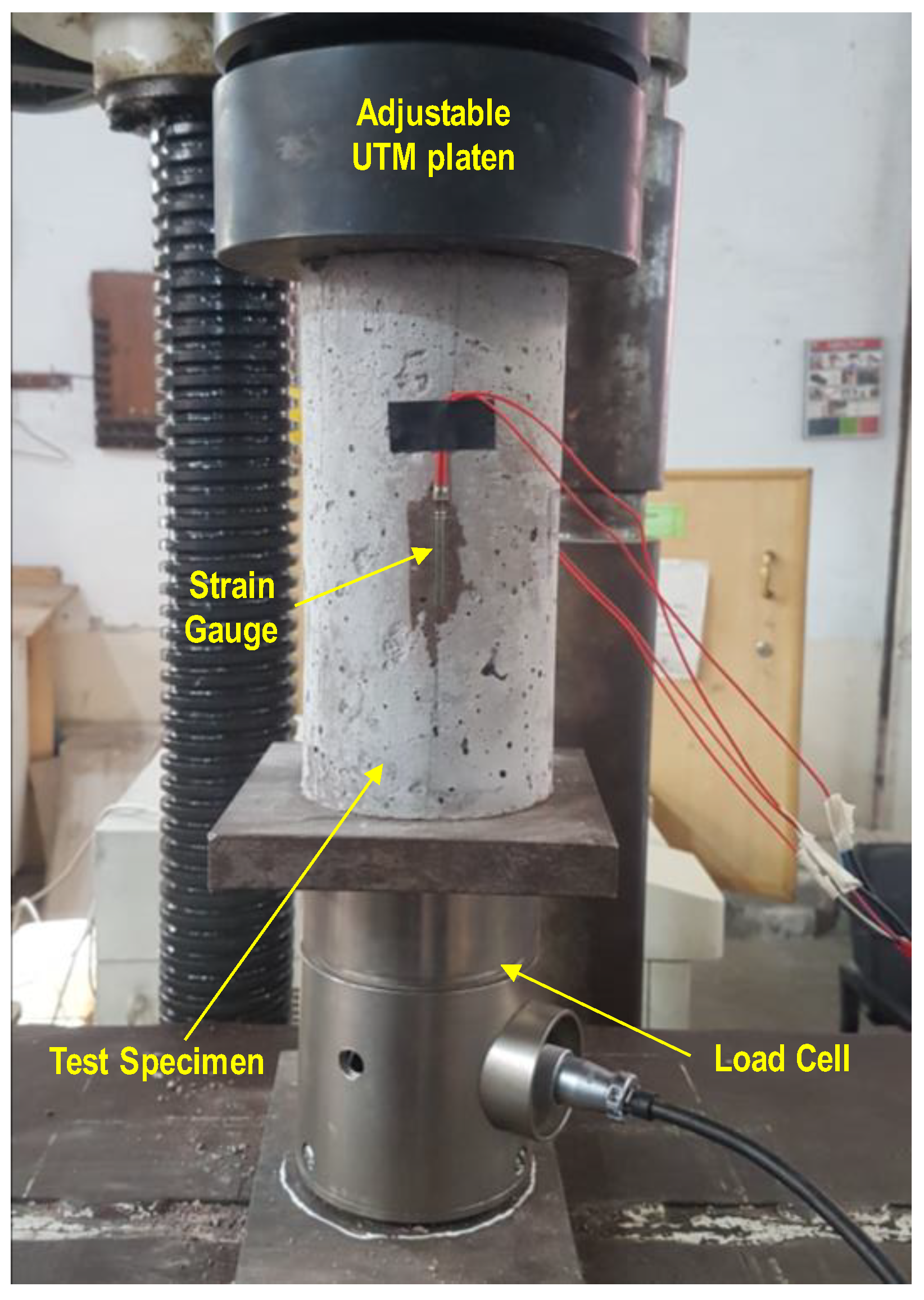
2.5. Specimens Detail and Testing Method
3. Results and Discussion
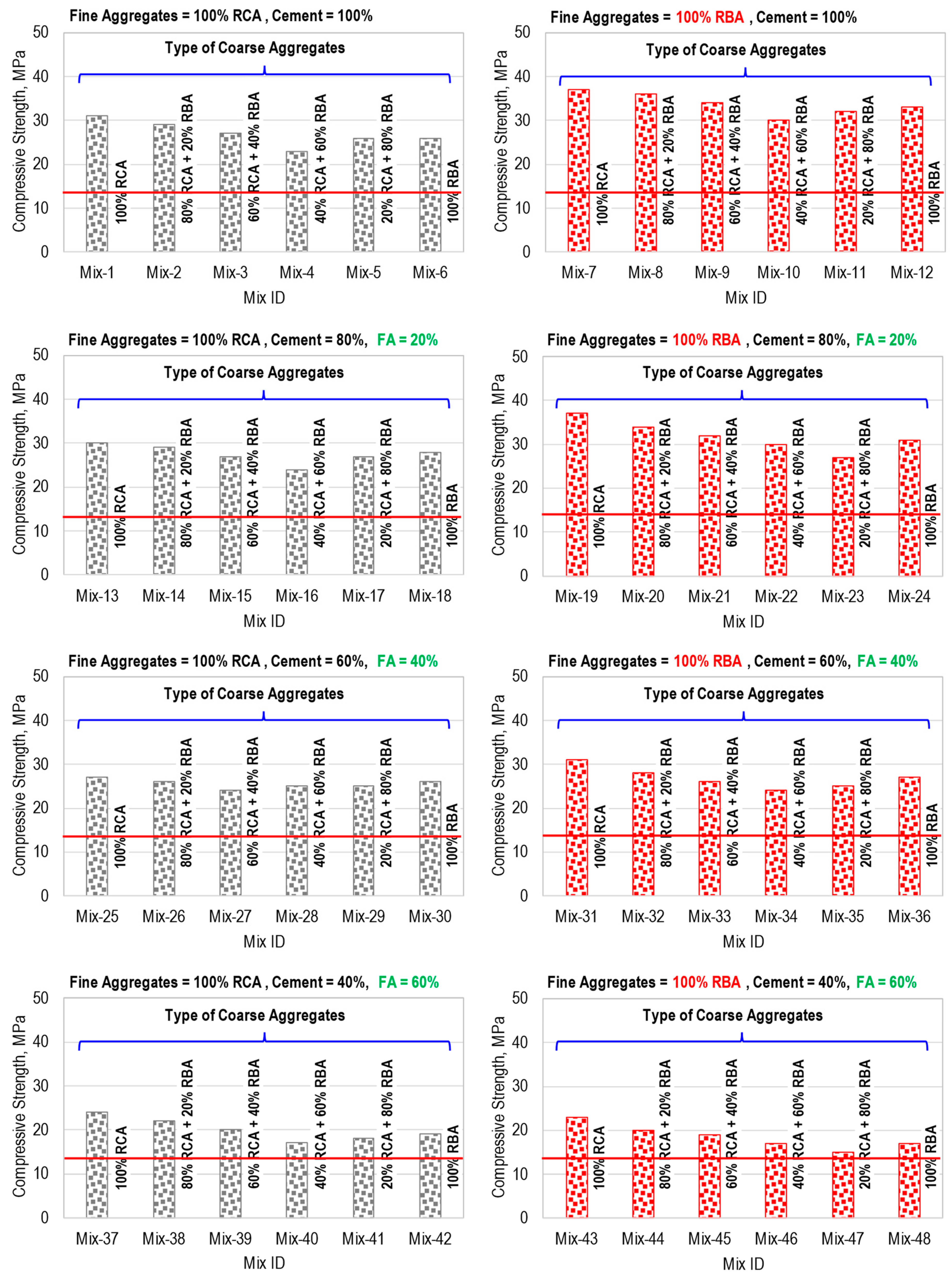
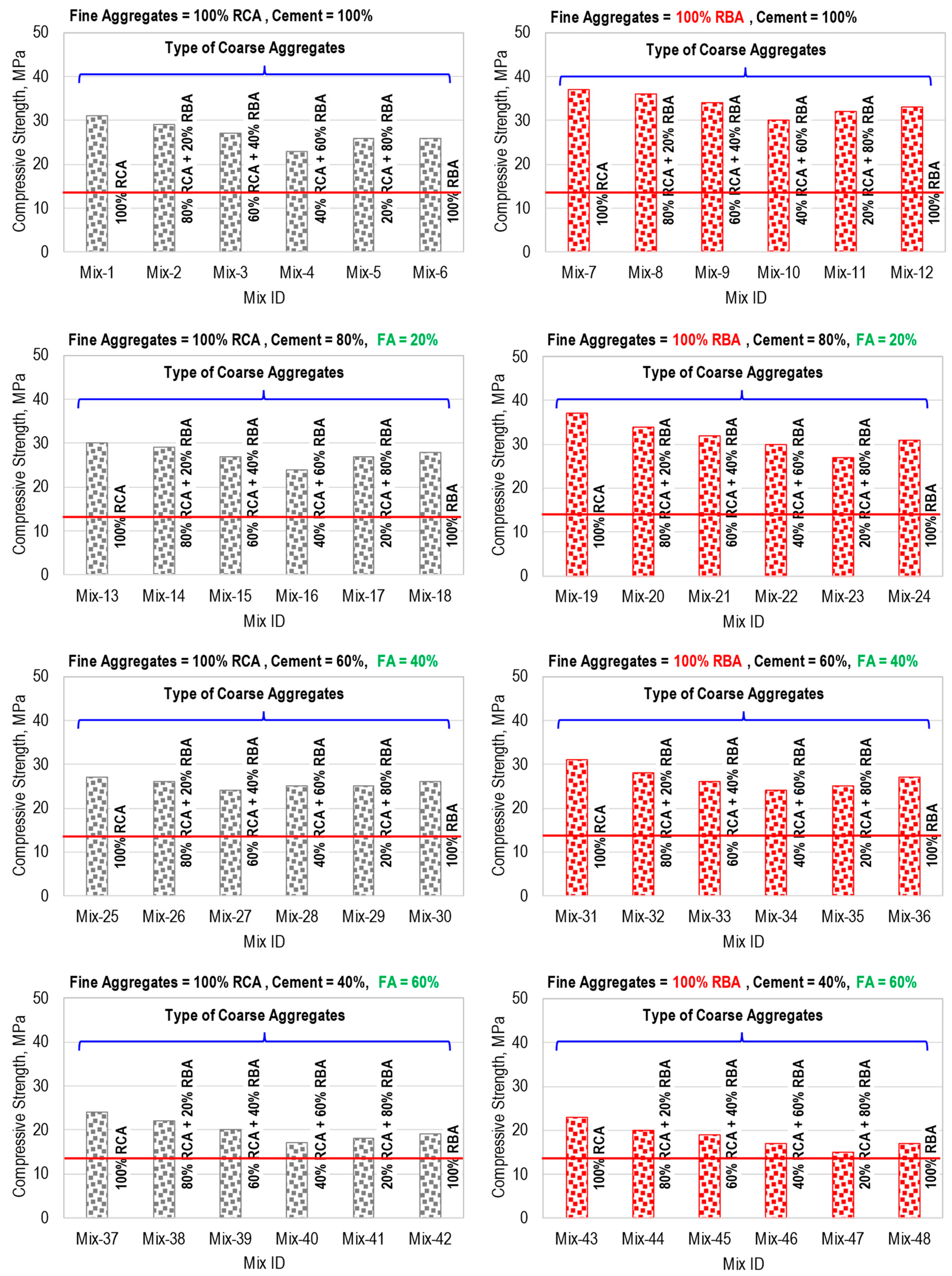
3.1. Compressive Strength: Phase I Testing
3.2. Results of Mechanical and Durability Properties (Phase 2)
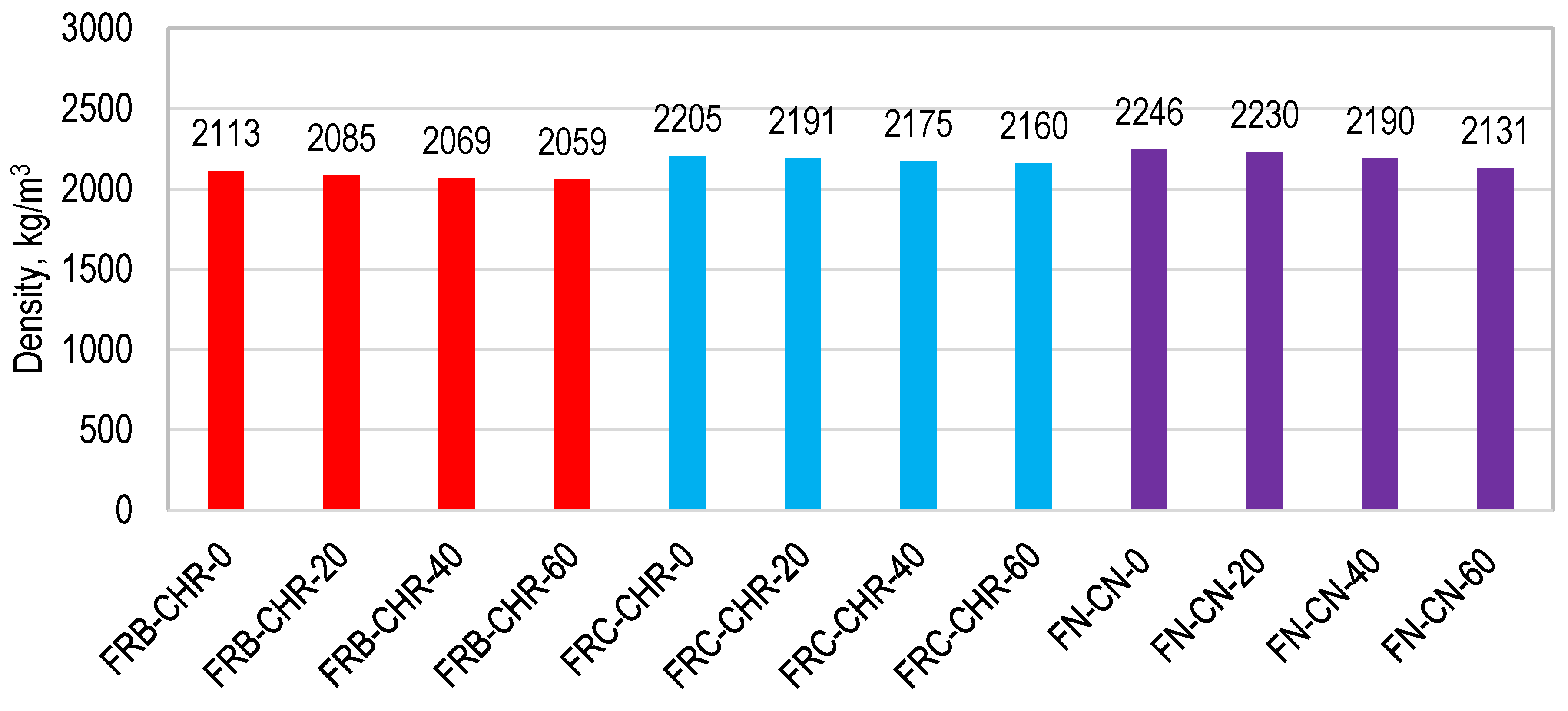
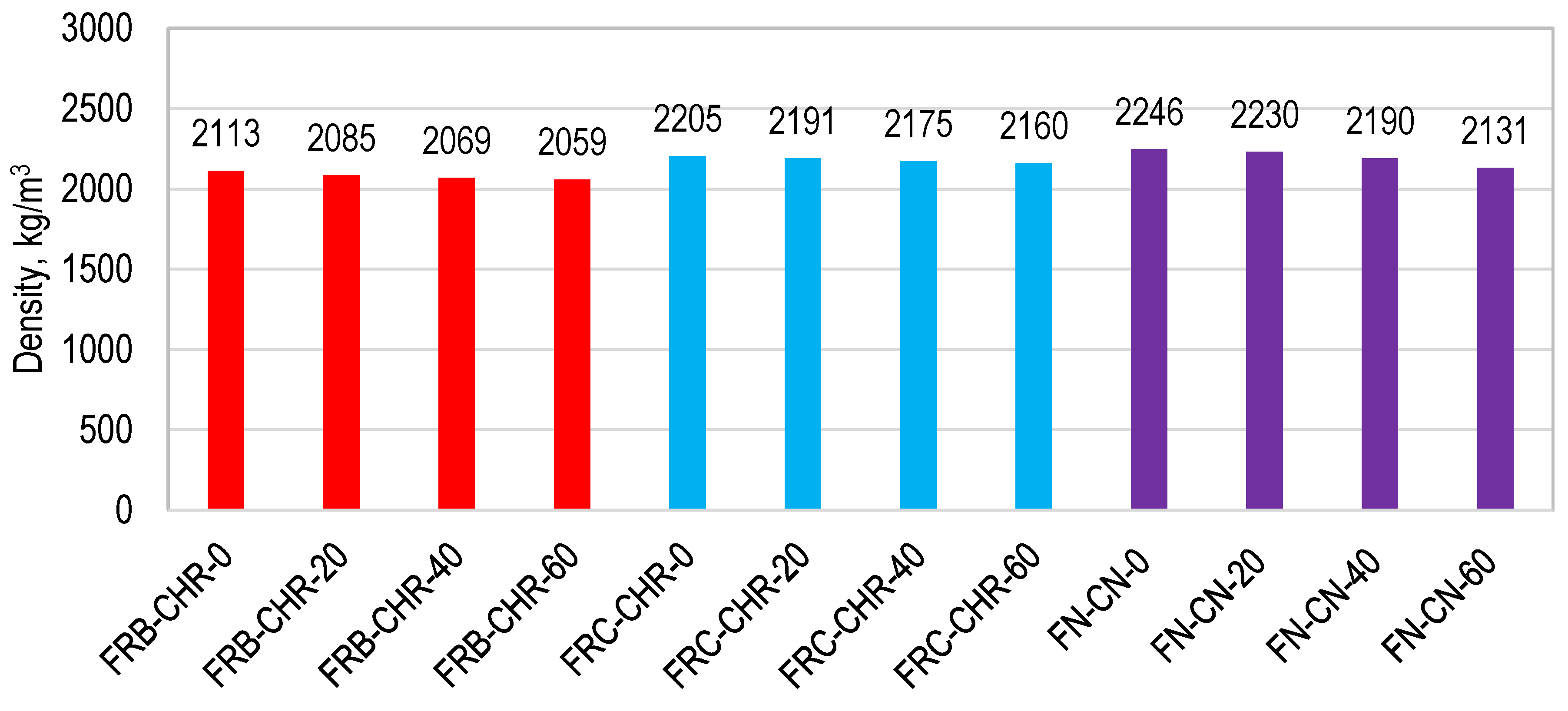
3.2.1. Density
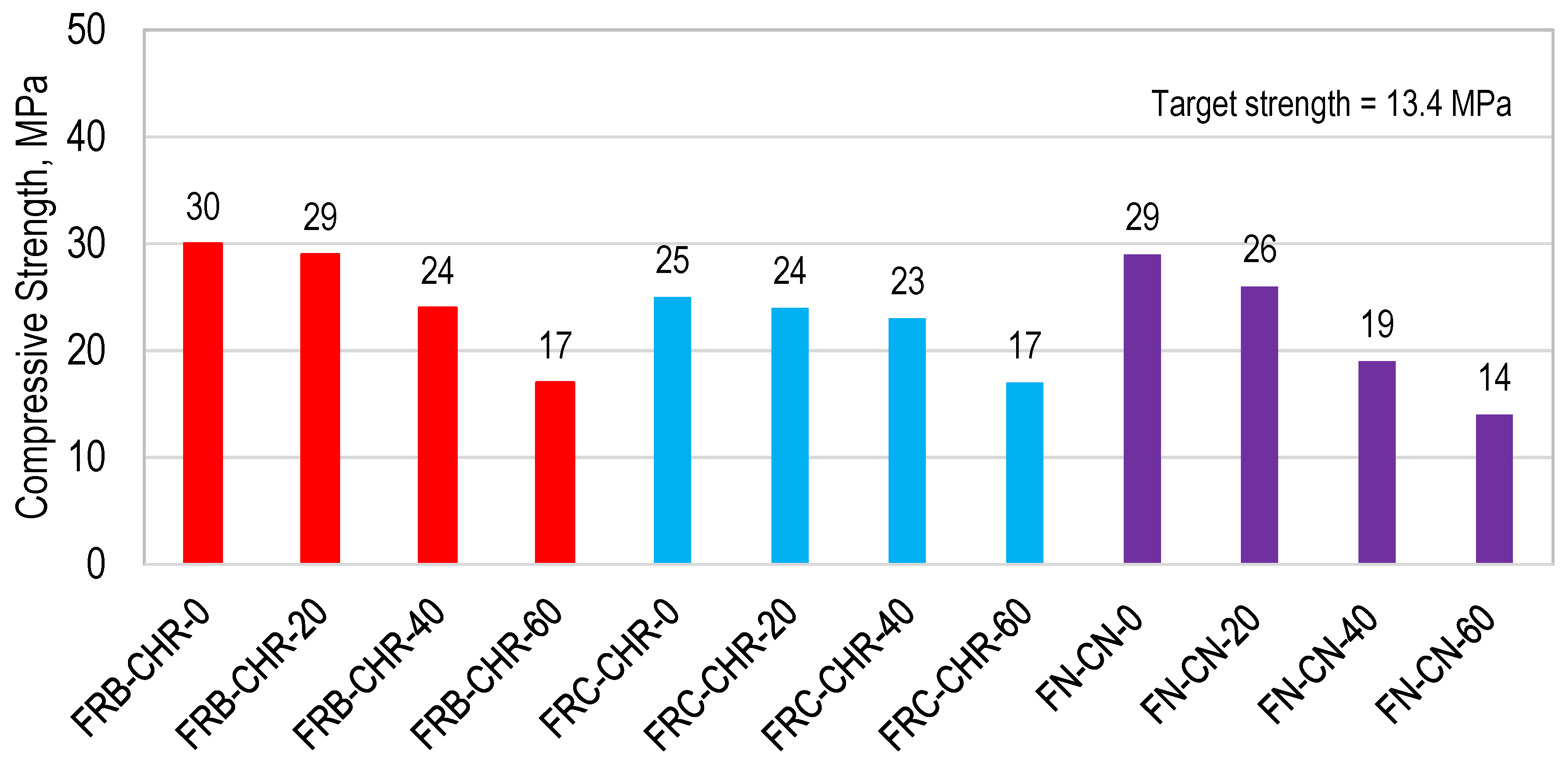
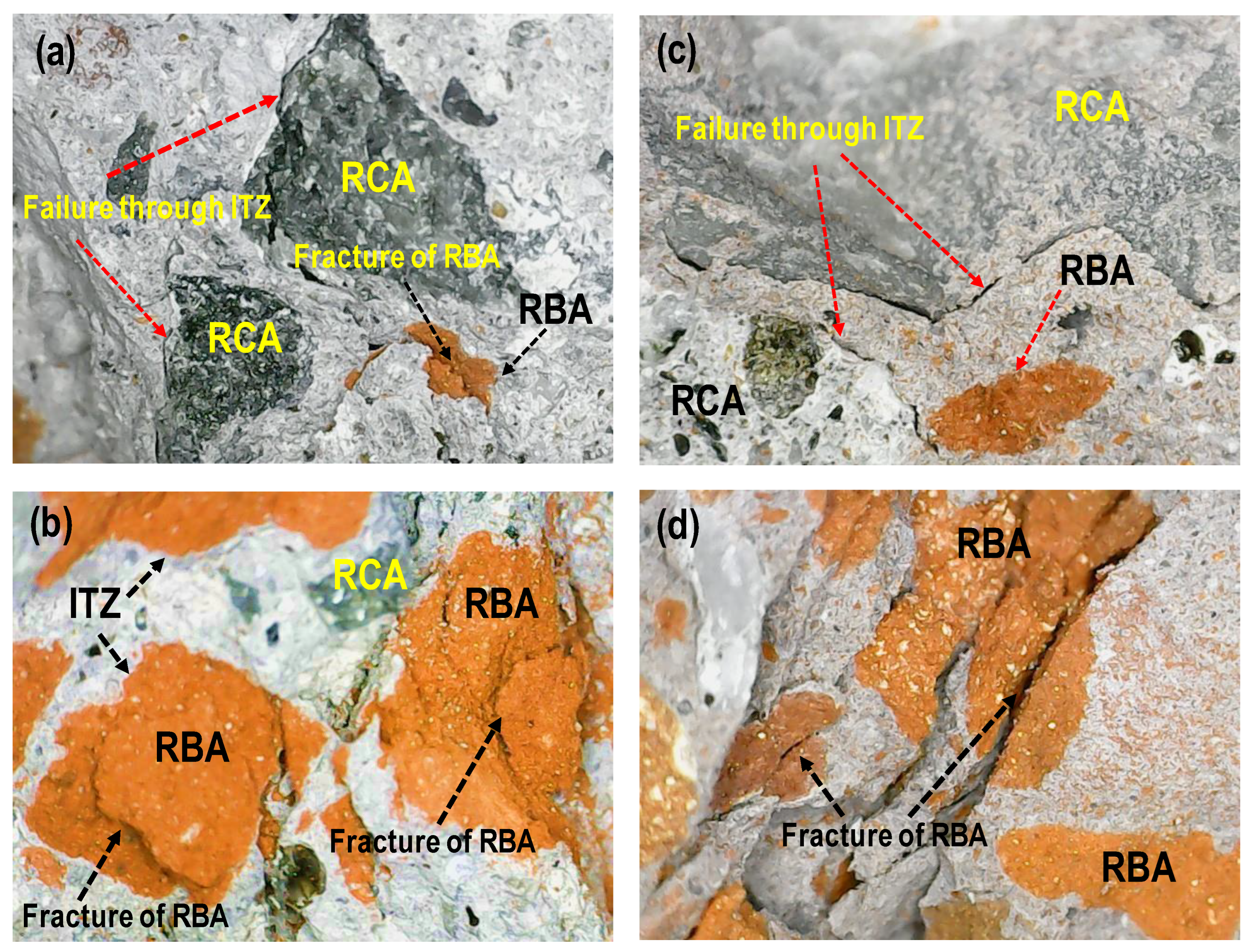
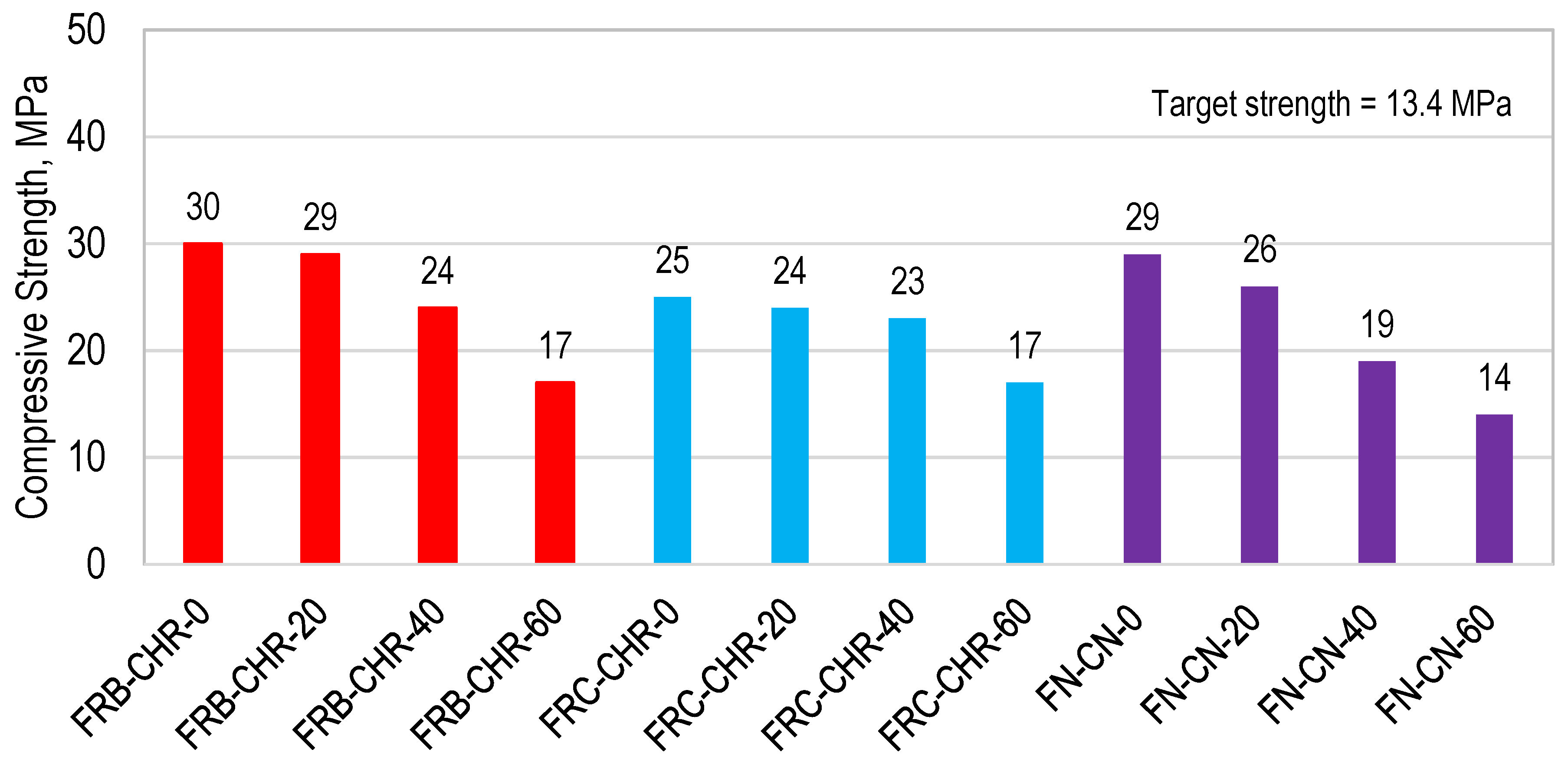
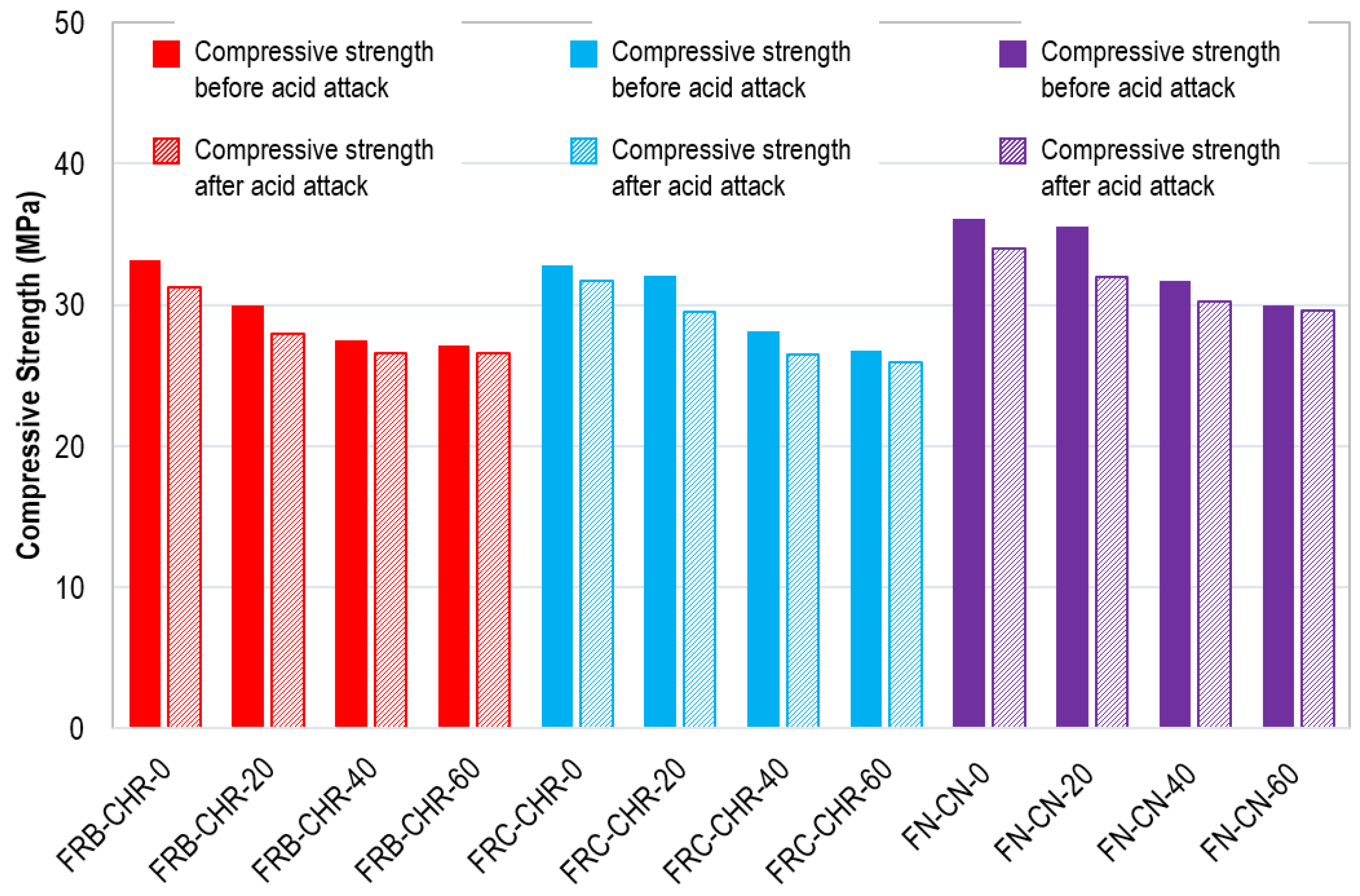
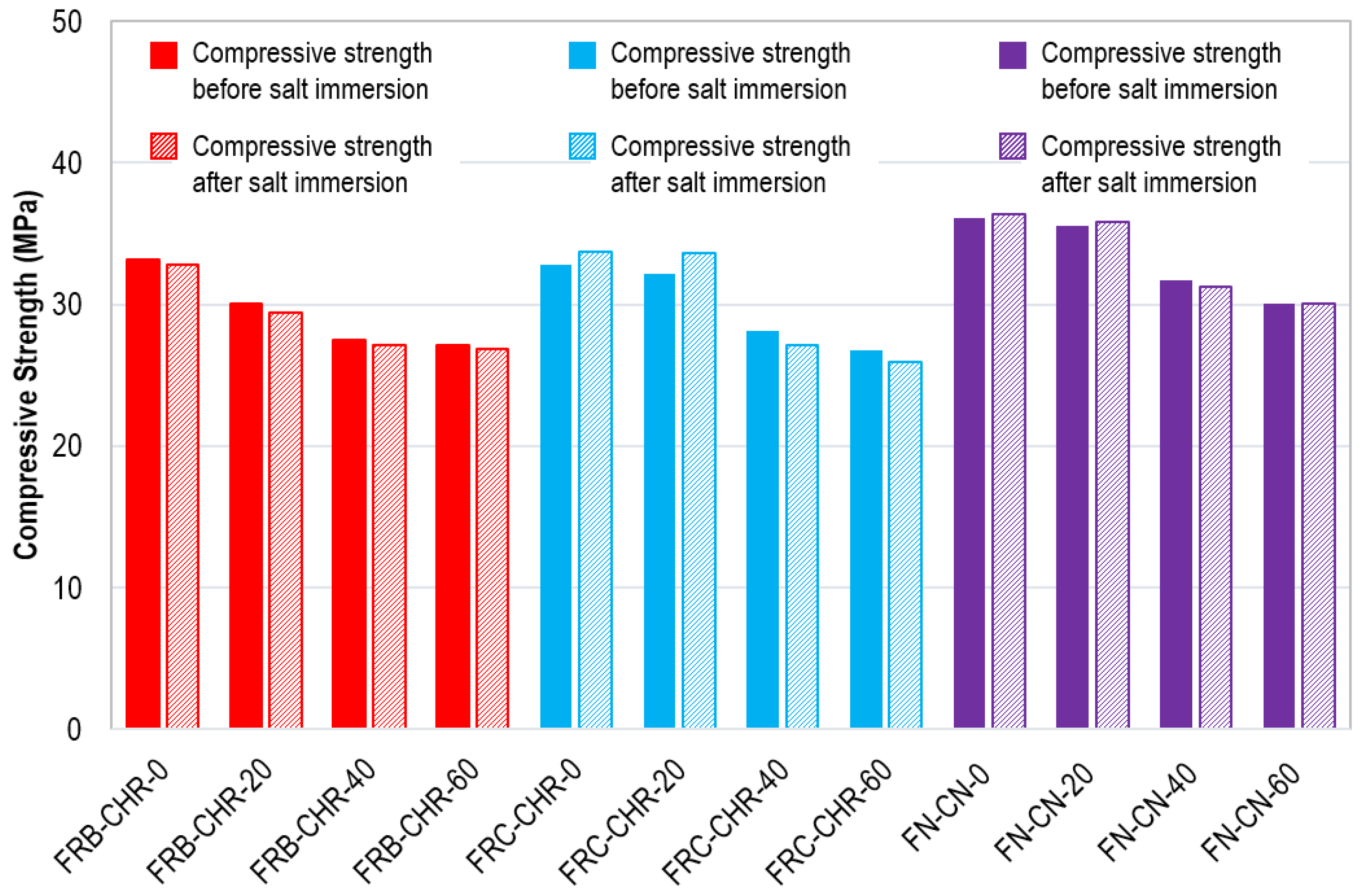
3.2.2. Compressive Strength
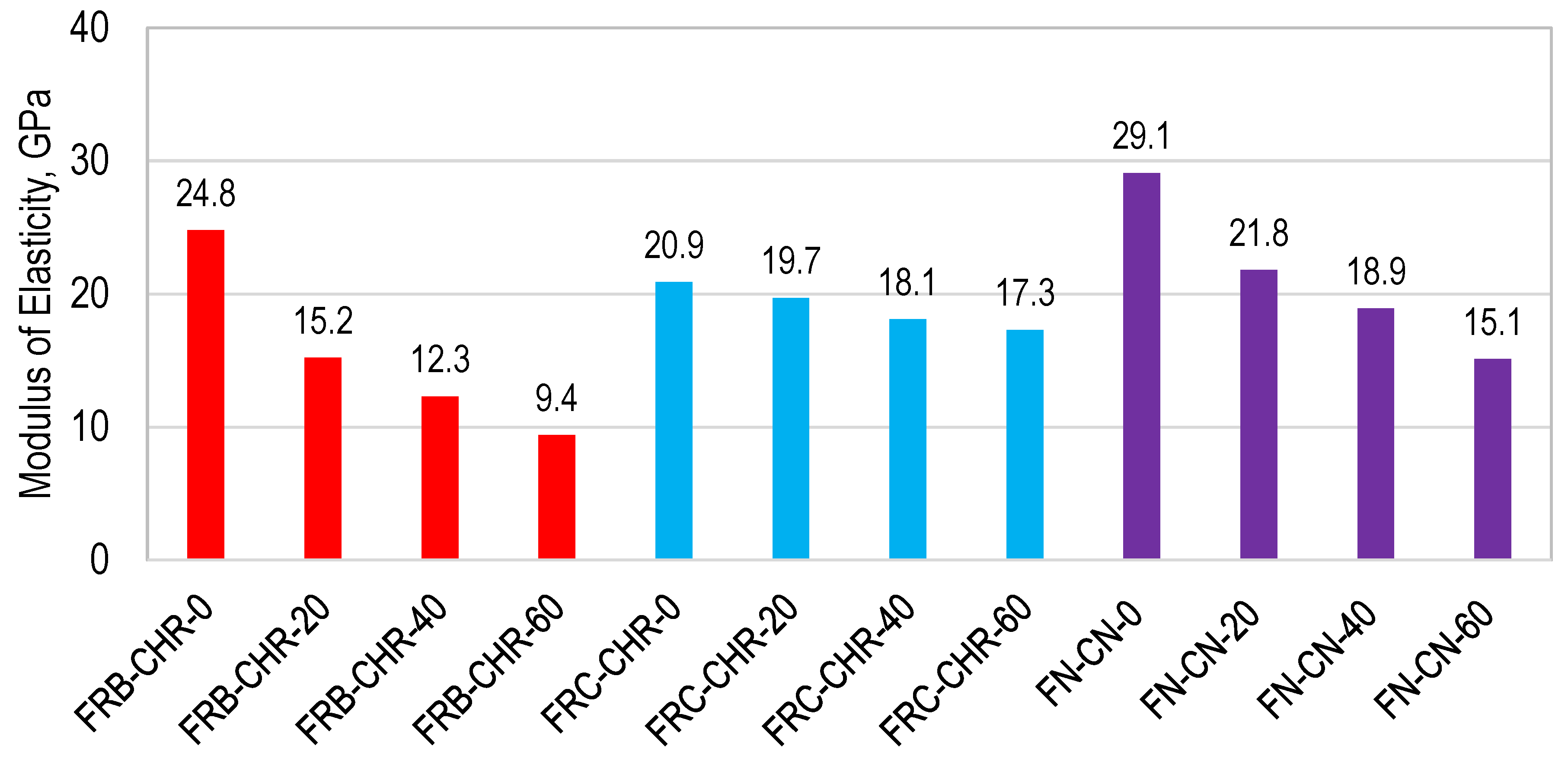
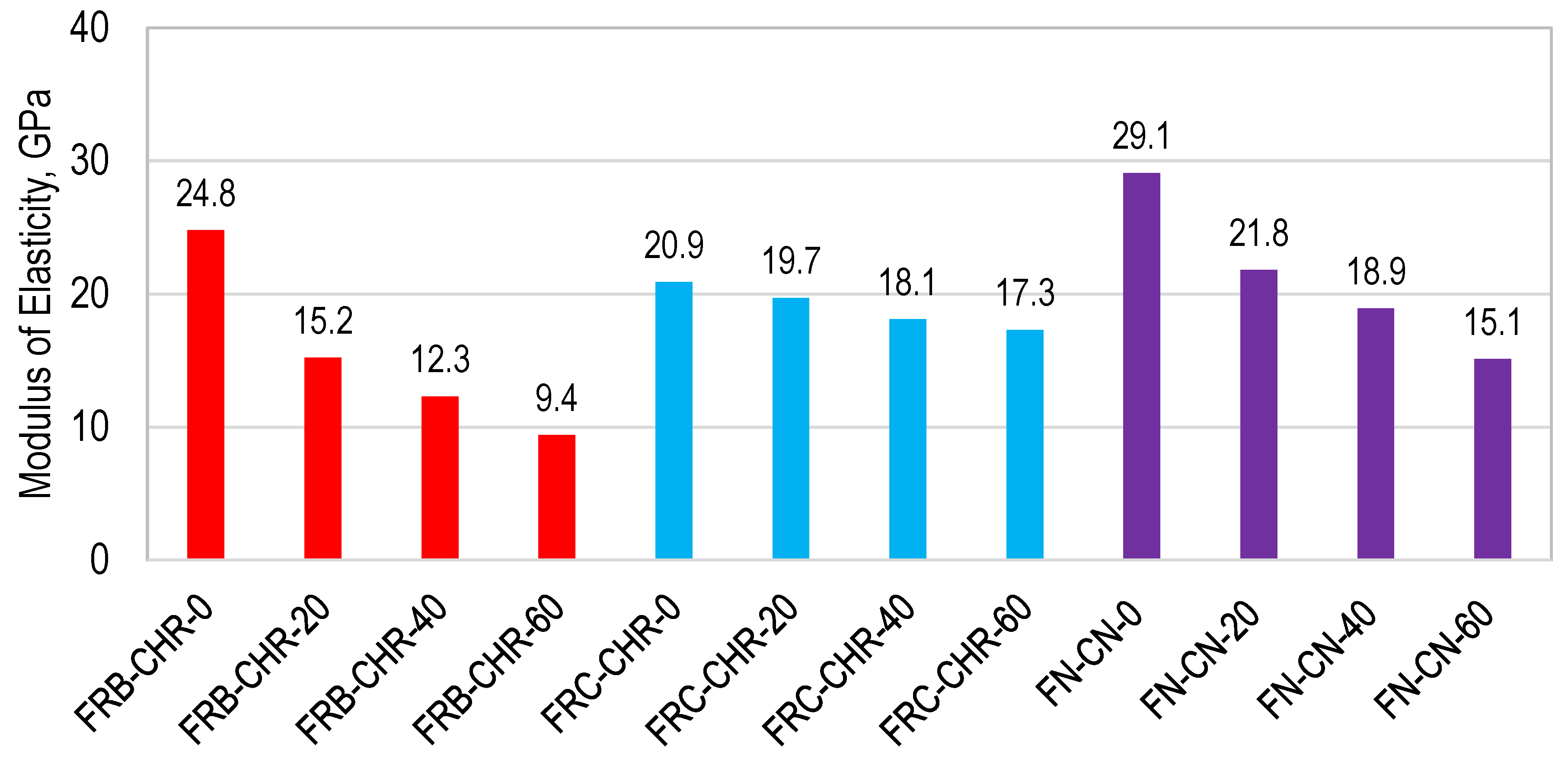
3.2.3. Modulus of Elasticity
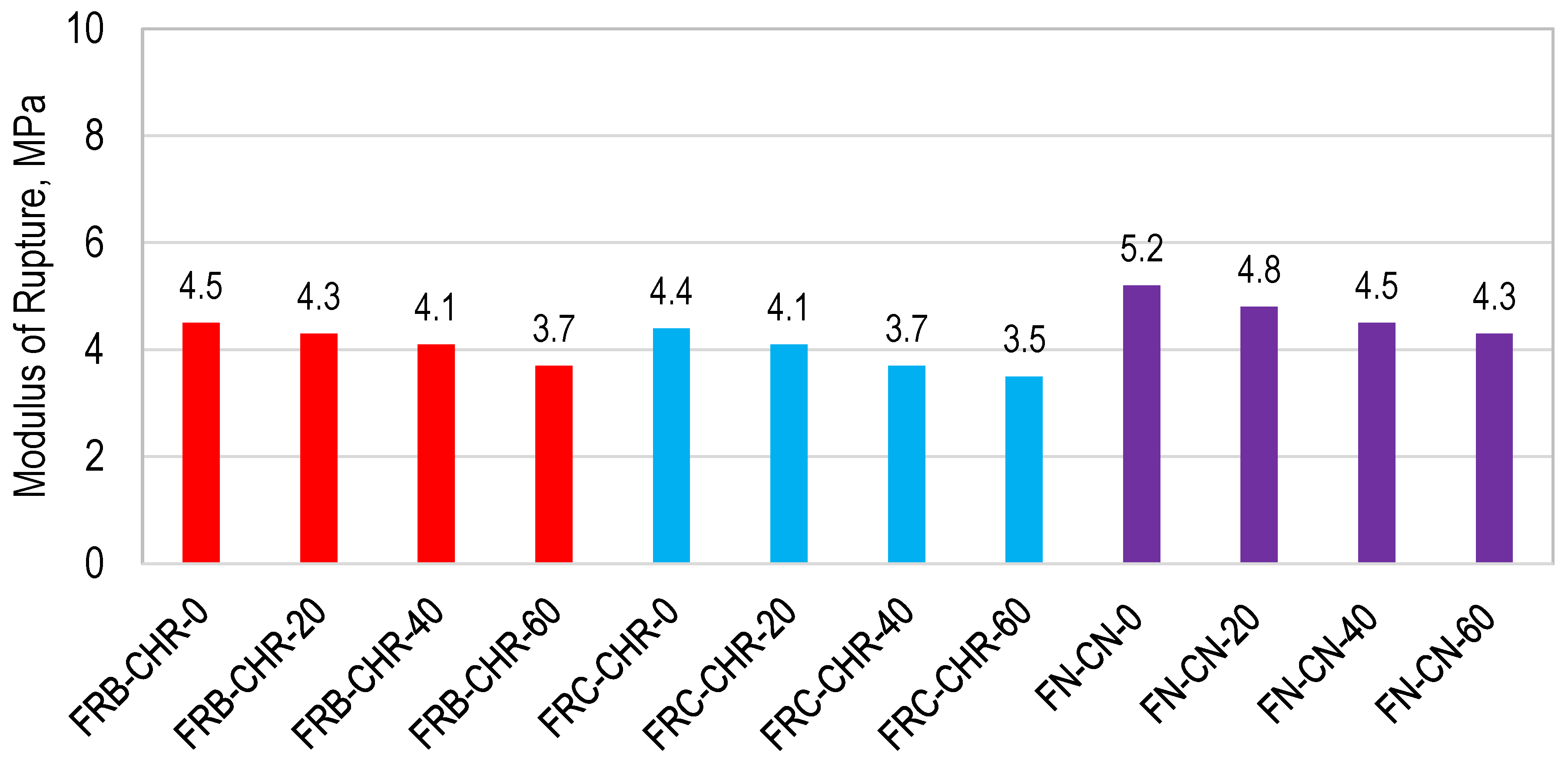
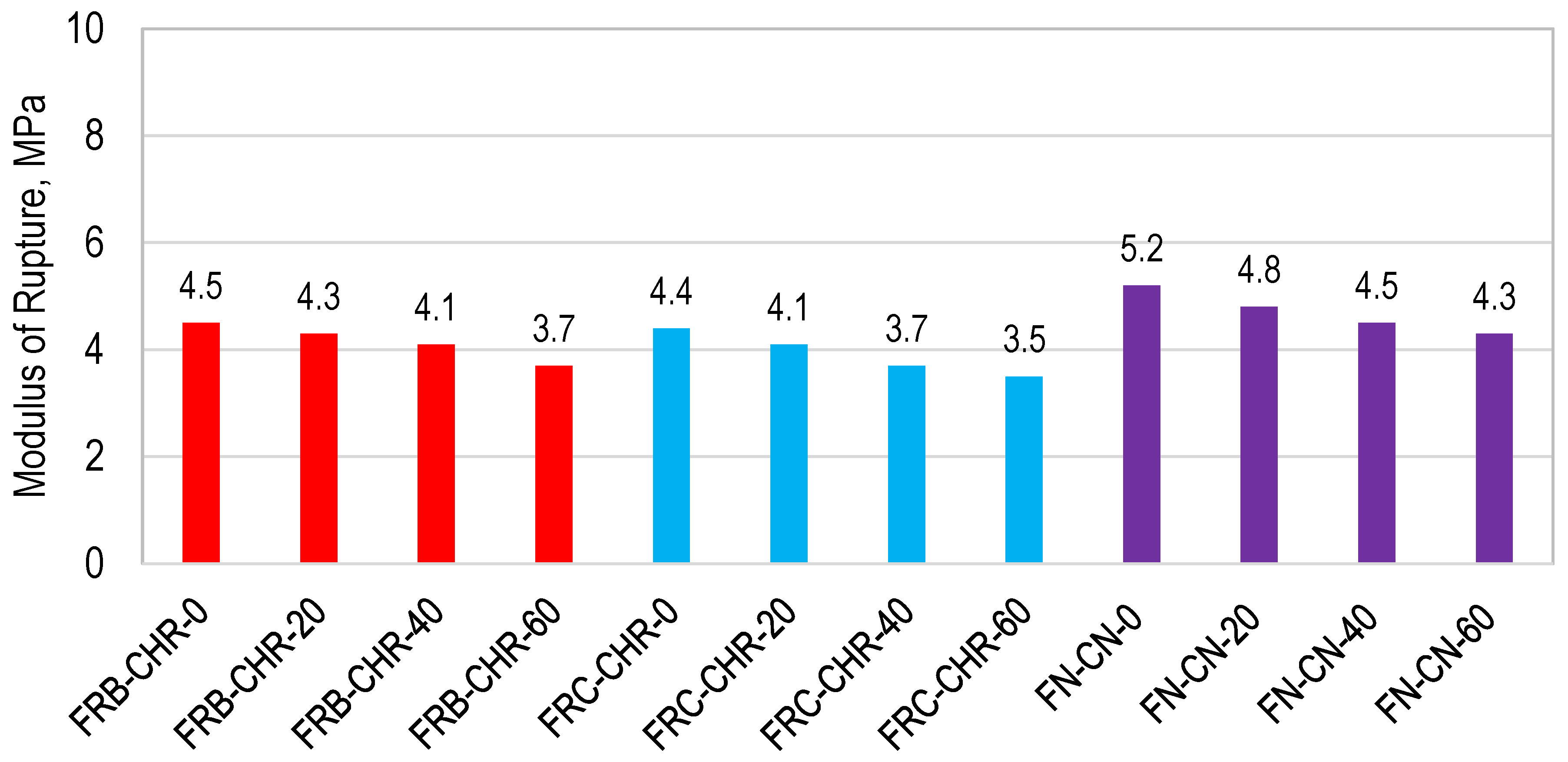
3.2.4. Flexural Strength
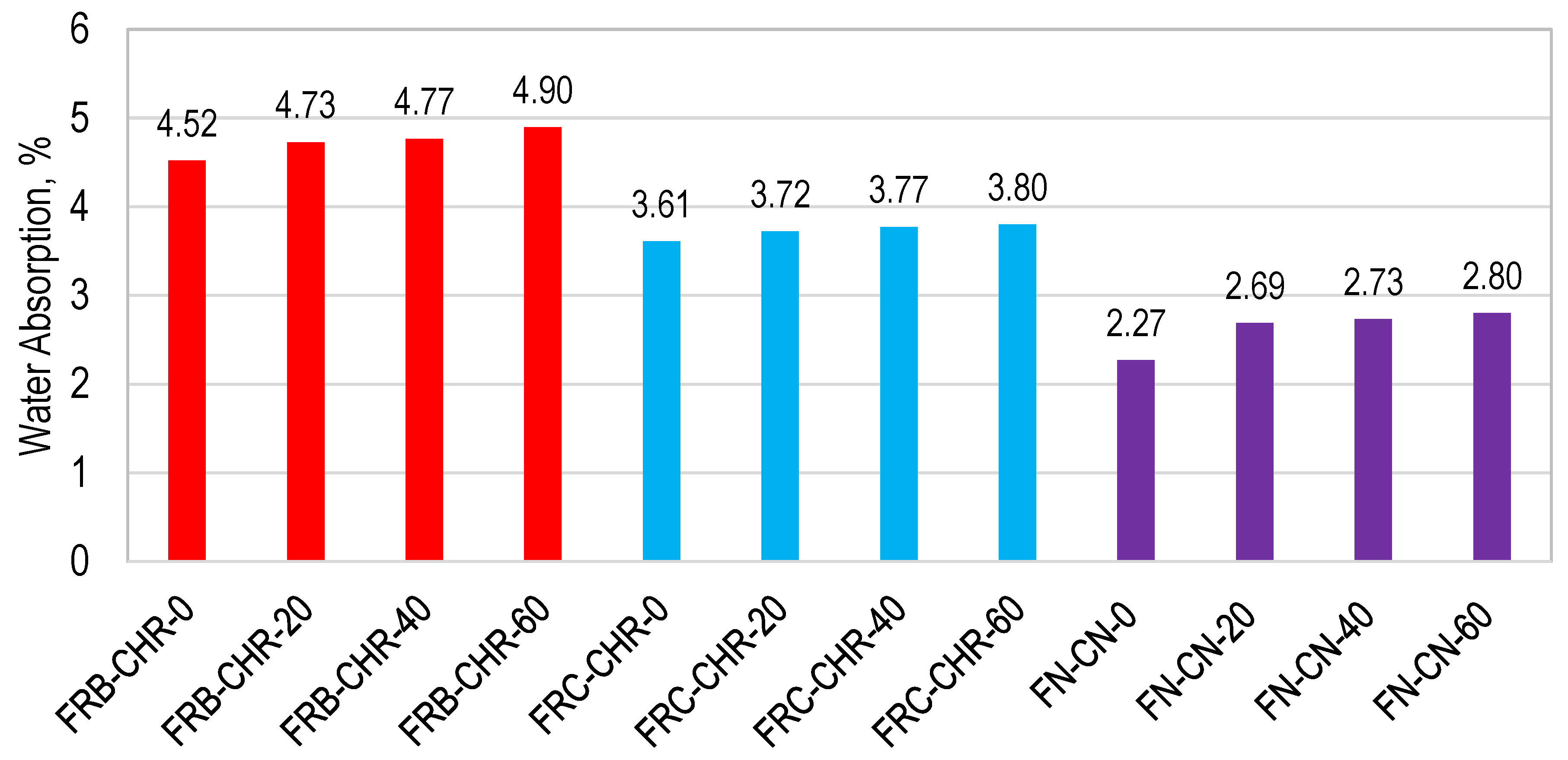
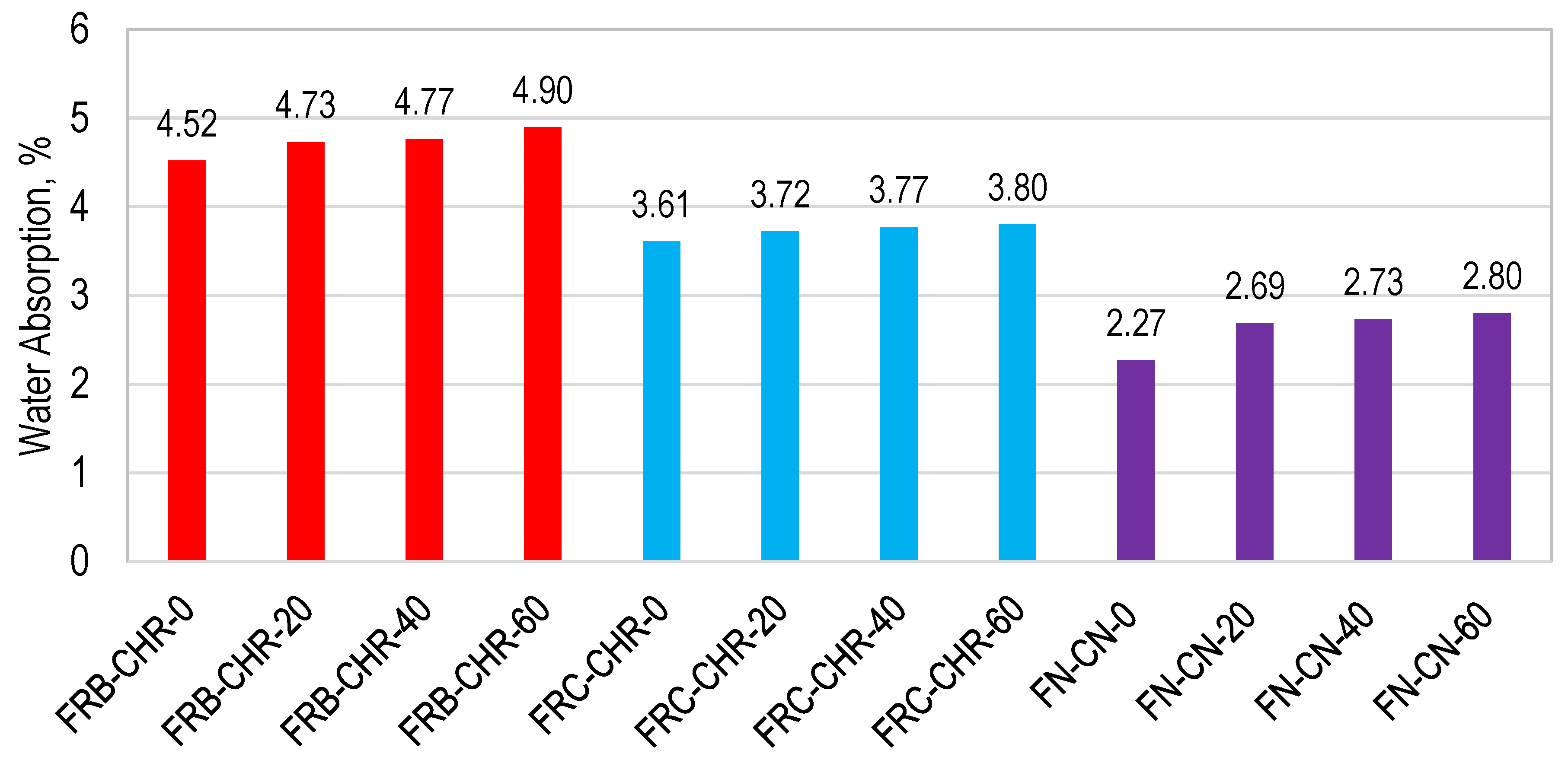
3.2.5. Water Absorption
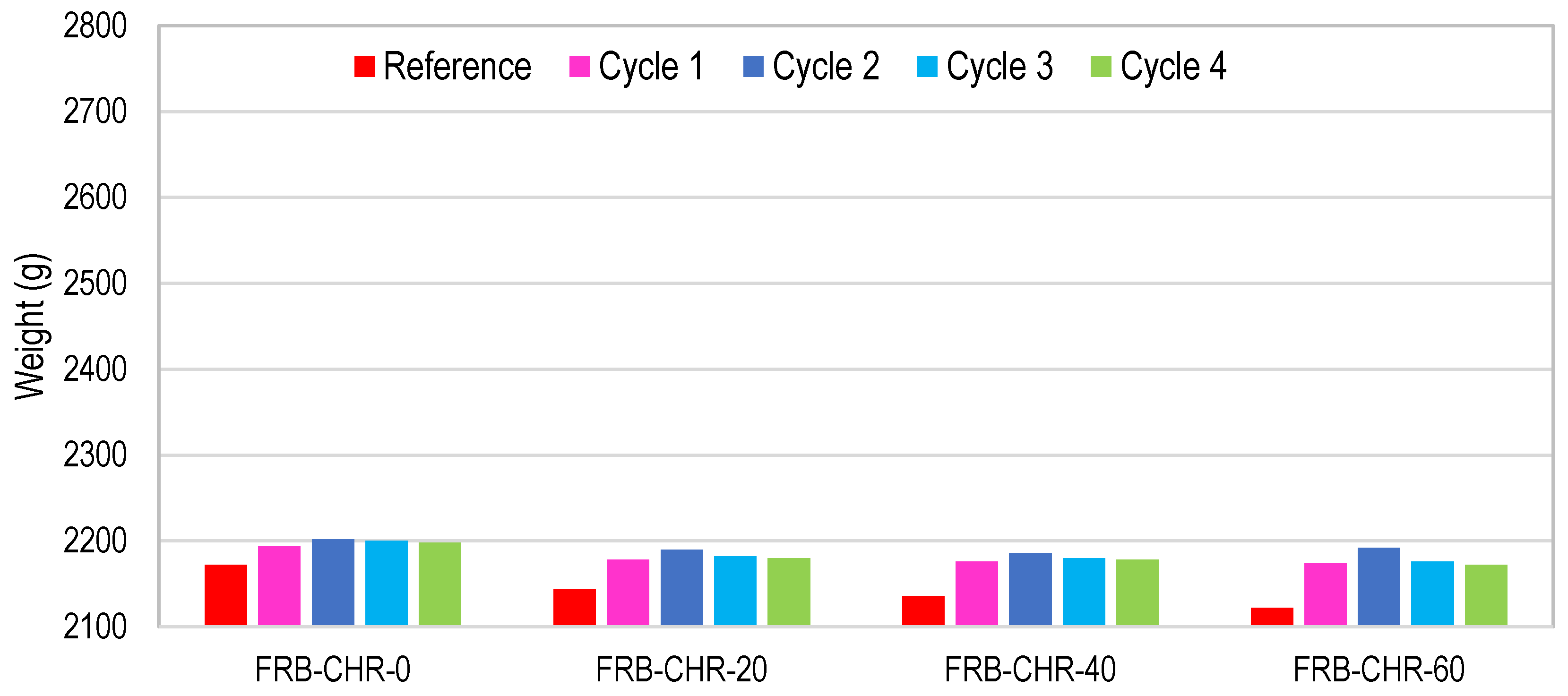
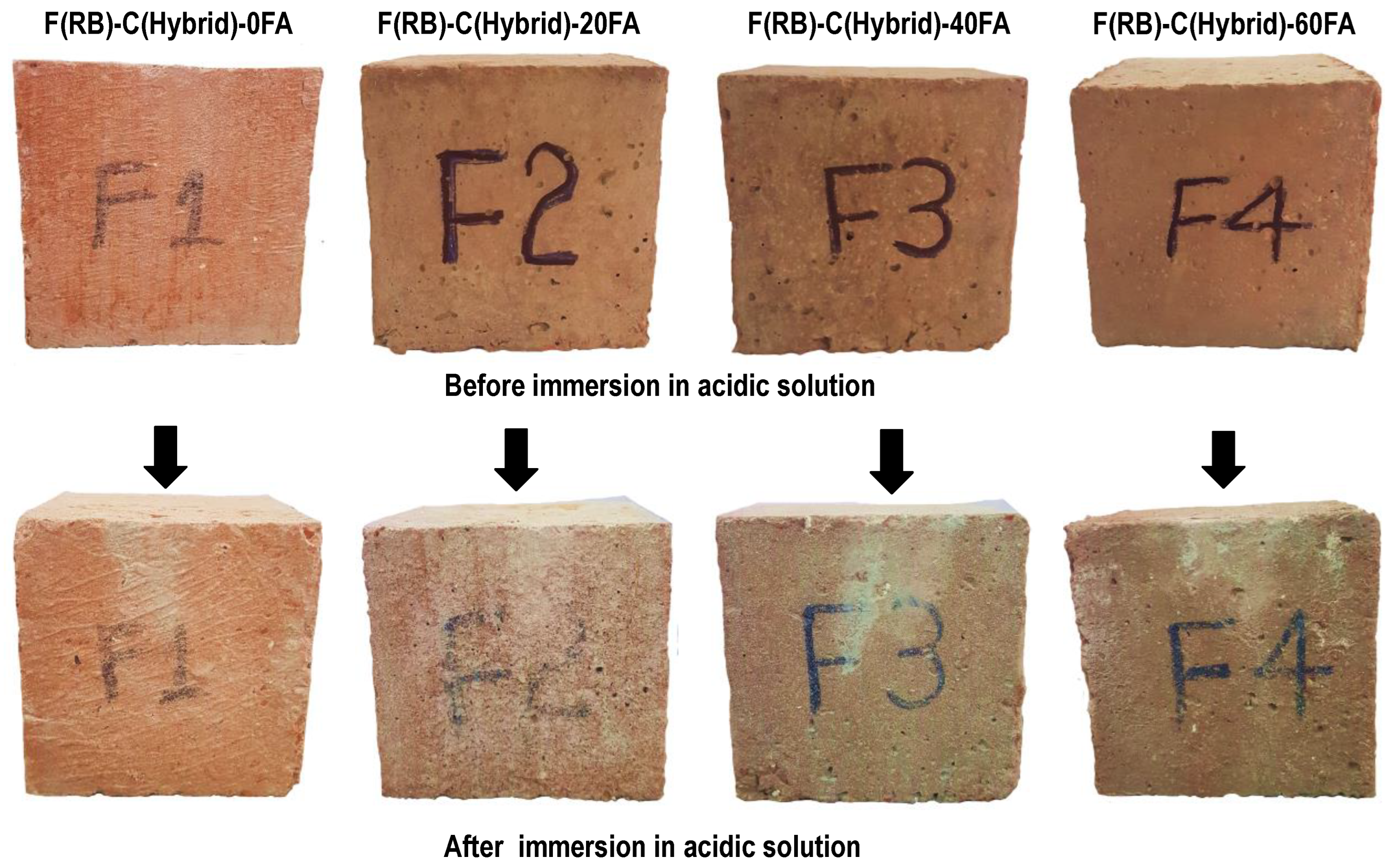
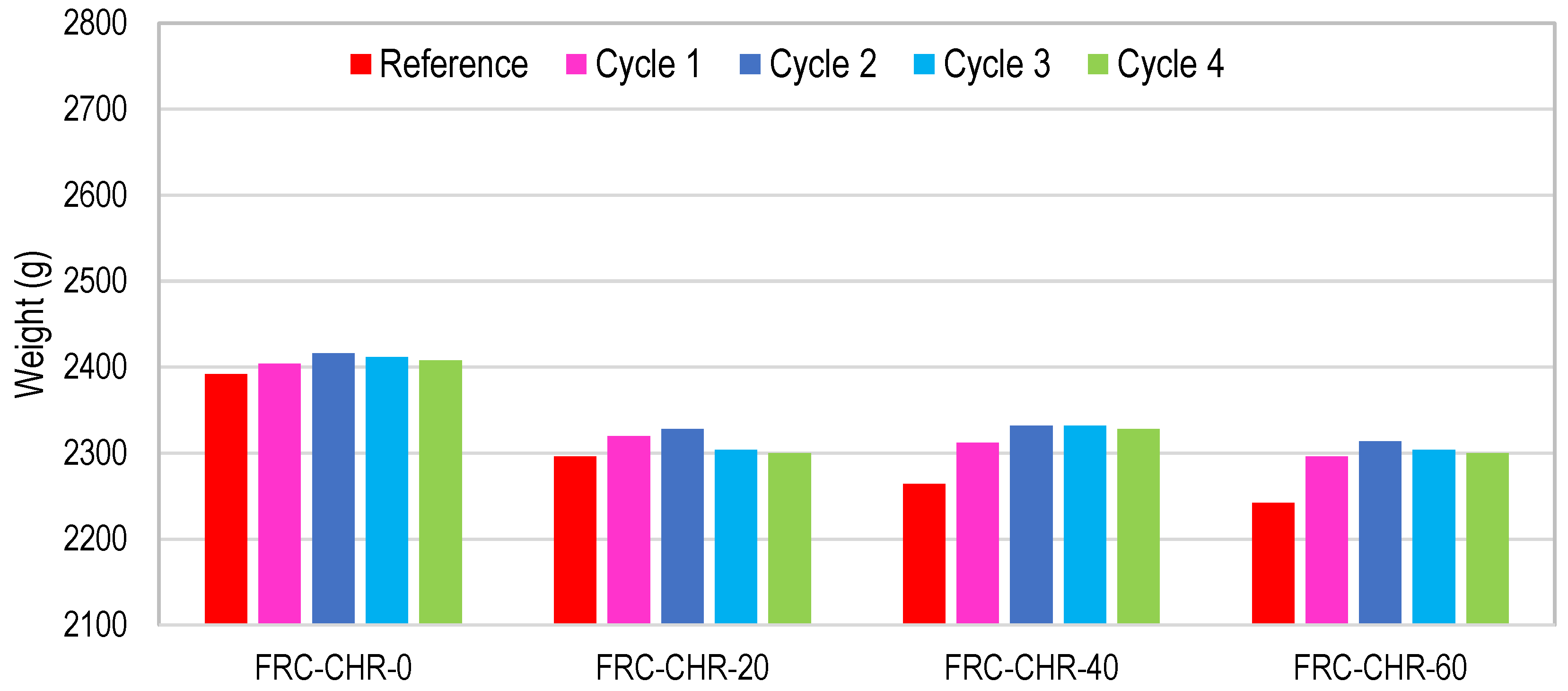
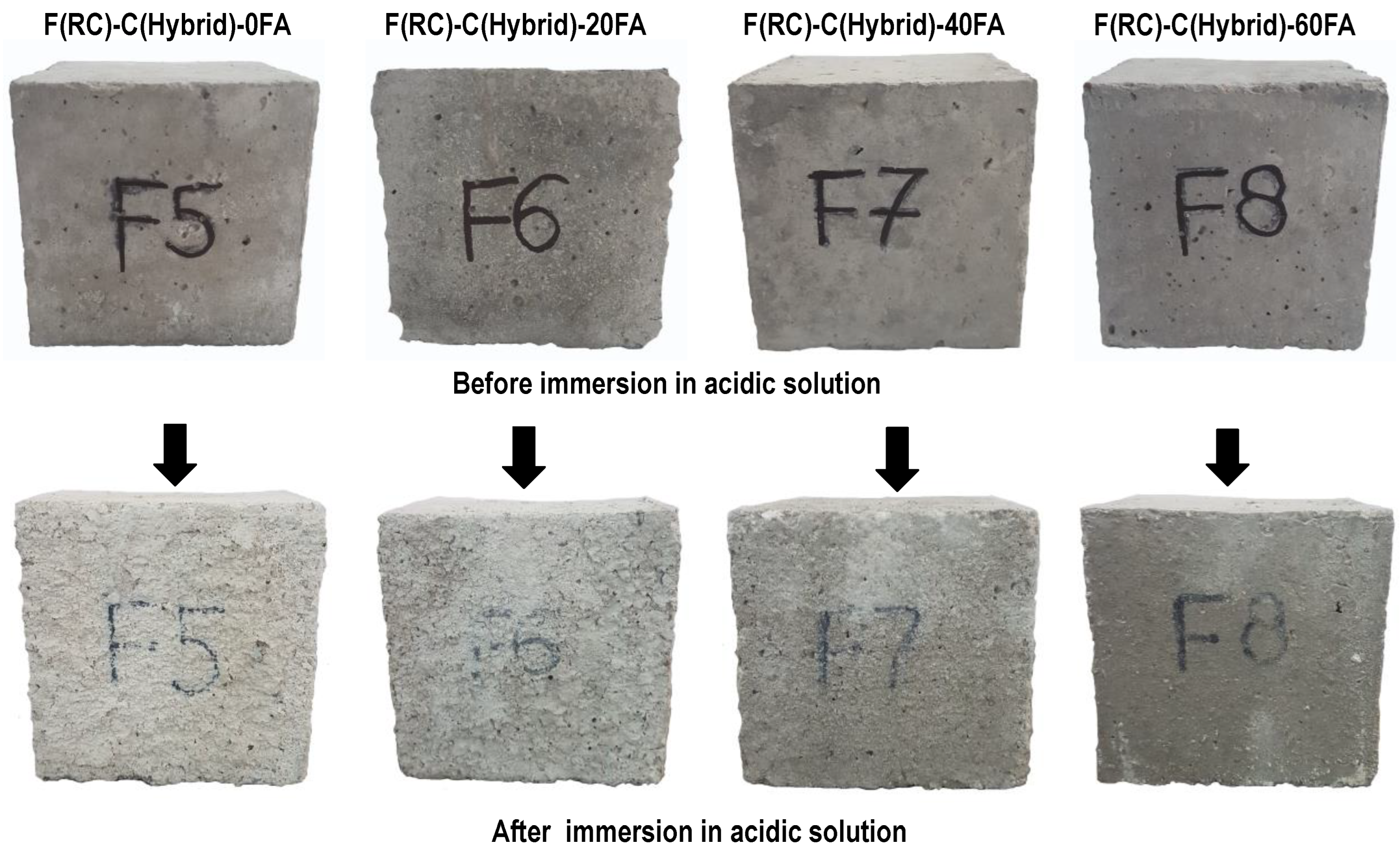
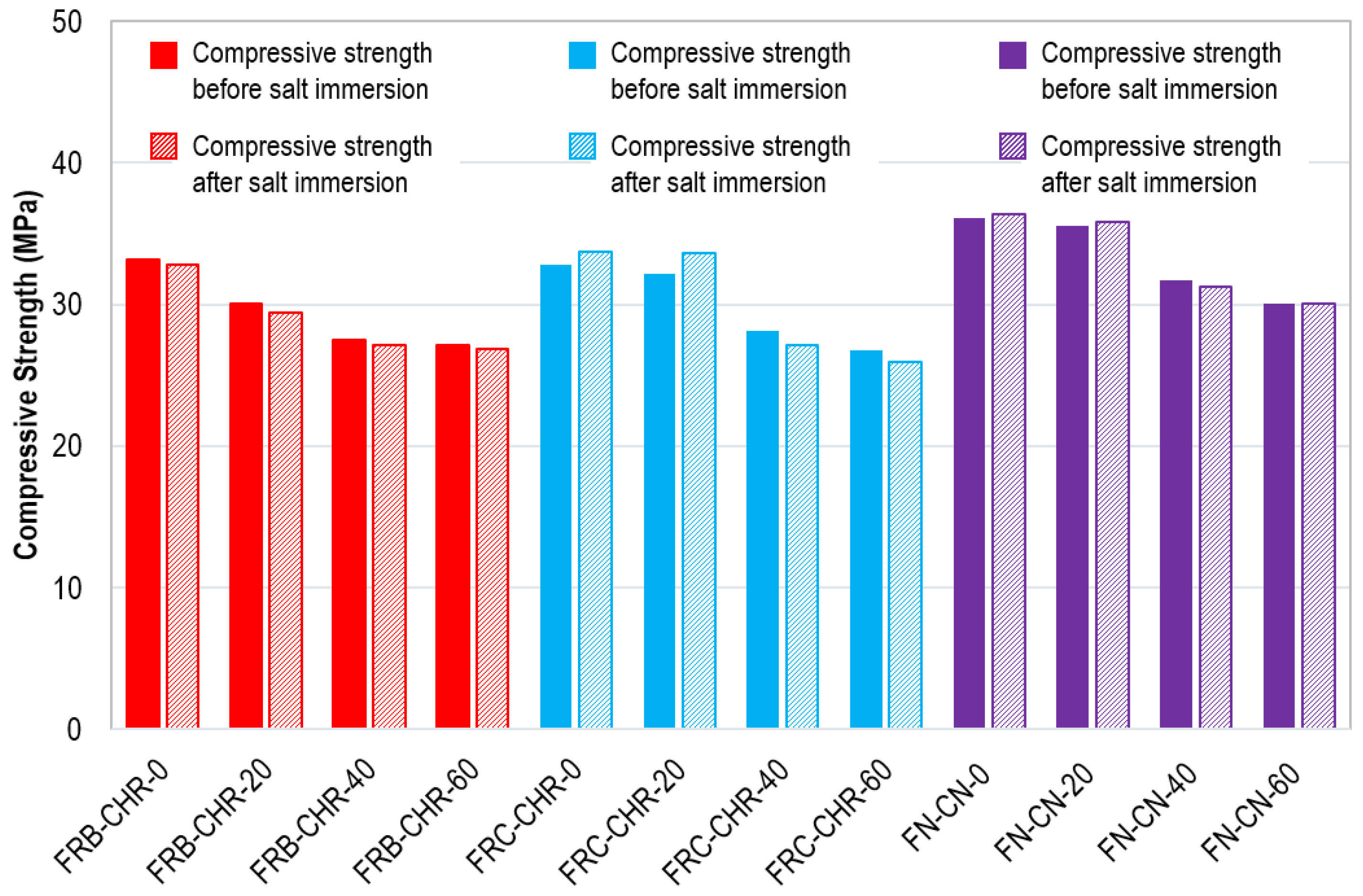
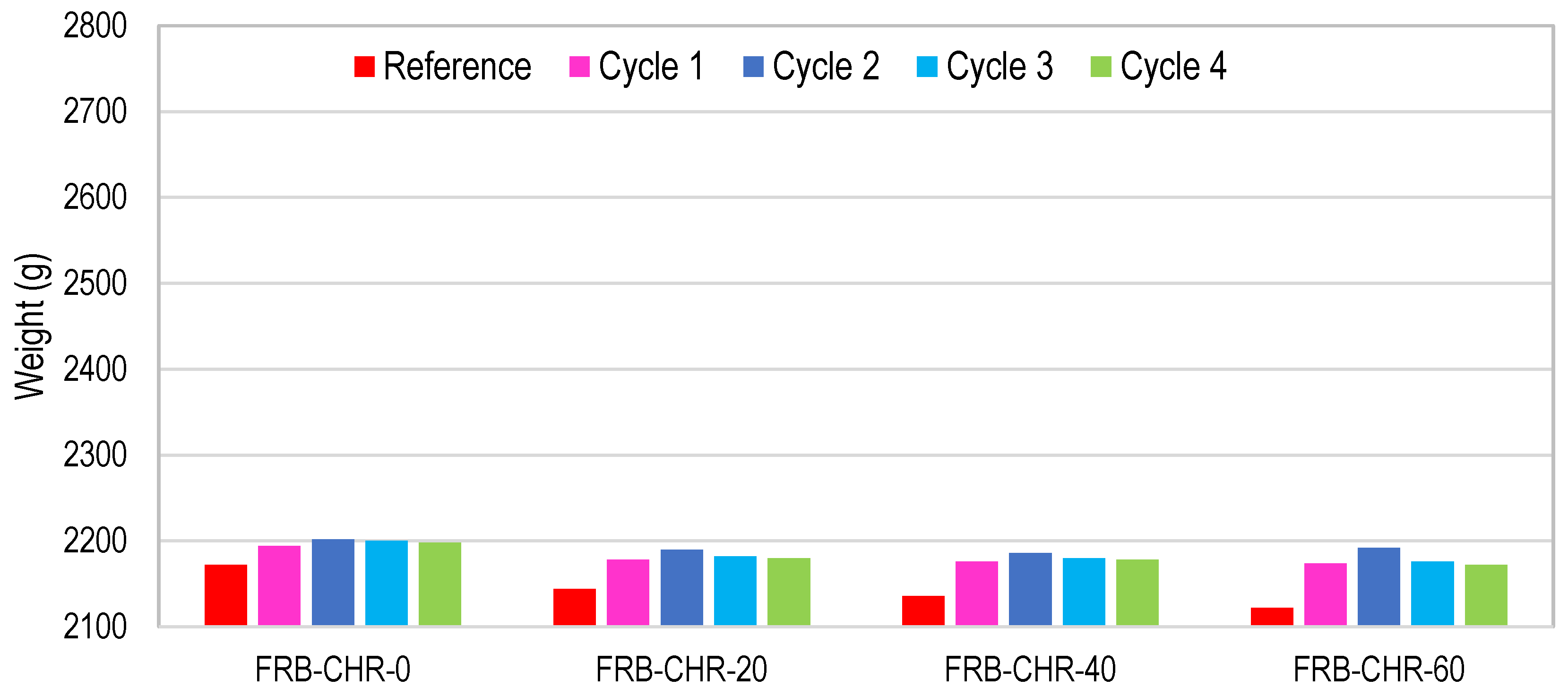
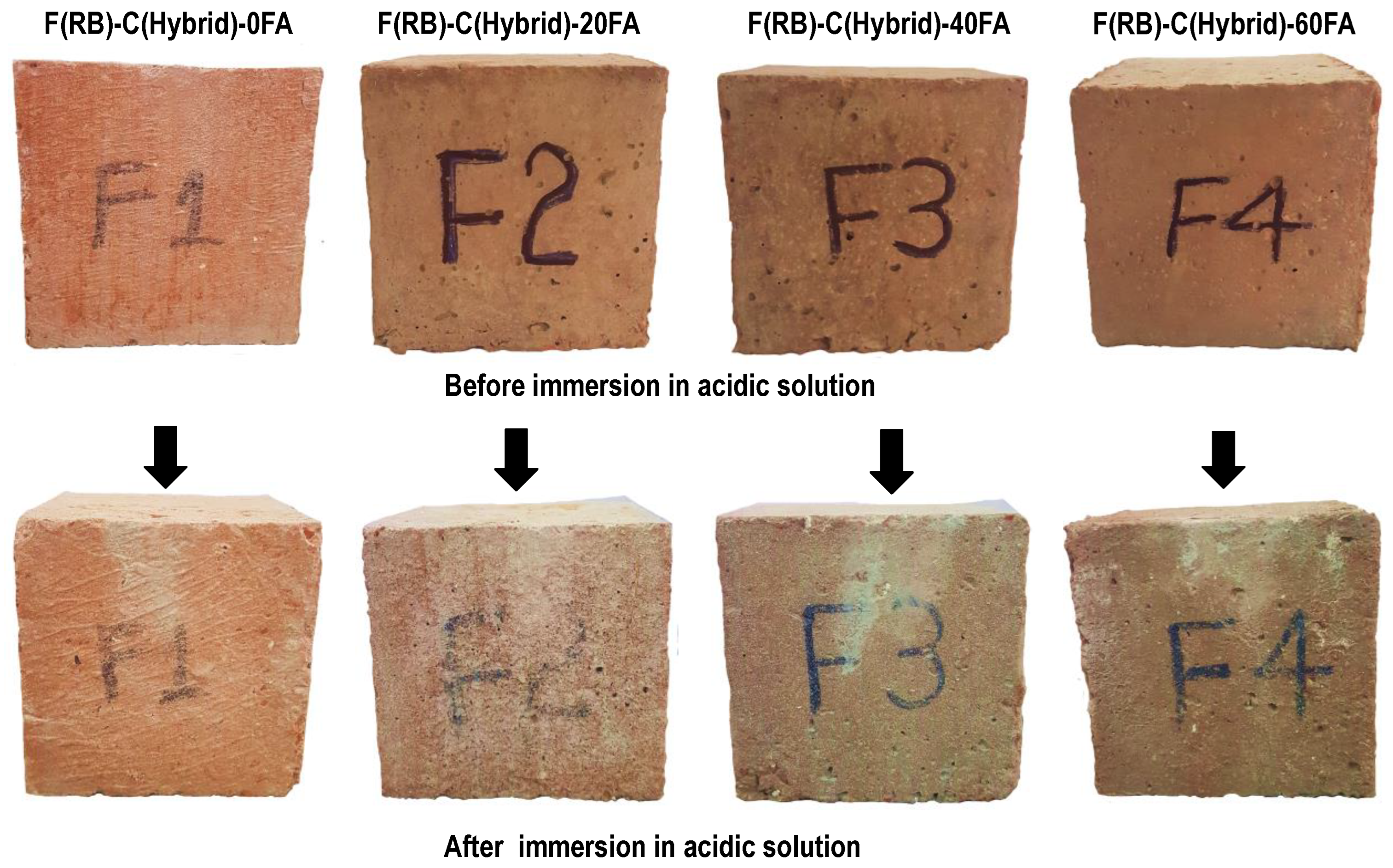
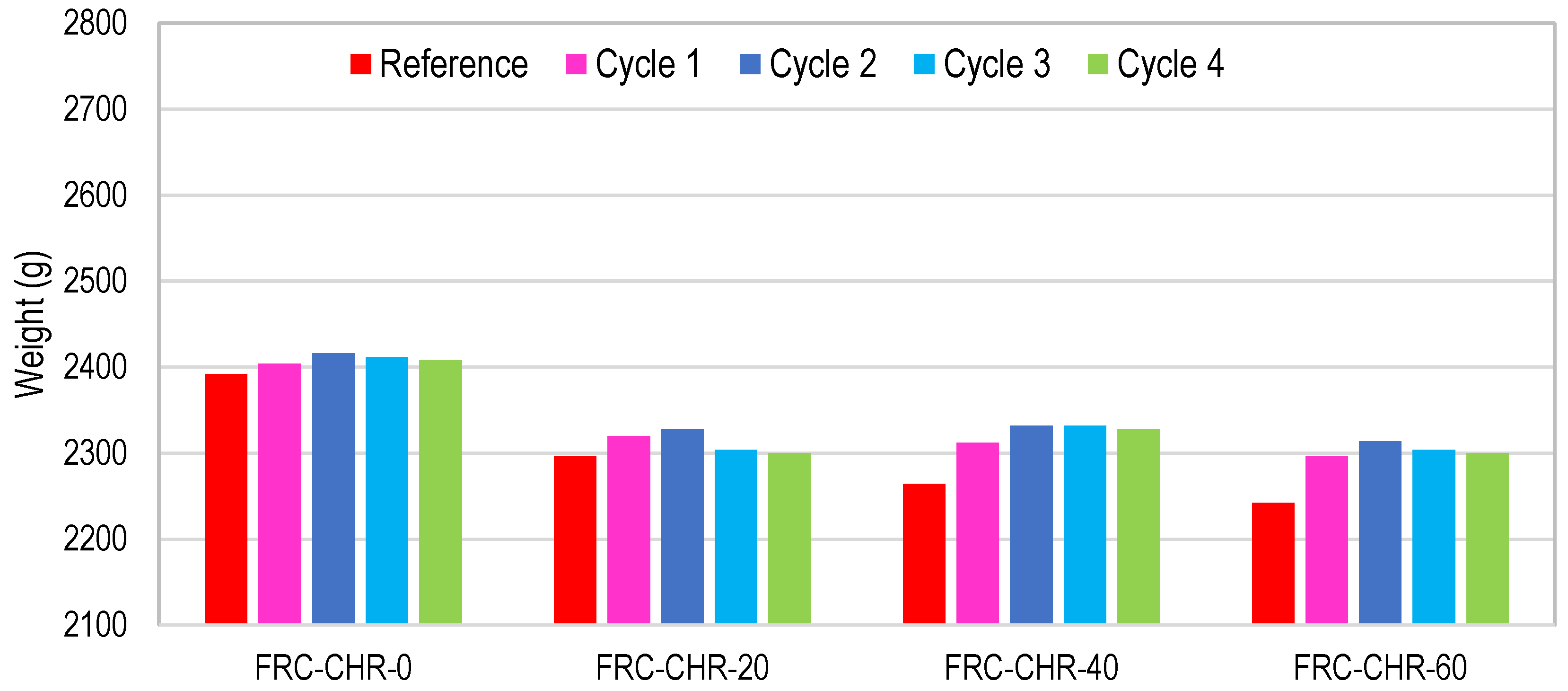
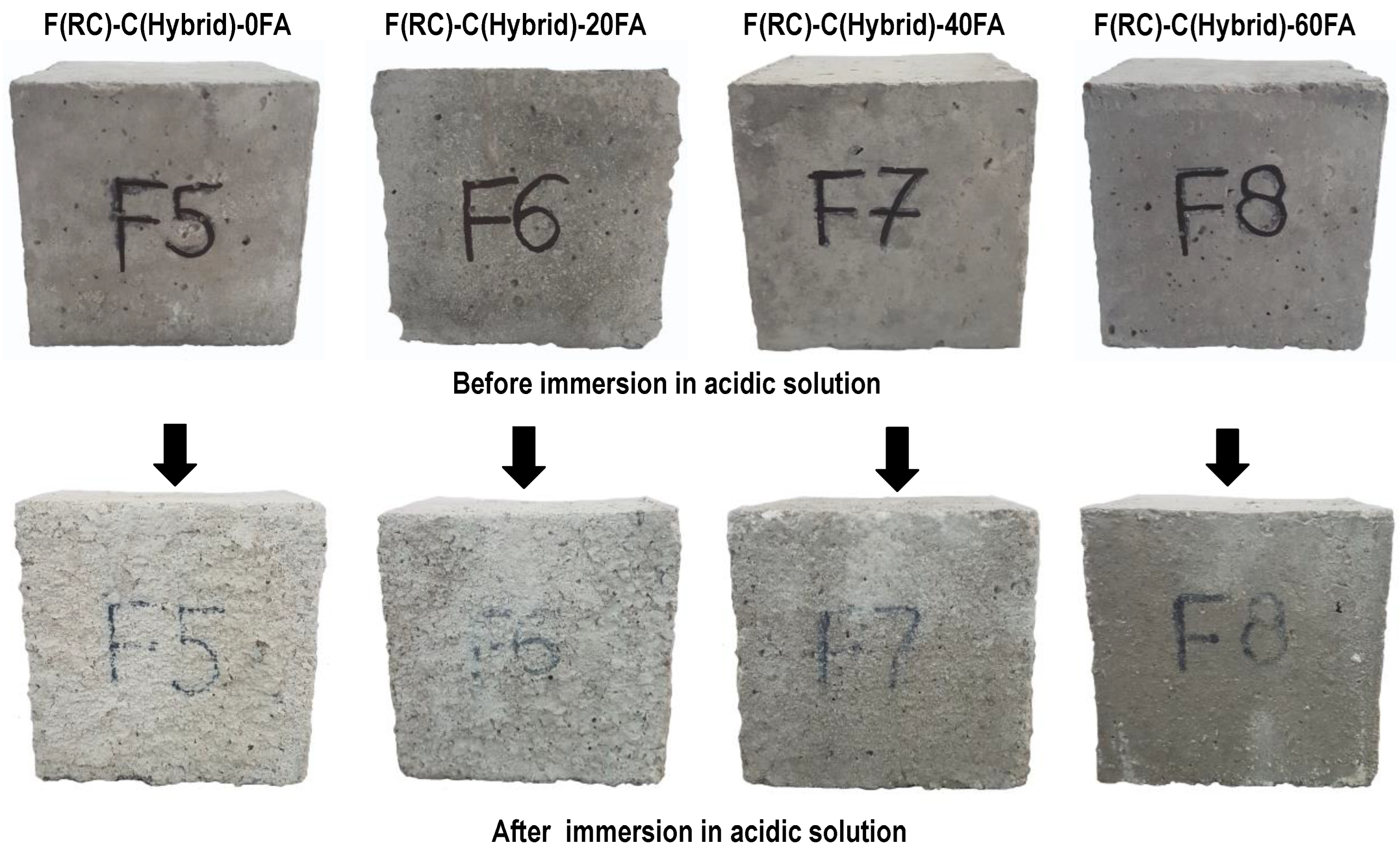
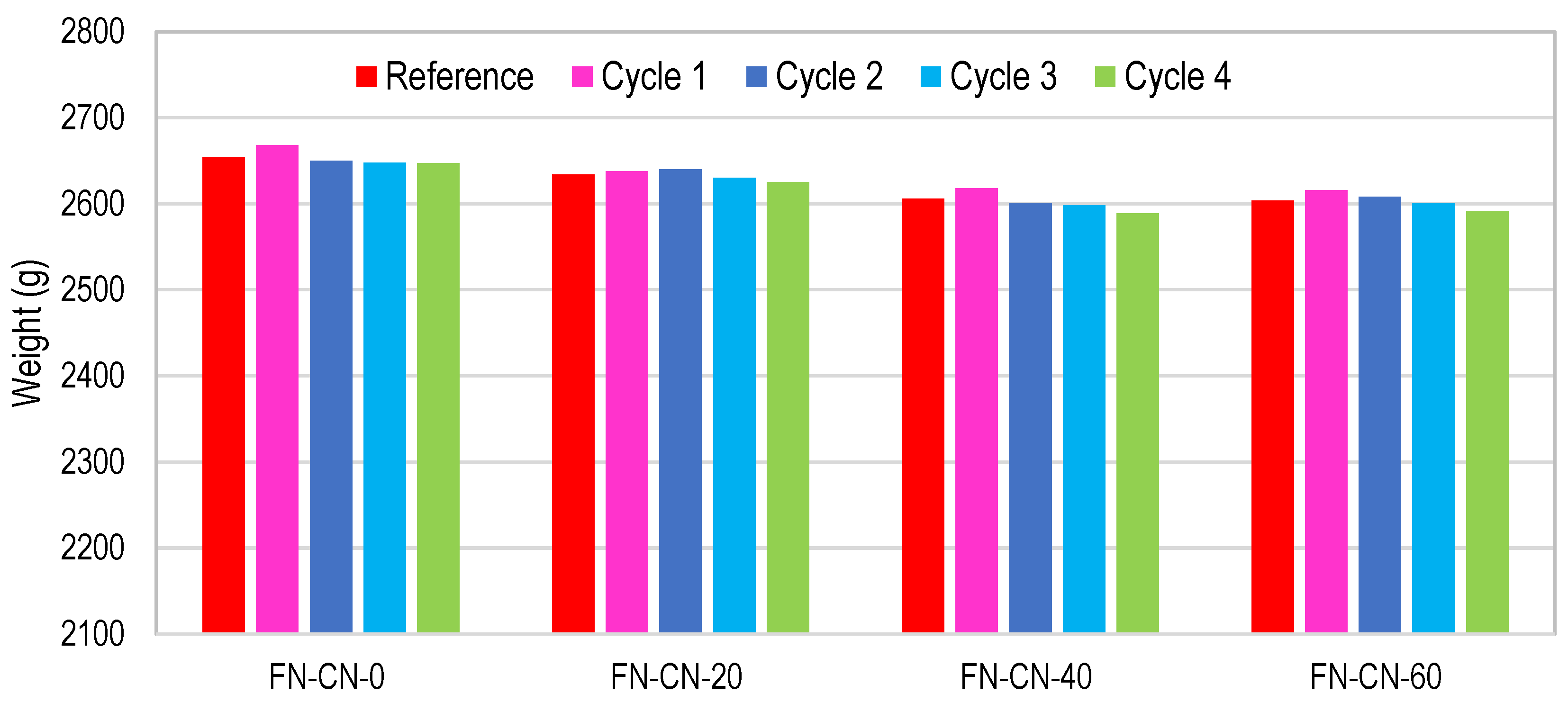
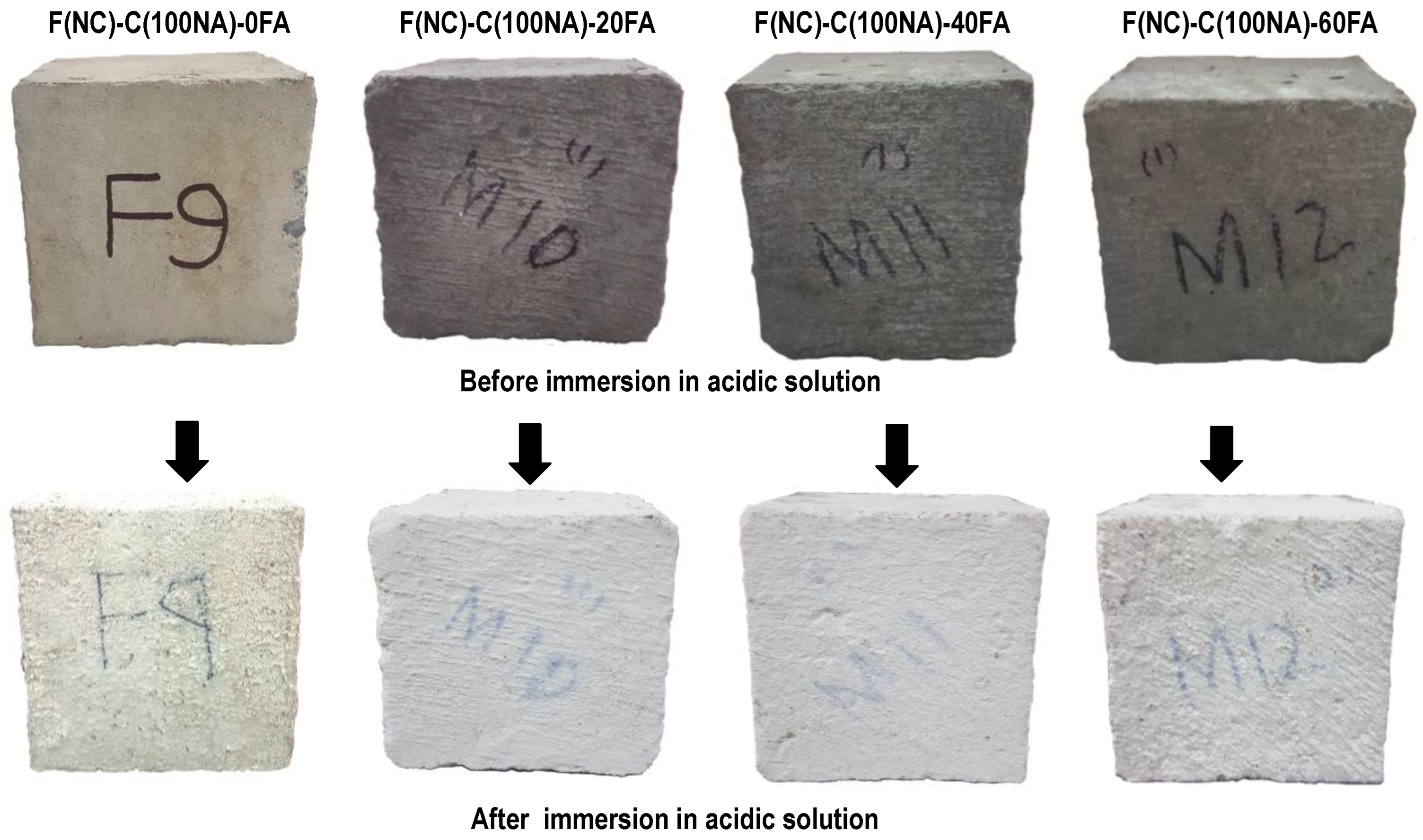
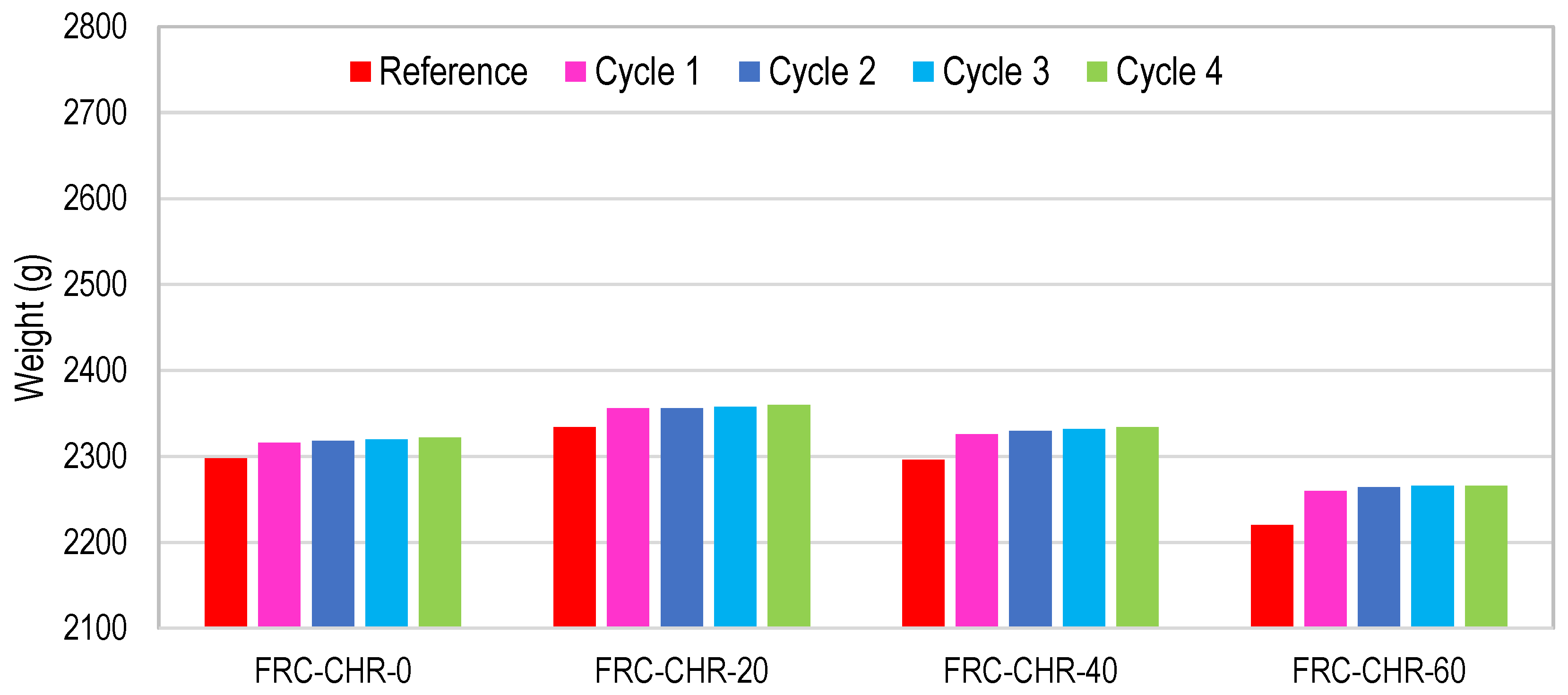
3.2.6. Cyclic Ponding in 5% Sulfuric Acid Solution
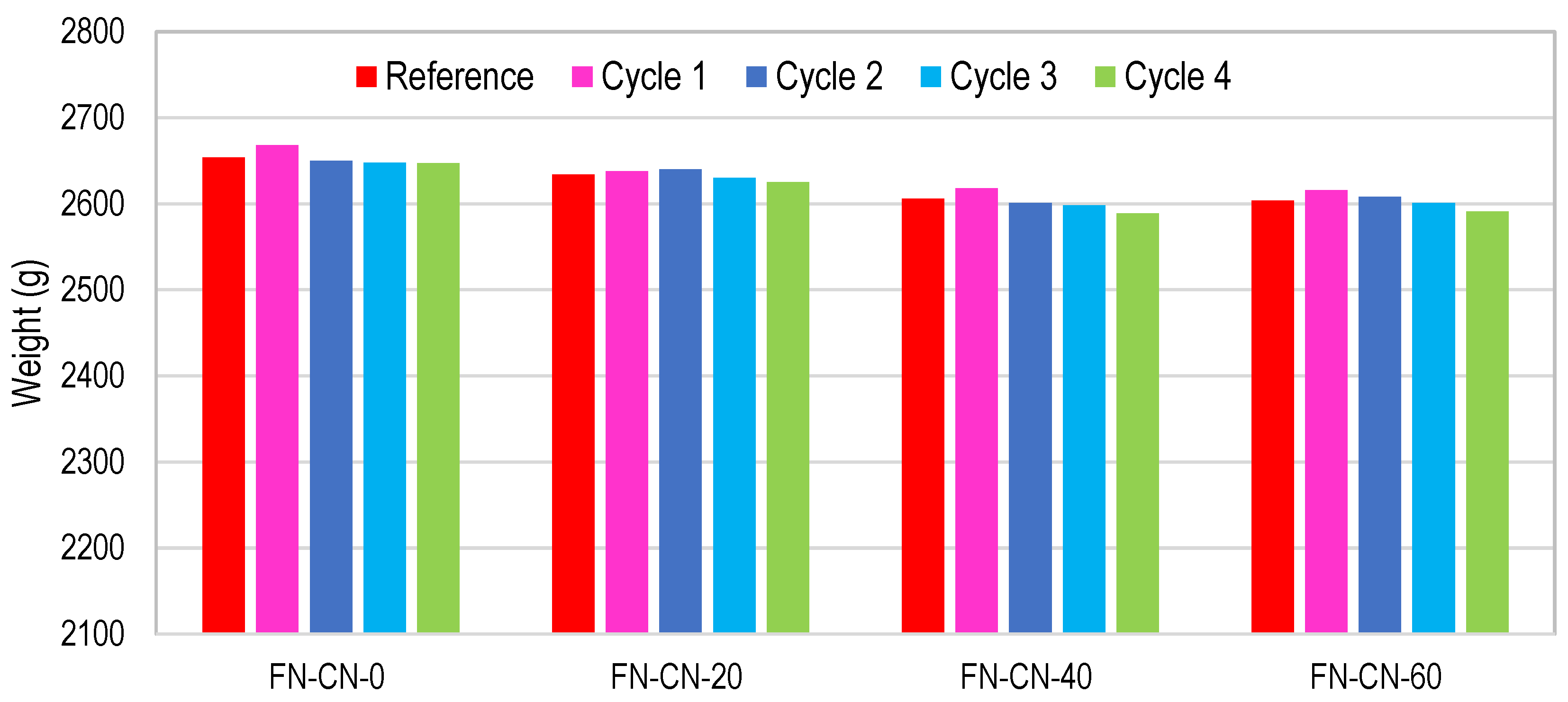
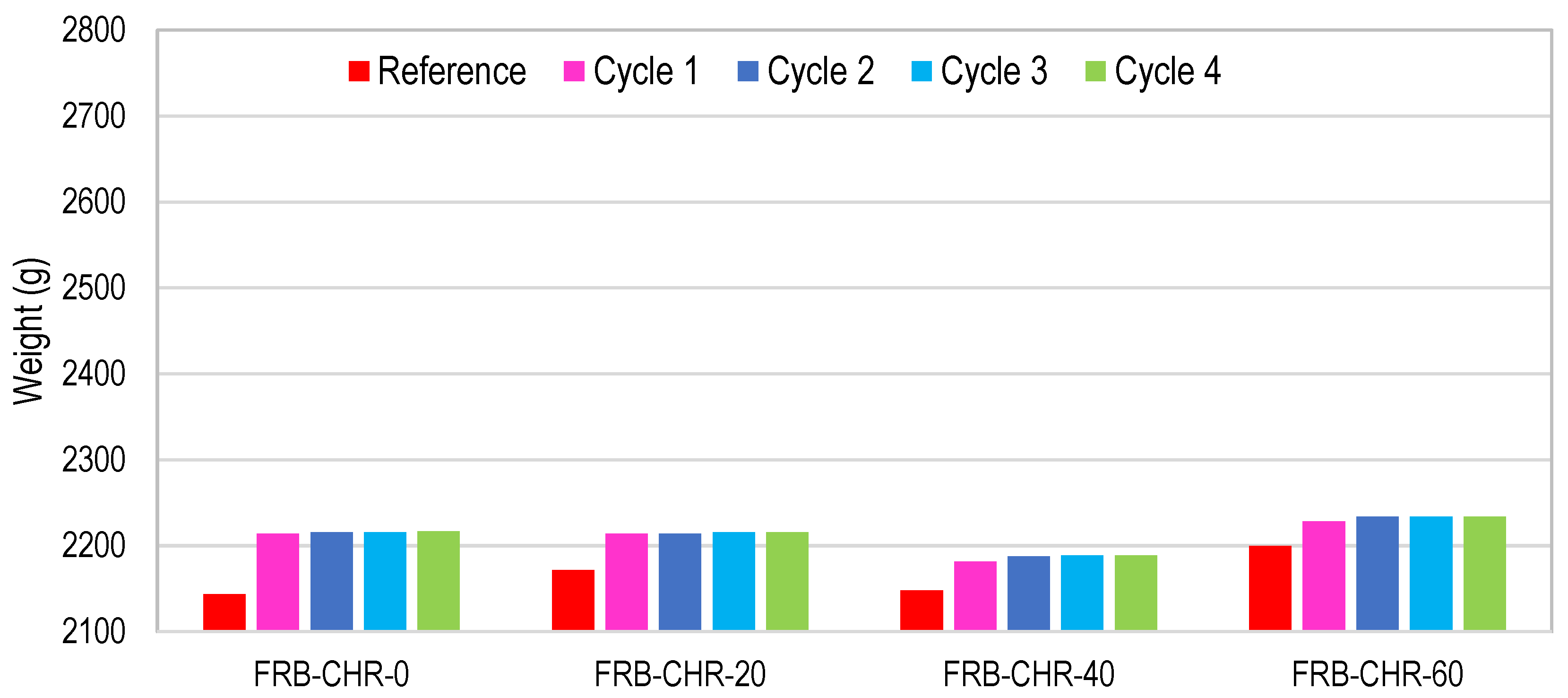
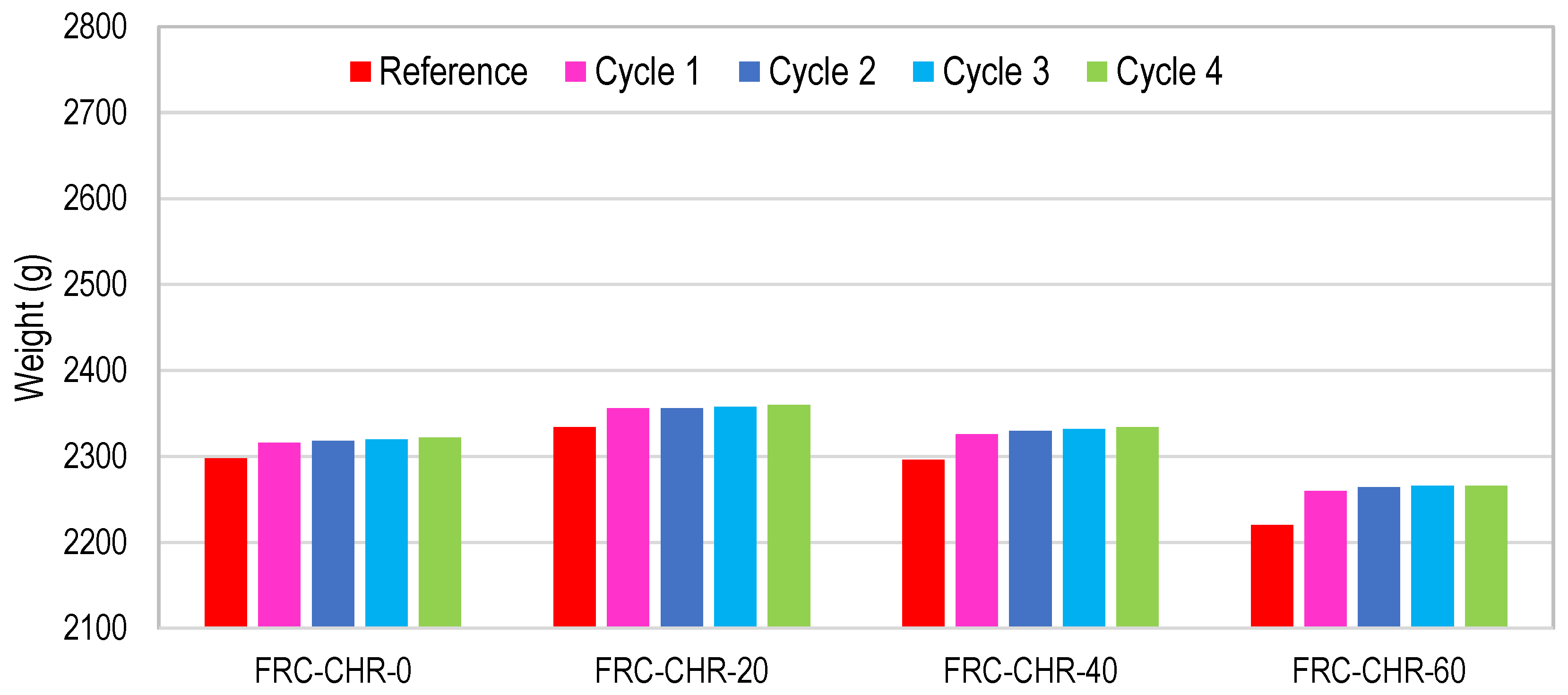
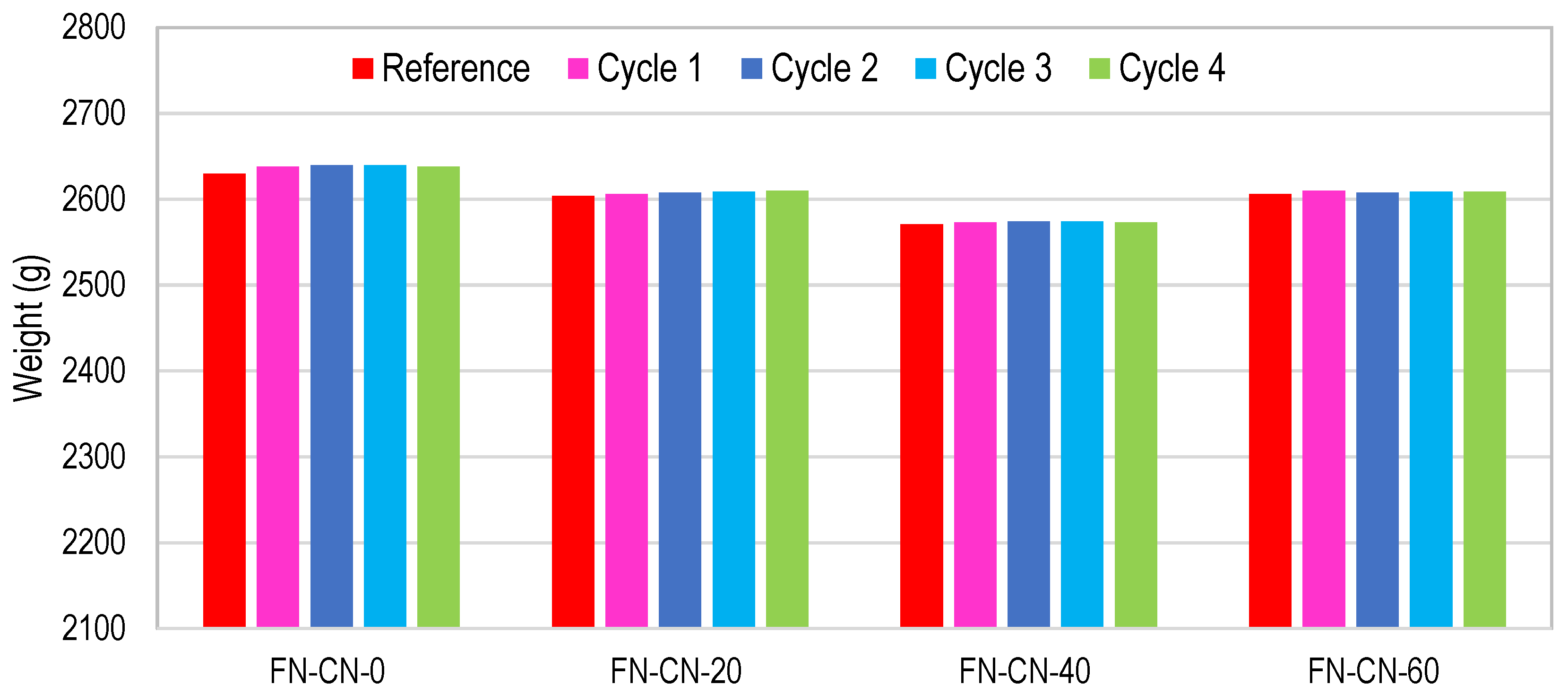
3.2.7. Cyclic Ponding in Supersaturated Brine Solution
4. Conclusions and Recommendations
- Due to the higher bulk density of fine RCA as compared to fine RBA, the HRAC containing fine RCA exhibited the maximum density. This showed that RAC with lower weight can be designed using fine BRA.
- Although the compressive strength and MOE of RAC decreased with the replacement of cement with fly ash, a replacement level up to 60% resulted in a compressive strength satisfying the minimum requirement of 13.4 MPa.
- The compressive strength of hybrid recycled aggregate concrete is greatly affected by the proportion of coarse recycled brick and concrete aggregates. The least compressive strength was achieved when 60% of coarse RBAs were used, along with 40% of coarse RCAs.
- The 20% replacement of cement with fly ash resulted in acceptable mechanical and durability properties of concrete intended to be used for making concrete bricks, along with a reduction in cement content which is a source of CO2 emissions. Hence, strong, durable as well as relatively green concrete can be designed using a 20% replacement of cement with fly ash.
- The modulus of rupture of HRAC was affected by the type of fine aggregate; the least value of MOR was exhibited by HRAC containing fine RBA and fly ash as a partial replacement for cement.
- The use of fine recycled brick aggregates helped to improve the compressive strength and durability of concrete, as compared to fine recycled concrete aggregates; however, it had a negative impact on the water absorption capacity of concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alexander, M.; Mindess, S. Aggregates in Concrete; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Monteiro, P.J.; Miller, S.A.; Horvath, A. Towards sustainable concrete. Nat. Mater. 2017, 16, 698–699. [Google Scholar] [CrossRef]
- Aneke, F.I.; Shabangu, C. Green-efficient masonry bricks produced from scrap plastic waste and foundry sand. Case Stud. Constr. Mater. 2021, 14, e00515. [Google Scholar] [CrossRef]
- Khitab, A.; Riaz, M.S.; Jalil, A.; Khan, R.B.N.; Anwar, W.; Khan, R.A.; Arshad, M.T.; Kirgiz, M.S.; Tariq, Z.; Tayyab, S. Manufacturing of clayey bricks by synergistic use of waste brick and ceramic powders as partial replacement of clay. Sustainability 2021, 13, 10214. [Google Scholar] [CrossRef]
- Warburton, R. Global Warming Has Concrete Problem When It Comes to CO2. EcoRi News, 25 October 2019. [Google Scholar]
- Commission, N.P. Post Disaster Needs Assessment; Government of Nepal: Kathmandu, Nepal, 2015. [Google Scholar]
- Nadeem, K.; Shahzad, S.; Hassan, A.; Usman Younus, M.; Asad Ali Gillani, S.; Farhan, K. Municipal solid waste generation and its compositional assessment for efficient and sustainable infrastructure planning in an intermediate city of Pakistan. Environ. Technol. 2023, 44, 3196–3214. [Google Scholar] [CrossRef]
- Iqbal, K.; Baig, M. Quantitative and Qualitative Estimation of Construction Waste Material in Punjab Province of Pakistan. Am. J. Agric. Environ. Sci. 2016, 16, 770–779. [Google Scholar]
- Hossain, M.U.; Poon, C.S.; Lo, I.M.; Cheng, J.C. Comparative environmental evaluation of aggregate production from recycled waste materials and virgin sources by LCA. Resour. Conserv. Recycl. 2016, 109, 67–77. [Google Scholar] [CrossRef]
- Attri, G.K.; Gupta, R.; Shrivastava, S. Impact of recycled concrete aggregate on mechanical and durability properties of concrete paver blocks. Mater. Today Proc. 2021, 42, 975–981. [Google Scholar] [CrossRef]
- Ahmad, M.; Hameed, R.; Shahzad, S.; Sohail, M.G. Performance evaluation of loadbearing compressed fully recycled aggregate concrete bricks. Structures 2023, 55, 1235–1249. [Google Scholar] [CrossRef]
- Farooq, M.U.; Hameed, R.; Tahir, M.; Sohail, M.G.; Shahzad, S. Mechanical and durability performance of 100% recycled aggregate concrete pavers made by compression casting. J. Build. Eng. 2023, 73, 106729. [Google Scholar] [CrossRef]
- Xiao, J.; Li, J.; Zhang, C. Mechanical properties of recycled aggregate concrete under uniaxial loading. Cem. Concr. Res. 2005, 35, 1187–1194. [Google Scholar] [CrossRef]
- Sasanipour, H.; Aslani, F. Durability properties evaluation of self-compacting concrete prepared with waste fine and coarse recycled concrete aggregates. Constr. Build. Mater. 2020, 236, 117540. [Google Scholar] [CrossRef]
- Singh, A.; Miao, X.; Zhou, X.; Deng, Q.; Li, J.; Zou, S.; Duan, Z. Use of recycled fine aggregates and recycled powders in sustainable recycled concrete. J. Build. Eng. 2023, 77, 107370. [Google Scholar] [CrossRef]
- Reddy, S.V.; Tarun, N.; Basutkar, S.; Wali, R.S.; Renukadevi, M. Influence of brick waste and brick waste fines as fine aggregate on the properties of paver blocks–Preliminary investigation. Mater. Today Proc. 2021, 43, 1496–1502. [Google Scholar]
- Mohammed, T.U.; Hasnat, A.; Awal, M.A.; Bosunia, S.Z. Recycling of brick aggregate concrete as coarse aggregate. J. Mater. Civ. Eng. 2015, 27, B4014005. [Google Scholar] [CrossRef]
- Yang, X.; Jin, C.; Liu, T.; Jiang, J.; Mao, N.; Huang, J.; Wu, Y.; Lu, Z.; Li, J. Effect of brick-based construction and demolition waste on the performance and microstructure of lightweight aggregate concrete. J. Build. Eng. 2023, 78, 107665. [Google Scholar] [CrossRef]
- Ge, Z.; Feng, Y.; Yuan, H.; Zhang, H.; Sun, R.; Wang, Z. Durability and shrinkage performance of self-compacting concrete containing recycled fine clay brick aggregate. Constr. Build. Mater. 2021, 308, 125041. [Google Scholar] [CrossRef]
- Dang, J.; Zhao, J.; Dai Pang, S.; Zhao, S. Durability and microstructural properties of concrete with recycled brick as fine aggregates. Constr. Build. Mater. 2020, 262, 120032. [Google Scholar] [CrossRef]
- Vieira, T.; Alves, A.; De Brito, J.; Correia, J.; Silva, R. Durability-related performance of concrete containing fine recycled aggregates from crushed bricks and sanitary ware. Mater. Des. 2016, 90, 767–776. [Google Scholar] [CrossRef]
- Zong, L.; Fei, Z.; Zhang, S. Permeability of recycled aggregate concrete containing fly ash and clay brick waste. J. Clean. Prod. 2014, 70, 175–182. [Google Scholar] [CrossRef]
- Yu, Y.; Wang, J.; Wang, N.; Wu, C.; Zhang, X.; Wang, D.; Ma, Z. Combined Freeze-Thaw and Chloride Attack Resistance of Concrete Made with Recycled Brick-Concrete Aggregate. Materials 2021, 14, 7267. [Google Scholar] [CrossRef]
- Gayarre, F.L.; González, J.S.; Pérez, C.L.-C.; López, M.A.S.; Ros, P.S.; Martinez-Barrera, G. Shrinkage and creep in structural concrete with recycled brick aggregates. Constr. Build. Mater. 2019, 228, 116750. [Google Scholar] [CrossRef]
- Huang, W.; Quan, W.; Miao, X.; An, Y.; Sun, W. Study on the compressive mechanical properties of mixed recycled aggregate concrete with silane modified. J. Build. Eng. 2023, 75, 106950. [Google Scholar] [CrossRef]
- Sharma, A.; Shrivastava, N.; Lohar, J. Assessment of geotechnical and geo-environmental behaviour of recycled concrete aggregates, recycled brick aggregates and their blends. Clean. Mater. 2023, 7, 100171. [Google Scholar] [CrossRef]
- Liu, X.; Wu, J.; Zhao, X.; Yan, P.; Ji, W. Effect of brick waste content on mechanical properties of mixed recycled concrete. Constr. Build. Mater. 2021, 292, 123320. [Google Scholar] [CrossRef]
- Zhang, J.; Li, C.; Ding, L.; Li, J. Performance evaluation of cement stabilized recycled mixture with recycled concrete aggregate and crushed brick. Constr. Build. Mater. 2021, 296, 123596. [Google Scholar] [CrossRef]
- Rani, M.U.; Jenifer, J.M. Mechanical Properties of Concrete with Partial replacement of Portland Cement by Clay brick powder. Int. J. Eng. Res. Technol. 2016, 5, 63–67. [Google Scholar]
- Letelier, V.; Ortega, J.M.; Muñoz, P.; Tarela, E.; Moriconi, G. Influence of waste brick powder in the mechanical properties of recycled aggregate concrete. Sustainability 2018, 10, 1037. [Google Scholar] [CrossRef]
- Reig, L.; Tashima, M.M.; Borrachero, M.; Monzó, J.; Cheeseman, C.; Payá, J. Properties and microstructure of alkali-activated red clay brick waste. Constr. Build. Mater. 2013, 43, 98–106. [Google Scholar] [CrossRef]
- Toledo Filho, R.; Gonçalves, J.; Americano, B.; Fairbairn, E. Potential for use of crushed waste calcined-clay brick as a supplementary cementitious material in Brazil. Cem. Concr. Res. 2007, 37, 1357–1365. [Google Scholar] [CrossRef]
- Rovnaník, P.; Řezník, B.; Rovnaníková, P. Blended alkali-activated fly ash/brick powder materials. Procedia Eng. 2016, 151, 108–113. [Google Scholar] [CrossRef]
- Likes, L.; Markandeya, A.; Haider, M.M.; Bollinger, D.; McCloy, J.S.; Nassiri, S. Recycled concrete and brick powders as supplements to Portland cement for more sustainable concrete. J. Clean. Prod. 2022, 364, 132651. [Google Scholar] [CrossRef]
- Al-Noaimat, Y.A.; Chougan, M.; Al-kheetan, M.J.; Yio, M.H.; Wong, H.S.; Ghaffar, S.H. Upcycling end-of-life bricks in high-performance one-part alkali-activated materials. Dev. Built Environ. 2023, 16, 100231. [Google Scholar] [CrossRef]
- Deng, X.; Li, J.; Lu, Z.; Zhang, J.; Luo, K.; Hou, L.; Niu, Y.; Hu, J.; He, K. Recycled mineral admixtures based on recycled clay brick. J. Build. Eng. 2023, 76, 107193. [Google Scholar] [CrossRef]
- C150/C150M-20; Standard Specification for Portland Cement. ASTM: West Conshohocken, PA, USA, 2020.
- C33/C33M; Standard Specification for Concrete Aggregates. American Society for Testing and Materials: Philadelphia, PA, USA, 2003.
- C127; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. ASTM: West Conshohocken, PA, USA, 2015.
- C128; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate. ASTM: West Conshohocken, PA, USA, 2015.
- C29/C29M-07; Standard Test Method for Bulk Density (“Unit Weight”) and Voids in Aggregate. American Society for Testing and Materials, Annual Book: West Conshohocken, PA, USA, 2009.
- BS 812-111:1990; Testing Aggregates-Methods for Determination of Ten Percent Fines Value (TFV). British Standards Institution: London, UK, 1990.
- BS 812; Testing Aggregates—Part 112, Methods for Determination of Aggregate Impact Value. British Standards Institution: London, UK, 1990.
- BS 812-110:1990; Testing Aggregates. Methods for Determination of Aggregate Crushing Value (ACV). British Standard Institution (BSI): London, UK, 1990.
- C-131; Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. ASTM Designation. American Society for Testing Materials Philadelphia: West Conshohocken, PA, USA, 2014.
- C39/C39M-01; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials: West Conshohocken, PA, USA, 2001.
- C469/C469M-14; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM: West Conshohocken, PA, USA, 2010; Volume 469.
- C78; Standard Test Method for Flexural Strength of Concrete. ASTM International: West Conshohocken, PA, USA, 2016.
- C642; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM, ASTM International: West Conshohocken, PA, USA, 2013.
- Ali, Y.A.; Fahmy, E.H.; AbouZeid, M.N.; Shaheen, Y.B.; Mooty, M.N.A. Use of expanded polystyrene wastes in developing hollow block masonry units. Constr. Build. Mater. 2020, 241, 118149. [Google Scholar] [CrossRef]
- Meng, T.; Yang, X.; Wei, H.; Meng, R.; Zhou, W. Study of the relationship between the water binder ratio and strength of mixed recycled aggregate concrete based on brick content. Constr. Build. Mater. 2023, 394, 132148. [Google Scholar] [CrossRef]
- Xu, Z.; Zhu, Z.; Zhao, Y.; Guo, Z.; Chen, G.; Liu, C.; Gao, J.; Chen, X. Production of sustainable plastering mortar containing waste clay brick aggregates. Case Stud. Constr. Mater. 2022, 16, e01120. [Google Scholar] [CrossRef]
- C90-21; Standard Specification for Loadbearing Concrete Masonry Units. ASTM: West Conshohocken, PA, USA, 2021.
- C55-17; Standard Specification for Concrete Building Brick. ASTM: West Conshohocken, PA, USA, 1997; Volume 4, pp. 29–30.
- Ghosh, S.; Samanta, A.K. Utilization of recycled refractory brick as fine aggregate on various properties of sustainable concrete. Mater. Today Proc. 2023; in press. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Testing Standard | NAs | RCAs | RBAs | |||
|---|---|---|---|---|---|---|---|
| Coarse | Fine | Coarse | Fine | Coarse | Fine | ||
| Bulk oven-dry specific gravity | ASTM C127 [39] and ASTM C128 [40] | 2.7 | 2.58 | 2.21 | 2.05 | 2.1 | - |
| Water absorption (%) | ASTM C127 [39] and ASTM C128 [40] | 1.9 | 2.3 | 8.7 | 10.4 | 13.5 | 16.1 |
| Rodded bulk density (kg/m3) | ASTM C29 [41] | 1532.6 | 1654.6 | 1321 | 1426.3 | 1310 | 1390 |
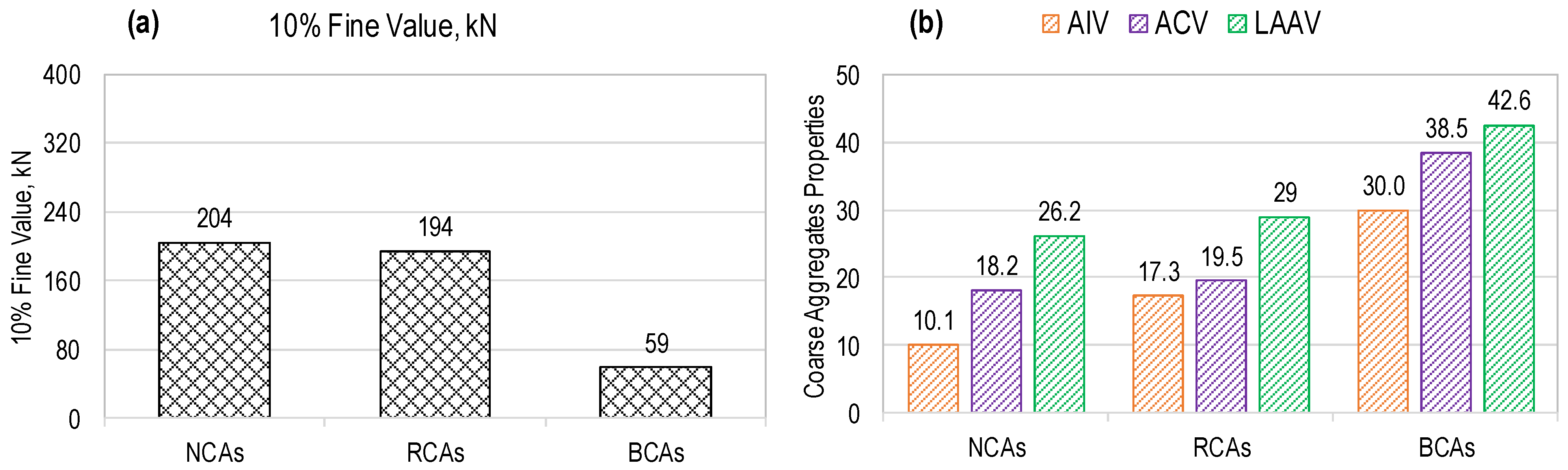
| 10% fine value, (kN) | BS 812-111 [42] | 204 | - | 194 | - | 59 | - |
| Aggregate impact value (AIV), (%) | BS 812-112 [43] | 10.1 | - | 17.3 | - | 30.0 | - |
| Aggregate crushing value (ACV), (%) | BS 812-110 [44] | 18.2 | - | 19.5 | - | 38.5 | - |
| Los Angeles abrasion value (LAAV), (%) | ASTM C131 [45] | 26.2 | - | 29 | - | 42.6 | - |
| Mix ID | Cement (Volume Fraction) | Fly Ash (Volume Fraction) | Fine Aggregates (Volume Fraction, Vf) | Coarse Aggregate (Volume Fraction, Vf) | ||
|---|---|---|---|---|---|---|
| RCA | RBA | RCA | RBA | |||
| M-1 | 17% | ---- | 33% | ---- | 50% | ---- |
| M-2 | 40% | 10% | ||||
| M-3 | 30% | 20% | ||||
| M-4 | 20% | 30% | ||||
| M-5 | 10% | 40% | ||||
| M-6 | ---- | 50% | ||||
| M-7 | 17% | ---- | ---- | 33% | 50% | ---- |
| M-8 | 40% | 10% | ||||
| M-9 | 30% | 20% | ||||
| M-10 | 20% | 30% | ||||
| M-11 | 10% | 40% | ||||
| M-12 | ---- | 50% | ||||
| M-13 | 13.6% | 3.4% | 33% | ---- | 50% | ---- |
| M-14 | 40% | 10% | ||||
| M-15 | 30% | 20% | ||||
| M-16 | 20% | 30% | ||||
| M-17 | 10% | 40% | ||||
| M-18 | ---- | 50% | ||||
| M-19 | 13.6% | 3.4% | ---- | 33% | 50% | ---- |
| M-20 | 40% | 10% | ||||
| M-21 | 30% | 20% | ||||
| M-22 | 20% | 30% | ||||
| M-23 | 10% | 40% | ||||
| M-24 | ---- | 50% | ||||
| M-25 | 10.2% | 6.8% | 33% | ---- | 50% | ---- |
| M-26 | 40% | 10% | ||||
| M-27 | 30% | 20% | ||||
| M-28 | 20% | 30% | ||||
| M-29 | 10% | 40% | ||||
| M-30 | ---- | 50% | ||||
| M-31 | 10.2% | 6.8% | ---- | 33% | 50% | ---- |
| M-32 | 40% | 10% | ||||
| M-33 | 30% | 20% | ||||
| M-34 | 20% | 30% | ||||
| M-35 | 10% | 40% | ||||
| M-36 | ---- | 50% | ||||
| M-37 | 6.8% | 10.2% | 33% | ---- | 50% | ---- |
| M-38 | 40% | 10% | ||||
| M-39 | 30% | 20% | ||||
| M-40 | 20% | 30% | ||||
| M-41 | 10% | 40% | ||||
| M-42 | ---- | 50% | ||||
| M-43 | 6.8% | 10.2% | ---- | 33% | 50% | ---- |
| M-44 | 40% | 10% | ||||
| M-45 | 30% | 20% | ||||
| M-46 | 20% | 30% | ||||
| M-47 | 10% | 40% | ||||
| M-48 | ---- | 50% | ||||
| Mix ID | Designation | Cement | Fly Ash | Type of Fine Aggregate & Vf | Coarse Aggregate, Vf | ||
|---|---|---|---|---|---|---|---|
| RBAs | RCAs | NAs | |||||
| M-1 | FRB-CHR-0 | 17% | ---- | RBAs & 33% | 30% | 20% | 0% |
| M-2 | FRB-CHR-20 | 13.6% | 3.4% | 30% | 20% | 0% | |
| M-3 | FRB-CHR-40 | 10.2% | 6.8% | 30% | 20% | 0% | |
| M-4 | FRB-CHR-60 | 6.8% | 10.2% | 30% | 20% | 0% | |
| M-5 | FRC-CHR-0 | 17% | ---- | RCAs & 33% | 30% | 20% | 0% |
| M-6 | FRC-CHR-20 | 13.6% | 3.4% | 30% | 20% | 0% | |
| M-7 | FRC-CHR-40 | 10.2% | 6.8% | 30% | 20% | 0% | |
| M-8 | FRC-CHR-60 | 6.8% | 10.2% | 30% | 20% | 0% | |
| M-9 | FN-CN-0 | 17% | ---- | NAs & 33% | 0% | 0% | 50% |
| M-10 | FN-CN-20 | 13.6% | 3.4% | 0% | 0% | 50% | |
| M-11 | FN-CN-40 | 10.2% | 6.8% | 0% | 0% | 50% | |
| M-12 | FN-CN-60 | 6.8% | 10.2% | 0% | 0% | 50% | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hameed, R.; Tahir, M.; Abbas, S.; Sheikh, H.U.; Kazmi, S.M.S.; Munir, M.J. Mechanical and Durability Characterization of Hybrid Recycled Aggregate Concrete. Materials 2024, 17, 1571. https://doi.org/10.3390/ma17071571
Hameed R, Tahir M, Abbas S, Sheikh HU, Kazmi SMS, Munir MJ. Mechanical and Durability Characterization of Hybrid Recycled Aggregate Concrete. Materials. 2024; 17(7):1571. https://doi.org/10.3390/ma17071571
Chicago/Turabian StyleHameed, Rashid, Muhammad Tahir, Safeer Abbas, Haseeb Ullah Sheikh, Syed Minhaj Saleem Kazmi, and Muhammad Junaid Munir. 2024. "Mechanical and Durability Characterization of Hybrid Recycled Aggregate Concrete" Materials 17, no. 7: 1571. https://doi.org/10.3390/ma17071571
APA StyleHameed, R., Tahir, M., Abbas, S., Sheikh, H. U., Kazmi, S. M. S., & Munir, M. J. (2024). Mechanical and Durability Characterization of Hybrid Recycled Aggregate Concrete. Materials, 17(7), 1571. https://doi.org/10.3390/ma17071571