


Enhancing the Tribological Properties of Low-Density Polyethylene Using Hard Carbon Microfillers



Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation and Characterization of LDPE/CS
2.2. Thermal Characterization
2.3. Mechanical Characterization
2.4. Tribology Experiments
3. Results and Discussion
3.1. Morphology and Structural Characterization of LDPE/CS
3.2. Thermal Characterization
3.3. Mechanical Characterization
3.4. Tribological Studies
3.4.1. Friction Study on LDPE/CS Composites
- 1.
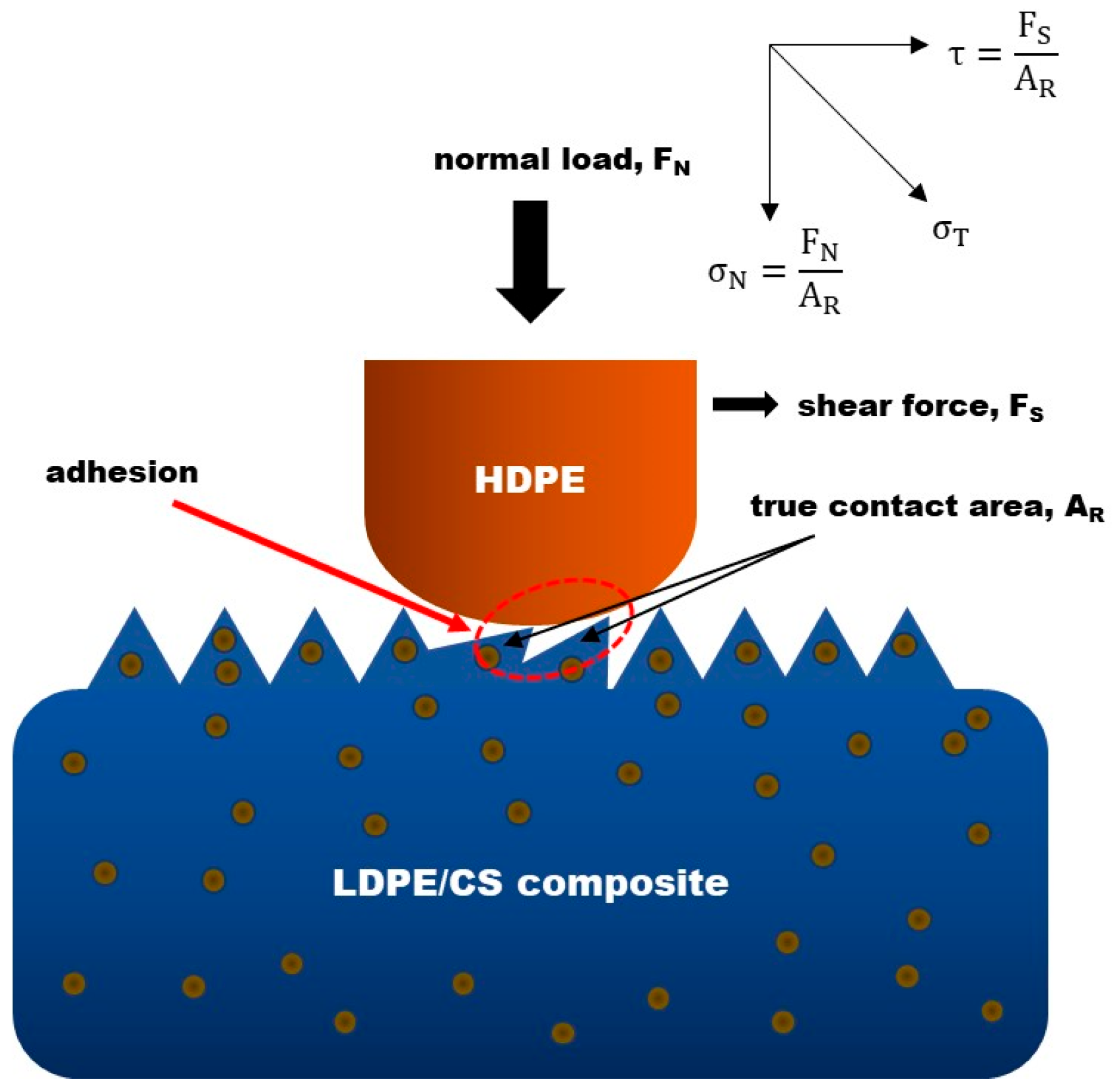
- Dry friction model around asperity contact
- 2.
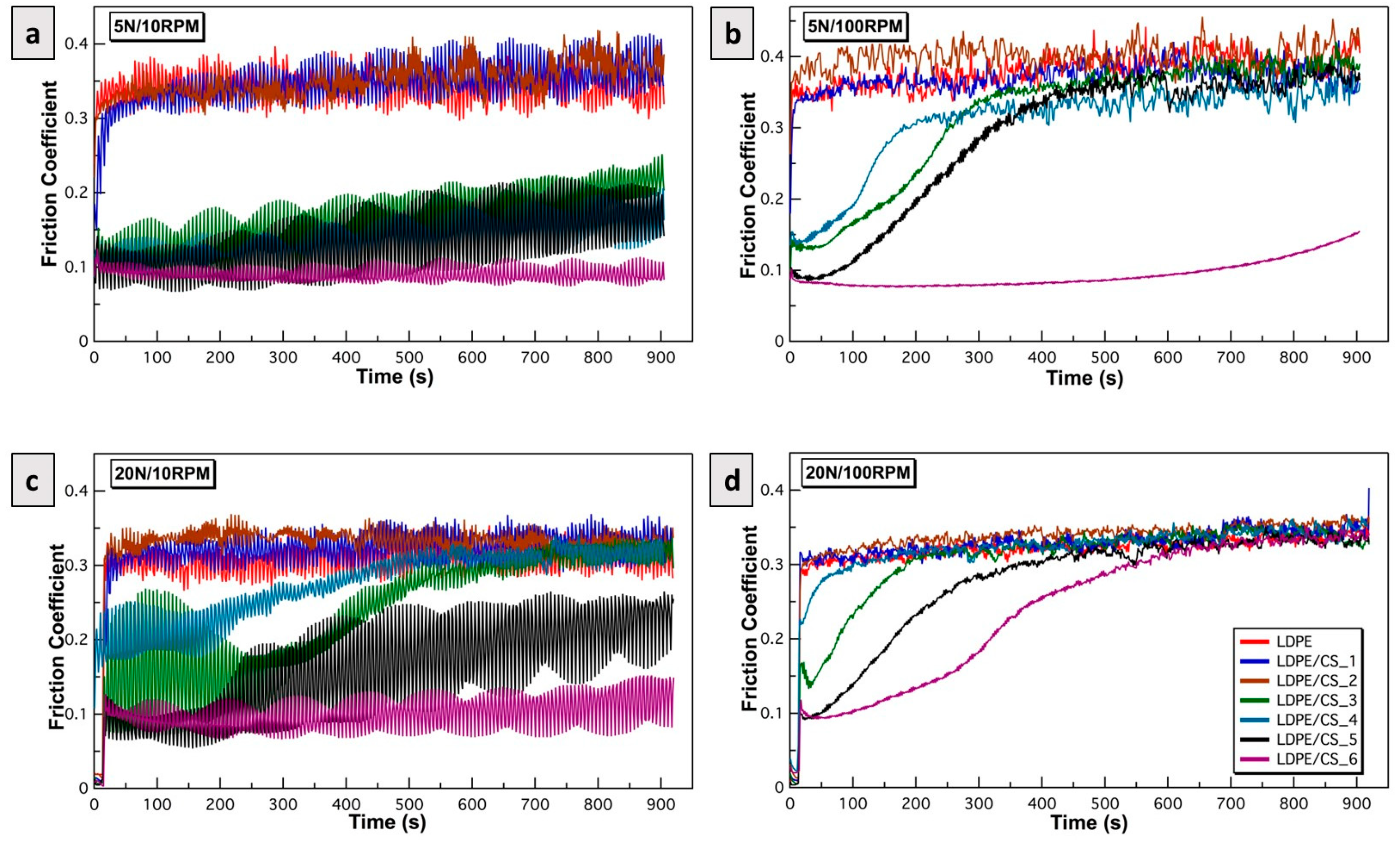
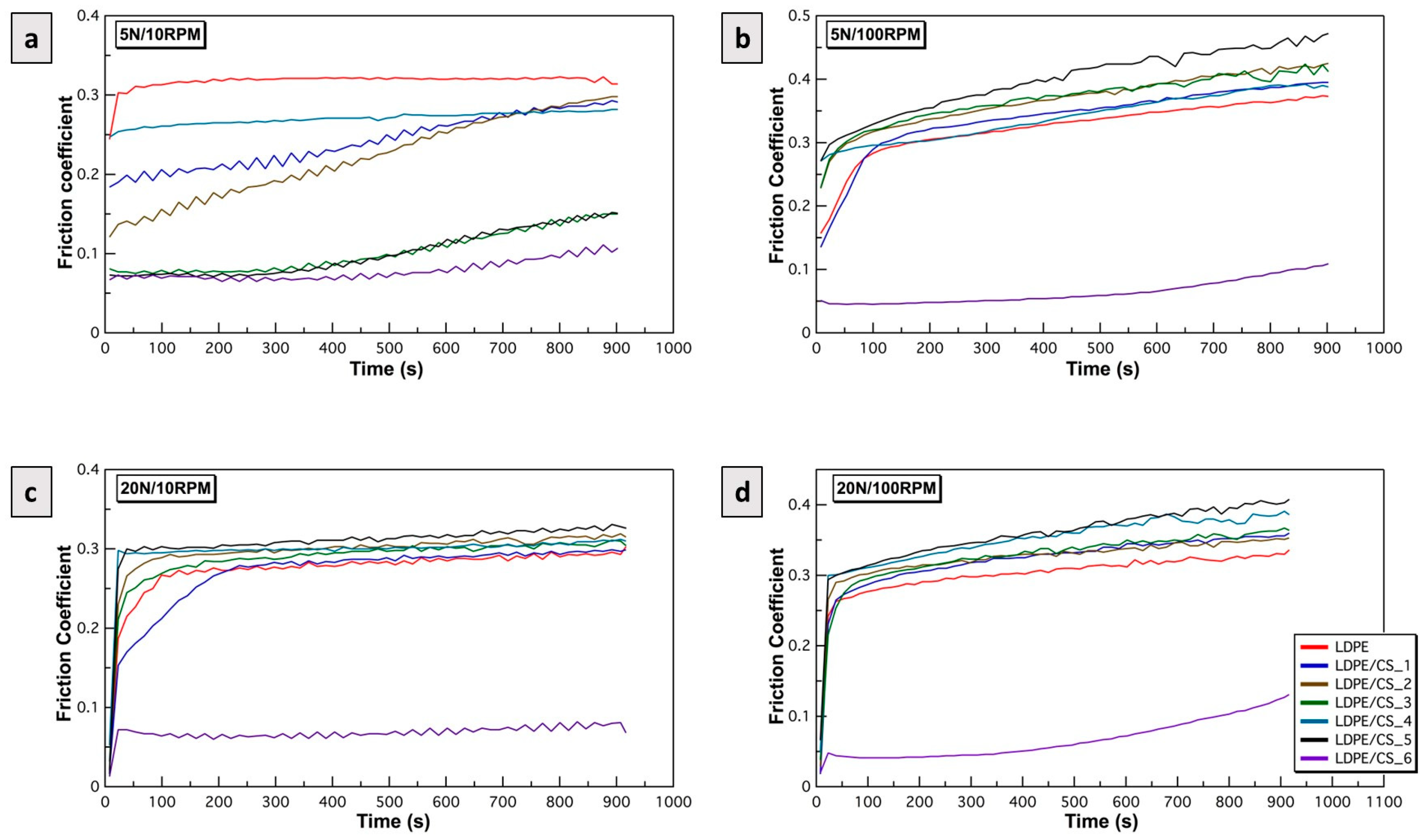
- Influence of load and speed vs. particle concentration on friction coefficient
- 3.
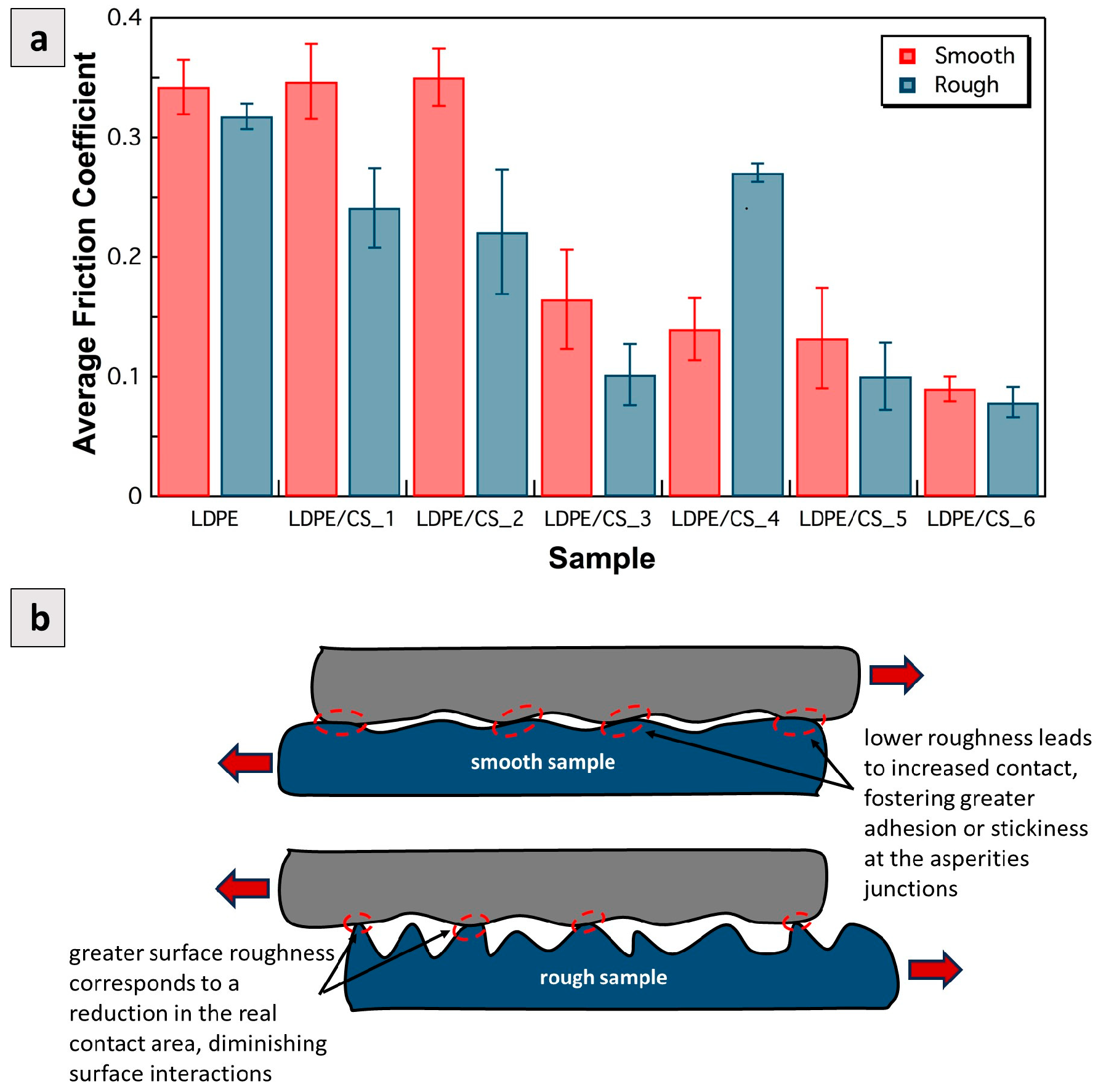
- Influence of roughness vs. particle concentration on friction coefficient
3.4.2. Wear Study on LDPE/CS Composites
4. Conclusions
- ▪
- Analysis through scanning electron microscopy and Raman spectroscopy confirmed the presence of CSs in LDPE, while X-ray diffraction results indicated that the intrinsic structure of LDPE remained unaffected by the addition of CSs.
- ▪
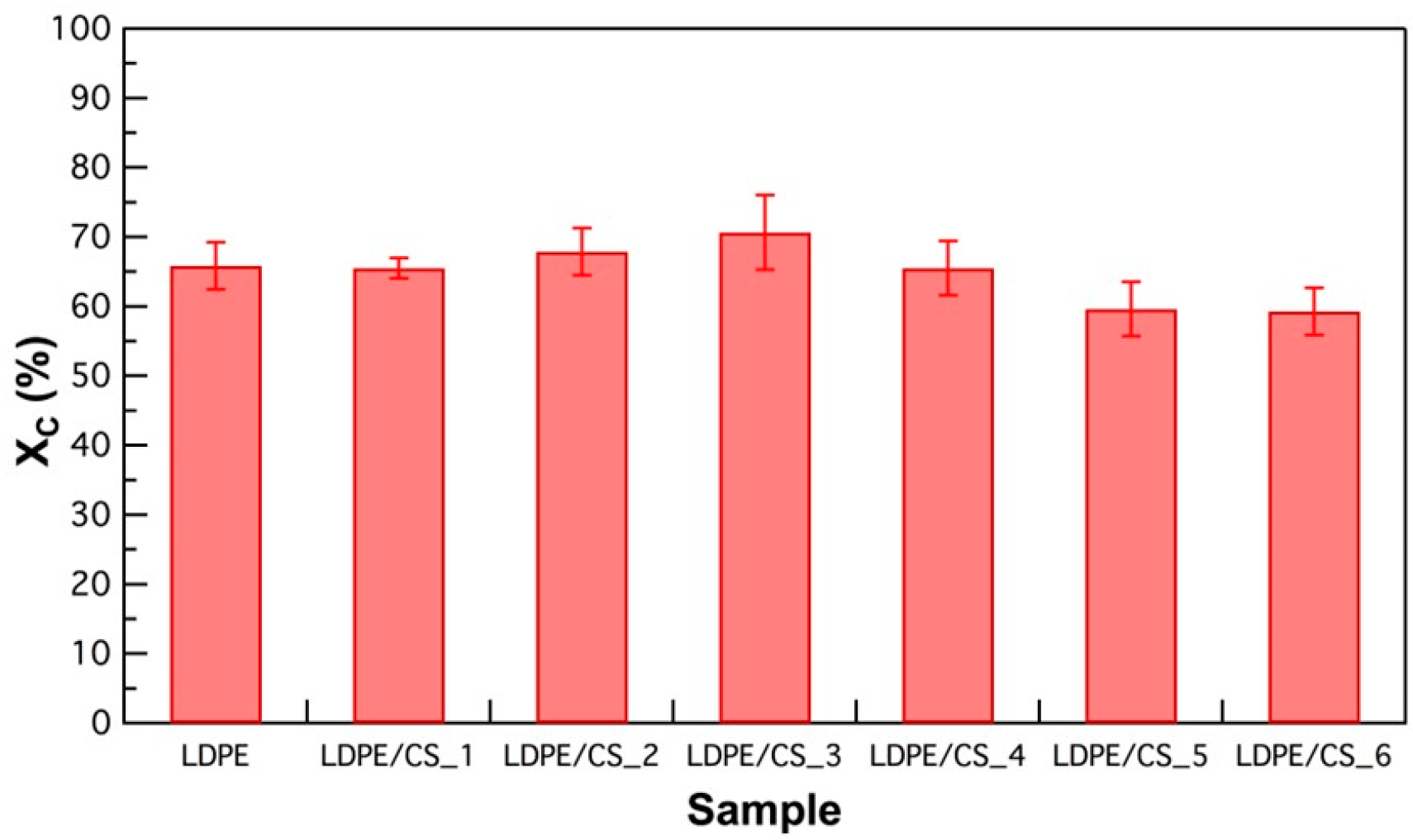
- Thermal assessments from differential scanning calorimetry and thermogravimetric analysis revealed enhanced thermal properties in the composites. The crystallinity increased marginally with CS content up to 1 wt.%, suggesting that they acted as nucleation sites for crystallization. However, with increased particle content crystallinity reduces, possibly due to the particles inhibiting crystal growth and chain mobility. In addition, the composites demonstrated improved thermal stability owing to the strong interactions between particles and polymer, which slows down degradation.
- ▪
- The mechanical tests revealed notable enhancements in the Young’s modulus, with improvements of up to 24%, and Shore D hardness, showing increases of up to 4% in the composites. These findings suggest the effective dispersion and interfacial interaction of the hard carbon spheres (CSs) with LDPE, resulting in a stiffer composite material.
- ▪
- Comprehensive friction and wear studies were conducted under various conditions, including load, speed, and sample surface roughness, to discern the impact of these parameters and particle concentration on the friction coefficient and wear resistance. Surfaces with higher roughness were found to reduce friction due to decreased adhesive forces resulting from a smaller contact area. On the other hand, elevated load and speed increased resultant stress on surface asperities.
- ▪
- The advantages of incorporating carbon sphere (CS) fillers became apparent in composites with a particle concentration of 1 wt.% and higher. This was attributed to the interruption of interactions at adhesive junctions, along with the reinforcing properties of the particles, enabling them to withstand deformation and resist fatigue and adhesive failure at asperities.
- ▪
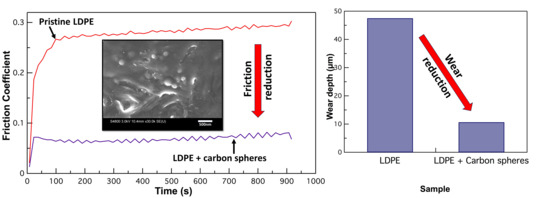
- The LDPE/CS_6 sample, with a CS loading of 8 wt.%, outperformed other composites in terms of friction values, representing a remarkable 75% reduction and exhibiting the lowest wear depth, indicating a 78% reduction compared to pristine LDPE. These findings suggest the potential of LDPE/CS composites for applications requiring robust, low-friction, and wear-resistant materials, particularly in biomedical and automotive sectors. This composite can also prove to be exceptionally valuable in dry condition applications, such as in space exploration. Additionally, the insights into the forces and mechanisms behind friction and wear reduction can guide the design of other polymer composites for diverse operating conditions.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Okamura, T. Polyethylene (PE; Low Density and High Density). In Encyclopedia of Polymeric, Nanomaterials; Kobayashi, S., Müllen, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Soni, A.; Das, P.K.; Yusuf, M. An experimental investigation on physical-mechanical-tribological performance of thermoplastic composites with partial sand replacements. Mater. Werkst. 2022, 53, 1028–1042. [Google Scholar] [CrossRef]
- Obada, D.O.; Salami, K.A.; Oyedeji, A.N.; Ocheme, F.U.; Okafor, C.A.; Umaru, S.; Egbo, C.A. Physico-chemical and mechanical properties of coir-coconut husk reinforced LDPE composites: Influence of long term acid ageing. Iran. Polym. J. 2023, 32, 115–123. [Google Scholar] [CrossRef]
- Suner, S.; Joffe, R.; Tipper, J.L.; Emami, N. Ultra high molecular weight polyethylene-graphene oxide nanocomposites-thermal, mechanical and wetting properties. Compos. Part B 2015, 78, 185–191. [Google Scholar] [CrossRef]
- Xu, X.; Wang, T. Electrical and rheological properties of carbon black and carbon fiber filled low-density polyethylene/ethylene vinyl acetate composites. Sci. Eng. Compos. Mater. 2018, 25, 715–723. [Google Scholar] [CrossRef]
- Brostow, W.; Buchman, A.; Buchman, E.; Olea-Mejia, O. Microhybrids of metal powder incorporated in polymeric matrices: Friction, mechanical behavior, and microstructure. Polym. Eng. Sci. 2008, 48, 1977–1981. [Google Scholar] [CrossRef]
- Liu, S.; Yan, H.; Fang, Z.; Wang, H. Effect of graphene nanosheets on morphology, thermal stability and flame retardancy of epoxy resin. Compos. Sci. Technol. 2014, 90, 40–47. [Google Scholar] [CrossRef]
- Song, J.; Dai, Z.; Nan, F.; Li, J.; Zhao, H.; Wang, L. Dopamine-modified nanographite as reinforcing filler for epoxy nanocomposite. J. Compos. Mater. 2018, 53, 1671–1679. [Google Scholar] [CrossRef]
- Puertolas, J.A.; Anson-Casaos, A. Tribological and mechanical properties of graphene nanoplatelet-PEEK composites. Carbon 2019, 141, 107–122. [Google Scholar] [CrossRef]
- Wang, H.; Qi, X.; Liang, L.; Wang, Y.; Zhang, J.; Meng, X. Tribological properties of graphene oxide reinforced PPTA/PTFE composites. J. Mater. Res. Technol. 2023, 23, 3505–3514. [Google Scholar] [CrossRef]
- Nisha, M.S.; Mullai Venthan, S.; Senthil Kumar, P.; Singh, D.; Surasani, V.K. Tribological Properties of Carbon Nanotube and Carbon Nanofiber Blended Polyvinylidene Fluoride Sheets Laminated on Steel Substrates. Int. J. Chem. Eng. 2022, 2022, 3408115. [Google Scholar] [CrossRef]
- Wu, Y.; Dong, C.; Yuan, C.; Bai, X.; Zhang, L.; Tian, Y. MWCNTs filled high-density polyethylene composites to improve tribological performance. Wear 2021, 477, 203776. [Google Scholar] [CrossRef]
- Miao, Y.; Chen, Q.; Li, Y.; Zhuo, D.; Wang, R. Tribological properties of carbon nanotube/polymer composites:A mini-review. Front. Mater. 2023, 10, 1129676. [Google Scholar] [CrossRef]
- Bayraktar, G.; Demirel, B.; Yaras, A.; Akkurt, F.; Ozkan, D.; Er, Y. Tribological, thermal, dynamic and mechanical characteristics of low density polyethylene composites with iron scale. Mater. Today Commun. 2022, 32, 104056. [Google Scholar] [CrossRef]
- Awad, A.H.; Abdellatif, M.H. Assessment of mechanical and physical properties of LDPE reinforced with marble dust. Compos. Part B Eng. 2019, 173, 106948. [Google Scholar] [CrossRef]
- Soni, A.; Das, P.K.; Yusuf, M.; Ridha, S. Tribological behavior of particulates reinforced sustainable composites: Effect of composition, load, and sliding speed. Sustain. Chem. Pharm. 2022, 29, 100748. [Google Scholar] [CrossRef]
- Soni, A.; Das, P.K.; Kumar, S. Experimental Investigations on the Influence of Surface Topography in Sliding Wear Behaviour of Sustainable Polymeric Composites. Russ. J. Nondestruct. Test. 2023, 59, 611–621. [Google Scholar] [CrossRef]
- Alnaser, I.A.; Fouly, A.; Aijaz, M.O.; Mohammed, J.A.; Elsheniti, M.B.; Ragab, S.A.; Abdo, H.S. Enhancing the Tribo-Mechanical Performance of LDPE Nanocomposites Utilizing Low Loading Fraction Al2O3/SiC Hybrid Nanostructured Oxide Fillers. Inorganics 2023, 11, 354. [Google Scholar] [CrossRef]
- Abdo, H.S.; Alnaser, I.A.; Seikh, A.H.; Mohammed, J.A.; Ragab, S.A.; Fouly, A.; Wu, Q. Ecofriendly Biochar as a Low-Cost Solid Lubricating Filler for LDPE Sustainable Biocomposites: Thermal, Mechanical, and Tribological Characterization. Int. J. Polym. Sci. 2023, 2023, 1–13. [Google Scholar] [CrossRef]
- Dhabale, R.; Jatti, V.S. A bio-material: Mechanical behaviour of LDPE-Al2O3-TiO2. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012043. [Google Scholar] [CrossRef]
- Sabet, M.; Soleimani, H. Inclusion of graphene on LDPE properties. Heliyon 2019, 5, e02053. [Google Scholar] [CrossRef]
- Hong, S.H.; Hwang, S.H. Construction, Physical Properties and Foaming Behavior of High-Content Lignin Reinforced Low-Density Polyethylene Biocomposites. Polymer 2022, 14, 2688. [Google Scholar] [CrossRef] [PubMed]
- Prabhu, R.; Mendonca, S.; Darren; Gladson; Bhat, T. Mechanical and Tribological Properties of Injection molded modified CaCO3-PP, LDPE composites. Am. J. Mater. Sci. 2016, 6, 61–66. [Google Scholar] [CrossRef]
- Kayili, M.T.; Çelebi, G.; Guldas, A. Morphological, mechanical, thermal and tribological properties of environmentally friendly construction materials: Recycled LDPE composites filled by blast furnace dust. J. Green Build. 2020, 15, 159–175. [Google Scholar] [CrossRef]
- Alazemi, A.A.; Dysart, A.D.; Pol, V.G. Experimental Investigation of the Mechanical and Surface Properties of Sub-Micron Carbon Spheres. Lubricants 2020, 8, 77. [Google Scholar] [CrossRef]
- Alazemi, A.A. Experimental Study of the Lubrication Mechanism of Micro-Spherical Solid Particles between Flat Surfaces. Lubricants 2021, 9, 81. [Google Scholar] [CrossRef]
- St Dennis, J.E.; Jin, K.; John, V.T.; Pesika, N.S. Carbon microspheres as ball bearings in aqueous-based lubrication. ACS Appl. Mater. Interfaces 2011, 3, 2215–2218. [Google Scholar] [CrossRef] [PubMed]
- He, T.; Chen, N.; Fang, J.; Cai, G.; Wang, J.; Chen, B.; Liang, Q. Micro/nano carbon spheres as liquid lubricant additive: Achievements and prospects. J. Mol. Liq. 2022, 357, 119090. [Google Scholar] [CrossRef]
- Wypych, G. (Ed.) Chapter 5: Physical properties of fillers and filled materials. In Handbook of Fillers, 4th ed.; ChemTec Publishing: Toronto, ON, Canada, 2016; pp. 303–371. [Google Scholar]
- Solomon, S.E.; Doubleday, P.; Landry, J.; John, V.T.; Pesika, N.S. Lubrication mechanisms of dispersed carbon microspheres in boundary through hydrodynamic lubrication regimes. J. Colloid Interface Sci. 2023, 650, 1801–1810. [Google Scholar] [CrossRef]
- Bogoeva-Gaceva, G.; Dimeski, D.; Srebrenkoska, V. Friction mechanism of polymers and their composite. Maced. J. Chem. Chem. Eng. 2018, 37, 1–11. [Google Scholar] [CrossRef]
- Kovalev, A.; Sturm, H. Polymer Adhesion. In Encyclopedia of Tribology; Springer: Boston, MA, USA, 2013. [Google Scholar]
- Bartenev, G.M.; Lavrentev, V.V.; Payne, D.B.; Lee, L.-H.; Ludema, K.C. (Eds.) Chapter 6 Wear of Polymers. In Friction and Wear of Polymers; Elsevier Scientific Publishing Company: Amsterdam, The Netherlands, 1981; pp. 202–260. [Google Scholar]
- Tian, J.; Qi, X.; Li, C.; Xian, G. Friction behaviors and wear mechanisms of multi-filler reinforced epoxy composites under dry and wet conditions: Effects of loads, sliding speeds, temperatures, water lubrication. Tribol. Int. 2023, 179, 108148. [Google Scholar] [CrossRef]
- Cheng, G.; Dong, L.; Kamboj, L.; Khosla, T.; Wang, X.; Zhang, Z.; Guo, L.; Pesika, N.; Ding, J. Hydrothermal Synthesis of Monodisperse Hard Carbon Spheres and Their Water-Based Lubrication. Tribol. Lett. 2017, 65, 141. [Google Scholar] [CrossRef]
- Cheng, G.; Jiang, S.; Khosla, T.; Pesika, N.S.; Ding, J.; Zhang, Y.; Wang, Y. Synthesis of Hard Carbon/Iron Microspheres and Their Aqueous-Based Tribological Performance Under Magnetic Field. Tribol. Lett. 2016, 64, 48. [Google Scholar] [CrossRef]
- Kong, Y.; Hay, J.N. The measurement of the crystallinity of polymers by DSC. Polymers 2002, 43, 3873–3878. [Google Scholar] [CrossRef]
- Wunderlich, B. Thermal Characterization of Polymeric Materials, 2nd ed.; Academic Press: New York, NY, USA, 1997; Volume 1. [Google Scholar]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- Osswald, T. Mechanical Behavior of Polymers. In Understanding Polymer Processing-Processes and Governing Equations; Hanser Publications: Liberty Twp, OH, USA, 2011. [Google Scholar]
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Zhang, C.C.; Hartlaub, S.; Petrovic, I.; Yilmaz, B. Raman Spectroscopy Characterization of Amorphous Coke Generated in Industrial Processes. ACS Omega 2022, 7, 2565–2570. [Google Scholar] [CrossRef] [PubMed]
- Xin, F.; Li, L.; Chan, S.H.; Zhao, J. Influences of carbon fillers on electrical conductivity and crystallinity of polyethylene terephthalate. J. Compos. Mater. 2011, 46, 1091–1099. [Google Scholar] [CrossRef]
- Iji, M.; Hamza, A.; Okpanachi, C. Effect of filler type on crystallinity of low-density polyethylene composites. J. Chem. Lett. 2020, 1, 155–159. [Google Scholar]
- Li, J.; Wang, Y.; Wang, X.; Wu, D. Crystalline Characteristics, Mechanical Properties, Thermal Degradation Kinetics and Hydration Behavior of Biodegradable Fibers Melt-Spun from Polyoxymethylene/Poly(l-lactic acid) Blends. Polymer 2019, 11, 1753. [Google Scholar] [CrossRef] [PubMed]
- Al-Jumaili, S.K.; Alkaron, W.A.; Atshan, M.Y. Mechanical, thermal, and morphological properties of low-density polyethylene nanocomposites reinforced with montmorillonite: Fabrication and characterizations. Cogent Eng. 2023, 10, 2204550. [Google Scholar] [CrossRef]
- Quaglini, V.; Dubini, P. Friction of Polymers Sliding on Smooth Surfaces. Adv. Tribol. 2011, 2011, 178943. [Google Scholar] [CrossRef]
- Golchin, A.; Nguyen, T.D.; De Baets, P.; Glavatskih, S.; Prakash, B. Effect of Shaft Roughness and Pressure on Friction of Polymer Bearings in water. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 371–381. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | CS Loading (wt.%) |
|---|---|
| LDPE | 0 |
| LDPE/CS_1 | 0.25 |
| LDPE/CS_2 | 0.5 |
| LDPE/CS_3 | 1 |
| LDPE/CS_4 | 2 |
| LDPE/CS_5 | 4 |
| LDPE/CS_6 | 8 |
| Test Type | Top Surface Material | Normal Load (N) | Rotational Speed (RPM) | Sample Surface Roughness, Ra (nm) | Time (h) |
|---|---|---|---|---|---|
| Friction | 5 | 10 | 1670 | 0.25 | |
| 5 | 100 | 1670 | 0.25 | ||
| 20 | 10 | 1670 | 0.25 | ||
| HDPE | 20 | 100 | 1670 | 0.25 | |
| 5 | 10 | 181 | 0.25 | ||
| 5 | 100 | 181 | 0.25 | ||
| 20 | 10 | 181 | 0.25 | ||
| 20 | 100 | 181 | 0.25 | ||
| Wear | SS | 50 | 100 | 181 | 0.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Solomon, S.; Hall, R.; He, J.; John, V.; Pesika, N. Enhancing the Tribological Properties of Low-Density Polyethylene Using Hard Carbon Microfillers. Materials 2024, 17, 1536. https://doi.org/10.3390/ma17071536
Solomon S, Hall R, He J, John V, Pesika N. Enhancing the Tribological Properties of Low-Density Polyethylene Using Hard Carbon Microfillers. Materials. 2024; 17(7):1536. https://doi.org/10.3390/ma17071536
Chicago/Turabian StyleSolomon, Samuel, Rachel Hall, Jibao He, Vijay John, and Noshir Pesika. 2024. "Enhancing the Tribological Properties of Low-Density Polyethylene Using Hard Carbon Microfillers" Materials 17, no. 7: 1536. https://doi.org/10.3390/ma17071536
APA StyleSolomon, S., Hall, R., He, J., John, V., & Pesika, N. (2024). Enhancing the Tribological Properties of Low-Density Polyethylene Using Hard Carbon Microfillers. Materials, 17(7), 1536. https://doi.org/10.3390/ma17071536