


Study on Epoxy Resin Composite Reinforced with Rice Straw Fiber
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Straw Fiber
2.2.1. Straw Fiber Harvest
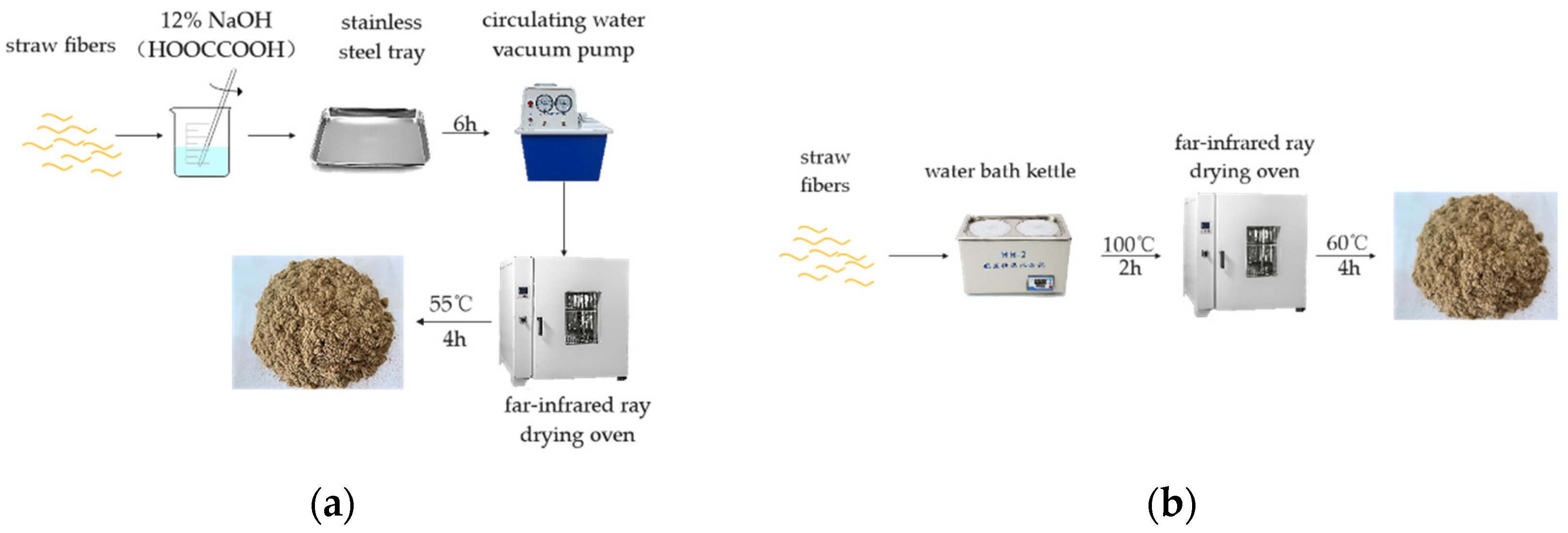
2.2.2. Straw Fiber Pretreatment
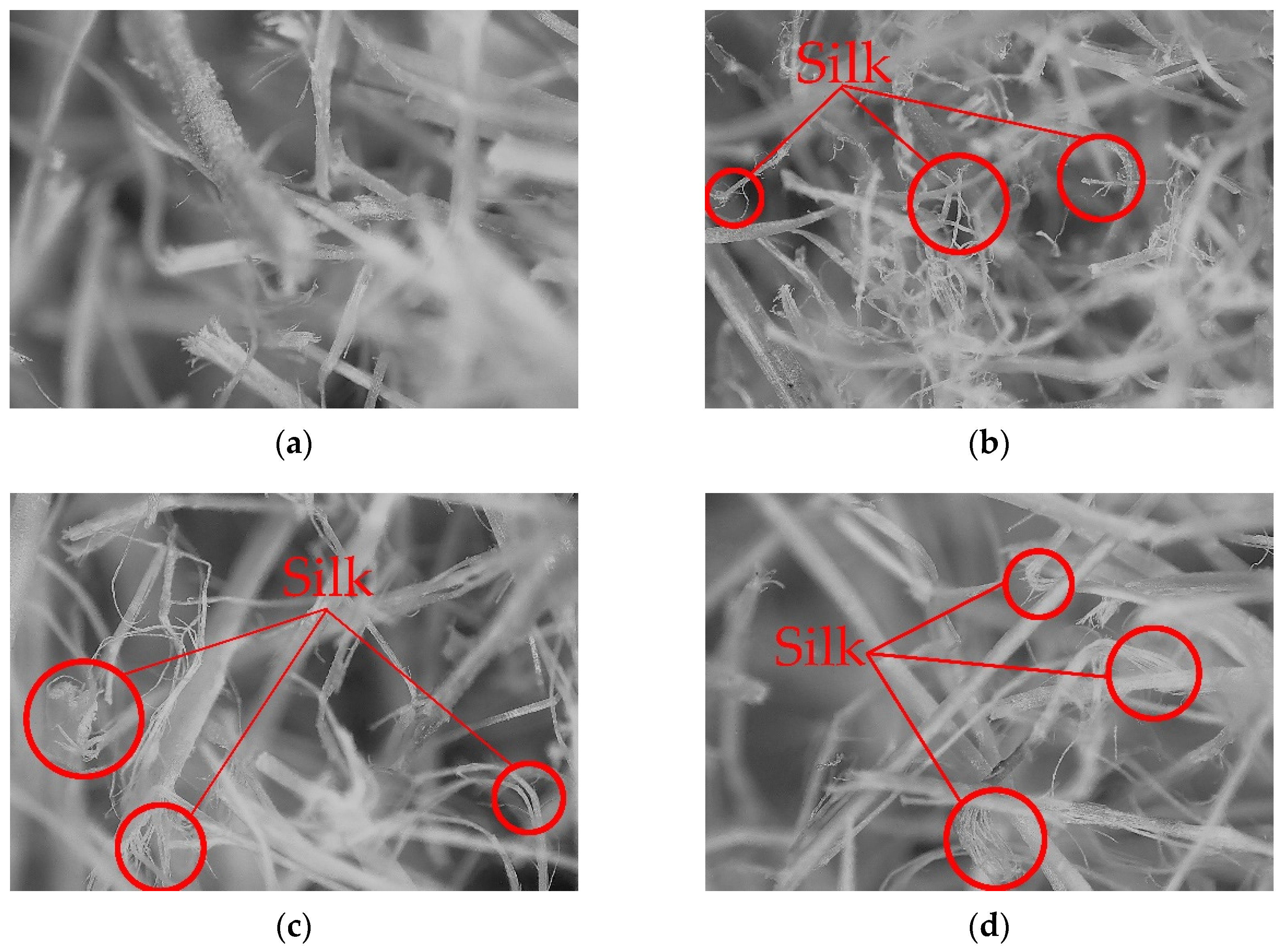
2.2.3. Characterization of Straw Fiber
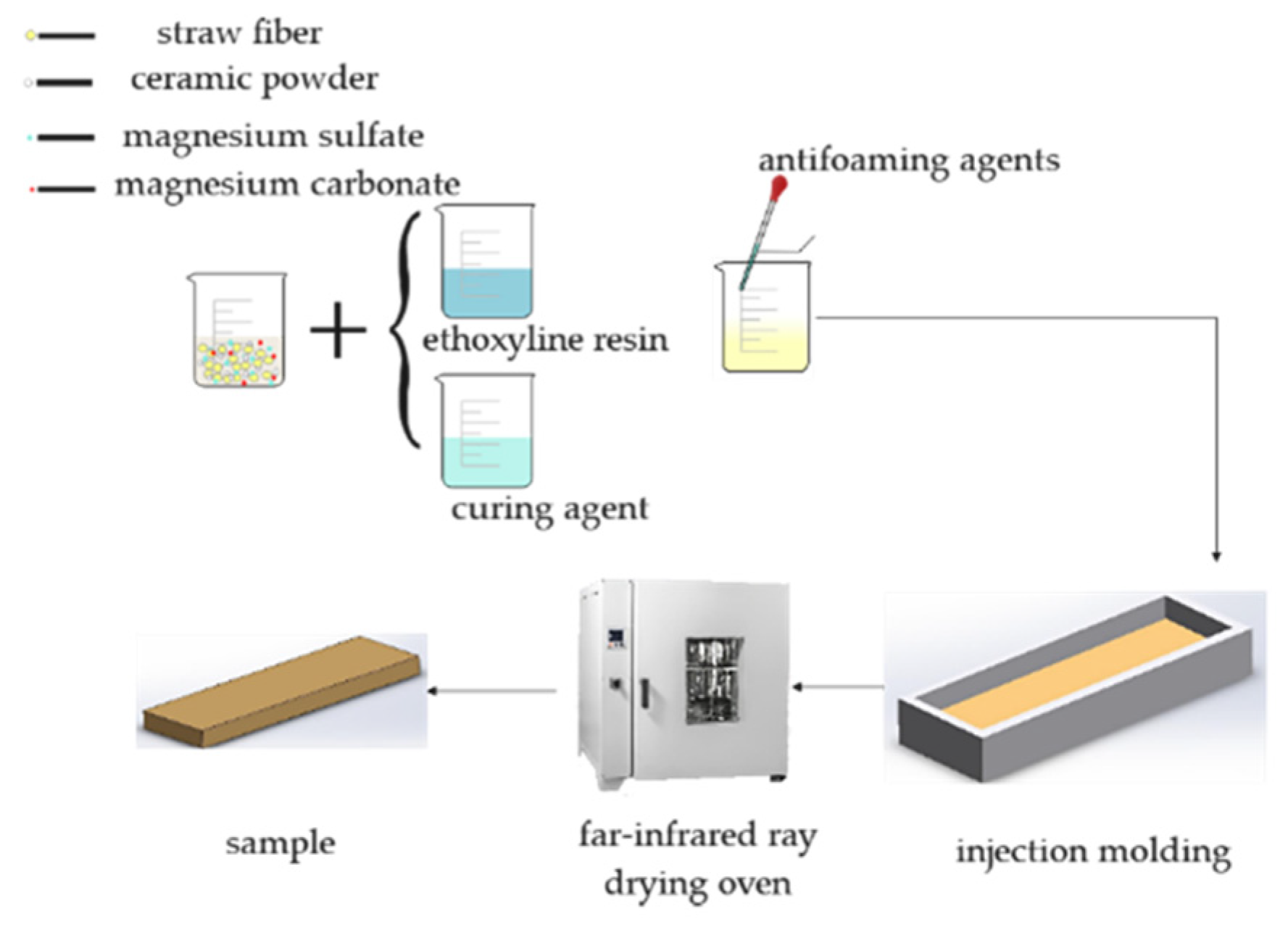
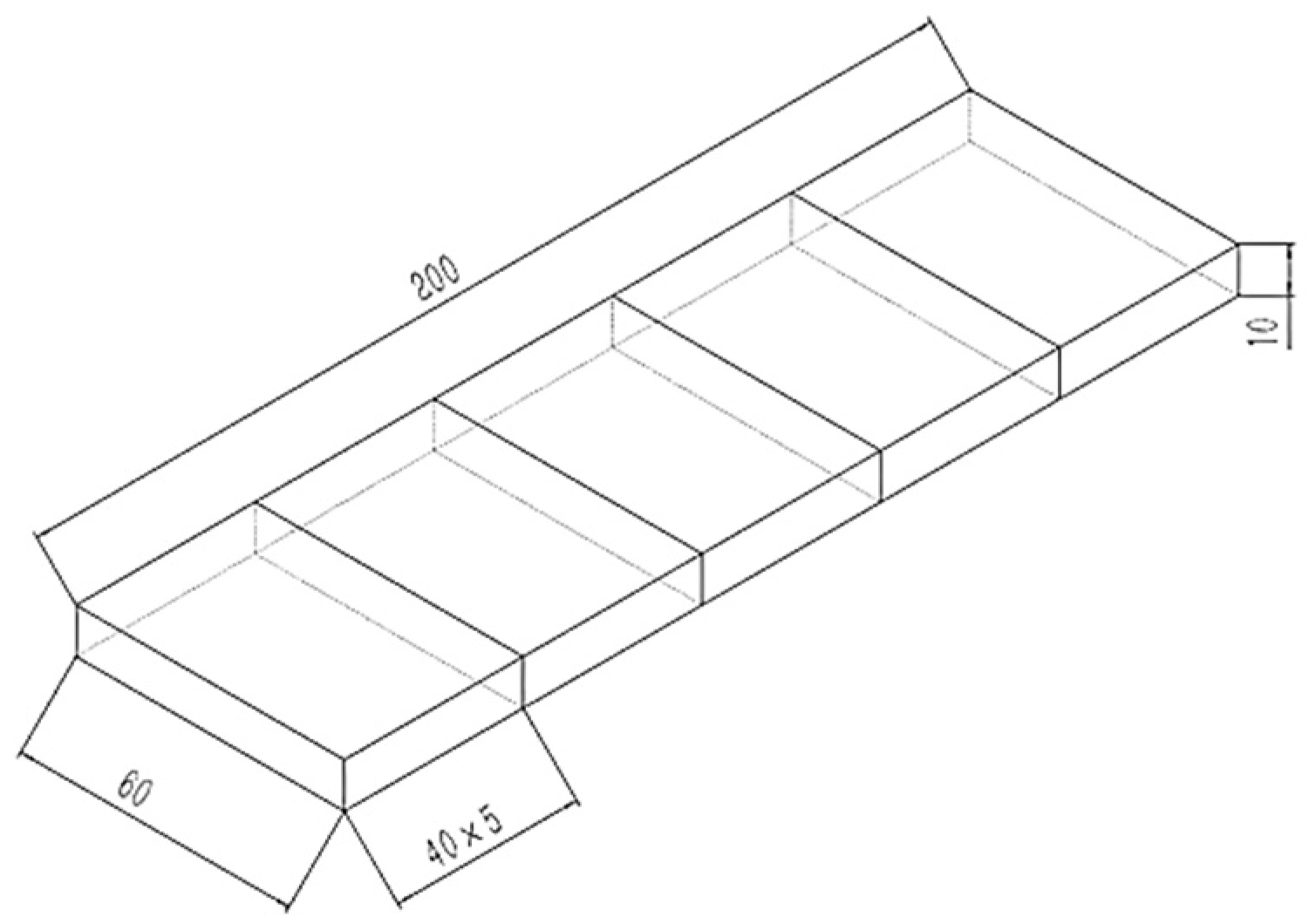
2.3. Composite Material Preparation Process
2.4. Functional Test
2.4.1. Tensile Strength
2.4.2. Flexural Strength
2.4.3. Water Absorption Test
2.4.4. Density Test
2.4.5. Surface Aperture Analysis
3. Results and Discussion
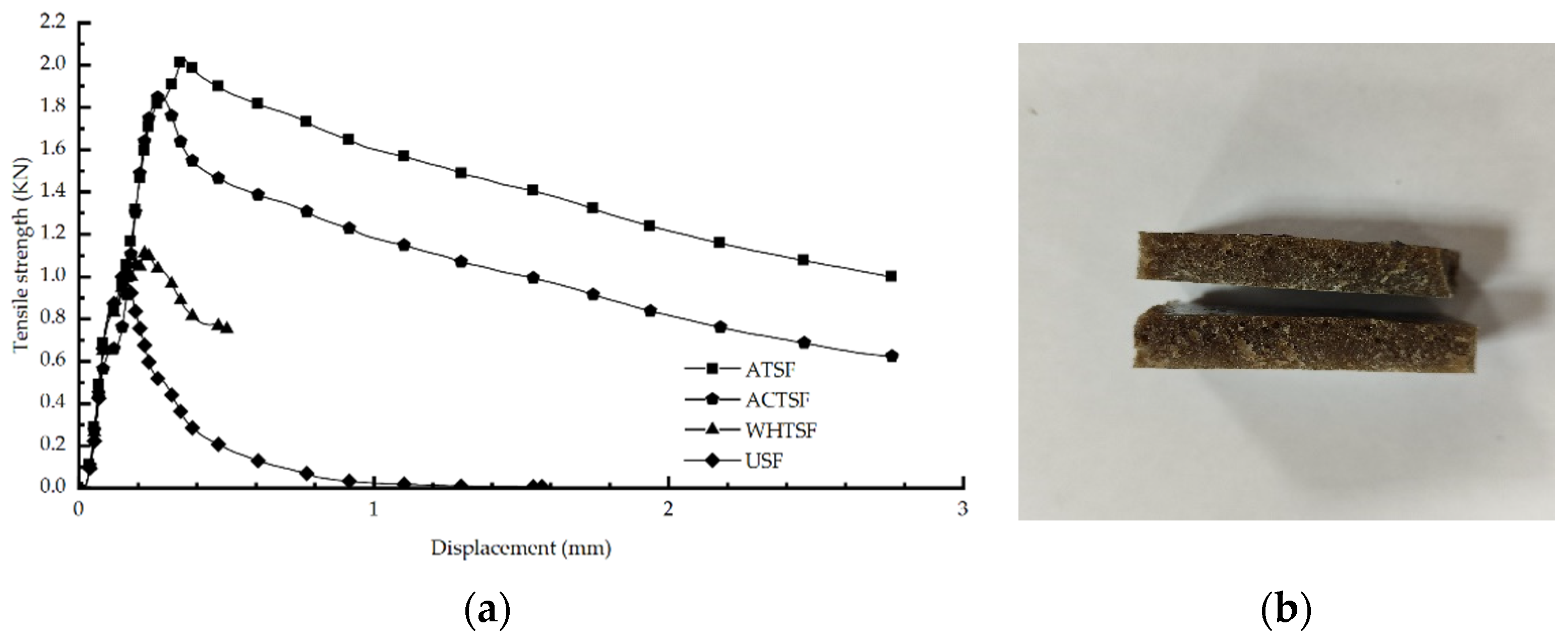
3.1. Tensile Strength
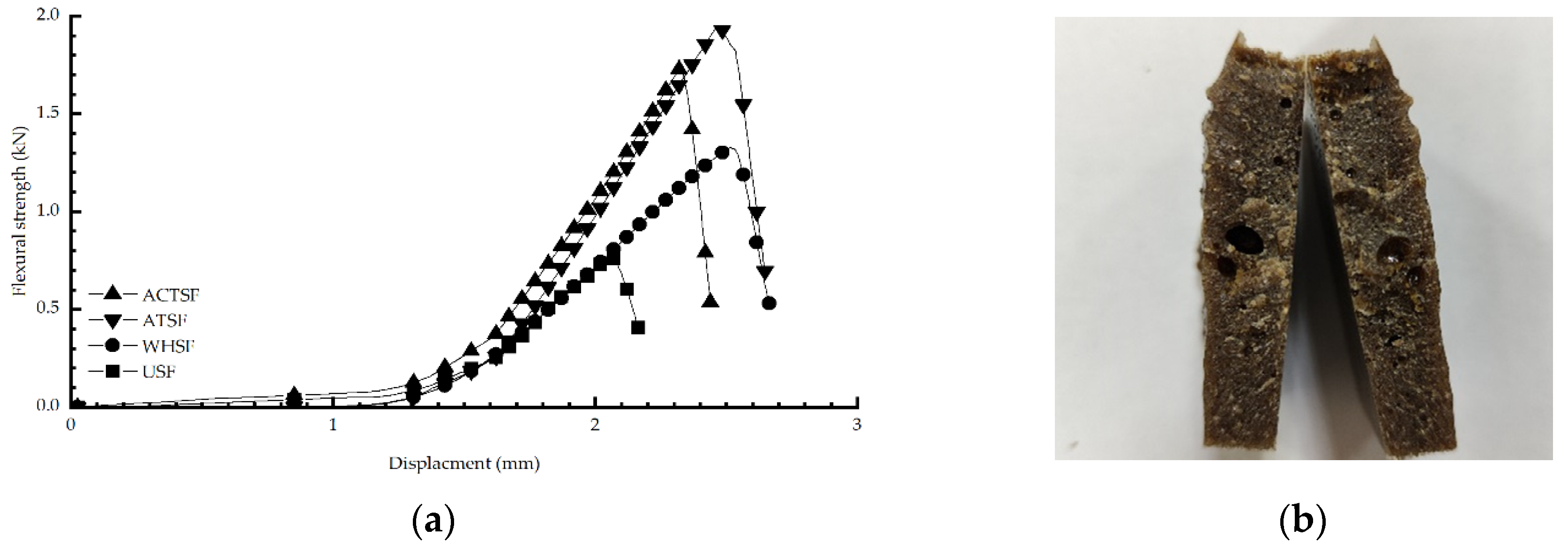
3.2. Flexural Strength
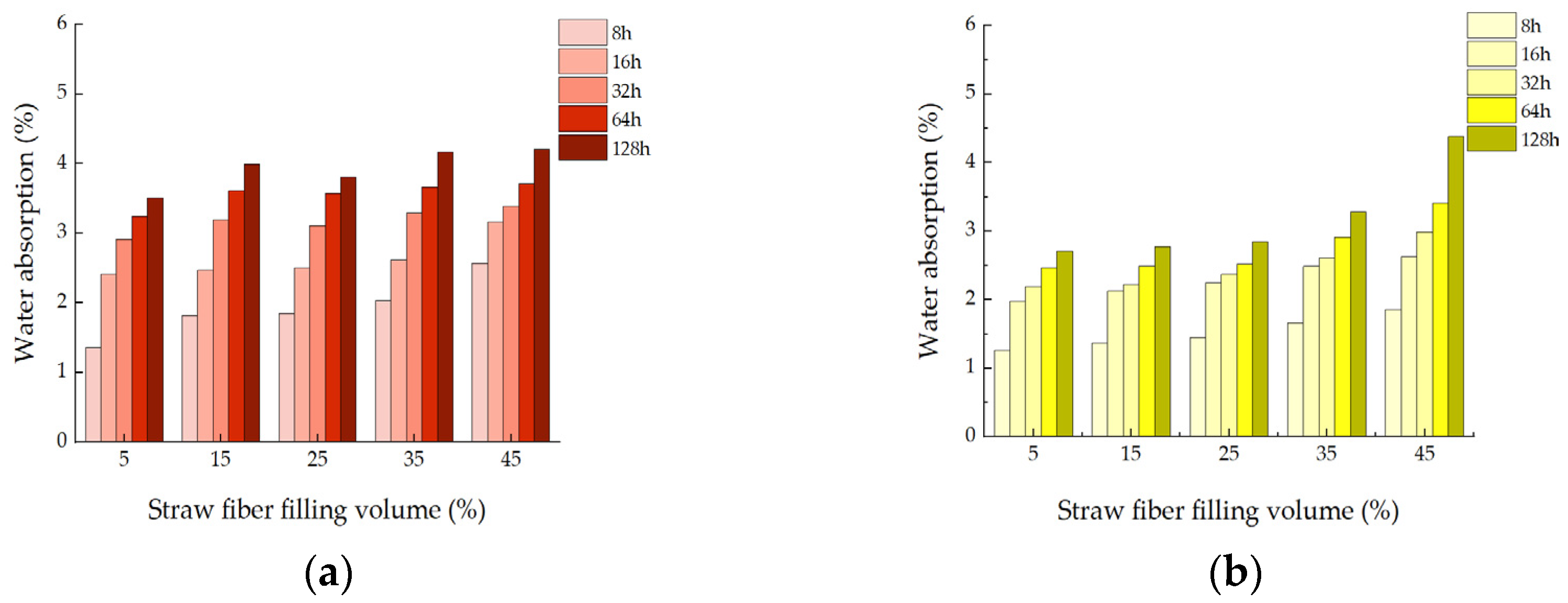
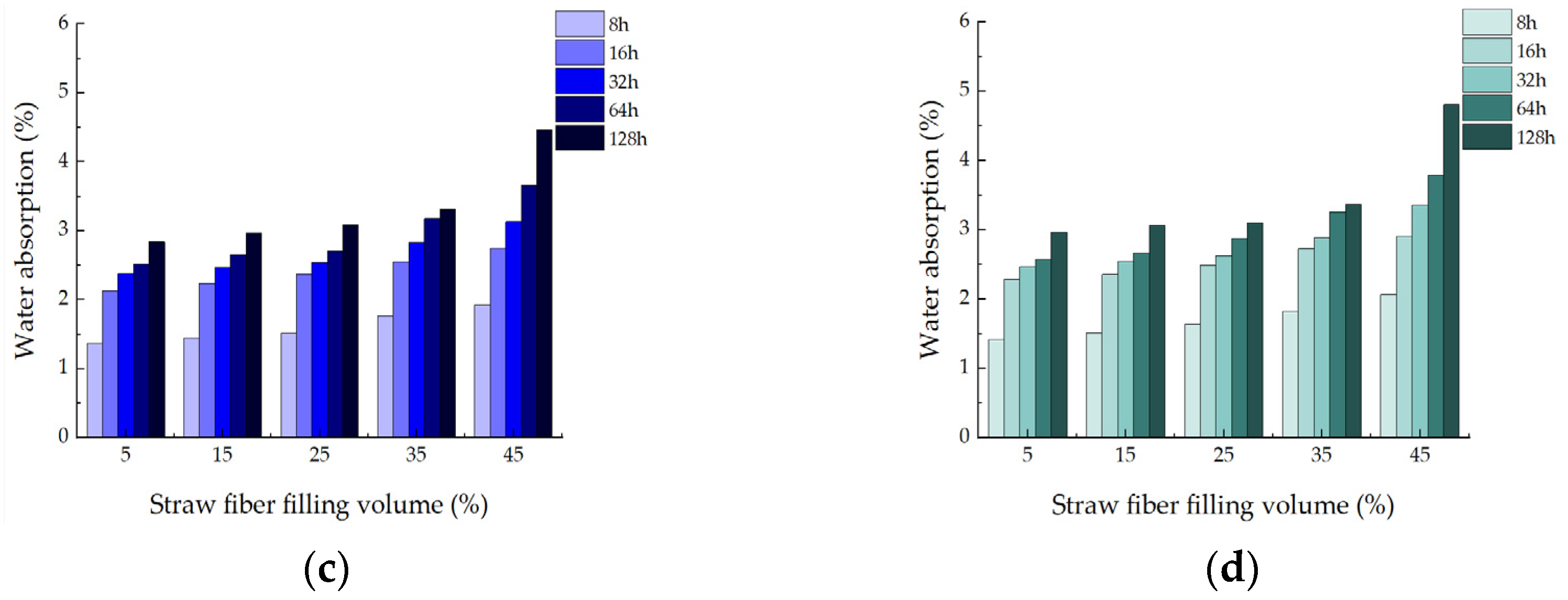
3.3. Water Absorption Test
3.4. Density Determination
3.5. Surface Aperture Analysis
3.6. Discussion
4. Conclusions
- Through the characterization analysis of the pretreatment straw fiber and the control group (untreated rice straw fiber), it was found that the straw fiber after alkali treatment produced the most “silk”, the best defibrillation effect. Secondly, straw fiber after acid treatment; The defibrillation effect of the straw fiber after wet-heat treatment is poor.
- Compared with the control group, it was found that under the same pretreatment method, the composite’s tensile strength, tensile modulus, flexural strength, and bending modulus reached1.89 KN and 3.92 MPa, 2.00 KN and 81.65 MPa, respectively, when the straw fiber filling amount reached 15%. When the same amount of straw fiber is filled, the composite material after alkali treatment has the best performance, followed by the composite material after acid treatment, and the composite material after wet and hot treatment has poor performance.
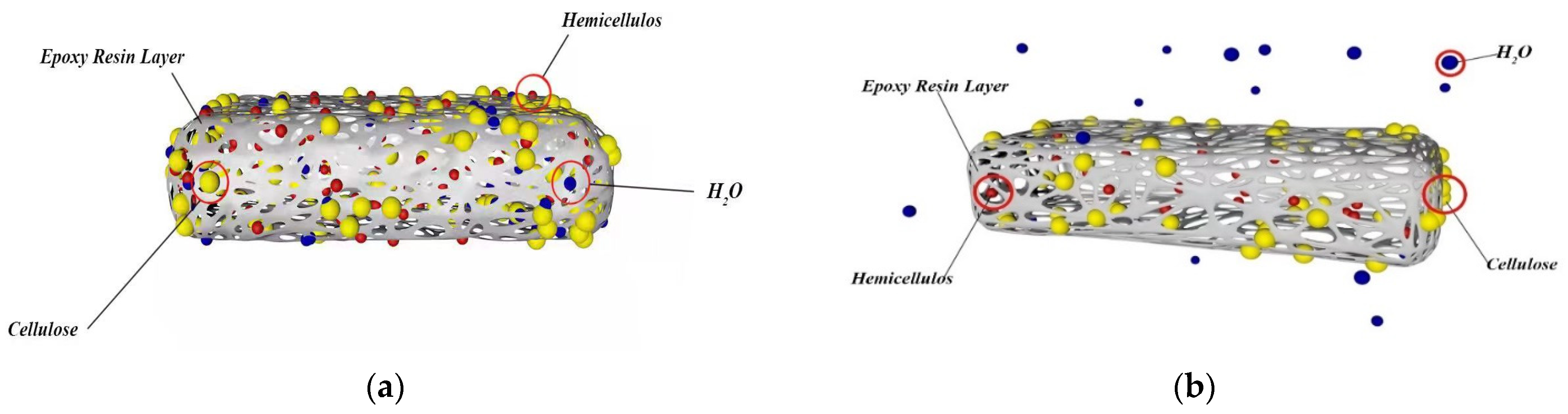
- In the water absorption test, the change process of the composite material is divided into two stages, namely the rising stage and the continuous rising stage. The water absorption performance of the composite mainly depends on the rising stage. When the filling amount of straw fiber reaches 15% and the water absorption time is 128 h, the performance of the composite reaches its best. The optimal water absorption rate of the composite material after alkali treatment reached 2.77%, the optimal water absorption rate of the composite material after acid treatment reached 2.97%, and the optimal water absorption rate of the composite material after wet and hot treatment reached 4.81%.
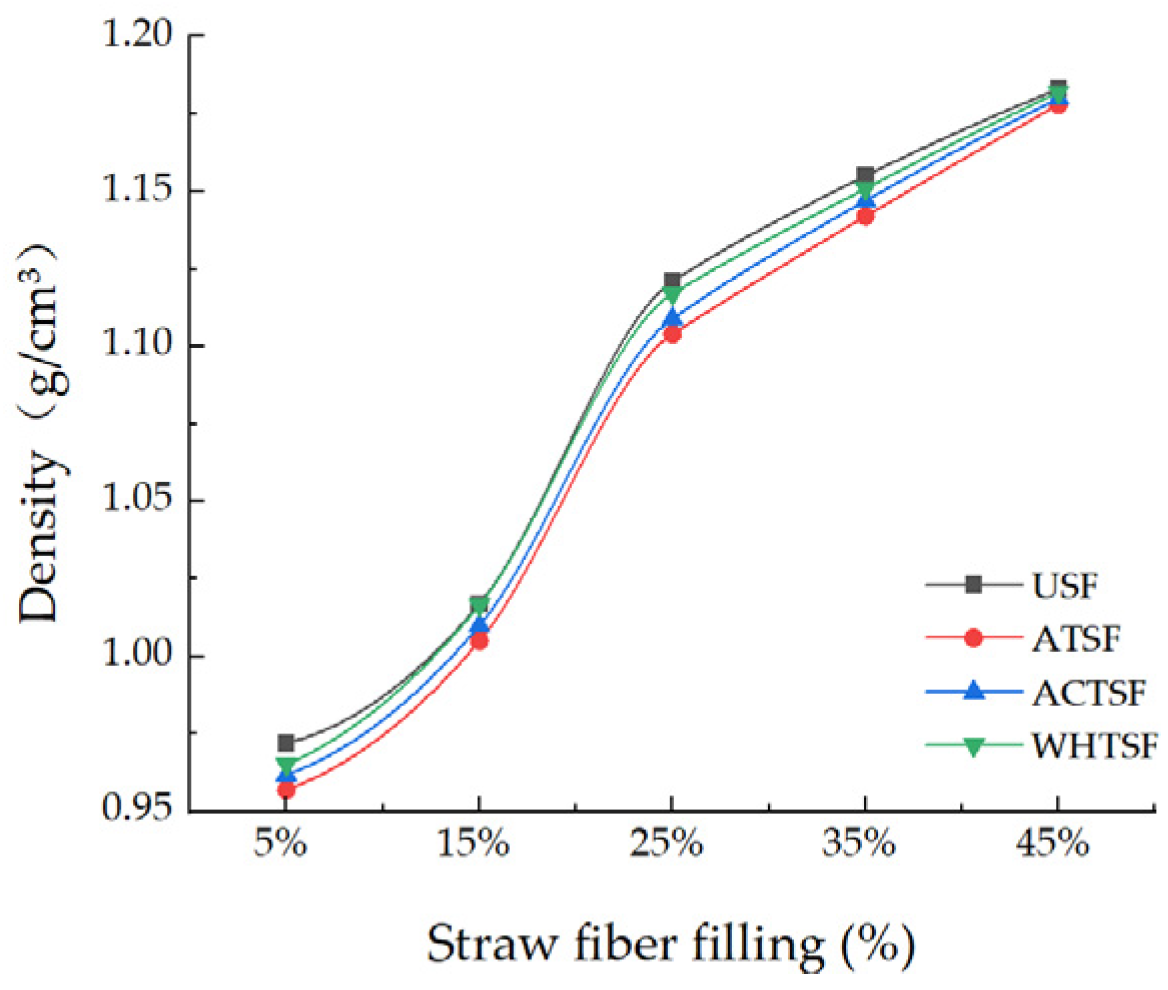
- In the density test of composite materials, when the straw fiber filling amount reaches 5%, the density of composite materials is the minimum. Among them, the minimum density of the composite material after alkali treatment is 0.96 g/cm3, the minimum density of the composite material after acid treatment is 0.961 g/cm3, and the minimum density of the composite material after wet and hot treatment is 0.965 g/cm3.
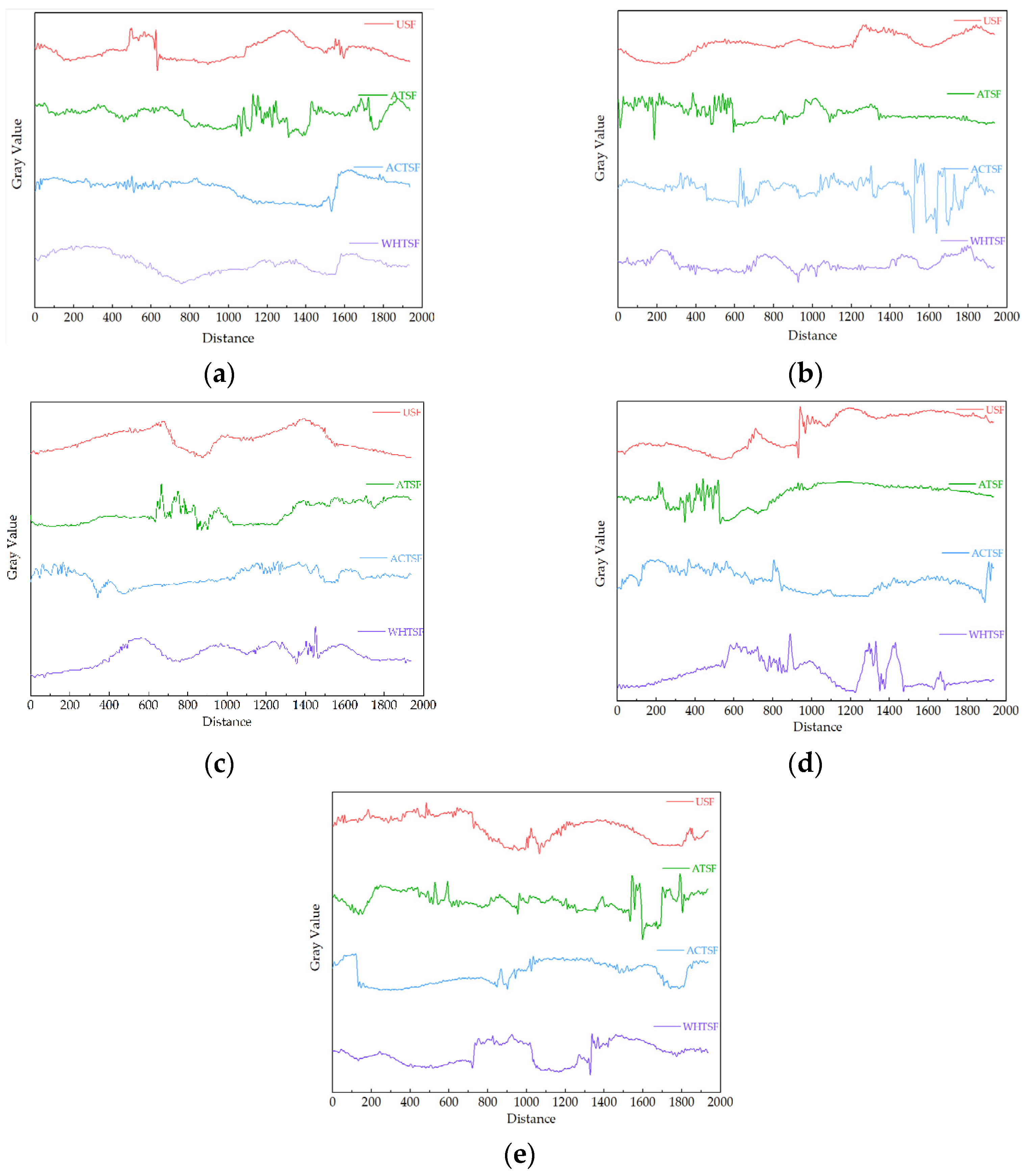
- The pore structure and distribution of composite materials were further verified by Image J software. The results showed that when the straw fiber filling amount was 15%, the composite materials prepared by the alkali treatment method had the smallest pores and minor distribution.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, B.; Zhu, G.; Ding, P. The Research Progress of Epoxy Resin Coating in Building Waterproof. In Proceedings of the International Conference on Structures and Building Materials (ICSBM 2013), Guizhou, China, 9–10 March 2013; pp. 1779–1782. [Google Scholar] [CrossRef]
- Ruan, K.; Zhong, X.; Shi, X.; Dang, J.; Gu, J. Liquid crystal epoxy resins with high intrinsic thermal conductivities and their composites: A mini-review. Mater. Today Phys. 2021, 20, 100456. [Google Scholar] [CrossRef]
- Dong, J. Flame Retardant of Epoxy Resin Composites. In Proceedings of the 2nd International Conference on Structures and Building Materials (ICSBM 2012), Hangzhou, China, 10 March 2012. [Google Scholar] [CrossRef]
- Jin, F.-L.; Li, X.; Park, S.-J. Synthesis and application of epoxy resins: A review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Yin, Q.; Di, M. Preparation and Mechanical Properties of Lignin/Epoxy Resin Composites. In Proceedings of the 3rd International Conference on Manufacturing Science and Engineering (ICMSE 2012), Xiamen, China, 27-29 March 2012. [Google Scholar] [CrossRef]
- Azmi, N.N.; Shahrum, M.A.M.; Redzuan, A.N.A.; Mahmud, J. Compressive failure behavior of glass epoxy and graphite epoxy composite laminates due to the effects of different cut-out sizes and variations in fiber orientation. In Proceedings of the 2nd Innovative Manufacturing, Mechatronics and Materials Forum (IM3F), Pekan, Malaysia, 20 September 2021. [Google Scholar] [CrossRef]
- Lin, G.; Mu, X.; Qu, D. Research on Structure and Mechanical Properties of Epoxy resin/Clay Nanocomposites by Shock Wave Method. In Proceedings of the Asian Workshop on Polymer Processing (AWPP2011), Qingdao, China, 23 May 2012. [Google Scholar] [CrossRef]
- Norshamira, A.; Mariatti, M. Multilayer Graphene Filled Epoxy Thin Film Composites: Transparency, Morphology and Thermal Conductivity. J. Polym. Mater. 2016, 33, 181–190. [Google Scholar]
- Zhai, Z.; Feng, L.; Li, G.; Liu, Z.; Chang, X. The anti-ultraviolet light (UV) aging property of aluminium particles/epoxy composite. Prog. Org. Coat. 2016, 101, 305–308. [Google Scholar] [CrossRef]
- Zhang, Z.; Fu, K.; Li, Y. Improved interlaminar fracture toughness of carbon fiber/epoxy composites with a multiscale cellulose fiber interlayer. Compos. Commun. 2021, 27, 100898. [Google Scholar] [CrossRef]
- Dusek, J.; Jerman, M.; Podlena, M.; Boehm, M.; Cerny, R. Sustainable composite material based on surface-modified rape straw and environment-friendly adhesive. Constr. Build. Mater. 2021, 300, 124036. [Google Scholar] [CrossRef]
- Gnanaraj, S.J.P.; Balasubramanian, V.; Munaf, A.A.; Stalany, V.M.; Chandrasekar, K.; Kumar, M.S. Investigation on drilling parameters of jute and cotton fiber strengthened epoxy composites. In Proceedings of the International Conference on Mechanical, Electronics and Computer Engineering (ICMECE)–Materials Science, Kancheepuram, India, 25 June 2021. [Google Scholar] [CrossRef]
- Kar, J.; Rout, A.K.; Sutar, A.K.; Mohanty, T. Study on Static and Dynamic Mechanical Properties of Hybrid Palm Stalk Fiber Reinforced Epoxy Composites. Bioresources 2020, 15, 4249–4270. [Google Scholar] [CrossRef]
- Kumar, N.S.; Buddi, T.; Lakshmi, A.A.; Rajesh, K.V.D. Synthesis and evaluation of mechanical properties for coconut fiber composites-A review. In Proceedings of the 11th International Conference on Materials, Processing and Characterization (ICMPC), Indore, India, 15–17 December 2020. [Google Scholar] [CrossRef]
- Siregar, J.P.; Zalinawati, M.; Cionita, T.; Rejab, M.R.M.; Mawarnie, I.; Jaafar, J.; Hamdan, M.H.M. Mechanical properties of hybrid sugar palm/ramie fibre reinforced epoxy composites. In Proceedings of the Innovative Manufacturing, Mechatronics and Materials Forum (iM3F), Pekan, Malaysia, 6 August 2020. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; ElayaPerumal, A.; Alavudeen, A.; Thiruchitrambalam, M. Mechanical and water absorption behaviour of banana/sisal reinforced hybrid composites. Mater. Des. 2011, 32, 4017–4021. [Google Scholar] [CrossRef]
- Qi, X.; Yao, W.; Zhang, W.; Yu, W.; Zhang, J.; Xu, H. Preparation and Properties of Epoxy Resin/Long Bamboo Fiber Composites. Plast. Sci. Technol. 2021, 49, 16–21. [Google Scholar] [CrossRef]
- Supian, A.B.M.; Jawaid, M.; Rashid, B.; Fouad, H.; Saba, N.; Dhakal, H.N.; Khiari, R. Mechanical and physical performance of date palm/bamboo fibre reinforced epoxy hybrid composites. J. Mater. Res. Technol. JmrT 2021, 15, 1330–1341. [Google Scholar] [CrossRef]
- Noryani, M.; Aida, H.J.; Nadlene, R.; Mastura, M.T.; Shaharuzaman, M.A. Correlation study on physical properties and mechanical properties of kenaf fibre composites. In Proceedings of the 3rd Symposium on Industrial Science and Technology (SISTEC), Kuantan, Malaysia, 25–26 August 2021. [Google Scholar] [CrossRef]
- Ghazilan, A.L.A.; Mokhtar, H.; Dawood, M.S.I.S.; Aminanda, Y.; Ali, J.S.M. Tensile Mechanical Property of Oil Palm Empty Fruit Bunch Fiber Reinforced Epoxy Composites. In Proceedings of the 3rd International Conference on Mechanical, Automotive and Aerospace Engineering (ICMAAE), Kuala Lumpur, Malaysia, 25–27 July 2016. [Google Scholar] [CrossRef]
- Shang, L.; Ahrenfeldt, J.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Thomsen, T.; Stelte, W.; Henriksen, U.B. Changes of chemical and mechanical behavior of torrefied wheat straw. Biomass Bioenergy 2012, 40, 63–70. [Google Scholar] [CrossRef]
- Igathinathane, C.; Womac, A.R.; Sokhansanj, S. Corn stalk orientation effect on mechanical cutting. Biosyst. Eng. 2010, 107, 97–106. [Google Scholar] [CrossRef]
- Lecompte, T.; Le Duigou, A. Mechanics of straw bales for building applications. J. Build. Eng. 2017, 9, 84–90. [Google Scholar] [CrossRef]
- Yin, X.; Lawrence, M.; Maskell, D.; Ansell, M. Comparative micro-structure and sorption isotherms of rice straw and wheat straw. Energy Build. 2018, 173, 11–18. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, B.; Gao, D.; Wen, L. The Study on the Mechanical Properties of Poly(lactic acid)/Straw Fiber Composites. In Proceedings of the International Conference on Packaging Technology and Science (ICPTS 2012), Ningbo, China, 25–28 October 2012. [Google Scholar] [CrossRef]
- Jiang, D.; Jiang, D.; Lv, S.; Cui, S.; Sun, S.; Song, X.; He, S.; Zhang, J. Effect of flame-retardant rice straw fibers on properties of fiber cement-based composites at high temperatures. J. Build. Eng. 2021, 44, 102923. [Google Scholar] [CrossRef]
- Mamimin, C.; Chanthong, S.; Leamdum, C.; O-Thong, S.; Prasertsan, P. Improvement of empty palm fruit bunches biodegradability and biogas production by integrating the straw mushroom cultivation as a pretreatment in the solid-state anaerobic digestion. Bioresour. Technol. 2021, 319, 124227. [Google Scholar] [CrossRef] [PubMed]
- Mao, L.; Sonnenberg, A.S.M.; Arkel, J.V.; Cone, J.W.; Vos, C.H.D.; Marchal, J.L.M.; Hendriks, W.H. Storage temperature and time and its influence on feed quality of fungal treated wheat straw. Anim. Feed Sci. Technol. 2021, 272, 114749. [Google Scholar] [CrossRef]
- Rios-Badran, I.M.; Luzardo-Ocampo, I.; Fernando Garcia-Trejo, J.; Santos-Cruz, J.; Gutierrez-Antonio, C. Production and characterization of fuel pellets from rice husk and wheat straw. Renew. Energy 2020, 145, 500–507. [Google Scholar] [CrossRef]
- Liu, T.; He, G.; Lau, A.K.H. Statistical evidence on the impact of agricultural straw burning on urban air quality in China. Sci. Total Environ. 2020, 711, 134633. [Google Scholar] [CrossRef]
- El-Kassas, A.M.; Mourad, A.H.I. Novel fibers preparation technique for manufacturing of rice straw based fiberboards and their characterization. Mater. Des. 2013, 50, 757–765. [Google Scholar] [CrossRef]
- Liu, D.; Liu, K.; Liu, T.; Li, A.; Cheng, Q.; Wang, J.; Zhou, Y.; Li, R.; Yan, X. The Invention Relates to a Straw Fiber Crusher. CN215087593U, 10 December 2021. [Google Scholar]
- Li, J.; Ye, X.; Yu, J.; Cai, L.; Ruan, S.; Chang, Z. Study on the Rice Straw Pretreated with NaOH for Biogasification. Adv. Mater. Res. 2011, 1167, 140–146. [Google Scholar] [CrossRef]
- Ani, Z. Effect of Straw Surface Treatment Process on WPC Performance and Its Application in Interior Design. China Plast. Insdutry 2018, 46, 140–143. [Google Scholar] [CrossRef]
- Hou, Y.; Liu, H.; Zheng, H.; Wang, J. Sorption and Precipitation of Cadmium on Magnesium Carbonate. Ind. Saf. Environ. Prot. 2018, 44, 78–82. [Google Scholar]
- He, C.; Fu, L.; Xiong, J.; Diao, H. Study on the microstructure and properties of wheat straw with different treatments. J. Nanjing Agric. Univ. 2016, 39, 325–331. [Google Scholar] [CrossRef]
- D3039/D3039M-8; Standard Test Method for Tensile Properties of Polymer Matrix Composite Laminates. ASTM International: West Conshohocken, PA, USA, 2003.
- GB/T 17657—2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. National standard of People’s Republic of China, Standards Press of China: Beijing, China, 2013.
- GB/T 17657—1999; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. National standard of People’s Republic of China, Standards Press of China: Beijing, China, 2005.
- Chikesh, R.; Zaid, A.; Sonu, R.; Abhishek, K.; Abhay, K.; Kaushik, K. Fabrication and strength analysis of rice straw fibers reinforced epoxy biodegradable composite. Mater. Today Proc. 2021, 46, 331–335. [Google Scholar] [CrossRef]
- Mittal, V.; Sinha, S. Study the effect of fiber loading and alkali treatment on the mechanical and water absorption properties of wheat straw fiber-reinforced epoxy composites. Sci. Eng. Compos. Mater. 2017, 24, 731–738. [Google Scholar] [CrossRef]
- Zhang, L. Study on the Properties of Rice Straw Reinforced Linear Low Density Polyethylene Composites. Master’s Degree, Northeast Forsetry University, Harbin, China, June 2020. [Google Scholar]
- Jin, X.; Li, Y.; Li, X.; Yu, Z.; Zhang, T.; Ding, C.; Shi, G. Effect of Pretreatment Methods of Rice Straw on Straw Board Properties. Chin. J. Appl. Chem. 2016, 33, 430–435. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Straw Type | Dry Matter (%) | Ash (%DM) | Crude Protein (%DM) | Fiber Composition (%) | ||
|---|---|---|---|---|---|---|
| Fiber | Hemicellulose | Lignin | ||||
| Rice straw Maize straw Wheat straw Sorghum straw | 95.04 96.08 91.02 93.47 | 19.43 6.98 6.37 6.03 | 3.19 3.24 2.57 3.39 | 39.63 32.92 38.09 42.23 | 35.50 32.48 34.03 31.58 | 13.92 4.63 14.13 7.62 |
| Constituent (%) | Rice Straw | |||
|---|---|---|---|---|
| Husk | Whole Straw | Leaf | Stem | |
| Fiber Hemicellulose Lignin Residual ash | 36–43 19–25 18 12–16 | 45–60 33 8–19 6–33 | 37–41 22–25 7–8 29–37 | 23–44 24–28 4–6 8–16 |
| Material | Manufacturer |
|---|---|
| epoxy resin | Shenyang Dongyan Paint Decoration Co., LTD, Shenyang City, Liaoning Province, China |
| curing agent | Shenyang Dongyan Paint Decoration Co., LTD, Shenyang City, Liaoning Province, China |
| rice straw | Experimental field, Shenyang Agricultural University, Liaoning Province, China |
| ceramic powder | Shijiazhuang City, Hebei Province, China Lingshou County Chuangkai Mineral Products Co., LTD |
| magnesium carbonate | Hebei Songzhi Chemical Technology Co., LTD. Shijiazhuang City, Hebei Province, China 193.5195 |
| magnesium sulfate | Tianjin Zhiyuan Chemical Reagent Co., LTD |
| mold release | China Suzhou Kangxing Chemical Technology Co., LTD |
| antifoaming agents | China Shandong Xinrunjin Chemical Co. LTD |
| sodium hydroxide (NaOH) | analytically pure |
| oxalic acid (HOOCCOOH) | analytically pure |
| Instrument | Manufacturer |
|---|---|
| straw silk kneading machine | Shenyang Agricultural University, Shenyang City, Liaoning Province, China |
| straw fiber crusher | Shenyang Agricultural University, Shenyang City, Liaoning Province, China |
| far-infrared ray drying oven | Tianjin Tongli Xinda Instrument Factory, China |
| circulating water vacuum pump | Zhengzhou, Henan, China Zhengzhou Yuda Instrument Technology Co., LTD |
| high-speed crusher | Shanghai, China Dingshuai Electric Appliance Co., LTD |
| water bath kettle | Shanghai, China Lichen Instrument Technology Co., LTD |
| high-speed blunger | Shanghai, C hina Meiyingpu Instrument Manufacturing Co. LTD |
| ultra-depth of field microscope (VHX-5000) | Keansy(China),Shanghai City, China, Co., LTD |
| universal testing machine | Instrong(China),Shanghai, City, China, Co., LTD |
| silastic mold | Henan Pingdingshan Xingyucheng Mould Factory, Henan city, China |
| Source of Variance | SS | df | MS | F | p-Value |
|---|---|---|---|---|---|
| row line error value total | 12.45905 175.2678 5.79263 193.5195 | 11 4 44 59 | 1.132640455 43.8169525 0.131650682 | 8.60337705 332.8273876 | 7.56 × 10 −8 2.88 × 10 −32 |
| Source of Variance | SS | df | MS | F | p-Value |
|---|---|---|---|---|---|
| row line error value total | 267638.5333 2510385.167 96851.63333 2874875.333 | 11 4 44 59 | 24330.77576 627596.2917 2201.173485 | 11.05354754 285.1189586 | 2.06 × 10 −9 7.66 × 10 −31 |
| Source of Variance | SS | df | MS | F | p-Value |
|---|---|---|---|---|---|
| row line error value total | 540.4041783 235.40791 104.33813 880.1502183 | 11 4 44 59 | 49.12765258 58.8519775 2.371321136 | 20.71741858 24.81822331 | 6.61411 × 10−14 8.53167 × 10−11 |
| Source of Variance | SS | df | MS | F | p-Value |
|---|---|---|---|---|---|
| row line error value total | 4924897.65 4254198.167 415449.4333 9594545.25 | 11 4 44 59 | 447717.9682 1063549.542 9442.032576 | 47.41754115 112.6398933 | 9.98757 × 10−21 1.60787 × 10−22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Wang, J.; Liu, T.; Cheng, Q.; Li, A.; Li, Y.; Liu, Z.; Sun, J.; Liu, D. Study on Epoxy Resin Composite Reinforced with Rice Straw Fiber. Materials 2023, 16, 1370. https://doi.org/10.3390/ma16041370
Liu X, Wang J, Liu T, Cheng Q, Li A, Li Y, Liu Z, Sun J, Liu D. Study on Epoxy Resin Composite Reinforced with Rice Straw Fiber. Materials. 2023; 16(4):1370. https://doi.org/10.3390/ma16041370
Chicago/Turabian StyleLiu, Xinzhen, Jiaxin Wang, Tianqi Liu, Qian Cheng, Anhui Li, Yuge Li, Zihui Liu, Jiayi Sun, and Dejun Liu. 2023. "Study on Epoxy Resin Composite Reinforced with Rice Straw Fiber" Materials 16, no. 4: 1370. https://doi.org/10.3390/ma16041370
APA StyleLiu, X., Wang, J., Liu, T., Cheng, Q., Li, A., Li, Y., Liu, Z., Sun, J., & Liu, D. (2023). Study on Epoxy Resin Composite Reinforced with Rice Straw Fiber. Materials, 16(4), 1370. https://doi.org/10.3390/ma16041370