

Study on Welding Characteristics and Parameters of Gas Metal Arc Welding for A516 Grade 70 Steel with ER70S-6 and ER308LSi Filler Materials


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Welding
2.2. Testing and Evaluation Methods
3. Results
3.1. Visual Inspection and Liquid Penetrant Test
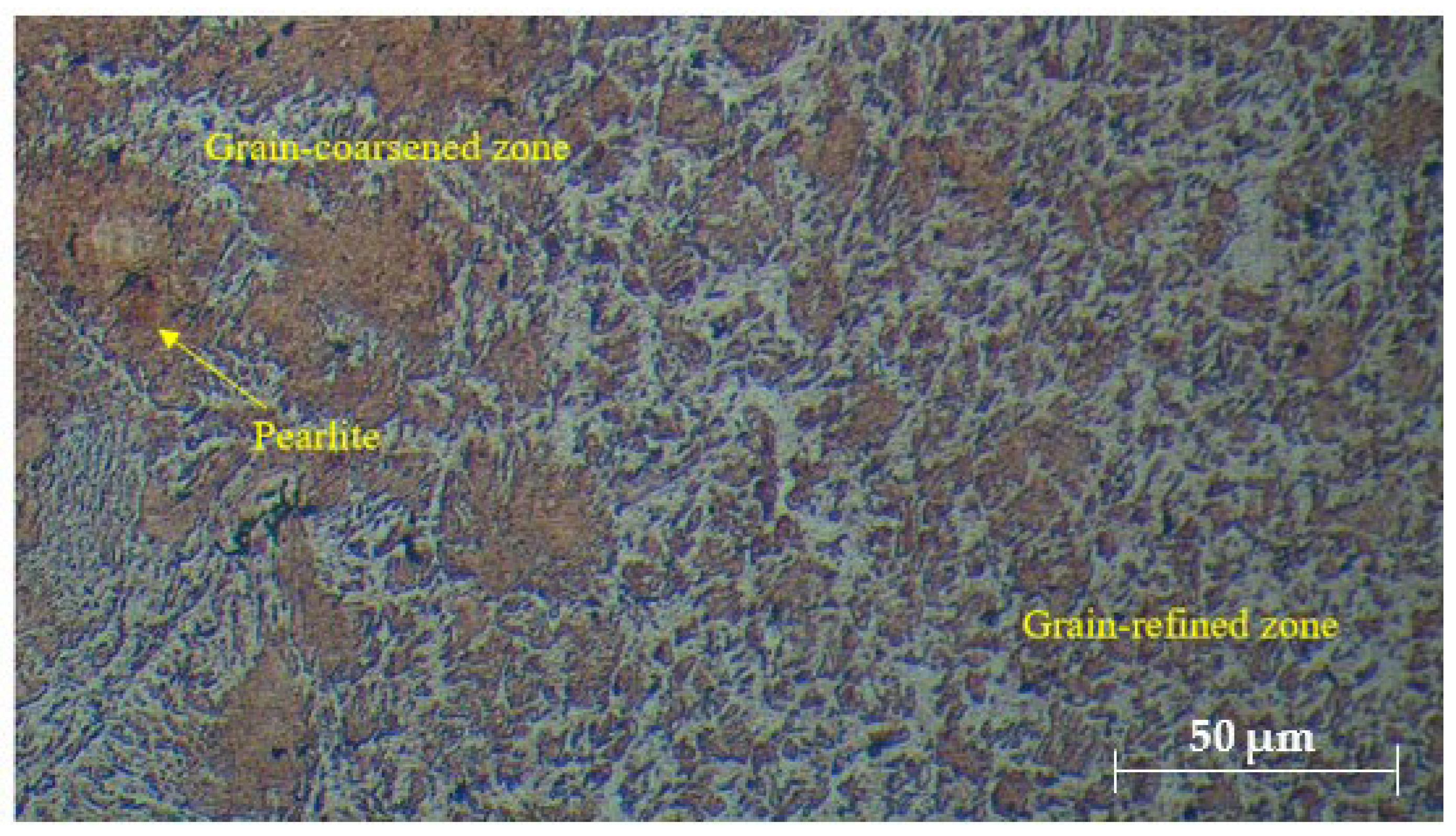
3.2. Microstructural Evaluation
3.3. Mechanical Testing
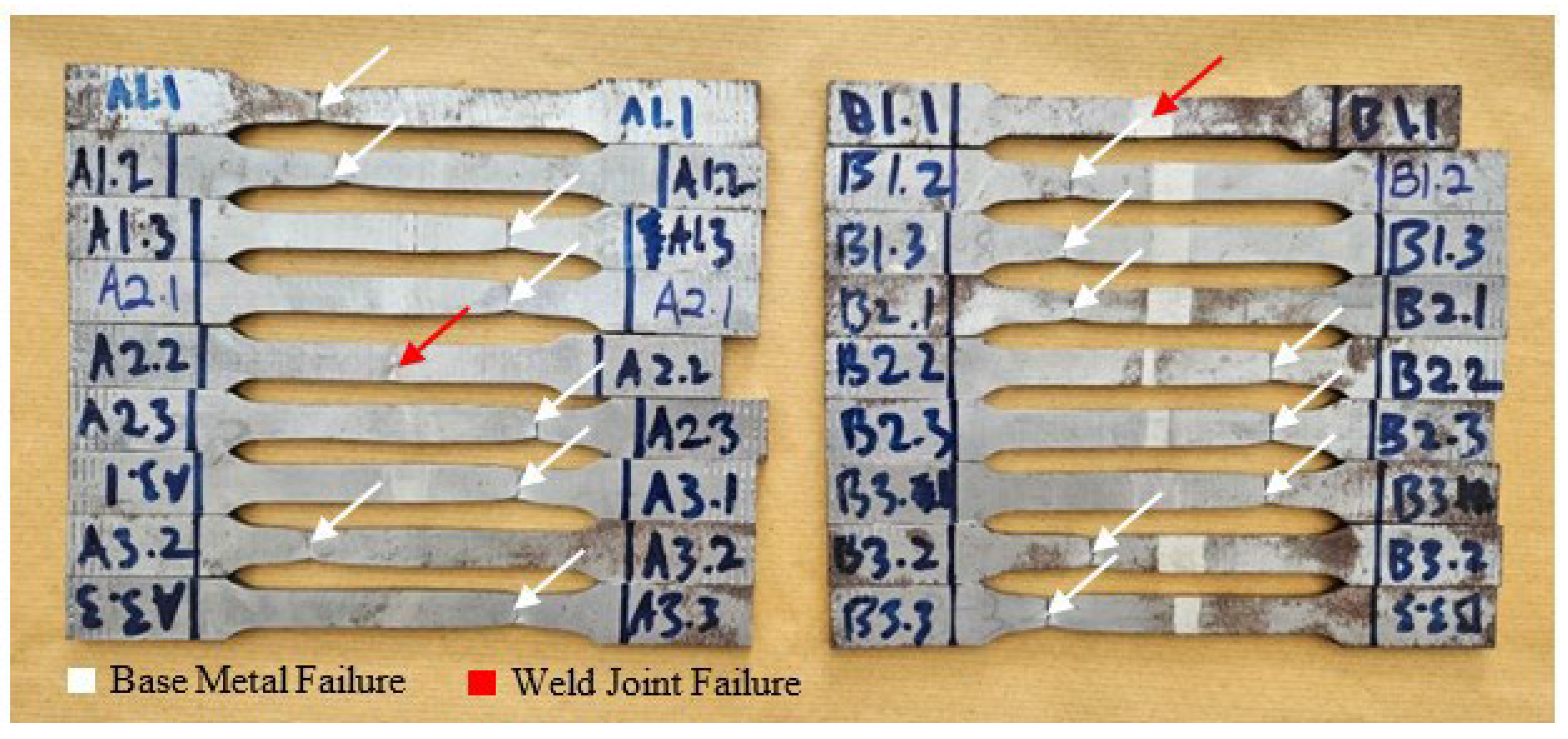
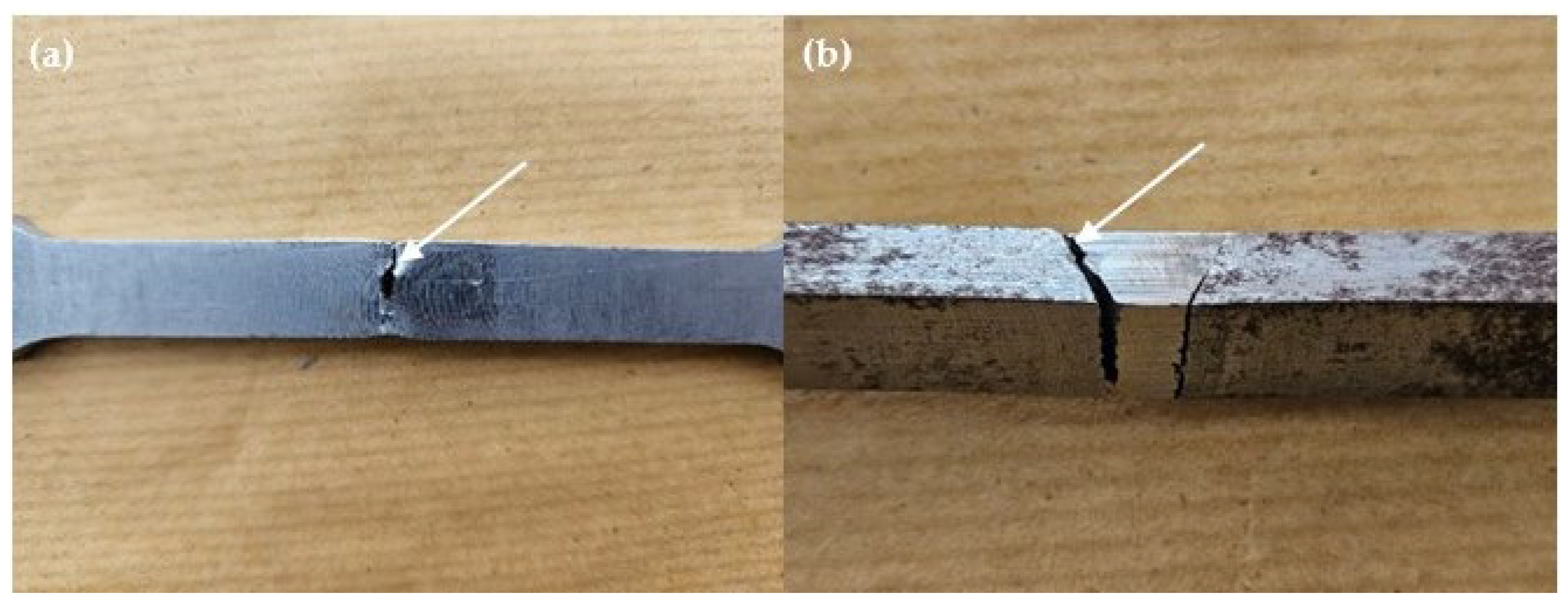
3.3.1. Tensile Test
3.3.2. Hardness Test
4. Conclusions
- Using the ER70S-6 carbon steel filler, the highest ultimate tensile strength (UTS) of 302.7 MPa and a hardness value of 211.3 HV are achieved with a combination of a 4 m/min wire feeder speed and a 15 L/min shielding gas flow rate. This result can be attributed to the optimal balance between heat input and cooling rate provided by this specific combination of wire feeder speed and gas flow rate. The moderate heat input allows for good penetration and fusion without overheating the weld, reducing the risk of defects such as excessive grain growth or incomplete fusion. Additionally, the controlled cooling rate prevents the formation of excessive martensite in the fusion zone, leading to a reasonable hardness value, while ensuring a ductile weld with adequate tensile strength.
- Welding with the ER308LSi stainless steel filler, the highest UTS of 444.9 MPa and a hardness value of 375.4 HV are achieved with a combination of a 5 m/min wire feeder speed and a 20 L/min shielding gas flow rate. The higher UTS and hardness in this case are due to the alloying elements in ER308LSi, particularly chromium and nickel, which enhance the weld’s mechanical properties. The increased wire feeder speed introduces more filler material into the weld pool, resulting in a denser and stronger weld. Meanwhile, the 20 L/min gas flow rate provides optimal shielding, preventing oxidation and ensuring a clean, high-quality weld. The formation of δ-ferrite in the fusion zone contributes to the increased hardness, although care must be taken as high hardness can also increase brittleness.
- The grain structure changes from the base metal (BM) to the heat-affected zone (HAZ) and from the HAZ to the fusion zone (FZ). The grain size becomes finer and more compact as it moves from the BM to the FZ. This observation is validated by the hardness results, which show that the FZ has a higher hardness than the HAZ, and the HAZ has a higher hardness than the BM. The presence of fine grains in the microstructure contributes to higher hardness values. These conditions are valid under the observed microstructural characteristics, where recrystallization and thermal cycling result in grain refinement.
- The higher hardness of the FZ compared to the HAZ and BM is attributed to the presence of localized martensite and bainite. Additionally, the FZ hardness of the stainless steel filler ER308LSi is higher than that of the carbon steel filler ER70S-6 due to the formation of δ-ferrite. However, high hardness can increase brittleness, making the material prone to cracking at low temperatures. This condition is valid in scenarios where the thermal history of the welding process promotes the formation of martensitic and bainitic structures and the chemical composition of the filler material influences the formation of δ-ferrite. Incomplete sidewall fusion may also occur due to the different chemical compositions between the stainless steel weldment and the carbon steel base metal, leading to lower mechanical integrity in certain weld conditions.
- Therefore, for welding ASTM A516 Grade 70 low-carbon steel, the ER70S-6 filler with a 4 m/min wire feeder speed and a 15 L/min shielding gas flow rate is the preferred choice. This combination provides optimal mechanical properties while minimizing the risk of brittleness and ensuring better fusion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Haque, S.R. Investigation on welding defects of alloys using TIG and MIG welding. Hybrid Adv. 2023, 3, 100066. [Google Scholar] [CrossRef]
- Weman, K. Arc Welding: An Overview. In Welding Processes Handbook, 2nd ed.; Weman, K., Ed.; Woodhead Publishing: Sawston, UK, 2012; pp. 31–50. [Google Scholar] [CrossRef]
- Tesfaye, F.K.; Getaneh, A.M. The Grey-Based Taguchi Method was used to enhance the TIG-MIG hybrid welding process parameters for mild steel. Invent. Discl. 2024, 4, 100016. [Google Scholar] [CrossRef]
- Shanmugasundar, G.; Bansod, A.; Schindlerova, V.; Čep, R. Influence of Filler Material on the Microstructural and Mechanical Properties of 430 Ferritic Stainless Steel Weld Joints. Materials 2023, 16, 1590. [Google Scholar] [CrossRef]
- Wei, P.; Li, H.; Liu, J.; Li, S.; Zhang, Y.; Zhu, Q.; Lei, Y. The Effect of Water Environment on Microstructural Characteristics, Compositional Heterogeneity and Microhardness Distribution of 16Mn/304L Dissimilar Welded Joints. J. Manuf. Process. 2020, 56, 417–427. [Google Scholar] [CrossRef]
- Satputaley, S.S.; Waware, Y.; Ksheersagar, K.; Jichkar, Y.; Khonde, K. Experimental investigation on effect of TIG welding process on chromoly 4130 and aluminum 7075-T6. Mater. Today Proc. 2021, 41, 991–994. [Google Scholar] [CrossRef]
- Ridha, M.H.; Razooqi, A.I.; Ismail, M.I. Mechanical Properties of welding joints using Tungsten Arc Welding (Tig) at different dc current. J. Mech. Eng. Res. Dev. 2019, 42, 32–36. [Google Scholar] [CrossRef]
- Gandhe, S.; Aher, V.S.; Wakchaure, V.D. Evaluation of metallographic properties for welding of AISI 1040 steel. J. Mech. Eng. 2019, 10, 13–20. [Google Scholar]
- Khan, M.R.; Pathak, A.K. Practical investigation of FSS (AISI 430) weldments welded by pulse MIG welding process. Mater. Today Proc. 2020, 22, 2657–2664. [Google Scholar] [CrossRef]
- Shen, J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 410 stainless steel filler metal. Mater. Sci. Eng. A 2022, 857, 144025. [Google Scholar] [CrossRef]
- Shen, J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 308 stainless steel filler metal. Mater. Sci. Eng. A 2022, 222, 115053. [Google Scholar] [CrossRef]
- Kellai, A.; Kahla, S.; Dehimi, S.; Kaba, L.; Boutaghou, Z. Effect of post weld heat treatment on the microstructure and mechanical properties of a gas-tungsten-arc-welded 304 stainless steel. Int. J. Adv. Manuf. Technol. 2022, 121, 8171–8186. [Google Scholar] [CrossRef]
- Naing, T.H.; Muangjunburee, P. Metallurgical and mechanical characterization of MIG welded repair joints for 6082-T6 aluminum alloy with ER 4043 and ER 5356. Trans. Indian Inst. Met. 2022, 75, 1583–1593. [Google Scholar] [CrossRef]
- El-Batahgy, A.; Saiyah, A.; Khafagi, S.; Gumenyuk, A.; Gook, S.; Rethmeier, M. Shielded metal arc welding of 9%Ni steel using matching ferritic filler metal. Sci. Technol. Weld. Join. 2021, 26, 91–179. [Google Scholar] [CrossRef]
- Iltaf, A.; Khan, F.N.; Shehbaz, T.; Junaid, M. Influence of filler material on the micostructure, mechanical properties, and residual stresses in tungsten inert gas welded Ti-5Al-2.5Sn alloy joints. J. Mater. Des. Appl. 2021, 235, 1952–1966. [Google Scholar] [CrossRef]
- Edy, D.L.; Widiyanti; Wahyudi, B.A. Analysis of wire feeder speed and gas flow rate on the mechanical properties of SS316 metal GMAW welding. Int. Res. Symp. Adv. Eng. Vocat. Educ. (IRSAEVE) 2021, 19–23. [Google Scholar] [CrossRef]
- Majeed, N.H.; Radhi, H.E.; Abid, H.J. Optimization of MIG welding parameters. Univ. Thi-Qar J. Eng. Sci. 2023, 11, 1–7. [Google Scholar] [CrossRef]
- Khrais, S.; Al Hmoud, H.; Abdel Al, A.; Darabseh, T. Impact of Gas Metal Arc Welding Parameters on Bead Geometry and Material Distortion of AISI 316L. J. Manuf. Mater. Process. 2023, 7, 123. [Google Scholar] [CrossRef]
- Pratikno, H.; Samiyono, A.N.; Dhanistha, W.L. Analyzing the effect of variation in shielding gas flow rate and V groove type towards tensile and metallographic testing of GMAW weld joint of ASTM A53 and A36. Int. J. Offshore Coast. Eng. (IJOCE) 2020, 4, 35–41. [Google Scholar] [CrossRef]
- American Society of Testing and Materials. Standard Specification for Pressure Vessel Plates, Carbon Steel, for Moderate-and Lower-Temperature Service. Available online: https://www.htpipe.com/d/files/plate-material-grade/astm-a516.pdf (accessed on 5 June 2024).
- Powerweld. POWERMIG ES6. Available online: https://power-weld.com/wp-content/uploads/2021/07/Powermig-ES6-Datasheet-1.pdf (accessed on 5 June 2024).
- ASTM E8; Standard Test Methods of Tension Testing of Metallic Materials, Annual Book of ASTM Standards. American Society for Testing and Materials: West Conshohocken, PA, USA, 2024.
- Khamari, B.K.; Dash, S.S.; Karak, S.K.; Biswal, B.B. Effect of welding parameters on mechanical and microstructural properties of GMAW and SMAW mild steel joints. Ironmak. Steelmak. 2019, 1743–2812. [Google Scholar] [CrossRef]
- Gigović-Gekić, A.; Avdušinović, H.; Hodžić, A.; Mandžuka, E. Effect of temperature and time on decomposition of δ-ferrite in austenitic stainless steel. Mater. Geoenviron. 2020, 67, 65–71. [Google Scholar] [CrossRef]
- Opiela, M.; Fojt-Dymara, G.; Grajcar, A.; Borek, W. Effect of Grain Size on the Microstructure and Strain Hardening Behavior of Solution Heat-Treated Low-C High-Mn Steel. Materials 2020, 13, 1489. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | P | S | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| A516 G70 | 0.27 | 0.79–1.30 | 0.13–0.45 | 0.035max. | 0.035max. | - | - | Balance |
| ER70S-6 | 0.1 | 1.45 | 0.88 | 0.012 | 0.014 | - | - | Balance |
| ER308LSi | 0.025 | 2.25 | 0.78 | 0.019 | 0.009 | 19.9 | 10.2 | Balance |
| Materials | Yield Stress [MPa] | Ultimate Tensile Strength [MPa] | Elonglation [%EL] |
|---|---|---|---|
| A516 G70 | 260 | 485–620 | 21 |
| ER70S-6 | 460 | 560 | 28 |
| ER308LSi | - | 590 | 42 |
| Filler ER70S-6 | ||||
|---|---|---|---|---|
| Gas Flow Rate (L/min) | 15 | 20 | 25 | |
| Wire Feeder Speed (m/min) | ||||
| 3 | A1.1 | A2.1 | A3.1 | |
| 4 | A1.2 | A2.2 | A3.2 | |
| 5 | A1.3 | A2.3 | A3.3 | |
| Filler ER308LSi | ||||
|---|---|---|---|---|
| Gas Flow Rate (L/min) | 15 | 20 | 25 | |
| Wire Feeder Speed (m/min) | ||||
| 3 | B1.1 | B2.1 | B3.1 | |
| 4 | B1.2 | B2.2 | B3.2 | |
| 5 | B1.3 | B2.3 | B3.3 | |
| Specimen | Wire Feeder Speed (m/min) | Gas Flow Rate (L/min) | Ultimate Tensile Strength (MPa) | Failure |
|---|---|---|---|---|
| A1.1 | 3 | 15 | 300.5 | Base Metal |
| A1.2 | 4 | 15 | 302.7 | Base Metal |
| A1.3 | 5 | 15 | 292.0 | Base Metal |
| A2.1 | 3 | 20 | 287.4 | Base Metal |
| A2.2 | 4 | 20 | 281.9 | Weld Joint |
| A2.3 | 5 | 20 | 291.0 | Base Metal |
| A3.1 | 3 | 25 | 292.8 | Base Metal |
| A3.2 | 4 | 25 | 292.4 | Base Metal |
| A3.3 | 5 | 25 | 294.8 | Base Metal |
| B1.1 | 3 | 15 | 194.5 | Weld Joint |
| B1.2 | 4 | 15 | 311.6 | Base Metal |
| B1.3 | 5 | 15 | 307.3 | Base Metal |
| B2.1 | 3 | 20 | 299.6 | Base Metal |
| B2.2 | 4 | 20 | 287.9 | Base Metal |
| B2.3 | 5 | 20 | 444.9 | Base Metal |
| B3.1 | 3 | 25 | 301.3 | Base Metal |
| B3.2 | 4 | 25 | 320.9 | Base Metal |
| B3.3 | 5 | 25 | 300.2 | Base Metal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chong, K.; Mhd Noor, E.E.; Amir, A.; Baig, M.F. Study on Welding Characteristics and Parameters of Gas Metal Arc Welding for A516 Grade 70 Steel with ER70S-6 and ER308LSi Filler Materials. Materials 2024, 17, 5391. https://doi.org/10.3390/ma17215391
Chong K, Mhd Noor EE, Amir A, Baig MF. Study on Welding Characteristics and Parameters of Gas Metal Arc Welding for A516 Grade 70 Steel with ER70S-6 and ER308LSi Filler Materials. Materials. 2024; 17(21):5391. https://doi.org/10.3390/ma17215391
Chicago/Turabian StyleChong, Kahwai, Ervina Efzan Mhd Noor, Amalina Amir, and Mirza Farrukh Baig. 2024. "Study on Welding Characteristics and Parameters of Gas Metal Arc Welding for A516 Grade 70 Steel with ER70S-6 and ER308LSi Filler Materials" Materials 17, no. 21: 5391. https://doi.org/10.3390/ma17215391
APA StyleChong, K., Mhd Noor, E. E., Amir, A., & Baig, M. F. (2024). Study on Welding Characteristics and Parameters of Gas Metal Arc Welding for A516 Grade 70 Steel with ER70S-6 and ER308LSi Filler Materials. Materials, 17(21), 5391. https://doi.org/10.3390/ma17215391