

Modelling of Fatigue Delamination Growth and Prediction of Residual Tensile Strength of Thermoplastic Coupons



Abstract
1. Introduction
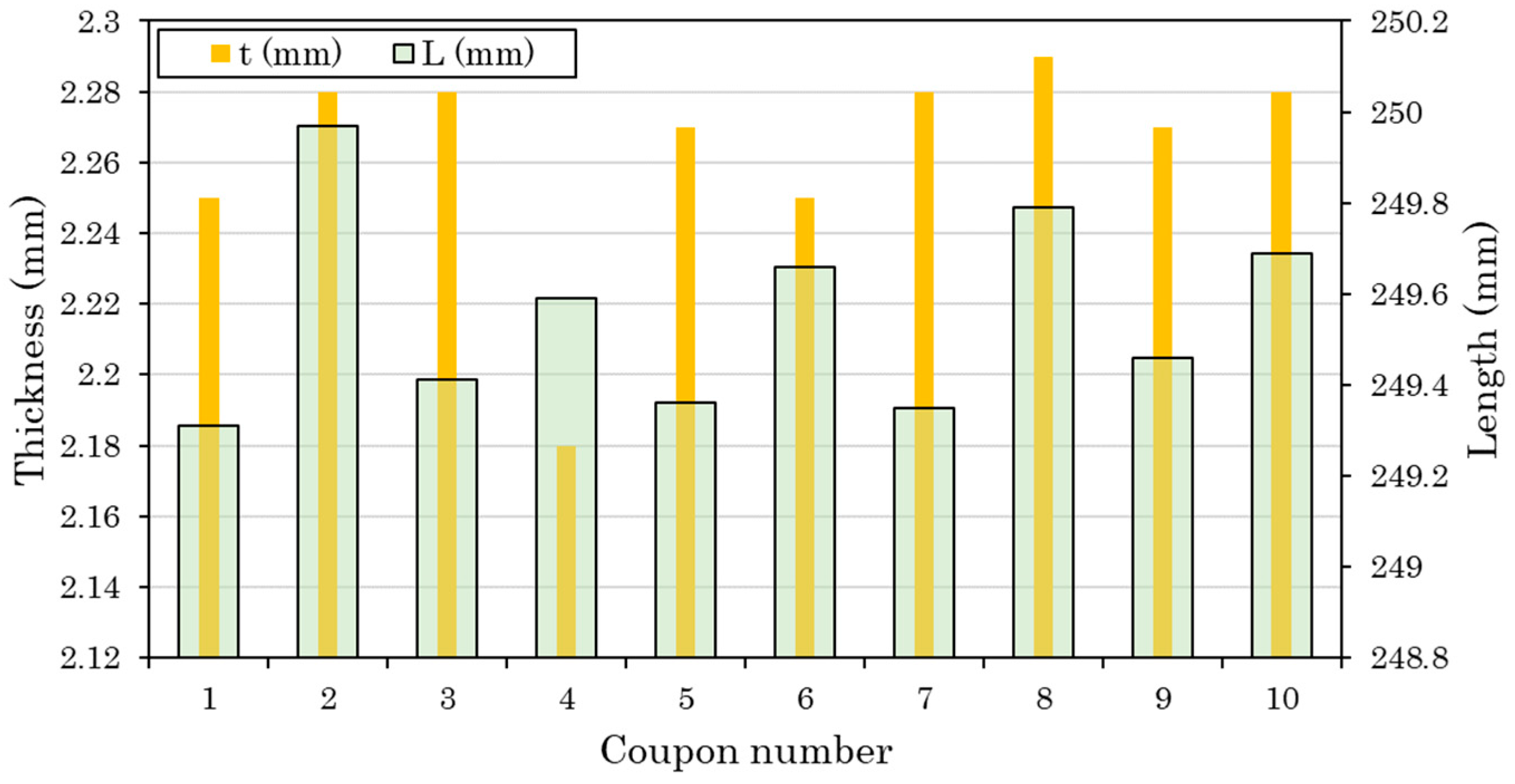
2. Experimental Methods
- Five coupons were tested in tension to characterize the reference tensile behavior of the thermoplastic material.
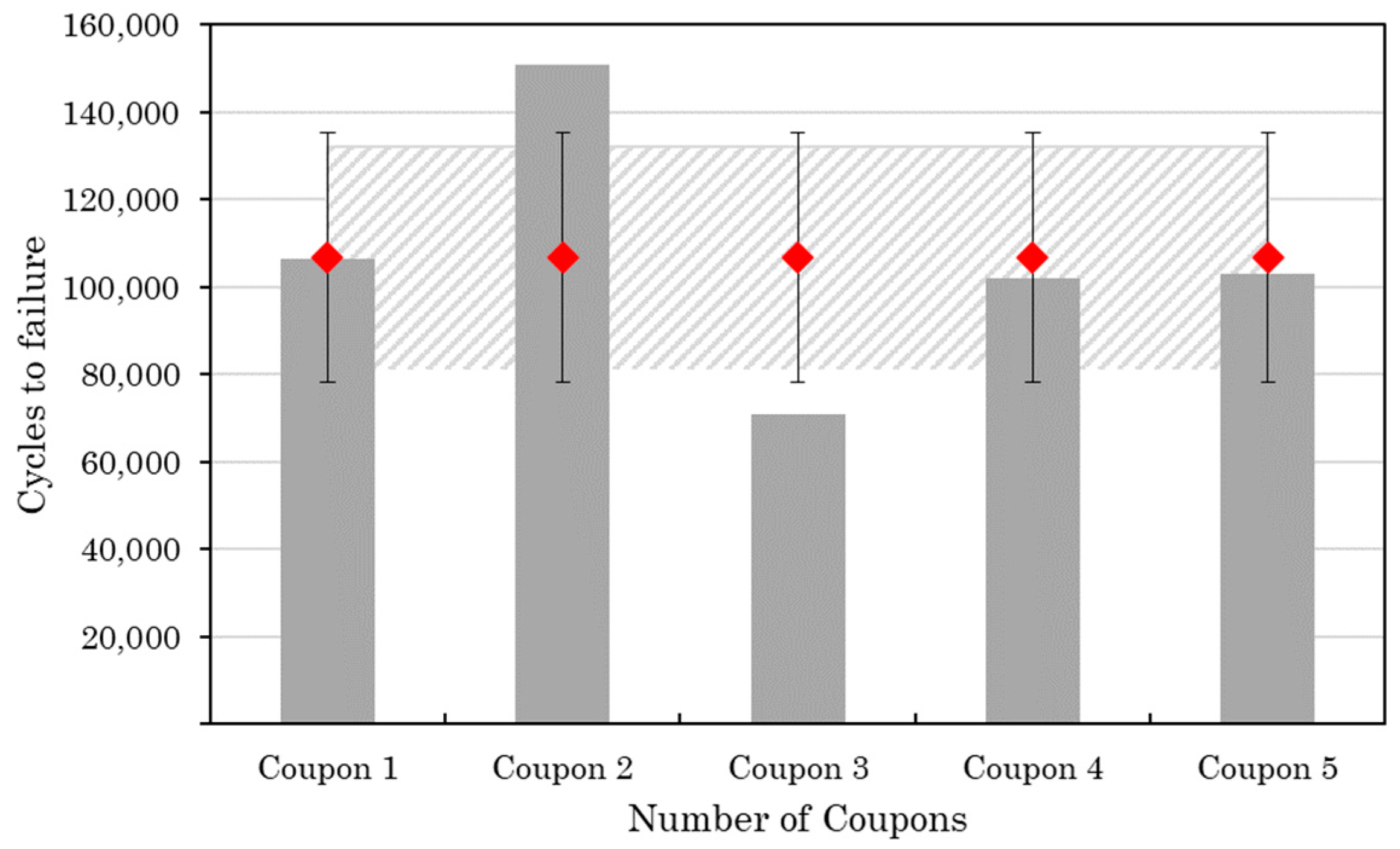
- Five coupons were tested in fatigue to characterize the reference tension–tension fatigue behavior of the thermoplastic material.
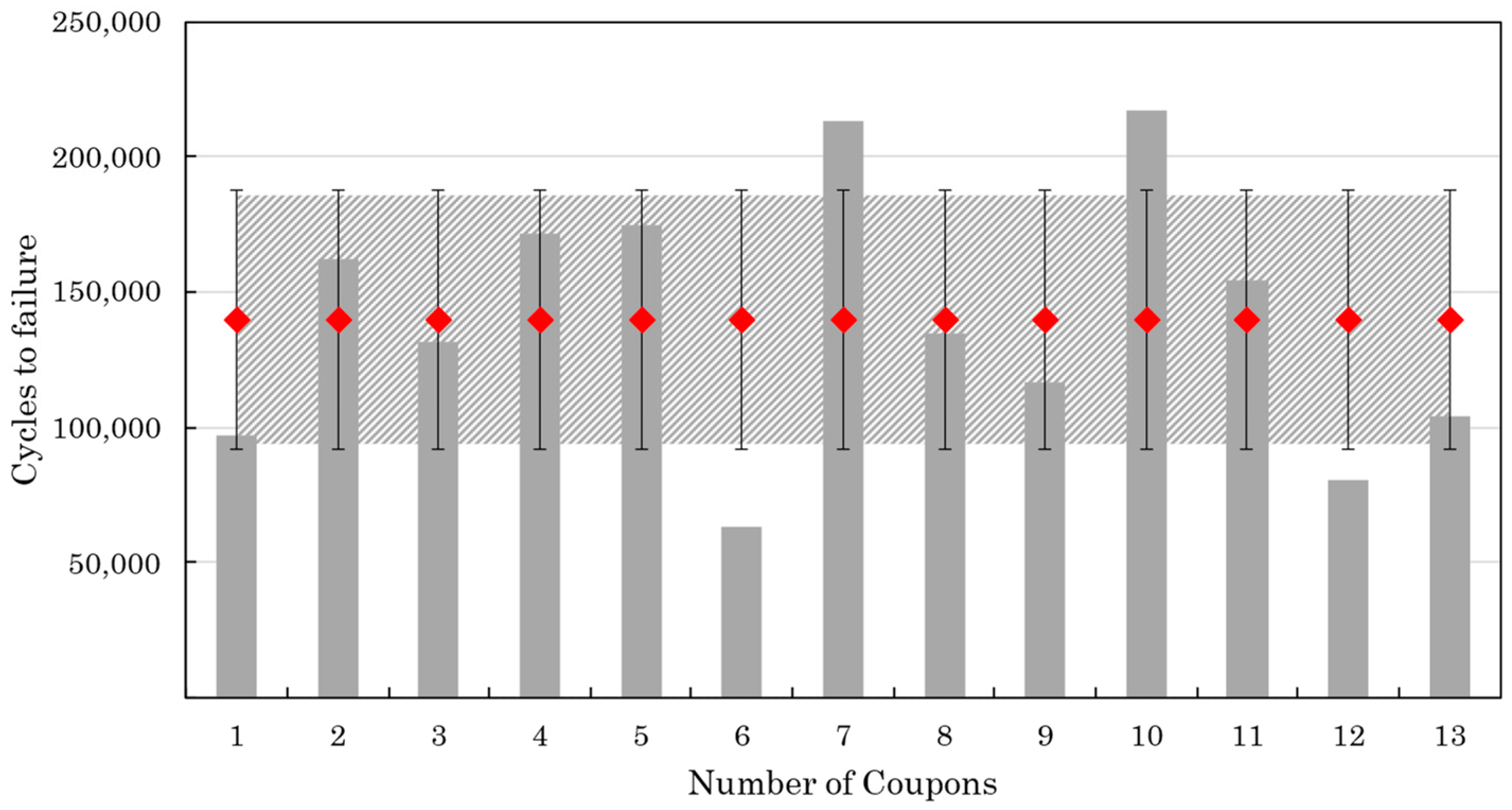
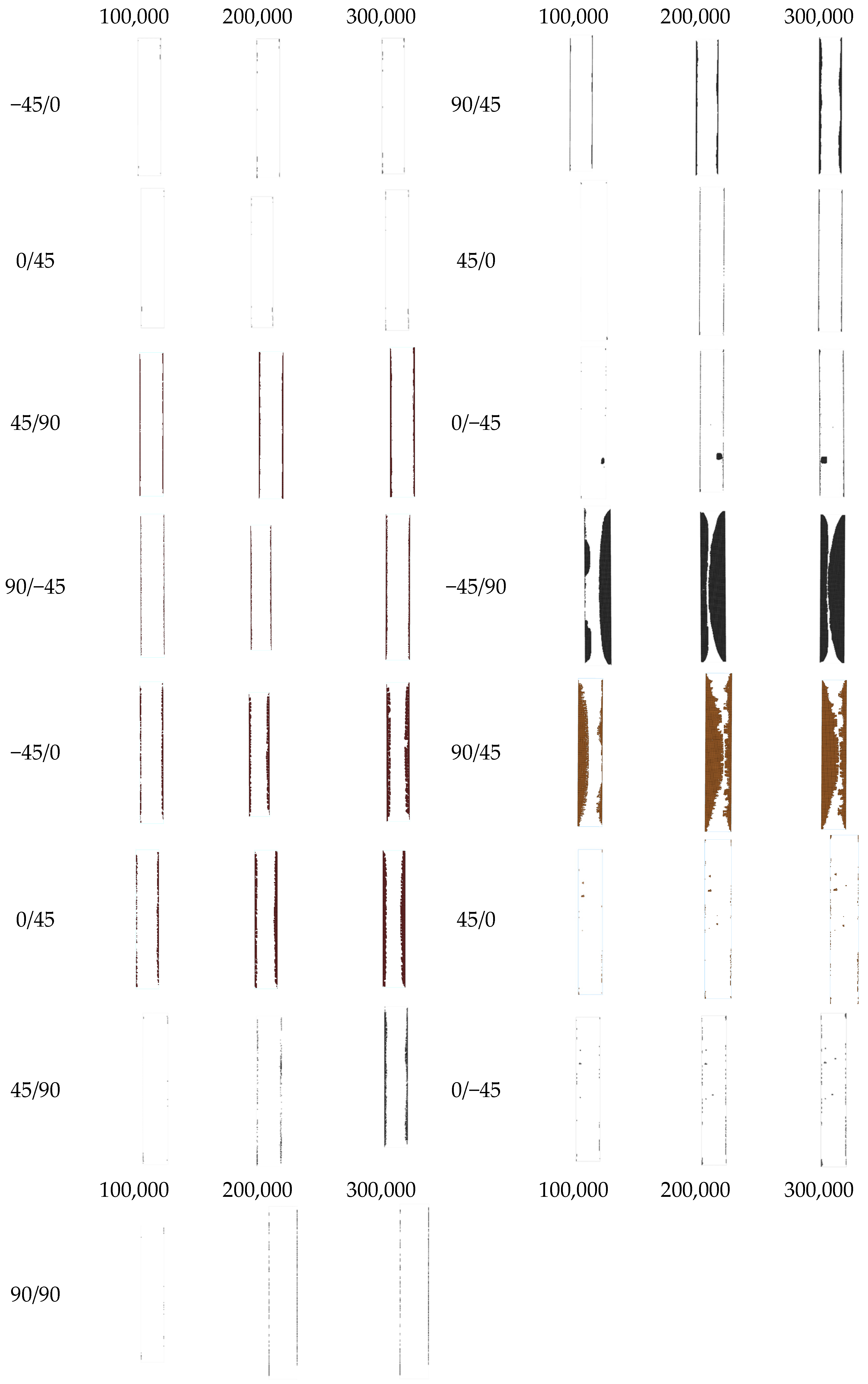
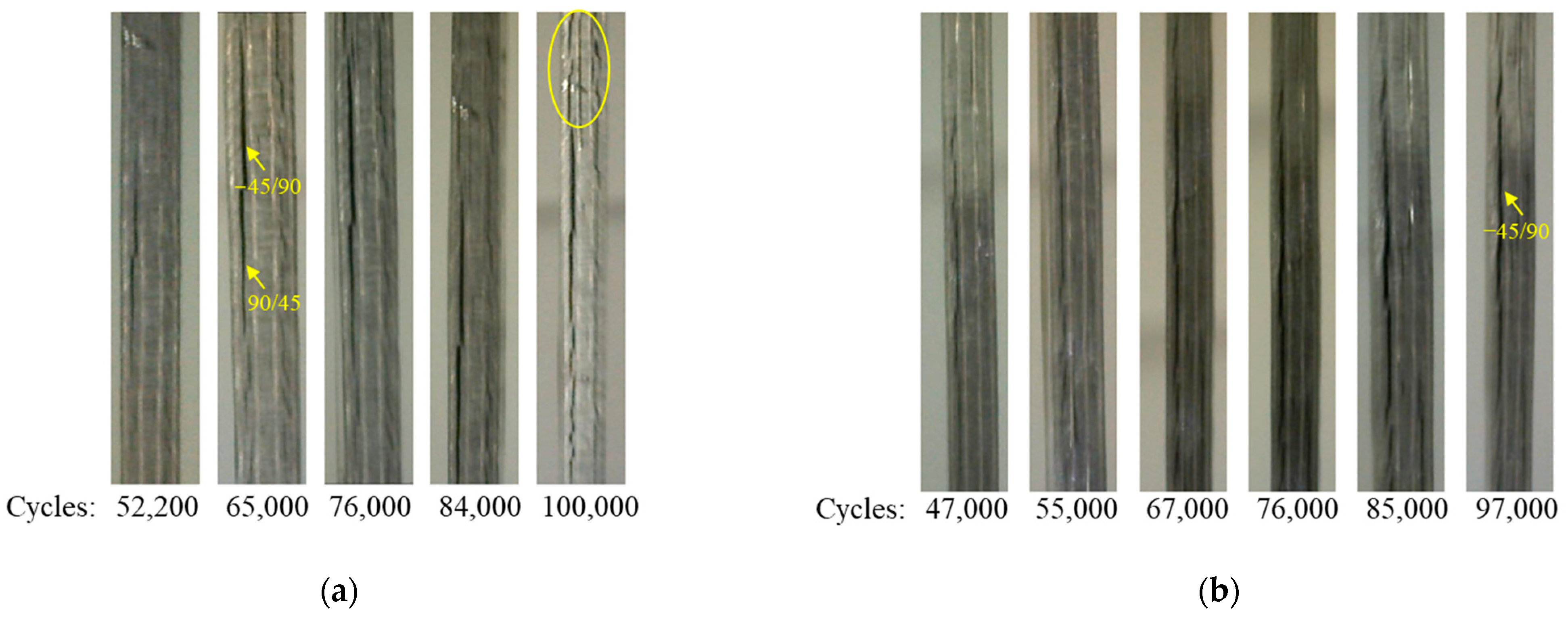
- Thirteen coupons were tested in fatigue to monitor the progressive fatigue damage through Ultrasonic C-Scan images.
- Six specimens were subjected to fatigue up to cycles equal to 0.1, 0.2, 0.3, 0.4, 0.5 and 0.6 of the average fatigue life of the coupons that have undergone interrupted fatigue testing.
- The six fatigued coupons were tested in tension to measure the residual tensile stiffness and strength of the coupons.
3. Numerical Procedure
3.1. Quasi-Static Progressive Damage Model
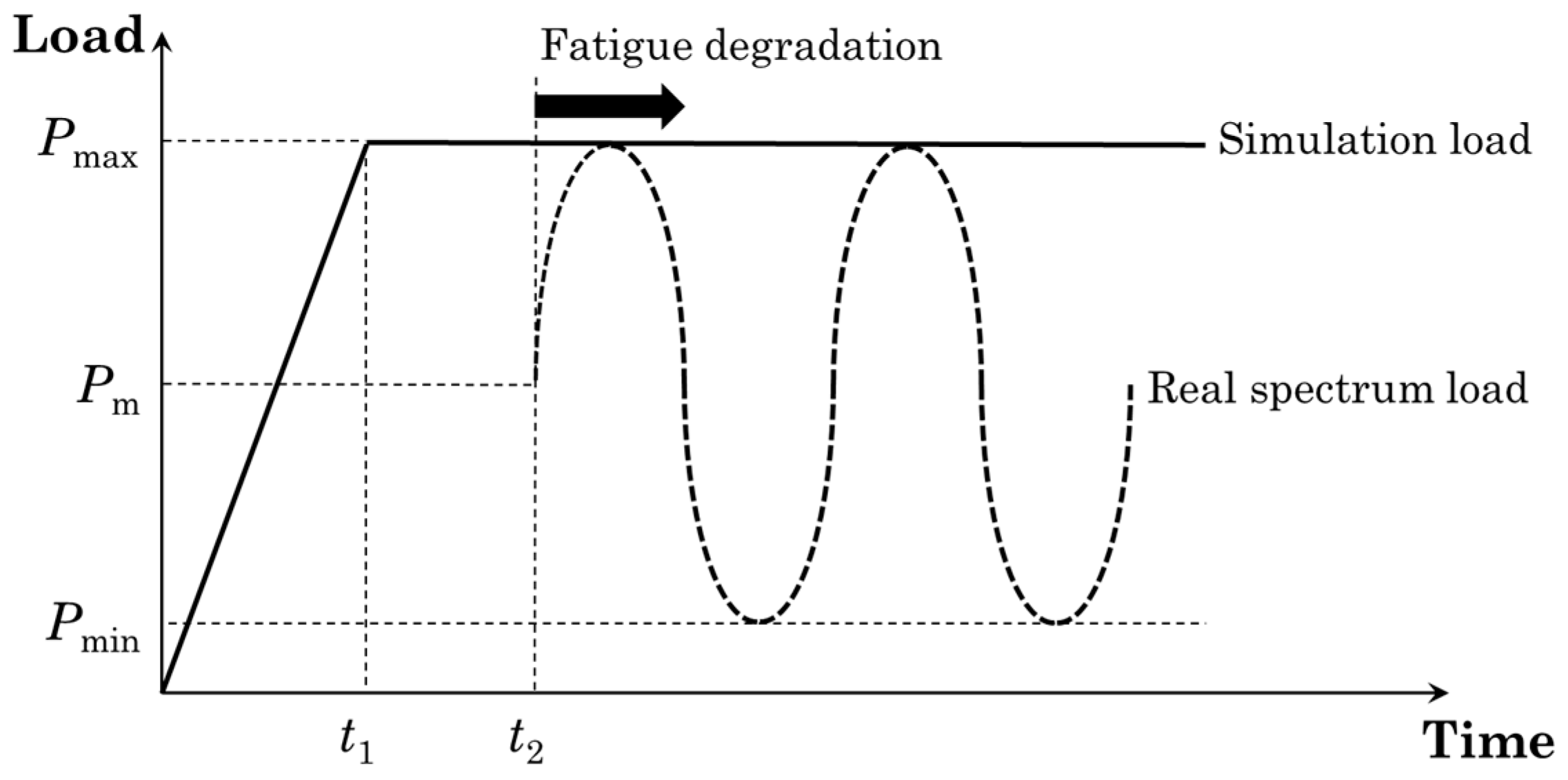
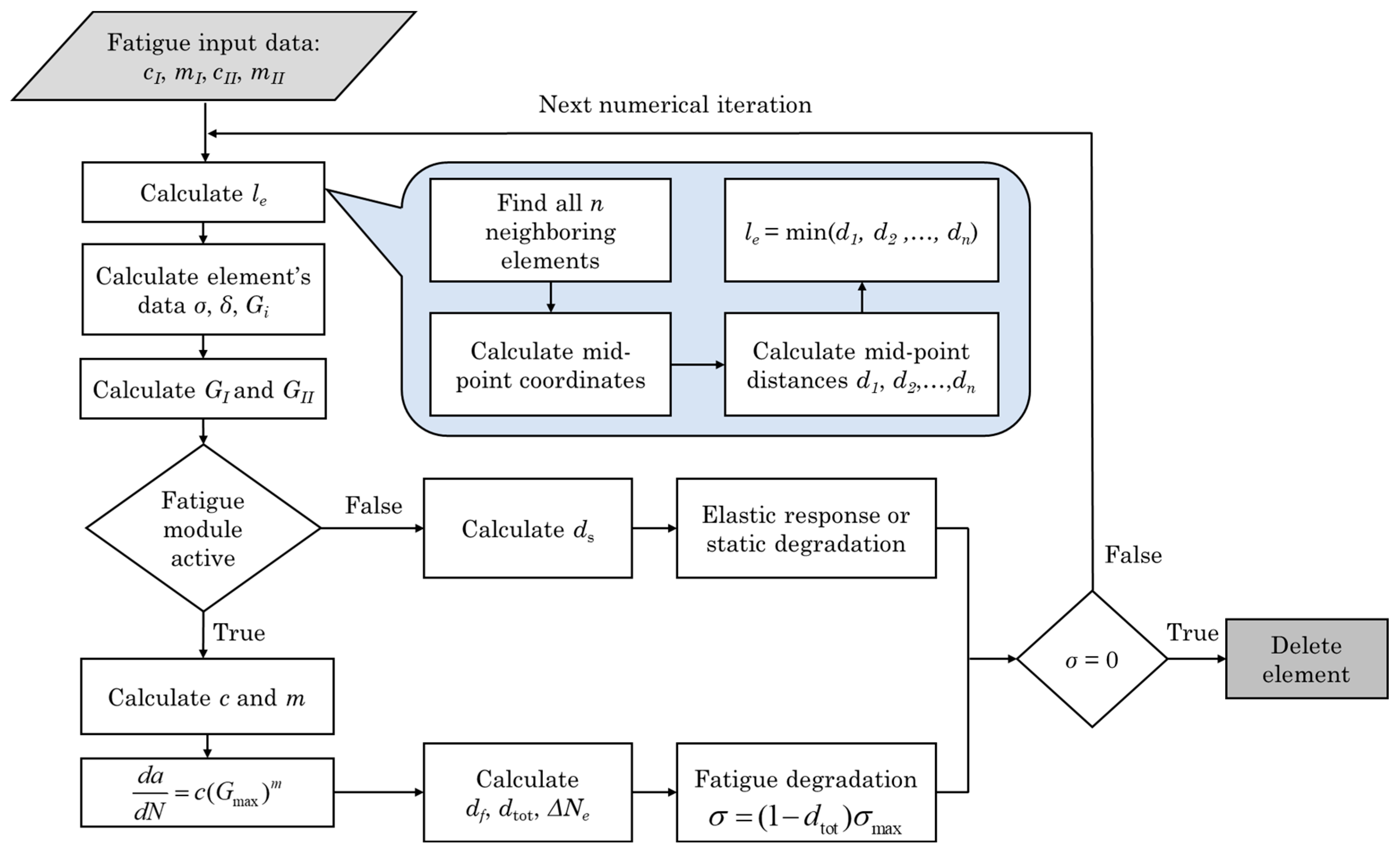
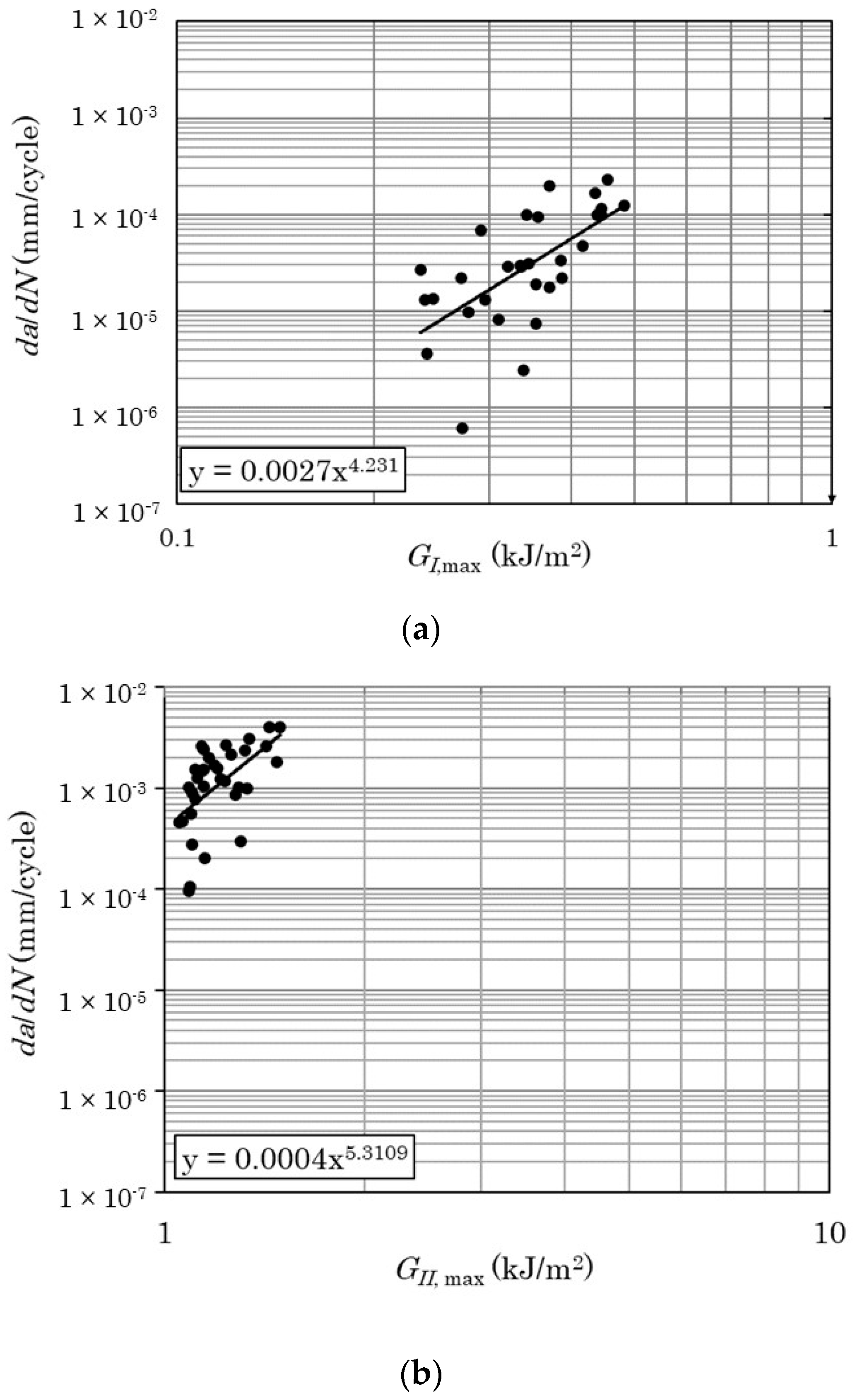
3.2. Fatigue Crack Growth Model
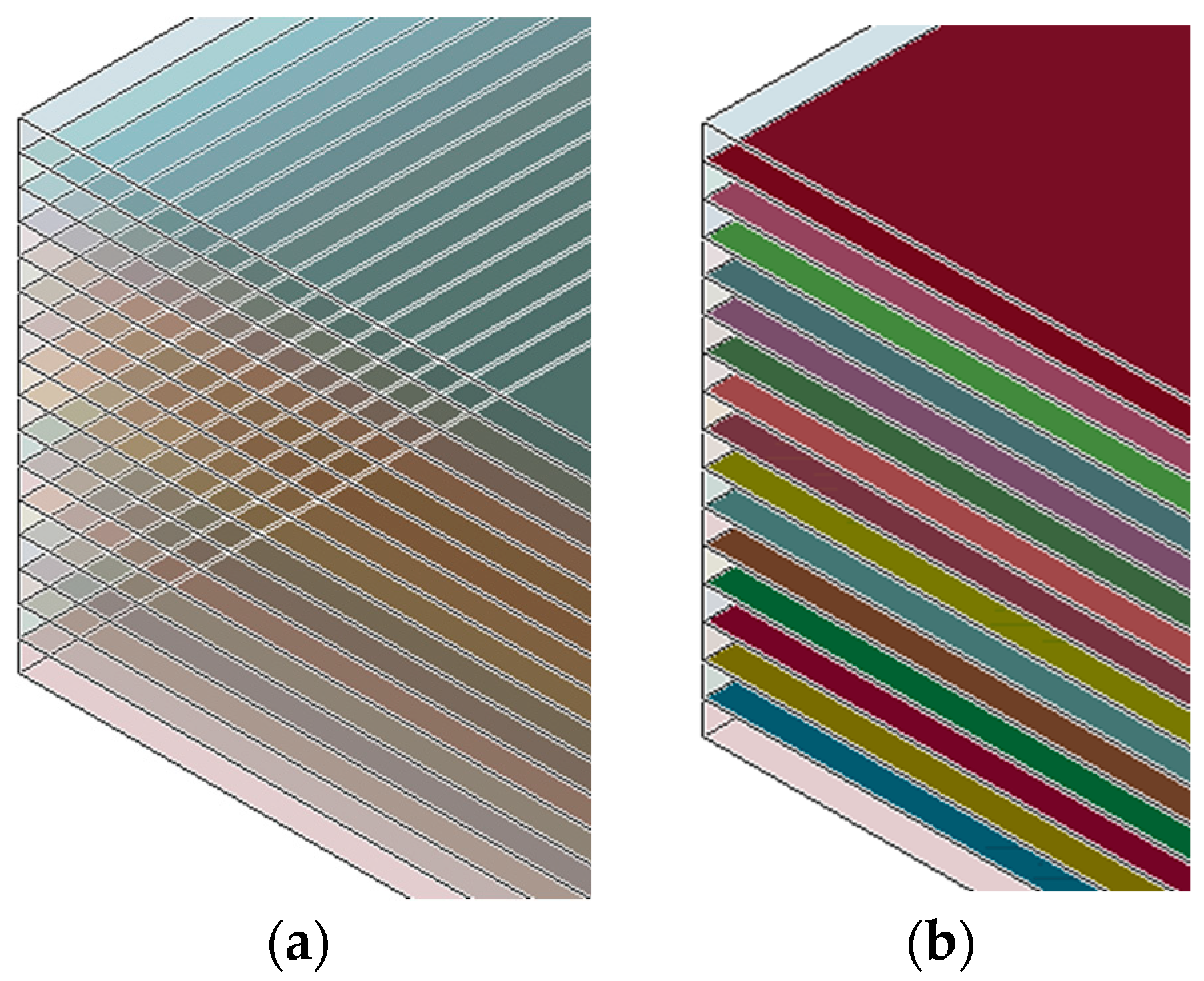
3.3. FE Models
4. Comparison of Numerical and Experimental Results
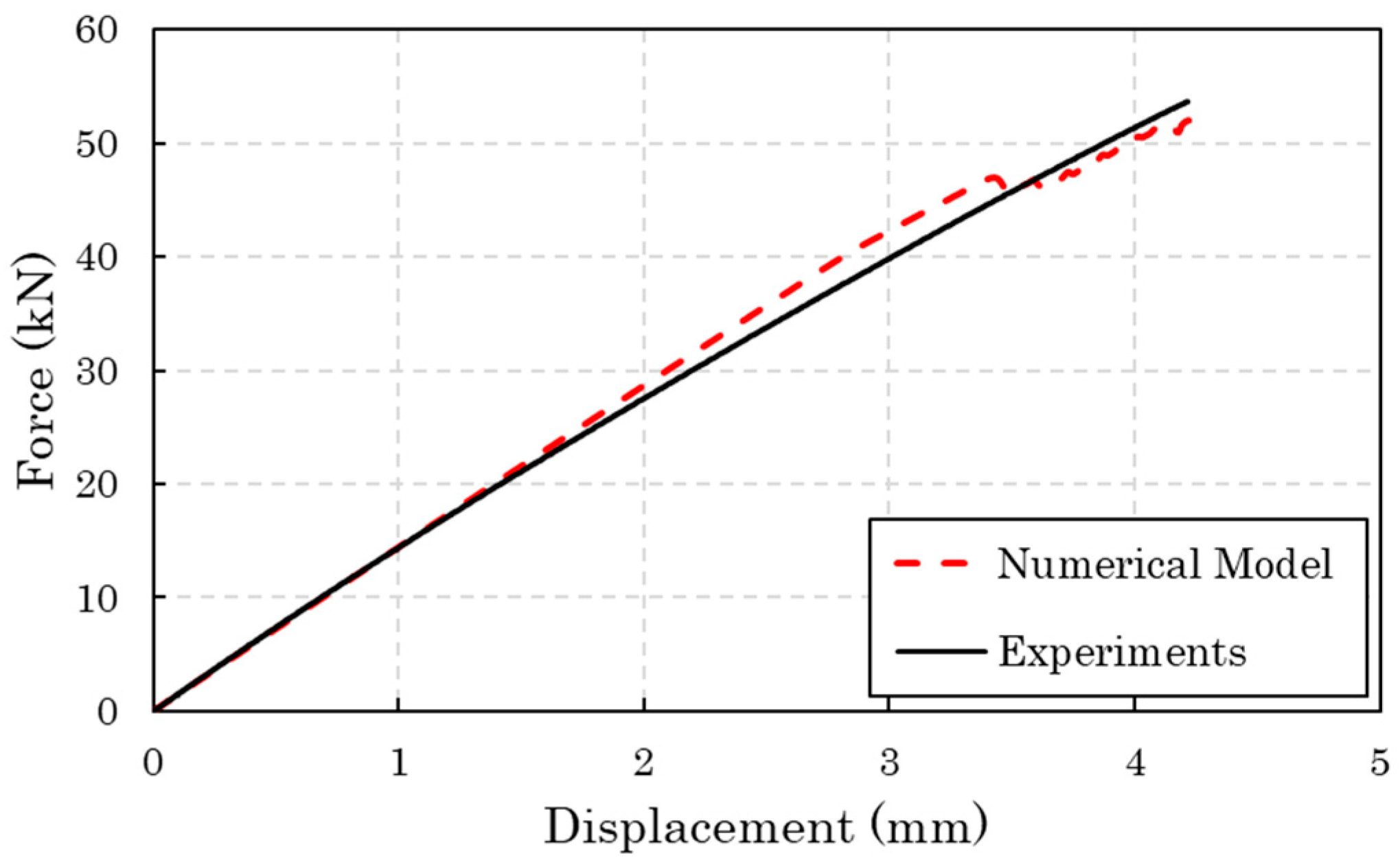
4.1. Tensile Behavior
4.2. Fatigue Life
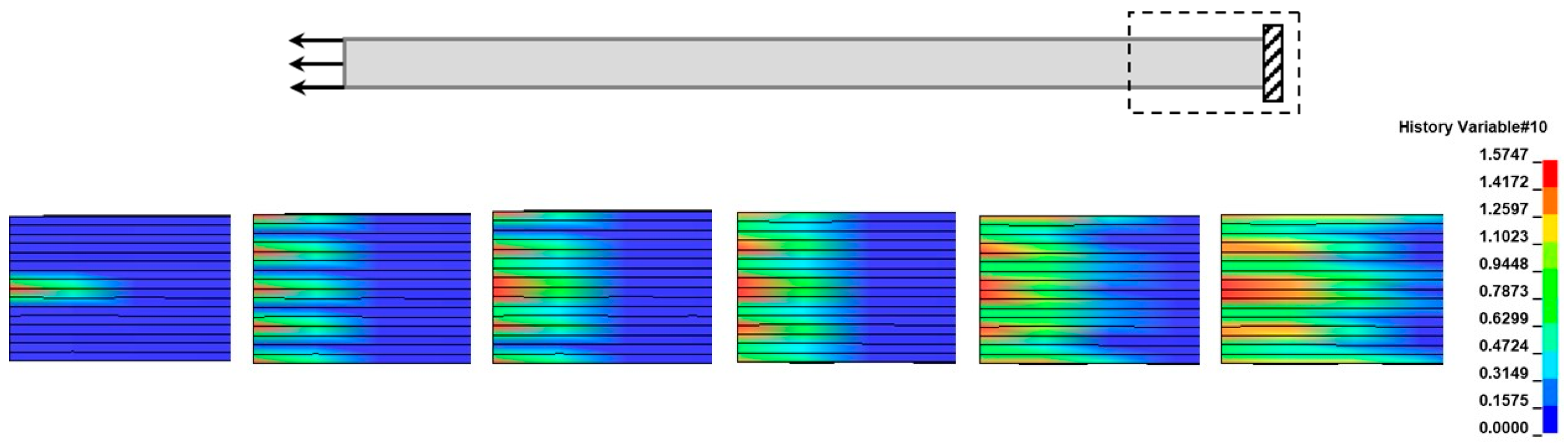
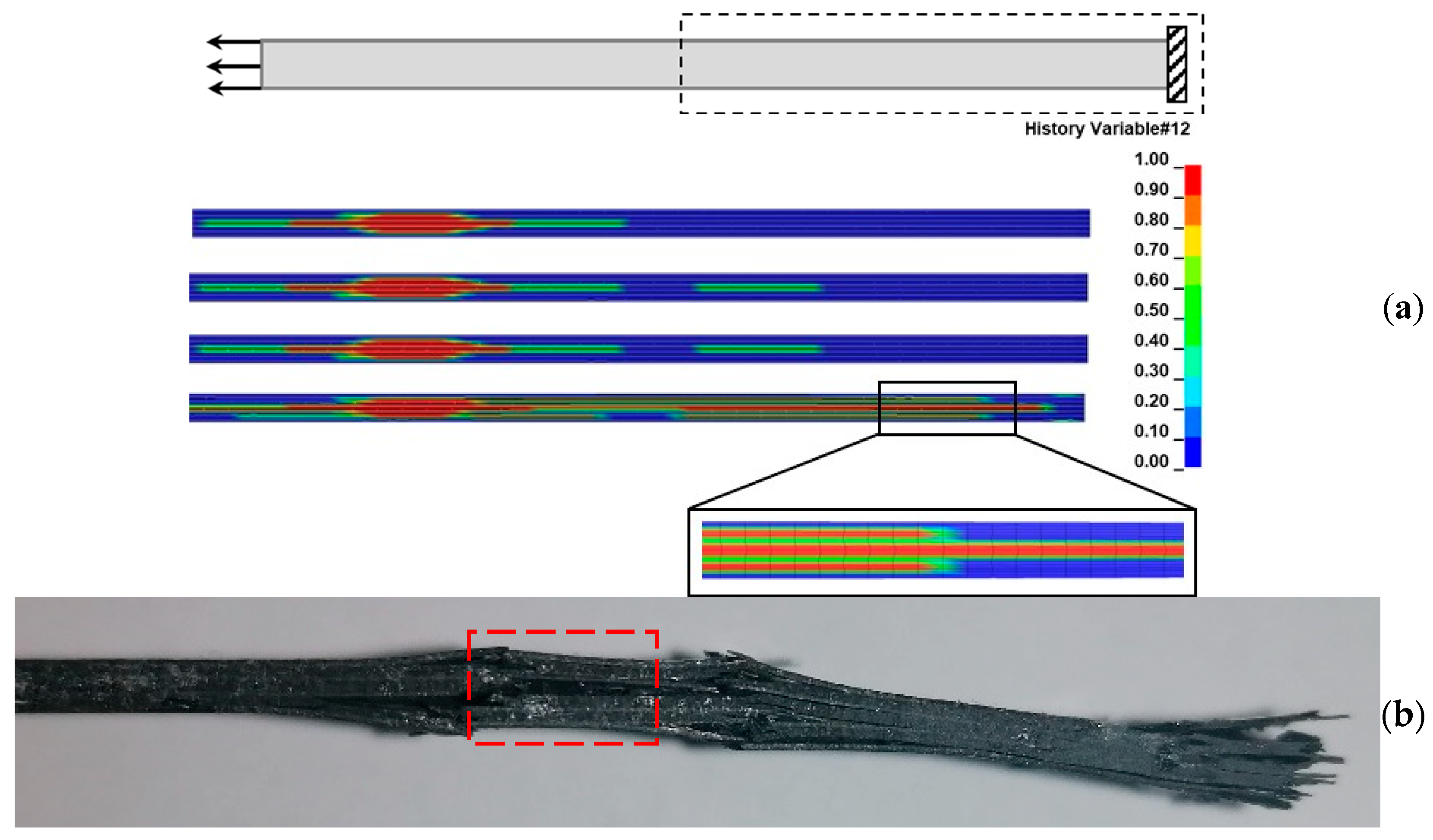
4.3. Fatigue Delamination
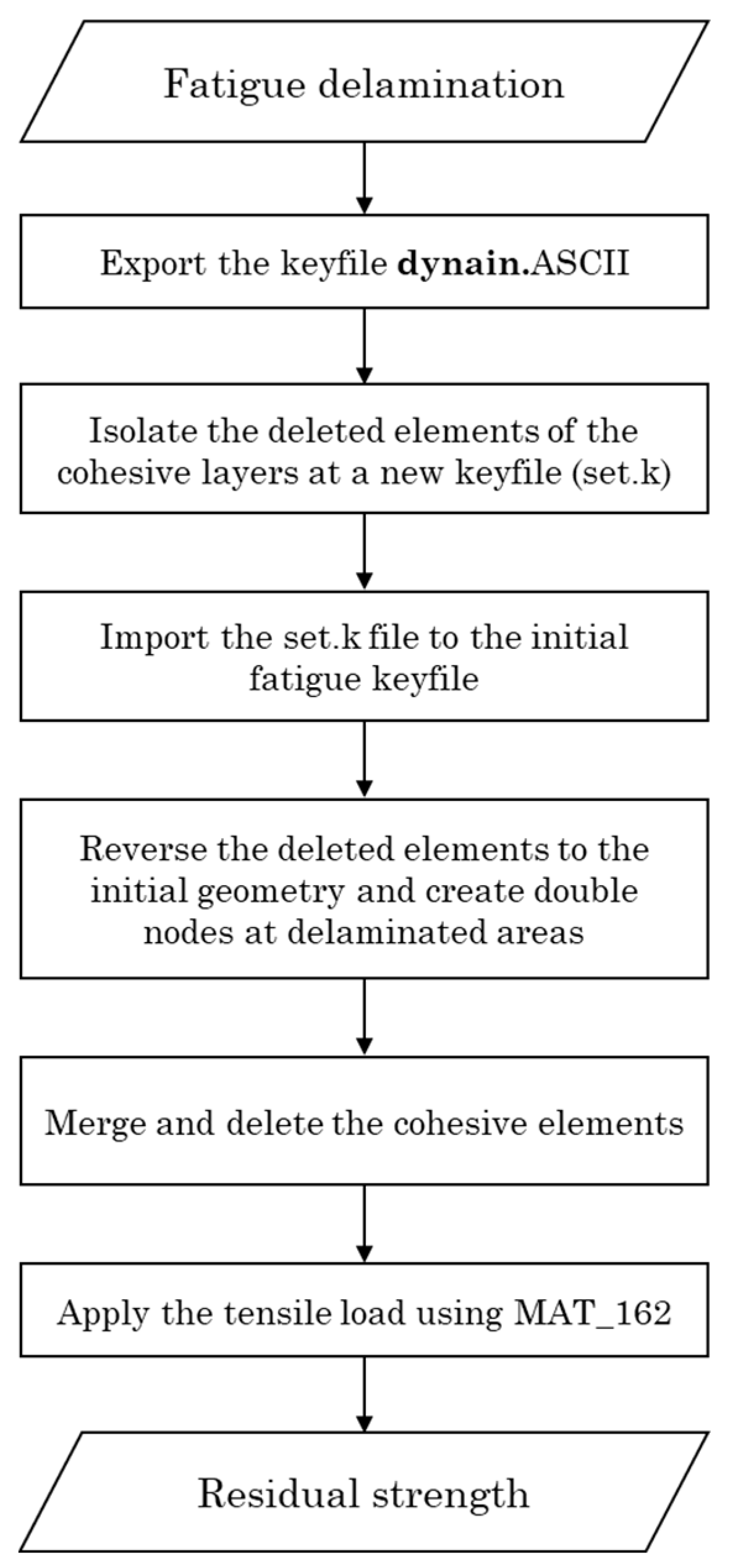
4.4. Residual Tensile Strength
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pantelakis, S.; Tserpes, K. (Eds.) Revolutionizing Aircraft Materials and Processes; Springer International Publishing: Cham, Switzerland, 2020; ISBN 978-3-030-35345-2. [Google Scholar]
- Reifsnider, K.L.; Henneke, E.G.; Stinchcomb, W.W.; Duke, J.C. Damage mechanics and nde of composite laminates. In Mechanics of Composite Materials; Hashin, Z., Herakovich, C.T., Eds.; Elsevier: Pergamon, Turkey, 1983; pp. 399–420. ISBN 978-0-08-029384-4. [Google Scholar]
- O’Brien, T.K. Fatigue Delamination Behavior of PEEK Thermoplastic Composite Laminates. J. Reinf. Plast. Compos. 1988, 7, 341–359. [Google Scholar] [CrossRef]
- Uematsu, Y.; Kitamura, T.; Ohtani, R. Delamination Behavior of a Carbon-Fiber-Reinforced Thermoplastic Polymer at High Temperatures. Compos. Sci. Technol. 1995, 53, 333–341. [Google Scholar] [CrossRef]
- Lachaud, F.; Lorrain, B.; Michel, L.; Barriol, R. Experimental and Numerical Study of Delamination Caused by Local Buckling of Thermoplastic and Thermoset Composites. Compos. Sci. Technol. 1998, 58, 727–733. [Google Scholar] [CrossRef]
- Zhou, J.; He, T.; Li, B.; Liu, W.; Chen, T. A Study of Mode I Delamination Resistance of a Thermoplastic Composite. Compos. Sci. Technol. 1992, 45, 173–179. [Google Scholar] [CrossRef]
- Kenny, J.M.; Marchetti, M. Elasto-Plastic Behavior of Thermoplastic Composite Laminates under Cyclic Loading. Compos. Struct. 1995, 32, 375–382. [Google Scholar] [CrossRef]
- Jen, M.-H.R.; Lee, C.-H. Strength and Life in Thermoplastic Composite Laminates under Static and Fatigue Loads. Part I: Experimental. Int. J. Fatigue 1998, 20, 605–615. [Google Scholar] [CrossRef]
- Jen, M.-H.R.; Lee, C.-H. Strength and Life in Thermoplastic Composite Laminates under Static and Fatigue Loads. Part II: Formulation. Int. J. Fatigue 1998, 20, 617–629. [Google Scholar] [CrossRef]
- Xiao, X.R. Modeling of Load Frequency Effect on Fatigue Life of Thermoplastic Composites. J. Compos. Mater. 1999, 33, 18. [Google Scholar] [CrossRef]
- Dubé, M.; Hubert, P.; Yousefpour, A.; Denault, J. Fatigue Failure Characterisation of Resistance-Welded Thermoplastic Composites Skin/Stringer Joints. Int. J. Fatigue 2009, 31, 719–725. [Google Scholar] [CrossRef]
- Růžek, R.; Kadlec, M.; Petrusová, L. Effect of Fatigue Loading Rate on Lifespan and Temperature of Tailored Blank C/PPS Thermoplastic Composite. Int. J. Fatigue 2018, 113, 253–263. [Google Scholar] [CrossRef]
- Ebadi-Rajoli, J.; Akhavan-Safar, A.; Hosseini-Toudeshky, H.; da Silva, L.F.M. Progressive Damage Modeling of Composite Materials Subjected to Mixed Mode Cyclic Loading Using Cohesive Zone Model. Mech. Mater. 2020, 143, 103322. [Google Scholar] [CrossRef]
- Shirasu, K.; Tsuyuki, J.; Higuchi, R.; Onodera, S.; Okabe, T. Experimental and Numerical Study on Open-Hole Tension/Compression Properties of Carbon-Fiber-Reinforced Thermoplastic Laminates. J. Compos. Mater. 2022, 56, 2211–2225. [Google Scholar] [CrossRef]
- Liu, L.; Hu, D.; Wan, D.; Hu, X.; Han, X. Low Velocity Impact Behavior and Simulation of Parametric Effect Analysis for UHMWPE/LLDPE Thermoplastic Composite Laminates. Compos. Struct. 2021, 258, 113180. [Google Scholar] [CrossRef]
- Sun, X.C.; Kawashita, L.F.; Kaddour, A.S.; Hiley, M.J.; Hallett, S.R. Comparison of Low Velocity Impact Modelling Techniques for Thermoplastic and Thermoset Polymer Composites. Compos. Struct. 2018, 203, 659–671. [Google Scholar] [CrossRef]
- Leciñana, I.; Renart, J.; Turon, A.; Zurbitu, J.; Tijs, B.H.A.H. Characterization and Analysis of the Mode I Interlaminar Fatigue Behaviour of Thermoplastic Composites Considering R-Curve Effects. Eng. Fract. Mech. 2023, 286, 109273. [Google Scholar] [CrossRef]
- Sioutis, I.; Tserpes, K. A Mixed-Mode Fatigue Crack Growth Model for Co-Consolidated Thermoplastic Joints. Int. J. Fatigue 2023, 173, 107682. [Google Scholar] [CrossRef]
- Cao, Y.; Zhi, J.; Zuo, D.; Li, X.; Cao, Z.; Wang, Y.; Tay, T.E. Mesoscale Modelling of Progressive Damage and Failure in Single-Lap and Double-Lap Thin-Ply Laminated Composite Bolted Joints. Compos. Struct. 2023, 316, 117046. [Google Scholar] [CrossRef]
- Song, Z.; Li, T.; Wang, H.; Wang, B. Micromechanical Deformation Modeling and Failure Prediction of Thermoplastic Composites. Eng. Fract. Mech. 2023, 288, 109377. [Google Scholar] [CrossRef]
- Toray Cetex. Datasheet of TC 1225 LM PAEK; Toray Cetex: Morgan Hill, CA, USA, 2023; p. 5. [Google Scholar]
- D30 Committee. Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar] [CrossRef]
- D30 Committee. Test Method for Tension-Tension Fatigue of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar] [CrossRef]
- Tserpes, K.I.; Papanikos, P.; Labeas, G.; Pantelakis, S. Fatigue Damage Accumulation and Residual Strength Assessment of CFRP Laminates. Compos. Struct. 2004, 63, 219–230. [Google Scholar] [CrossRef]
- Tserpes, K.I.; Papanikos, P.; Kermanidis, T. A Three-dimensional Progressive Damage Model for Bolted Joints in Composite Laminates Subjected to Tensile Loading. Fatigue Fract. Eng. Mater. Struct. 2001, 24, 663–675. [Google Scholar] [CrossRef]
- Tserpes, K.I.; Labeas, G.; Papanikos, P.; Kermanidis, T. Strength Prediction of Bolted Joints in Graphite/Epoxy Composite Laminates. Compos. Part B Eng. 2002, 33, 521–529. [Google Scholar] [CrossRef]
- Hallquist, J.O. (Ed.) LS-DYNA: Theory Manual; Livermore Software Technology Corp.: Livermore, CA, USA, 2006; ISBN 978-0-9778540-0-4. [Google Scholar]
- Hashin, Z. Failure Criteria for Unidirectional Fiber Composites. J. Appl. Mech. 1980, 47, 329–334. [Google Scholar] [CrossRef]
- Matzenmiller, A.; Lubliner, J.; Taylor, R.L. A Constitutive Model for Anisotropic Damage in Fiber-Composites. Mech. Mater. 1995, 20, 125–152. [Google Scholar] [CrossRef]
- Russell, A.J.; Street, K.N. Predicting Interlaminar Fatigue Crack Growth Rates in Compressively Loaded Laminates; ASTM International: West Conshohocken, PA, USA, 1989; pp. 162–178. [Google Scholar]
- Dávila, C.G.; Joosten, M.W. A Cohesive Fatigue Model for Composite Delamination Based on a New Material Characterization Procedure for the Paris Law. Eng. Fract. Mech. 2023, 284, 109232. [Google Scholar] [CrossRef]
- Dávila, C.G. From S-N to the Paris Law with a New Mixed-Mode Cohesive Fatigue Model for Delamination in Composites. Theor. Appl. Fract. Mech. 2020, 106, 102499. [Google Scholar] [CrossRef]
- Torres, M.; García-Rivera, S.S.; Rivas-López, D.; González-Velázquez, J.L. Dependance of Stress Ratio on the Mode I Fatigue Delamination Growth in Woven Carbon–Epoxy Composites. Adv. Polym. Technol. 2018, 37, 3854–3860. [Google Scholar] [CrossRef]
- Robinson, P.; Galvanetto, U.; Tumino, D.; Bellucci, G.; Violeau, D. Numerical Simulation of Fatigue-Driven Delamination Using Interface Elements. Int. J. Numer. Methods Eng. 2005, 63, 1824–1848. [Google Scholar] [CrossRef]
- LS-DYNA: Theory Manual-Material Models. In LS-DYNA Keyword User’s Manual; Material Models; Livermore Software Technology Corp.: Livermore, CA, USA, 2002; Volume 2.
- Bogenfeld, R.; Schmiedel, P.; Kuruvadi, N.; Wille, T.; Kreikemeier, J. An Experimental Study of the Damage Growth in Composite Laminates under Tension–Fatigue after Impact. Compos. Sci. Technol. 2020, 191, 108082. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Damage Types | Fiber Damage Modes | Matrix Damage Modes | |||||
|---|---|---|---|---|---|---|---|
| Damage Modes | Mode 1 j = 1 | Mode 2 j = 2 | Mode 3 j = 3 | Mode 4 j = 4 | Mode 5 j = 5 | Mode 6 j = 6 | |
| Moduli |  |  |  |  |  |  | |
| E11 |  | 1 | 1 | 1 | 0 | 0 | 0 |
| E22 |  | 0 | 0 | 1 | 1 | 1 | 0 |
| E33 |  | 0 | 0 | 1 | 0 | 0 | 1 |
| G12 |  | 1 | 1 | 1 | 1 | 1 | 0 |
| G23 |  | 0 | 0 | 1 | 1 | 1 | 1 |
| G13 |  | 1 | 1 | 1 | 0 | 0 | 1 |
| Mechanical Property | Value | |
|---|---|---|
| ρ [ton/mm3] | Density | 1.75 × 10−9 |
| E11 [MPa] | Youngs’ Modulus—longitudinal direction | 95,000 |
| E22 [MPa] | Youngs’ Modulus—transverse direction | 8500 |
| E33 [MPa] | Youngs’ Modulus—through thickness direction | 8500 |
| v21 [-] | Poison’s ratio in 21 direction | 0.027 |
| v31 [-] | Poison’s ratio in 31 direction | 0.024 |
| v32 [-] | Poison’s ratio in 32 direction | 0.172 |
| G12 [MPa] | Shear Modulus in 12 direction | 4300 |
| G23 [MPa] | Shear Modulus in 23 direction | 3571.4 |
| G13 [MPa] | Shear Modulus in 13 direction | 4300 |
| S1T [MPa] | Longitudinal tensile strength | 4000 |
| S2T [MPa] | Transverse tensile strength | 150 |
| S3T [MPa] | Trough thickness tensile strength | 300 |
| Traction–Normal direction [MPa] | - | 86 |
| Traction–Transverse direction [MPa] | - | 42 |
| GI,c [N•mm] | Strain energy release rate of Mode I | 2.1 |
| GII,c [N•mm] | Strain energy release rate of Mode II | 2.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsivouraki, N.; Tserpes, K.; Sioutis, I. Modelling of Fatigue Delamination Growth and Prediction of Residual Tensile Strength of Thermoplastic Coupons. Materials 2024, 17, 362. https://doi.org/10.3390/ma17020362
Tsivouraki N, Tserpes K, Sioutis I. Modelling of Fatigue Delamination Growth and Prediction of Residual Tensile Strength of Thermoplastic Coupons. Materials. 2024; 17(2):362. https://doi.org/10.3390/ma17020362
Chicago/Turabian StyleTsivouraki, Niki, Konstantinos Tserpes, and Ioannis Sioutis. 2024. "Modelling of Fatigue Delamination Growth and Prediction of Residual Tensile Strength of Thermoplastic Coupons" Materials 17, no. 2: 362. https://doi.org/10.3390/ma17020362
APA StyleTsivouraki, N., Tserpes, K., & Sioutis, I. (2024). Modelling of Fatigue Delamination Growth and Prediction of Residual Tensile Strength of Thermoplastic Coupons. Materials, 17(2), 362. https://doi.org/10.3390/ma17020362