
Process Parameter Optimization for Laser Powder Bed Fusion of Fe-Si Alloy Considering Surface Morphology and Track Width of Single Scan Track

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Characteristics of the Single Scan Tracks
3.2. Effects of Process Parameters on Track Widths of SSTs
3.3. Effects of Process Condition on Cubic Sample Defects
3.4. L-PBF Process Map for Fe-3.4wt.%Si
4. Conclusions
- (1)
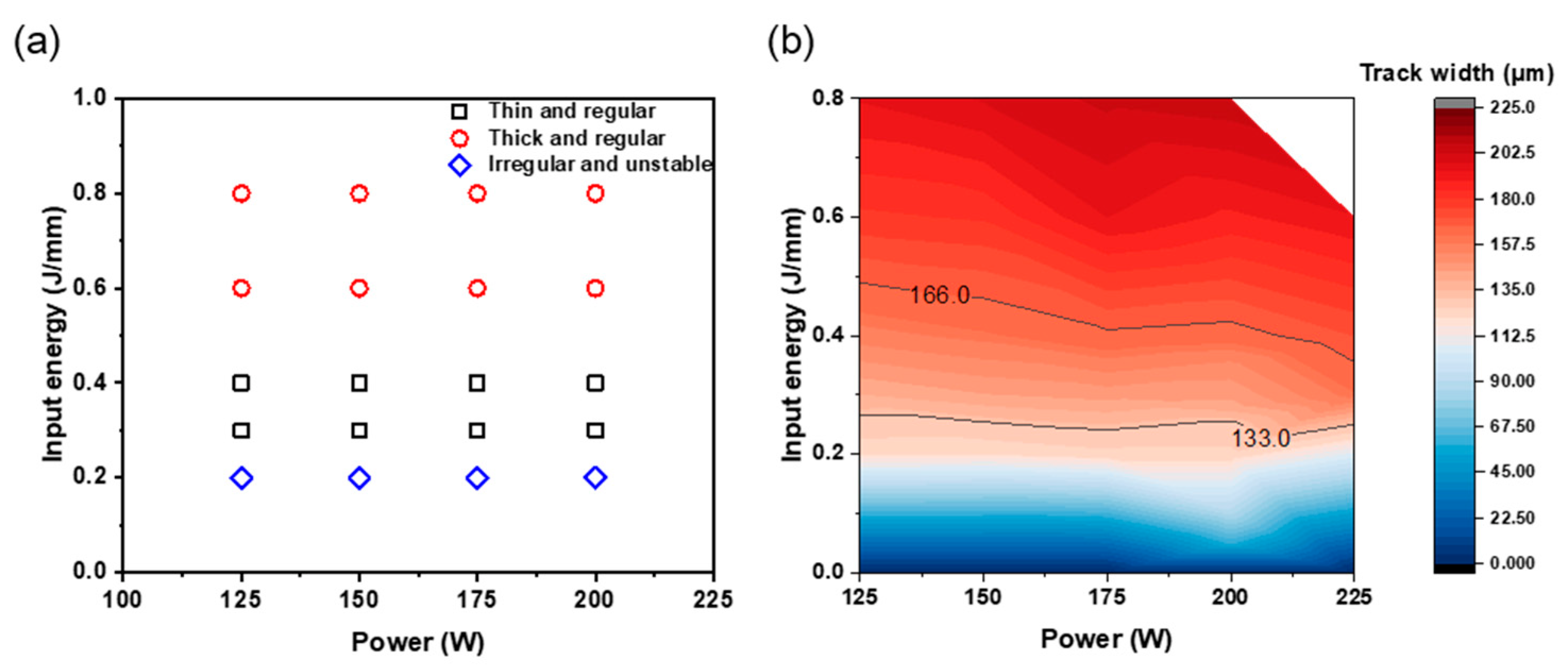
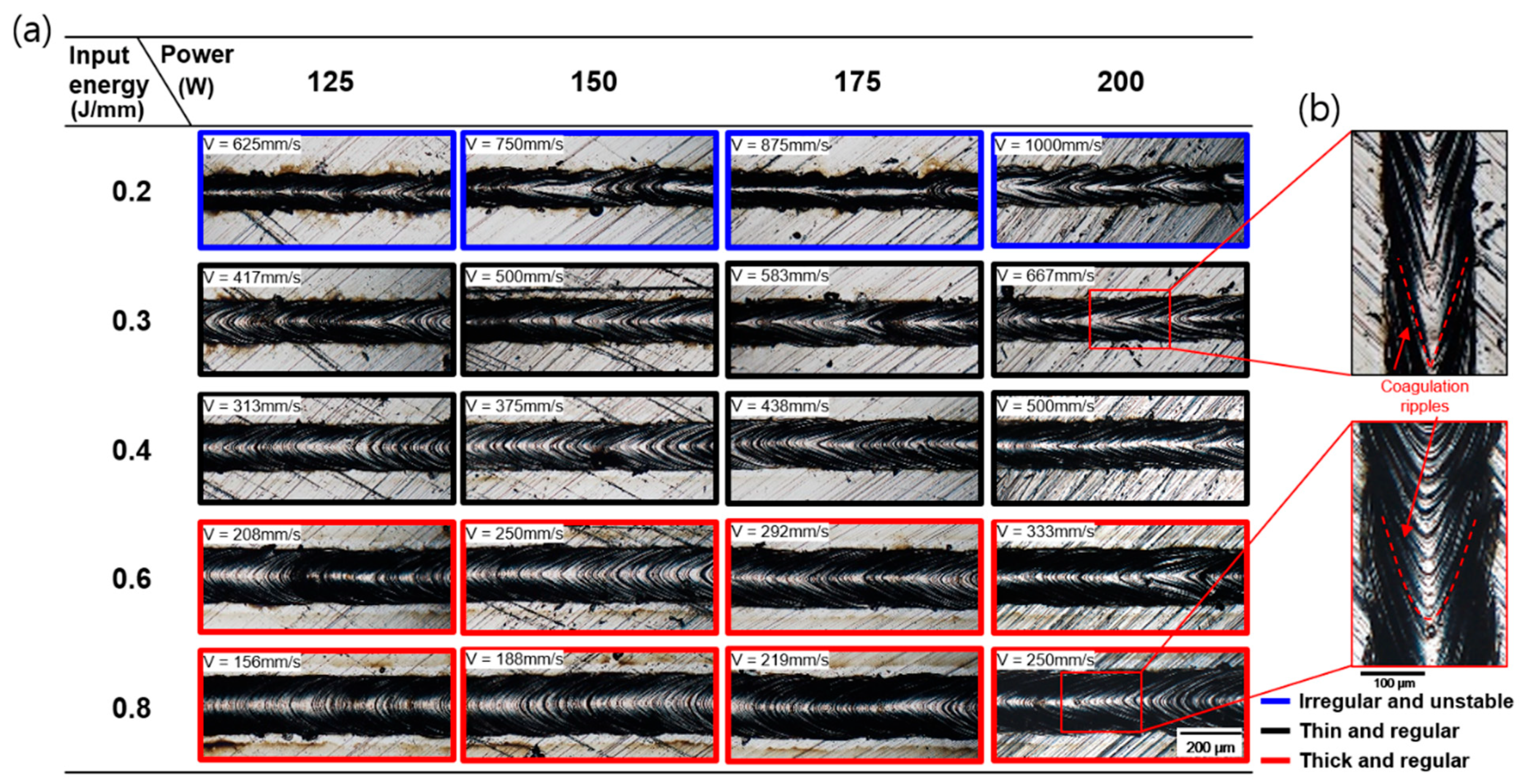
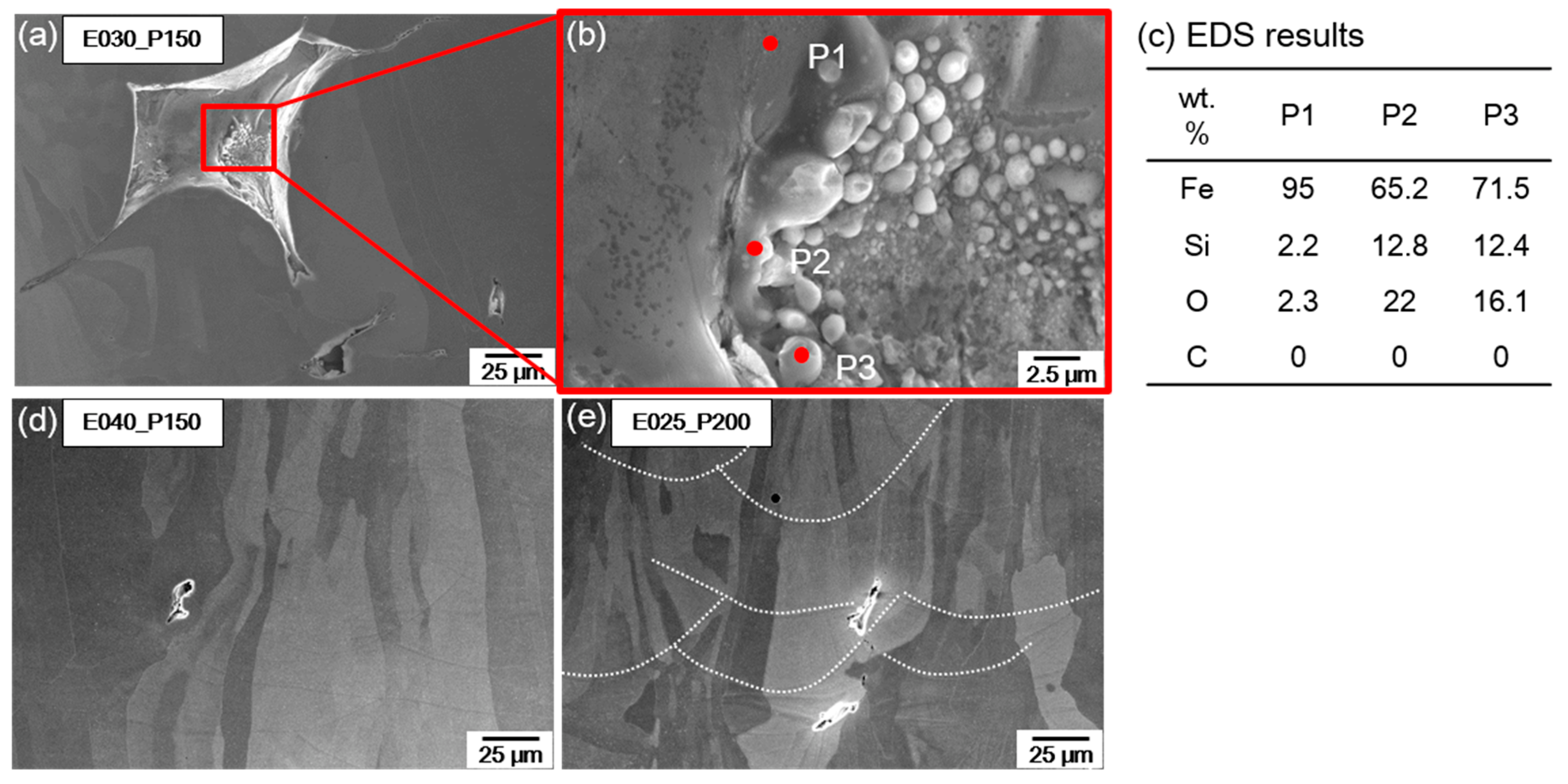
- At E = 0.2 J/mm, obtained using various combinations of P and V, the molten pools were frequently irregular and unstable. At E = 0.3 and 0.4 J/mm, the tracks were thin and regular. At E ≥ 0.6 J/mm, the tracks were thick and regular. The SST shapes were greatly affected by E, but P had relatively small effects. This result suggests that efficient Fe-3.4Si powder dissolution occurred at 0.3 ≤ E ≤ 0.4 J/mm, and the appropriate E can be approximated just by observing the SST surface shape.
- (2)
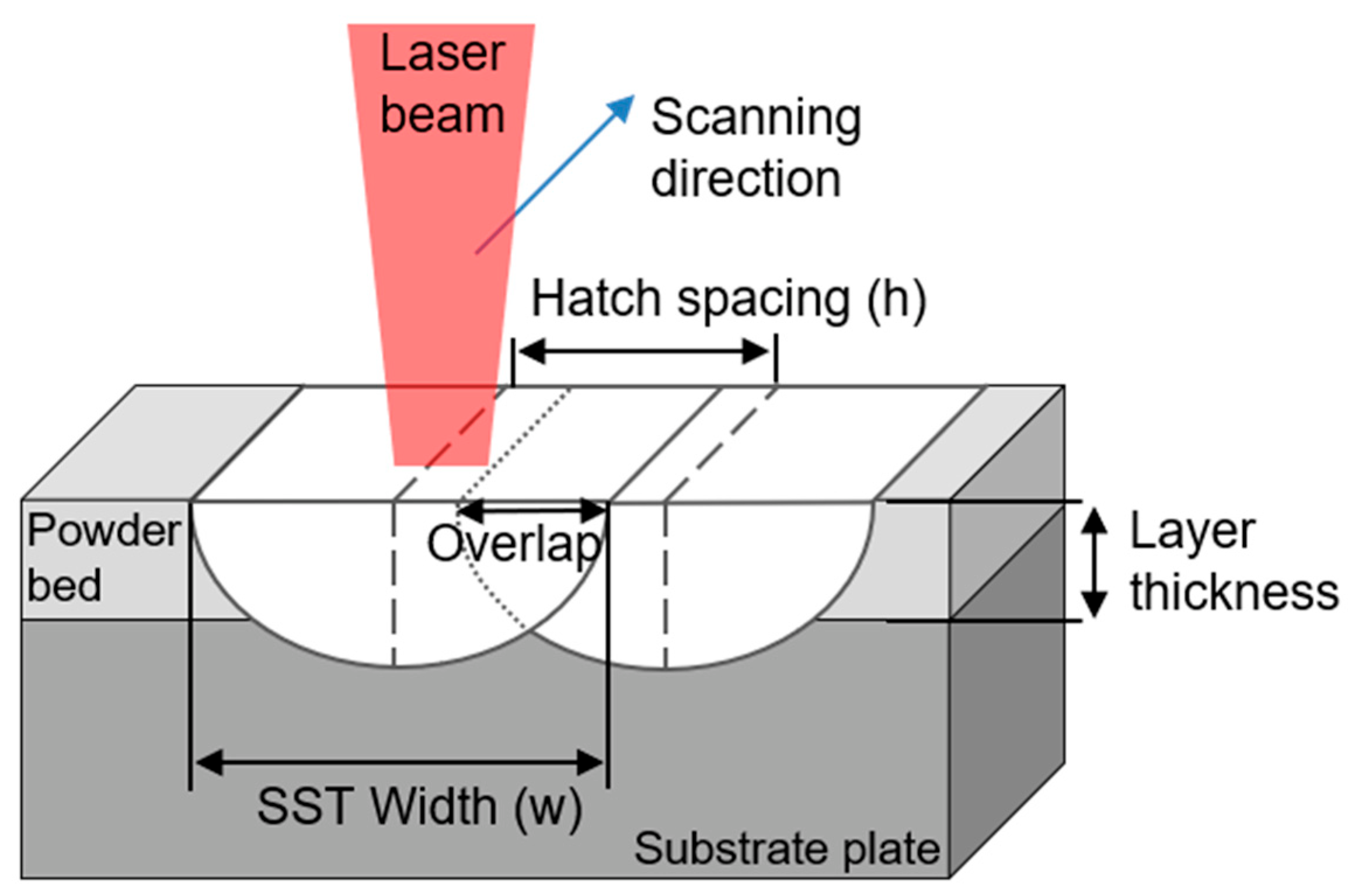
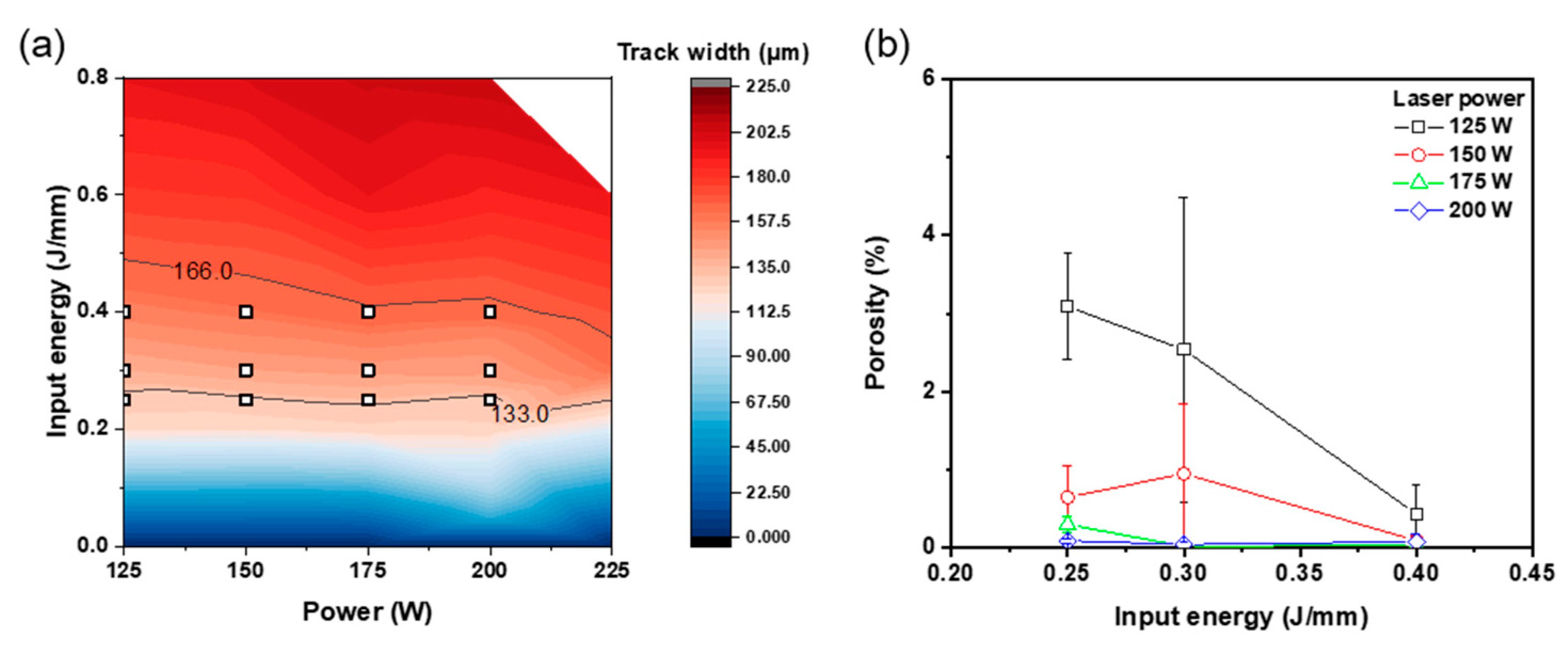
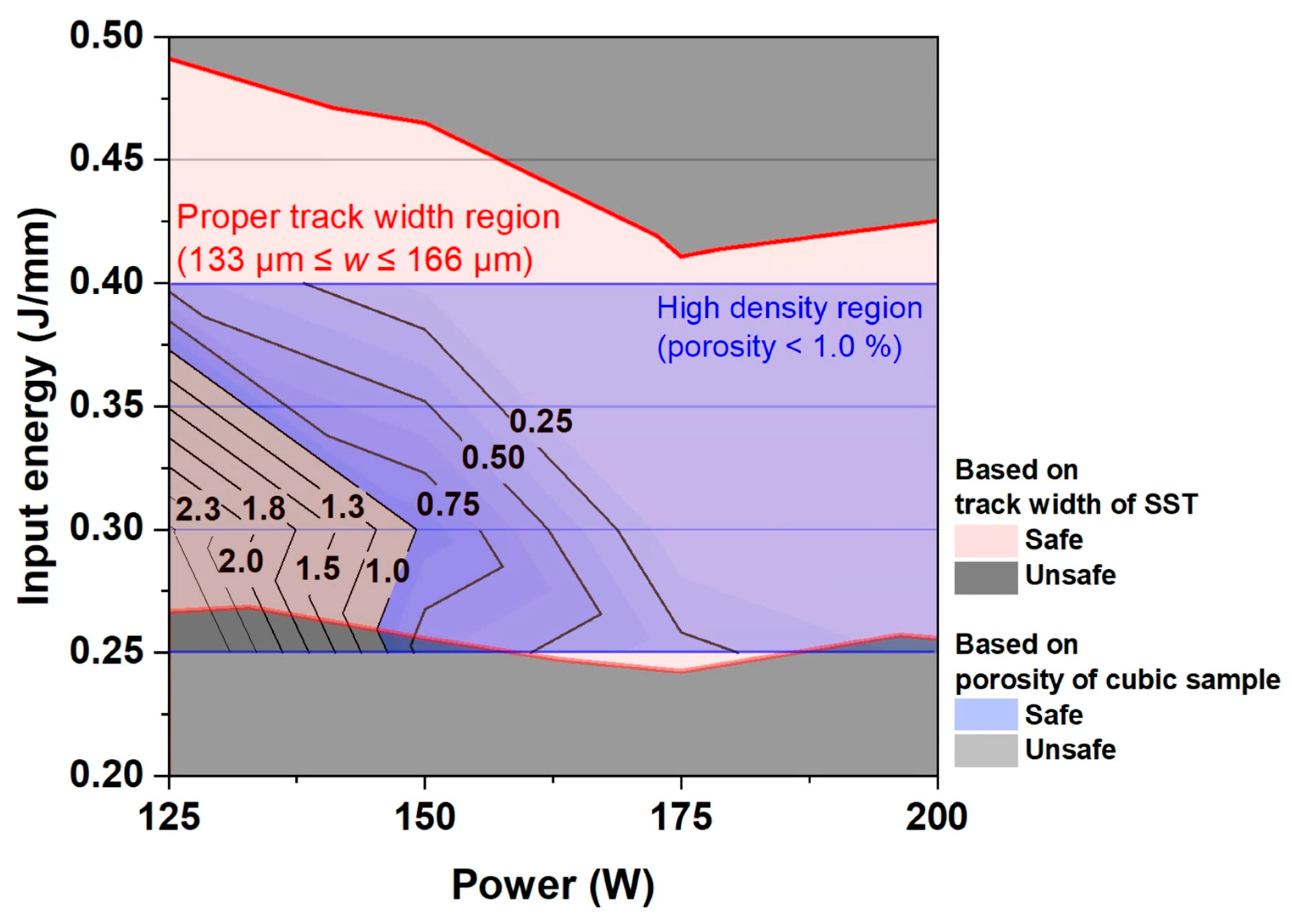
- Assuming that a melt pool overlap of 25 to 35% is optimal in additive manufacturing, the optimal w was estimated to be between 133 μm and 166 μm for h = 80 μm. The w of SST was analyzed according to the L-PBF process conditions of P, and E. A process window to achieve optimal w of SST was proposed; for the L-PBF of the Fe-3.4Si alloy, this range is 0.24 ≤ E ≤ 0.49 J/mm.
- (3)
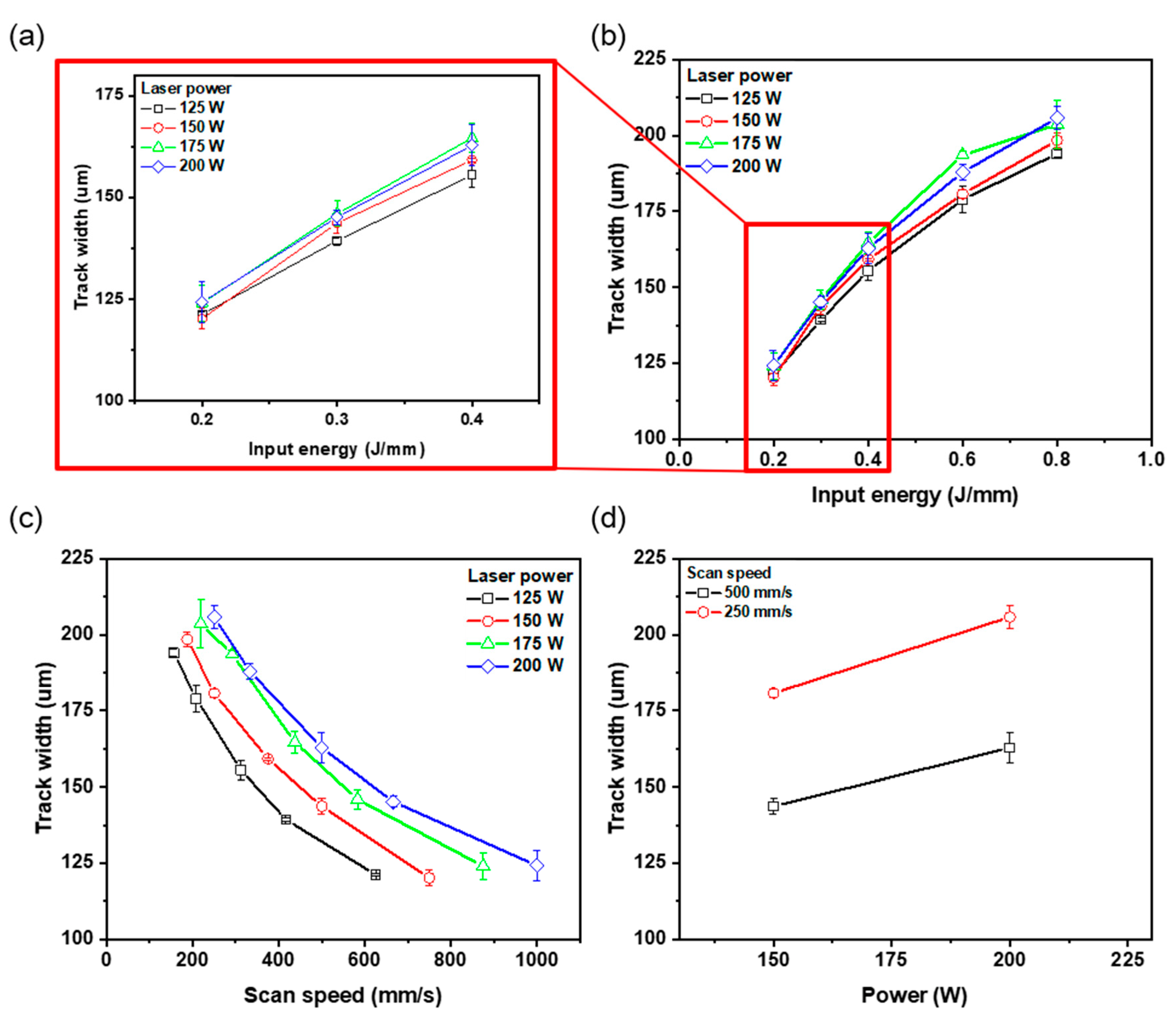
- The influence of L-PBF process conditions E (J/mm), P (W), and V (mm/s) on w formation was analyzed. As P increased, w increased at the same E. As V slowed, E increased and w also increased. The relationship between w and process conditions was described using an analytical model.The value of w of SST showed a very high correlation with E and V. The analytical model will help predict L-PBF process conditions to form the desired w of the Fe-3.4Si alloy.
- (4)
- Cubic samples were manufactured to verify the process window of L-PBF for Fe-3.4Si alloy. The process conditions for the cubic samples were selected using the appropriate value of 0.24 ≤ E ≤ 0.49 J/mm, which was derived from the optimal value of 133 ≤ w ≤ 166 μm. Most manufactured cubic samples had porosity < 1%, except at low value of P = 125 W. These results confirmed that the reliability of the process window derived from SST w data and the surface characteristics of SST was high, and that the appropriate process conditions could be derived without the analysis of the cross-section analysis of melt pool.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tang, X.R.; Li, Y.K.; Xia, H.X.; Zeng, L.W.; Wu, X.Y.; Zhang, Y.; Wang, X.F.; Tang, L.; Zhou, G.J. The Analysis of Flowering Phenology of Clones in Guiyang Pinus Massoniana Second-Generation Seed Orchard. For. Res. 2016, 29, 436–441. [Google Scholar]
- Craeghs, T.; Thijs, L.; Verhaeghe, F.; Kruth, J.-P.; Van Humbeeck, J. A Study of the Microstructural Evolution during Selective Laser Melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Wang, Q.; Gao, M.; Li, Q.; Liu, C.; Li, L.; Li, X.; Liu, Z. A Review on Energy Consumption and Efficiency of Selective Laser Melting Considering Support: Advances and Prospects. Int. J. Precis. Eng. Manuf.-Green Technol. 2023, 1–18. [Google Scholar] [CrossRef]
- Arora, A.; Roy, G.G.; DebRoy, T. Unusual Wavy Weld Pool Boundary from Dimensional Analysis. Scr. Mater. 2009, 60, 68–71. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser Powder-Bed Fusion Additive Manufacturing: Physics of Complex Melt Flow and Formation Mechanisms of Pores, Spatter, and Denudation Zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Wang, D.; Yang, Y.; Su, X.; Chen, Y. Study on Energy Input and Its Influences on Single-Track, Multi-Track, and Multi-Layer in SLM. Int. J. Adv. Manuf. Technol. 2012, 58, 1189–1199. [Google Scholar] [CrossRef]
- Aversa, A.; Moshiri, M.; Librera, E.; Hadi, M.; Marchese, G.; Manfredi, D.; Lorusso, M.; Calignano, F.; Biamino, S.; Lombardi, M.; et al. Single Scan Track Analyses on Aluminium Based Powders. J. Mater. Process. Technol. 2018, 255, 17–25. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P. Microstructural Investigation of Selective Laser Melting 316L Stainless Steel Parts Exposed to Laser Re-Melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I.; Johansson, S.; Smurov, I. Energy Input Effect on Morphology and Microstructure of Selective Laser Melting Single Track from Metallic Powder. J. Mater. Process. Technol. 2013, 213, 606–613. [Google Scholar] [CrossRef]
- Guo, Y.L.; Jia, L.N.; Kong, B.; Huang, Y.L.; Zhang, H. Energy Density Dependence of Bonding Characteristics of Selective Laser-Melted Nb–Si-Based Alloy on Titanium Substrate. Acta Metall. Sin. Engl. Lett. 2018, 31, 477–486. [Google Scholar] [CrossRef]
- Xia, M.; Gu, D.; Yu, G.; Dai, D.; Chen, H.; Shi, Q. Influence of Hatch Spacing on Heat and Mass Transfer, Thermodynamics and Laser Processability during Additive Manufacturing of Inconel 718 Alloy. Int. J. Mach. Tools Manuf. 2016, 109, 147–157. [Google Scholar] [CrossRef]
- Lo, Y.L.; Liu, B.Y.; Tran, H.C. Optimized Hatch Space Selection in Double-Scanning Track Selective Laser Melting Process. Int. J. Adv. Manuf. Technol. 2019, 105, 2989–3006. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Chen, C.; Wu, Q.; Chen, X.; Lu, J. Performance of High Layer Thickness in Selective Laser Melting of Ti6Al4V. Materials 2016, 9, 975. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Coddet, C. Selective Laser Melting of Iron Powder: Observation of Melting Mechanism and Densification Behavior Via Point-Track-Surface-Part Research. J. Manuf. Sci. Eng. Trans. ASME 2016, 138, 051001. [Google Scholar] [CrossRef]
- Plotkowski, A.; Pries, J.; List, F.; Nandwana, P.; Stump, B.; Carver, K.; Dehoff, R.R. Influence of Scan Pattern and Geometry on the Microstructure and Soft-Magnetic Performance of Additively Manufactured Fe-Si. Addit. Manuf. 2019, 29, 100781. [Google Scholar] [CrossRef]
- Stornelli, G.; Faba, A.; Di Schino, A.; Folgarait, P.; Ridolfi, M.R.; Cardelli, E.; Montanari, R. Properties of Additively Manufactured Electric Steel Powder Cores with Increased Si Content. Materials 2021, 14, 1489. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q. Parameter Optimization for Ti-47Al-2Cr-2Nb in Selective Laser Melting Based on Geometric Characteristics of Single Scan Tracks. Opt. Laser Technol. 2017, 90, 71–79. [Google Scholar] [CrossRef]
- Balbaa, M.; Mekhiel, S.; Elbestawi, M.; McIsaac, J. On Selective Laser Melting of Inconel 718: Densification, Surface Roughness, and Residual Stresses. Mater. Des. 2020, 193, 108818. [Google Scholar] [CrossRef]
- Garibaldi, M.; Ashcroft, I.; Hillier, N.; Harmon, S.A.C.; Hague, R. Relationship between Laser Energy Input, Microstructures and Magnetic Properties of Selective Laser Melted Fe-6.9%wt. Si Soft Magnets. Mater. Charact. 2018, 143, 144–151. [Google Scholar] [CrossRef]
- Goll, D.; Schuller, D.; Martinek, G.; Kunert, T.; Schurr, J.; Sinz, C.; Schubert, T.; Bernthaler, T.; Riegel, H.; Schneider, G. Additive Manufacturing of Soft Magnetic Materials and Components. Addit. Manuf. 2019, 27, 428–439. [Google Scholar] [CrossRef]
- Yuan, W.; Chen, H.; Cheng, T.; Wei, Q. Effects of Laser Scanning Speeds on Different States of the Molten Pool during Selective Laser Melting: Simulation and Experiment. Mater. Des. 2020, 189, 108542. [Google Scholar] [CrossRef]
- Chandrasekhar, S. Hydrodynamic and Hydromagnetic Stability; Courier Corporation: Chelmsford, MA, USA, 2013; ISBN 0486319202. [Google Scholar]
- Hu, Z.; Nagarajan, B.; Song, X.; Huang, R.; Zhai, W.; Wei, J. Formation of SS316L Single Tracks in Micro Selective Laser Melting: Surface, Geometry, and Defects. Adv. Mater. Sci. Eng. 2019, 2019, 9451406. [Google Scholar] [CrossRef]
- Wei, K.; Wang, Z.; Zeng, X. Preliminary Investigation on Selective Laser Melting of Ti-5Al-2.5Sn α-Ti Alloy: From Single Tracks to Bulk 3D Components. J. Mater. Process. Technol. 2017, 244, 73–85. [Google Scholar] [CrossRef]
- Xiong, W.; Hao, L.; Li, Y.; Tang, D.; Cui, Q.; Feng, Z.; Yan, C. Effect of Selective Laser Melting Parameters on Morphology, Microstructure, Densification and Mechanical Properties of Supersaturated Silver Alloy. Mater. Des. 2019, 170, 107697. [Google Scholar] [CrossRef]
- Bi, J.; Lei, Z.; Chen, Y.; Chen, X.; Qin, X.; Tian, Z. Effect of Process Parameters on Formability and Surface Quality of Selective Laser Melted Al-Zn-Sc-Zr Alloy from Single Track to Block Specimen. Opt. Laser Technol. 2019, 118, 132–139. [Google Scholar] [CrossRef]
- Nie, X.; Zhang, H.; Zhu, H.; Hu, Z.; Ke, L.; Zeng, X. Analysis of Processing Parameters and Characteristics of Selective Laser Melted High Strength Al-Cu-Mg Alloys: From Single Tracks to Cubic Samples. J. Mater. Process. Technol. 2018, 256, 69–77. [Google Scholar] [CrossRef]
- Wang, H.; Wang, L.; Cui, R.; Wang, B.; Luo, L.; Su, Y. Differences in Microstructure and Nano-Hardness of Selective Laser Melted Inconel 718 Single Tracks under Various Melting Modes of Molten Pool. J. Mater. Res. Technol. 2020, 9, 10401–10410. [Google Scholar] [CrossRef]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the Limitations of Volumetric Energy Density as a Design Parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Wang, S.; Liu, Y.; Shi, W.; Qi, B.; Yang, J.; Zhang, F.; Han, D.; Ma, Y. Research on High Layer Thickness Fabricated of 316L by Selective Laser Melting. Materials 2017, 10, 1055. [Google Scholar] [CrossRef]
- Lee, S.; Peng, J.; Shin, D.; Choi, Y.S. Data Analytics Approach for Melt-Pool Geometries in Metal Additive Manufacturing. Sci. Technol. Adv. Mater. 2019, 20, 972–978. [Google Scholar] [CrossRef]
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A Comprehensive Review on Laser Powder Bed Fusion of Steels: Processing, Microstructure, Defects and Control Methods, Mechanical Properties, Current Challenges and Future Trends. J. Manuf. Process. 2022, 75, 375–414. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, C.; Qu, M.; Xiong, L.; Escano, L.I.; Hojjatzadeh, S.M.H.; Parab, N.D.; Fezzaa, K.; Everhart, W.; Sun, T.; et al. In-Situ Characterization and Quantification of Melt Pool Variation under Constant Input Energy Density in Laser Powder Bed Fusion Additive Manufacturing Process. Addit. Manuf. 2019, 28, 600–609. [Google Scholar] [CrossRef]
- Yang, J.; Han, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Role of Molten Pool Mode on Formability, Microstructure and Mechanical Properties of Selective Laser Melted Ti-6Al-4V Alloy. Mater. Des. 2016, 110, 558–570. [Google Scholar] [CrossRef]
- Mukherjee, T.; DebRoy, T. Mitigation of Lack of Fusion Defects in Powder Bed Fusion Additive Manufacturing. J. Manuf. Process. 2018, 36, 442–449. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Si | C | P | Fe |
|---|---|---|---|---|
| Fe-3.4Si | 3.38 | 0 | 0.005 | Bal. |
| Process Conditions | Values |
|---|---|
| Power P | 125, 150, 175, 200 W |
| Scan speed V | 156~1000 mm/s |
| Input energy E | 0.2, 0.3, 0.4, 0.6, 0.8 J/mm |
| Beam size Bs | 100 µm |
| Hatch space h | 80 µm |
| Layer thickness t | 40 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, H.S.; Kim, S.H.; Park, G.-W.; Jeon, J.B.; Kim, D.; Kim, D.; Kim, W.R.; Choi, Y.S.; Shin, S. Process Parameter Optimization for Laser Powder Bed Fusion of Fe-Si Alloy Considering Surface Morphology and Track Width of Single Scan Track. Materials 2023, 16, 7626. https://doi.org/10.3390/ma16247626
Jang HS, Kim SH, Park G-W, Jeon JB, Kim D, Kim D, Kim WR, Choi YS, Shin S. Process Parameter Optimization for Laser Powder Bed Fusion of Fe-Si Alloy Considering Surface Morphology and Track Width of Single Scan Track. Materials. 2023; 16(24):7626. https://doi.org/10.3390/ma16247626
Chicago/Turabian StyleJang, Ho Sung, Su Heon Kim, Geon-Woo Park, Jong Bae Jeon, Donghwi Kim, Dohyung Kim, Wang Ryeol Kim, Yoon Suk Choi, and Sunmi Shin. 2023. "Process Parameter Optimization for Laser Powder Bed Fusion of Fe-Si Alloy Considering Surface Morphology and Track Width of Single Scan Track" Materials 16, no. 24: 7626. https://doi.org/10.3390/ma16247626
APA StyleJang, H. S., Kim, S. H., Park, G.-W., Jeon, J. B., Kim, D., Kim, D., Kim, W. R., Choi, Y. S., & Shin, S. (2023). Process Parameter Optimization for Laser Powder Bed Fusion of Fe-Si Alloy Considering Surface Morphology and Track Width of Single Scan Track. Materials, 16(24), 7626. https://doi.org/10.3390/ma16247626