
Process Study of Selective Laser Sintering of PS/GF/HGM Composites

Abstract
1. Introduction
2. The Experimental Section
2.1. Experimental Material and Equipment
2.2. Preparation of PS/GF/HGM Composite Powder
2.3. Preparation of Sample
2.4. Performance Testing and Characterization
3. Results
4. Discussion
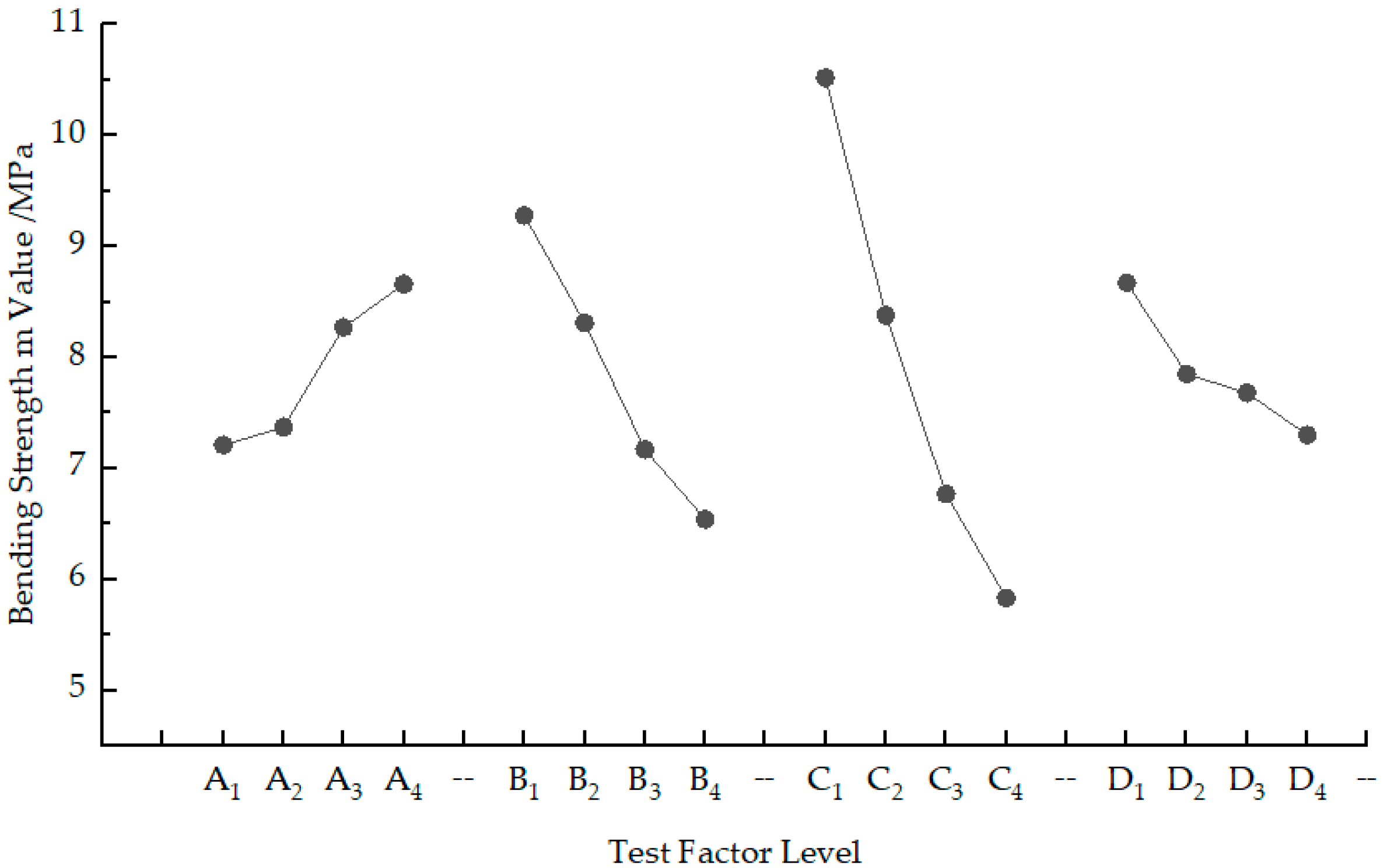
4.1. Analysis of Bending Strength Variance
4.2. Precision Analysis of Variance
4.3. Determine the Best Process Parameter Combination
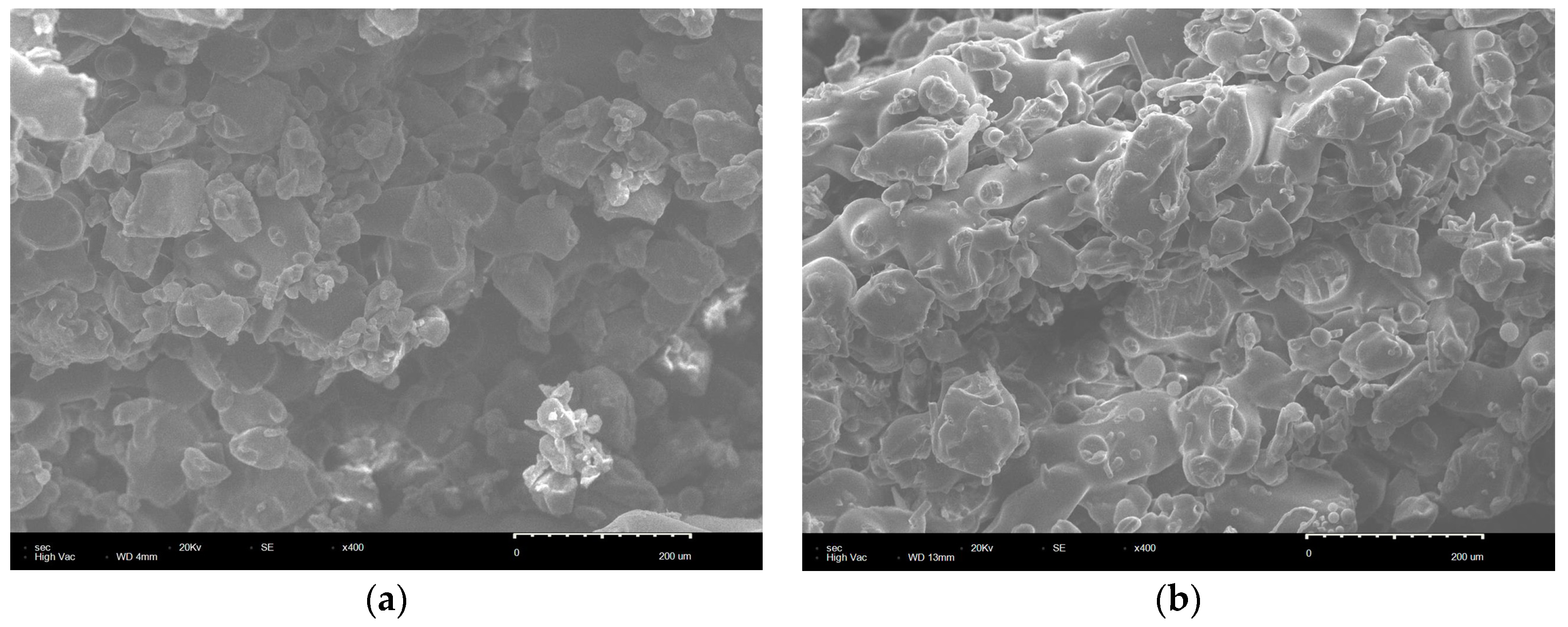
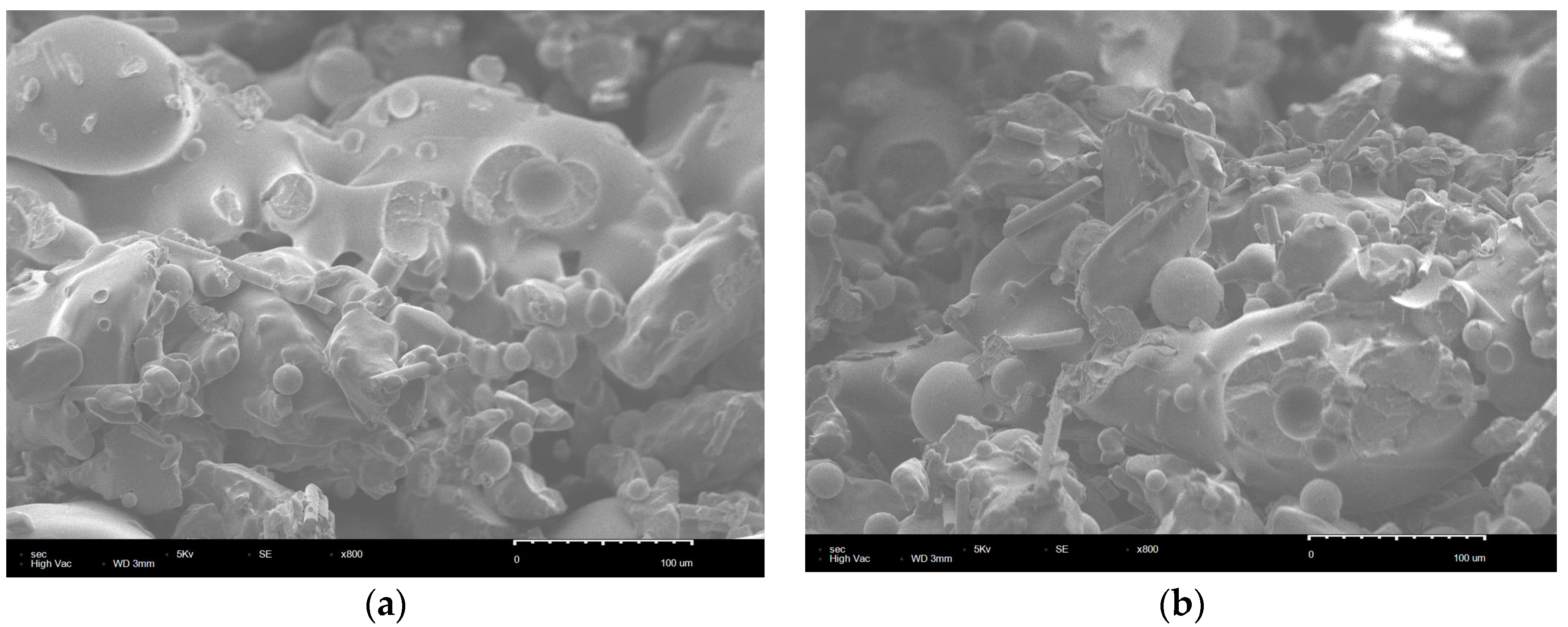
4.4. Microstructure of Sintered Parts
5. Conclusions
- (1)
- Referring to bending strength as the index, the degree of influence of process parameters on PS/GF/HGM composites’ bending strength ranks from highest to lowest as scanning spacing, scanning speed, laser power, and delamination thickness. The optimal combination of process parameters is a laser power of 33 W, scanning speed of 1600mm/s, scanning spacing of 0.15 mm, and delamination thickness of 0.16 mm. At this point in time, sintered parts can achieve a bending strength of 12.06 MPa.
- (2)
- The influence of process parameters on the relative error of Z-dimension in PS/GF/HGM composites, as measured by accuracy, follows the order of scanning spacing, delamination thickness, laser power, and scanning speed. The optimal process parameters for achieving a minimal relative error in the Z-direction size of sintered parts are as follows: laser power at 24 W, scanning speed at 2200 mm/s, scanning spacing at 0.24 mm, and delamination thickness at 0.22 mm. Consequently, the resulting relative error of Z-direction dimensions of sintered parts is −0.67% at this time.
- (3)
- After evaluating the strength and precision of the PS/GF/HGM composite sintered component within the experimental range, the optimal process parameter combination for this part is a laser power of 24 W, scanning speed of 1600 mm/s, scanning spacing of 0.24 mm, and delamination thickness of 0.22 mm. Under these process conditions, the sintered parts exhibit a bending strength of 6.12 MPa and a relative error of Z-dimension at 0.87%, which is 15.69% higher than that of pure polystyrene powder sintered parts, while reducing the relative error by 63.45%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ameen, W.; Ghaleb, A.M.; Alatefi, M.; Alkhalefah, H.; Alahmari, A. An overview of selective laser sintering and melting research using bibliometric indicators. Virtual Phys. Prototyp. 2018, 13, 282–291. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Nat. Sci.-Mater. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Mazzoli, A. Selective laser sintering in biomedical engineering. Med. Biol. Eng. Comput. 2013, 21, 245–256. [Google Scholar] [CrossRef]
- Bracaglia, L.G.; Smith, B.T.; Watson, E.; Arumugasaamy, N.; Mikos, A.G.; Fisher, J.P. 3D Printing for the design and fabrication of polymer-based gradient scaffolds. Acta Biomater. 2017, 56, 3–13. [Google Scholar] [CrossRef]
- Kwon, D.; Park, E.; Ha, S.; Kim, N. Effect of humidity changes on dimensional stability of 3D printed parts by selective laser sintering. Int. J. Precis. Eng. Manuf. 2017, 18, 1275–1280. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Schmid, M.; Wegener, K. Additive manufacturing: Polymers applicable for laser sintering (LS). Procedia Eng. 2016, 149, 457–464. [Google Scholar] [CrossRef]
- Nazemosadat, S.M.; Foroozmehr, E.; Badrossamay, M. Preparation of alumina/polystyrene core-shell composite powder via phase inversion process for indirect selective laser sintering applications. Ceram. Int. 2018, 44, 596–604. [Google Scholar] [CrossRef]
- Yan, C.; Shi, Y.S.; Yang, J.S.; Liu, J.H. Investigation into the selective laser sintering of styrene–acrylonitrile copolymer and postprocessing. Int. J. Adv. Manuf. Technol. 2010, 51, 973–982. [Google Scholar] [CrossRef]
- Parandoush, P.; Tucker, L.; Zhou, C.; Lin, D. Laser assisted additive manufacturing of continuous fiber reinforced thermoplastic composites. Mater. Des. 2017, 131, 186–195. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, M.; Kozior, T. Tensile strength analysis of thin-walled polymer glass fiber reinforced samples manufactured by 3D printing technology. Polymers 2020, 12, 2778. [Google Scholar] [CrossRef] [PubMed]
- Connor, H.J.; Dowlin, D.P. Comparison between the properties of polyamide 12 and glass bead filled polyamide 12 using the multi jet fusion printing process. Addit. Manuf. 2020, 31, 100961. [Google Scholar] [CrossRef]
- Chung, H.; Das, S. Processing and properties of glass bead particulate-filled functionally graded Nylon-11 composites produc-ed by selective laser sintering. Model. Simul. Mater. Sci. 2006, 437, 226–234. [Google Scholar]
- Han, N.; Zhao, X.L.; Thakur, V.K. Adjusting the interfacial adhesion via surface modification to prepare high-performance fibers. Nano Mater. Sci. 2023, 5, 1–14. [Google Scholar] [CrossRef]
- Jing, M.F.; Che, J.J.; Xu, S.M.; Liu, Z.W.; Fu, Q. The effect of surface modification of glass fiber on the performance of poly(lactic acid) composites: Graphene oxide. Appl. Surf. Sci. 2018, 435, 1046–1056. [Google Scholar] [CrossRef]
- Benchouia, H.E.; Guerira, B.; Chikhi, M.; Boussehel, H.; Tedesch, C. An experimental evaluation of a new eco-friendly insulating material based on date palm fibers and polystyrene. J. Build. Eng. 2023, 65, 109–124. [Google Scholar] [CrossRef]
- Rodriguez, C.L.C.; Nunes, M.A.B.S.; Garcia, P.S.; Fechine, G.J.M. Molybdenum disulfide as a filler for a polymeric matrix at an ultralow content: Polystyrene case. Polym. Test. 2021, 93, 106882. [Google Scholar] [CrossRef]
- Russo, P.; Acierno, D.; Rosa, R.; Leonelli, C.; Corradi, A.; Rizzuti, A. Mechanical and dynamic-mechanical behavior and morphology of polystyrene/perovskite composites: Effects of filler size. Surf. Coat. Technol. 2014, 243, 65–70. [Google Scholar] [CrossRef]
- Yang, L.X.; Wang, B.; Zhou, W.M. Study on selective laser sintering of glass fiber reinforced polystyrene. Model. Simul. Mater. Sci. 2017, 274, 168–176. [Google Scholar] [CrossRef]
- Pashmforoush, F.; Ajori, S.; Azimi, H.R. Interfacial characteristics and thermo-mechanical properties of calcium carbonate/polystyrene nanocomposite. Mater. Chem. Phys. 2020, 247, 122871. [Google Scholar] [CrossRef]
- Ali, N.H.; Shihab, S.K.; Mohamed, M.T. Mechanical and physical characteristics of hybrid particles/fibers-polymer composites: A review. Mater. Today Phys. 2022, 62, 178–183. [Google Scholar] [CrossRef]
- Wang, K.J.; Bao, C.; Zhang, C.Y.; Li, Y.H.; Liu, R.Z.; Xu, H.M.; Ma, H.Q.; Man, J.Y.; Song, S.C. Preparation of high-strength Si3N4 antenna window using selective laser sintering. Ceram. Int. 2022, 48, 2903–2911. [Google Scholar] [CrossRef]
- Liu, S.S.; Li, M.; Wu, J.M.; Chen, A.N.; Shi, Y.S.; Li, C.H. Preparation of high-porosity Al2O3 ceramic foams via selective laser sintering of Al2O3 poly-hollow microspheres. Ceram. Int. 2020, 46, 4240–4247. [Google Scholar] [CrossRef]
- Kumara, N.; Kumarb, H.; Khurmic, J.S. Experimental investigation of process parameters for rapid prototyping technique (Selective Laser Sintering) to enhance the part quality of prototype by Taguchi method. Procedia Technol. 2016, 23, 352–360. [Google Scholar] [CrossRef]
- Genna, S. ; Menna, E.; Rubino, G.; Trovalusci, F. Laser machining of silicon carbide: Experimental analysis and multiobjective optimization. Ceram. Int. 2023, 49, 10682–10691. [Google Scholar] [CrossRef]
- Narayana, B.; Venkatesh, S. Parametric optimization For a quality prototype from selectivelaser sintering: Grey Taguchi Method. Mater. Today Phys. 2019, 18, 4271–4280. [Google Scholar]
- Baligidad, S.M.; Chandrasekhar, U.; Elangovan, K.; Shankar, S. Taguchi’s Approach: Design optimization of process parameters in selective inhibition sintering. Mater. Today Phys. 2018, 5, 4778–4786. [Google Scholar] [CrossRef]
- Qadri, S.I.A. A critical study and analysis of process parameters of selective laser sintering Rapid prototyping. Mater. Today Proc. 2022, 49, 1980–1988. [Google Scholar] [CrossRef]
- Korycki, A.; Garnier, C.; Nassiet, V.; Sultan, C.T.; Chabert, F. Optimization of mechanical properties and manufacturing time through experimental and statistical analysis of process parameters in selective laser sintering. Adv. Mater. Sci. Eng. 2022, 18, 252–267. [Google Scholar] [CrossRef]
- Khazaee, S.; Kiani, A.; Badrossamay, M.; Foroozmehr, E. Selective laser sintering of polystyrene: Preserving mechanical properties without post-processing. J. Mater. Eng. Perform. 2021, 30, 3068–3078. [Google Scholar] [CrossRef]
- Imanian, M.E.; Biglari, F.R. Modeling and prediction of surface roughness and dimensional accuracy in SLS 3D printing of PVA/CB composite using the central composite design. J. Manuf. Process 2022, 75, 154–169. [Google Scholar] [CrossRef]
- Qin, X.; Zhang, J. Based on Grey Relational Analysis Research on Fabrication Parameters of Polypropylene Part by Selective Laser Sintering. J. Appl. Biomater. Biom. 2014, 12, 513–517. [Google Scholar] [CrossRef]
- Zeng, Z.; Deng, X.H.; Cui, J.M.; Jiang, H.; Yan, S.; Peng, B. Improvement on Selective Laser Sintering and Post-Processing of Polystyrene. Polymers 2019, 11, 956. [Google Scholar] [CrossRef]
- Brajlih, T.; Kostevsek, U.; Drstvensek, I. Influence of part’s geometrical properties on shrinkage and laser heat affected zone size at selective laser sintering. Rapid Prototyp. J. 2019, 25, 208–220. [Google Scholar] [CrossRef]
- Li, S.C.; Sun, Z.; Xiao, G.; Cai, W.J.; Zhou, L.; Zhang, Y. Research on selective laser sintering process of ternary composite materials (PP/MCMB/CNT). Mater. Today Phys. 2023, 36, 106–118. [Google Scholar] [CrossRef]
- Strobbe, D.; Dadbakhsh, S.; Verbelen, L.; Puyvelde, P.V.; Kruth, J.P. Selective laser sintering of polystyrene: A singlelayer approach. Plast. Rubber Compos. 2017, 16, 174–288. [Google Scholar] [CrossRef]
- Sofia, D.; Granese, M.; Barletta, D.; Poletto, M. Laser sintering of unimodal distributed glass powders of different size. Procedia Eng. 2015, 102, 749–758. [Google Scholar] [CrossRef]
- Lanzl, L.; Wudy, K.; Drummer, D. The effect of short glass fibers on the process behavior of polyamide 12 during selective laser beam melting. Polym. Test. 2020, 13, 18–31. [Google Scholar] [CrossRef]
- Zou, Y.; Li, C.H.; Hu, L.; Liu, J.A.; Wu, J.M.; Shi, Y.S. Effects of short carbon fiber on the macro-properties, mechanical performance and microstructure of SiSiC composite fabricated by selective laser sintering. Ceram. Int. 2020, 46, 102–110. [Google Scholar] [CrossRef]
- Wu, T.; Ren, Y.J.; Liang, L.X.; Wen, J.B.; Wu, H.; Tian, Y.T.; Tey, W.S.; Zhou, K. Tensile strength and wear resistance of glass-reinforced PA1212 fabricated by selective laser sintering. Virtual Phys. Prototyp. 2023, 18, 64–76. [Google Scholar] [CrossRef]
- Cano, A.J.; Salazar, A.; Rodríguez, J. Effect of temperature on the fracture behavior of polyamide 12 and glass-filled polyamide 12 processed by selective laser sintering. Eng. Fract. Mech. 2018, 203, 66–88. [Google Scholar] [CrossRef]
- Arai, S.; Tsunoda, S.; Yamaguchi, A.; Ougizawa, T. Effects of short-glass-fiber content on material and part properties of poly(butylene terephthalate) processed by selective laser sintering. Addit. Manuf. 2018, 21, 683–693. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | Experimental Factor | |||
|---|---|---|---|---|
| Laser Power (A)/W | Scanning Speed | Scanning Spacing (C)/mm | Delamination Thickness (D)/mm | |
| 1 | 24 | 1600 | 0.15 | 0.16 |
| 2 | 27 | 1800 | 0.18 | 0.18 |
| 3 | 30 | 2000 | 0.21 | 0.20 |
| 4 | 33 | 2200 | 0.21 | 0.22 |
| Group Number | Experimental Factor | Experimental Result | ||||
|---|---|---|---|---|---|---|
| A/W | C/mm | D/mm | Z-Dimensional Relative Error/% | Bending Strength/MPa | ||
| 1 | 24 | 1600 | 0.15 | 0.16 | 7.93 | 12.06 |
| 2 | 24 | 1800 | 0.18 | 0.18 | 2.41 | 7.92 |
| 3 | 24 | 2000 | 0.21 | 0.20 | 1.06 | 5.20 |
| 4 | 24 | 2200 | 0.24 | 0.22 | −0.67 | 3.65 |
| 5 | 27 | 1600 | 0.18 | 0.20 | 4.02 | 9.28 |
| 6 | 27 | 1800 | 0.15 | 0.22 | 5.98 | 9.84 |
| 7 | 27 | 2000 | 0.24 | 0.16 | 1.66 | 5.23 |
| 8 | 27 | 2200 | 0.21 | 0.18 | 2.45 | 5.11 |
| 9 | 30 | 1600 | 0.21 | 0.22 | 2.17 | 7.80 |
| 10 | 30 | 1800 | 0.24 | 0.20 | 1.82 | 6.47 |
| 11 | 30 | 2000 | 0.15 | 0.18 | 7.46 | 10.37 |
| 12 | 30 | 2200 | 0.18 | 0.16 | 5.53 | 8.43 |
| 13 | 33 | 1600 | 0.24 | 0.18 | 3.28 | 7.99 |
| 14 | 33 | 1800 | 0.21 | 0.16 | 5.12 | 8.96 |
| 15 | 33 | 2000 | 0.18 | 0.22 | 3.84 | 7.88 |
| 16 | 33 | 2200 | 0.15 | 0.20 | 6.59 | 9.78 |
| Calculated Value | Experimental Factor | |||
|---|---|---|---|---|
| A | B | C | D | |
| M1 | 28.83 | 37.13 | 42.08 | 34.68 |
| M2 | 29.49 | 33.22 | 33.51 | 31.39 |
| M3 | 33.07 | 28.68 | 27.07 | 30.73 |
| M4 | 34.61 | 26.97 | 23.34 | 29.20 |
| m1 | 7.2075 | 9.2825 | 10.52 | 8.67 |
| m2 | 7.3725 | 8.305 | 8.3775 | 7.8475 |
| m3 | 8.2625 | 7.17 | 6.7675 | 7.6825 |
| m4 | 8.6525 | 6.7425 | 5.835 | 7.30 |
| Rj | 1.445 | 2.54 | 4.685 | 1.37 |
| Sj | 5.82650 | 15.78215 | 50.54675 | 4.00185 |
| Prioritization Scheme | A4 | B1 | C1 | D1 |
| Variance Factor | Variance | Degree of Freedom | Average Variance | Error Ratio | Significance Level |
|---|---|---|---|---|---|
| A | 5.8265 | 3 | 1.942167 | 19.902647 | ** |
| B | 15.78215 | 3 | 5.260717 | 53.909991 | *** |
| C | 50.54675 | 3 | 16.848917 | 172.661828 | **** |
| D | 4.00185 | 3 | 1.33395 | 13.669855 | * |
| Error Value | 0.29275 | 3 | 0.097583 | ||
| Total | 76.45 | 15 |
| Calculated Value | Experimental Factor | |||
|---|---|---|---|---|
| A | B | C | D | |
| M1 | 10.73 | 17.4 | 27.96 | 20.24 |
| M2 | 14.11 | 15.33 | 15.8 | 15.06 |
| M3 | 16.98 | 14.02 | 10.8 | 13.49 |
| M4 | 18.83 | 13.9 | 6.09 | 11.32 |
| m1 | 2.6825 | 4.35 | 6.99 | 5.06 |
| m2 | 3.5275 | 3.8325 | 3.95 | 3.9 |
| m3 | 4.245 | 3.505 | 2.7 | 3.3725 |
| m4 | 4.7075 | 3.475 | 1.5225 | 2.83 |
| Rj | 2.025 | 0.875 | 5.4675 | 2.23 |
| Sj | 9.377169 | 1.983419 | 66.381019 | 10.883619 |
| Prioritization Scheme | A1 | B4 | C4 | D4 |
| Variance Factor | Variance | Degree of Freedom | Average Variance | Error Ratio | Significance Level |
|---|---|---|---|---|---|
| A | 9.377169 | 3 | 3.125723 | 5.157763 | ** |
| B | 1.983419 | 3 | 0.661140 | 1.090949 | * |
| C | 66.381019 | 3 | 22.127006 | 36.511825 | **** |
| D | 10.883619 | 3 | 3.627873 | 5.986362 | *** |
| Error Value | 1.818069 | 3 | 0.606023 | ||
| Total | 90.443295 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Zhu, S.; Zhang, Y.; Ma, S.; Wu, S.; Wei, B.; Yang, G. Process Study of Selective Laser Sintering of PS/GF/HGM Composites. Materials 2024, 17, 1066. https://doi.org/10.3390/ma17051066
Liu L, Zhu S, Zhang Y, Ma S, Wu S, Wei B, Yang G. Process Study of Selective Laser Sintering of PS/GF/HGM Composites. Materials. 2024; 17(5):1066. https://doi.org/10.3390/ma17051066
Chicago/Turabian StyleLiu, Lijian, Shouxiao Zhu, Yongkang Zhang, Shaobo Ma, Shuxuan Wu, Bin Wei, and Guang Yang. 2024. "Process Study of Selective Laser Sintering of PS/GF/HGM Composites" Materials 17, no. 5: 1066. https://doi.org/10.3390/ma17051066
APA StyleLiu, L., Zhu, S., Zhang, Y., Ma, S., Wu, S., Wei, B., & Yang, G. (2024). Process Study of Selective Laser Sintering of PS/GF/HGM Composites. Materials, 17(5), 1066. https://doi.org/10.3390/ma17051066