
Effect of Dual Shot Peening on Microstructure and Wear Performance of CNT/Al-Cu-Mg Composites



Abstract
1. Introduction
2. Experimental Method
2.1. Material Preparation
2.2. Shot Peening and Friction Experiment
2.3. Characterization of Surface Layer Characteristics
3. Results and Discussion
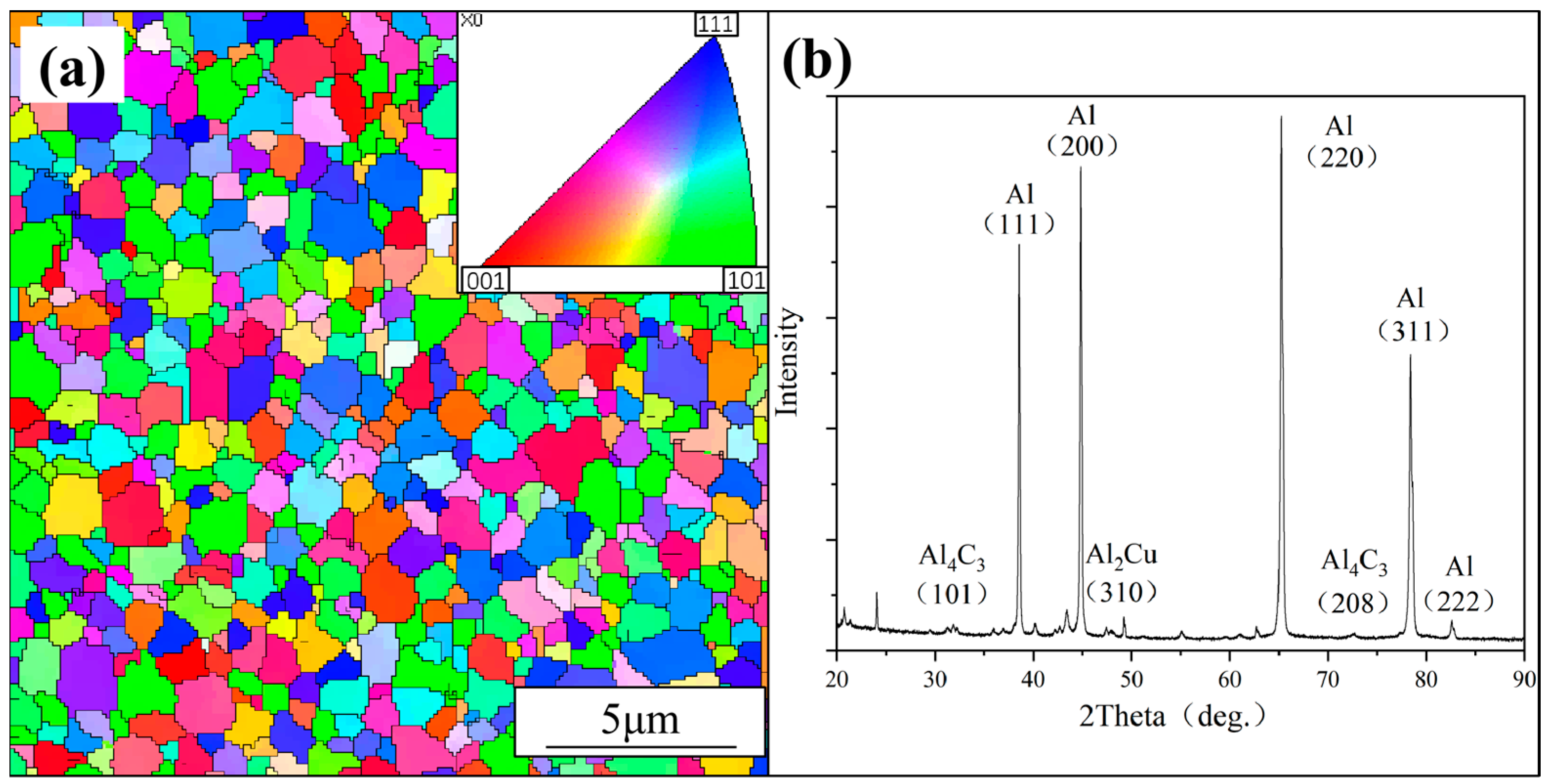
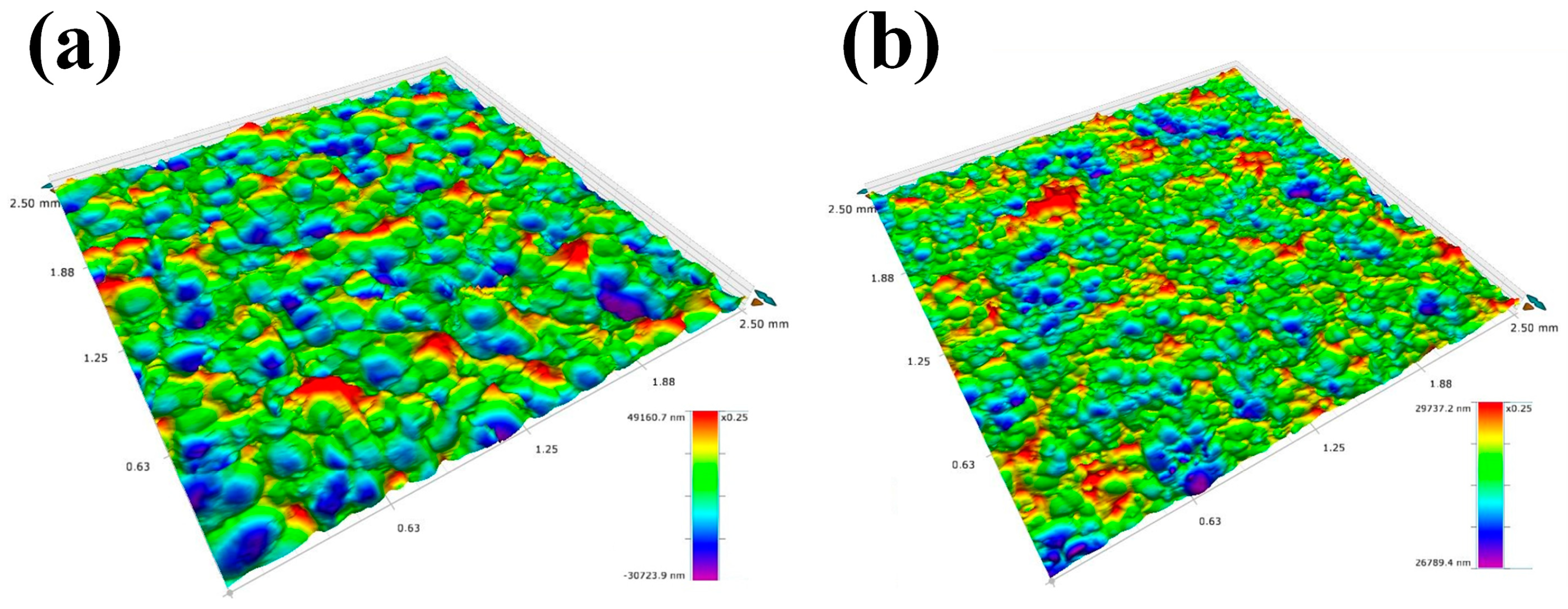
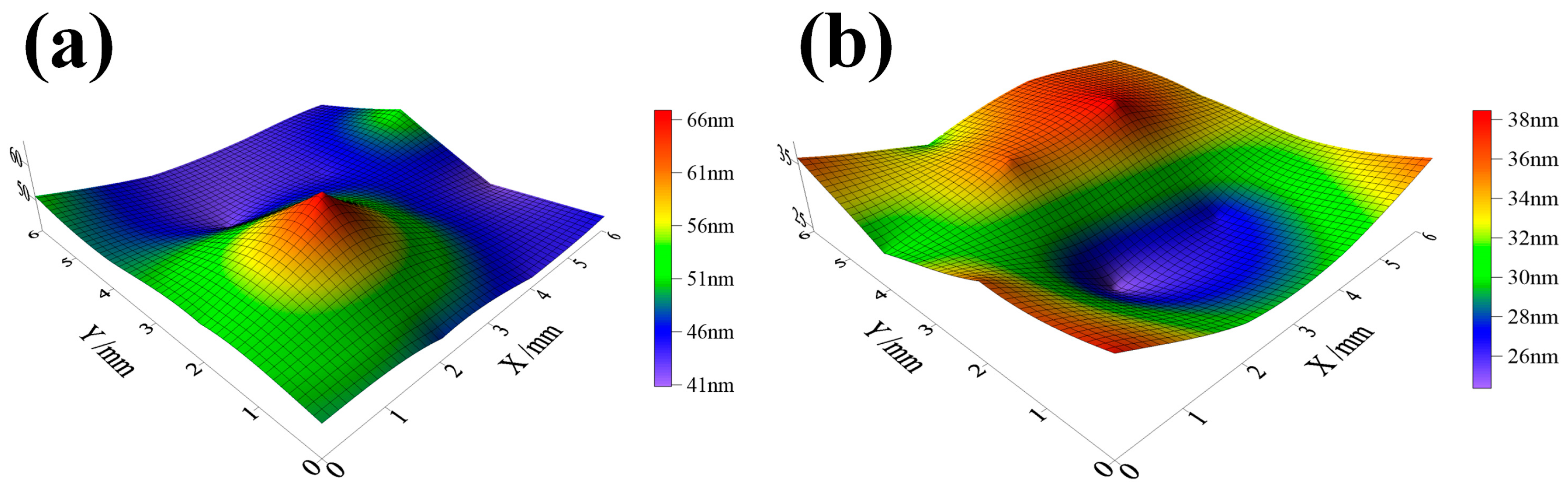
3.1. Surface Morphology
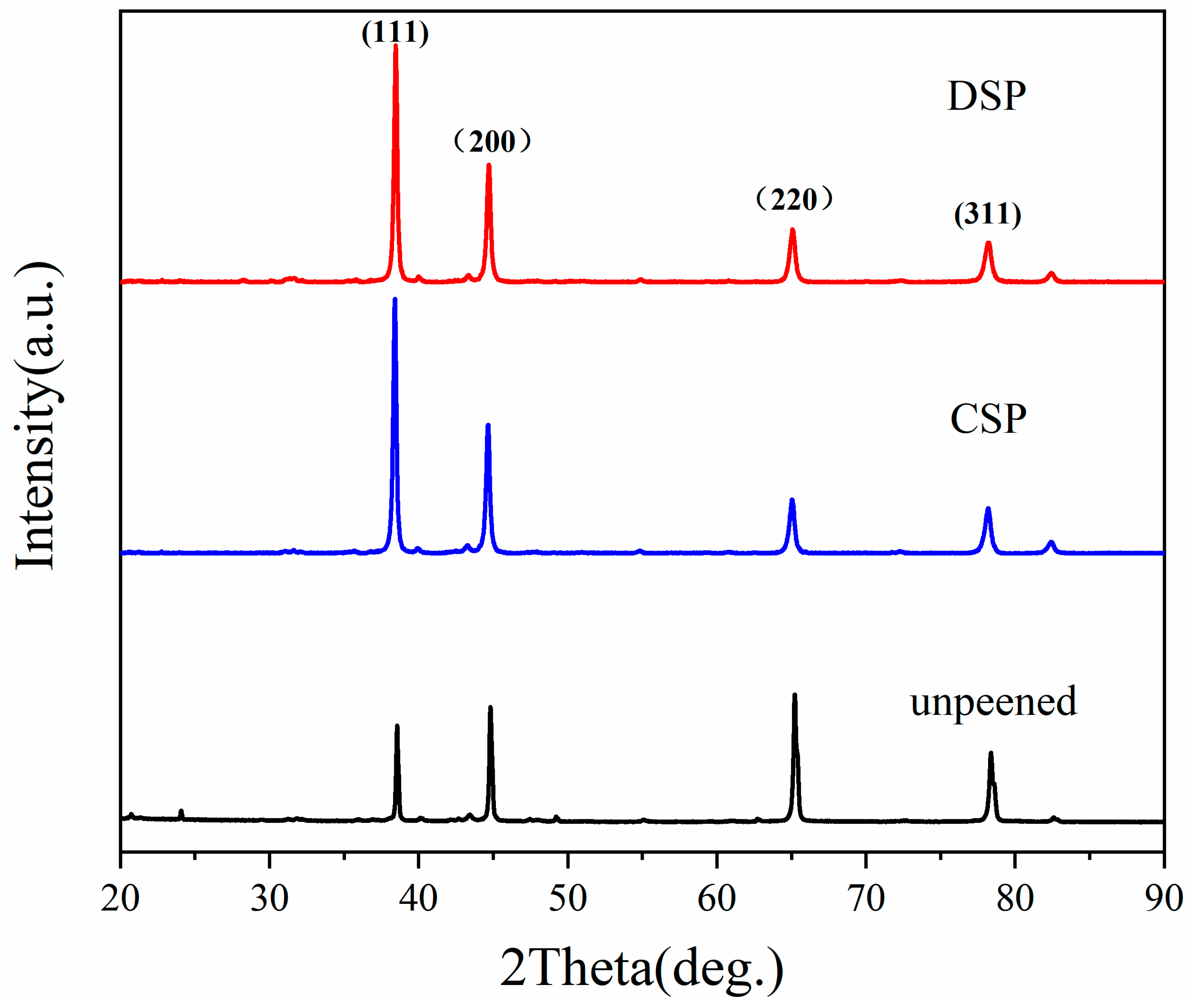
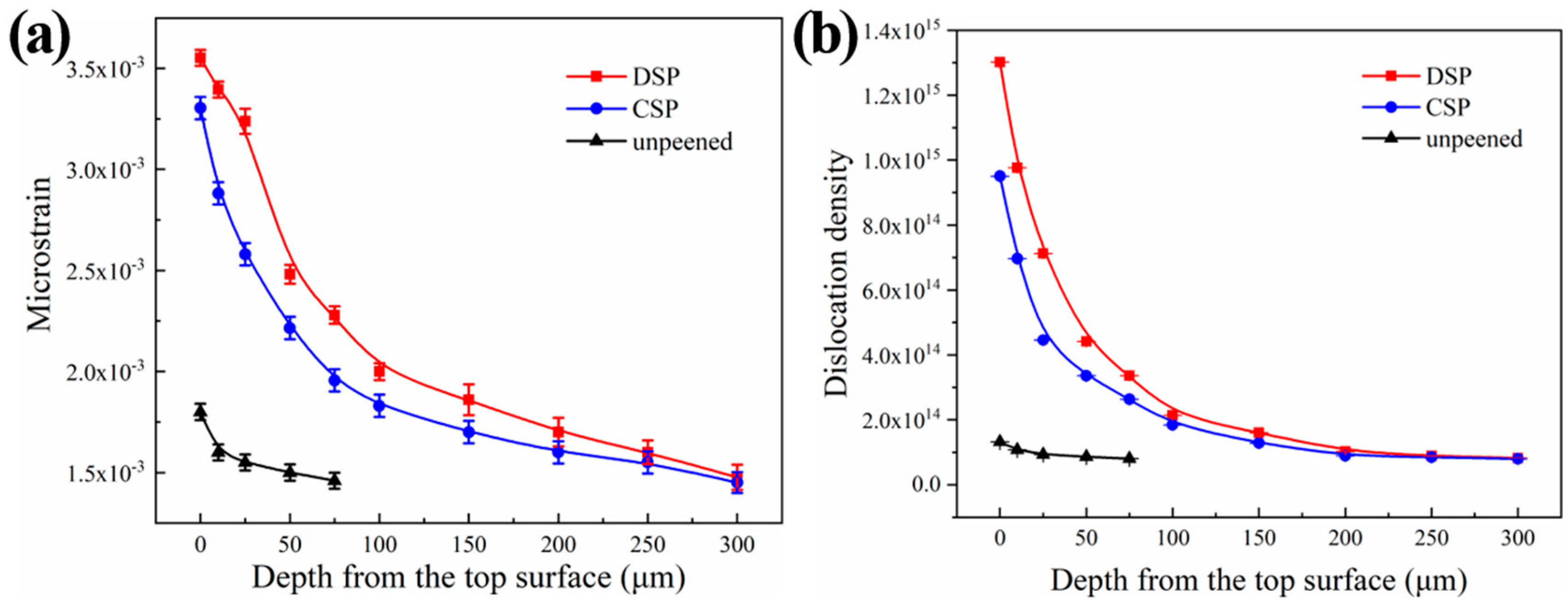
3.2. X-ray Analysis
3.3. Effect of the Second Phase
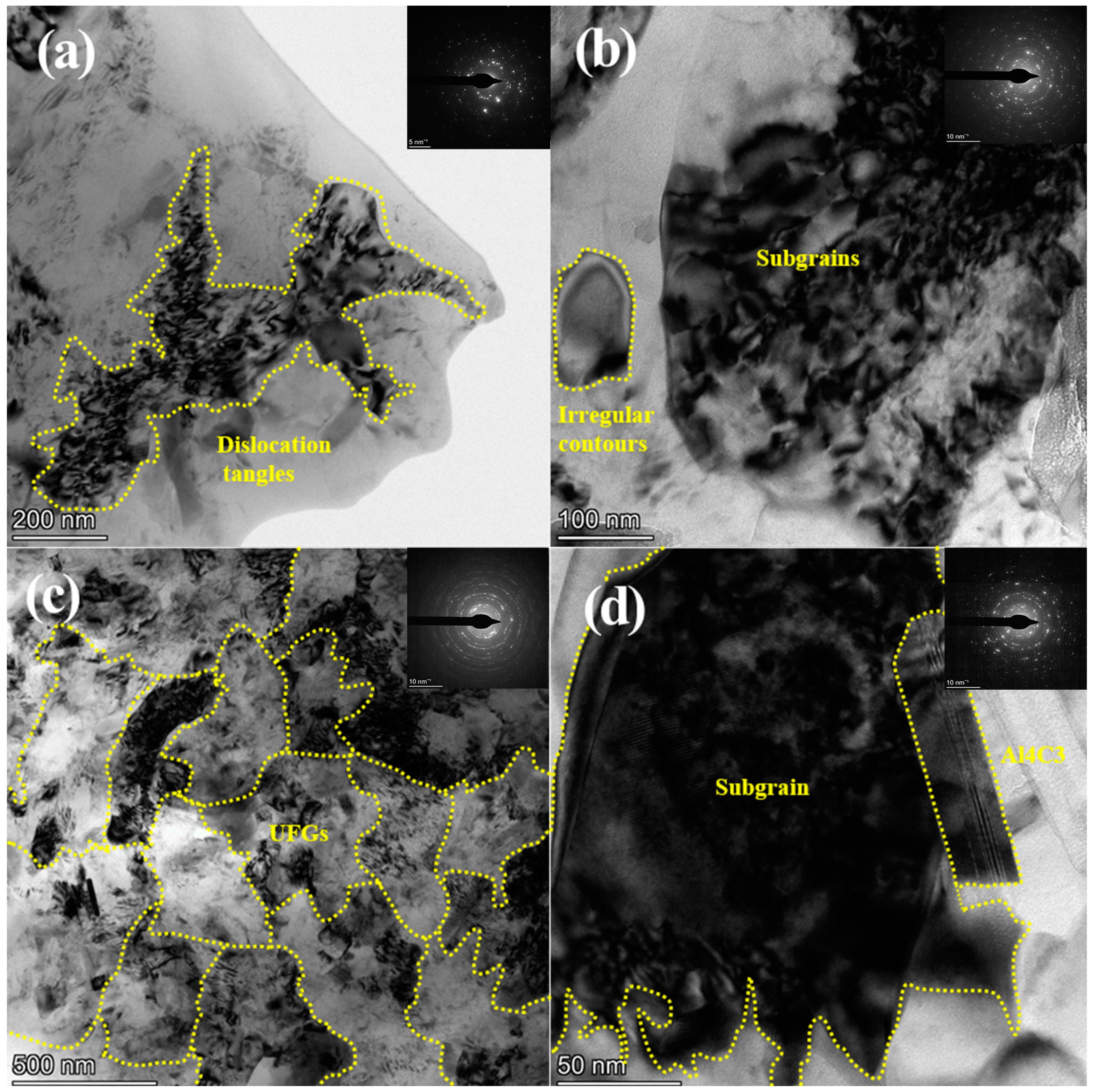
3.4. TEM Observation
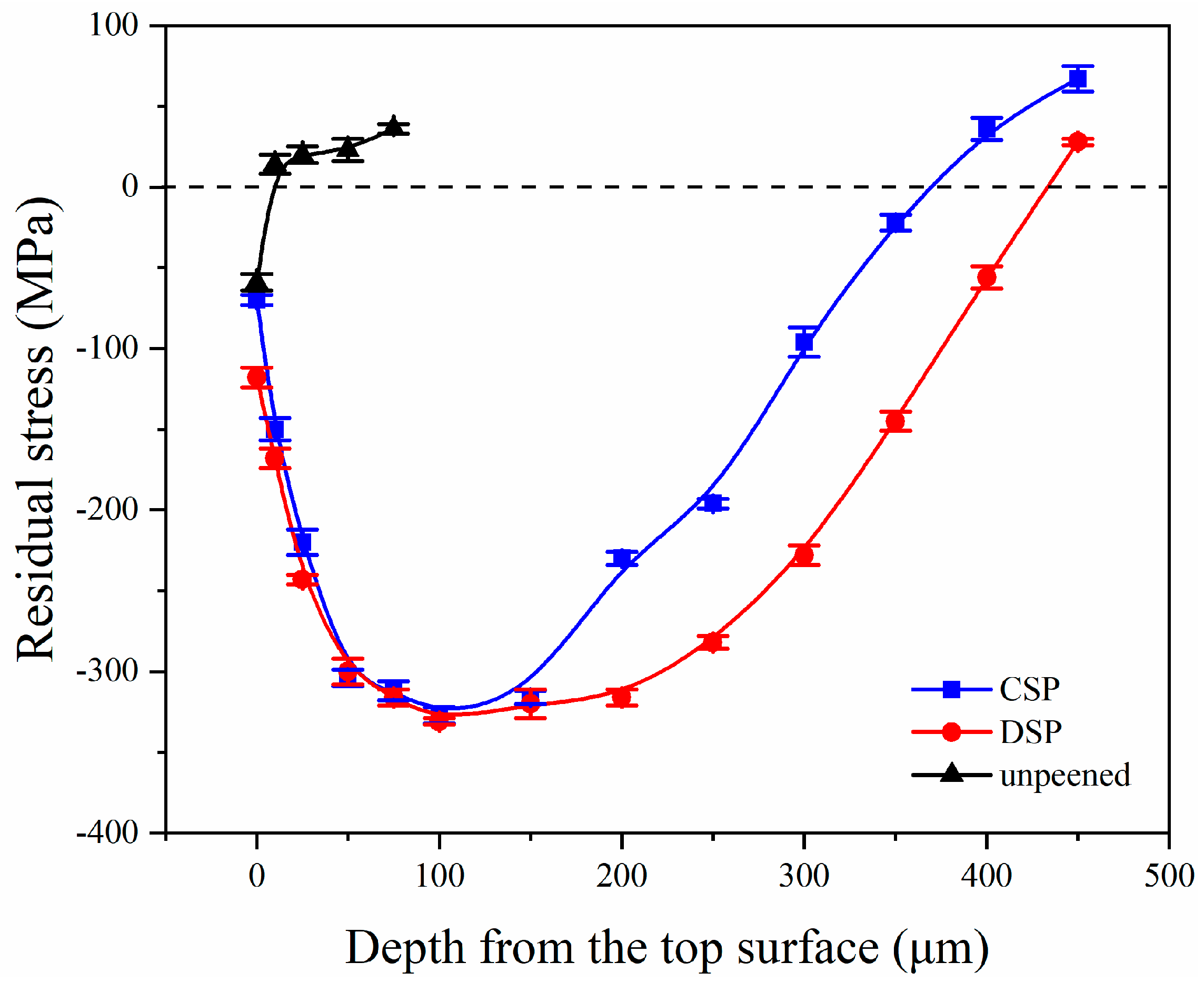
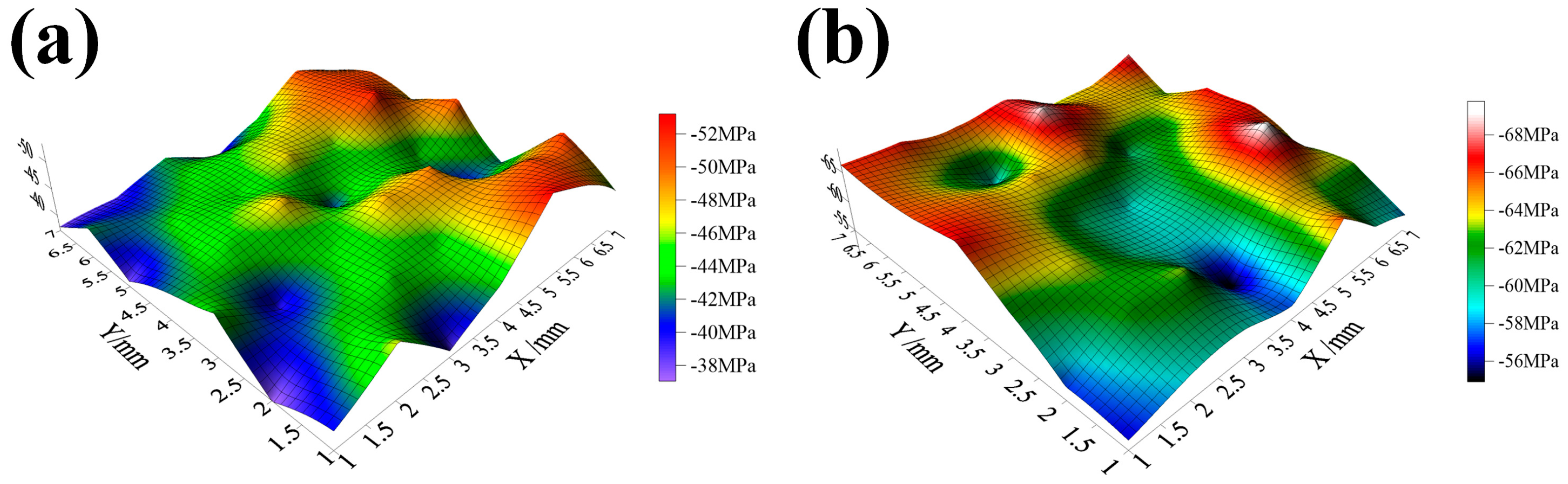
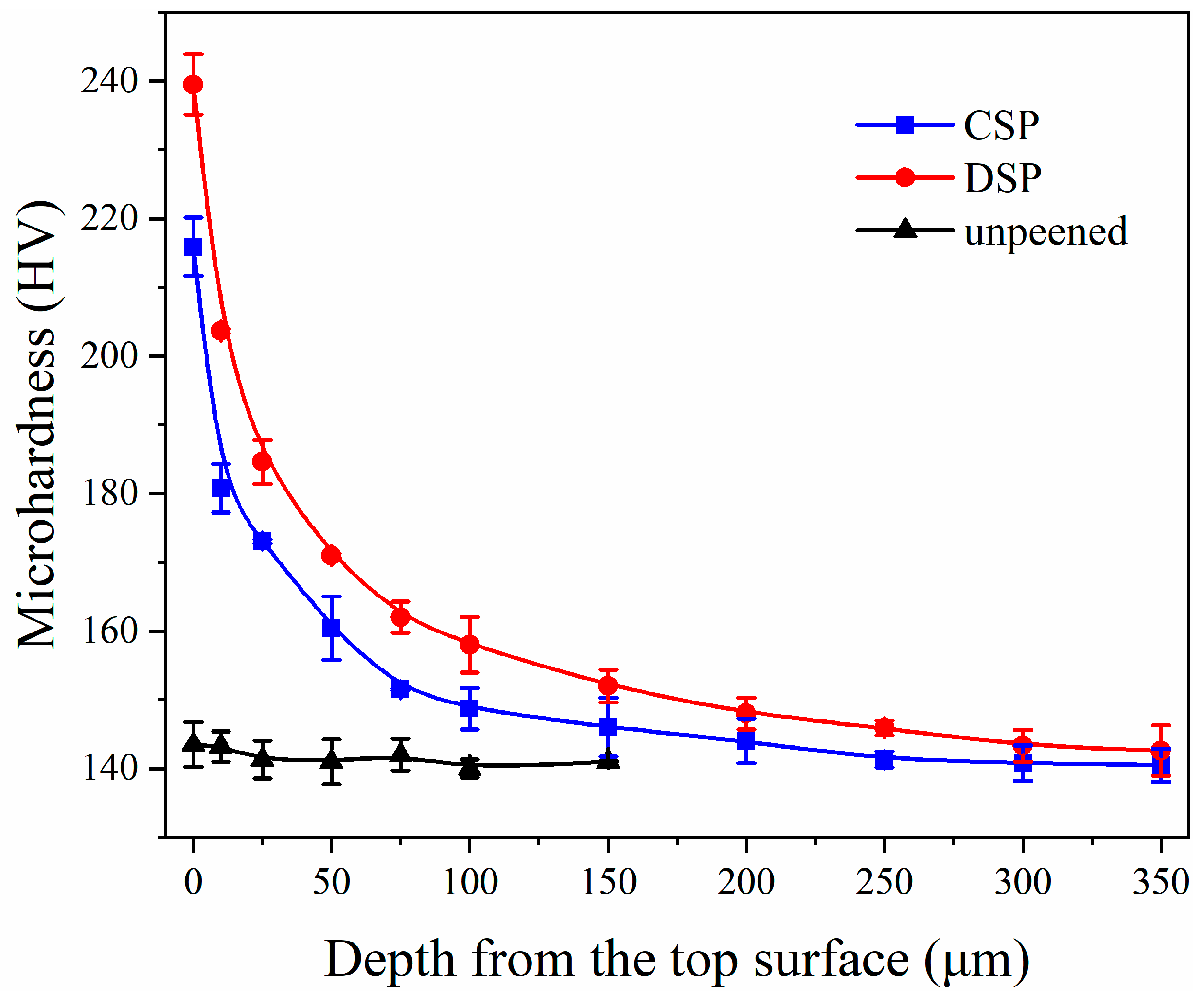
3.5. Residual Stress and Hardness Distributions
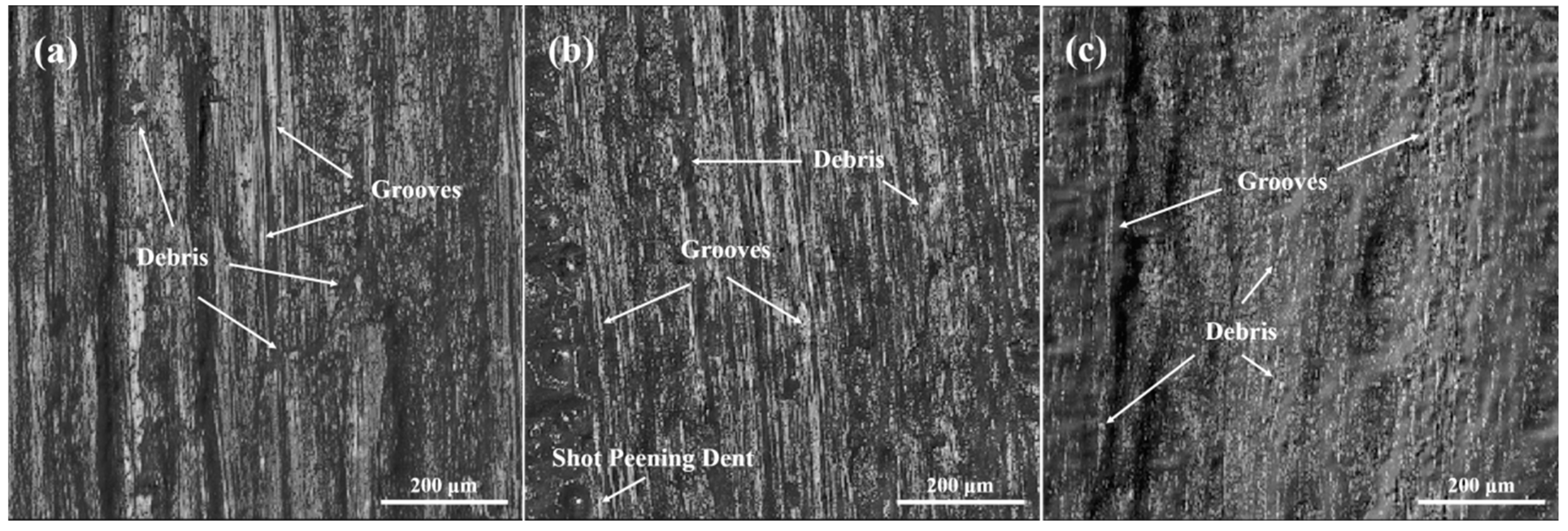
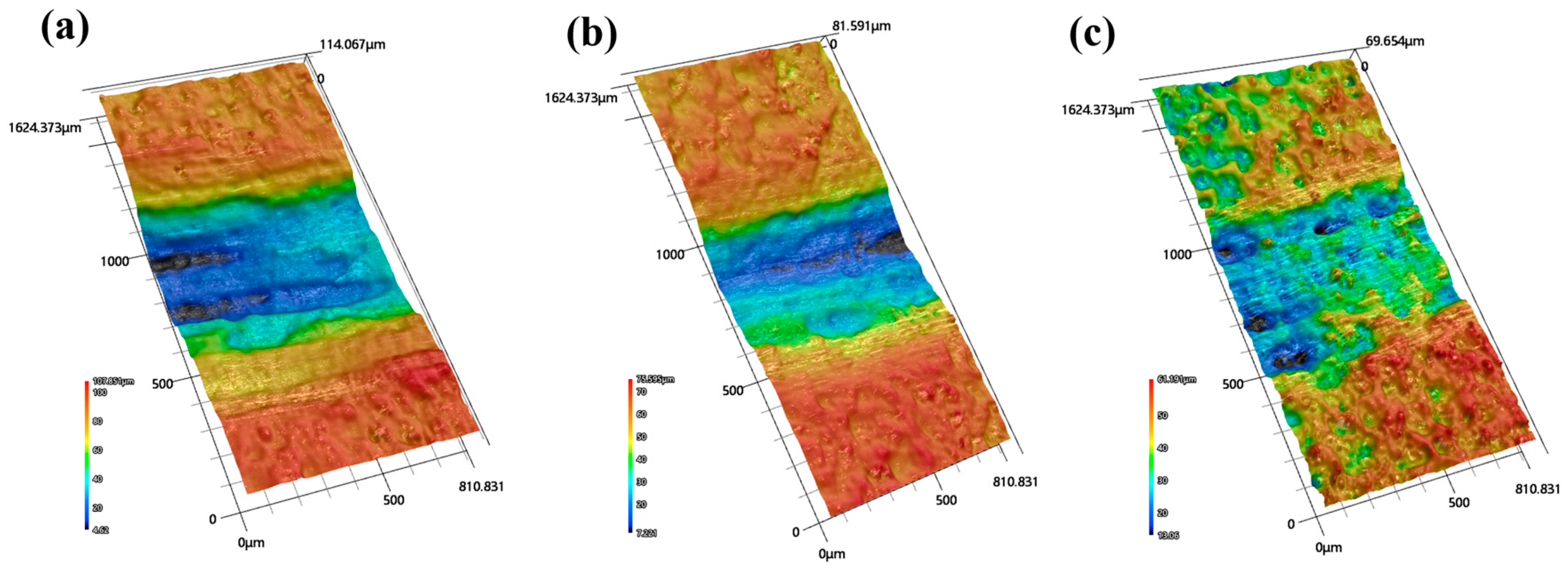
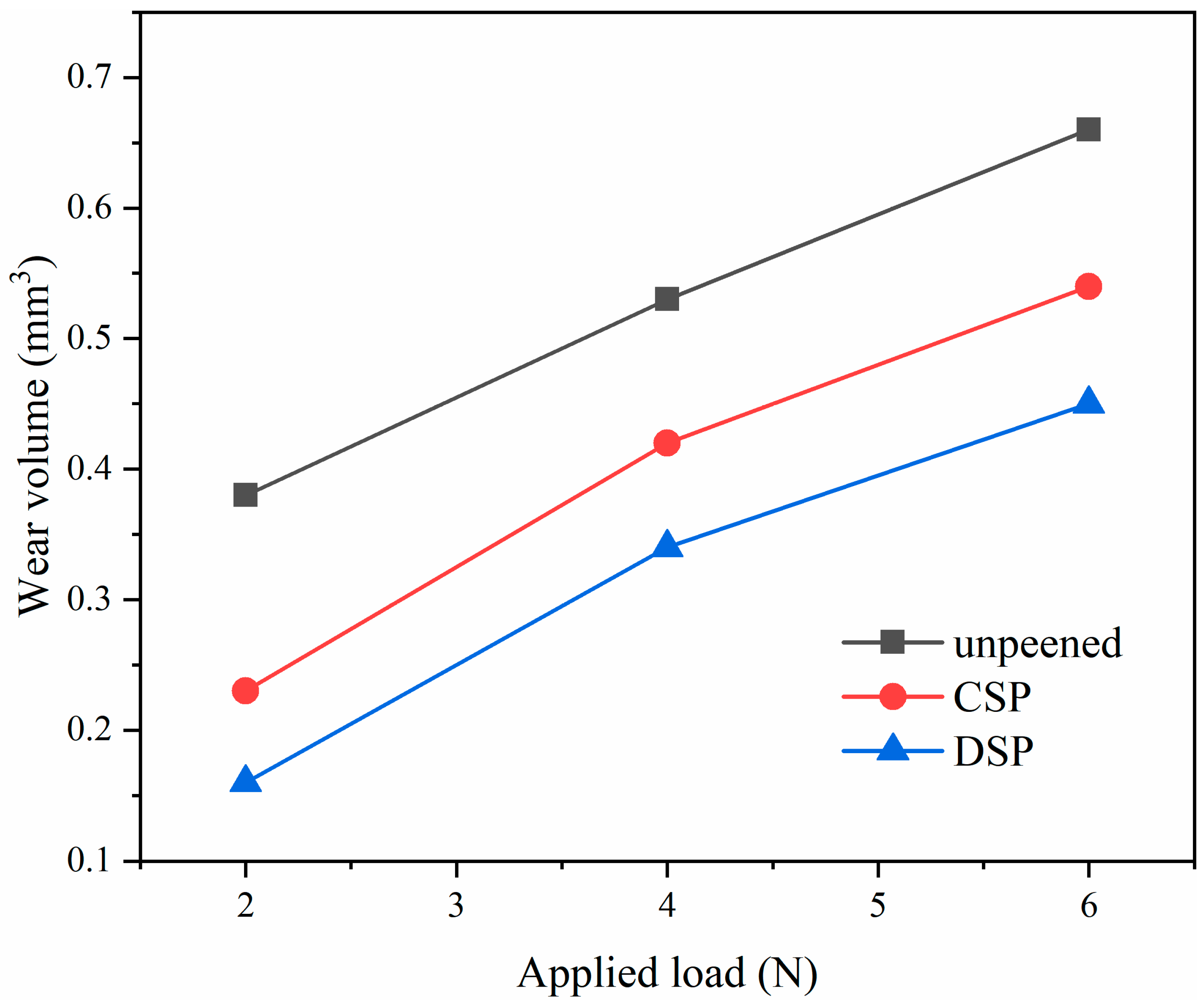
3.6. Wear Performance
4. Conclusions
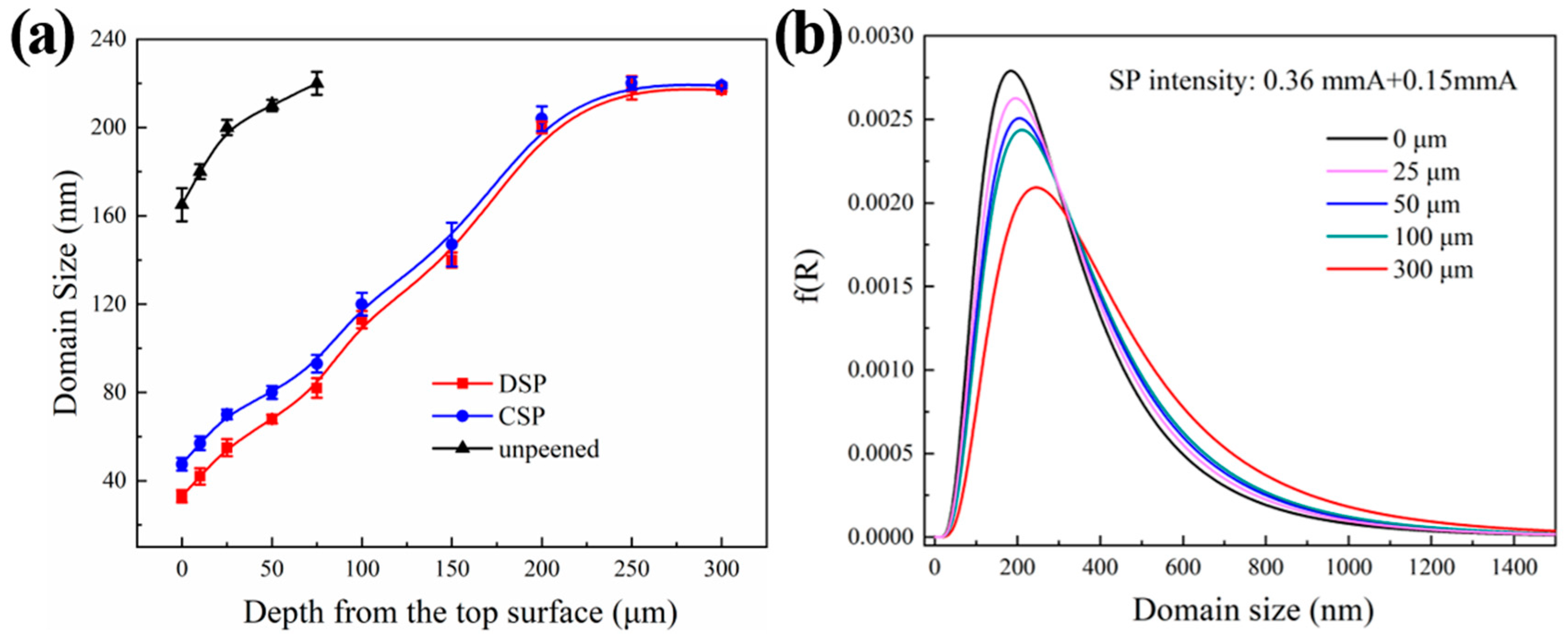
- Both CSP and DSP exhibit significant modifications in surface layer characteristics. In comparison with CSP, DSP generated a superior surface layer with smaller surface roughness (2.53 μm), finer domain size (33.1 nm), severe lattice distortion (3.30 × 10−3), higher dislocation density (1.30 × 1015 m−2), and surface CRS (−70 MPa), thus resulting in higher hardness (240 HV).
- DSP not only reduces surface roughness and enhances the surface quality, but also effectively improves the uniformity of surface characteristics. Compared with CSP, DSP reduces the average domain size from 47.5 to 33.0 nm, and the corresponding standard deviation from 6.1 to 3.9 nm, the average surface CRS from −45 MPa to −63 MPa, and the corresponding standard from 4.3 to 3.5 MPa. These factors also have a positive influence on enhancing wear performance.
- Al4C3, a hard second phase, plays an important role in promoting grain refinement and enhancement of hardness during plastic deformation. Meanwhile, the refinement of Al4C3 could further promote the mechanical property of the CNT/Al-Cu-Mg composites according to dispersion strengthening.
- Under the load of 6 N, the wear volume loss of the CSP and DSP samples is reduced by 18.2% and 31.8%. This can attribute to the synergistic influence of factors including hardness, compressive residual stress, surface roughness, and grain size.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wan, J.; Chen, B.; Zhou, X.; Cao, L.; Geng, H.; Shen, J.; Bahador, A.; Kondoh, K.; Li, J. CNT-induced heterogeneous matrix grain structure in CNTs/Al composites. Carbon 2024, 216, 118529. [Google Scholar] [CrossRef]
- Nateq, B.; Haddad-Sabzevar, M.; Sajjadi, S.A.; Pellizzari, M. Interfacial structure-property relationship in a carbon nanotube-reinforced aluminum alloy matrix composite fabricated by an advanced method. Mater. Charact. 2023, 203, 113159. [Google Scholar] [CrossRef]
- Jargalsaikhan, B.; Bor, A.; Lee, J.; Choi, H. Effect of Different Raw Material Property for the Fabrication on Al/CNT Nanocomposite Using a Ball Mill with a Discrete Element Method (DEM) Simulation. Materials 2019, 12, 3291. [Google Scholar] [CrossRef]
- Li, W.; Liu, W.; Liu, Z.; Wang, Z.; Xia, Y.; Liu, H.; Huang, Y.; Ma, Z.; Song, J.; Wang, F.; et al. Effect of CNT content on the microstructure and friction characteristics of DED-fabricated CNTs-Ni60/WC coatings. Surf. Coat. Technol. 2023, 473, 129938. [Google Scholar] [CrossRef]
- Guan, H.D.; Li, C.J.; Peng, Y.Z.; Gao, P.; Feng, Z.X.; Liu, Y.C.; Li, J.N.; Tao, J.M.; Yi, J.H. Fe-based metallic glass particles carry carbon nanotubes to reinforce Al matrix composites. Mater. Charact. 2022, 189, 112006. [Google Scholar] [CrossRef]
- Billah, M.M.; Jamal, M.; Banu, T.; Hasanuzzaman, M. 12.08—Carbon nanotube reinforced aluminum matrix composite: Recent advances and future prospects. In Comprehensive Materials Processing, 2nd ed.; Hashmi, S., Ed.; Elsevier: Oxford, UK, 2024; pp. 87–99. [Google Scholar] [CrossRef]
- Lava Kumar, P.; Lombardi, A.; Byczynski, G.; Narayana Murty, S.V.S.; Murty, B.S.; Bichler, L. Recent advances in aluminium matrix composites reinforced with graphene-based nanomaterial: A critical review. Prog. Mater. Sci. 2022, 128, 100948. [Google Scholar] [CrossRef]
- Yang, X.; Liu, E.; Shi, C.; He, C.; Li, J.; Zhao, N.; Kondoh, K. Fabrication of carbon nanotube reinforced Al composites with well-balanced strength and ductility. J. Alloys Compd. 2013, 563, 216–220. [Google Scholar] [CrossRef]
- Liao, Z.; Xu, D.; Luna, G.G.; Axinte, D.; Augustinavicius, G.; Sarasua, J.A.; Wretland, A. Influence of surface integrity induced by multiple machining processes upon the fatigue performance of a nickel based superalloy. J. Mater. Process. Technol. 2021, 298, 117313. [Google Scholar] [CrossRef]
- Lu, S.-Q.; Chiu, L.-H.; Chang, P.-J.; Lin, C.-K. Effects of Shot Peening Pressure, Time, and Material on the Properties of Carburized Steel Shafts. Materials 2024, 17, 4124. [Google Scholar] [CrossRef]
- Walczak, M.; Świetlicki, A.; Szala, M.; Turek, M.; Chocyk, D. Shot Peening Effect on Sliding Wear in 0.9% NaCl of Additively Manufactured 17-4PH Steel. Materials 2024, 17, 1383. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, H.; Xiong, X.; Li, M.; Chen, M.; Liu, H.; Jiang, C. Changes in surface integrity of cemented tungsten carbide with shot peening treatment. Surf. Coat. Technol. 2021, 425, 127710. [Google Scholar] [CrossRef]
- Wang, C.; Fan, K.; Li, C.; Abdel Wahab, M. Prediction of the effect of shot peening residual stress on fretting fatigue behaviour. Int. J. Fatigue 2023, 176, 107909. [Google Scholar] [CrossRef]
- Zhou, Z.; Liu, X.; He, G.; Liao, Y.; Liu, Y.; Li, Z.; Wang, Q. Fretting fatigue behavior and damage mechanism of cast Al-Si-Cu-T6 alloy under two surface roughness conditions. Int. J. Fatigue 2023, 175, 107765. [Google Scholar] [CrossRef]
- Bao, L.; Li, K.; Zheng, J.; Zhang, Y.; Zhan, K.; Yang, Z.; Zhao, B.; Ji, V. Surface characteristics and stress corrosion behavior of AA 7075-T6 aluminum alloys after different shot peening processes. Surf. Coat. Technol. 2022, 440, 128481. [Google Scholar] [CrossRef]
- Zheng, J.; Li, K.; Zhang, Y.; Zhan, K.; Yang, Z.; Zhao, B.; Wang, Z.; Ji, V. Surface characteristic and corrosion resistance of different plasma-sprayed coatings (Zn, Al6061and Zn/23Al) on S960 high strength steel with subsequent micro-shot peening. Surf. Coat. Technol. 2022, 451, 129046. [Google Scholar] [CrossRef]
- Lin, G.-W.; Chen, T.-C.; Hsu, H.-H.; Tsay, L.-W. Synergetic effects of micro-shot peening and gas nitriding on the fatigue performance of AISI 4140 steel. Surf. Coat. Technol. 2024, 485, 130856. [Google Scholar] [CrossRef]
- Takesue, S.; Kikuchi, S.; Akebono, H.; Misaka, Y.; Komotori, J. Effect of pre-treatment with fine particle peening on surface properties and wear resistance of gas blow induction heating nitrided titanium alloy. Surf. Coat. Technol. 2019, 359, 476–484. [Google Scholar] [CrossRef]
- Chen, M.; Xing, S.; Li, J.; He, J.; Lu, Y.; Jiang, C.; Ji, V. Surface residual stress and microstructure evolutions of Hastelloy X alloy after severe shot peening. Vacuum 2021, 187, 110136. [Google Scholar] [CrossRef]
- Cheng, J.C.; Chai, H.W.; Fan, G.L.; Li, Z.Q.; Xie, H.L.; Tan, Z.Q.; Bie, B.X.; Huang, J.Y.; Luo, S.N. Anisotropic spall behavior of CNT/2024Al composites under plate impact. Carbon 2020, 170, 589–599. [Google Scholar] [CrossRef]
- Kim, D.; Hirayama, Y.; Liu, Z.; Takagi, K.; Kobashi, M. Fabrication of Al-CNT composite with high hardness and electrical conductivity by controlling Al4C3 formation. J. Alloys Compd. 2023, 942, 169102. [Google Scholar] [CrossRef]
- Zhang, X.; Li, X.; Liu, L.; Li, B.; Hou, X.; Pan, D.; Gao, L.; Li, S. Interface regulation strategy of Al-CNTs composite induced by Al-Si eutectic reaction and its strengthening mechanism. J. Mater. Sci. Technol. 2023, 151, 1–9. [Google Scholar] [CrossRef]
- Luo, S.-W.; Wu, Y.; Chen, B.; Song, M.; Yi, J.-H.; Guo, B.-S.; Wang, Q.-W.; Yang, Y.; Li, W.; Yu, Z.-T. Effects of Cu content on microstructures and compressive mechanical properties of CNTs/Al-Cu composites. Trans. Nonferrous Met. Soc. China 2022, 32, 3860–3872. [Google Scholar] [CrossRef]
- Xu, R.; Tan, Z.; Fan, G.; Ji, G.; Xiong, D.-B.; Guo, Q.; Su, Y.; Li, Z.; Zhang, D. High-strength CNT/Al-Zn-Mg-Cu composites with improved ductility achieved by flake powder metallurgy via elemental alloying. Compos. Part A Appl. Sci. Manuf. 2018, 111, 1–11. [Google Scholar] [CrossRef]
- Wu, J.; Wei, P.; Liu, H.; Zhang, B.; Tao, G. Effect of shot peening intensity on surface integrity of 18CrNiMo7-6 steel. Surf. Coat. Technol. 2021, 421, 127194. [Google Scholar] [CrossRef]
- Sinkovits, T.; Zhao, Y.; O’Brien, R.; Dowey, S. X-ray diffraction stress analysis of interrupted titanium nitride films: Combining the sin2ψ and crystallite group methods. Thin Solid Film. 2014, 562, 206–210. [Google Scholar] [CrossRef]
- Chen, M.; Liu, H.; Wang, L.; Xu, Z.; Ji, V.; Jiang, C. Residual stress and microstructure evolutions of SAF 2507 duplex stainless steel after shot peening. Appl. Surf. Sci. 2018, 459, 155–163. [Google Scholar] [CrossRef]
- Xing, S.; Zhu, W.; You, S.; Yu, W.; Jiang, C.; Ji, V. Investigation on microstructure and tribological performances of electrodeposited Ni-W-Y2O3 composite coatings. J. Alloys Compd. 2023, 965, 171397. [Google Scholar] [CrossRef]
- Zhu, K.; Jiang, C.; Li, Z.; Du, L.; Zhao, Y.; Chai, Z.; Wang, L.; Chen, M. Residual stress and microstructure of the CNT/6061 composite after shot peening. Mater. Des. 2016, 107, 333–340. [Google Scholar] [CrossRef]
- Liu, H.; Chen, M.; Wang, L.; Zhan, K.; Ji, V.; Jiang, C. Investigation on microstructure and properties of Al18B4O33 whisker reinforced AlMgSi matrix composite after shot peening. Vacuum 2019, 160, 303–310. [Google Scholar] [CrossRef]
- Liu, T.; Vaudin, M.D.; Bunn, J.R.; Ungár, T.; Brewer, L.N. Quantifying dislocation density in Al-Cu coatings produced by cold spray deposition. Acta Mater. 2020, 193, 115–124. [Google Scholar] [CrossRef]
- Jinlong, W.; Yuxin, M.; Wenjie, P.; Yongjie, B.; Zeyu, S. Evaluation of the effect of surface roughness parameters on fatigue of TC17 titanium alloy impeller using machine learning algorithm and finite element analysis. Eng. Fail. Anal. 2023, 153, 107586. [Google Scholar] [CrossRef]
- Chen, M.; Liu, H.; Wang, L.; Wang, C.; Zhu, K.; Xu, Z.; Jiang, C.; Ji, V. Evaluation of the residual stress and microstructure character in SAF 2507 duplex stainless steel after multiple shot peening process. Surf. Coat. Technol. 2018, 344, 132–140. [Google Scholar] [CrossRef]
- Xu, R.; Tan, Z.; Fan, G.; Ji, G.; Li, Z.; Guo, Q.; Li, Z.; Zhang, D. Microstructure-based modeling on structure-mechanical property relationships in carbon nanotube/aluminum composites. Int. J. Plast. 2019, 120, 278–295. [Google Scholar] [CrossRef]
- Thirugnanasambantham, K.G.; Sankaramoorthy, T.; Anantha Kishan, A.S.; Kesava Reddy, M. Strengthening mechanisms of aluminium (Al) carbon nano tube (CNT) composites: A comprehensive review—Part 1. Mater. Today Proc. 2022, 60, 1468–1473. [Google Scholar] [CrossRef]
- Guo, B.; Song, M.; Zhang, X.; Liu, Y.; Cen, X.; Chen, B.; Li, W. Exploiting the synergic strengthening effects of stacking faults in carbon nanotubes reinforced aluminum matrix composites for enhanced mechanical properties. Compos. Part B Eng. 2021, 211, 108646. [Google Scholar] [CrossRef]
- Roy, I.; Chauhan, M.; Mohamed, F.A.; Lavernia, E.J. Thermal stability in bulk cryomilled ultrafine-grained 5083 Al alloy. Metall. Mater. Trans. A 2006, 37, 721–730. [Google Scholar] [CrossRef]
- Shanmugasundaram, T.; Murty, B.S.; Subramanya Sarma, V. Development of ultrafine grained high strength Al–Cu alloy by cryorolling. Scr. Mater. 2006, 54, 2013–2017. [Google Scholar] [CrossRef]
- Liu, H.; Jiang, C.; Chen, M.; Wang, L.; Ji, V. Surface layer microstructures and wear properties modifications of Mg-8Gd-3Y alloy treated by shot peening. Mater. Charact. 2019, 158, 109952. [Google Scholar] [CrossRef]
- Venumurali, J.; Reddy, B.S.; Turaka, S.; Ragupathy, V.D.; Reddy, P.S. Effects of peening duration on surface and wear properties of aircraft graded AA2017 alloy. Surf. Coat. Technol. 2024, 477, 130361. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, H. Characteristics of friction and wear of Al-Zn-Mg-Cu alloy after application of ultrasonic shot peening technology. Surf. Coat. Technol. 2021, 423, 127615. [Google Scholar] [CrossRef]
- Jagadesh Kumar, C.M.; Ganesh Karthik, A.R.G.; Arulvel, S.; Prayer Riju, R.; Burduk, A.; Jeyapandiarajan, P. The effect of abrasive water jet peening and laser shock peening on the wear properties of direct metal laser sintered AlSi10Mg alloy. Mater. Lett. 2024, 362, 136170. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Luo, K.Y.; Wang, C.Y.; Li, Y.M.; Luo, M.; Huang, S.; Hua, X.J.; Lu, J.Z. Effects of laser shock peening and groove spacing on the wear behavior of non-smooth surface fabricated by laser surface texturing. Appl. Surf. Sci. 2014, 313, 600–606. [Google Scholar] [CrossRef]
- Efe, Y.; Karademir, I.; Husem, F.; Maleki, E.; Karimbaev, R.; Amanov, A.; Unal, O. Enhancement in microstructural and mechanical performance of AA7075 aluminum alloy via severe shot peening and ultrasonic nanocrystal surface modification. Appl. Surf. Sci. 2020, 528, 146922. [Google Scholar] [CrossRef]
- Yan, H.; Zhu, P.; Chen, Z.; Zhang, H.; Zhang, Y.; Zhang, Y. Effect of shot peening on the surface properties and wear behavior of heavy-duty-axle gear steels. J. Mater. Res. Technol. 2022, 17, 22–32. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Cu | CNT | Mg |
|---|---|---|---|---|
| Percentage (wt%) | 93.5 | 4.0 | 1.5 | 1.0 |
| Sample | Shot Material | Shot Diameter (mm) | SP Intensity (mmA) | SP Coverage (%) |
|---|---|---|---|---|
| CSP | Cast steel | 0.3 | 0.36 | 100 |
| DSP | Cast steel, ZrO2 | 0.3, 0.18 | 0.36 + 0.14 | 200 |
| Sample | Ra/μm | Rz/μm |
|---|---|---|
| CSP | 4.76 | 31.30 |
| DSP | 2.53 | 12.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, W.; Liu, H.; Xing, S.; Jiang, C.; Ji, V. Effect of Dual Shot Peening on Microstructure and Wear Performance of CNT/Al-Cu-Mg Composites. Materials 2024, 17, 5066. https://doi.org/10.3390/ma17205066
Zhu W, Liu H, Xing S, Jiang C, Ji V. Effect of Dual Shot Peening on Microstructure and Wear Performance of CNT/Al-Cu-Mg Composites. Materials. 2024; 17(20):5066. https://doi.org/10.3390/ma17205066
Chicago/Turabian StyleZhu, Wenlong, Huabing Liu, Shilong Xing, Chuanhai Jiang, and Vincent Ji. 2024. "Effect of Dual Shot Peening on Microstructure and Wear Performance of CNT/Al-Cu-Mg Composites" Materials 17, no. 20: 5066. https://doi.org/10.3390/ma17205066
APA StyleZhu, W., Liu, H., Xing, S., Jiang, C., & Ji, V. (2024). Effect of Dual Shot Peening on Microstructure and Wear Performance of CNT/Al-Cu-Mg Composites. Materials, 17(20), 5066. https://doi.org/10.3390/ma17205066