
The Influence of Strain Aging at Different Temperatures on the Mechanical Properties of Cold-Drawn 10B21 Steel Combined with an Electron Microscope Study of the Structures

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
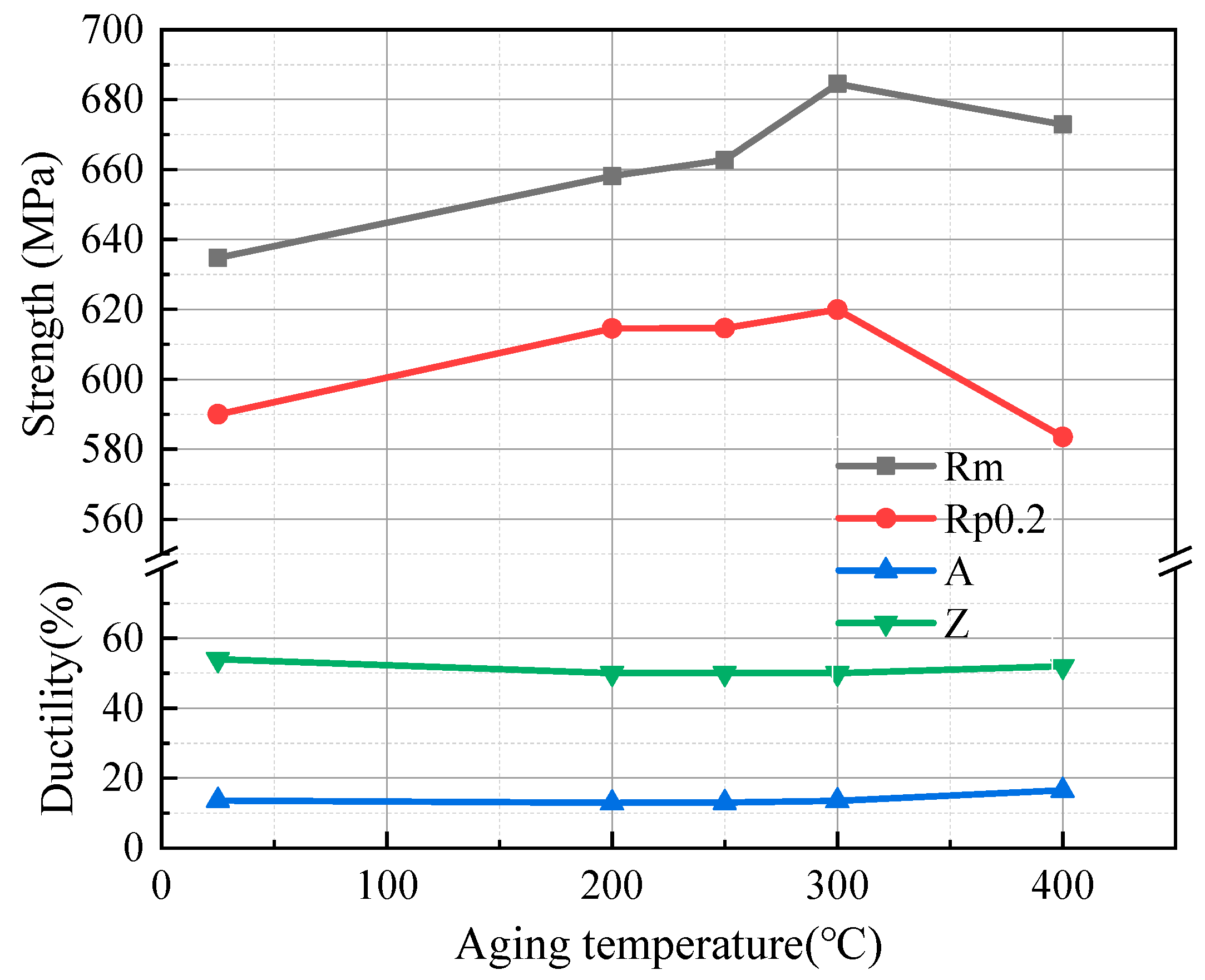
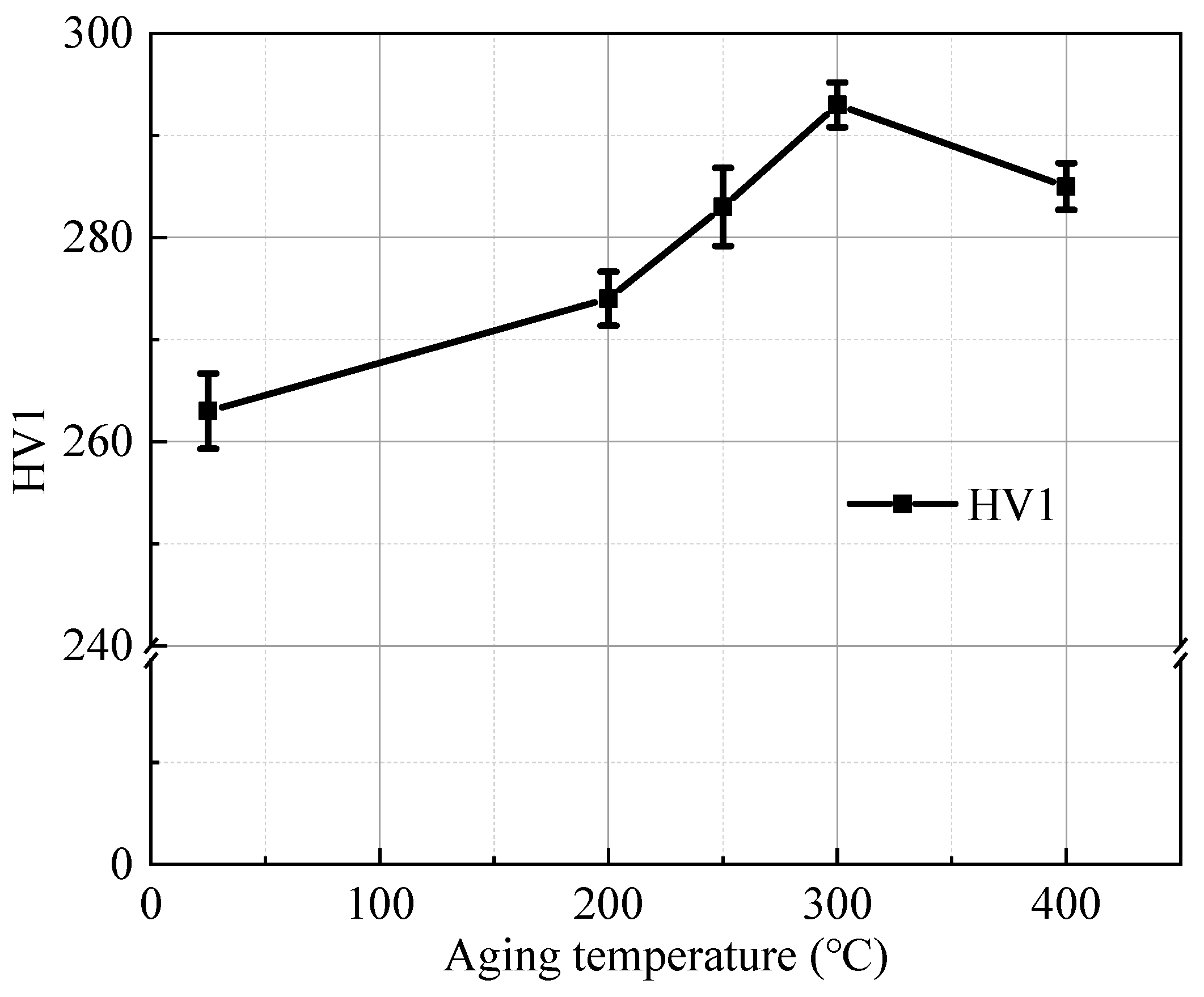
3.1. Mechanical Properties
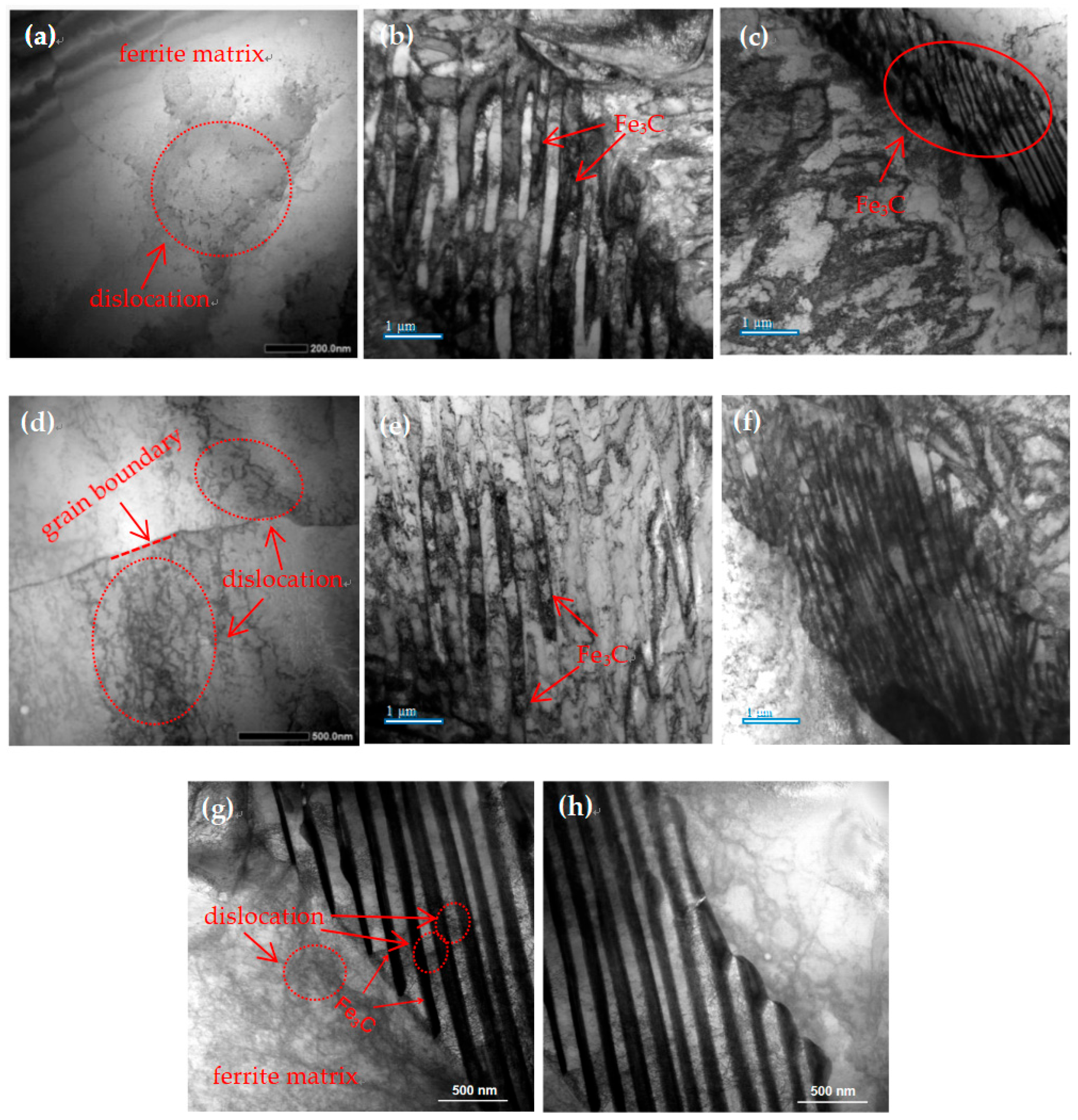
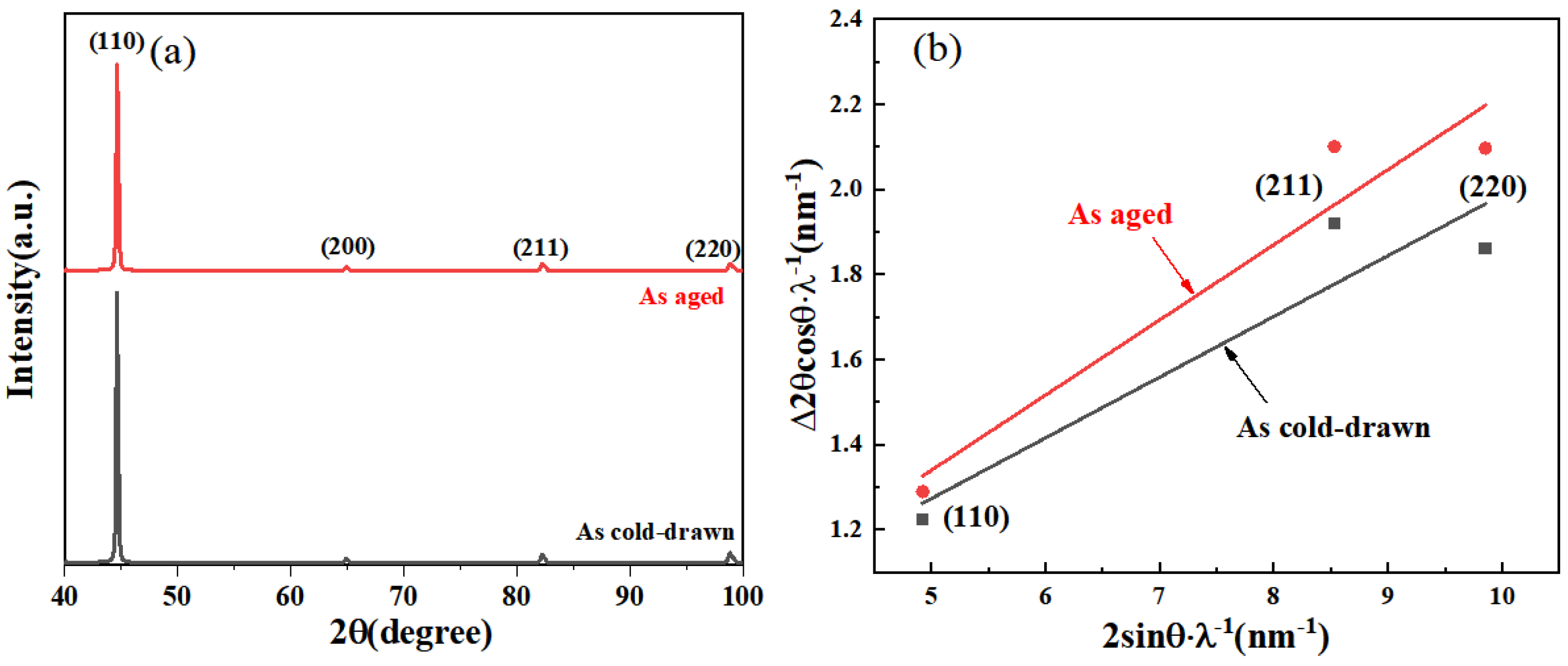
3.2. Microstructure
4. Conclusions
- (1)
- After being aged at 300 °C, the yield strength and ultrahigh tensile strength are 620 MPa and 685 MPa, respectively, which are 30 MPa and 50 MPa higher than the cold-drawn sample; the hardness after aging at 300 °C reaches 293 HV, with an increase of 30 HV compared to the cold-drawn state. There is little variation in both elongation and shrinkage in the section before and after the aging process, so the impact of aging treatment on plasticity is minimal.
- (2)
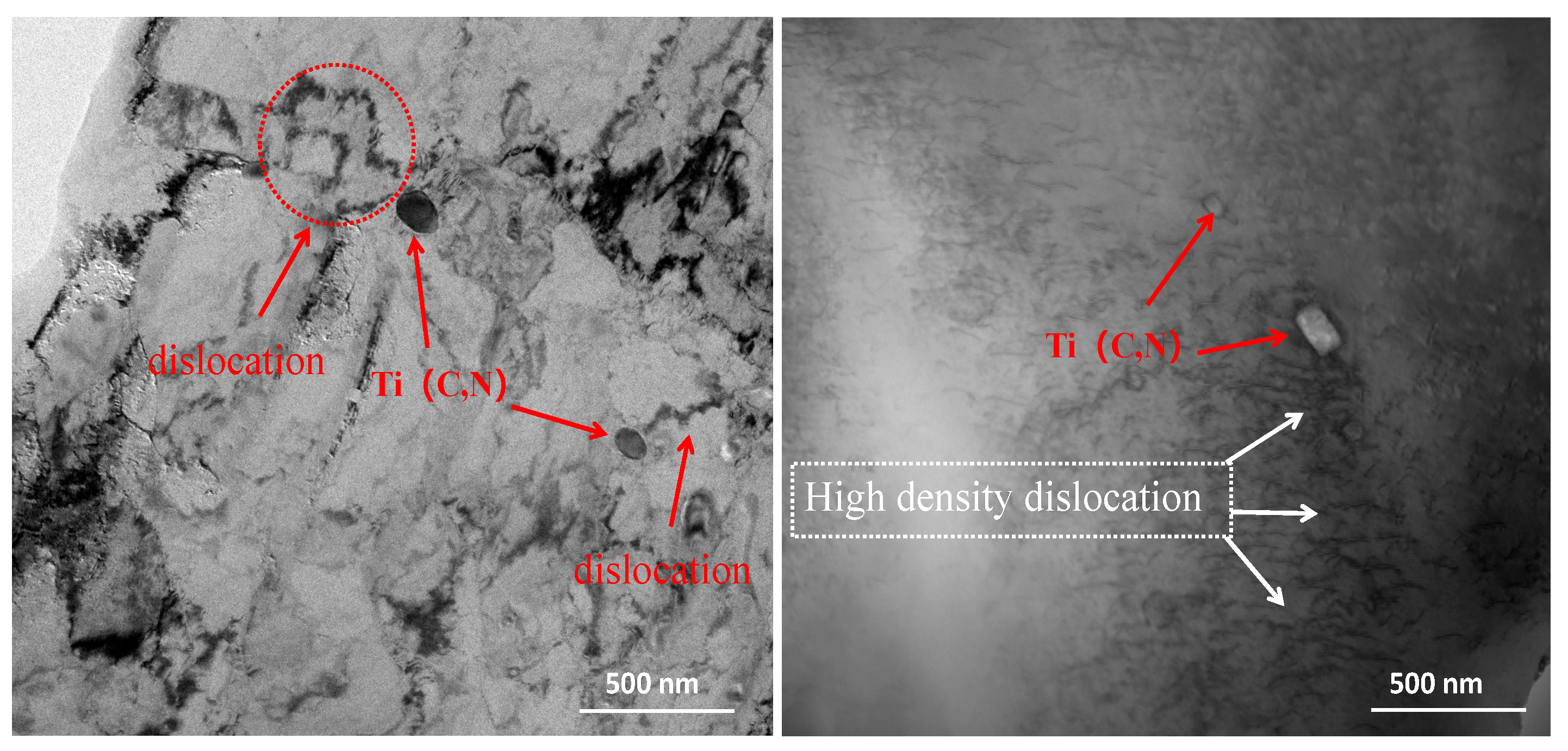
- Cold deformation generates dislocations whose density after aging treatment increases from 6.0 × 1015 cm−2 to 8.2 × 1015 cm−2. Some of these dislocations that are pinned between reticulated carburite restrict the breaking of cementite lamellar, generating a pile up of dislocations in the ferrite matrix. Some of them are hindered by grain boundaries, accumulating at grain boundaries and causing strain hardening in the material.
- (3)
- The improvement in tensile strength and yield strength by aging treatment at 300 °C is explained by the Cottrell atmosphere impeding dislocation motion in the strain-aging mechanism and the increased density of dislocations. Additionally, the presence of the second-phase Ti (C,N) plays the role of pinning dislocations, which leads to an increase in strength and hardness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, S.; Wang, Z.; Mao, X. A Review About Strengthening-Toughening Technologies for Ferrite-Pearlite Non-quenched and Tempered Steels. Mater. Rev. 2016, 30, 122–126. [Google Scholar]
- Dang, Y.Z.; Li, Y.F. Development and Application of Non-quenched and Tempered Steels. In Proceedings of the International Conference on Advanced Material Engineering (AME), Guangzhou, China, 15–17 May 2015. [Google Scholar]
- Chang, K.; Wang, P.; Liu, W. Development status and application prospect of non-quenched tempered steel. Heat Treat. Met. 2011, 36, 80–85. [Google Scholar] [CrossRef]
- ASTM A510/A510M-13; Standard Specification for General Requirements for Wire Rods and Coarse Round Wire, Carbon Steel, and Alloy Steel. ASTM International: West Conshohocken, PA, USA, 2013.
- Kodur, V.; Yahyai, M.; Rezaeian, A. Residual mechanical properties of high strength steel bolts subjected to heating-cooling cycle. J. Constr. Steel Res. 2017, 131, 122–131. [Google Scholar] [CrossRef]
- Yuan, Z.X.; Song, S.H.; Wang, Y.H. Effect of pre-defonnation on the age hardening of a niobium-microalloyed steel. Mater. Lett. 2005, 59, 2048–2051. [Google Scholar] [CrossRef]
- Wang, Z.; Li, Y.; He, B. Research Progress on Second Phase Strengthening and Toughening of Advanced Steels. Mater. China 2019, 38, 223–230. [Google Scholar]
- Pu, Z.; Du, D.; Zhang, D. Improvement of tensile superelasticity by aging treatment of NiTi shape memory alloys fabricated by electron beam wire-feed additive manufacturing. J. Mater. Sci. Technol. 2023, 145, 185–196. [Google Scholar] [CrossRef]
- Liu, Z.L.; Lin, C.; Guo, Y.C. Calculation of the yield and tensile strength in the alloying non quenched-tempered steel by the electron structure parameters. Sci. China Ser. E-Technol. Sci. 2005, 15, 832–837. [Google Scholar]
- Liu, Z.L.; Liu, W.D.; Lin, C. Strength calculation and its prediction of non quenched-tempered steel during continuous casting-rolling. Acta Metall. Sin. 2004, 40, 1248–1252. [Google Scholar]
- Liu, G.; Zhang, D.; Yao, C. Investigation of the grain refinement mechanism in machining Ti-6Al-4V: Experiments and simulations. J. Manuf. Process. 2023, 94, 479–496. [Google Scholar] [CrossRef]
- Pi, J.H.; Wang, Z.Z.; Zhao, X.M. Study on Anti-Stress Relaxation Behavior of Non-Quenched Steel. Adv. Mater. Res. 2013, 2605, 8–11. [Google Scholar] [CrossRef]
- Wang, H.R.; Wang, W. Precipitation of complex carbonitrides in a Nb-Ti microalloyed plate steel. J. Mater. Sci. 2009, 44, 591–600. [Google Scholar] [CrossRef]
- Andric, P.; Restrepo, S.E.; Maresca, F. Predicting dislocation density in martensite ab-initio. ACTA Mater. 2023, 243, 118500. [Google Scholar] [CrossRef]
- Gwon, H.; Kim, S.H.; Jeon, J.J. C clustering and partitioning by static strain aging in cold-rolled 16Cr-5Ni supermartensitic stainless steel. Scr. Mater. 2021, 192, 106–110. [Google Scholar] [CrossRef]
- Marais, A.; Maziere, M.; Forest, S. Influence of static strain aging on the cleavage fracture of a C–Mn steel. Eng. Fract. Mech. 2015, 141, 95–110. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, B.; Wang, Y. Mechanical behaviors and constitutive model of structural steel influenced by strain aging. J. Constr. Steel Res. 2022, 192, 107211. [Google Scholar] [CrossRef]
- Lopocaro, G.; Pampanin, S.; Kral, M.V. Long-term strain-ageing effects on low-carbon steel reinforcement. Constr. Build. Mater. 2019, 228, 116606. [Google Scholar] [CrossRef]
- Mezo, T.B.; Barkoczy, P. Study on Static Strain Aging Kinetics of High-Carbon Steel Wires and Its Impact on High-Strength Steel Cords. Metals 2021, 11, 1684. [Google Scholar] [CrossRef]
- Mishet’yan, A.R.; Fillipov, G.A.; Chevskaya, O.N. Effect of Strain Aging on the Rate Dependence of the Strain Resistance and the Cold Resistance of Low-Carbon Steels with Ferritic-Pearlitic and Bainitic Structures. Russ. Metall. 2021, 2021, 1284–1288. [Google Scholar] [CrossRef]
- GB/T 4340-2009; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. Standards Press of China: Beijing, China, 2010.
- Wei, J.; Yang, F.; Qi, M. The “pegging” effect of in-situ TiB whiskers on the hot deformation behavior and dynamic recrystallization of (10 vol%) TiB/Ti–6Al–4V composites. J. Mater. Res. Technol. 2023, 22, 1695–1707. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density-induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef]
- Takahashi, J.; Kosaka, M.; Kawakami, K. Change in carbon state by low-temperature aging in heavily drawn pearlitic steel wires. Acta Mater. 2012, 60, 387–395. [Google Scholar] [CrossRef]
- Waseda, O.; Veiga, R.G.A.; Morthomas, J. Formation of carbon Cottrell atmospheres and their effect on the stress field around an edge dislocation. Scr. Mater. 2017, 129, 16–19. [Google Scholar] [CrossRef]
- Hitakami, D.; Ushioda, K.; Manabe, T. Change in the microstructure and mechanical properties of drawn pearlitic steel with low-temperature aging. In Proceedings of the IOP Conference Series Materials Science and Engineering, Xiamen, China, 20–22 October 2017; p. 219. [Google Scholar] [CrossRef]
- Zhang, X.D.; Godfrey, A.; Hansen, N. Evolution of cementite morphology in pearlitic steel wire during wet wire drawing. Mater. Charact. 2010, 61, 65–72. [Google Scholar] [CrossRef]
- Zhang, X.; Godfrey, A.; Huang, X. Microstructure and strengthening mechanisms in cold-drawn pearlitic steel wire. Acta Mater. 2011, 59, 3422–3430. [Google Scholar] [CrossRef]
- Fei, J.J.; Zhou, G.F.; Zhou, J.H. Research on the Effect of Pearlite Lamellar Spacing on Rolling Contact Wear Behavior of U75V Rail Steel. Metals 2023, 13, 237. [Google Scholar] [CrossRef]
- Ji, P.B.; Zhou, L.C.; Zhou, X.F. Study on Anisotropic Mechanical Properties of Cold Drawn Pearlitic Steel Wire. Acta Metall. Sin. 2018, 54, 494–500. [Google Scholar] [CrossRef]
- Koizumi, T.; Kuroda, M. Grain size effects in aluminum processed by severe plastic deformation. Mater. Sci. Eng. A 2018, 710, 300–308. [Google Scholar] [CrossRef]
- Hajiabadi, M.G.; Zamanian, M.; Souri, D. Williamson-Hall analysis in evaluation of lattice strain and the density of lattice dislocation for nanometer scaled ZnSe and ZnSe:Cu particles. Ceram. Int. 2019, 45, 14084–14089. [Google Scholar] [CrossRef]
- Sun, M.X.; Xu, Y.; Du, W.B. Influence of Coiling Temperature on Microstructure, Precipitation Behaviors and Mechanical Properties of a Low Carbon Ti Micro-Alloyed Steel. Metals 2020, 10, 1173. [Google Scholar] [CrossRef]
- Cai, Z.H.; Wang, S.K.; Zhou, Y.J. Influence of aging treatment on mechanical properties and wear resistance of medium manganese steel reinforced with Ti(C,N) particles. Friction 2023, 11, 2059–2072. [Google Scholar] [CrossRef]
- Wu, S.W.; Liu, Z.Y.; Zhou, X.G. Precipitation behavior of Ti in high strength steels. J. Cent. South Univ. 2017, 24, 2767–2772. [Google Scholar] [CrossRef]
- Reichhardt, C.; Reichhardt, C.J.O. Reentrant pegging, dynamic row reduction, and skyrmion accumulation for driven skyrmions in inhomogeneous pegging arrays. Epl 2020, 129, 21001. [Google Scholar] [CrossRef]
- Zhang, G.H.; Zhu, Z.W.; Ning, J.G. Dynamic impact constitutive relation of 6008-T6 aluminum alloy based on dislocation density and second-phase particle strengthening effects. J. Alloys Compd. 2023, 932, 167718. [Google Scholar] [CrossRef]
- Chen, F.; LIU, F.; TAN, Y.B. Achieving excellent strength-ductility synergy via high density dislocation and nano-twinning in cryo-rolled FeCoCrNiMo0.2 high-entropy alloy. J. Mater. Res. Technol. 2023, 26, 2495–2507. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| State | Rm [MPa] | Rp0.2 [MPa] | A [%] | Z [%] |
|---|---|---|---|---|
| Hot-rolled | 497 | 257 | 35.5 | 63 |
| Area reduction of 20% | 635 | 590 | 13.5 | 54 |
| Parameters | Crystal | FWHM | 2θ | D | ε | ρ |
|---|---|---|---|---|---|---|
| 300 °C 2 h | (110) | 0.215 | 44.64 | 450 | 0.17673 | 8.2 × 1015 |
| (211) | 0.43 | 82.241 | 252 | |||
| (200) | 0.479 | 98.84 | 251 | |||
| Unaged | (110) | 0.204 | 44.621 | 484 | 0.14278 | 6.0 × 1015 |
| (211) | 0.393 | 82.22 | 277 | |||
| (200) | 0.441 | 98.82 | 285 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, Q.; Lu, H.; Wang, Y.; Yang, X.; Zhang, L.; Dong, H. The Influence of Strain Aging at Different Temperatures on the Mechanical Properties of Cold-Drawn 10B21 Steel Combined with an Electron Microscope Study of the Structures. Materials 2024, 17, 826. https://doi.org/10.3390/ma17040826
Dong Q, Lu H, Wang Y, Yang X, Zhang L, Dong H. The Influence of Strain Aging at Different Temperatures on the Mechanical Properties of Cold-Drawn 10B21 Steel Combined with an Electron Microscope Study of the Structures. Materials. 2024; 17(4):826. https://doi.org/10.3390/ma17040826
Chicago/Turabian StyleDong, Qiuyao, Hengchang Lu, Yangxin Wang, Xianliang Yang, Linxiang Zhang, and Han Dong. 2024. "The Influence of Strain Aging at Different Temperatures on the Mechanical Properties of Cold-Drawn 10B21 Steel Combined with an Electron Microscope Study of the Structures" Materials 17, no. 4: 826. https://doi.org/10.3390/ma17040826
APA StyleDong, Q., Lu, H., Wang, Y., Yang, X., Zhang, L., & Dong, H. (2024). The Influence of Strain Aging at Different Temperatures on the Mechanical Properties of Cold-Drawn 10B21 Steel Combined with an Electron Microscope Study of the Structures. Materials, 17(4), 826. https://doi.org/10.3390/ma17040826