
Performance of Large Area n-TOPCon Solar Cells with Selective Poly-Si Based Passivating Contacts Prepared by PECVD Method

 , ,
, ,
Abstract
1. Introduction
2. Experiment and Characterization
2.1. Experiment
2.2. Characterization
3. Results and Discussions
3.1. Morphologies Analysis
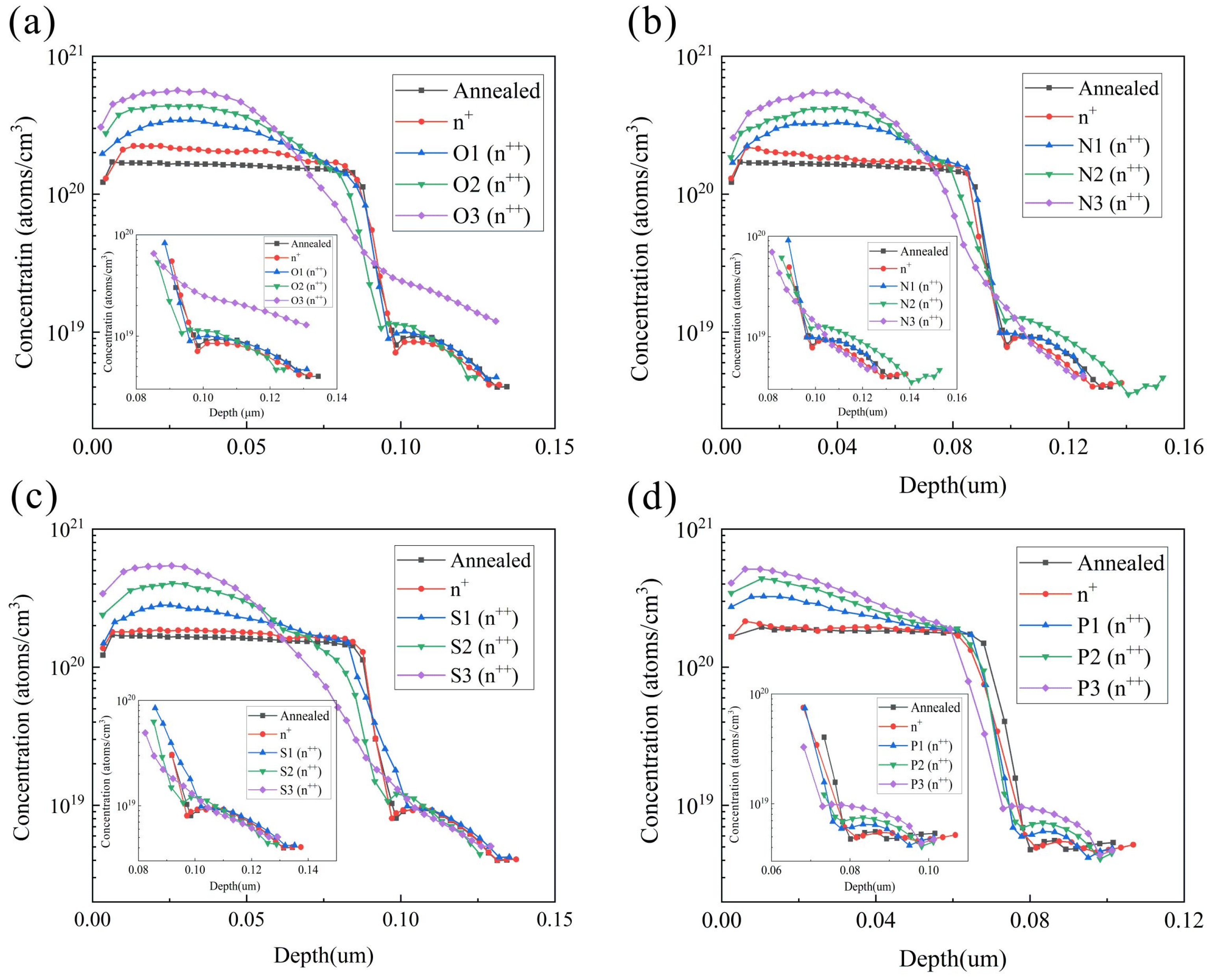
3.2. ECV Profiles of Experimental Groups
3.3. Rsheet of Each Experimental Group
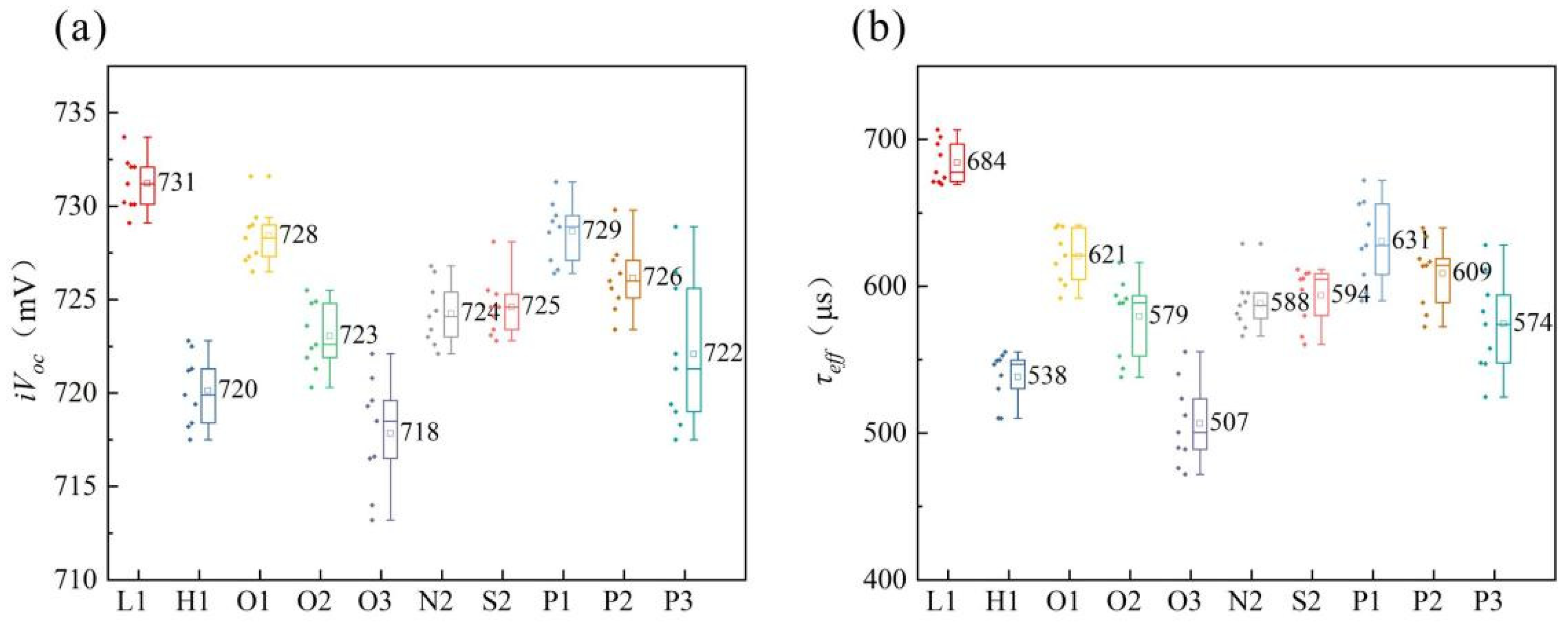
3.4. J0, iVoc and τeff
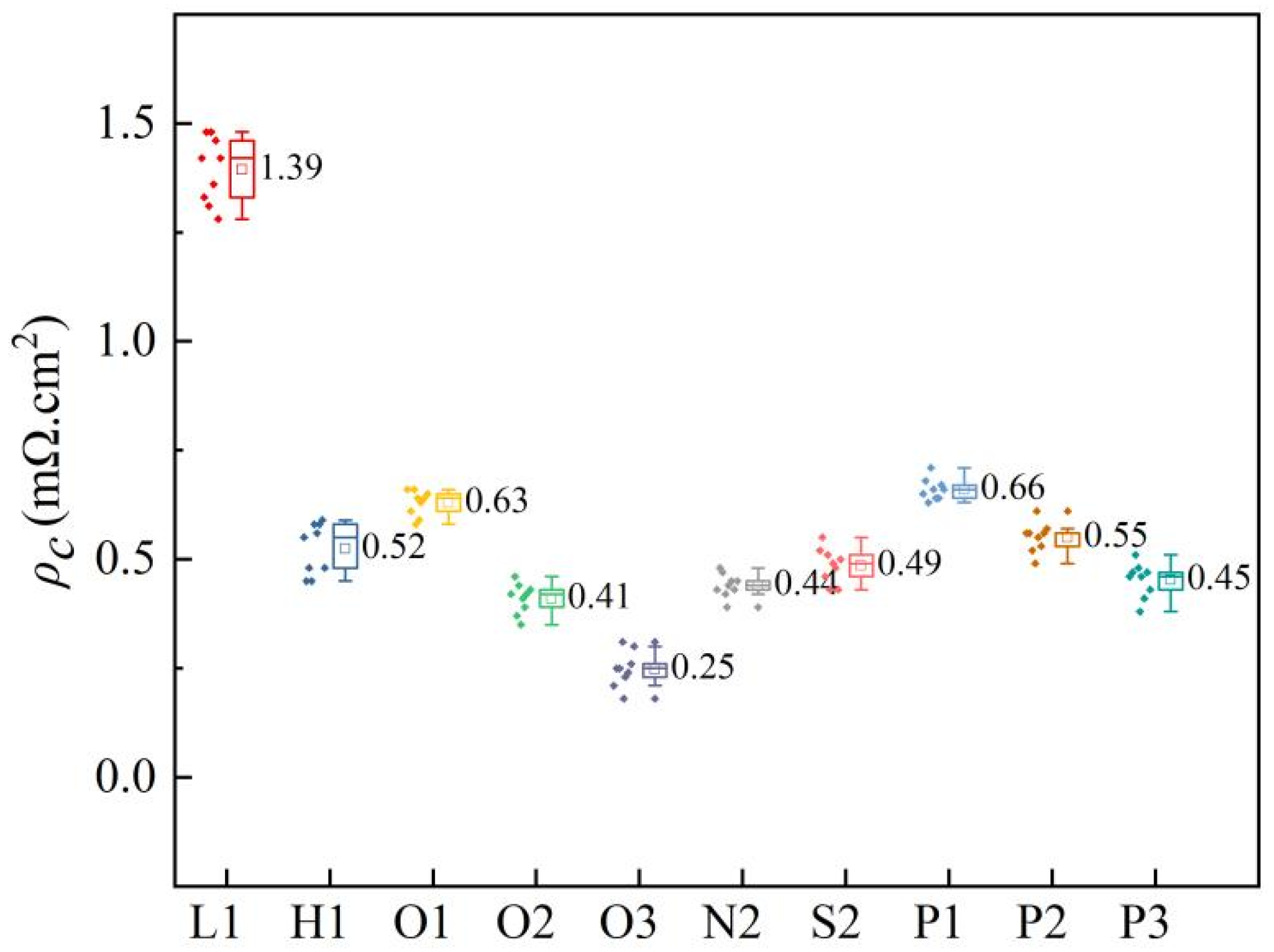
3.5. Specific Contact Resistivity
3.6. Electrical Performance
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Feldmann, F.; Bivour, M.; Reichel, C.; Hermle, M.; Glunz, S.W. A Passivated Rear Contact for High-Efficiency n-Type Si Solar Cells Enabling High Voc’s and FF > 82%; EU PVSEC: Paris, France, 2013; pp. 988–992. [Google Scholar]
- Richter, A.; Benick, J.; Feldmann, F.; Fell, A.; Hermle, M.; Glunz, S.W. N-Type Si solar cells with passivating electron contact: Identifying sources for efficiency limitations by wafer thickness and resistivity variation. Sol. Energy Mater. Sol. Cells 2017, 173, 96–105. [Google Scholar] [CrossRef]
- Haase, F.; Hollemann, C.; Schäfer, S.; Merkle, M.; Rienäcker, M.; Krügener, J.; Brendel, R.; Peibst, R. Laser contact openings for local poly-Si-metal contacts enabling 26.1%-efficient POLO-IBC solar cells. Sol. Energy Mater. Sol. Cells 2018, 186, 184–193. [Google Scholar] [CrossRef]
- Wang, Q.; Peng, H.; Gu, S.; Guo, K.; Wu, W.; Li, B.; Li, L.; Yuan, N.; Ding, J. High-efficiency n-TOPCon bifacial solar cells with selective poly-Si based passivating contacts. Sol. Energy Mater. Sol. Cells 2023, 259, 112458. [Google Scholar] [CrossRef]
- Lohmuller, E.; Baliozian, P.; Gutmann, L.; Kniffki, L.; Beladiya, V.; Geng, J.; Wang, L.; Dunbar, R.; Lepert, A.; Hofmann, M.; et al. Thermal laser separation and high-throughput layer deposition for edge passivation for TOPCon shingle solar cells. Sol. Energy Mater. Sol. Cells 2023, 258, 112419. [Google Scholar] [CrossRef]
- Khokhar, M.Q.; Hussain, S.Q.; Kim, Y.; Dhungel, S.K.; Yi, J. A novel passivating contact approach for enhanced performance of crystalline silicon solar cells. Mater. Sci. Semicond. Process. 2023, 155, 107231. [Google Scholar] [CrossRef]
- Ma, S.; Liao, B.; Qiao, F.Y.; Ding, D.; Gao, C.; Li, Z.P.; Tong, R.; Kong, X.Y.; Shen, W.Z. 24.7% industrial tunnel oxide passivated contact solar cells prepared through tube PECVD integrating with plasma-assisted oxygen oxidation and in-situ doped polysilicon. Sol. Energy Mater. Sol. Cells 2023, 257, 112396. [Google Scholar] [CrossRef]
- Chen, W.; Liu, W.; Yu, Y.; Chen, P.; Wan, Y. A study of activated phosphorus distribution within silicon substrate for polysilicon passivating contacts based on an in-line PVD system. Sol. Energy 2023, 259, 375–380. [Google Scholar] [CrossRef]
- Cheng, H.; Liu, W.; Liu, Z.; Yang, Z.; Ma, D.; Du, H.; Luo, J.; Xing, H.; Liao, M.; Zeng, Y.; et al. Emitter formation with boron diffusion from PECVD deposited boron-doped silicon oxide for high-efficiency TOPCon solar cells. Sol. Energy Mater. Sol. Cells 2022, 240, 111713. [Google Scholar] [CrossRef]
- Liao, B.; Ge, J.; Wu, X.; Wang, Q.; Yeo, R.J.; Du, Z. Unlocking the potential of boronsilicate glass passivation for industrial tunnel oxide passivated contact solar cells. Prog. Photovolt. 2022, 30, 310–317. [Google Scholar] [CrossRef]
- Hong, J.; Liu, X.; Ge, J.; Sun, J.; Liu, S.; Yang, W.; Jaffer, S.; Lu, J.; Qin, T.; Chen, R.; et al. Superb improvement of boron doping in selective emitter for TOPCon solar cells via boron-doped silicon paste. Sol. Energy 2022, 247, 115–122. [Google Scholar] [CrossRef]
- Firat, M.; Radhakrishnan, H.S.; Singh, S.; Duerinckx, F.; Payo, M.R.; Tous, L.; Poortmans, J. Industrial metallization of fired passivating contacts for n-type tunnel oxide passivated contact (n-TOPCon) solar cells. Sol. Energy Mater. Sol. Cells 2022, 240, 111692. [Google Scholar] [CrossRef]
- Xu, J.; Chen, C.; Liu, C.; Chen, J.; Liu, Z.; Yuan, X.; Li, H. High efficiency TOPCon solar cells with micron/nano-structured emitter for a balance of light-trapping and surface passivation. Sol. Energy Mater. Sol. Cells 2022, 238, 111606. [Google Scholar] [CrossRef]
- Ma, Z.Q.; Wang, Y.L.; Lan, Z.X.; Zhao, L.; Xu, F.; Xu, J. On the presence of oxyphosphorus bonds in TOPCon solar cell polycrystalline silicon films. Sol. Energy Mater. Sol. Cells 2022, 246, 111910. [Google Scholar] [CrossRef]
- Hilali, M.M.; Nakayashiki, K.; Ebong, A.; Rohatgi, A. Investigation of high-efficiency screen-printed textured si solar cells with high sheet-resistance emitters. In Proceedings of the Conference Record of the Thirty-first IEEE Photovoltaic Specialists Conference, Lake Buena Vista, FL, USA, 3–7 January 2005; pp. 1185–1188. [Google Scholar]
- Meier, D.L.; Schroder, D.K. Contact resistance: Its measurement and relative importance to power loss in a solar cell. IEEE Trans. Electron Devices 1984, 31, 647–653. [Google Scholar] [CrossRef]
- Ding, D.; Lu, G.; Li, Z.; Zhang, Y.; Shen, W. High-efficiency n -type silicon PERT bifacial solar cells with selective emitters and poly-Si based passivating contacts. Sol. Energy 2019, 193, 494–501. [Google Scholar] [CrossRef]
- Dubé, C.E.; Tsefrekas, B.; Buzby, D.; Tavares, R.; Zhang, W.; Gupta, A.; Low, R.J.; Skinner, W.; Mullin, J. High efficiency selective emitter cells using patterned ion implantation—ScienceDirect. Energy Procedia 2011, 8, 706–711. [Google Scholar] [CrossRef][Green Version]
- Xiao, M.; Yang, Z.; Liu, Z.; Du, H.; Lin, N.; Wei, H.; Xing, H.; Wu, Q.; Liu, W.; Liao, M.; et al. SiOx/polysilicon selective emitter prepared by PECVD-deposited amorphous silicon plus one-step firing enabling excellent J0,met of <235 fA/cm2 and ρc of <2 mΩ·cm2. Sol. Energy 2023, 262, 111887. [Google Scholar]
- Lin, W.; Chen, D.; Liu, C.; Wang, Y.; He, Y.; Zou, Y.; Yuan, L.; Gong, J.; Yang, Y.; Feng, Z.; et al. Green-laser-doped selective emitters with separate BBr3 diffusion processes for high-efficiency n-type silicon solar cells. Sol. Energy Mater. Sol. Cells 2020, 210, 110462. [Google Scholar] [CrossRef]
- Kafle, B.; Goraya, B.S.; Mack, S.; Feldmann, F.; Nold, S.; Rentsch, J. TOPCon—Technology options for cost efficient industrial manufacturing. Sol. Energy Mater. Sol. Cells 2021, 227, 111100. [Google Scholar] [CrossRef]
- Van-Driel, H.M. Physics of pulsed laser processing of semiconductors. In Semiconductors Probed by Ultrafast Laser Spectroscopy; Academic Press: Cambridge, MA, USA, 1984; Volume 2, pp. 57–94. [Google Scholar]
- Vaqueiro-Contreras, M.; Hallam, B.; Chan, C. Review of Laser Doping and its Applications in Silicon Solar Cells. IEEE J. Photovolt. 2023, 13, 373–384. [Google Scholar] [CrossRef]
- Hameiri, Z.; Puzzer, T.; Mai, L.; Sproul, A.B.; Wenham, S.R. Laser induced defects in laser doped solar cells. Prog. Photovolt. 2011, 19, 391–405. [Google Scholar] [CrossRef]
- Molpeceres, C.; Sánchez-Aniorte, M.I.; Morales, M.; Muoz, D.; Martín, I.; Ortega, P.; Colina, M.; Voz, C.; Alcubilla, R. In Influence of wavelength on laser doping and laser-fired contact processes for c-Si solar cells. SPIE 2012, 8473, 61–71. [Google Scholar]
- Basnet, R.; Phang, S.P.; Samundsett, C.; Yan, D.; Liang, W.; Sun, C.; Armand, S.; Einhaus, R.; Degoulange, J.; Macdonald, D. 22.6% Efficient Solar Cells with Polysilicon Passivating Contacts on n-type Solar-Grade Wafers. Solar RRL 2019, 3, 1900297. [Google Scholar] [CrossRef]
- Li, H.; Ma, F.J.; Hameiri, Z.; Wenham, S.; Abbott, M. On elimination of inactive phosphorus in industrial POCl3 diffused emitters for high efficiency silicon solar cells. Sol. Energy Mater. Sol. Cells 2017, 171, 213–221. [Google Scholar] [CrossRef]
- Sinton, R.A.; Cuevas, A. A Quasi-Steady-State Open-Circuit Voltage Method for Solar Cell Characterization; EU PVSEC: Glasgow, UK, 2000; Volume 2, pp. 1152–1155. [Google Scholar]
- Guo, S.; Gregory, G.; Gabor, A.M.; Schoenfeld, W.V.; Davis, K.O. Detailed investigation of TLM contact resistance measurements on crystalline silicon solar cells. Sol. Energy 2017, 151, 163–172. [Google Scholar] [CrossRef]
- Wong, J.; Raj, S.; Ho, J.W.; Wang, J.; Lin, J. Voltage Loss Analysis for Bifacial Silicon Solar Cells: Case for Two-Dimensional Large-Area Modeling. IEEE J. Photovolt. 2017, 6, 1421–1426. [Google Scholar] [CrossRef]
- Wan, H.; Min, J.; Lin, J.; Carlson, B.E.; Surender, M.; Sun, C. Effect of laser spot overlap ratio on surface characteristics and adhesive bonding strength of an Al alloy processed by nanosecond pulsed laser. J. Manuf. Process. 2021, 62, 555–565. [Google Scholar] [CrossRef]
- Kittiboonanan, P.; Mcwilliams, J.; Taechamaneesatit, P.; Ratanavis, A. Effects of Laser Pulse Overlap using Nanosecond Fiber Lasers for Structuring of AA6061-T6 Surfaces. Lasers Manuf. Mater. Process. 2023, 10, 190–230. [Google Scholar] [CrossRef]
- Wang, S.S.; Ho, J.J.; Liou, J.J.; Ho, J.S.; Hsu, W.C.; Lu, W.H.; Tsai, S.Y.; Hung, H.S.; Wang, K.L. Performance Improvements of Selective Emitters by Laser Openings on Large-Area Multicrystalline Si Solar Cells. Int. J. Photoenergy 2014, 2014, 291904. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Han, Y.; Ernst, M.; Fell, A.; Franklin, E.; Macdonald, D. Dislocations in laser-doped silicon detected by micro-photoluminescence spectroscopy. Appl. Phys. Lett. 2015, 107, 22101. [Google Scholar] [CrossRef]
- Han, Y.J.; Franklin, E.; Fell, A.; Ernst, M.; Nguyen, H.T.; Macdonald, D.; Macdonald, D. Low-temperature micro-photoluminescence spectroscopy on laser-doped silicon with different surface conditions. Appl. Phys. A 2016, 122, 420. [Google Scholar] [CrossRef]
- Mesli, A.; Muller, J.C.; Siffert, P. Analysis and origin of point defects in silicon after liquid phase transient annealing. J. Phys. 1983, 44, 281–295. [Google Scholar] [CrossRef][Green Version]
- Poulain, G.; Boulord, C.; Blanc, D.; Kaminski, A.; Gauthier, M.; Dubois, C.; Semmache, B.; Lemiti, M. Direct laser printing for high efficiency silicon solar cells fabrication. Appl. Surf. Sci. 2011, 257, 5241–5244. [Google Scholar] [CrossRef]
- Velichko, O.I.; Aksenov, V.V.; Anufriev, L.P.; Golubev, N.F.; Komarov, A.F. Modeling high-concentration phosphorus diffusion in crystalline silicon. J. Eng. Phys. Thermophys. 2013, 86, 667–675. [Google Scholar] [CrossRef]
- Li, J.; Zhang, W.; Zhou, Y.; Zhang, X.; Jin, G. Experimental study of the damage morphology induced by the millisecond-nanosecond combined-pulse laser with different pulse delay on silicon. Optik 2021, 226, 165904. [Google Scholar] [CrossRef]
- Zhang, D.; Gökce, B.; Sommer, S.; Streubel, R.; Barcikowski, S. Debris-free rear-side picosecond laser ablation of thin germanium wafers in water with ethanol. Appl. Surf. Sci. 2016, 367, 222–230. [Google Scholar] [CrossRef]
- Sun, Z.; Gupta, M.C. A study of laser-induced surface defects in silicon and impact on electrical properties. J. Appl. Phys. 2018, 124, 223103. [Google Scholar] [CrossRef]
- Fairfield, J.M.; Schwuttke, G.H. Silicon diodes made by laser irradiation. Solid State Electron. 1968, 11, 1175-IN6. [Google Scholar] [CrossRef]
- Besi-Vetrella, U.; Salza, E.; Pirozzi, L.; Noel, S.; Slaoui, A.; Muller, J.C. Selective doping of silicon by rapid thermal and laser assisted processes. Mater. Sci. Semicond. Process. 1999, 1, 325–329. [Google Scholar] [CrossRef]
- Amer, M.S.; Dosser, L.; Leclair, S.; Maguire, J.F. Induced stresses and structural changes in silicon wafers as a result of laser micro-machining. Appl. Surf. Sci. 2002, 187, 291–296. [Google Scholar] [CrossRef]
- Kray, D.; Fell, A.; Hopman, S.; Mayer, K.; Willeke, G.P.; Glunz, S.W. Laser Chemical Processing (LCP)-A versatile tool for microstructuring applications. Appl. Phys. A 2008, 93, 99–103. [Google Scholar] [CrossRef]
- Tan, H.S.; Ng, S.C.; Woon, H.S.; Hultquist, G. Transient capacitance measurements of laser radiation-induced defects in silicon. Semicon. Sci. Technol. 1990, 5, 657–662. [Google Scholar] [CrossRef]
- Kachurin, G.A.; Nideav, E.V.; Popov, A.I. Laser annealing of radiation defects, studied by the capacitance spectroscopy method. Sov. Phys. Semicond. USSR 1982, 16, 13–15. [Google Scholar]
- Jäger, U.; Okanovic, M.; Hörtheis, M.; Grohe, A.; Preu, R. Selective Emitter by Laser Doping from Phosphosilicate Glass; EU PVSC: Hamburg, Germany, 2009; pp. 1740–1743. [Google Scholar]
- Ju, M.; Park, J.; Cho, Y.H.; Kim, Y.; Lim, D.; Cho, E.C.; Yi, J. A Novel Method to Achieve Selective Emitter Using Surface Morphology for PERC Silicon Solar Cells. Energies 2020, 13, 5207. [Google Scholar] [CrossRef]
- Yang, X.; Bullock, J.; Xu, L.; Bi, Q.; Surve, S.; Ernst, M.; Weber, K. Passivated contacts to laser doped p+ and n+ regions. Sol. Energy Mater. Sol. Cells 2015, 140, 38–44. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, Z.; Cui, M.; Sheng, J.; Chen, L.; Lu, L.; Guo, W.; Yang, X.; Zhao, Y.; Yang, W.; et al. Charge Carrier Dynamics for Silicon Oxide Tunneling Junctions Mediated by Local Pinholes. Cell Rep. Phys. Sci. 2021, 2, 100667. [Google Scholar] [CrossRef]
- Choi, S.; Min, K.H.; Jeong, M.S.; Lee, J.I.; Kang, M.G.; Song, H.E.; Kang, Y.; Lee, H.S.; Kim, D.; Kim, K.H. Structural evolution of tunneling oxide passivating contact upon thermal annealing. Sci. Rep. 2017, 7, 12853. [Google Scholar] [CrossRef] [PubMed]
- Tang, K.; Øvrelid, E.J.; Tranell, G.; Tangstad, M. Thermochemical and Kinetic Databases for the Solar Cell Silicon Materials. Cryst. Growth Si Sol. Cells 2009, 14, 219–251. [Google Scholar]
- Abbott, A.; Cousins, P.; Chen, F.; Cotter, J.E. Laser-Induced Defects in Crystalline Silicon Solar Cells; IEEE PVSC: Lake Buena Vista, FL, USA, 2005; pp. 1241–1244. [Google Scholar]
- Ametowobla, M.; Bilger, G.; Kohler, J.R.; Werner, J.H. Laser induced lifetime degradation in p-type crystalline silicon. J. Appl. Phys. 2012, 111, 114515. [Google Scholar] [CrossRef]
- Young, R.T.; Wood, R.F.; Narayan, J.; White, C.W.; Christie, W.H. Laser processing for high-efficiency Si solar cells. J. Appl. Phys. 1982, 53, 1178–1189. [Google Scholar] [CrossRef]
- Ernst, M.; Huyeng, J.D.; Walter, D.; Fong, K.C.; Blakers, A. Unravelling the Origins of Contact Recombination for Localized Laser-Doped Contacts. In Proceedings of the 2018 IEEE 7th World Conference on Photovoltaic Energy Conversion (WCPEC) (A Joint Conference of 45th IEEE PVSC, 28th PVSEC & 34th EU PVSEC), Waikoloa, HI, USA, 10–15 June 2018; pp. 2195–2199. [Google Scholar]
- Krassowski, E.; Jaeckel, B.; Zeller, U.; Pander, M.; Schenk, P.; Hofmueller, E.; Hanifi, H. Reliability Evaluation of Photovoltaic Modules Fabricated from Treated Solar Cells by Laser-Enhanced Contact Optimization Process. Solar RRL 2022, 6, 2100537. [Google Scholar] [CrossRef]
- Zhou, Y.; Tao, K.; Liu, A.; Jia, R.; Qu, H. Screen-printed n-type industry solar cells with tunnel oxide passivated contact doped by phosphorus diffusion. Superlattices Microstruct. 2020, 148, 106720. [Google Scholar] [CrossRef]
- Padhamnath, P.; Nampalli, N.; Nandakumar, N.; Buatis, J.K.; Duttagupta, S. Optoelectrical properties of high-performance low-pressure chemical vapor deposited phosphorus-doped polysilicon layers for passivating contact solar cells. Thin Solid Films 2020, 699, 137886. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Groups | L1 | H1 | O1 | O2 | O3 | N1 | N2 | N3 | S1 | S2 | S3 | P1 | P2 | P3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Laser/w | — | — | 15 | 20 | 25 | 15 | 20 | 25 | 15 | 20 | 25 | 15 | 20 | 25 |
| mask | — | — | SiOx | SiNx | SiOxNy | PSG | PSG | PSG | ||||||
| Steps | — | — | Three | Four | ||||||||||
| Mask | 100 s (Atoms/cm3) | 150 s (Atoms/cm3) | 200 s (Atoms/cm3) |
|---|---|---|---|
| SiOx | 4.05 × 1020 | 3.42 × 1020 | 2.73 × 1020 |
| SiNx | 3.46 × 1020 | 2.69 × 1020 | 2.47 × 1020 |
| SiOxNy | 3.49 × 1020 | 2.84 × 1020 | 2.42 × 1020 |
| Mask | n+ (Atoms/cm3) | 15 W (Atoms/cm3) | 20 W (Atoms/cm3) | 25 W (Atoms/cm3) |
|---|---|---|---|---|
| SiOx | 2.24 × 1020 | 3.44 × 1020 | 4.35 × 1020 | 5.66 × 1020 |
| SiNx | 2.18 × 1020 | 3.28 × 1020 | 4.19 × 1020 | 5.50 × 1020 |
| SiOxNy | 1.87 × 1020 | 2.82 × 1020 | 4.06 × 1020 | 5.43 × 1020 |
| PSG | 2.15 × 1020 | 3.25 × 1020 | 4.38 × 1020 | 5.13 × 1020 |
| Groups | Voc (mV) | Jsc (mA/cm2) | Rs (mΩ) | FF (%) | Eff (%) |
|---|---|---|---|---|---|
| L1 | 711.4 | 41.87 | 5.37 | 82.86 | 24.68 |
| H1 | 703.3 | 41.34 | 3.48 | 84.77 | 24.65 |
| O1 | 708.5 | 41.76 | 4.63 | 83.56 | 24.72 |
| O2 | 705.7 | 41.56 | 3.93 | 84.74 | 24.85 |
| O3 | 693.5 | 41.22 | 3.65 | 82.96 | 23.72 |
| N2 | 705.8 | 41.64 | 4.01 | 84.45 | 24.82 |
| S2 | 706.3 | 41.68 | 4.26 | 84.38 | 24.84 |
| P1 | 708.7 | 41.78 | 4.87 | 83.42 | 24.70 |
| P2 | 706.5 | 41.65 | 4.12 | 84.35 | 24.82 |
| P3 | 703.4 | 41.41 | 3.76 | 84.76 | 24.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Guo, C.; Liu, Y.; Wang, J.; Su, X.; Wang, Q. Performance of Large Area n-TOPCon Solar Cells with Selective Poly-Si Based Passivating Contacts Prepared by PECVD Method. Materials 2024, 17, 849. https://doi.org/10.3390/ma17040849
Liu Z, Guo C, Liu Y, Wang J, Su X, Wang Q. Performance of Large Area n-TOPCon Solar Cells with Selective Poly-Si Based Passivating Contacts Prepared by PECVD Method. Materials. 2024; 17(4):849. https://doi.org/10.3390/ma17040849
Chicago/Turabian StyleLiu, Zhaobin, Chunlin Guo, Ya Liu, Jianhua Wang, Xuping Su, and Qinqin Wang. 2024. "Performance of Large Area n-TOPCon Solar Cells with Selective Poly-Si Based Passivating Contacts Prepared by PECVD Method" Materials 17, no. 4: 849. https://doi.org/10.3390/ma17040849
APA StyleLiu, Z., Guo, C., Liu, Y., Wang, J., Su, X., & Wang, Q. (2024). Performance of Large Area n-TOPCon Solar Cells with Selective Poly-Si Based Passivating Contacts Prepared by PECVD Method. Materials, 17(4), 849. https://doi.org/10.3390/ma17040849