

Effect of Workpiece/Tool Heat Transfer and Friction Coefficients on Accuracy of Simulated Temperatures and Torques in a Friction Stir Welding Plunge


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Methods
2.1. Experimental Procedure
2.2. Numerical Modeling
2.3. FSW Plunge Model
3. Analysis/Results
3.1. 3D Model Temperature and Torque Validation
3.2. Sensitivity of Temperatures to
4. Discussion
5. Conclusions
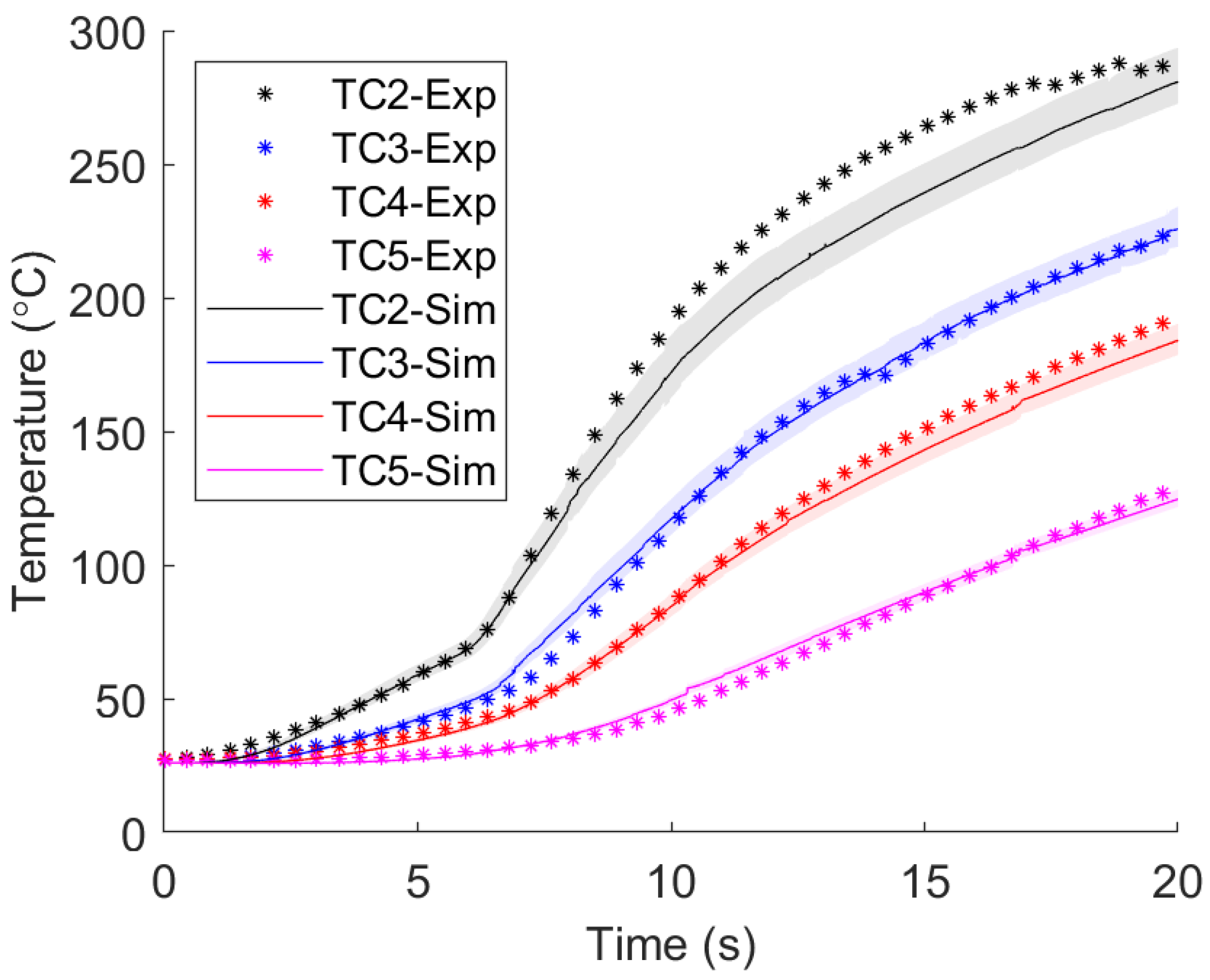
- A time-dependent friction coefficient provides accurate model predictions of the workpiece temperatures.
- Decreasing the value of showed no noticeable change in the workpiece temperatures, as the high thermal conductivity of the AA 6061-T6 dissipated heat quickly. For a less thermally conductive workpiece, such as stainless steel or titanium, variations in would likely have a larger impact on the temperatures within the workpiece.
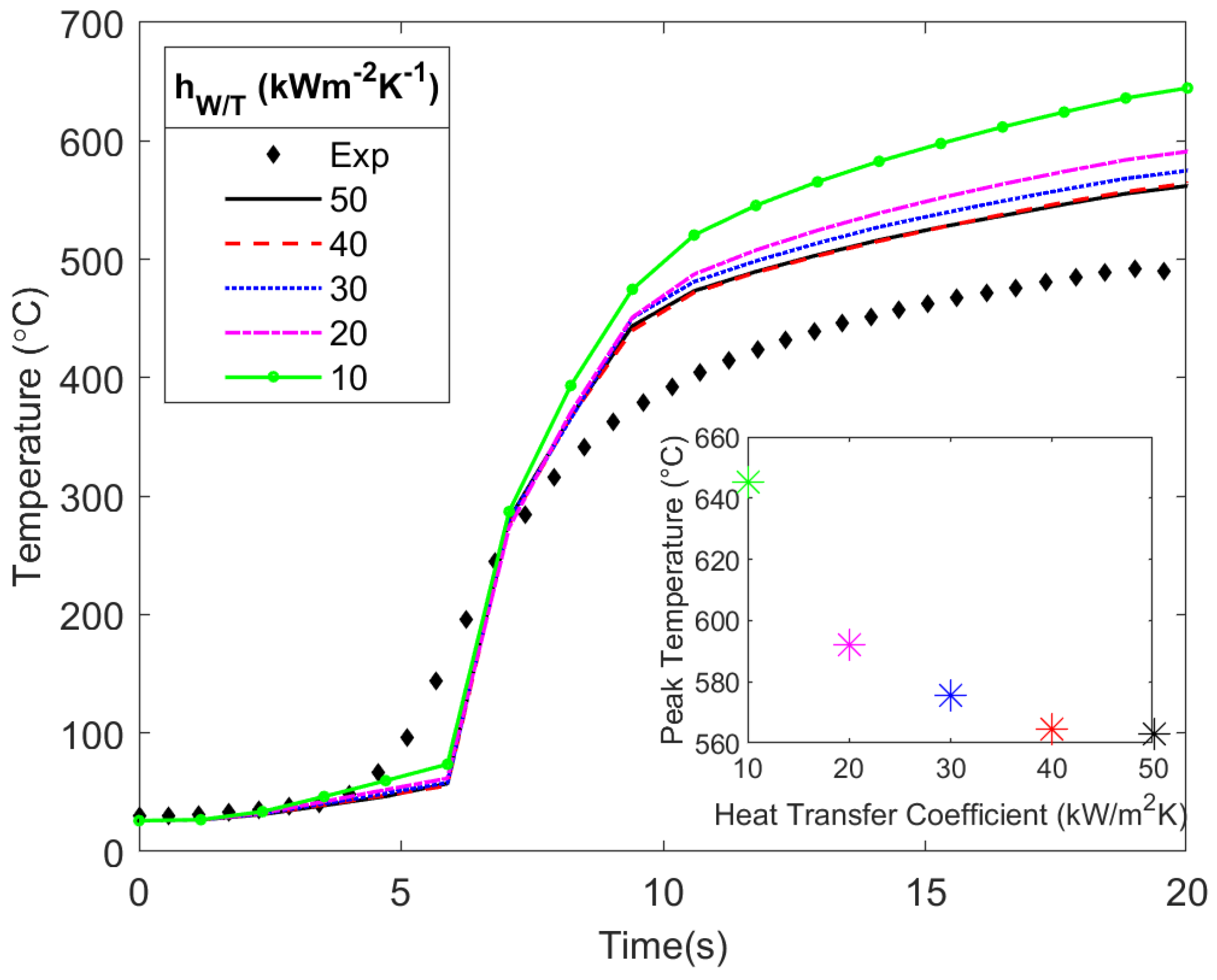
- Decreasing the value of results in higher tool temperatures, as this lowers the amount of heat transferring across the contact interface to the workpiece.
- The validation of model temperature predictions must be done on both sides of the workpiece/tool interface in order to achieve reasonable results. The model shows that the partitioning of the heat from the friction at this interface strongly influences temperature predictions and is dependent on accurate physical parameter data. Therefore, the typical validation approach of matching temperatures in just the tool, or just the workpiece, will not lead to a predictive model.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hwang, Y.M.; Kang, Z.W.; Chiou, Y.C.; Hsu, H.H. Experimental study on temperature distributions within the workpiece during friction stir welding of aluminum alloys. Int. J. Mach. Tools Manuf. 2008, 48, 778–787. [Google Scholar] [CrossRef]
- Assidi, M.; Fourment, L.; Guerdoux, S.; Nelson, T. Friction model for friction stir welding process simulation: Calibrations from welding experiments. Int. J. Mach. Tools Manuf. 2010, 50, 143–155. [Google Scholar] [CrossRef]
- Bachmann, M.; Carstensen, J.; Bergmann, L.; dos Santos, J.F.; Wu, C.S.; Rethmeier, M. Numerical simulation of thermally induced residual stresses in friction stir welding of aluminum alloy 2024-T3 at different welding speeds. Int. J. Adv. Manuf. Technol. 2017, 91, 1443–1452. [Google Scholar] [CrossRef]
- Thomas, W.M. Friction stir Butt Welding. Patent No. PCT/GB92/02203, 1991. [Google Scholar]
- Ulysse, P. Three-dimensional modeling of the friction stir-welding process. Int. J. Mach. Tools Manuf. 2002, 42, 1549–1557. [Google Scholar] [CrossRef]
- Chao, Y.J.; Qi, X.; Tang, W. Heat transfer in friction stir welding—Experimental and numerical studies. J. Manuf. Sci. Eng. Trans. ASME 2003, 125, 138–145. [Google Scholar] [CrossRef]
- Chen, C.M.; Kovacevic, R. Finite element modeling of friction stir welding—Thermal and thermomechanical analysis. Int. J. Mach. Tools Manuf. 2003, 43, 1319–1326. [Google Scholar] [CrossRef]
- Song, M.; Kovacevic, R. Thermal modeling of friction stir welding in a moving coordinate system and its validation. Int. J. Mach. Tools Manuf. 2003, 43, 605–615. [Google Scholar] [CrossRef]
- Khandkar, M.Z.H.; Khan, J.A.; Reynolds, A.P. Prediction of temperature distribution and thermal history during friction stir welding: Input torque based model. Sci. Technol. Weld. Join. 2003, 8, 165–174. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Shercliff, H.R. Experimental and numerical analysis of aluminium alloy 7075-T7351 friction stir welds. Sci. Technol. Weld. Join. 2003, 8, 360–368. [Google Scholar] [CrossRef]
- Schmidt, H.; Hattel, J. A local model for the thermomechanical conditions in friction stir welding. Model. Simul. Mater. Sci. Eng. 2004, 13, 77–93. [Google Scholar] [CrossRef]
- Soundararajan, V.; Zekovic, S.; Kovacevic, R. Thermo-mechanical model with adaptive boundary conditions for friction stir welding of Al 6061. Int. J. Mach. Tools Manuf. 2005, 45, 1577–1587. [Google Scholar] [CrossRef]
- Ghetiya, N.D.; Patel, K.M.; Patel, A.B. Prediction of temperature at weldline in air and immersed friction stir welding and its experimental validation. Int. J. Adv. Manuf. Technol. 2015, 79, 1239–1246. [Google Scholar] [CrossRef]
- Contuzzi, N.; Campanelli, S.L.; Casalino, G.; Ludovico, A.D. On the role of the Thermal Contact Conductance during the Friction Stir Welding of an AA5754-H111 butt joint. Appl. Therm. Eng. 2016, 104, 263–273. [Google Scholar] [CrossRef]
- Paulo, R.M.F.; Carlone, P.; Paradiso, V.; Valente, R.A.F.; Teixeira-Dias, F. Prediction of friction stir welding effects on AA2024-T3 plates and stiffened panels using a shell-based finite element model. Thin-Walled Struct. 2017, 120, 297–306. [Google Scholar] [CrossRef]
- Chen, G.; Li, H.; Wang, G.; Guo, Z.; Zhang, S.; Dai, Q.; Wang, X.; Zhang, G.; Shi, Q. Effects of pin thread on the in-process material flow behavior during friction stir welding: A computational fluid dynamics study. Int. J. Mach. Tools Manuf. 2018, 124, 12–21. [Google Scholar] [CrossRef]
- Costa, M.I.; Leitão, C.; Rodrigues, D.M. Parametric study of friction stir welding induced distortion in thin aluminium alloy plates: A coupled numerical and experimental analysis. Thin-Walled Struct. 2019, 134, 268–276. [Google Scholar] [CrossRef]
- Verma, S.; Misra, J.P.; Gupta, M. Study of Temperature Distribution during FSW of Aviation Grade AA6082; Springer: Berlin/Heidelberg, Germany, 2019; pp. 185–202. [Google Scholar] [CrossRef]
- Andrade, D.G.; Leitão, C.; Dialami, N.; Chiumenti, M.; Rodrigues, D.M. Modelling torque and temperature in friction stir welding of aluminium alloys. Int. J. Mech. Sci. 2020, 182, 105725. [Google Scholar] [CrossRef]
- Nakamura, T.; Obikawa, T.; Yukutake, E.; Ueda, S.; Nishizaki, I. Tool Temperature and Process Modeling of Friction Stir Welding. Mod. Mech. Eng. 2018, 8, 78–94. [Google Scholar] [CrossRef]
- Babu, S.D.D.; Sevvel, P.; Kumar, R.S.; Vijayan, V.; Subramani, J. Development of Thermo Mechanical Model for Prediction of Temperature Diffusion in Different FSW Tool Pin Geometries During Joining of AZ80A Mg Alloys. J. Inorg. Organomet. Polym. Mater. 2021, 31, 3196–3212. [Google Scholar] [CrossRef]
- Akbari, M.; Asadi, P.; Sadowski, T. A Review on Friction Stir Welding/Processing: Numerical Modeling. Materials 2023, 16, 5890. [Google Scholar] [CrossRef]
- Ellis, D.; Goodson, M.; Miles, M.; Munro, T. Optimized Design for a Device to Measure Thermal Contact Conductance During Friction Stir Welding. Int. J. Thermophys. 2020, 42, 6. [Google Scholar] [CrossRef]
- Taysom, B.S.; Sorensen, C.D. Advances in Signal Processing for Friction Stir Welding Temperature Control; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; pp. 135–147. [Google Scholar] [CrossRef]
- Wright, A.; Munro, T.R.; Hovanski, Y. Evaluating temperature control in friction stir welding for industrial applications. J. Manuf. Mater. Process. 2021, 5, 124. [Google Scholar] [CrossRef]
- Transvalor. FORGE NxT Simulation Software. Available online: https://www.transvalor.com (accessed on 20 December 2023).
- Murillo-Marrodan, A.; Garcia, E.; Cortes, F. A study of friction model performance in a skew rolling process numerical simulation. Int. J. Simul. Model. 2018, 17, 569–582. [Google Scholar] [CrossRef] [PubMed]
- Al-Badour, F.; Merah, N.; Shuaib, A.; Bazoune, A. Coupled Eulerian Lagrangian finite element modeling of friction stir welding processes. J. Mater. Process. Technol. 2013, 213, 1433–1439. [Google Scholar] [CrossRef]
- JMatPro Ltd. 2014. Available online: https://www.sentesoftware.co.uk (accessed on 20 December 2023).
- Bahrami, M.; Culham, J.; Yovanovich, M. Modeling thermal contact resistance: A scale analysis approach. J. Heat Transfer. 2004, 126, 896–905. [Google Scholar] [CrossRef]
- Iqbal, M.P.; Jain, R.; Pal, S.K. Numerical and experimental study on friction stir welding of aluminum alloy pipe. J. Mater. Process. Technol. 2019, 274, 116258. [Google Scholar] [CrossRef]
- Perović, M.; Veljić, D.; Rakin, M.; Radović, N.; Sedmak, A.; Bajić, N. Friction-stir welding of high-strength aluminium alloys and a numerical simulation of the plunge stage. Mater. Tehnol. 2012, 46, 215–221. [Google Scholar]
- Jabbari, M. Effect of the Preheating Temperature on Process Time in Friction Stir Welding of Al 6061-T6. J. Eng. 2013, 2013, e580805. [Google Scholar] [CrossRef]
- Yu, M.; Li, W.Y.; Li, J.L.; Chao, Y.J. Modelling of entire friction stir welding process by explicit finite element method. Mater. Sci. Technol. 2012, 28, 812–817. [Google Scholar] [CrossRef]
- Salloomi, K.N. Fully coupled thermomechanical simulation of friction stir welding of aluminum 6061-T6 alloy T-joint. J. Manuf. Process. 2019, 45, 746–754. [Google Scholar] [CrossRef]
- Pichelin, E.; Coupez, T. Finite element solution of the 3D mold filling problem for viscous incompressible fluid. Comput. Methods Appl. Mech. Eng. 1998, 163, 359–371. [Google Scholar] [CrossRef]
- Bergman, T.L.; Lavine, A.S.; Incropera, F.P.; Dewitt, D.P. Fundamentals of Heat and Mass Transfer; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Chiumenti, M.; Cervera, M.; de Saracibar, C.A.; Dialami, N. Numerical modeling of friction stir welding processes. Comput. Methods Appl. Mech. Eng. 2013, 254, 353–369. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.; Emamian, S.; Khalid, N.M. Developing a Finite Element Model for Thermal Analysis of Friction Stir Welding by Calculating Temperature Dependent Friction Coefficient; Springer: Berlin/Heidelberg, Germany, 2017; pp. 107–126. [Google Scholar]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goodson, M.; Melander, R.; Miles, M.P.; Munro, T. Effect of Workpiece/Tool Heat Transfer and Friction Coefficients on Accuracy of Simulated Temperatures and Torques in a Friction Stir Welding Plunge. Materials 2024, 17, 198. https://doi.org/10.3390/ma17010198
Goodson M, Melander R, Miles MP, Munro T. Effect of Workpiece/Tool Heat Transfer and Friction Coefficients on Accuracy of Simulated Temperatures and Torques in a Friction Stir Welding Plunge. Materials. 2024; 17(1):198. https://doi.org/10.3390/ma17010198
Chicago/Turabian StyleGoodson, Matthew, Ryan Melander, Michael P. Miles, and Troy Munro. 2024. "Effect of Workpiece/Tool Heat Transfer and Friction Coefficients on Accuracy of Simulated Temperatures and Torques in a Friction Stir Welding Plunge" Materials 17, no. 1: 198. https://doi.org/10.3390/ma17010198
APA StyleGoodson, M., Melander, R., Miles, M. P., & Munro, T. (2024). Effect of Workpiece/Tool Heat Transfer and Friction Coefficients on Accuracy of Simulated Temperatures and Torques in a Friction Stir Welding Plunge. Materials, 17(1), 198. https://doi.org/10.3390/ma17010198