
Experimental Investigation of Current Intensity and Feed Speed in Electrically Assisted Necking and Thickening of 5A02 Aluminum Alloy Tubes

 , , ,
, , ,
Abstract
1. Introduction
2. Experiment of Electrically Assisted Necking and Thickening
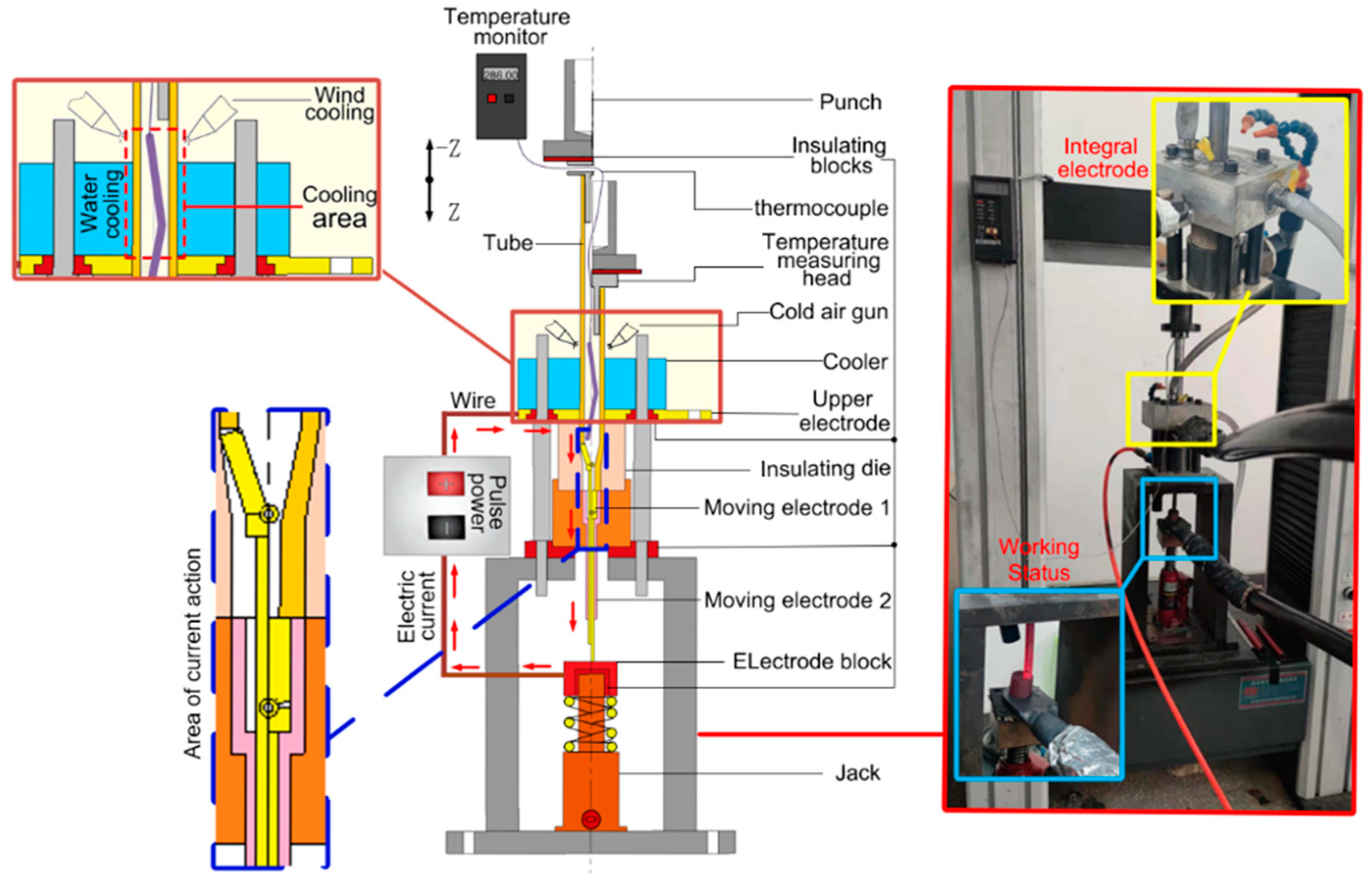
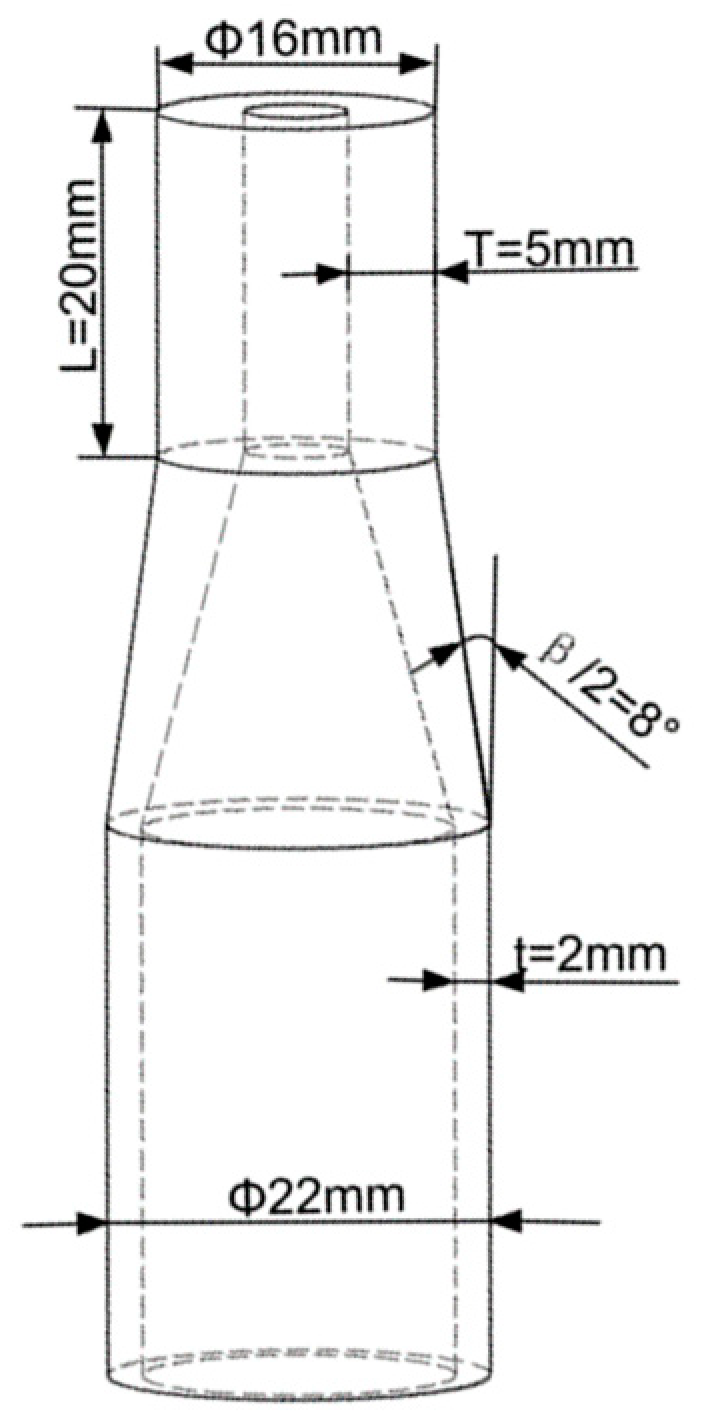
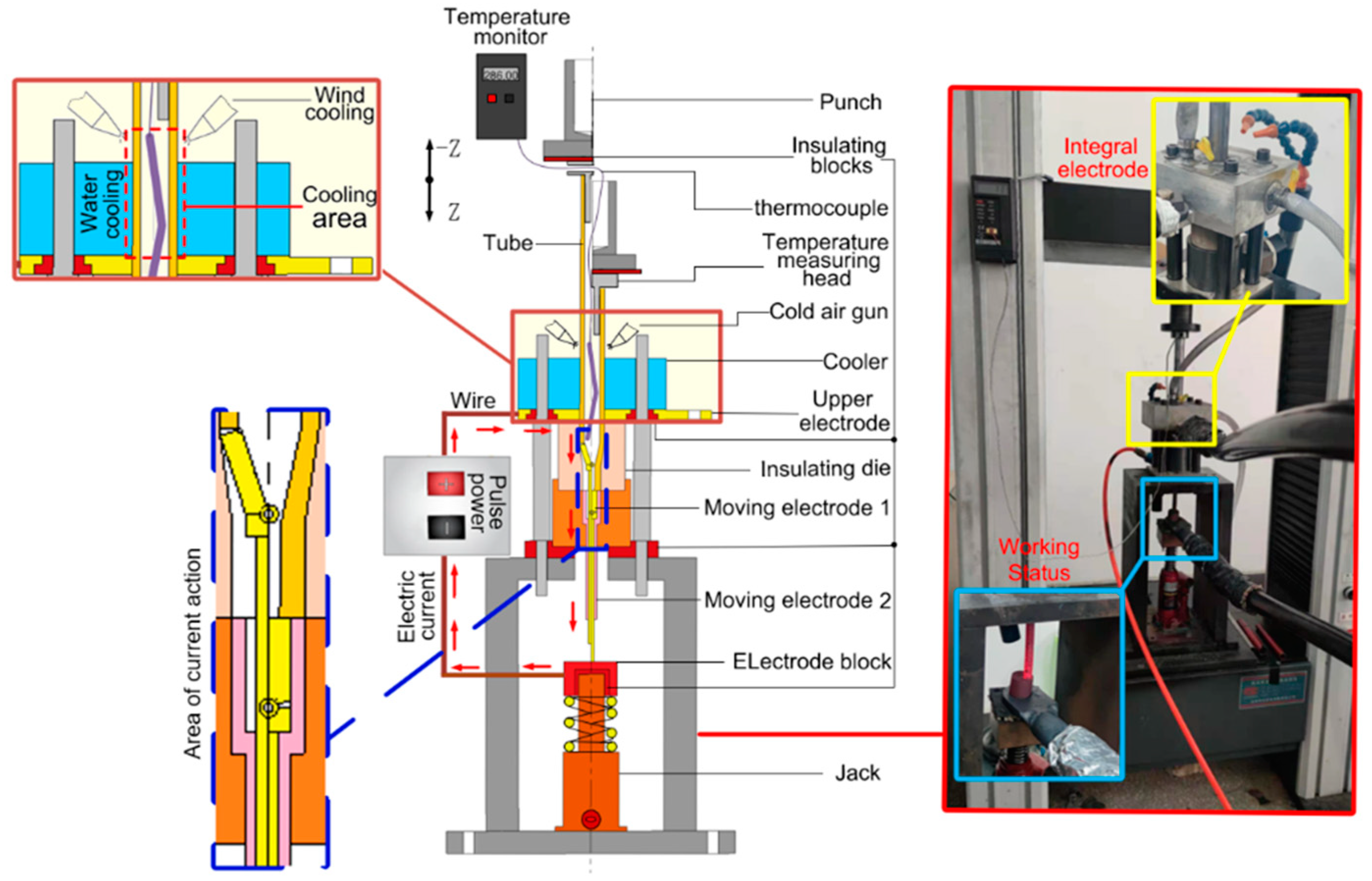
2.1. Electrically Assisted Necking and Thickening Principle
2.2. Electrically Assisted Necking and Thickening Principle
3. Experimental Results and Analysis
3.1. Effect of Current Intensity
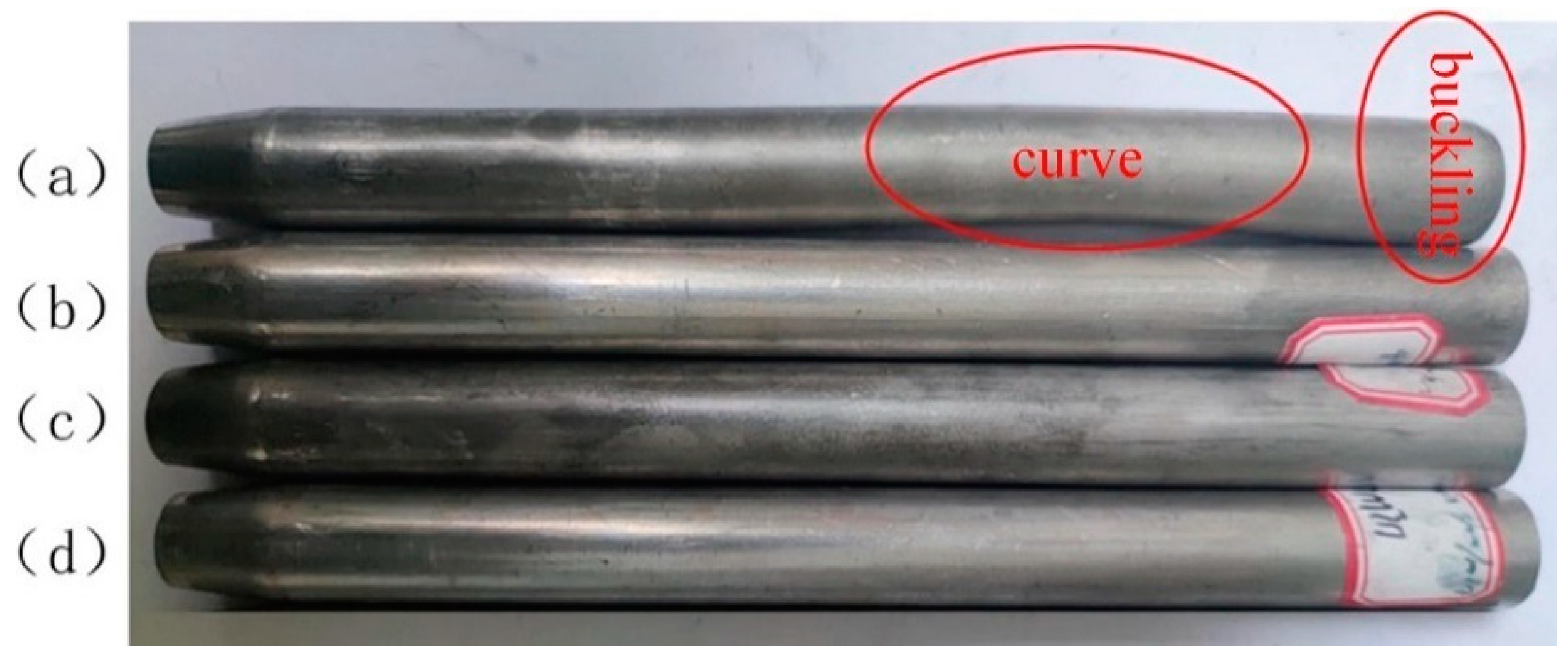
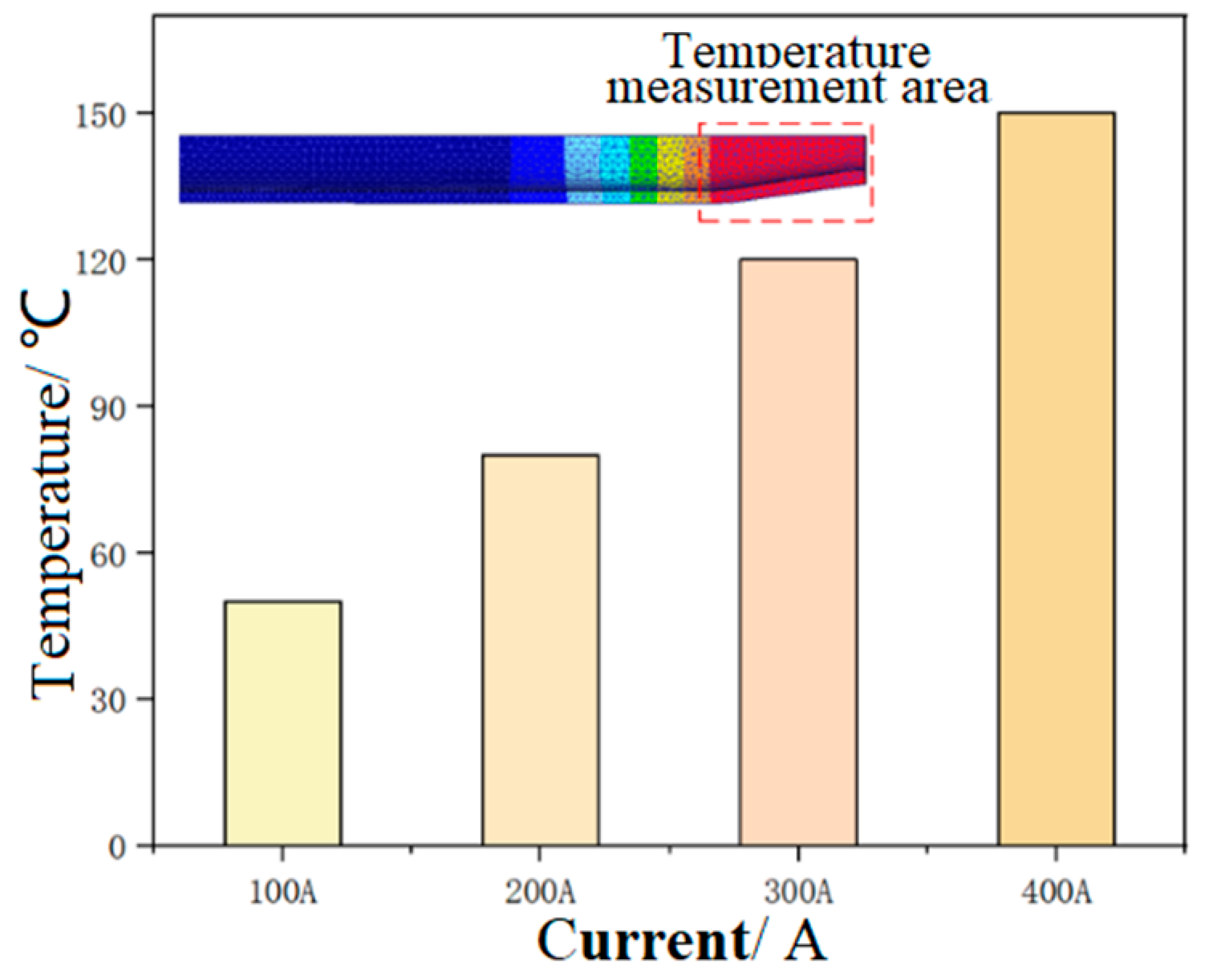
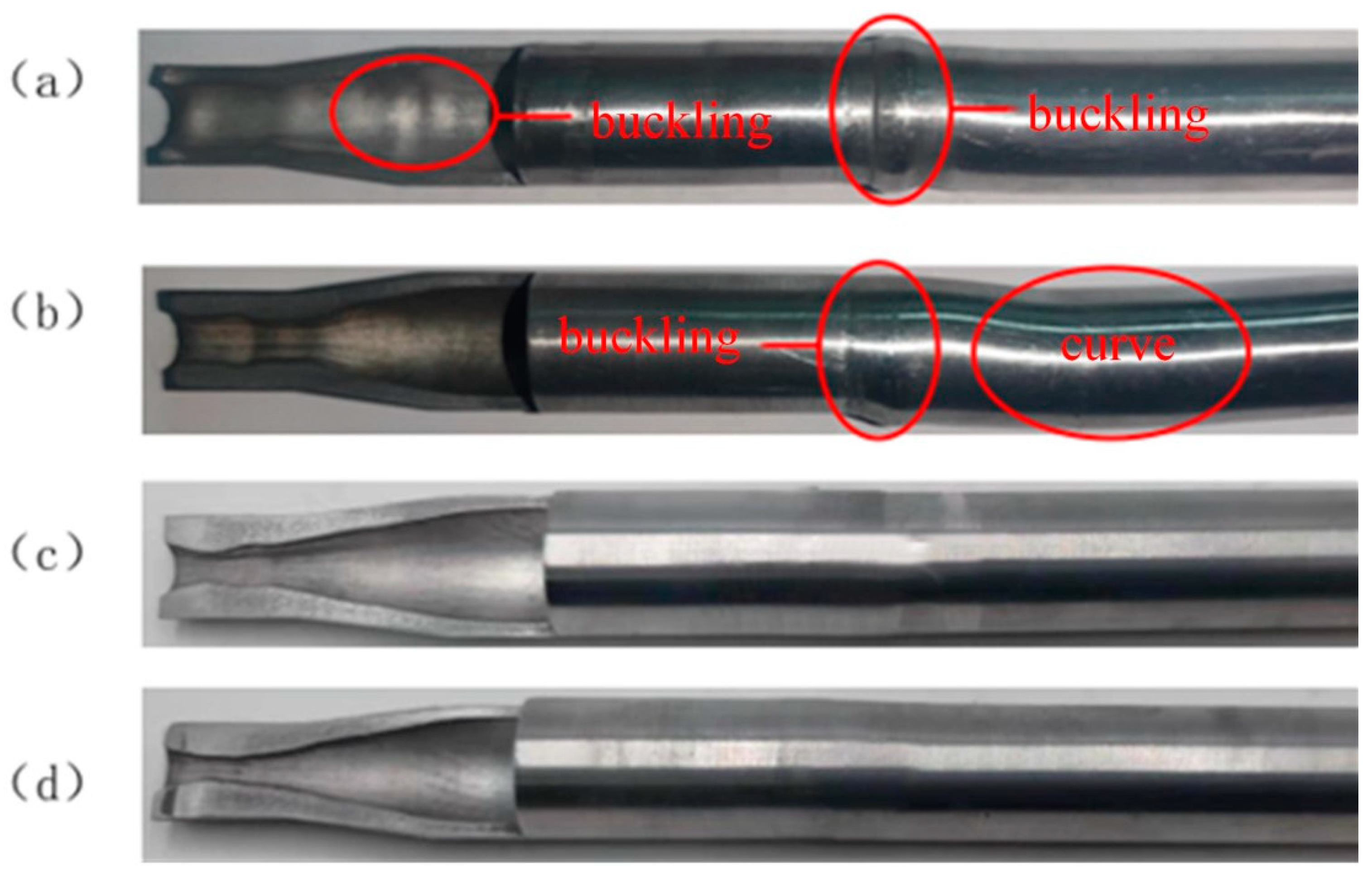
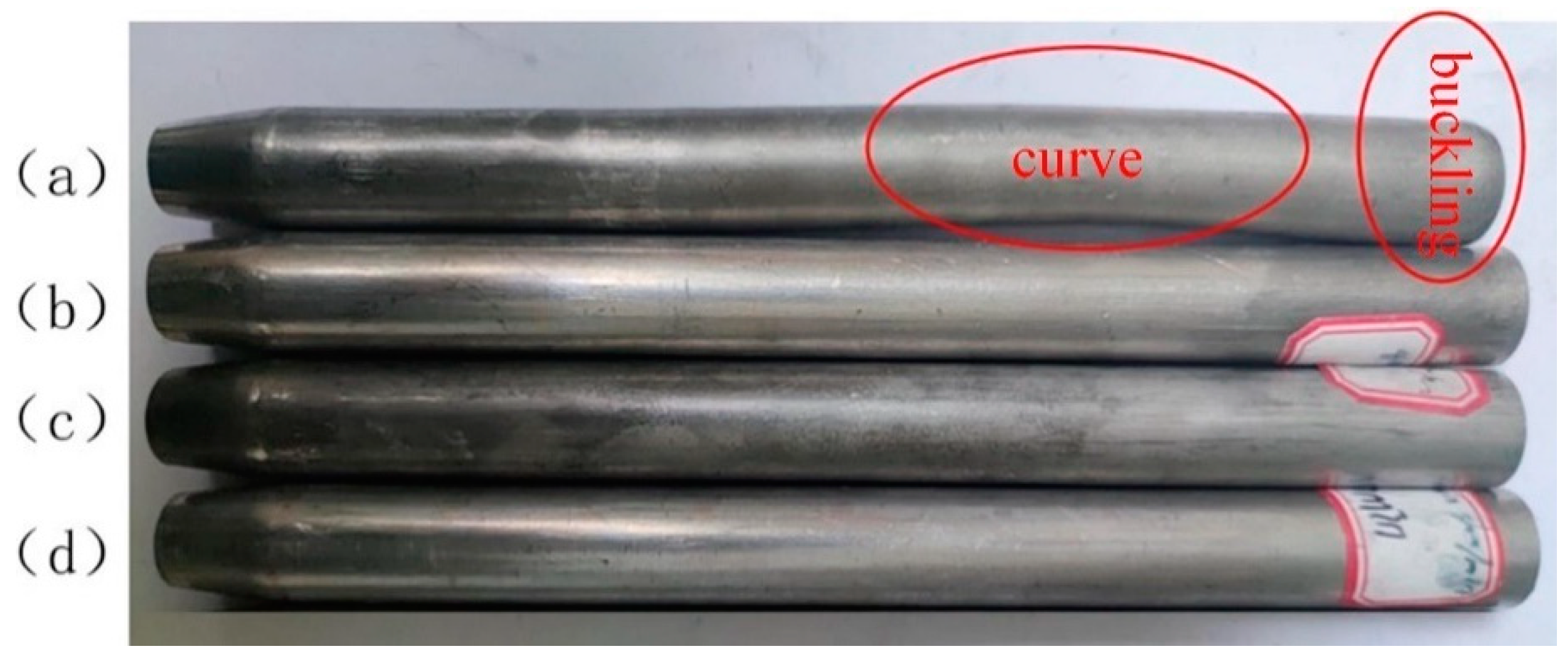
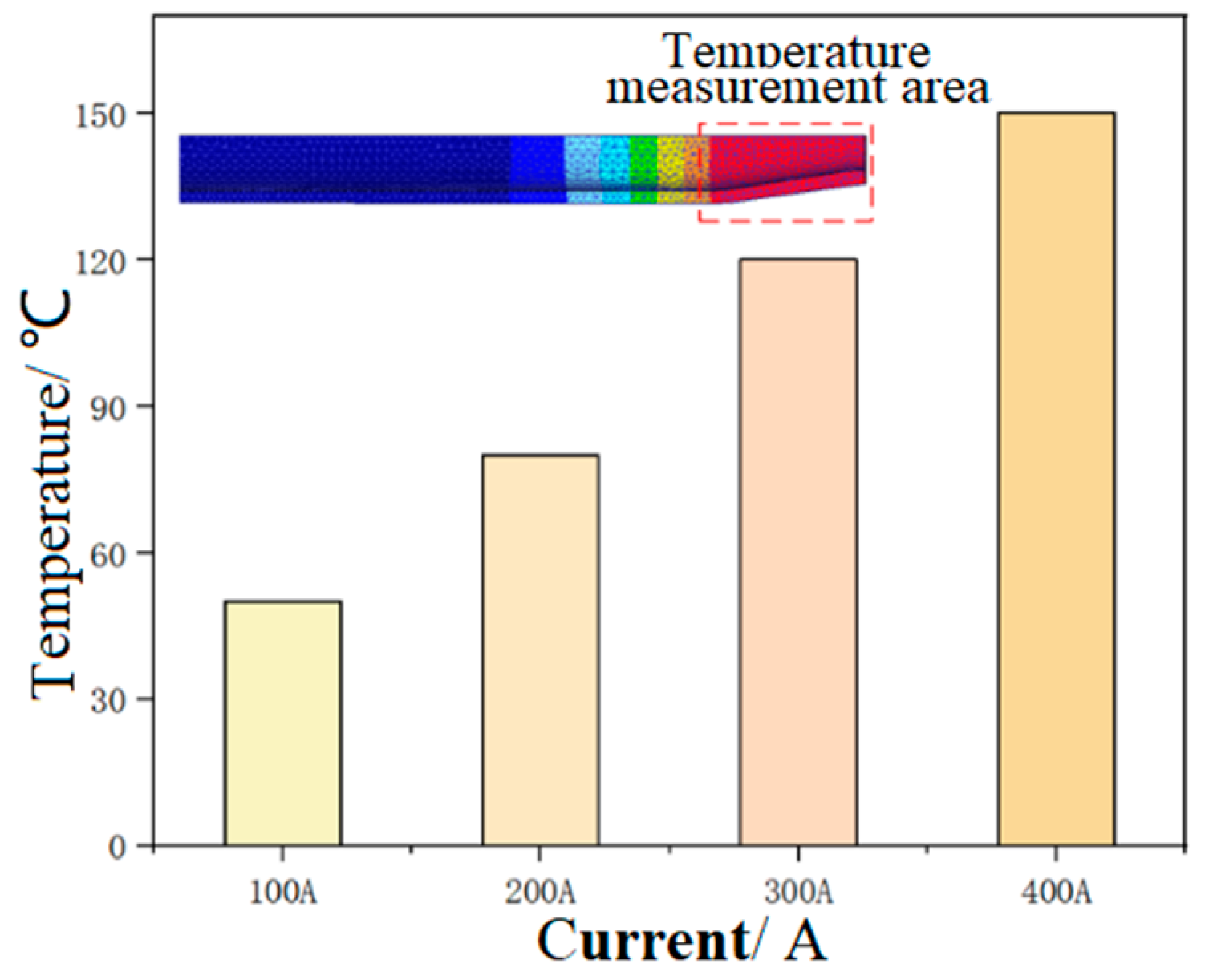
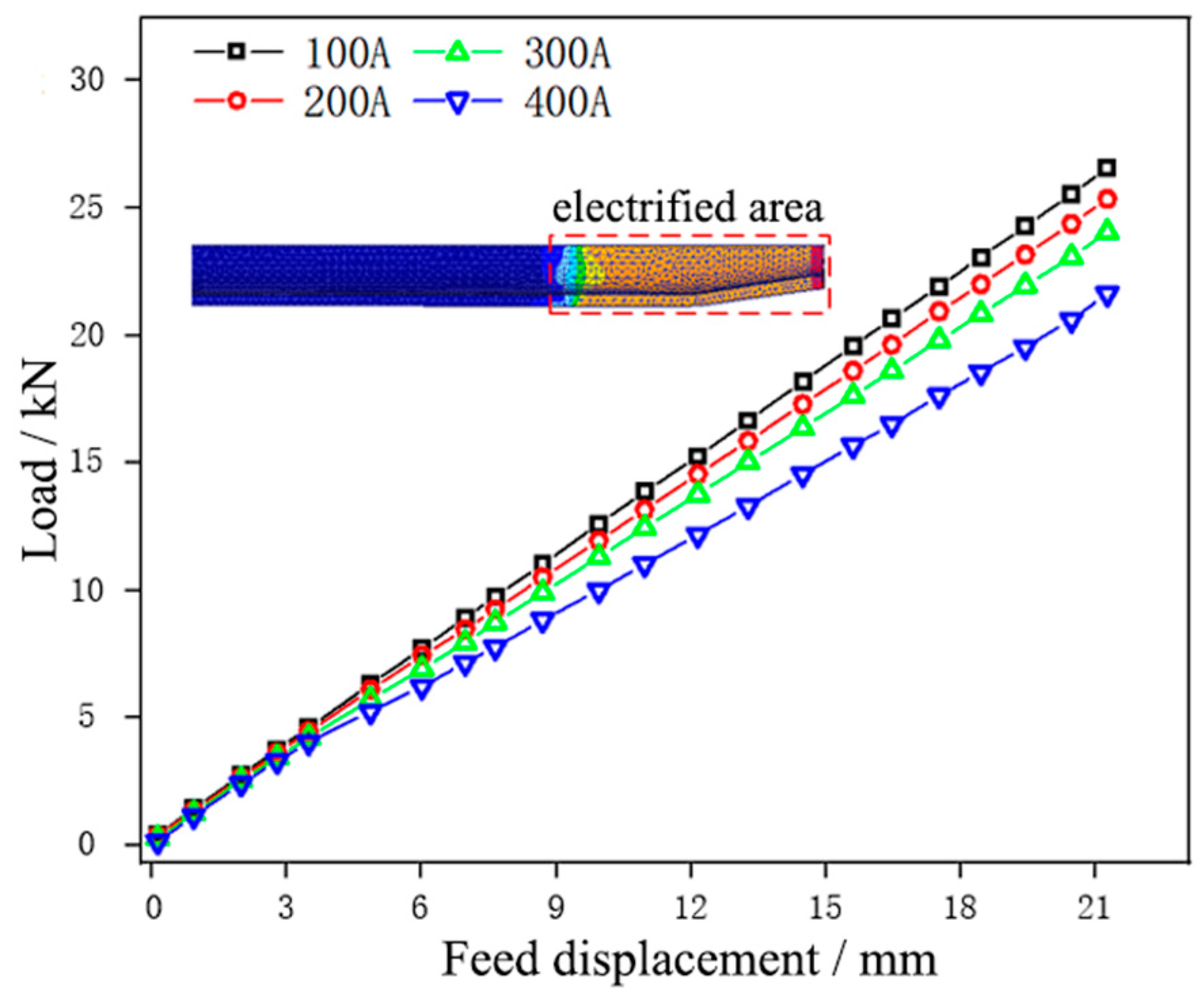
3.1.1. Effect of Current Intensity on Necking Forming
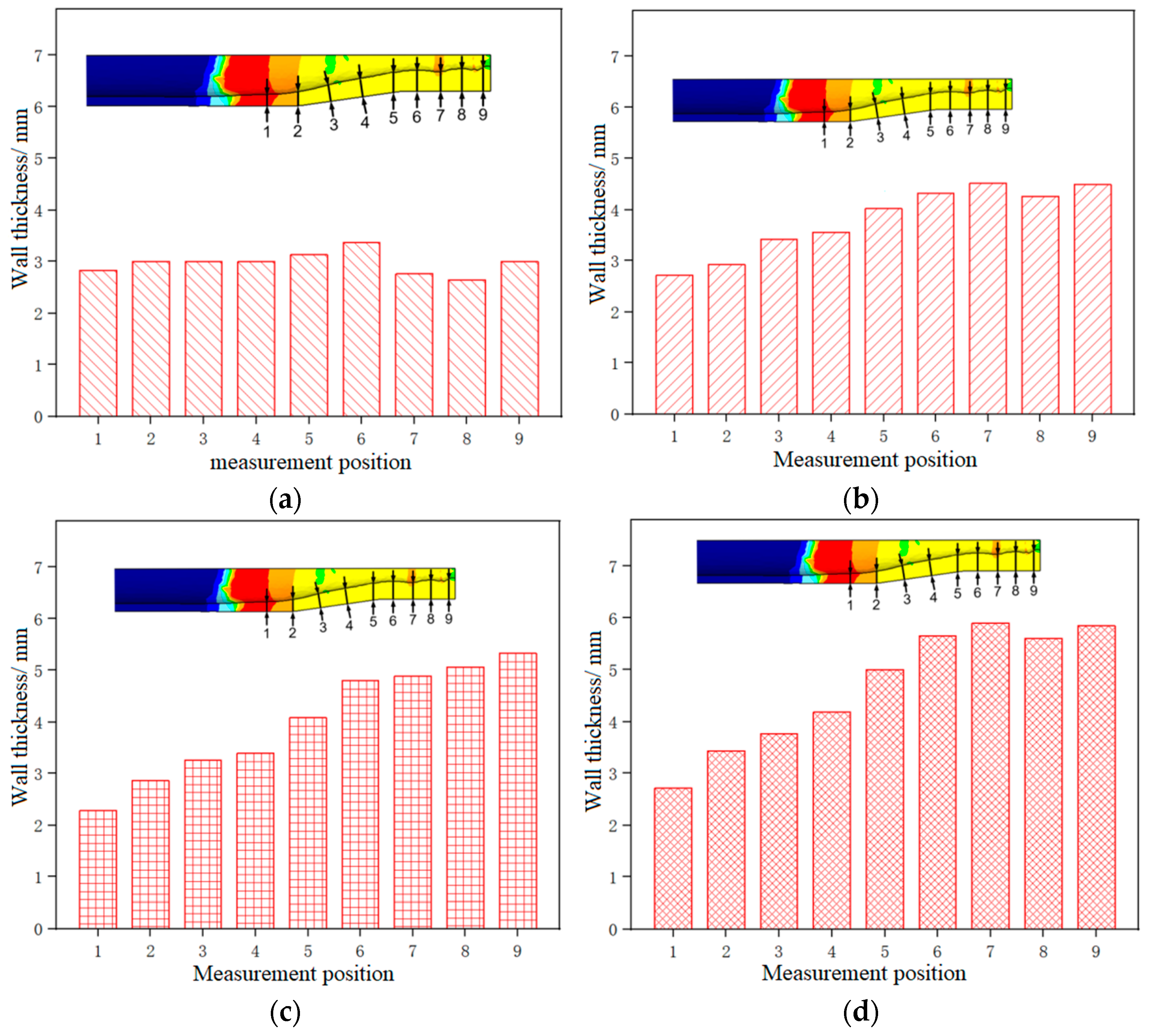
3.1.2. Effect of Current Intensity on Thickening Forming
3.2. Effect of Feed Speed
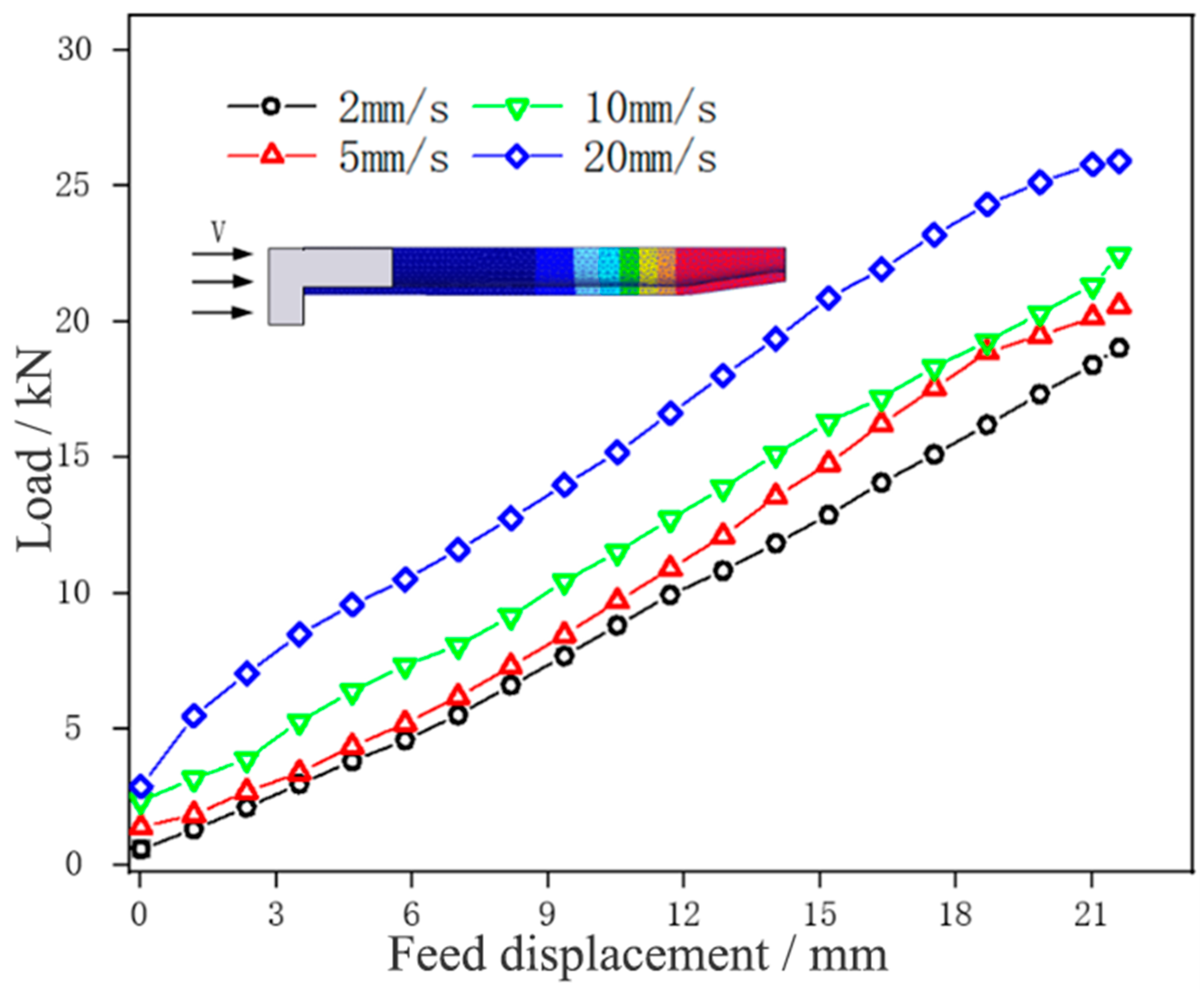
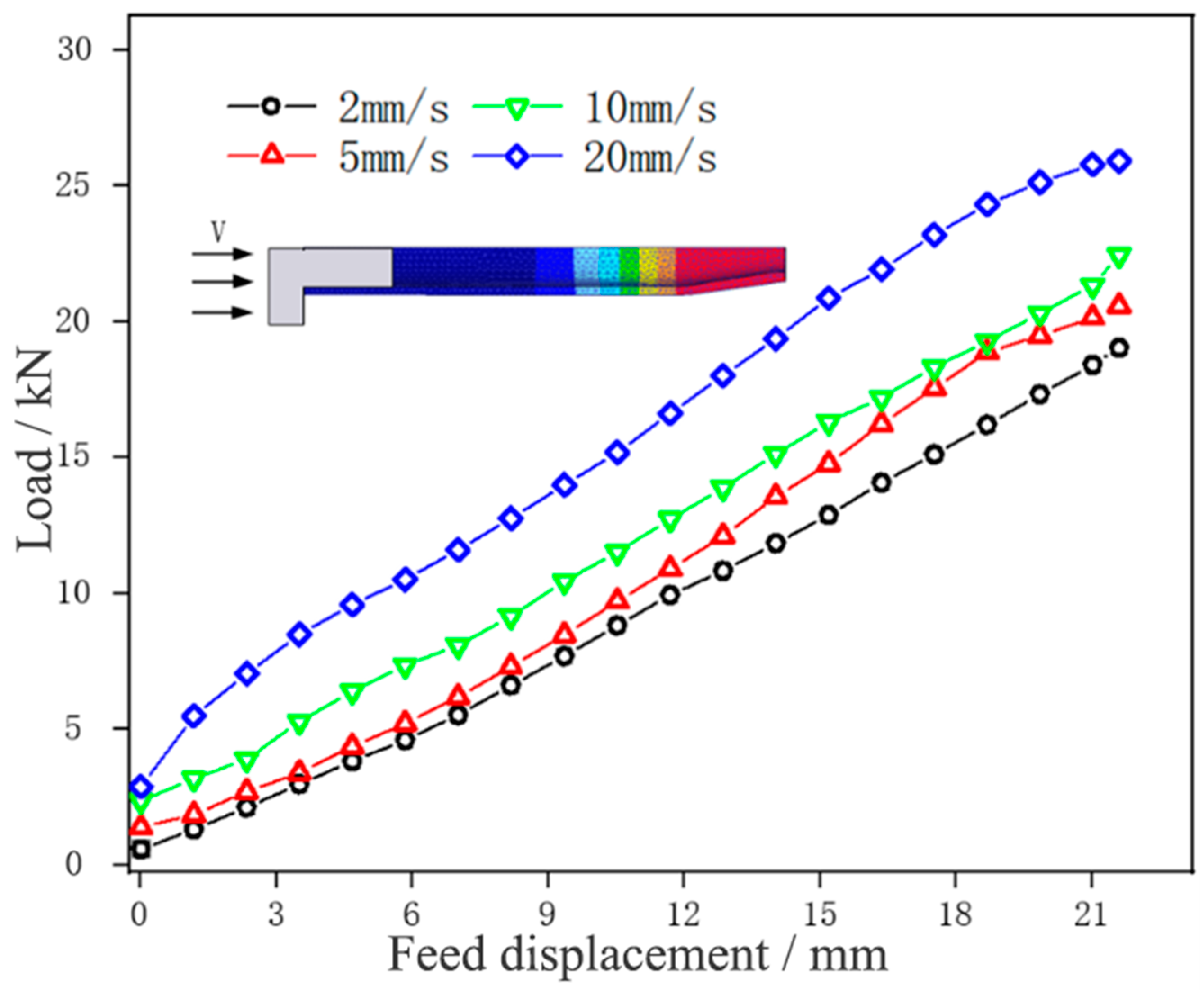
3.2.1. Effect of Feed Speed on Necking Forming
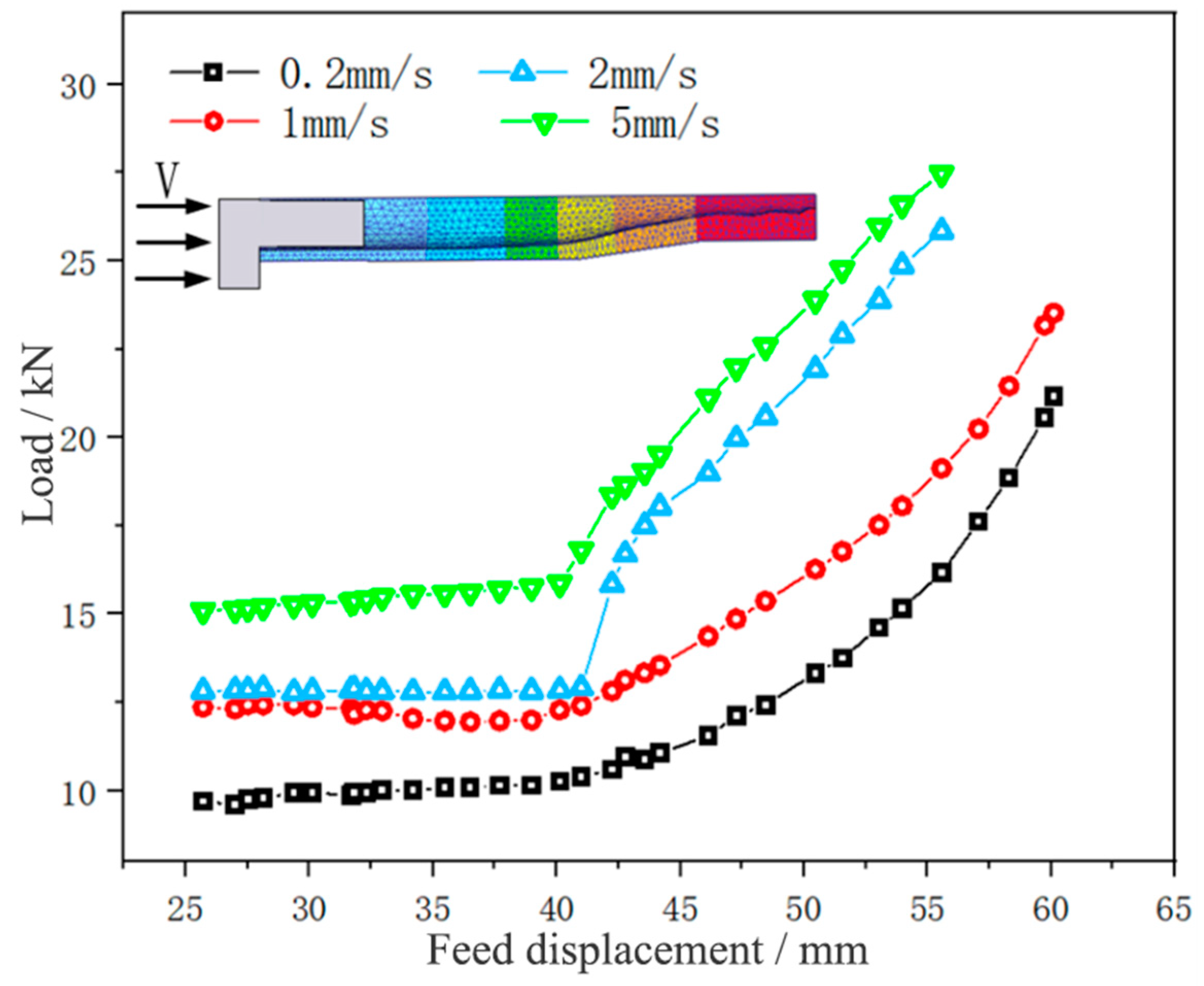
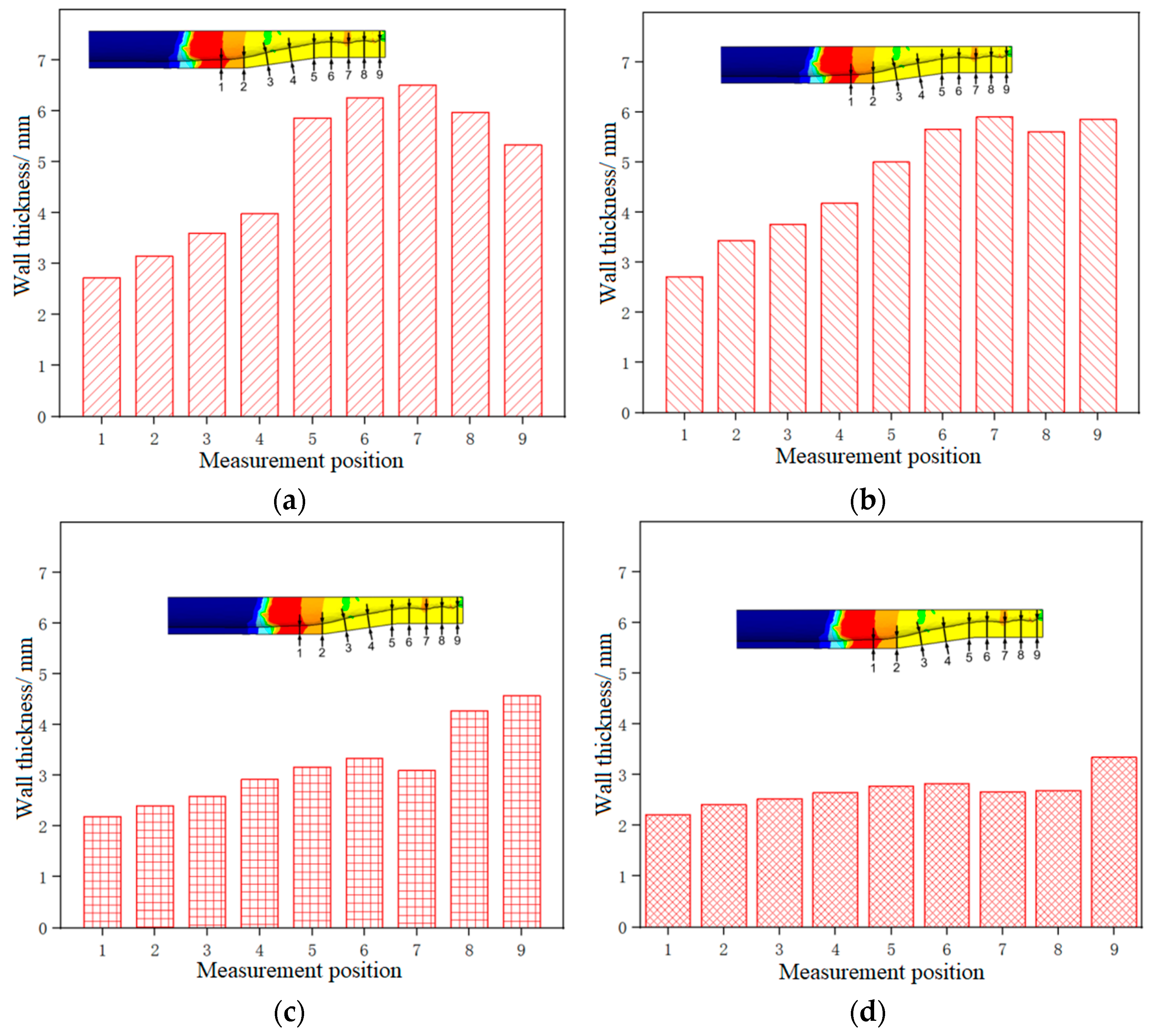
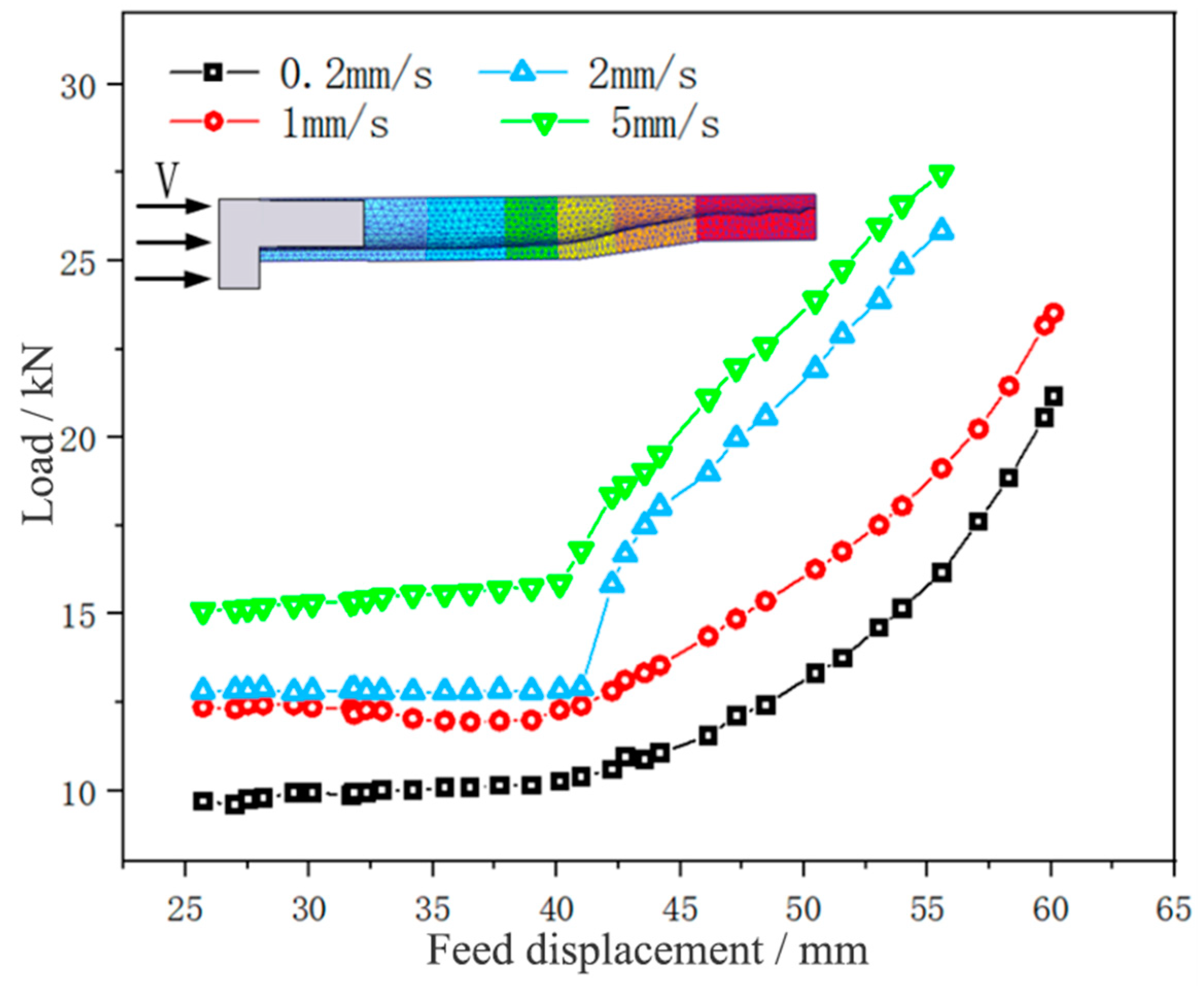
3.2.2. Effect of Feed Speed on Thickening Forming
4. Conclusions
- During the necking forming stage, as the current intensity increases, the temperature of the tube blank in the necking area increases and the forming load decreases; The forming load generally increases with the increase of feed speed.
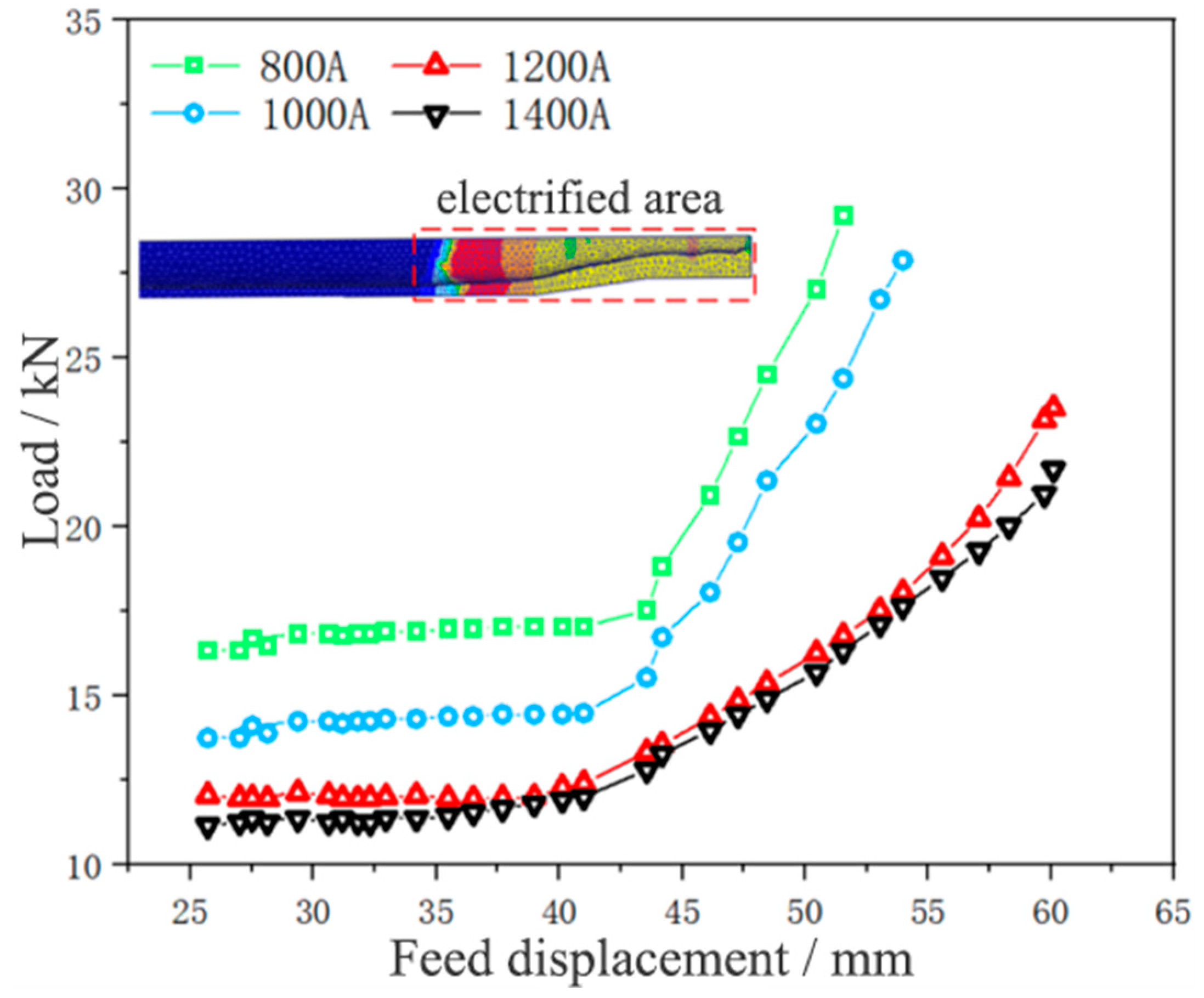
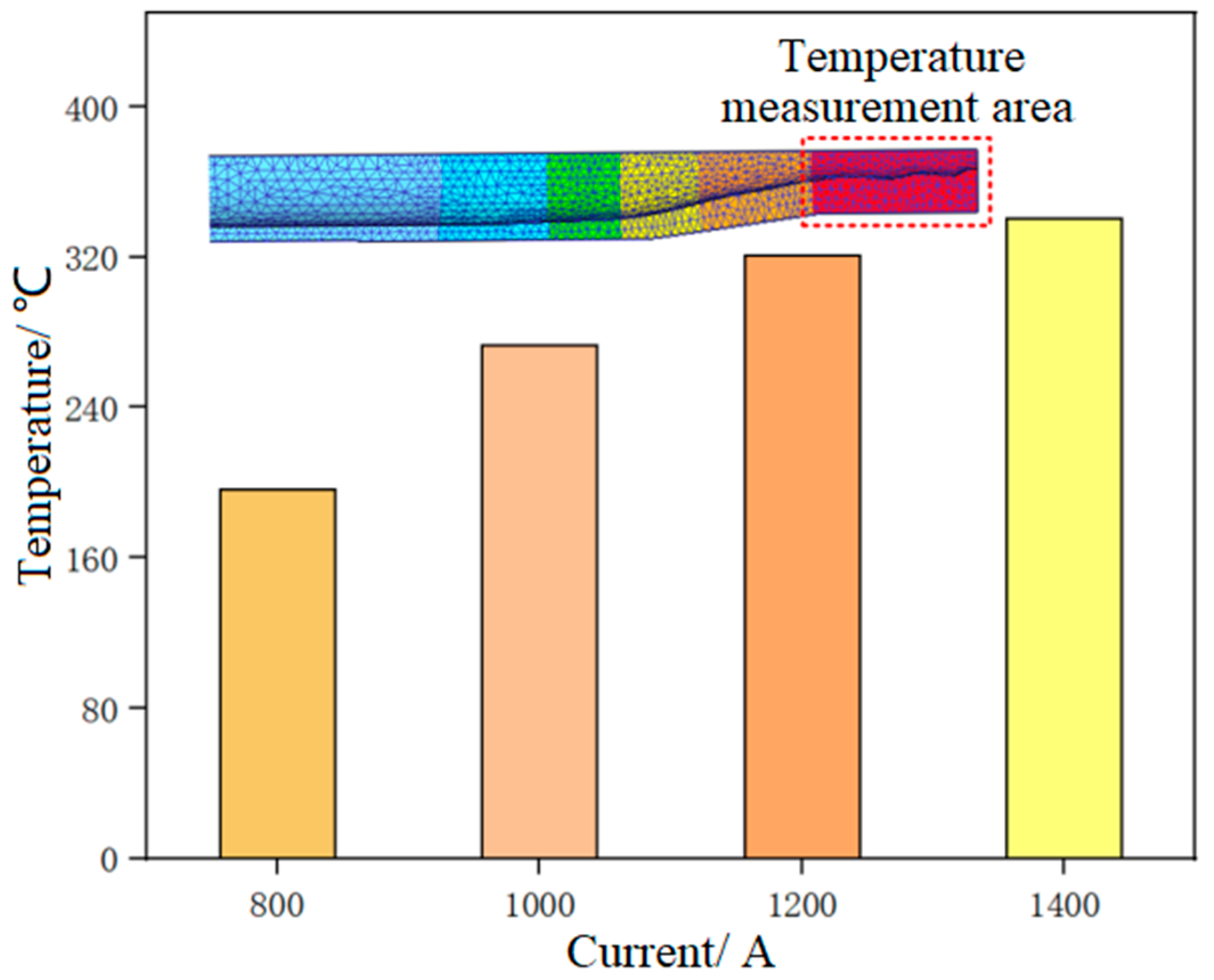
- In the thickening forming stage, the displacement-load curve shows a parallel upward trend with the decrease of current intensity, while the temperature shows an upward trend with the increase of current intensity; The smaller feed speed can reduce the load and be more conducive to forming.
- Increasing the temperature gradient difference between the thickening zone, necking zone, and support zone of the tube ensures that the initial forming load of the thickening forming is much lower than the bearing limit of the tube support zone, which is conducive to the thickening forming of the tube and thereby improves the thickening rate.
- The process window for necking and thickening of the tube is obtained to manufacture good parts, that is, during the necking stage, the current intensity should not be less than 300 A and the feed speed should not exceed 10 mm/min; During the thickening stage, the current intensity should not be less than 1400 A and the feed speed should not exceed 1 mm/min. The establishment of a phased forming window has optimized the necking and thickening forming process, achieving precise control in stages, reducing energy loss, and improving efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bruschi, S.; Ghiotti, A.; Simonetto, E. Review on sheet and tube forming at elevated temperature of third generation of high-strength steels. Mech. Ind. 2023, 24, 23–31. [Google Scholar] [CrossRef]
- Trân, R.; Reuther, F.; Winter, S.; Psyk, V. Process Development for a Superplastic Hot Tube Gas Forming Process of Titanium (Ti-3Al-2.5V) Hollow Profiles. Metals 2020, 10, 1150. [Google Scholar] [CrossRef]
- Zoghi, H.; Fallahi Arezoodar, A. Finite element study of stress and strain state during hot tube necking process. Proceedings of the Institution of Mechanical Engineers. Part B J. Eng. Manuf. 2013, 227, 551–564. [Google Scholar] [CrossRef]
- Xu, Z.; Jiang, T.; Huang, J.; Peng, L.; Lai, X.; Fu, M.W. Electroplasticity in electrically-assisted forming: Process phenomena, performances and modelling. Int. J. Mach. Tools Manuf. 2022, 175, 103871. [Google Scholar] [CrossRef]
- Ruszkiewicz, B.J.; Grimm, T.; Ragai, I.; Mears, L.; Roth, J.T. A Review of Electrically-Assisted Manufacturing With Emphasis on Modeling and Understanding of the Electroplastic Effect. J. Manuf. Sci. Eng. 2017, 139, 110801. [Google Scholar] [CrossRef]
- Izadpanah, S.; Cao, X.; An, D.; Li, X.; Chen, J. One Step Forward to Electrically Assisted Forming Mechanisms and Computer Simulation: A Review. Adv. Eng. Mater. 2023, 25, 2200425. [Google Scholar] [CrossRef]
- Aghabeyki, F.; Mirnia, M.J.; Elyasi, M. Cold and warm flaring of thin-walled titanium tube using single-point incremental forming. Int. J. Adv. Manuf. Technol. 2021, 114, 3357–3376. [Google Scholar] [CrossRef]
- Gao, P.; Yu, C.; Fu, M.; Xing, L.; Zhan, M.; Guo, J. Formability enhancement in hot spinning of titanium alloy thin-walled tube via prediction and control of ductile fracture. Chin. J. Aeronaut. 2022, 35, 320–331. [Google Scholar] [CrossRef]
- Simonetto, E.; Ghiotti, A.; Bruschi, S. Numerical modelling of Direct Hot Tube Rotary Draw Bending of 22MnB5 High Strength Steel. CIRP J. Manuf. Sci. Technol. 2022, 37, 547–558. [Google Scholar] [CrossRef]
- Chen, J.; Ding, Y.; Wang, K.; Yan, K.; Ma, Y.; Wang, X.; Zhou, S. Effects of Laves Phase on Burst Behavior of GH3625 Superalloy Pipe During Hot Extrusion. Acta Metall. Sin. 2021, 57, 641–650. [Google Scholar]
- Li, X.; Xu, X.; Wei, K.; Fan, Y.; Wei, L.; Qui, Z. Effect of temperature and friction on necking and thickening for 5A02 aluminum alloy thin-walled tube in differential temperature extrusion. Int. J. Adv. Manuf. Technol. 2020, 108, 683–694. [Google Scholar] [CrossRef]
- Tiwari, J.; Mahanta, B.K.; Krishnaswamy, H.; Devadula, S.; Amirthalingam, M. A Data Driven Approach to Identify Optimal Thermal Parameters for Finite Element Analysis of Electric-Assisted Deformation Processes. Met. Mater. Int. 2023, 29, 2287–2303. [Google Scholar] [CrossRef]
- Adabala, S.; Cherukupally, S.; Guha, S.; Raju, D.V.; Verma, R.K.; Reddy, V. Importance of machine compliance to quantify electro-plastic effect in electric pulse aided testing: An experimental and numerical study. J. Manuf. Process. 2022, 75, 268–279. [Google Scholar] [CrossRef]
- Tiwari, J.; Balaji, V.; Krishnaswamy, H.; Amirthalingam, M. Dislocation density based modelling of electrically assisted deformation process by finite element approach. Int. J. Mech. Sci. 2022, 227, 107433. [Google Scholar] [CrossRef]
- Stolyarov, V.; Korolkov, O.; Pesin, A.; Raab, G. Deformation Behavior under Tension with Pulse Current of Ultrafine-Grain and Coarse-Grain CP Titanium. Materials 2023, 16, 191. [Google Scholar] [CrossRef]
- Pakhomov, M.; Korolkov, O.; Pigato, M.; Gennari, C.; Calliari, I.; Stolyarov, V. Electroplastic Effect during Tension and Bending in Duplex Stainless Steel. Materials 2023, 16, 4119. [Google Scholar] [CrossRef] [PubMed]
- Mohammadtabar, N.; Bakhshi-Jooybari, M.; Gorji, H.; Jamaati, R.; Szpunar, J.A. Effect of Electric Current Pulse Type on Springback, Microstructure, Texture, and Mechanical Properties During V-Bending of AA2024 Aluminum Alloy. J. Manuf. Sci. Eng. 2021, 143, 011004. [Google Scholar] [CrossRef]
- Shivaprasad, C.; Subrahmanyam, A.; Reddy, N. Effect of electric path in electric pulse aided V-bending of Ti-6Al4V: An experimental and numerical study. J. Manuf. Process. 2023, 100, 75–84. [Google Scholar] [CrossRef]
- Wagner, S.W.; Ng, K.; Emblom, W.J.; Camelio, J.A. Influence of Continuous Direct Current on the Microtube Hydroforming Process. J. Manuf. Sci. Eng.-Trans. ASME 2017, 139, 34502–34507. [Google Scholar] [CrossRef]
- Wang, X.; Xu, J.; Ding, M.; Zhang, Y.; Wang, Z.; Guo, B.; Shan, D. Finite-Elements Modeling and Simulation of Electrically-Assisted Rotary-Draw Bending Process for 6063 Aluminum Alloy Micro-Tube. Metals 2021, 11, 1956. [Google Scholar] [CrossRef]
- Jiang, Z.; Zeng, Q.; Anderoglu, O.; Maloy, S.; Ehmann, K.F.; Cao, J. A Novel Heat-Assisted Three-Roll Incremental Rolling System for Flexible Rolling. J. Manuf. Sci. Eng.-Trans. ASME 2023, 145, 11013–11021. [Google Scholar] [CrossRef]
- Liu, Y.; Meng, B.; Wan, M. Deformation characteristics and performance evolution of superalloy capillary drawn by electrically assisted microforming. Int. J. Mech. Sci. 2023, 240, 107912. [Google Scholar] [CrossRef]
- Li, X.; Xu, X.; Fan, Y.; Luo, M.; Tao, R.; Wu, S.; Wei, L. Local electrically assisted necking and thickening technology for 5A02 aluminum alloy tube. Int. J. Adv. Manuf. Technol. 2022, 119, 6017–6028. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Forming Stage | Experimental Parameters | Current Intensity | Feed Speed |
|---|---|---|---|
| Necking stage | Current intensity | 100 A | 10 mm/min |
| 200 A | |||
| 300 A | |||
| 400 A | |||
| Feed speed | 300 A | 5 mm/min | |
| 10 mm/min | |||
| 20 mm/min | |||
| 50 mm/min | |||
| Thickening stage | Current intensity | 800 A | 1 mm/min |
| 1000 A | |||
| 1200 A | |||
| 1400 A | |||
| Feed speed | 1400 A | 0.2 mm/min | |
| 1 mm/min | |||
| 2 mm/min | |||
| 5 mm/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, Y.; Xu, X.; Tao, R.; Luo, M.; Li, X.; Wei, L.; Wu, S.; Xiao, J.; Zeng, X. Experimental Investigation of Current Intensity and Feed Speed in Electrically Assisted Necking and Thickening of 5A02 Aluminum Alloy Tubes. Materials 2024, 17, 771. https://doi.org/10.3390/ma17040771
Fan Y, Xu X, Tao R, Luo M, Li X, Wei L, Wu S, Xiao J, Zeng X. Experimental Investigation of Current Intensity and Feed Speed in Electrically Assisted Necking and Thickening of 5A02 Aluminum Alloy Tubes. Materials. 2024; 17(4):771. https://doi.org/10.3390/ma17040771
Chicago/Turabian StyleFan, Yubin, Xuefeng Xu, Ruichen Tao, Ming Luo, Xiaodong Li, Liming Wei, Shitian Wu, Jie Xiao, and Xiang Zeng. 2024. "Experimental Investigation of Current Intensity and Feed Speed in Electrically Assisted Necking and Thickening of 5A02 Aluminum Alloy Tubes" Materials 17, no. 4: 771. https://doi.org/10.3390/ma17040771
APA StyleFan, Y., Xu, X., Tao, R., Luo, M., Li, X., Wei, L., Wu, S., Xiao, J., & Zeng, X. (2024). Experimental Investigation of Current Intensity and Feed Speed in Electrically Assisted Necking and Thickening of 5A02 Aluminum Alloy Tubes. Materials, 17(4), 771. https://doi.org/10.3390/ma17040771