
Simulation of Friction Stir Welding of AZ31 Mg Alloys

Abstract

1. Introduction
2. Experimental Procedures
3. Moving Heat Source Model for FSW
3.1. Governing Equations and Boundary Conditions
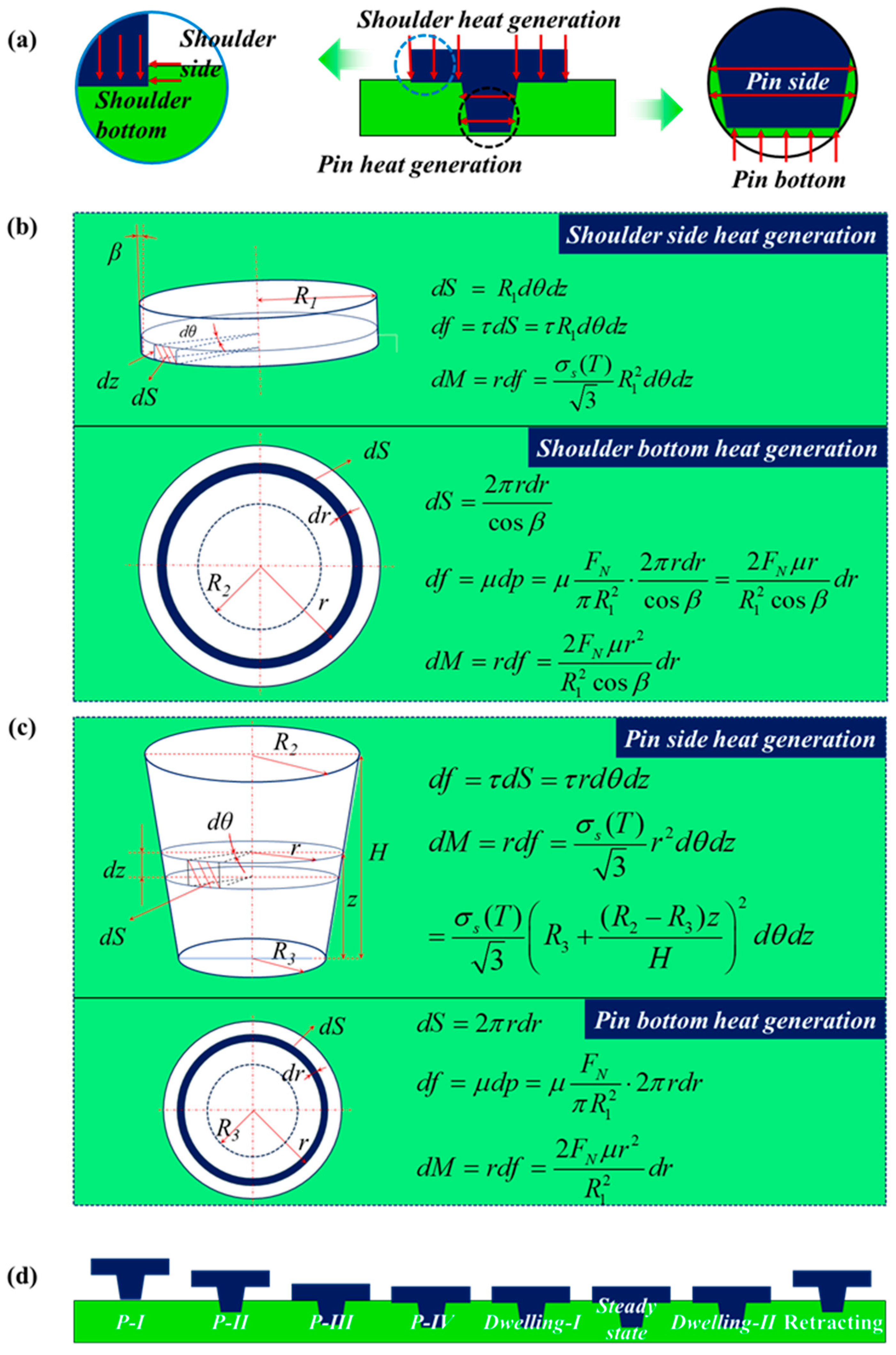
3.2. Heat Generation at Different Stages of FSW Process
- (1)
- Type I heat generation
- (2)
- Type II heat generation
3.3. Heat Flux during FSW Process
4. Results and Discussion
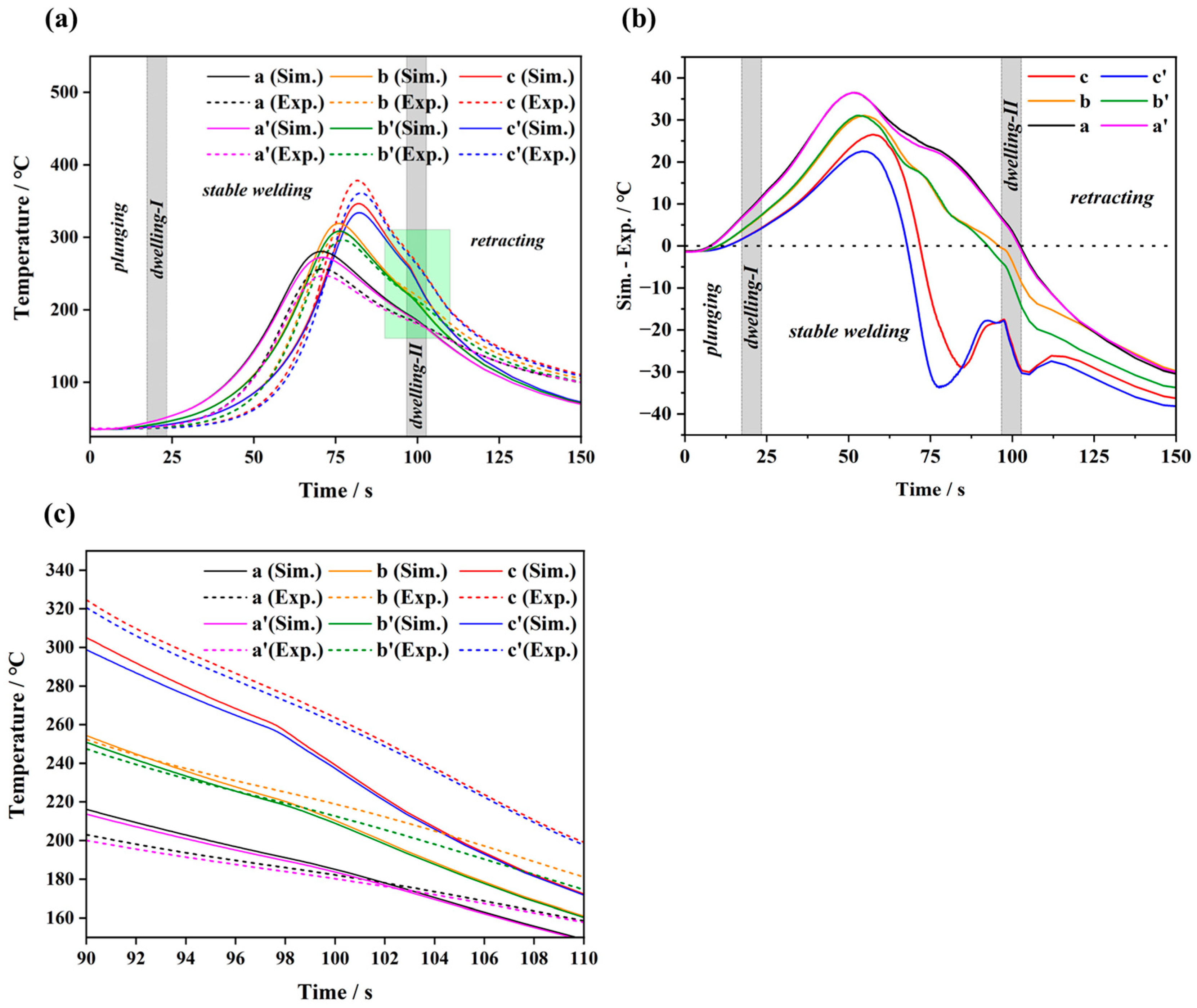
4.1. Model Verification
4.2. Temperature Field Distribution
4.3. Effects of Welding Parameters on Temperature
4.4. Model Limitations
5. Conclusions
- (1)
- A modified moving heat source model is proposed by considering the variations in heat generation caused by friction at both the side and bottom surfaces of the tool. The application of this model is further extended to the entire welding process, including the plunging stage. The proposed model accurately simulates the main characteristic of the temperature fields in FSW AZ31 Mg alloys. The largest temperature difference between the simulation value and experimentally measured value is less than 10% at any characteristic point examined.
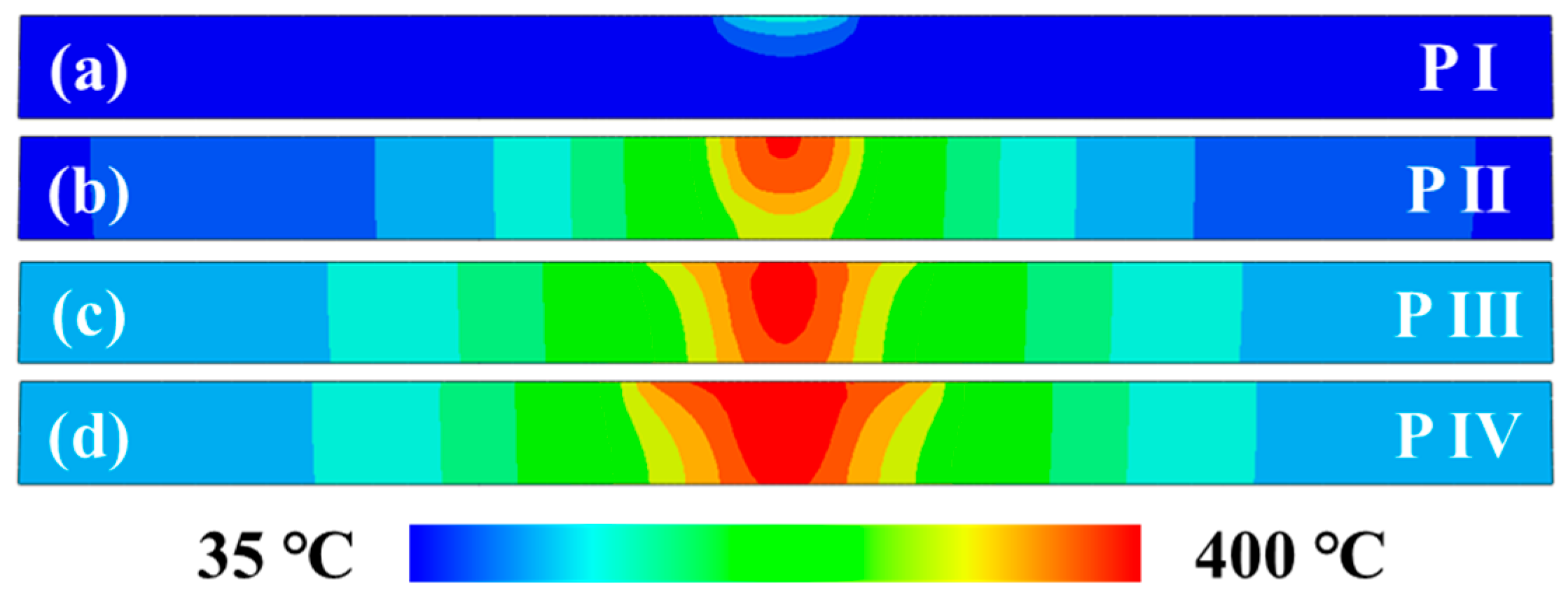
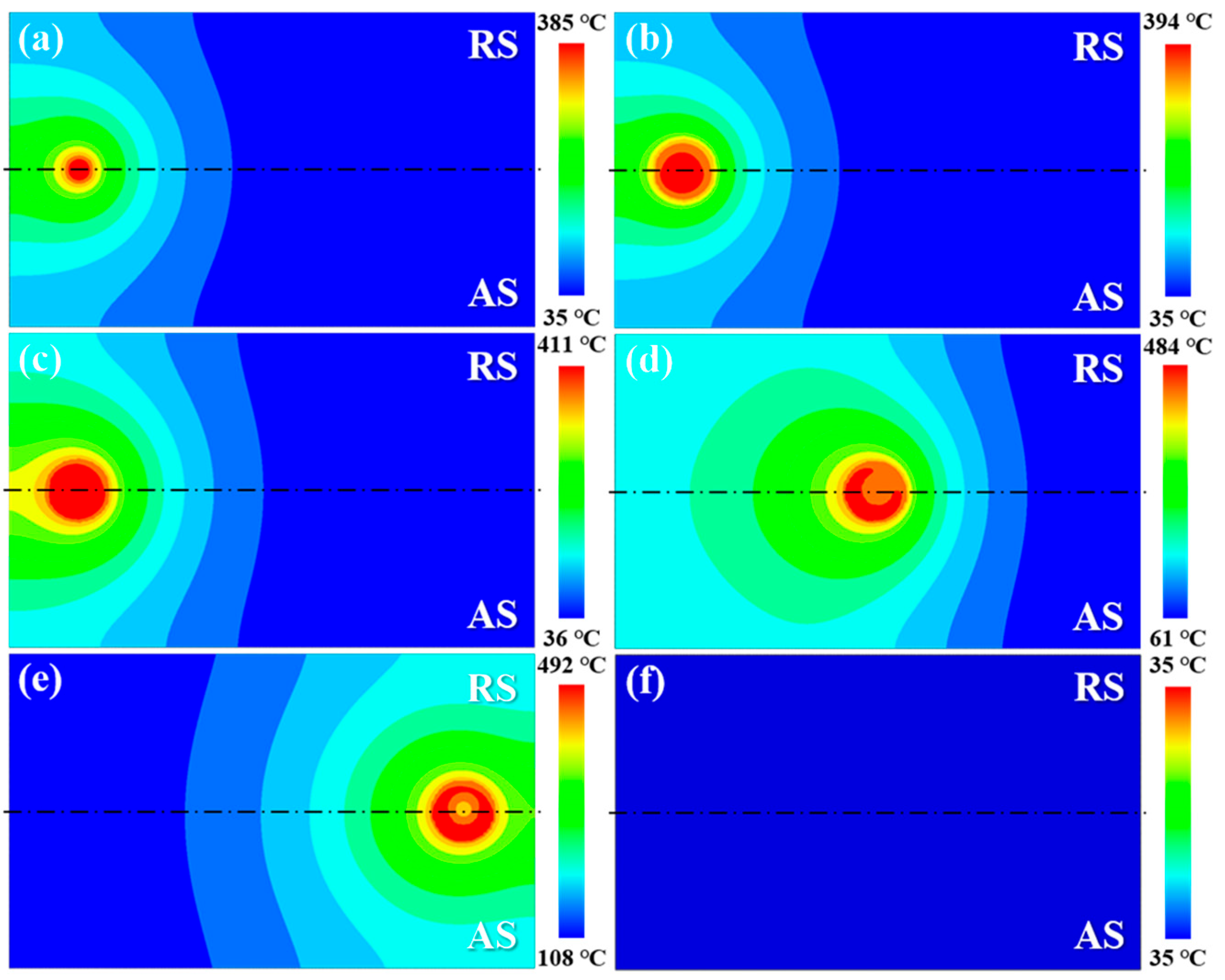
- (2)
- The temperature distributions at various process of the welding, especially the plunging stage, were revealed by the modified moving heat source model. It was found that the high temperature region moves downward with the tool plunged into the workpiece, and the isothermal surface transforms from an arc shape to a cone shape at the cross-section of the workpiece. Simultaneously, the peak temperature gradually rises to 394.2 °C. The shapes of the isothermal surfaces remain similar during the dwelling-I, stable welding and dwelling-II stages, with the peak temperature reaching 411.4 °C, 484.5 °C and 492.2 °C, respectively. Furthermore, the temperature variations on both AS and RS are asymmetrical with respect to the weld centre.
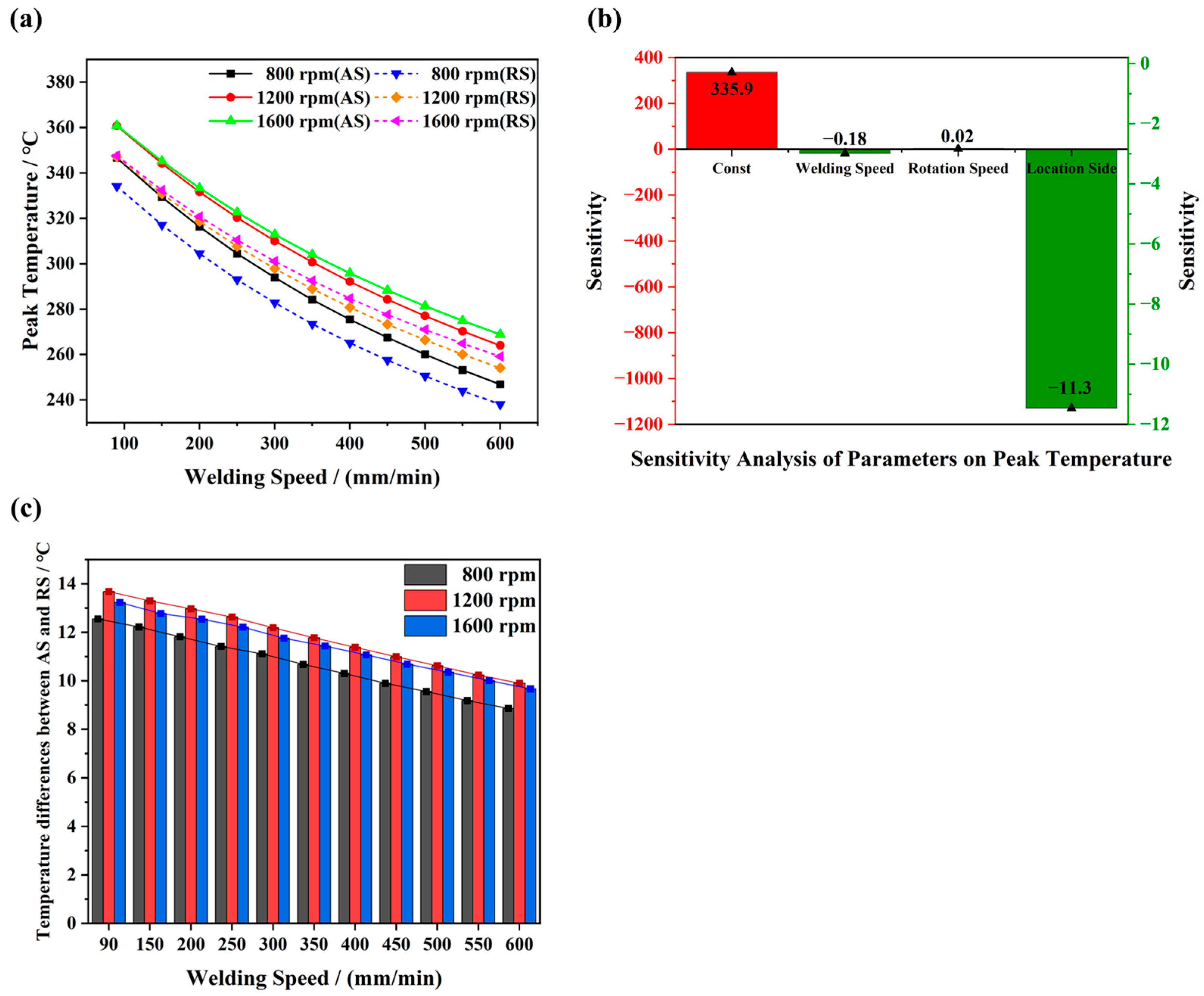
- (3)
- The influence of welding parameters on the peak temperature of FSW Mg alloys was revealed. In the range of a relatively lower welding speed and rotational speed, the welding temperature rises significantly with both increases in the rotational speed and decreases in the welding speed. By contrast, this effect gradually diminishes within a high range of welding speed and rotational speed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mironov, S.; Sato, Y.; Kokawa, H. Influence of Welding Temperature on Material Flow During Friction Stir Welding of AZ31 Magnesium Alloy. Metall. Mater. Trans. A 2019, 50, 2798–2806. [Google Scholar] [CrossRef]
- Kouadri-Henni, A.; Barrallier, L. Mechanical Properties, Microstructure and Crystallographic Texture of Magnesium AZ91-D Alloy Welded by Friction Stir Welding (FSW). Metall. Mater. Trans. A 2014, 45, 4983–4996. [Google Scholar] [CrossRef]
- Mironov, S.; Onuma, T.; Sato, Y.; Kokawa, H. Microstructure Evolution During Friction-Stir Welding of AZ31 Magnesium Alloy. Acta Mater. 2015, 100, 301–312. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Prime, M.; Feng, Z.; Clausen, B. Microstructure, Texture and Residual Stress in a Friction-Stir-Processed AZ31B Magnesium Alloy. Acta Mater. 2008, 56, 1701–1711. [Google Scholar] [CrossRef]
- Thomas, W.M. Friction Stir Butt Welding. International Patent Application PCT/GB92/02203, 6 December 1991. [Google Scholar]
- Ren, W.; Liu, D.; Liu, Q.; Xin, R. Influence of Texture Distribution in Magnesium Welds on Their Non-uniform Mechanical Behavior: A CPFEM study. J. Mater. Sci. Technol. 2020, 46, 168–176. [Google Scholar] [CrossRef]
- Ren, W.; Xin, R.; Liu, D. Modeling the Strongly Localized Deformation Behavior in a Magnesium Alloy with Complicated Texture Distribution. Mat. Sci. Eng. A-Struct. 2019, 762, 138103. [Google Scholar] [CrossRef]
- Liu, W.; Ma, J.; Atabaki, M.M.; Kovacevic, R. Joining of Advanced High-Strength Steel to AA 6061 Alloy by Using Fe/Al Structural Transition Joint. Mater. Des. 2015, 68, 146–157. [Google Scholar] [CrossRef]
- Zhao, S.; Ni, J.; Wang, G.; Wang, Y.; Bi, Q.; Zhao, Y.; Liu, X. Effects of Tool Geometry on Friction Stir Welding of AA6061 to TRIP Steel. J. Mater. Process. Technol. 2018, 261, 39–49. [Google Scholar] [CrossRef]
- Singh, K.; Singh, G.; Singh, H. Review on Friction Stir Welding of Magnesium Alloys. J. Magnes. Alloys 2018, 6, 399–416. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D. Friction Stir Welding/Processing of Metals and Alloys: A Comprehensive Review on Microstructural Evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Papahn, H.; Bahemmat, P.; Haghpanahi, M.; Valipour, A. Ultrasonic Measurements of Residual Stresses Caused by Severe Thermomechanical Deformation During FSW. Exp. Mech. 2014, 54, 1587–1596. [Google Scholar] [CrossRef]
- Lim, Y.-S.; Kim, S.-H.; Lee, K.-J. Effect of Residual Stress on the Mechanical Properties of FSW Joints with SUS409L. Adv. Mater. Sci. Eng. 2018, 2018, 9890234. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.; Wu, C. Finite Element Modeling of Friction Stir Welding (FSW) on a Complex Curved Plate. J. Adv. Join. Process. 2020, 1, 100007. [Google Scholar] [CrossRef]
- Myung, D.; Noh, W.; Kim, J.-H.; Kong, J.; Hong, S.-T.; Lee, M.-G. Probing the Mechanism of Friction Stir Welding with ALE Based Finite Element Simulations and Its Application to Strength Prediction of Welded Aluminum. Met. Mater. Int. 2021, 27, 650–666. [Google Scholar] [CrossRef]
- Salloomi, K.N.; Al-Sumaidae, S. Coupled Eulerian–Lagrangian Prediction of Thermal and Residual Stress Environments in Dissimilar Friction Stir Welding of Aluminum Alloys. J. Adv. Join. Process. 2021, 3, 100052. [Google Scholar] [CrossRef]
- Al-Badour, F.; Merah, N.; Shuaib, A.; Bazoune, A. Coupled Eulerian Lagrangian Finite Element Modeling of Friction Stir Welding Processes. J. Mater. Process. Technol. 2013, 213, 1433–1439. [Google Scholar] [CrossRef]
- Ghiasvand, A.; Suksatan, W.; Tomków, J.; Rogalski, G.; Derazkola, H.A. Investigation of the Effects of Tool Positioning Factors on Peak Temperature in Dissimilar Friction Stir Welding of AA6061-T6 and AA7075-T6 Aluminum Alloys. Materials 2022, 15, 702. [Google Scholar] [CrossRef]
- Eivani, A.; Vafaeenezhad, H.; Jafarian, H.; Zhou, J. A Novel Approach to Determine Residual Stress Field During FSW of AZ91 Mg Alloy Using Combined Smoothed Particle Hydrodynamics/Neuro-Fuzzy Computations and Ultrasonic Testing. J. Magnes. Alloys 2021, 9, 1304–1328. [Google Scholar] [CrossRef]
- Pan, W.; Li, D.; Tartakovsky, A.M.; Ahzi, S.; Khraisheh, M.; Khaleel, M. A New Smoothed Particle Hydrodynamics Non-Newtonian Model for Friction Stir Welding: Process Modeling and Simulation of Microstructure Evolution in a Magnesium Alloy. Int. J. Plast. 2013, 48, 189–204. [Google Scholar] [CrossRef]
- Bagheri, B.; Abdollahzadeh, A.; Abbasi, M.; Kokabi, A.H. Numerical Analysis of Vibration Effect on Friction Stir Welding by Smoothed Particle Hydrodynamics (SPH). Int. J. Adv. Manuf. Technol. 2020, 110, 209–228. [Google Scholar] [CrossRef]
- Su, H.; Chen, J.; Wu, C. A Heat Source Model for Dissimilar Al/Cu Friction Stir Welding Process Based on Tool Torque Measurement. Int. J. Adv. Manuf. Technol. 2024, 130, 4621–4634. [Google Scholar] [CrossRef]
- Ma, F.; Fu, D.; Liu, Y.; Yang, D.; Zhang, S.; Sha, Z. The Numerical Simulation of Temperature Field in Friction Stir Welding of 7075 Aluminium Alloy. IOP Conf. Ser. Mater. Sci. Eng. 2020, 751, 012081. [Google Scholar] [CrossRef]
- Lu, X.; Luan, Y.; Meng, X.; Zhou, Y.; Zhao, N.; Liang, S.Y. Temperature Distribution and Mechanical Properties of FSW Medium Thickness Aluminum Alloy 2219. Int. J. Adv. Manuf. Technol. 2022, 119, 7229–7241. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J.; Wert, J. An Analytical Model for the Heat Generation in Friction Stir Welding. Model. Simul. Mater. Sci. Eng. 2003, 12, 143. [Google Scholar] [CrossRef]
- Pankaj, P.; Tiwari, A.; Biswas, P.; Gourav Rao, A.; Pal, S. A Three-Dimensional Heat Transfer Modelling and Experimental Study on Friction Stir Welding of Dissimilar Steels. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 467. [Google Scholar] [CrossRef]
- Kamruan, A.; Ingkawara, S.; Lamkam, K.; Siwadamrongpong, S. Influence of Friction Stir Welding Parameters on Axial Forces and Mechanical Properties of Aluminium Alloy 7075. In Proceedings of the 10th International Conference on Mechatronics and Control Engineering (ICMCE), Lisbon, Portugal, 26–28 July 2021; pp. 29–35. [Google Scholar]
- Liu, X.; Yu, Y.; Yang, S.; Liu, H. A Modified Analytical Heat Source Model for Numerical Simulation of Temperature Field in Friction Stir Welding. Adv. Mater. Sci. Eng. 2020, 2020, 4639382. [Google Scholar] [CrossRef]
- Alhourani, A.; Sheikh-Ahmad, J.; Almaskari, F.; Khan, K.; Deveci, S.; Barsoum, I. Thermal Modeling of Friction Stir Welding of Thick High-Density Polyethylene Plates. J. Mater. Res. Technol. 2024, 28, 4186–4198. [Google Scholar] [CrossRef]
- Song, M.; Kovacevic, R. Thermal Modeling of Friction Stir Welding in a Moving Coordinate System and Its Validation. Int. J. Mach. Tools Manuf. 2003, 43, 605–615. [Google Scholar] [CrossRef]
- Xin, R.; Liu, D.; Shu, X. Influence of welding parameter on texture distribution and plastic deformation behavior of as-rolled AZ31 Mg alloys. J. Alloys Compd. 2016, 670, 64–71. [Google Scholar] [CrossRef]
- Turkan, M.; Karakas, Ö. Two Different Finite Element Models Investigation of the Plunge Stage in Joining AZ31B Magnesium Alloy with Friction Stir Welding. SN Appl. Sci. 2021, 3, 165. [Google Scholar] [CrossRef]
- Teimouri, R.; Sohrabpoor, H.; Grabowski, M. Simulation of surface roughness evolution of additively manufactured material fabricated by laser powder bed fusion and post-processed by burnishing. J. Manuf. Process. 2022, 84, 10–27. [Google Scholar] [CrossRef]
- Colegrove, P. 3 Dimensional Flow and Thermal Modelling of the Friction Stir Welding Process. Int. J. Mach. Tools Manuf. 2001, 42, 1549–1557. [Google Scholar]
- Pulgarín, E.H.; Zuluaga-Posada, M.; Montoya, Y. Performance Evaluation of a Novel Force Measuring Device for Friction Stir Welding (FSW) of Aluminum Alloys. Dyna 2019, 86, 150–155. [Google Scholar] [CrossRef]
- Lee, H.-S.; Yoo, J.-T.; Yoon, J.-H.; Min, K.-J. A Study on Microstructure of AA2219 Friction Stir Welded Joint. Adv. Eng. Res. 2016, 93, 6–10. [Google Scholar]
- Taltavull, C.; Rodrigo, P.; Torres, B. Dry sliding wear behavior of AM50B magnesium alloy. Mater. Design 2014, 56, 549–556. [Google Scholar] [CrossRef]
- Tabor, D. Junction Growth in Metallic Friction: The Role of Combined Stresses and Surface Contamination. Proc. R. Soc. Ser. A Math. Phys. Sci. 1959, 251, 378–393. [Google Scholar]
- Salloomi, K.N. Fully Coupled Thermomechanical Simulation of Friction Stir Welding of Aluminum 6061-T6 Alloy T-joint. J. Manuf. Process. 2019, 45, 746–754. [Google Scholar] [CrossRef]
- Liu, G.; Xin, R.; Li, J.; Liu, D.; Liu, Q. Fracture Localisation in Retreating Side of Friction Stir Welded Magnesium Alloy. Sci. Technol. Weld. Join. 2015, 20, 378–384. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Speed/(mm/min) | Rotation Speed/rpm |
|---|---|
| 90, 150, 200, 250, 300, 350, 400, 450, 500, 550, 600 | 800, 1200, 1600 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, S.; Liu, Z.; Xin, R. Simulation of Friction Stir Welding of AZ31 Mg Alloys. Materials 2024, 17, 4974. https://doi.org/10.3390/ma17204974
Feng S, Liu Z, Xin R. Simulation of Friction Stir Welding of AZ31 Mg Alloys. Materials. 2024; 17(20):4974. https://doi.org/10.3390/ma17204974
Chicago/Turabian StyleFeng, Sili, Zhe Liu, and Renlong Xin. 2024. "Simulation of Friction Stir Welding of AZ31 Mg Alloys" Materials 17, no. 20: 4974. https://doi.org/10.3390/ma17204974
APA StyleFeng, S., Liu, Z., & Xin, R. (2024). Simulation of Friction Stir Welding of AZ31 Mg Alloys. Materials, 17(20), 4974. https://doi.org/10.3390/ma17204974