
Analysis of the Impact and Mechanism of Polyacrylate-Based Composite Paste on the Performance of Recycled Aggregate



Abstract
1. Introduction
2. Raw Materials and Experimental Methods
2.1. Raw Materials
- (1)
- Cement: The cement used in the experiment is Conch brand P·O 42.5 ordinary Portland cement. The basic physical properties of the cement are shown in Table 1.
- (2)
- Mineral Admixtures: The fly ash used in this experiment is Grade I fly ash from Datang Nanjing Power Plant, with its basic performance indicators shown in Table 2. The gypsum used is produced by the Tangshan New Building Materials Factory in Jiangning District, Nanjing, and its basic properties are also listed in Table 3.
- (3)
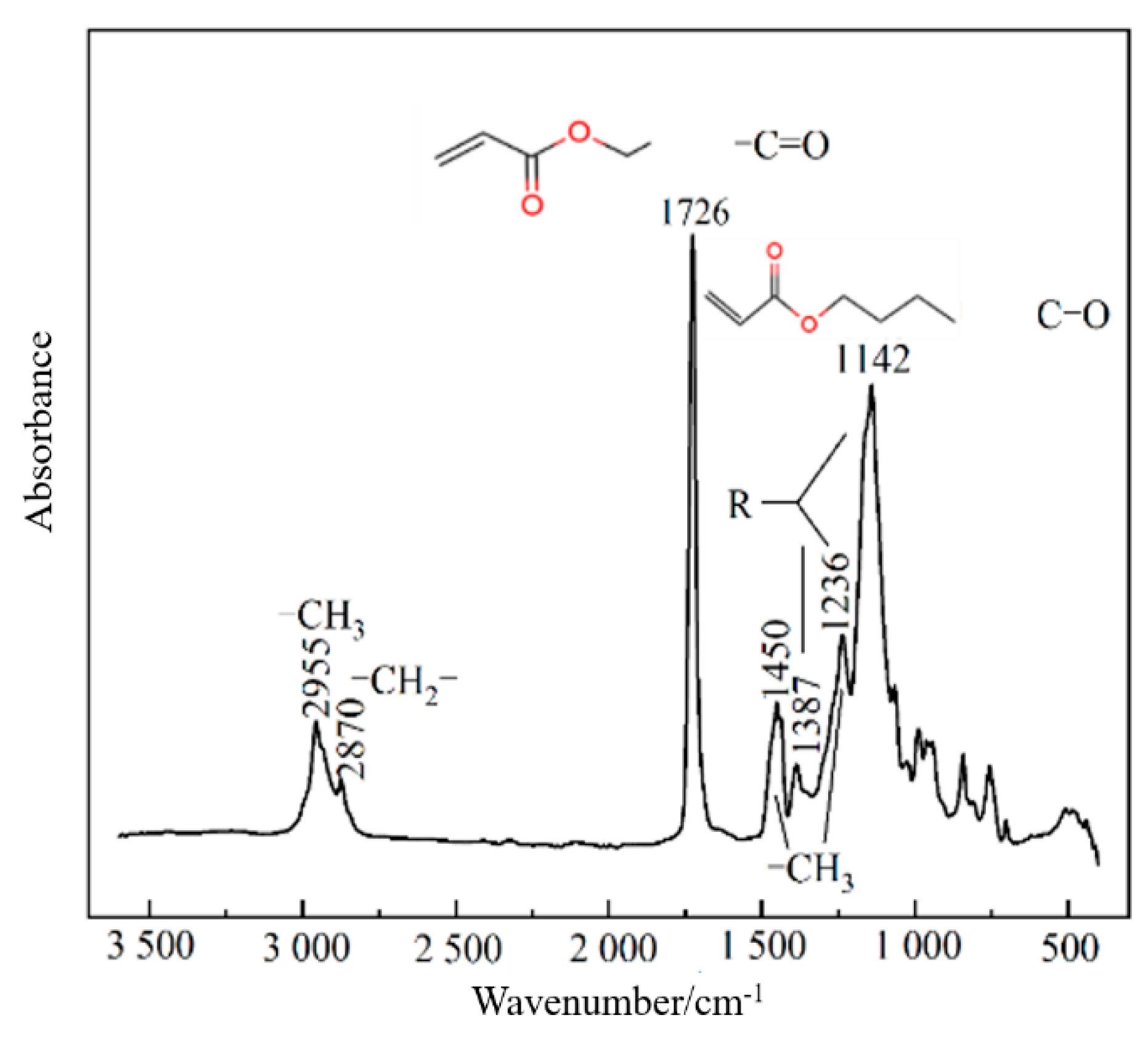
- Modified Acrylic Emulsion: The polymer used in this experiment is a modified acrylic emulsion produced by Nanjing Ruidi High-Tech Co., Ltd (Nanjing, China). The basic properties of the polymer emulsion are shown in Table 4; the infrared spectrum is shown in Figure 1. The carboxyl groups can form calcium salt complexes with Ca2⁺ in the cement hydration products, enhancing the mechanical properties of the slurry. The hydroxyl groups can physically adsorb onto cement particles through hydrogen bonding, improving the dispersion of the polymer in the cement matrix and increasing the bonding performance of the cement-based material.
- (4)
- Aggregates: AL aggregates are produced by Changzhou Green Arrow Construction Waste Treatment Co., Ltd. (Changzhou, China) and are made by crushing low-grade concrete and red brick construction waste. AM aggregates are produced from crushed C30 concrete, and AH aggregates are produced from C40 concrete. The properties of the three recycled aggregates (AL, AM, and AH) used in this experiment are shown in Table 5, and their particle size distributions are presented in Table 6.
- (5)
- Sand: River sand from Poyang Lake; water-reducing agent: polycarboxylate-based water-reducing agent; mixing water: tap water.
2.2. Experimental Methods
2.2.1. Composite Slurry Preparation
2.2.2. Recycled Aggregate Concrete
2.2.3. Mechanistic Analysis
- (1)
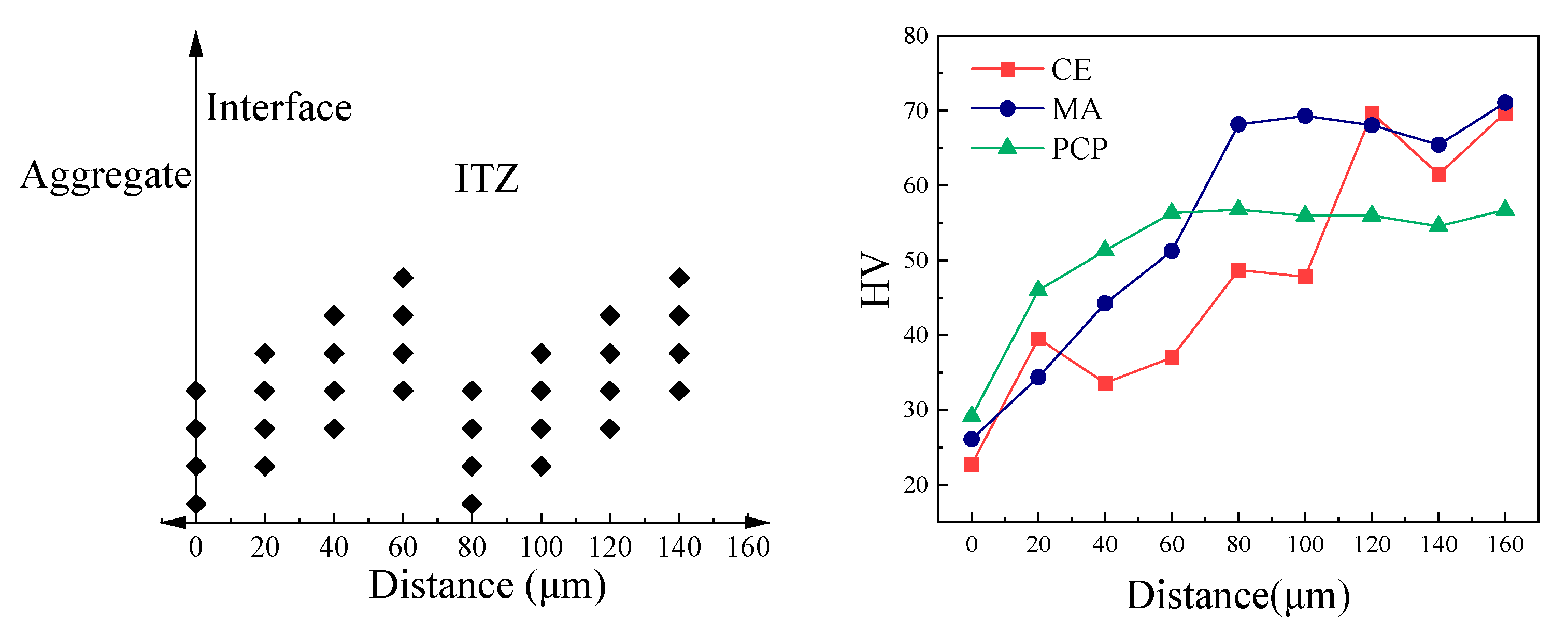
- Micro-morphology and Microhardness: The micro-morphology of the interfacial transition zone (ITZ) in recycled aggregates was observed using an HVS-1000 digital microhardness tester (Shanghai, China), and the microhardness of the interface region was measured. The tests were conducted with a constant load of 50 g, applied for 10 s. To prevent the concentration of stress due to the densely packed sampling points, which could affect the accuracy of the results, a staggered arrangement method was used to select the test points.
- (2)
- Porosity and Pore Structure: The porosity and pore structure of the samples were characterized using Mercury Intrusion Porosimetry (MIP). The MIP analysis was conducted using a Micromeritics AutoPore IV 9510 (Shanghai, China), which operates in a pressure range of 0.0037 to 241.1 MPa and measures pore diameters from 340 to 0.005 μm.
- (3)
- Microstructure: The microstructure and elemental distribution in specific regions of the samples were analyzed using Scanning Electron Microscopy with Energy Dispersive Spectroscopy (SEM-EDS). The testing was performed using a JEOL JSM-5900(Richland, WA, USA). Prior to testing, the sample surfaces were gold-coated to enhance their conductivity.
3. Test Results and Analysis
3.1. Modified Recycled Aggregate Performance Analysis
3.2. Performance Analysis of Recycled Aggregate Concrete
3.2.1. Mechanical Property
3.2.2. Permeability Test
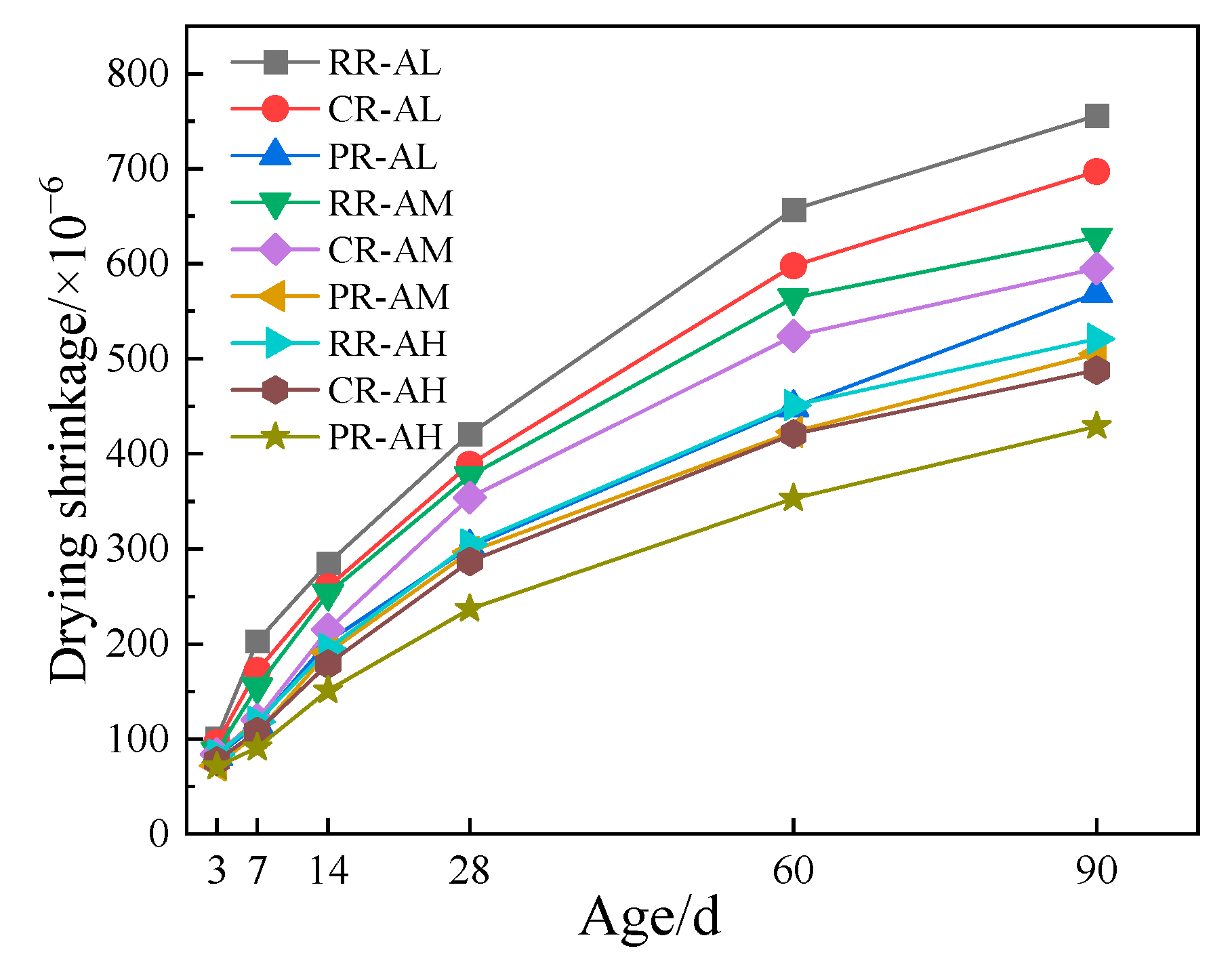
3.2.3. Drying Shrinkage
3.3. Discussion
4. Mechanism Analysis
4.1. Micro-Morphology and Microhardness
4.2. Porosity and Pore Structure
4.3. Analysis of Microstructure
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xiao, J.; Li, W.; Poon, C. Recent Studies on Mechanical Properties of Recycled Aggregate Concrete in China—A Review. Sci. China Technol. Sci. 2012, 55, 1463–1480. [Google Scholar] [CrossRef]
- Ding, Y.; Wu, J.; Xu, P.; Zhang, X.; Fan, Y. Treatment Methods for the Quality Improvement of Recycled Concrete Aggregate (RCA)—A Review. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2021, 36, 77–92. [Google Scholar] [CrossRef]
- Ohemeng, E.A.; Ekolu, S.O. A Review on the Reactivation of Hardened Cement Paste and Treatment of Recycled Aggregates. Mag. Concr. Res. 2020, 72, 526–539. [Google Scholar] [CrossRef]
- De Andrade Salgado, F.; De Andrade Silva, F. Recycled Aggregates from Construction and Demolition Waste towards an Application on Structural Concrete: A Review. J. Build. Eng. 2022, 52, 104452. [Google Scholar] [CrossRef]
- Maier, P.L.; Durham, S.A. Beneficial Use of Recycled Materials in Concrete Mixtures. Constr. Build. Mater. 2012, 29, 428–437. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L. Effect of Microstructure of ITZ on Compressive Strength of Concrete Prepared with Recycled Aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Luo, S.; Ye, S.; Xiao, J.; Zheng, J.; Zhu, Y. Carbonated Recycled Coarse Aggregate and Uniaxial Compressive Stress-Strain Relation of Recycled Aggregate Concrete. Constr. Build. Mater. 2018, 188, 956–965. [Google Scholar] [CrossRef]
- Katz, A. Treatments for the Improvement of Recycled Aggregate. J. Mater. Civ. Eng. 2004, 16, 597–603. [Google Scholar] [CrossRef]
- Ouyang, K.; Shi, C.; Chu, H.; Guo, H.; Song, B.; Ding, Y.; Guan, X.; Zhu, J.; Zhang, H.; Wang, Y.; et al. An Overview on the Efficiency of Different Pretreatment Techniques for Recycled Concrete Aggregate. J. Cleaner Prod. 2020, 263, 121264. [Google Scholar] [CrossRef]
- Wang, R.; Yu, N.; Li, Y. Methods for Improving the Microstructure of Recycled Concrete Aggregate: A Review. Constr. Build. Mater. 2020, 242, 118164. [Google Scholar] [CrossRef]
- Siletani, A.H.; Asayesh, S.; Shirzadi Javid, A.A.; Habibnejad Korayem, A.; Ghanbari, M.A. Influence of Coating Recycled Aggregate Surface with Different Pozzolanic Slurries on Mechanical Performance, Durability, and Micro-Structure Properties of Recycled Aggregate Concrete. J. Build. Eng. 2024, 83, 108457. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y.; Meng, T.; Shah, S.P. Surface Treatment on Recycled Coarse Aggregates with Nanomaterials. J. Mater. Civ. Eng. 2016, 28, 04015094. [Google Scholar] [CrossRef]
- Meng, T.; Lai, Z.; Yang, X.; Dai, D.; Jia, Y.; Yu, H. An Approach to Effectively Improve the Properties of Recycled Concrete Aggregate and Recycled Brick Aggregate by Micro-Nano Particle Reconstruction. Constr. Build. Mater. 2024, 421, 135669. [Google Scholar] [CrossRef]
- Kou, S.-C.; Poon, C.-S. Properties of Concrete Prepared with PVA-Impregnated Recycled Concrete Aggregates. Cem. Concr. Compos. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Geng, W.; Li, C.; Zeng, D.; Chen, J.; Wang, H.; Liu, Z.; Liu, L. Effect of Epoxy Resin Surface-Modified Techniques on Recycled Coarse Aggregate and Recycled Aggregate Concrete. J. Build. Eng. 2023, 76, 107081. [Google Scholar] [CrossRef]
- Santos, W.F.; Quattrone, M.; John, V.M.; Angulo, S.C. Roughness, Wettability and Water Absorption of Water Repellent Treated Recycled Aggregates. Constr. Build. Mater. 2017, 146, 502–513. [Google Scholar] [CrossRef]
- Giri, J.P.; Panda, M.; Sahoo, U.C. Performance of Bituminous Mixes Containing Treated Recycled Concrete Aggregates and Modified by Waste Polyethylene. J. Mater. Civ. Eng. 2018, 30, 04018184. [Google Scholar] [CrossRef]
- Ma, J.; Sun, D.; Pang, Q.; Sun, G.; Hu, M.; Lu, T. Potential of Recycled Concrete Aggregate Pretreated with Waste Cooking Oil Residue for Hot Mix Asphalt. J. Cleaner Prod. 2019, 221, 469–479. [Google Scholar] [CrossRef]
- JTS/T 236-2019; Technical Specification for Testing and Inspection of Concrete in Hydraulic Engineering. People’s Communications Publishing House Co., Ltd.: Beijing, China, 2019.
- Shaban, W.M.; Yang, J.; Su, H.; Mo, K.H.; Li, L.; Xie, J. Quality Improvement Techniques for Recycled Concrete Aggregate: A Review. J. Adv. Concr. Technol. 2019, 17, 151–167. [Google Scholar] [CrossRef]
- Velardo, P.; Sáez Del Bosque, I.F.; Matías, A.; Sánchez De Rojas, M.I.; Medina, C. Properties of Concretes Bearing Mixed Recycled Aggregate with Polymer-Modified Surfaces. J. Build. Eng. 2021, 38, 102211. [Google Scholar] [CrossRef]
- Kang, A.; Yin, J.; Xiao, P.; Kou, C.; Gong, Y.; Xiao, C. Influences of Spraying Sodium Silicate Based Solution/Slurry on Recycled Coarse Aggregate. SSRN Electron. J. 2022. [Google Scholar] [CrossRef]
- Kou, S.-C.; Poon, C.-S.; Etxeberria, M. Influence of Recycled Aggregates on Long Term Mechanical Properties and Pore Size Distribution of Concrete. Cem. Concr. Compos. 2011, 33, 286–291. [Google Scholar] [CrossRef]
- Wu, C.-R.; Hong, Z.-Q.; Zhang, J.-L.; Kou, S.-C. Pore Size Distribution and ITZ Performance of Mortars Prepared with Different Bio-Deposition Approaches for the Treatment of Recycled Concrete Aggregate. Cem. Concr. Compos. 2020, 111, 103631. [Google Scholar] [CrossRef]
- Lee, H.X.D.; Wong, H.S.; Buenfeld, N.R. Effect of Alkalinity and Calcium Concentration of Pore Solution on the Swelling and Ionic Exchange of Superabsorbent Polymers in Cement Paste. Cem. Concr. Compos. 2018, 88, 150–164. [Google Scholar] [CrossRef]
- Ouyang, K.; Liu, J.; Liu, S.; Song, B.; Guo, H.; Li, G.; Shi, C. Influence of Pre-Treatment Methods for Recycled Concrete Aggregate on the Performance of Recycled Concrete: A Review. Resour. Conserv. Recycl. 2023, 188, 106717. [Google Scholar] [CrossRef]
- Fantinel, F.; Rieger, J.; Molnar, F.; Hübler, P. Complexation of Polyacrylates by Ca2+ Ions. Time-Resolved Studies Using Attenuated Total Reflectance Fourier Transform Infrared Dialysis Spectroscopy. Langmuir 2004, 20, 2539–2542. [Google Scholar] [CrossRef]
- Zhao, C.; Liu, J.; Li, B.; Ren, D.; Chen, X.; Yu, J.; Zhang, Q. Multiscale Construction of Bifunctional Electrocatalysts for Long-lifespan Rechargeable Zinc–Air Batteries. Adv. Funct. Mater. 2020, 30, 2003619. [Google Scholar] [CrossRef]
- Salas_Montoya, A.; Chung, C.-W.; Mira_Rada, B.E. Interaction Effect of Recycled Aggregate Type, Moisture State, and Mixing Process on the Properties of High-Performance Concretes. Case Stud. Constr. Mater. 2023, 18, e02208. [Google Scholar] [CrossRef]
- Feng, C.; Cui, B.; Huang, Y.; Guo, H.; Zhang, W.; Zhu, J. Enhancement Technologies of Recycled Aggregate–Enhancement Mechanism, Influencing Factors, Improvement Effects, Technical Difficulties, Life Cycle Assessment. Constr. Build. Mater. 2022, 317, 126168. [Google Scholar] [CrossRef]
- Sui, Y.; Mueller, A. Development of Thermo-Mechanical Treatment for Recycling of Used Concrete. Mater. Struct. 2012, 45, 1487–1495. [Google Scholar] [CrossRef]
- Biswal, U.S.; Dinakar, P. A Mix Design Procedure for Fly Ash and Ground Granulated Blast Furnace Slag Based Treated Recycled Aggregate Concrete. Clean. Eng. Technol. 2021, 5, 100314. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Specific Surface Area (m2/kg) | Standard Consistency Water Consumption (%) | Initial Setting Time (min) | Final Setting Time (min) |
|---|---|---|---|---|
| 3.03 | 355 | 27.5 | 195 | 305 |
| Density (g/cm3) | Specific Surface Area (m2/kg) | Fineness (45 μm Square Hole Sieve Residue) (%) | Water Demand Ratio (%) |
|---|---|---|---|
| 2.24 | 542.17 | 10.4 | 91 |
| Liquidity (mm) | Initial Setting Tiame (min) | Final Setting Time (min) | Compressive Strength (2 h) (MPa) | Flexural Strength (2 h) (MPa) |
|---|---|---|---|---|
| 178 | 10 | 20 | 11.6 | 4.3 |
| Solid Content (%) | Density (g·cm−3) | Viscosity (Pa·s) | pH | Grain Size (μm) | MFT (°C) |
|---|---|---|---|---|---|
| 45 | 0.94 | 3.60 | 7.8 | 0.1~0.2 | 7~10 |
| Samples | Saturated Surface Dry Apparent Density (kg/m3) | Water Absorption (%) | Crushing Value (%) |
|---|---|---|---|
| AL | 2120 | 14.96 | 28.8 |
| AM | 2411 | 5.01 | 18.9 |
| AH | 2444 | 4.93 | 17.6 |
| Samples | 20~16 mm | 16~10 mm | 10~5 mm | <5 mm |
|---|---|---|---|---|
| AL | 6.66 | 81.48 | 11.56 | 0.3 |
| AM | 7.69 | 75.16 | 16.95 | 0.2 |
| AH | 6.91 | 79.22 | 14.66 | 0.2 |
| Samples | Cement (g) | Fly Ash (g) | Gypsum (g) | PAE (g) | Water (g) |
|---|---|---|---|---|---|
| CE | 300 | 0 | 0 | 0 | 75 |
| MA | 246 | 45 | 9 | 0 | 75 |
| PCP | 246 | 45 | 9 | 66 | 35.4 |
| Samples | Cement | Recycled Aggregates | Sand | Water | CE | PCP | Water-Reducing Agent |
|---|---|---|---|---|---|---|---|
| RR-AL | 437.5 | 1113.0 | 495 | 175 | 0 | 0 | 7 |
| CR-AL | 437.5 | 1113.0 | 495 | 175 | 163.4 | 0 | 7 |
| PR-AL | 437.5 | 1113.0 | 495 | 175 | 0 | 163.3 | 7 |
| RR-AM | 437.5 | 1046.9 | 495 | 175 | 0 | 0 | 7 |
| CR-AM | 437.5 | 1046.9 | 495 | 175 | 144.1 | 0 | 7 |
| PR-AM | 437.5 | 1046.9 | 495 | 175 | 0 | 144 | 7 |
| RR-AH | 437.5 | 1034.5 | 495 | 175 | 0 | 0 | 7 |
| CR-AH | 437.5 | 1034.5 | 495 | 175 | 144.3 | 0 | 7 |
| PR-AH | 437.5 | 1034.5 | 495 | 175 | 0 | 144.8 | 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Li, C.; Wei, H.; Li, Q.; Lu, H.; Ge, J. Analysis of the Impact and Mechanism of Polyacrylate-Based Composite Paste on the Performance of Recycled Aggregate. Materials 2024, 17, 5242. https://doi.org/10.3390/ma17215242
Li H, Li C, Wei H, Li Q, Lu H, Ge J. Analysis of the Impact and Mechanism of Polyacrylate-Based Composite Paste on the Performance of Recycled Aggregate. Materials. 2024; 17(21):5242. https://doi.org/10.3390/ma17215242
Chicago/Turabian StyleLi, Huaisen, Chunhe Li, Hua Wei, Qingan Li, Hao Lu, and Jinyu Ge. 2024. "Analysis of the Impact and Mechanism of Polyacrylate-Based Composite Paste on the Performance of Recycled Aggregate" Materials 17, no. 21: 5242. https://doi.org/10.3390/ma17215242
APA StyleLi, H., Li, C., Wei, H., Li, Q., Lu, H., & Ge, J. (2024). Analysis of the Impact and Mechanism of Polyacrylate-Based Composite Paste on the Performance of Recycled Aggregate. Materials, 17(21), 5242. https://doi.org/10.3390/ma17215242