
Microstructure, Mechanical and Corrosion Properties of Copper-Nickel 90/10 Alloy Produced by CMT-WAAM Method

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
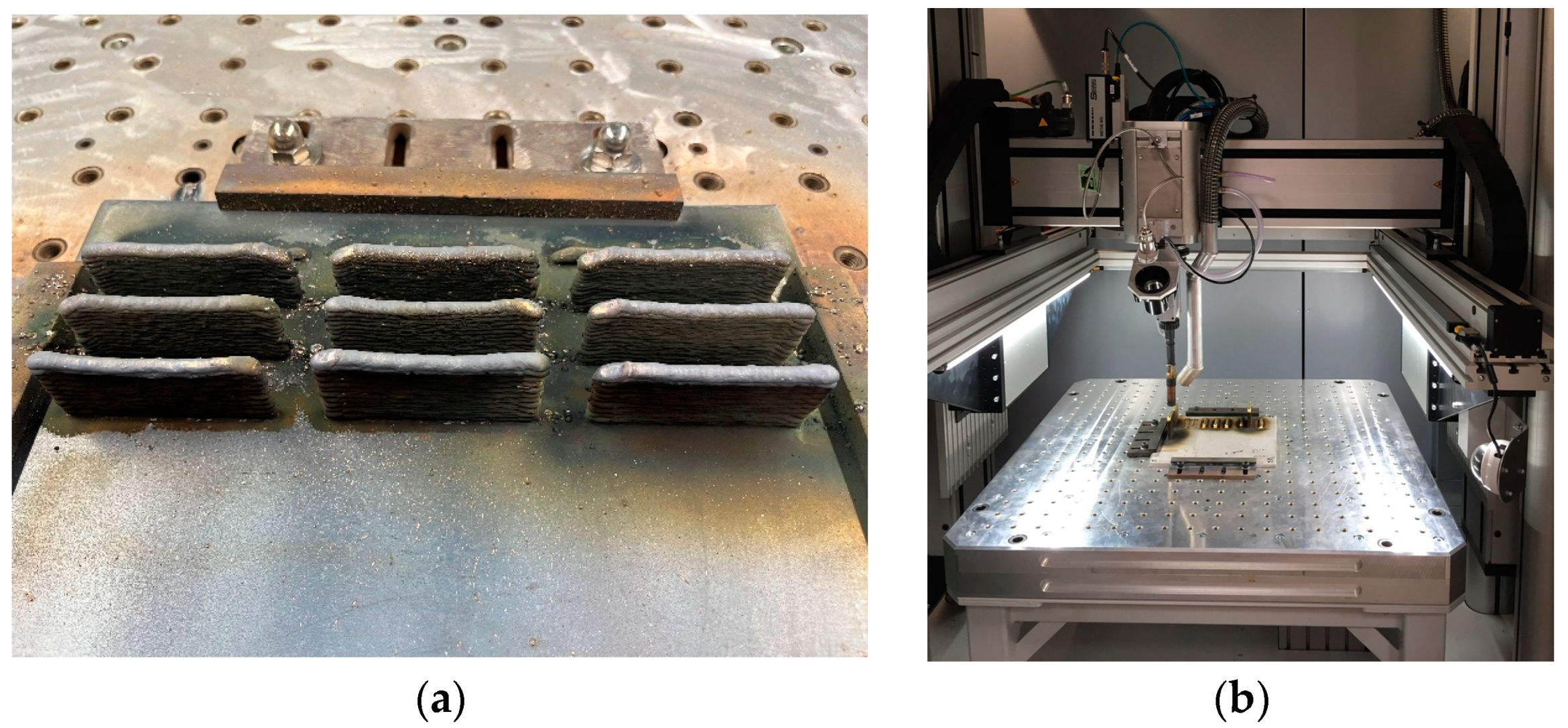
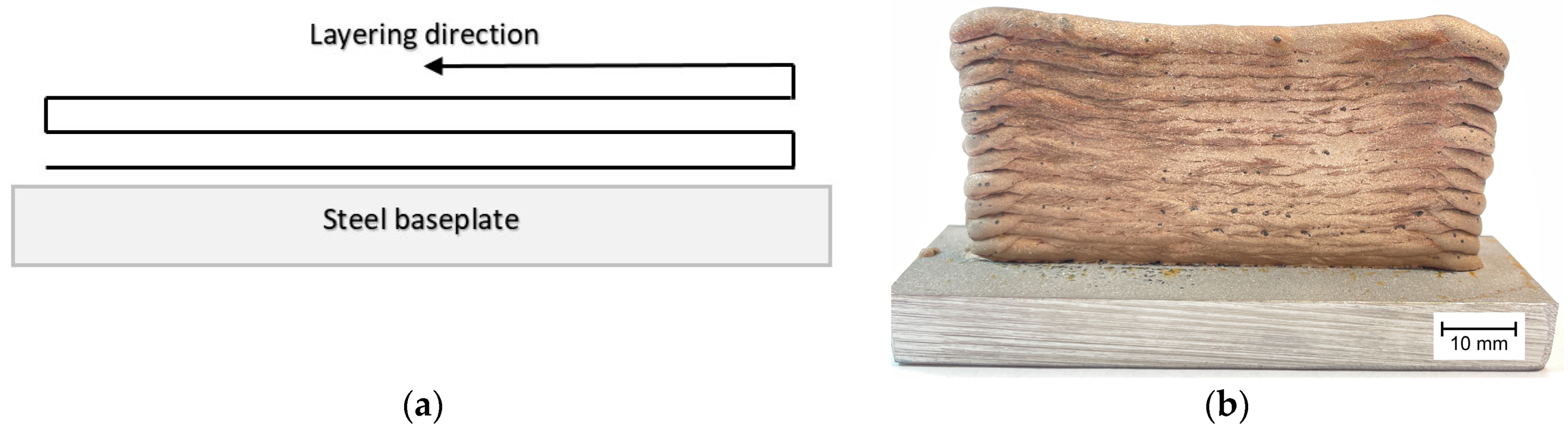
- The developed WAAM 3D printing parameters allowed the creation of objects characterized by good quality and high shape regularity and are input data for determining the parameters of printing larger spatial objects made of the Cu-Ni 90/10 alloy using the WAAM technology;
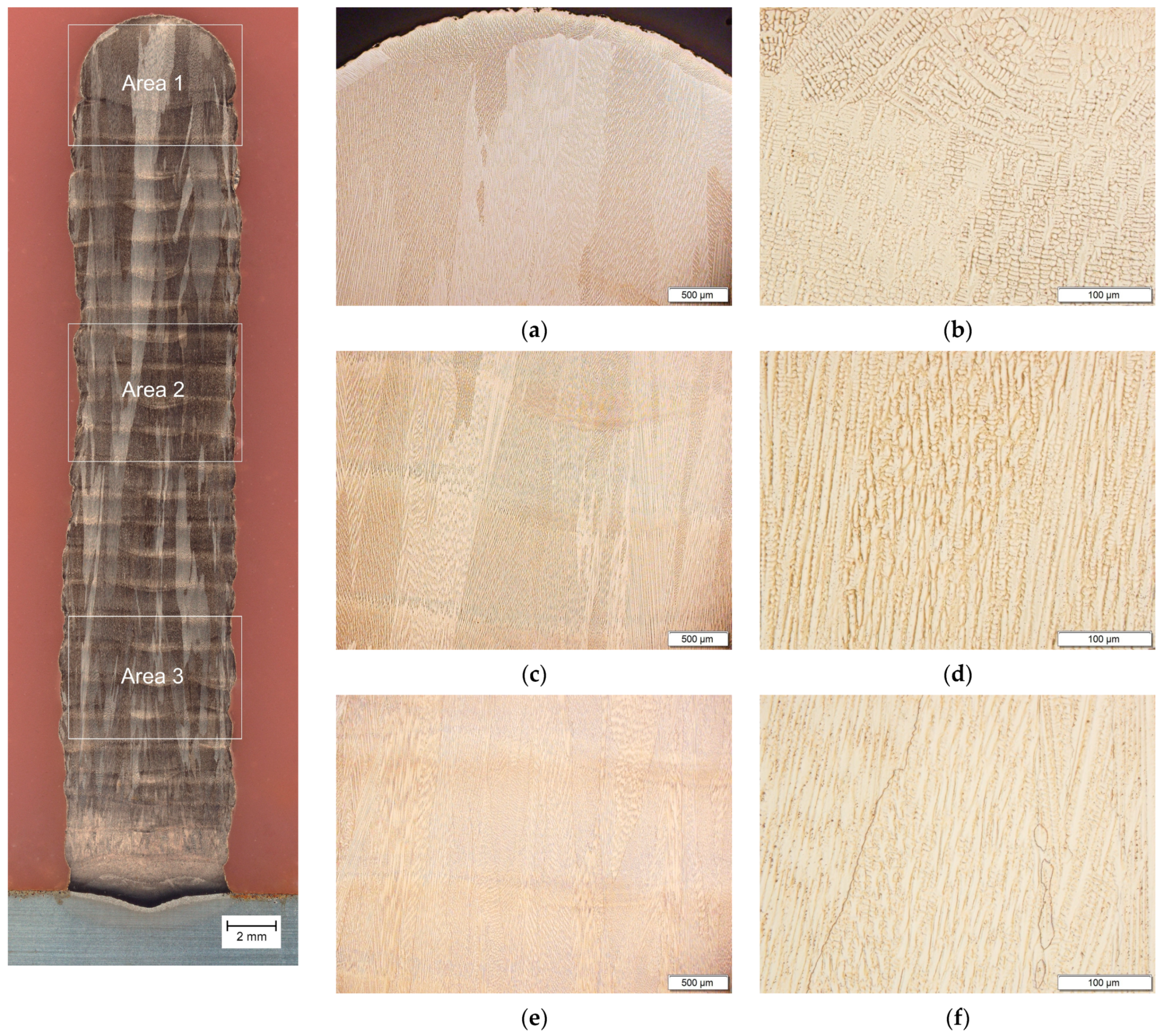
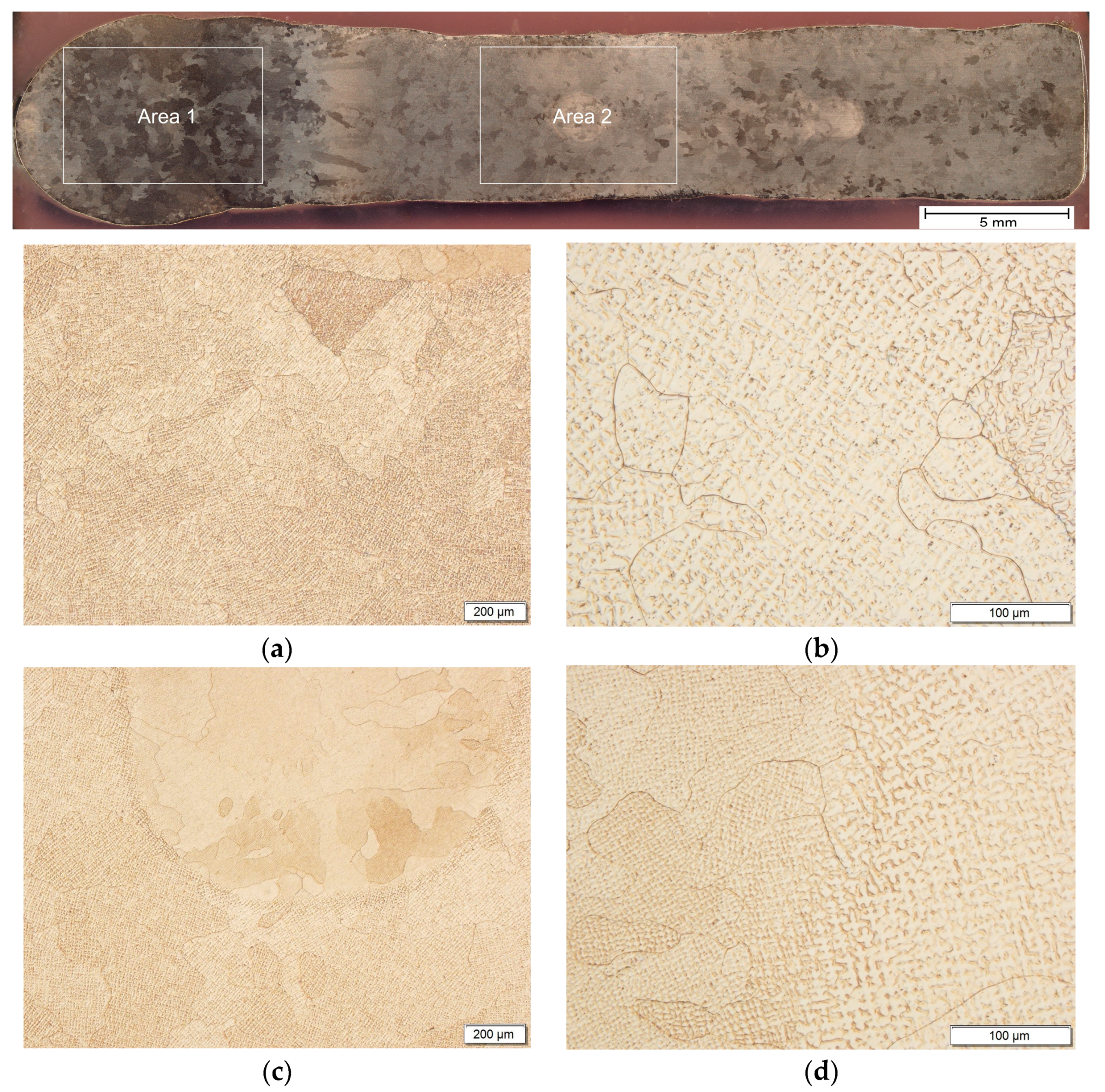
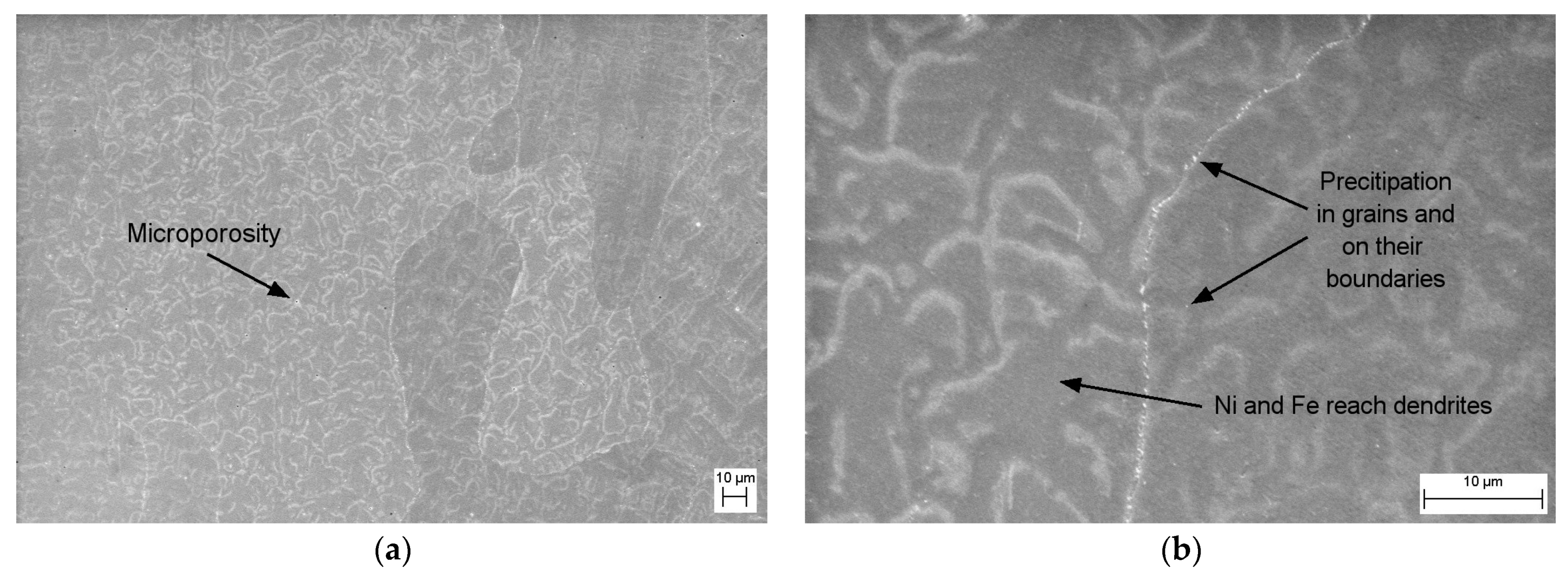
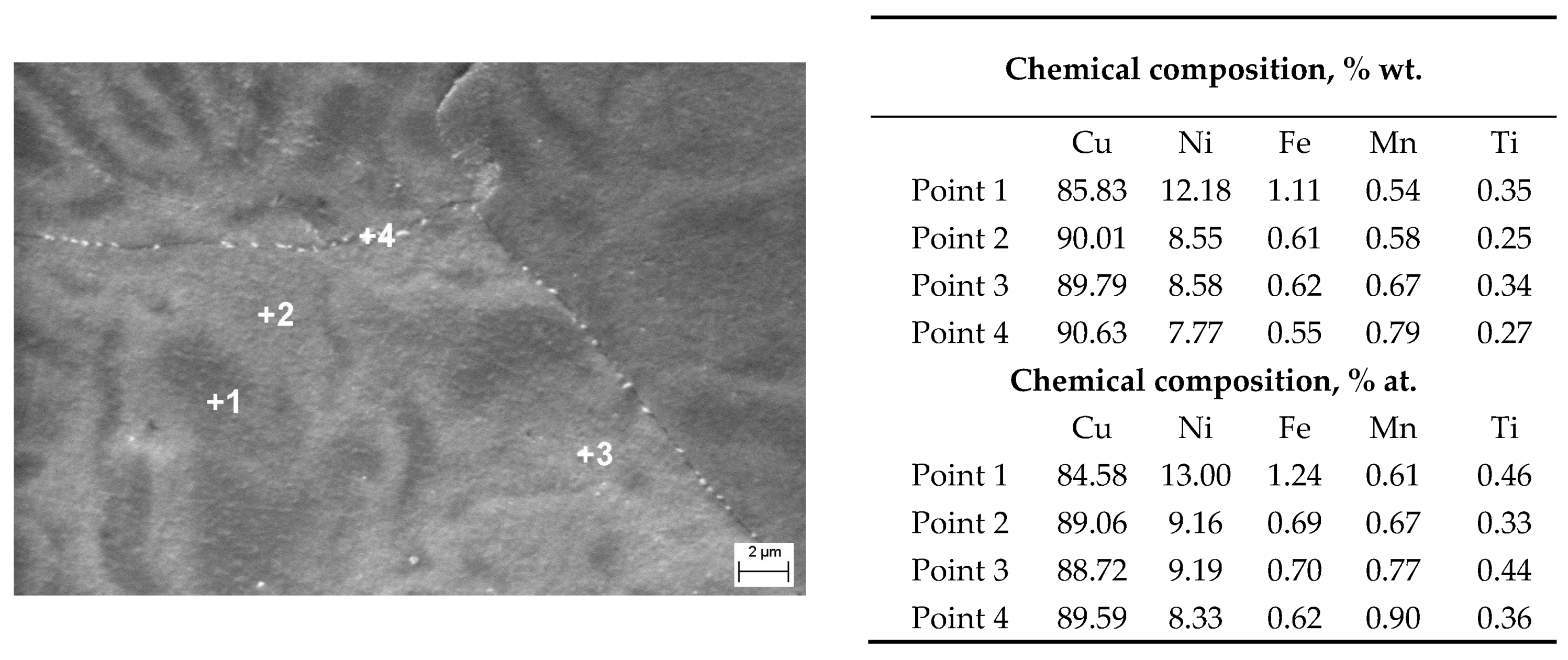
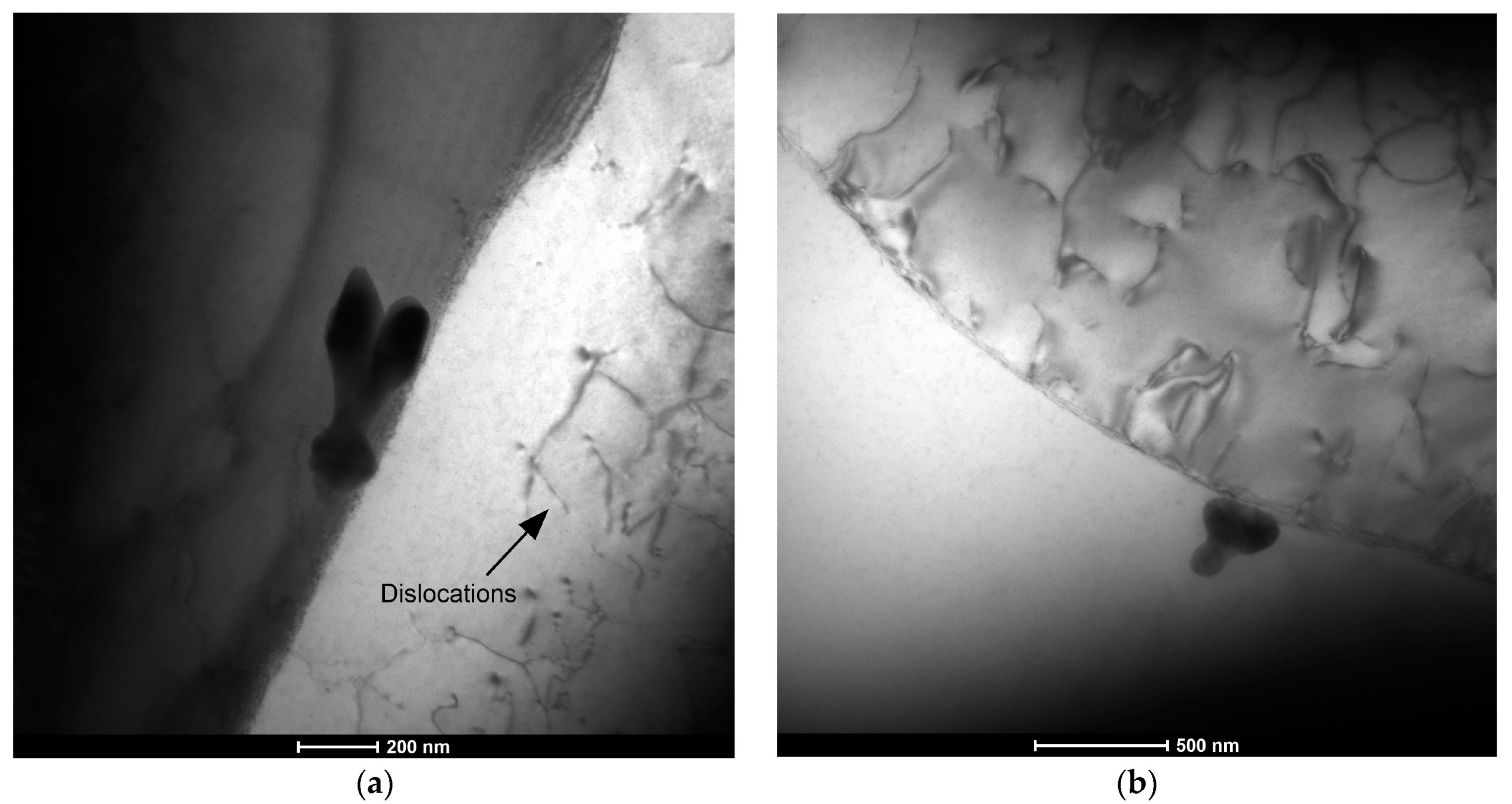
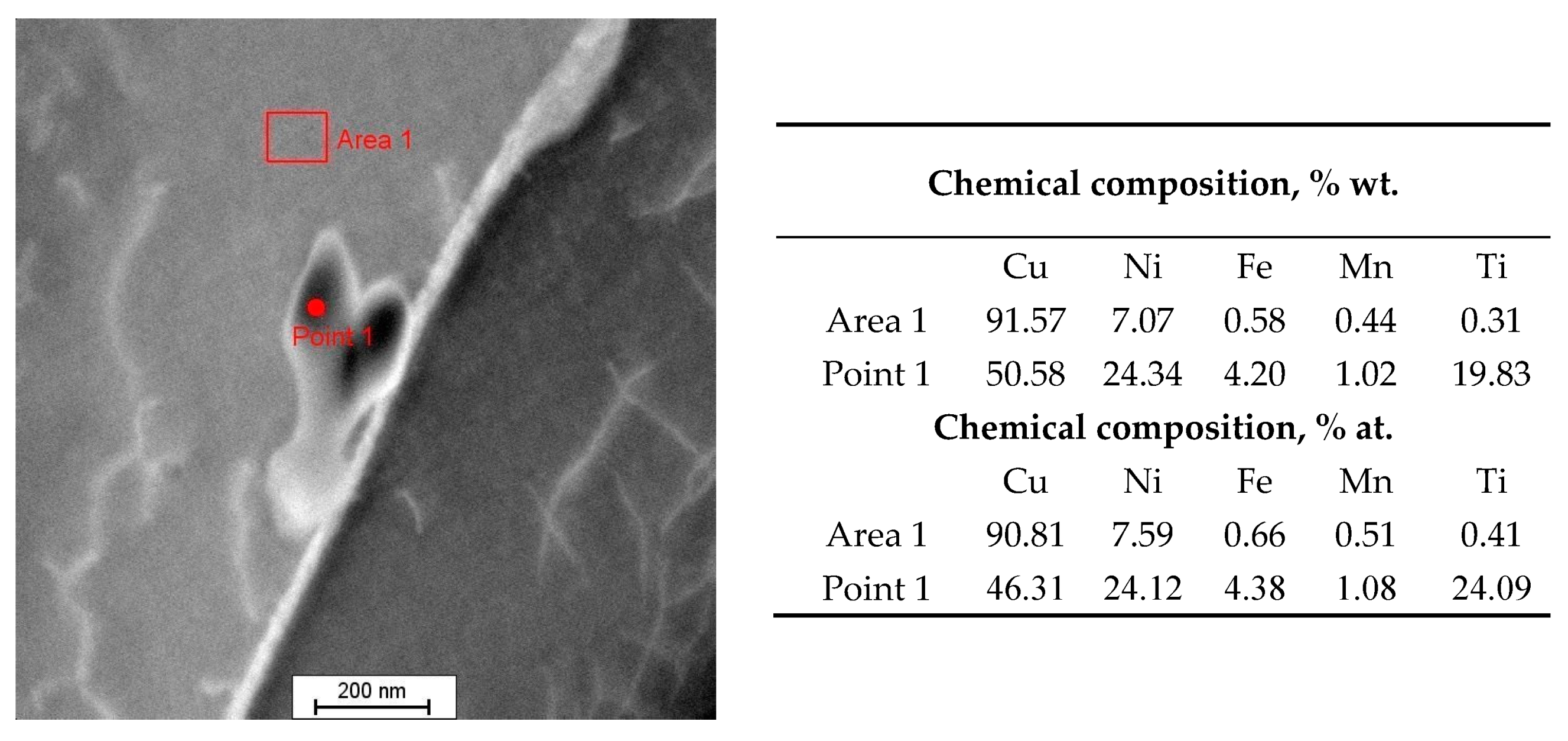
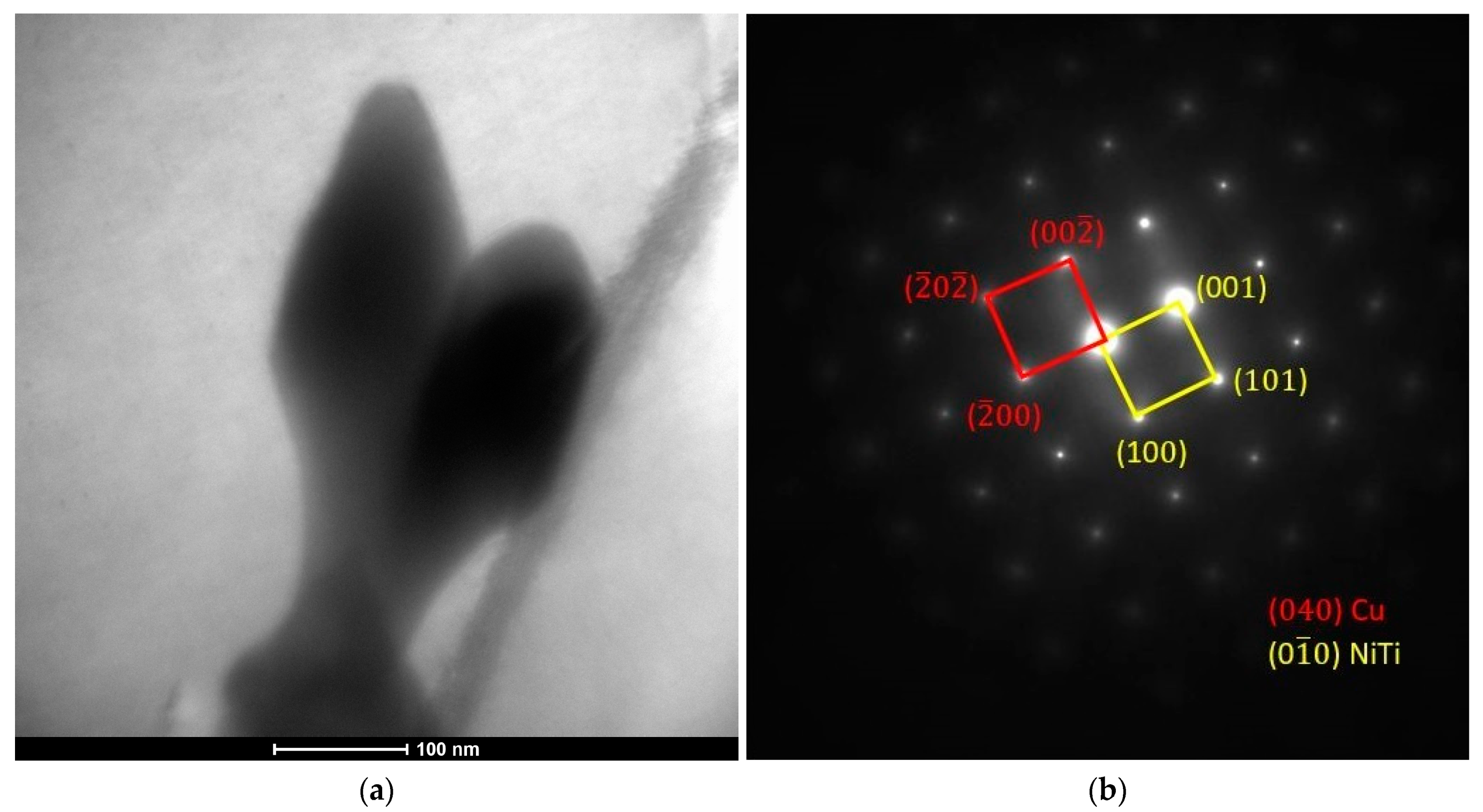
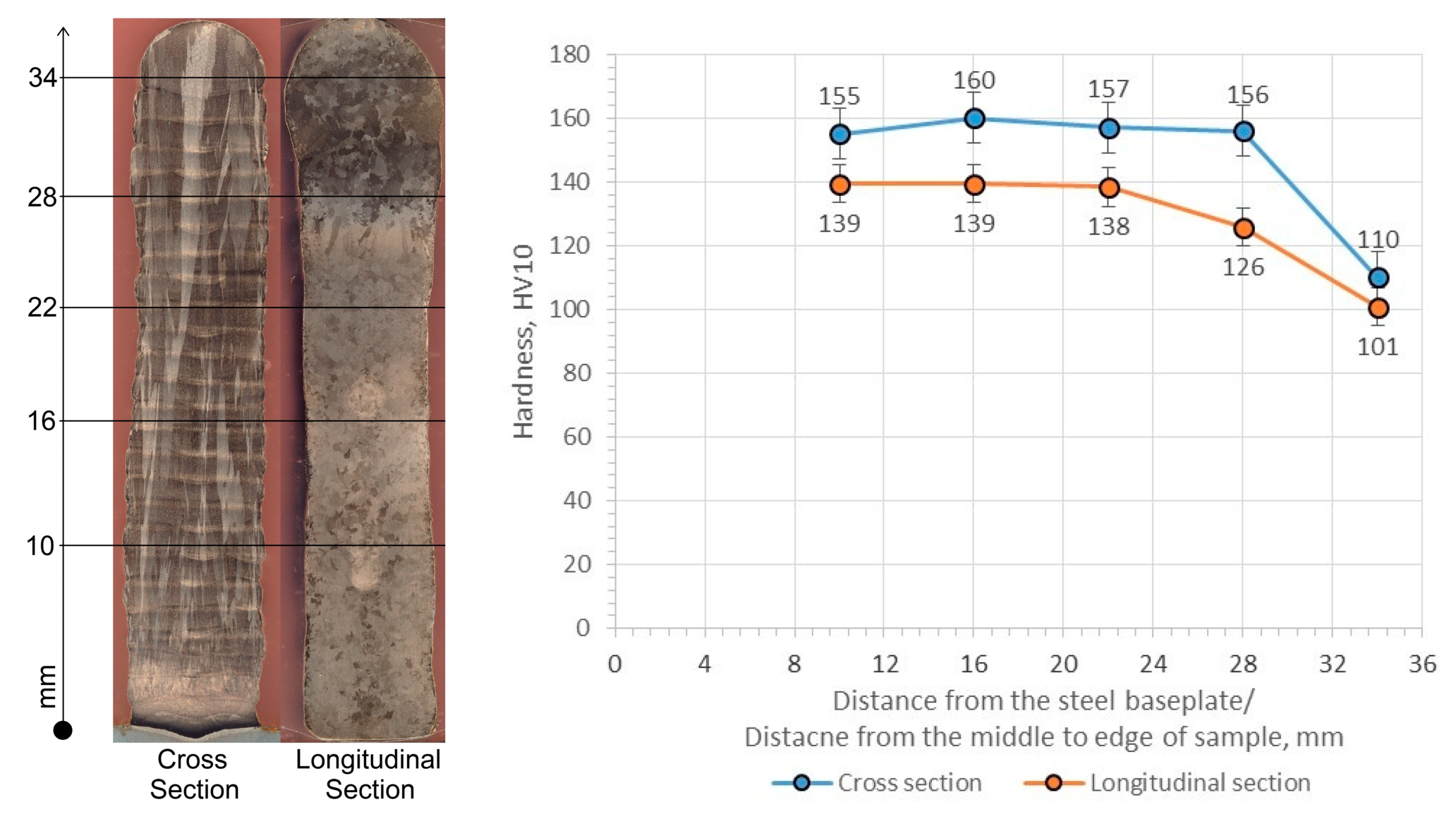
- The obtained walls are characterized by macro- and microstructures with large columnar grains oriented in the direction of heat dissipation to the baseplate and numerous precipitations of Ni-Ti phase particles, especially at the grain boundaries;
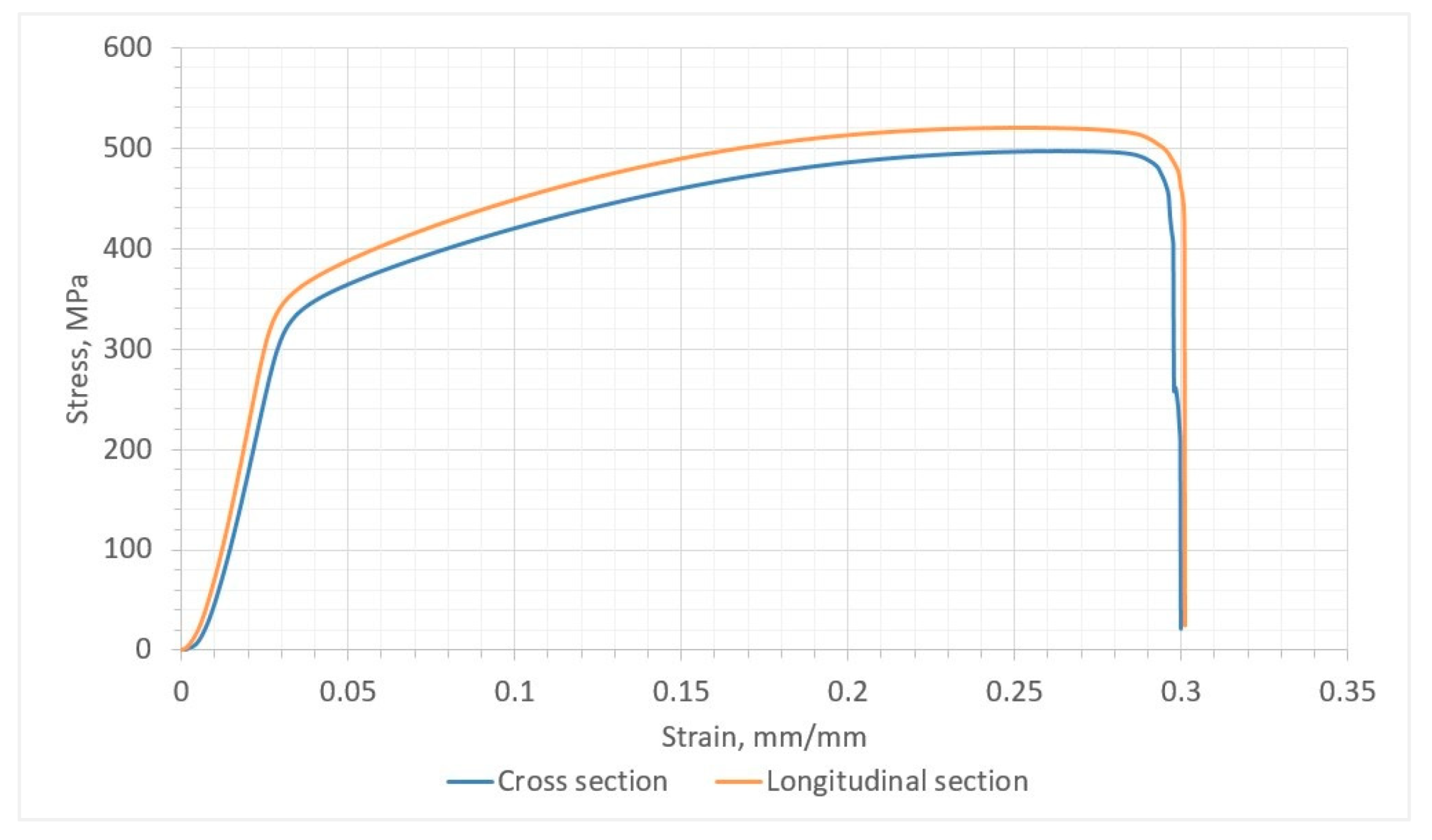
- The produced walls are characterized by average hardness in the range of 138–160 HV10, ultimate tensile strength in the range of 495–520 MPa, conventional yield strength of 342–358 MPa, and elongation of 16.6–17.9%. The differences in the obtained mechanical properties in the longitudinal and transverse sections result from the structure of the oriented macrostructure and microstructure;
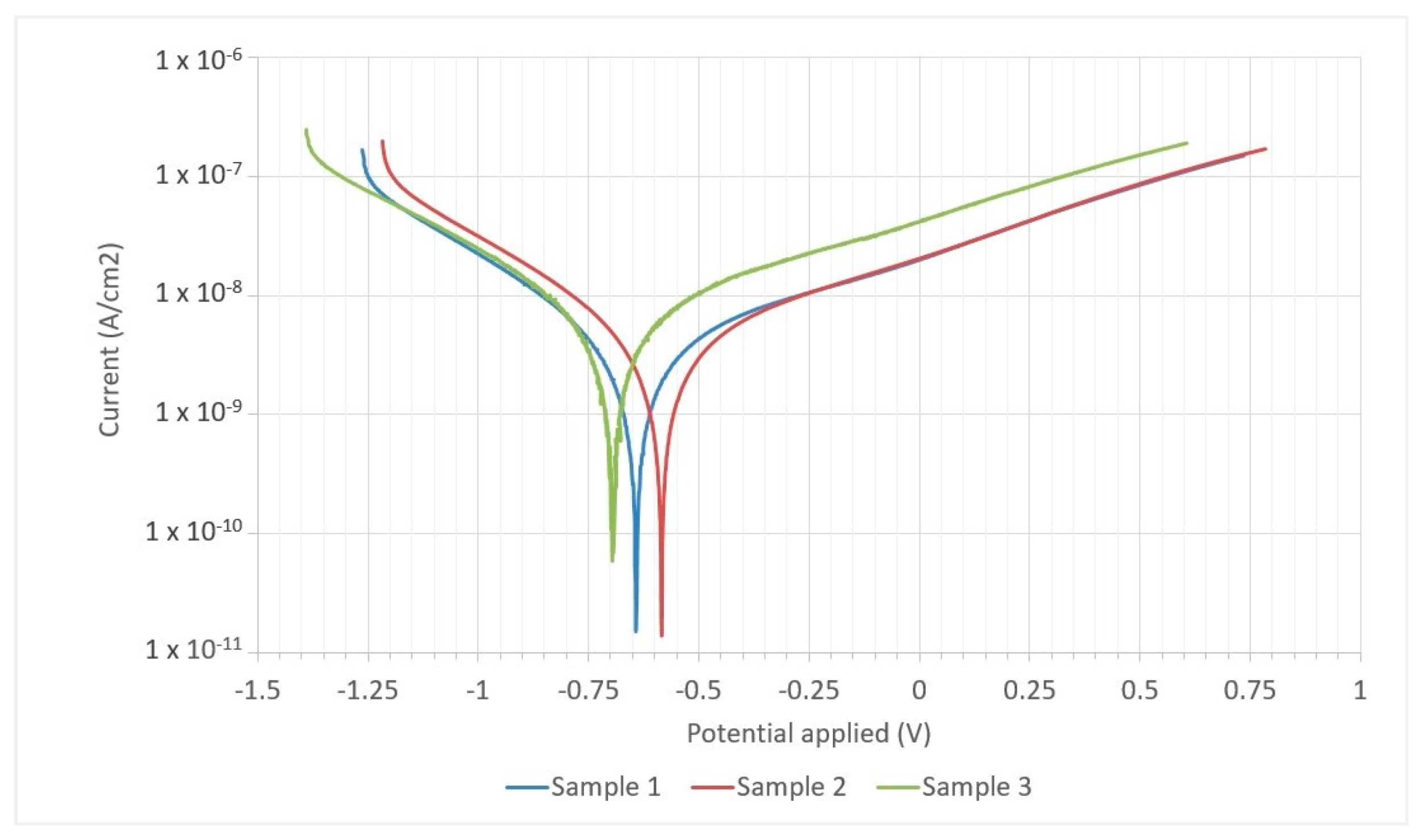
- The Cu-Ni 90/10 alloy produced by WAAM 3D printing after electrochemical measurements in a 1 molar NaCl environment is characterized by an average value of corrosion potential of −689 mV, a corrosion current density of 3.6 × 10−9 A/cm2, and a resistance of 2.6 × 107 Ω. The average corrosion rate is approximately 7.4 × 10−5 mm/year and this result is below 0.025 mm/year, which indicates that the material is practically non-corrosive or corrosion occurs very slowly;
- The three-dimensional printed objects made of the Cu-Ni 90/10 alloy using commercial welding wire with the addition of Ti are characterized by higher strength properties above 30% compared to cast materials, which opens the possibility of using this alloy to produce objects with more complex shapes and for applications in corrosive environments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Treutler, K.; Wesling, V. The Current State of Research of Wire Arc Additive Manufacturing (WAAM): A Review. Appl. Sci. 2021, 11, 8619. [Google Scholar] [CrossRef]
- Wire Arc Additive Manufacturing (WAAM) Explained. Available online: https://www.makerverse.ai/metal-3d-printing/wire-arc-additive-manufacturing-(waam)-explained (accessed on 18 December 2023).
- Li, J.L.Z.; Alkahari, M.R.; Rosli, N.A.B.; Hasan, R.; Sudin, M.N.; Ramli, F.R. Review of Wire Arc Additive Manufacturing for 3D Metal Printing. Int. J. Autom. Technol. 2019, 13, 346–353. [Google Scholar] [CrossRef]
- Sian, I.; Evans, J.W.; Jian, Q.; Yongpeng, H.; Shepherd, P.; Ding, J. A review of WAAM for steel construction—Manufacturing, material and geometric properties, design, and future directions. Structures 2022, 44, 1506–1522. [Google Scholar]
- Rodríguez-González, P.; Ruiz-Navas, E.M.; Gordo, E. Wire Arc Additive Manufacturing (WAAM) for Aluminum-Lithium Alloys: A Review. Materials 2023, 16, 1375. [Google Scholar] [CrossRef] [PubMed]
- Zidong, L.; Kaijie, S.; Xinghua, Y. A review on wire and arc additive manufacturing of titanium alloy. J. Manuf. Process. 2021, 70, 24–25. [Google Scholar]
- Dhinakaran, V.; Ajith, J.; Fathima Yasin Fahmidha, A.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Wang, Y.; Su, C.; Konovalov, S. Microstructure and Mechanical Properties of Cu-6.5%Al Alloy Deposited by Wire Arc Additive Manufacturing. Metallogr. Microstruct. Anal. 2021, 10, 634–641. [Google Scholar] [CrossRef]
- Dharmendra, C.; Hadadzadeh, A.; Amirkhiz, B.S.; Janaki Ram, G.D.; Mohammadi, M. Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing. Addit. Manuf. 2019, 30, 100872. [Google Scholar] [CrossRef]
- Xu, C.; Peng, Y.; Chen, L.Y.; Zhang, T.H.; He, S.; Wang, K.H. Corrosion behavior of wire-arc additive manufactured and as-cast Ni-Al bronze in 3.5 wt% NaCl solution. Corros. Sci. 2023, 215, 111048. [Google Scholar] [CrossRef]
- Dharmendra, C.; Gururaj, K.; Pradeep, K.G.; Mohammadi, M. Characterization of κ-precipitates in wire-arc additive manufactured nickel aluminum bronze: A combined transmission Kikuchi diffraction and atom probe tomography study. Addit. Manuf. 2021, 46, 102137. [Google Scholar] [CrossRef]
- Chen, W.; Chen, Y.; Zhang, T.; Wen, T.; Yin, Z.; Feng, X. Effect of Ultrasonic Vibration and Interpass Temperature on Microstructure and Mechanical Properties of Cu-8Al-2Ni-2Fe-2Mn Alloy Fabricated by Wire Arc Additive Manufacturing. Metals 2020, 10, 215. [Google Scholar] [CrossRef]
- Govindaraj, R.B.; Junghans, E.; Andersen, I.; Lim, Y.K.; Lindström, P. Additive manufactured marine component—Ni Al bronze propeller. Procedia Struct. Integr. 2021, 34, 20–25. [Google Scholar] [CrossRef]
- Diao, Z.; Yang, F.; Xiong, T.; Chen, L.; Wu, Y.; Rong, M. Microstructure and properties of CuCrZr alloy fabricated by wire arc additive manufacturing. Mater. Lett. 2023, 339, 134092. [Google Scholar] [CrossRef]
- Kazmi, K.H.; Sharma, S.K.; Das, A.K.; Mandal, A.; Shukla, A. Development of Wire Arc Additive Manufactured Cu-Si Alloy: Study of Microstructure and Wear Behavior. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Yugang, M.; Chunwang, L.; Yuyang, Z.; Yifan, W.; Ji, L.; Ziran, W.; Benshun, Z. Material properties of gradient copper-nickel alloy fabricated by wire arc additive manufacturing base on bypass-current PAW. J. Manuf. Process. 2022, 83, 637–649. [Google Scholar]
- Copper Development Associciation. The Aplication of Copper—Nickel Alloys in Marine Systems, Copper-Nickel Alloys: Properties, Processing, Application, Booklet, German Copper Institute (DKI), English Translation. Available online: https://www.copper.org/applications/marine/cuni/properties/DKI_booklet.html (accessed on 14 November 2023).
- Yanbin, J.; Xiaodong, M.; Yu, L.; Xinhua, L.; Yihan, W.; Jianxin, X. Microstructure and mechanical property evolutions of CuNi10Fe1.8Mn1 alloy tube produced by HCCM horizontal continuous casting during drawing and its deformation mechanism. J. Alloys Compd. 2019, 771, 905–913. [Google Scholar]
- Taher, A.M. Effect of Alloying Elements on the Hardness Property of 90% Copper-10% Nickel Alloy. Mater. Sci. Forum 2016, 872, 13–17. [Google Scholar] [CrossRef]
- Zhiming, Y.; Xintao, L.; Kai, Q.; Zhiqiang, C.; Xiaoli, Z.; Tingju, L. Study on horizontal electromagnetic continuous casting of CuNi10Fe1Mn alloy hollow billets. Mater. Des. 2009, 30, 2072–2076. [Google Scholar]
- Parvizi, M.S.; Aladjem, A.; Castle, J.E. Behaviour of 90–10 cupronickel in sea water. Int. Mater. Rev. 1988, 33, 169–200. [Google Scholar] [CrossRef]
- Wu, L.; Ma, A.; Zhang, L.; Li, G.; Hu, L.; Wang, Z.; Zheng, Y. Erosion–Corrosion Behavior of 90/10 and 70/30 Copper-Nickel Tubes in 1 wt% NaCl Solution. Metals 2023, 13, 401. [Google Scholar] [CrossRef]
- Zarebidaki, A.; Mofidi, S.H.H.; Bahri, F.I. Effect of 2-mercaptobenzothiazole on the corrosion inhibition of Cu–10Ni alloy in 3 wt% NaCl solution. J. Appl. Electrochem. 2022, 52, 1773–1788. [Google Scholar] [CrossRef]
- Taher, A.M.; Jarjoura, G.; Kipouros, G.J. Effect of iron as alloying element on electrochemical behaviour of 90∶10 Cu–Ni alloy. Can. Metall. Q. 2011, 50, 425–438. [Google Scholar] [CrossRef]
- Kear, G.; Barker, B.D.; Stokes, K.R.; Walsh, F.C. Electrochemistry of non-aged 90–10 copper-nickel alloy (UNS C70610) as a function of fluid flow: Part 1: Cathodic and anodic characteristics. Electrochim. Acta 2007, 52, 1889–1898. [Google Scholar] [CrossRef]
- Kear, G.; Barker, B.; Stokes, K.; Walsh, F.C. Electrochemical Corrosion Behaviour of 90—10 Cu—Ni Alloy in Chloride-Based Electrolytes. J. Appl. Electrochem. 2004, 34, 659–669. [Google Scholar] [CrossRef]
- Shao, G.; Gao, Y.; Wu, J.; Liu, P.; Zhang, K.; Li, W.; Ma, F.; Zhou, H.; Chen, X. Effect of Fe/Mn content on mechanical and corrosion properties of 90/10 copper-nickel alloy. Mater. Corros. 2022, 73, 1085–1098. [Google Scholar] [CrossRef]
- Ying, S.; Liang, L.; Wenchang, Y.; Guangzhe, C.; Yong, G. Investigation of corrosion behavior and film formation on 90Cu-10Ni alloys immersed in simulated seawater. Int. J. Electrochem. Sci. 2023, 18, 100244. [Google Scholar]
- Chung, S.W.; Yun, T.N.; Joong Kang, C.Y. Microstructure and Mechanical Properties in the Friction Stir Welded C70600 Alloy. J. Weld. Join. 2018, 36, 60–66. [Google Scholar] [CrossRef]
- Hsissou, R.; Benzidia, B.; Hajjaji, N.; Elharfi, A. Elaboration and Electrochemical Studies of the Coating Behavior of a New Nanofunctional Epoxy Polymer on E24 Steel in 3.5% NaCl. Port. Electrochim. Acta 2018, 36, 259–270. [Google Scholar] [CrossRef]
- Mohd, Z.M.; Mohd, Y.; Che, I.; Nik, N. Cu-Ni Alloys Coatings For Corrosion Protection On Mild Steel In 0.5 M NaCl Solution. Sci. Lett. 2017, 11, 20–29. [Google Scholar]
- Guo, C.; Kang, T.; Wu, S.; Ying, M.; Liu, W.M.; Chen, F. Microstructure, mechanical, and corrosion resistance of copper nickel alloy fabricated by wire-arc additive manufacturing. MRS Commun. 2021, 11, 910–916. [Google Scholar] [CrossRef]
- Standard G59-97; Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements. ASTM International: West Conshohocken, PA, USA, 2014.
- Mainier, F.; Coelho, A.; Barros, E. Corrosivity Evaluation of Copper-Nickel Alloy (90/10) in Pumps Used in Offshore Platforms for Seawater Pumping. ETASR 2019, 9, 4636–4639. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Content, %wt. | |||||
|---|---|---|---|---|---|
| Cu | Ni | Fe | Mn | Ti | Other |
| 87.22 | 10.95 | 0.7 | 0.7 | 0.4 | 0.03 |
| Current, A | Voltage, V | Wire Feed Speed, m/min | Final Current, % | End Time, s |
|---|---|---|---|---|
| 133 | 18.4 | 7 | 70 | 0.3 |
| Cross-Section | UTS, MPa | YS, MPa | A50, % |
|---|---|---|---|
| Transverse | 495 | 342 | 17.9 |
| Longitudinal | 520 | 358 | 16.6 |
| Parameter | Sample 1 | Sample 2 | Sample 3 | Average |
| Icorr, [A/cm2] | 1.9 × 10−9 | 3.3 × 10−9 | 5.6 × 10−9 | 3.6 × 10−9 ± 1.53 × 10−9 |
| Ecorr, calc [mV] | −696 | −622 | −751 | −689 ± 52.85 |
| Rp [Ω] | 3.4 × 107 | 2.7 × 107 | 1.8 × 107 | 2.6 × 107 ± 6.55 × 106 |
| Corrosion rate [mm/year] | 7.1 × 10−5 | 7.5 × 10−5 | 7.7 × 10−5 | 7.4 × 10−5 ± 2.49 × 10−6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maleta, M.; Kulasa, J.; Kowalski, A.; Kwaśniewski, P.; Boczkal, S.; Nowak, M. Microstructure, Mechanical and Corrosion Properties of Copper-Nickel 90/10 Alloy Produced by CMT-WAAM Method. Materials 2024, 17, 50. https://doi.org/10.3390/ma17010050
Maleta M, Kulasa J, Kowalski A, Kwaśniewski P, Boczkal S, Nowak M. Microstructure, Mechanical and Corrosion Properties of Copper-Nickel 90/10 Alloy Produced by CMT-WAAM Method. Materials. 2024; 17(1):50. https://doi.org/10.3390/ma17010050
Chicago/Turabian StyleMaleta, Marcin, Joanna Kulasa, Aleksander Kowalski, Paweł Kwaśniewski, Sonia Boczkal, and Marek Nowak. 2024. "Microstructure, Mechanical and Corrosion Properties of Copper-Nickel 90/10 Alloy Produced by CMT-WAAM Method" Materials 17, no. 1: 50. https://doi.org/10.3390/ma17010050
APA StyleMaleta, M., Kulasa, J., Kowalski, A., Kwaśniewski, P., Boczkal, S., & Nowak, M. (2024). Microstructure, Mechanical and Corrosion Properties of Copper-Nickel 90/10 Alloy Produced by CMT-WAAM Method. Materials, 17(1), 50. https://doi.org/10.3390/ma17010050