
Understanding of Excellent Mechanical Performance of 304L Manufactured by Optimal Selective Laser Melting (SLM) Conditions

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Experiment Details
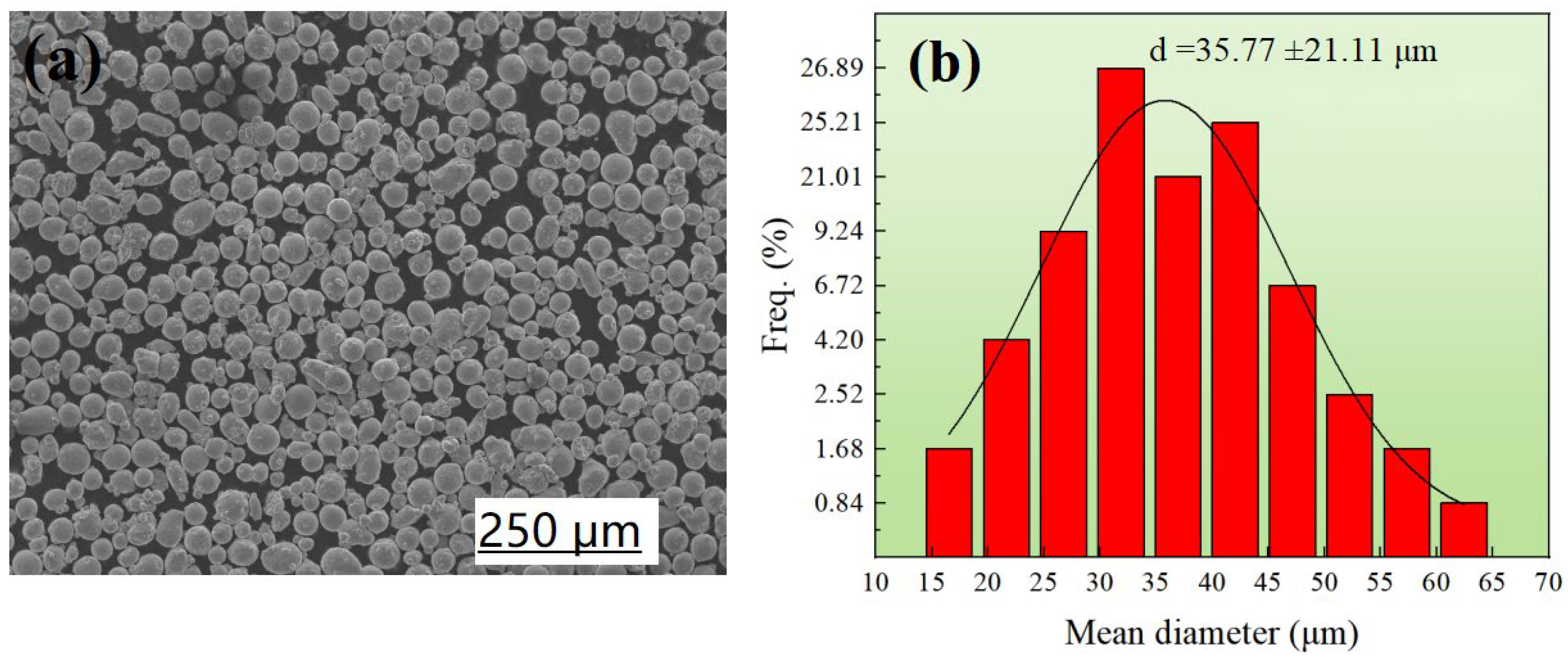
2.1. Materials
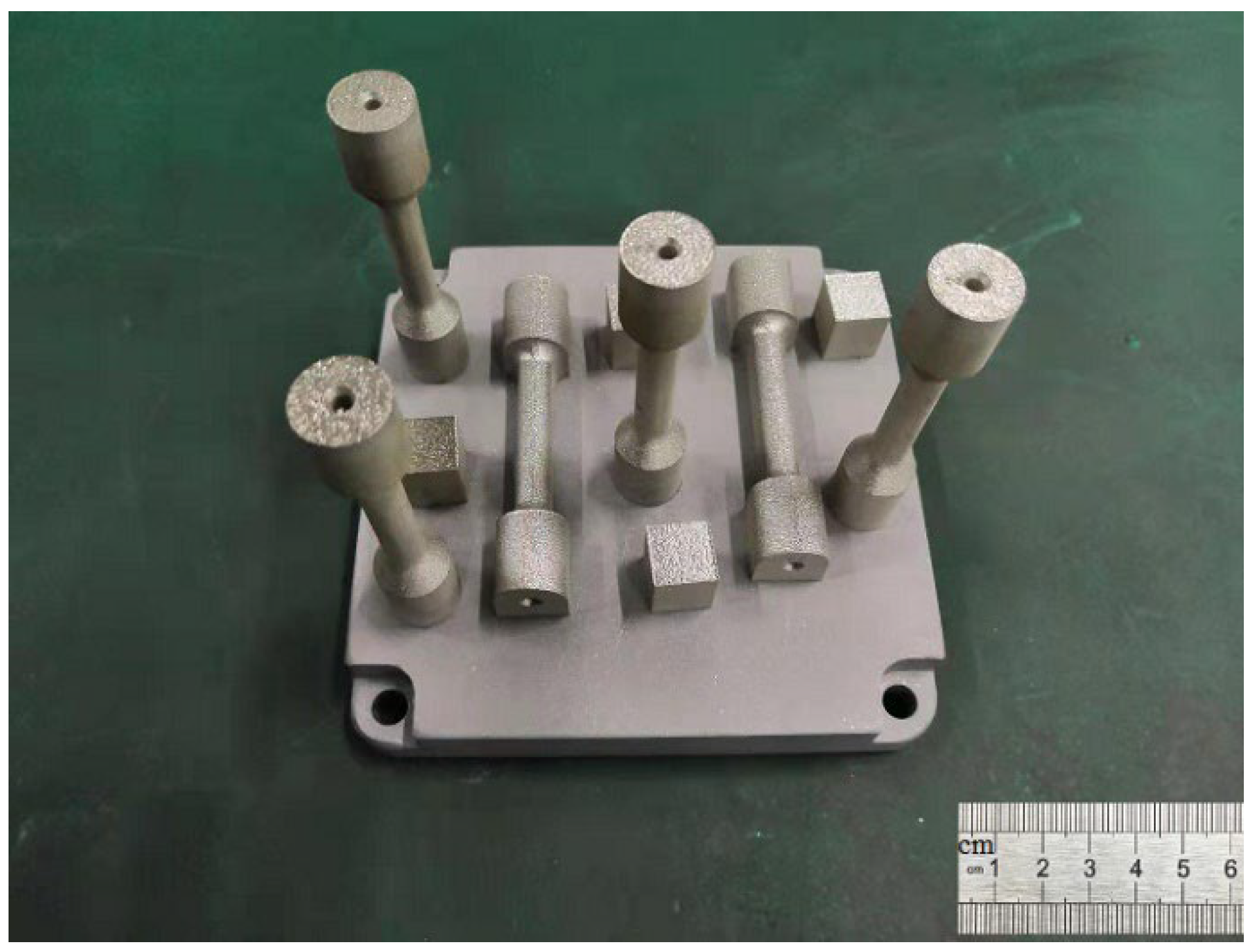
2.2. Experimental Details
3. Results and Analysis
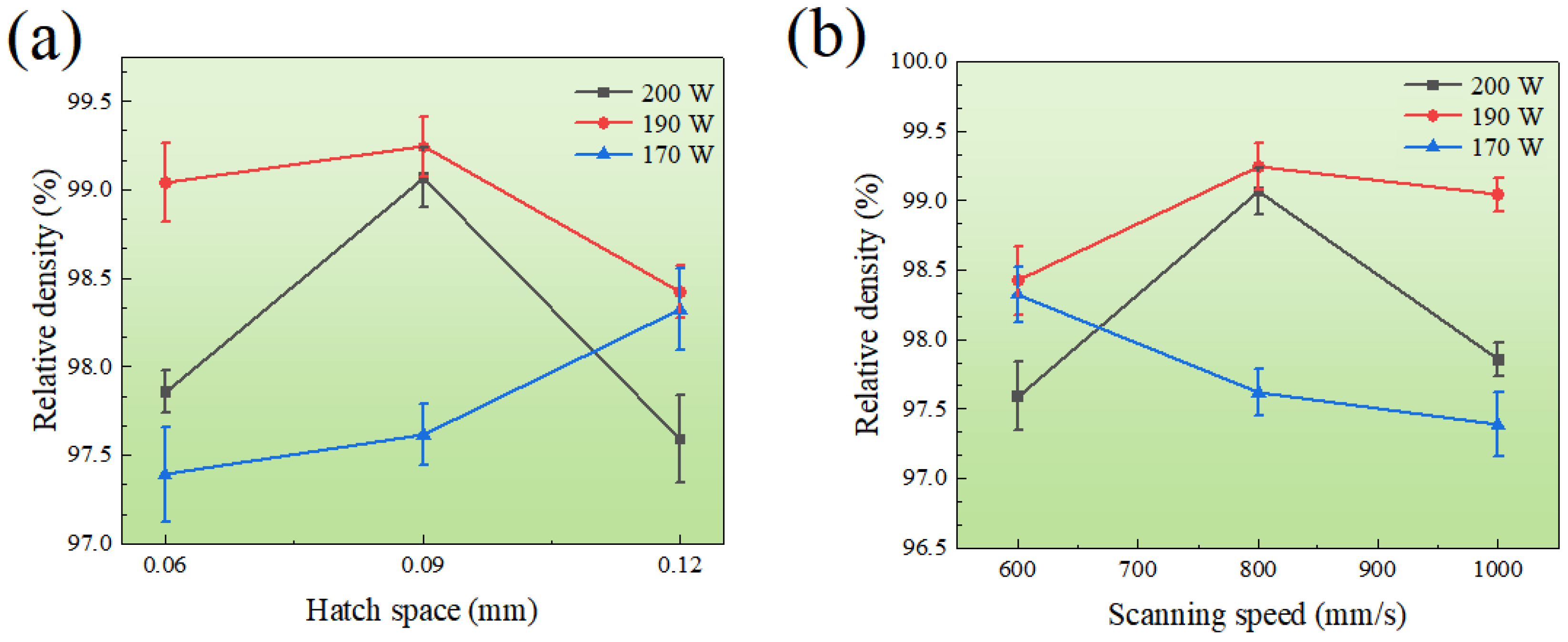
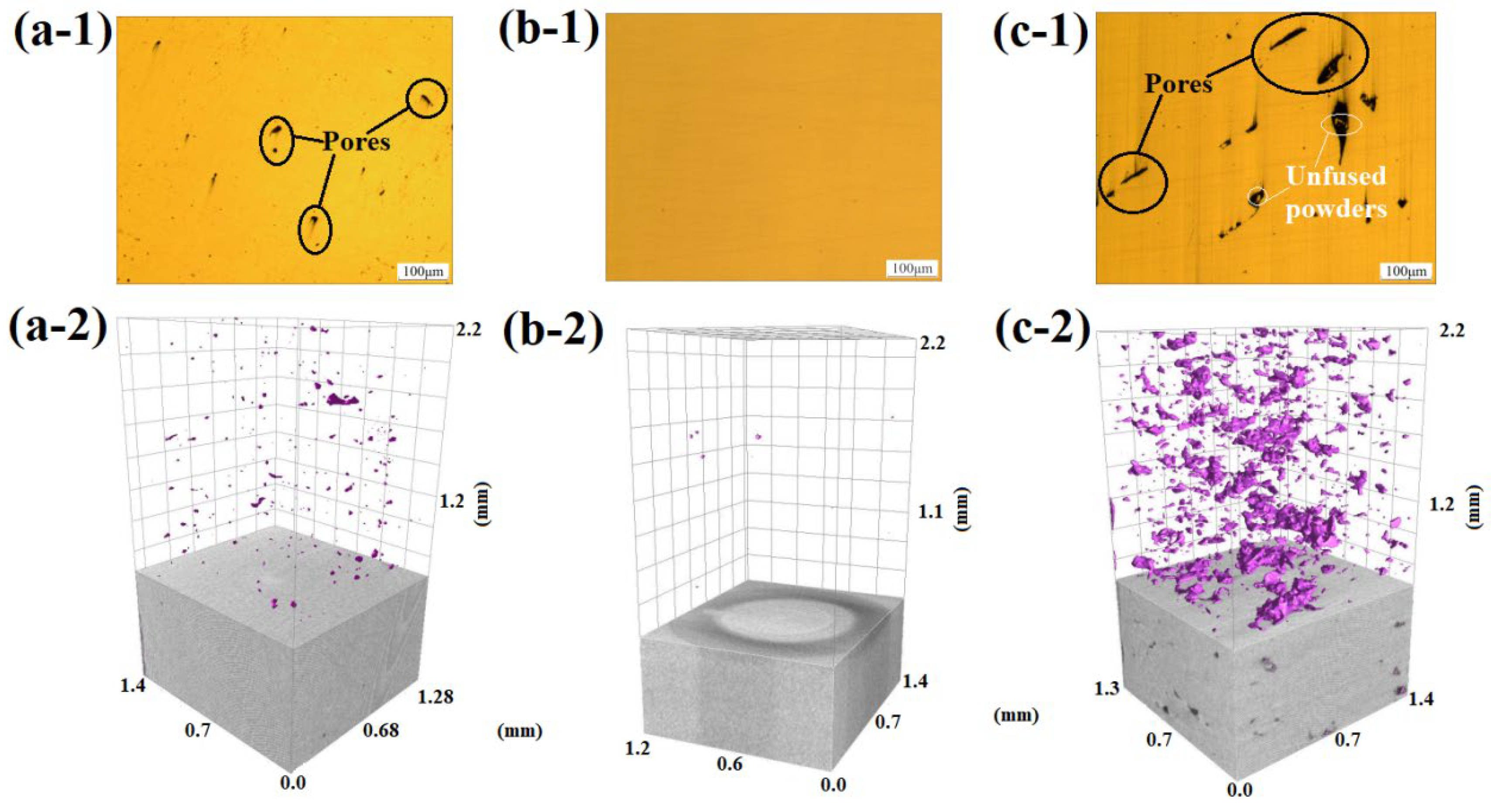
3.1. RD Analysis
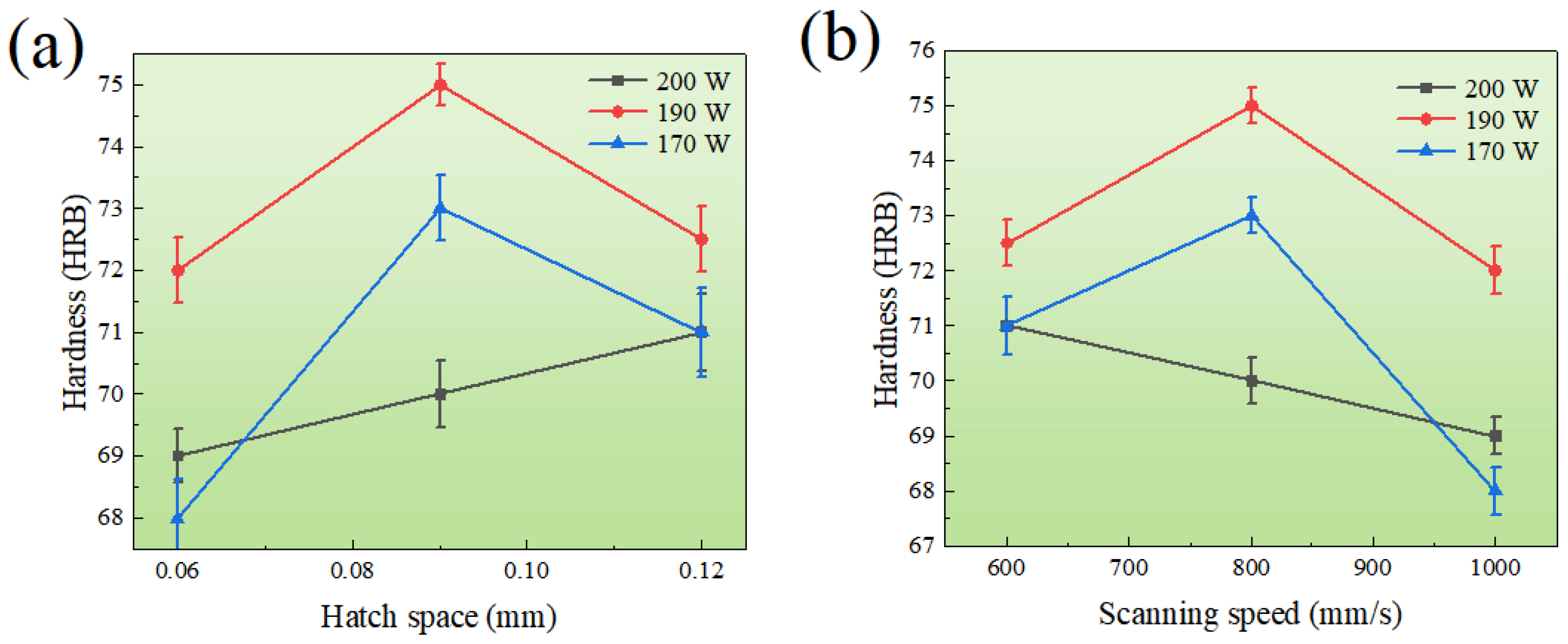
3.2. Hardness Characterization
3.3. Orthogonal Test and Range Analysis
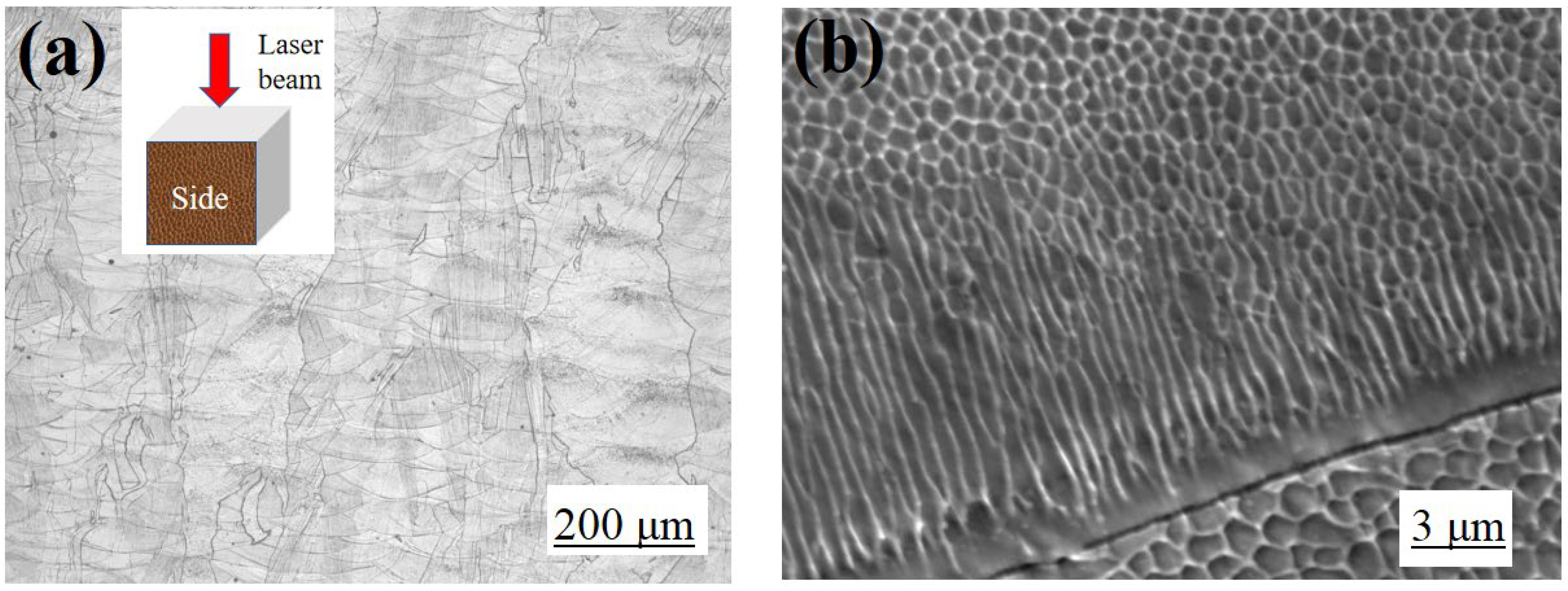
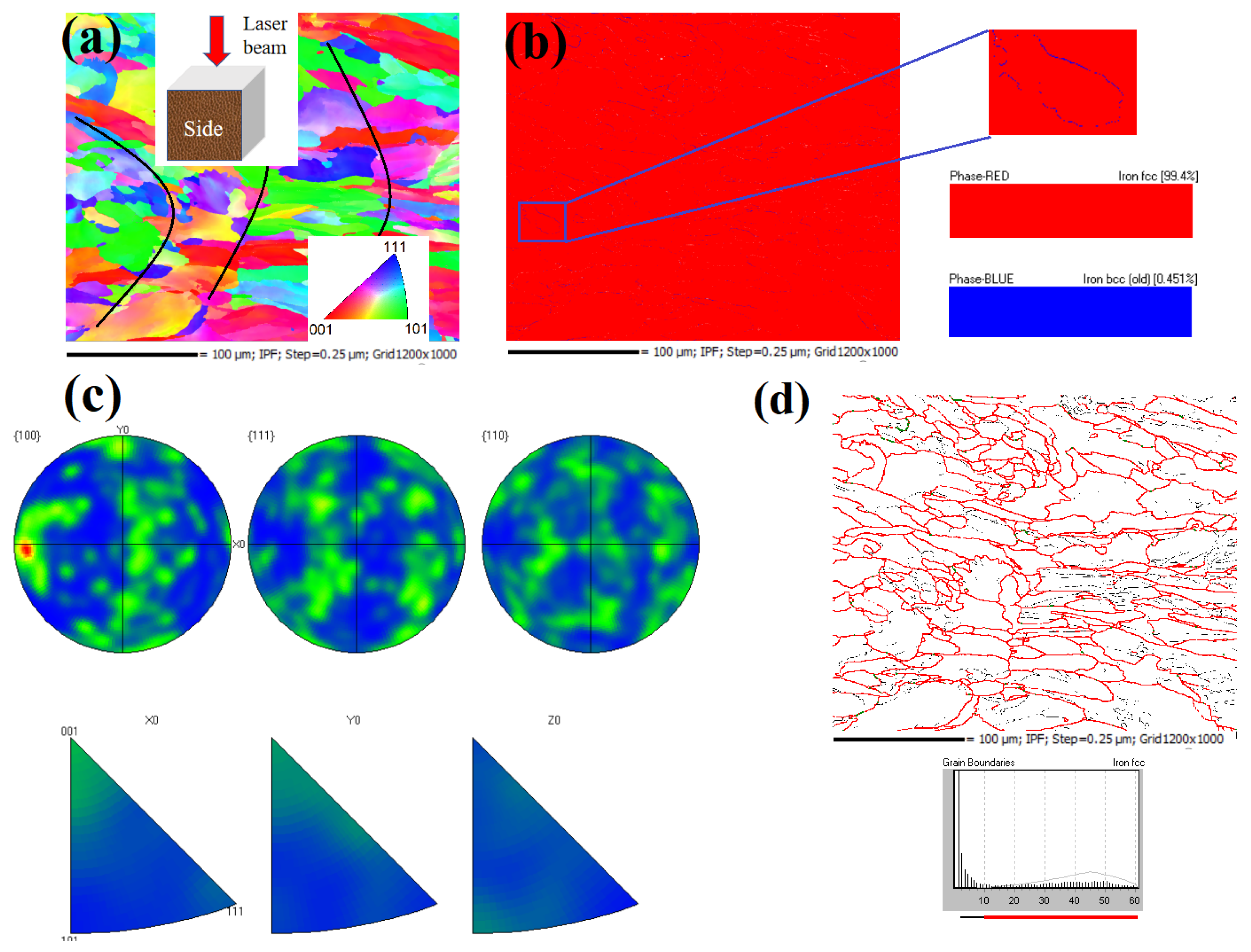
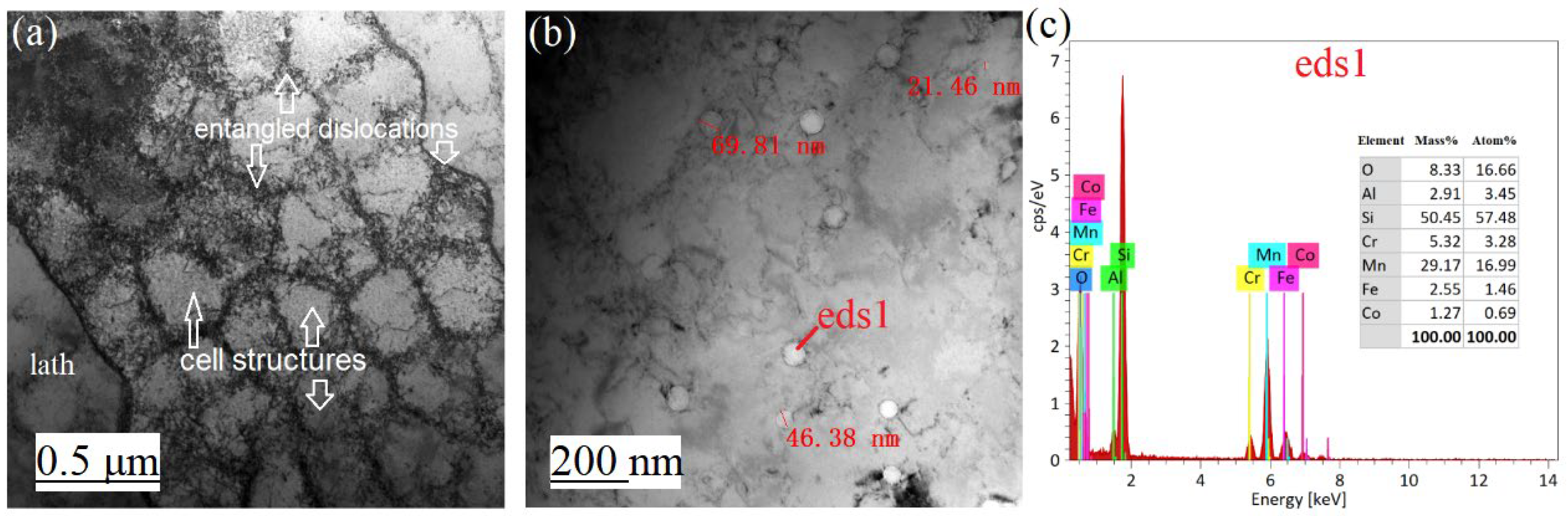
3.4. Microstructure and Micromechanical
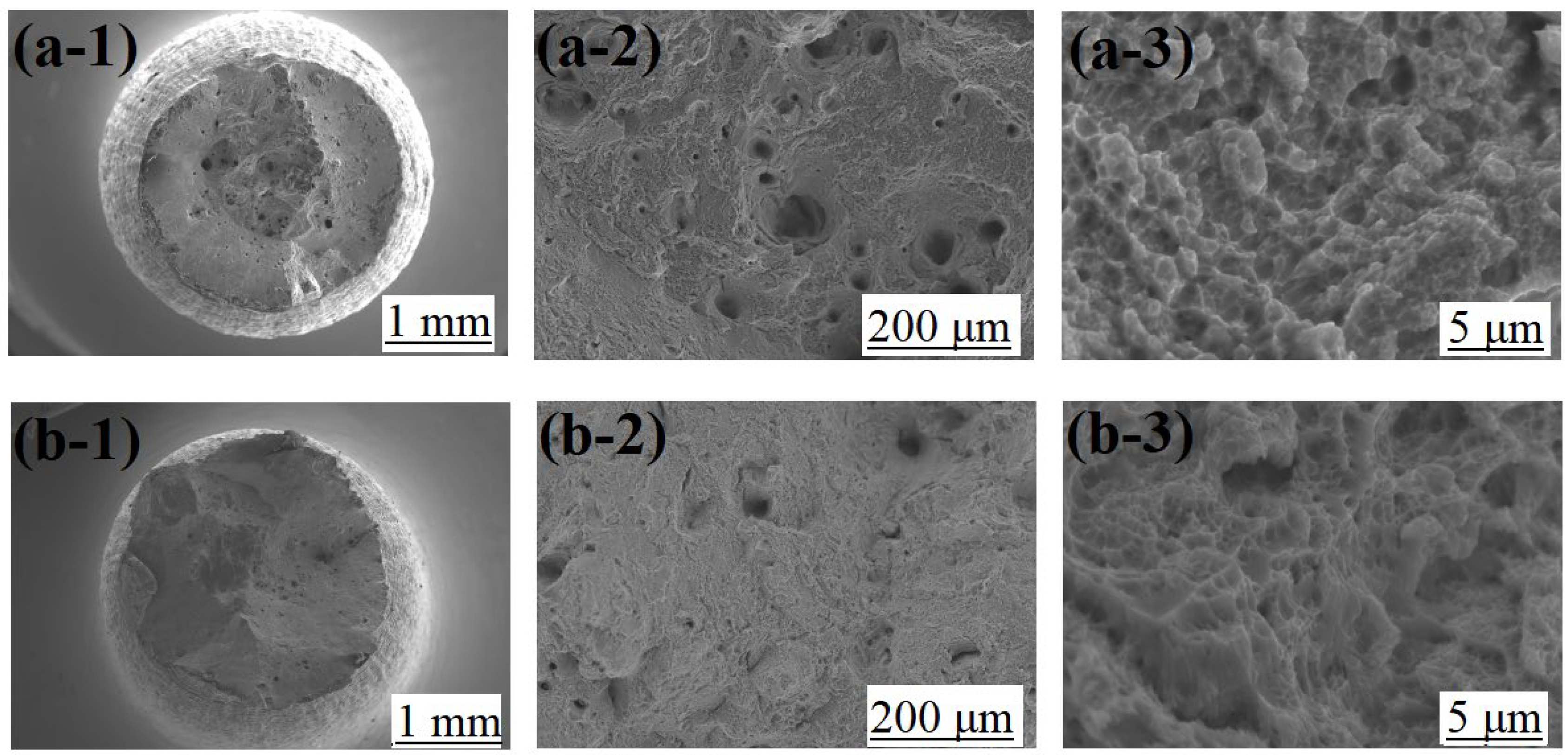
3.5. Tensile Test and Fracture Analysis
4. Conclusions
- (1)
- With the layer thickness of 0.03 mm, the relative optimal forming conditions require the heating power of 190 W, hatch space of 0.09 mm, and scanning speed of 800 mm/s. Under such conditions, the obtained RD was 99.24% and the hardness was 75 HRB, which was better than the other samples.
- (2)
- Uniform and dense microcellular structures with larger columnar crystals are observed from a etched sample. While the fine grains are randomly oriented at the edge of the molten pool, the columnar crystals in the molten pool are aligned along the <001> direction. Many dislocations between the laths and the cell-like structures are entangled to form dislocation clusters. Spherical oxide nano-precipitates are formed near the cell-like structures.
- (3)
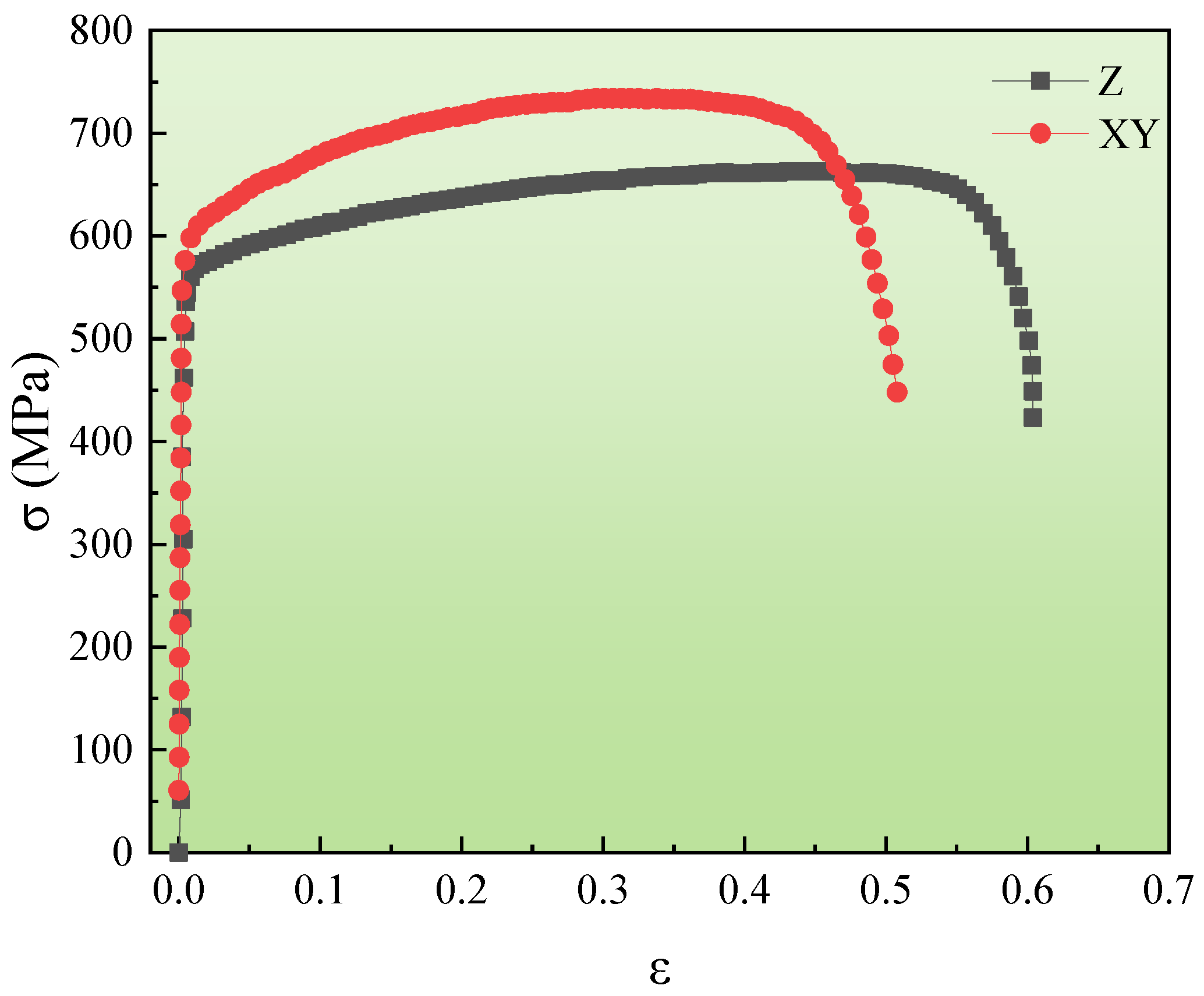
- The highly anisotropic mechanical properties were determined by the manufacturing direction. The XY-sample has an elongation of 50%, which was significantly lower than the 60% of the Z-sample. The yield and tensile strength of the XY sample were 595 MPa and 748 MPa, respectively, which are higher than that of the Z-sample (the yield and tensile strength were 573 MPa and 668 MPa, respectively).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Martina, F. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Frazier, E. William, Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Kai, G.; Wang, Z.; Ming, G.; Li, X.; Zeng, X. Effects of processing parameters on tensile properties of selective laser melted 304 stainless steel. Mater. Des. 2013, 50, 581–586. [Google Scholar]
- Li, Y.; Li, J.; Fu, C.; Bai, J.; Hou, J.; Lin, J.; Dai, Z. Hardening behavior of selective laser melted 304L stainless steel under Xe irradiation. Vacuum 2021, 192, 110453. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical Behavior of Additive Manufactured, Powder-bed Laser-Fused Materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Luecke, W.E.; Slotwinski, J.A. Mechanical Properties of Austenitic Stainless Steel Made by Additive Manufacturing. J. Res. Natl. Inst. Stan. 2014, 119, 398–418. [Google Scholar] [CrossRef]
- Kriewall, C.S.; Sutton, A.T.; Leu, M.C.; Newkirk, J.W.; Brown, B. Investigation of Heat-Affected 304L SS Powder and its Effect on Built Parts in Selective Laser Melting. In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2016; pp. 625–639. [Google Scholar]
- Ma, Y.; Gao, Y.; Zhao, L.; Li, D.; Men, Z. Optimization of Process Parameters and Analysis of Microstructure and Properties of 18Ni300 by Selective Laser Melting. Materials 2022, 15, 4757. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.-o.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.-K.; Beese, A.M. Functionally graded material of 304L stainless steel and inconel 625 fabricated by directed energy deposition: Characterization and thermodynamic modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Nai, M.L.S.; Zhu, Z.; Sun, C.N.; Wei, J.; Zhou, W. Characteristics of Inconel Powders for Powder-Bed Additive Manufacturing. Engineering 2017, 3, 695–700. [Google Scholar] [CrossRef]
- Ghayoor, M.; Lee, K.; He, Y.; Chang, C.-h.; Paul, B.K.; Pasebani, S. Selective laser melting of 304L stainless steel: Role of volumetric energy density on the microstructure, texture and mechanical properties. Addit. Manuf. 2020, 32, 101011. [Google Scholar] [CrossRef]
- Hou, J.; Chen, W.; Chen, Z.; Zhang, K.; Huang, A. Microstructure, tensile properties and mechanical anisotropy of selective laser melted 304L stainless steel. J. Mater. Sci. Technol. 2020, 48, 63–71. [Google Scholar] [CrossRef]
- Jeong, J.; Lee, Y.; Park, J.M.; Lee, D.J.; Jeon, I.; Sohn, H.; Kim, H.S.; Nam, T.-H.; Sung, H.; Seol, J.B. Metastable δ-ferrite and twinning-induced plasticity on the strain hardening behavior of directed energy deposition-processed 304L austenitic stainless steel. Addit. Manuf. 2021, 47, 102363. [Google Scholar] [CrossRef]
- Lee, D.-H.; Gao, Z.; Park, J.-M.; Zhao, Y.; Suh, J.-Y.; Jägle, E.A.; Tsuchiya, K.; Ramamurty, U.; Jang, J.-I. Nanomechanical and microstructural characterization on the synergetic strengthening in selectively laser melted austenitic stainless steel. Scr. Mater. 2022, 209, 114359. [Google Scholar] [CrossRef]
- Olson, G.; Cohen, M. A mechanism for the strain-induced nucleation of martensitic transformations. J. Less Common Met. 1972, 28, 107–118. [Google Scholar] [CrossRef]
- Spencer, K.; Véron, M.; Yu-Zhang, K.; Embury, J. The strain induced martensite transformation in austenitic stainless steels: Part 1–Influence of temperature and strain history. Mater. Sci. Technol. Lond. 2009, 25, 7–17. [Google Scholar] [CrossRef]
- Masumura, T.; Nakada, N.; Tsuchiyama, T.; Takaki, S.; Koyano, T.; Adachi, K. The difference in thermal and mechanical stabilities of austenite between carbon-and nitrogen-added metastable austenitic stainless steels. Acta Mater. 2015, 84, 330–338. [Google Scholar] [CrossRef]
- Tian, Y.; Borgenstam, A.; Hedström, P. Comparing the deformation-induced martensitic transformation with the athermal martensitic transformation in Fe-Cr-Ni alloys. J. Alloy. Compd. 2018, 766, 131–139. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Amine, T.; Kriewall, C.S.; Newkirk, J.W. Long-term effects of temperature exposure on SLM 304L stainless steel. Jom 2018, 70, 384–389. [Google Scholar] [CrossRef]
- Sabooni, S.; Karimzadeh, F.; Enayati, M.; Ngan, A.; Jabbari, H. Gas tungsten arc welding and friction stir welding of ultrafine grained AISI 304L stainless steel: Microstructural and mechanical behavior characterization. Mater. Charact. 2015, 109, 138–151. [Google Scholar] [CrossRef]
- Fu, J.; Yang, Y. Origin of the lathy ferrite in AISI 304 stainless steel during directional solidification. J. Alloy. Compd. 2013, 580, 191–194. [Google Scholar] [CrossRef]
- Inoue, H.; Koseki, T. Solidification mechanism of austenitic stainless steels solidified with primary ferrite. Acta Mater. 2017, 124, 430–436. [Google Scholar] [CrossRef]
- Battezzati, B.L. Multicomponent phase selection theory applied to high nitrogen and high manganese stainless steels. Scr. Mater. 2006, 55, 839–842. [Google Scholar]
- Elmer, J.; Allen, S.; Eagar, T. Microstructural development during solidification of stainless steel alloys. Metall. Trans. A 1989, 20, 2117–2131. [Google Scholar] [CrossRef]
- Guo, L.; Zhang, L.; Andersson, J.; Ojo, O. Additive manufacturing of 18% nickel maraging steels: Defect, structure and mechanical properties: A review. J. Mater. Sci. Technol. 2022, 120, 227–252. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Mn | P | S | Si | O | C | Fe |
|---|---|---|---|---|---|---|---|---|
| 19.15 | 9.54 | 1.04 | 0.009 | 0.004 | 0.38 | 0.066 | 0.01 | Bal. |
| Number | Laser Power (w) | Hatch Space (mm) | Scanning Speed (mm/s) | RD (%) | Hardness (HRB) |
|---|---|---|---|---|---|
| 1 | 1 (200) | 1 (0.06) | 1 (1000) | 97.85624 | 69 |
| 2 | 1 | 2 (0.09) | 2 (800) | 99.06683 | 70 |
| 3 | 1 | 3 (0.12) | 3 (600) | 97.59142 | 71 |
| 4 | 2 (190) | 1 | 2 | 99.04161 | 72 |
| 5 | 2 | 2 | 3 | 99.24338 | 75 |
| 6 | 2 | 3 | 1 | 98.42371 | 72.5 |
| 7 | 3 (170) | 1 | 3 | 97.38966 | 68 |
| 8 | 3 | 2 | 1 | 97.61665 | 73 |
| 9 | 3 | 3 | 2 | 98.32282 | 71 |
| Actor | RD (%) | Hardness (HRB) | |||||
|---|---|---|---|---|---|---|---|
| Project | Laser Power | Hatch Space | Scanning Speed | Laser Power | Hatch Space | Scanning Speed | |
| Mean 1 | 98.171 | 98.096 | 97.966 | 70 | 69.667 | 71.5 | |
| Mean 2 | 98.903 | 98.642 | 98.81 | 73.167 | 72.667 | 71 | |
| Mean 3 | 97.776 | 98.113 | 98.075 | 70.667 | 71.5 | 71.333 | |
| Range | 1.127 | 0.546 | 0.844 | 3.167 | 3 | 0.5 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Y.; Gao, Y.; Zhao, L.; Zhang, H.; Li, D.; Yang, L.; Yu, C. Understanding of Excellent Mechanical Performance of 304L Manufactured by Optimal Selective Laser Melting (SLM) Conditions. Materials 2023, 16, 1661. https://doi.org/10.3390/ma16041661
Ma Y, Gao Y, Zhao L, Zhang H, Li D, Yang L, Yu C. Understanding of Excellent Mechanical Performance of 304L Manufactured by Optimal Selective Laser Melting (SLM) Conditions. Materials. 2023; 16(4):1661. https://doi.org/10.3390/ma16041661
Chicago/Turabian StyleMa, Yaxin, Yifei Gao, Lei Zhao, Hong Zhang, Dongling Li, Lixia Yang, and Chuntang Yu. 2023. "Understanding of Excellent Mechanical Performance of 304L Manufactured by Optimal Selective Laser Melting (SLM) Conditions" Materials 16, no. 4: 1661. https://doi.org/10.3390/ma16041661
APA StyleMa, Y., Gao, Y., Zhao, L., Zhang, H., Li, D., Yang, L., & Yu, C. (2023). Understanding of Excellent Mechanical Performance of 304L Manufactured by Optimal Selective Laser Melting (SLM) Conditions. Materials, 16(4), 1661. https://doi.org/10.3390/ma16041661