


Development of Eco-Mortars with the Incorporation of Municipal Solid Wastes Incineration Ash



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
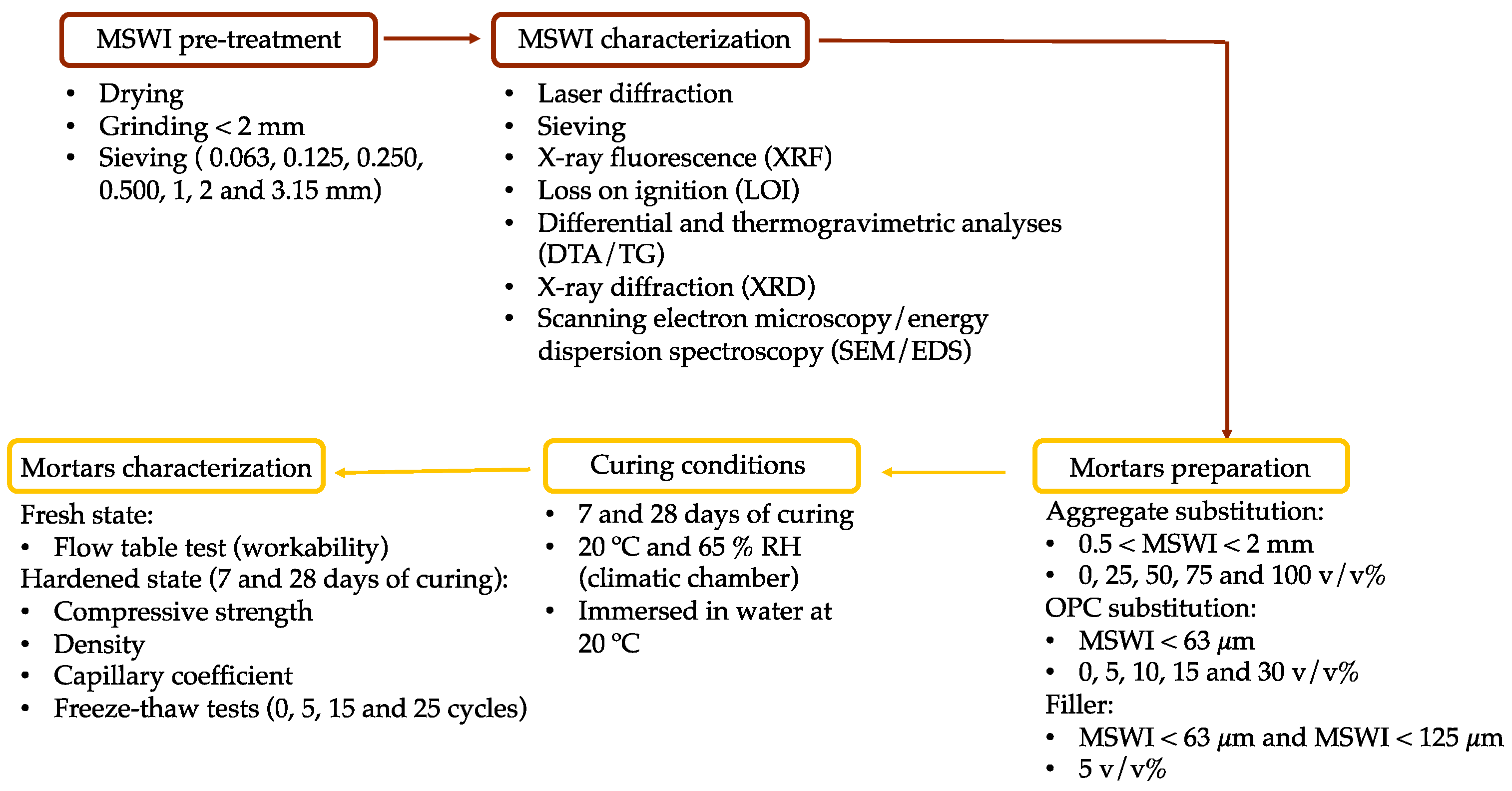
- (i)
- Drying in an oven at 105 °C for 24 h;
- (ii)
- Grinding in a “Retsch SK1” hammer mill until reaching a granulometry lower than 2 mm;
- (iii)
- Sieving with different mesh openings: 63 μm, 125 μm, 0.5 mm, and 2 mm.
2.2. Preparation of the Eco-Cement Mortars
- (1)
- Homogenization of the solid components (binder, BA, and aggregate) in a plastic bag for approximately 1 min;
- (2)
- Mechanical mixing (Kitchenaid 5KSM95PSEGD) for 15 s at 58 rpm with the addition of distilled water;
- (3)
- Manual mixing for approximately 45 s;
- (4)
- Mechanical mixing for 75 s at 58 rpm.
2.3. Raw Materials Characterization
2.4. Mortars’ Characterization
3. Results and Discussion
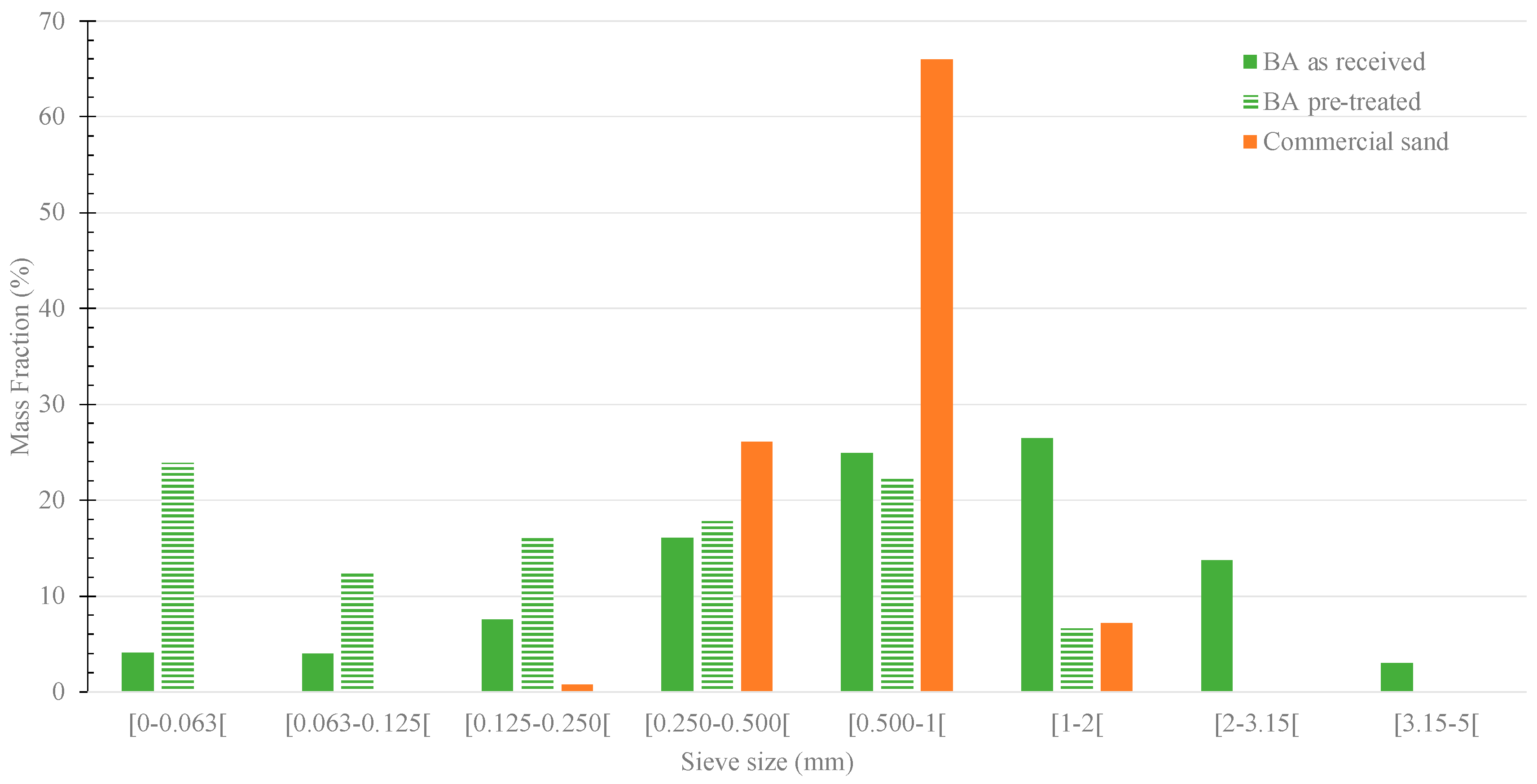
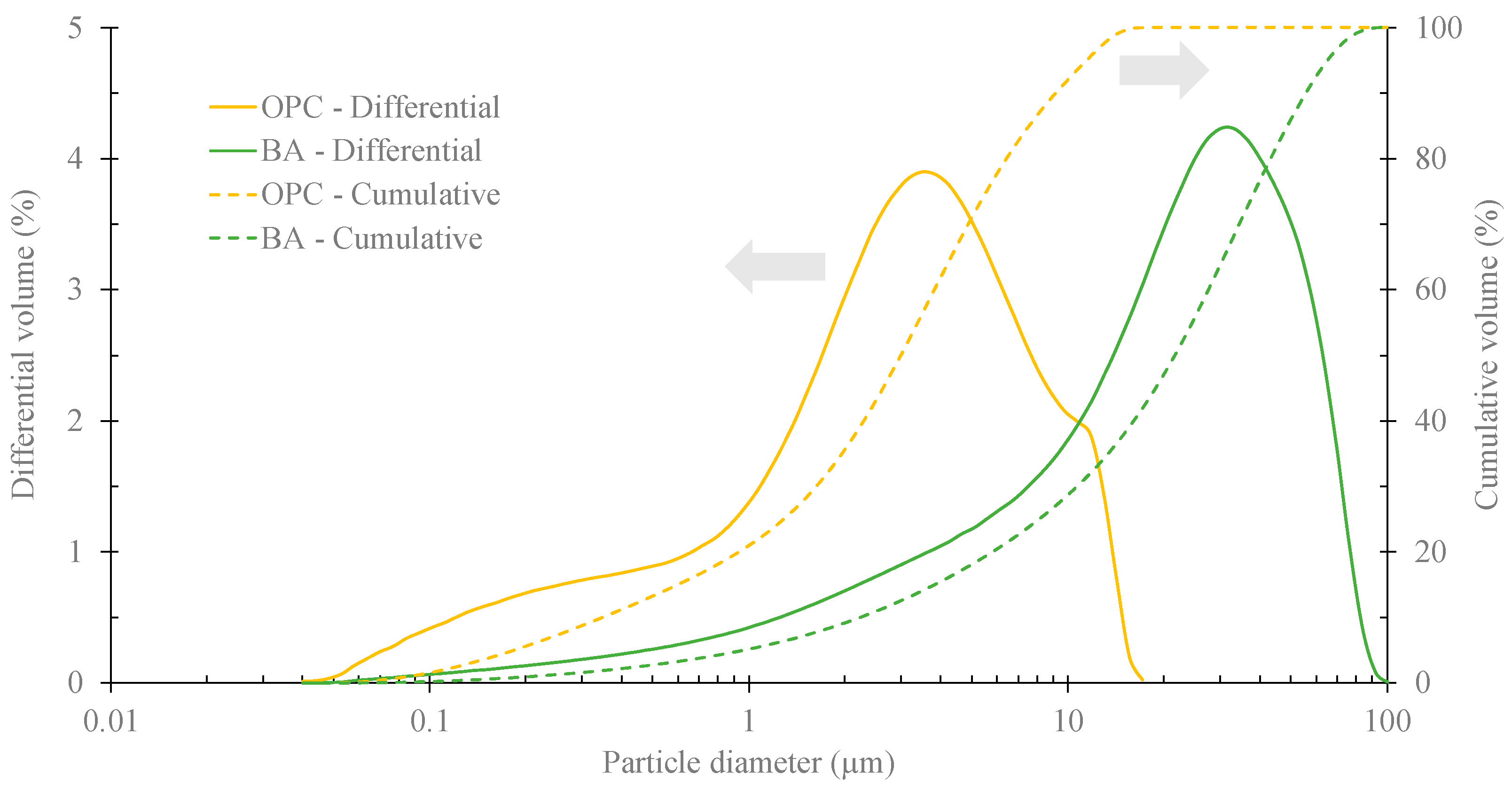
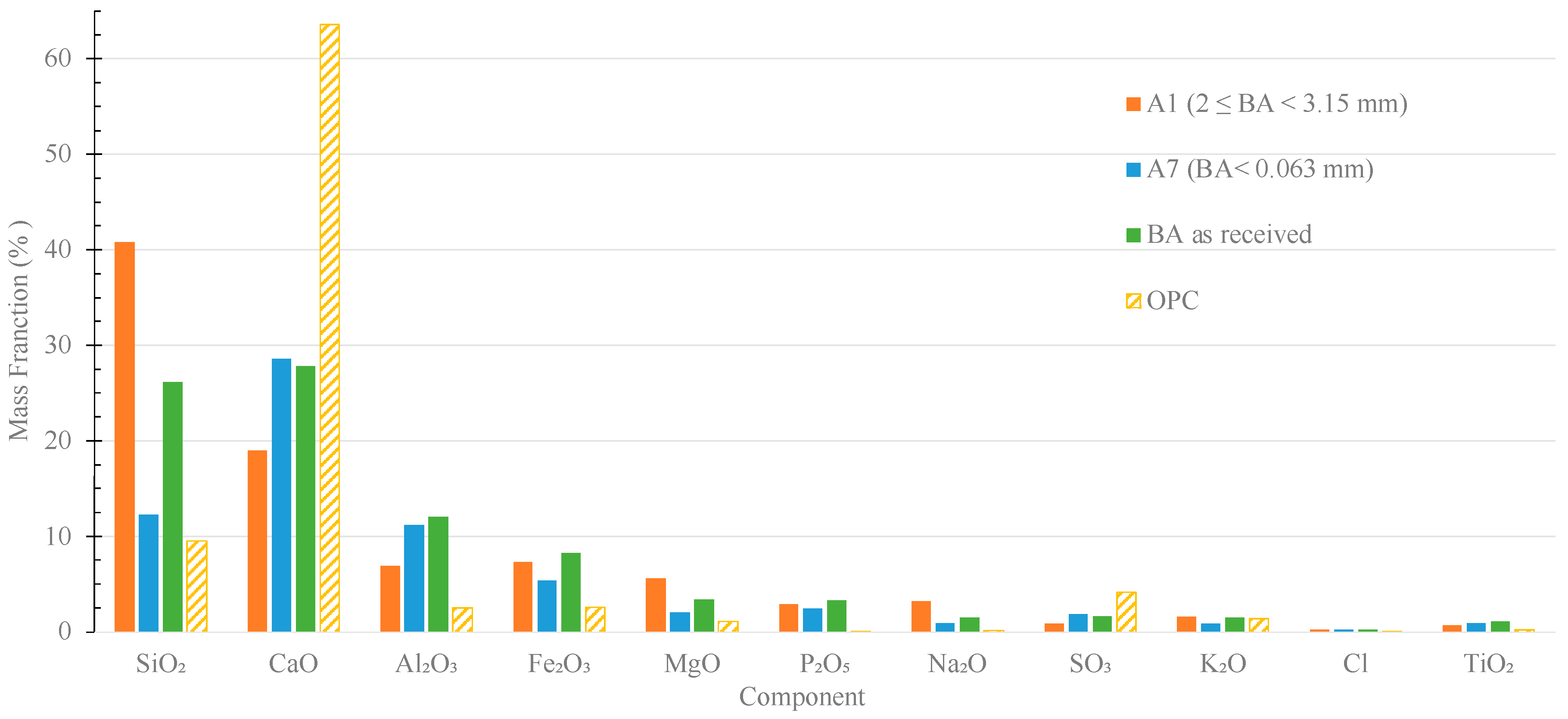
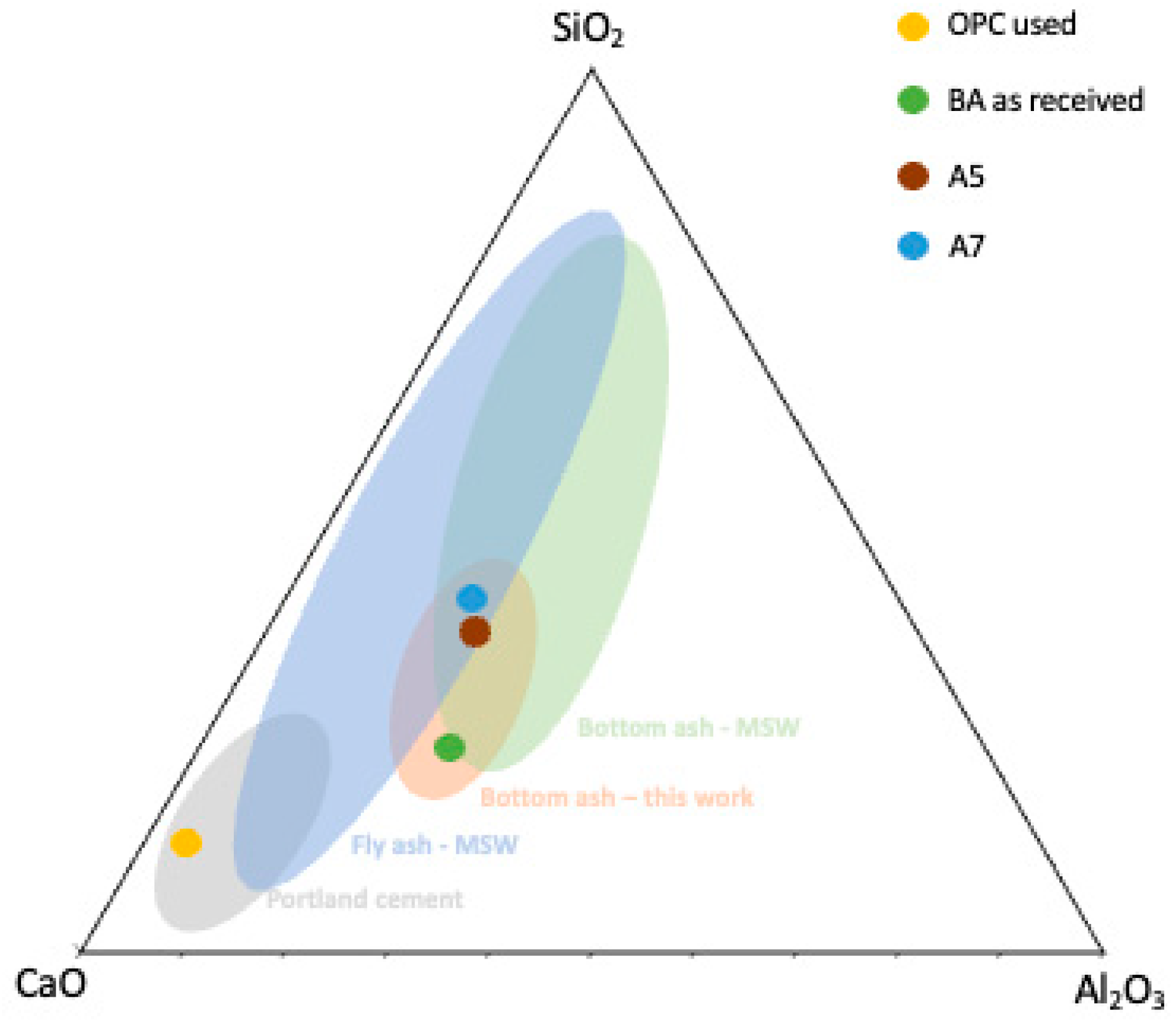
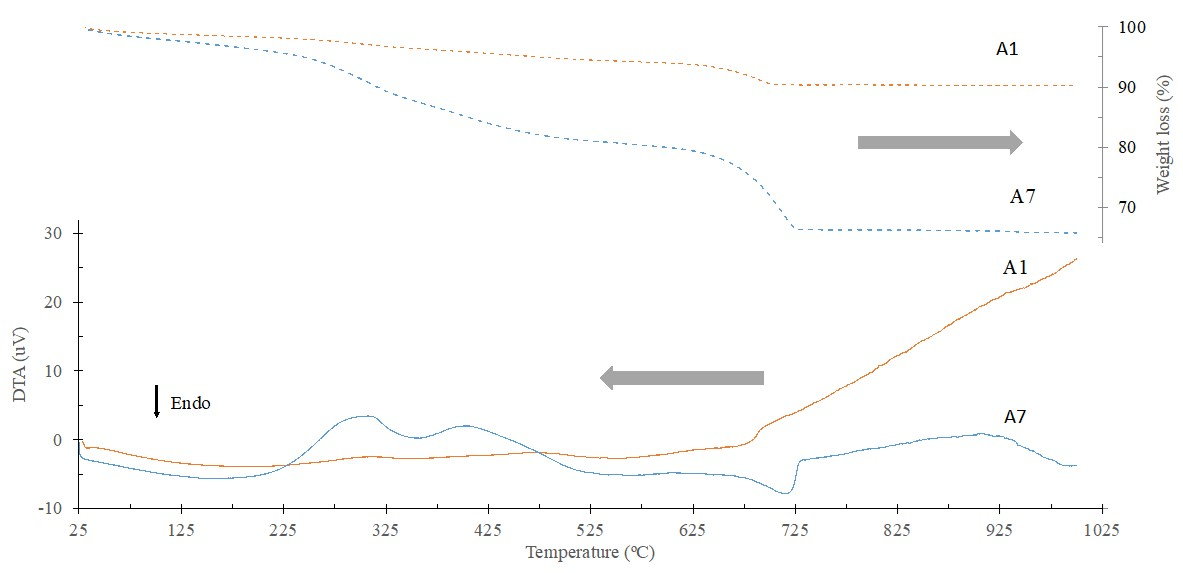
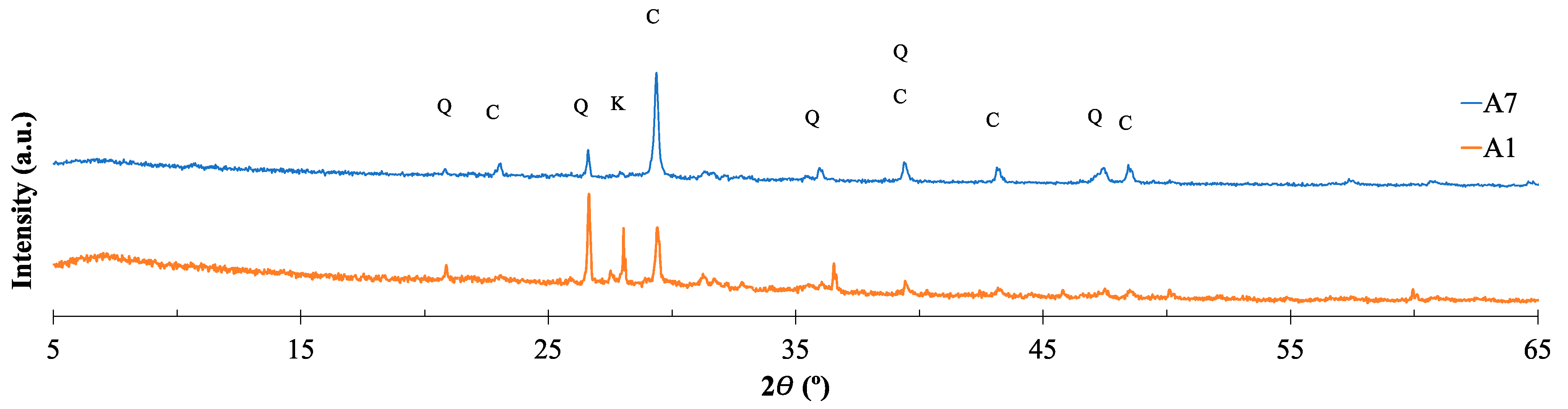
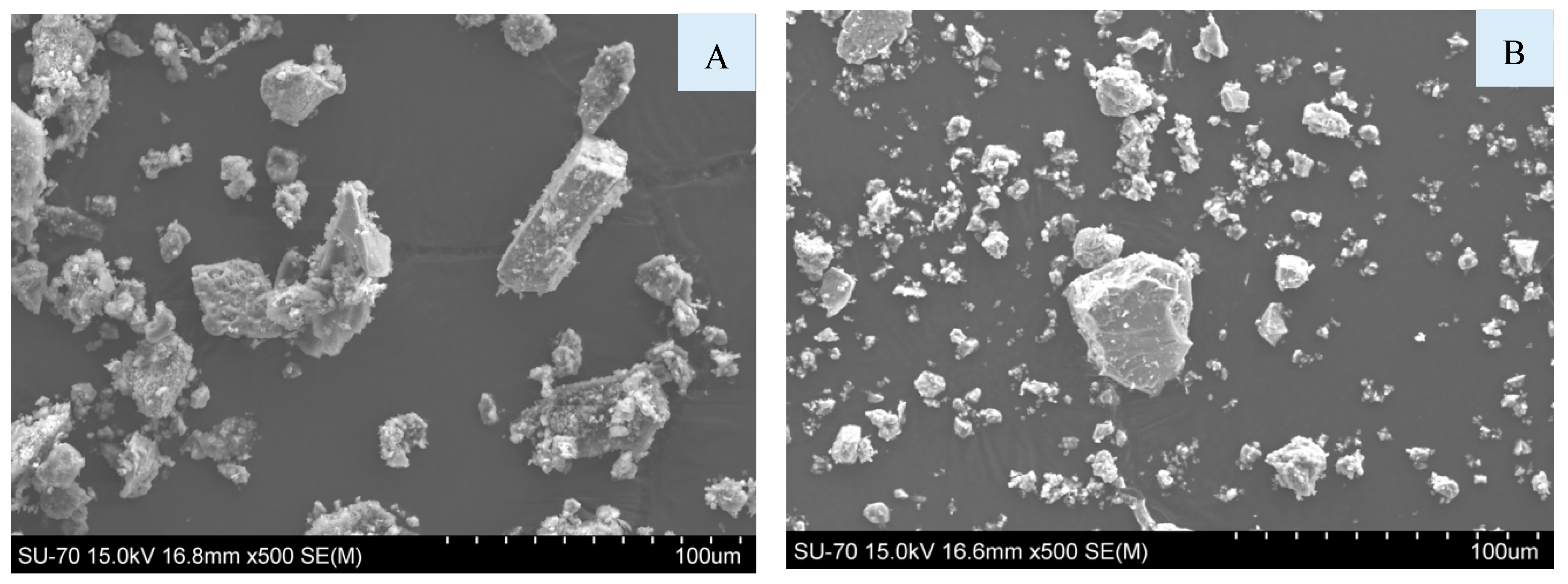
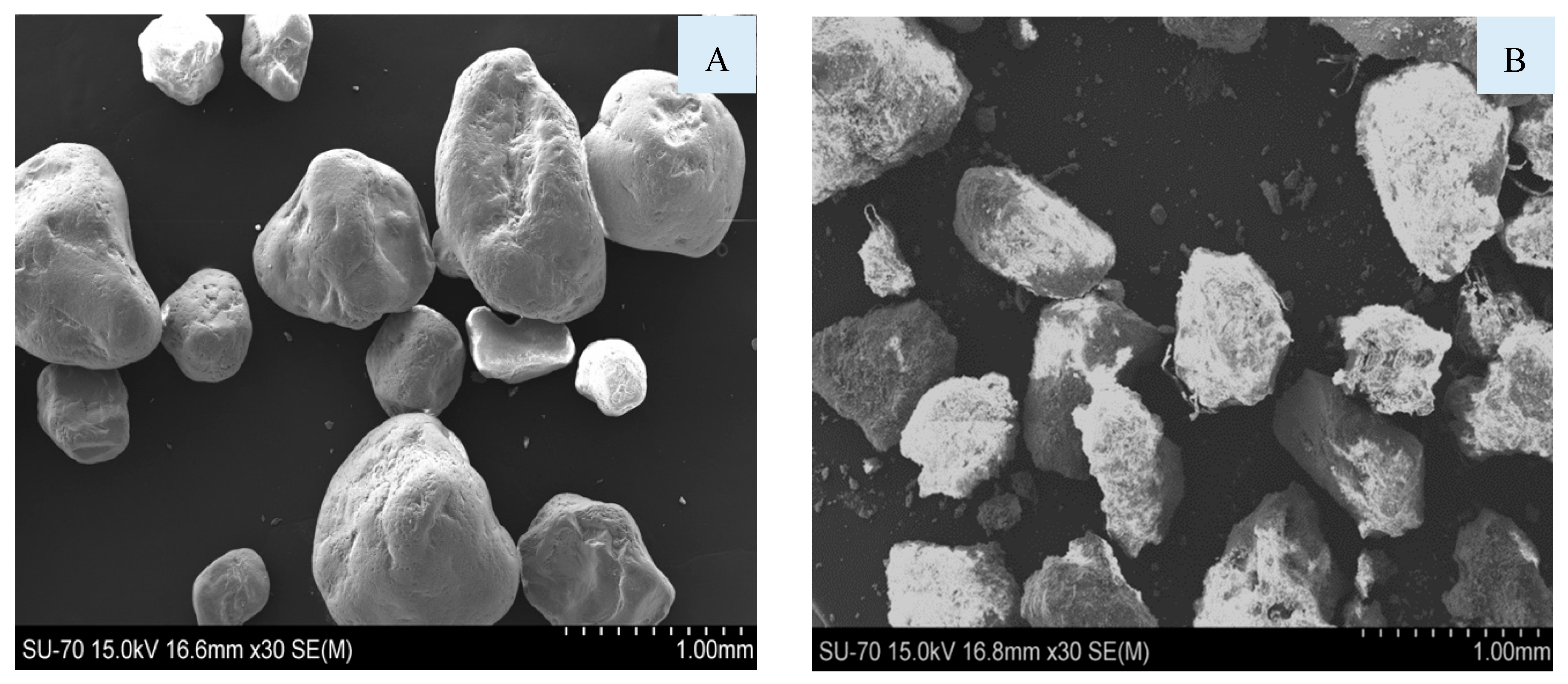
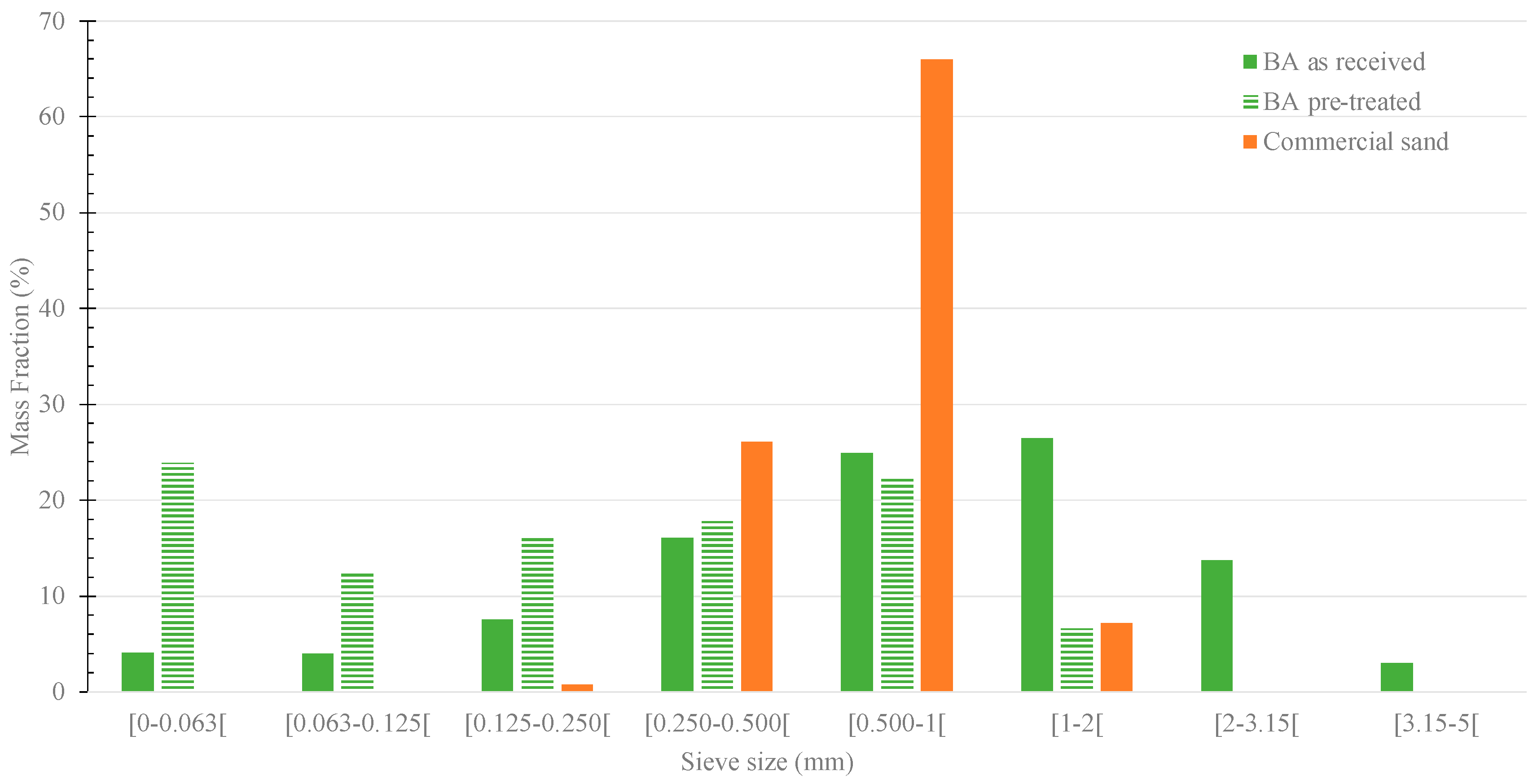
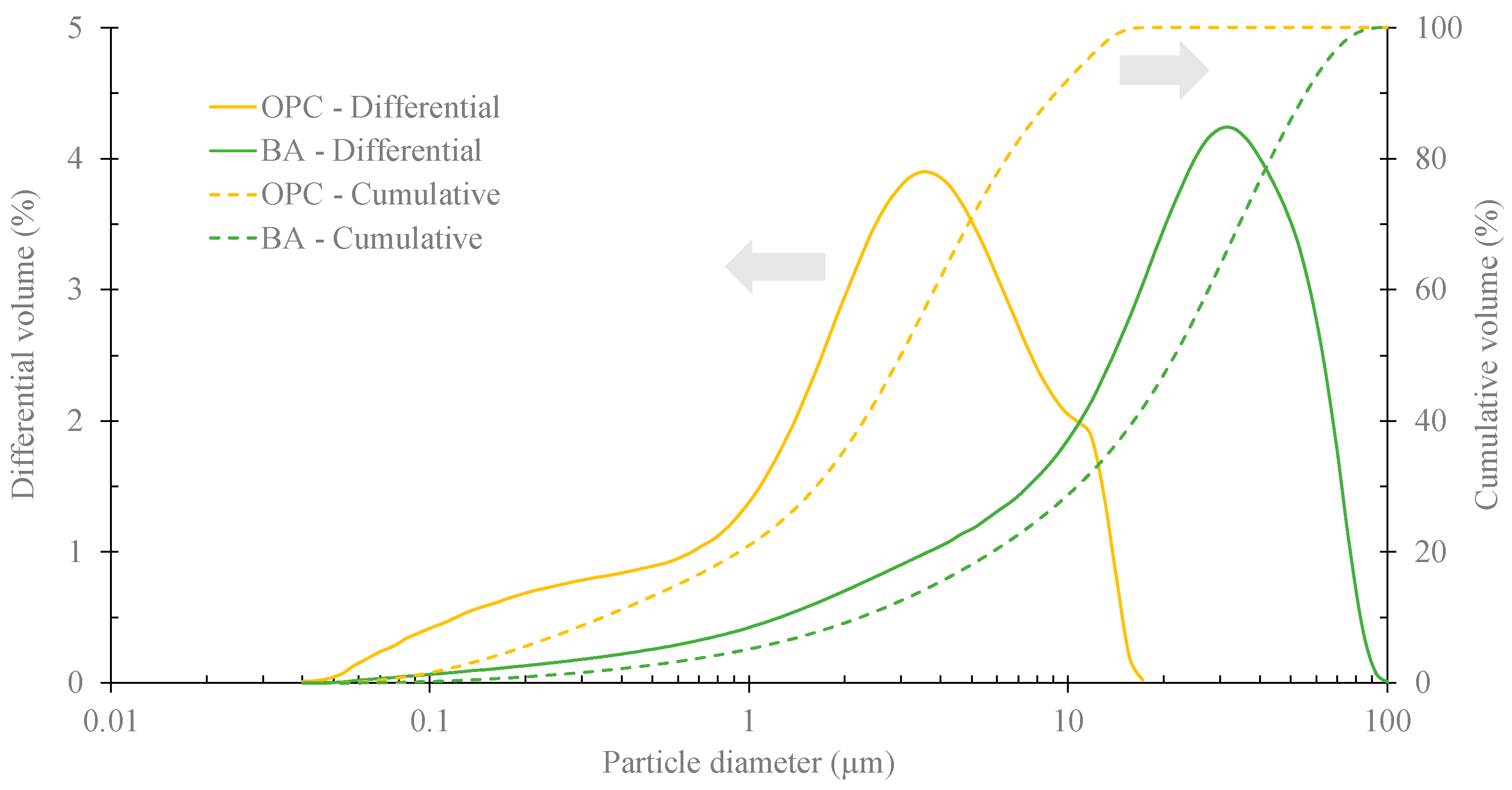
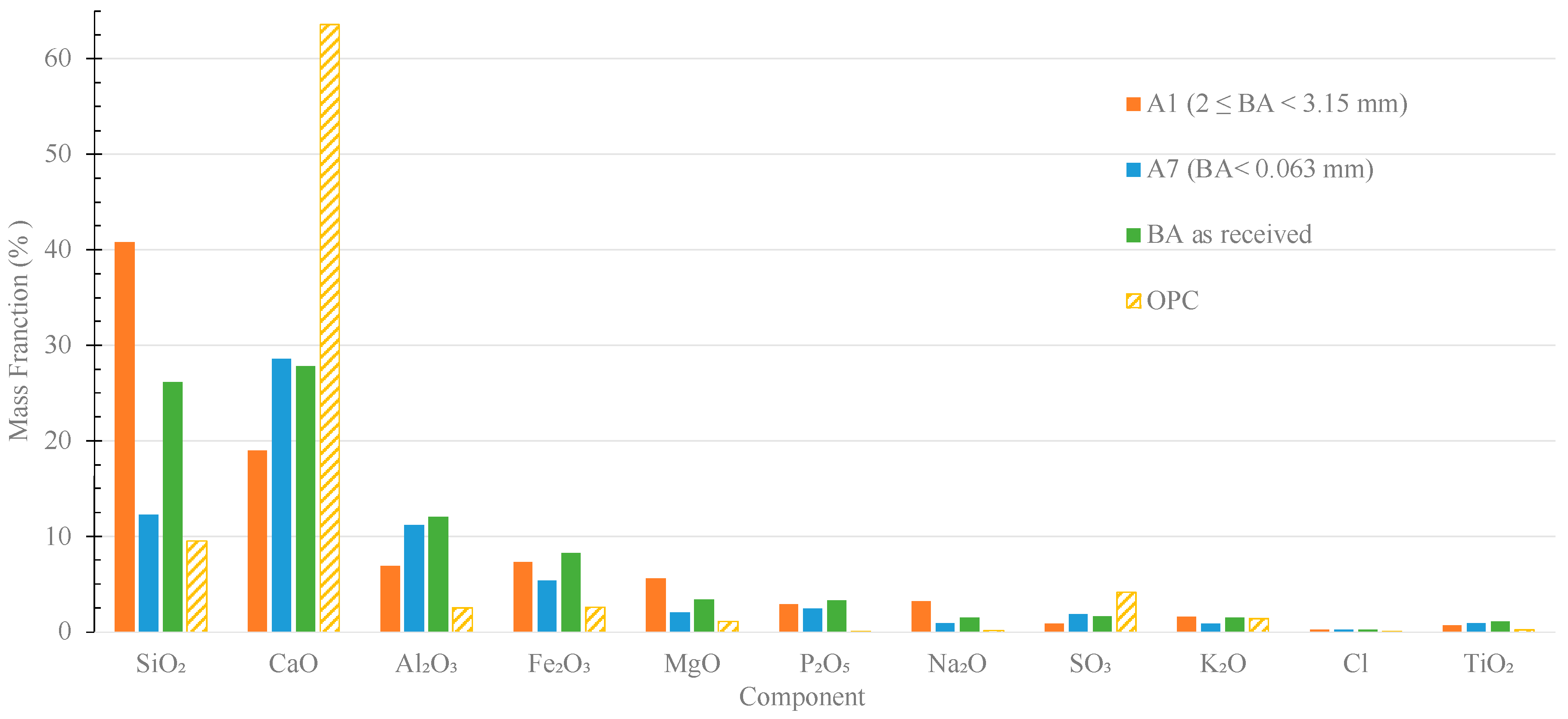
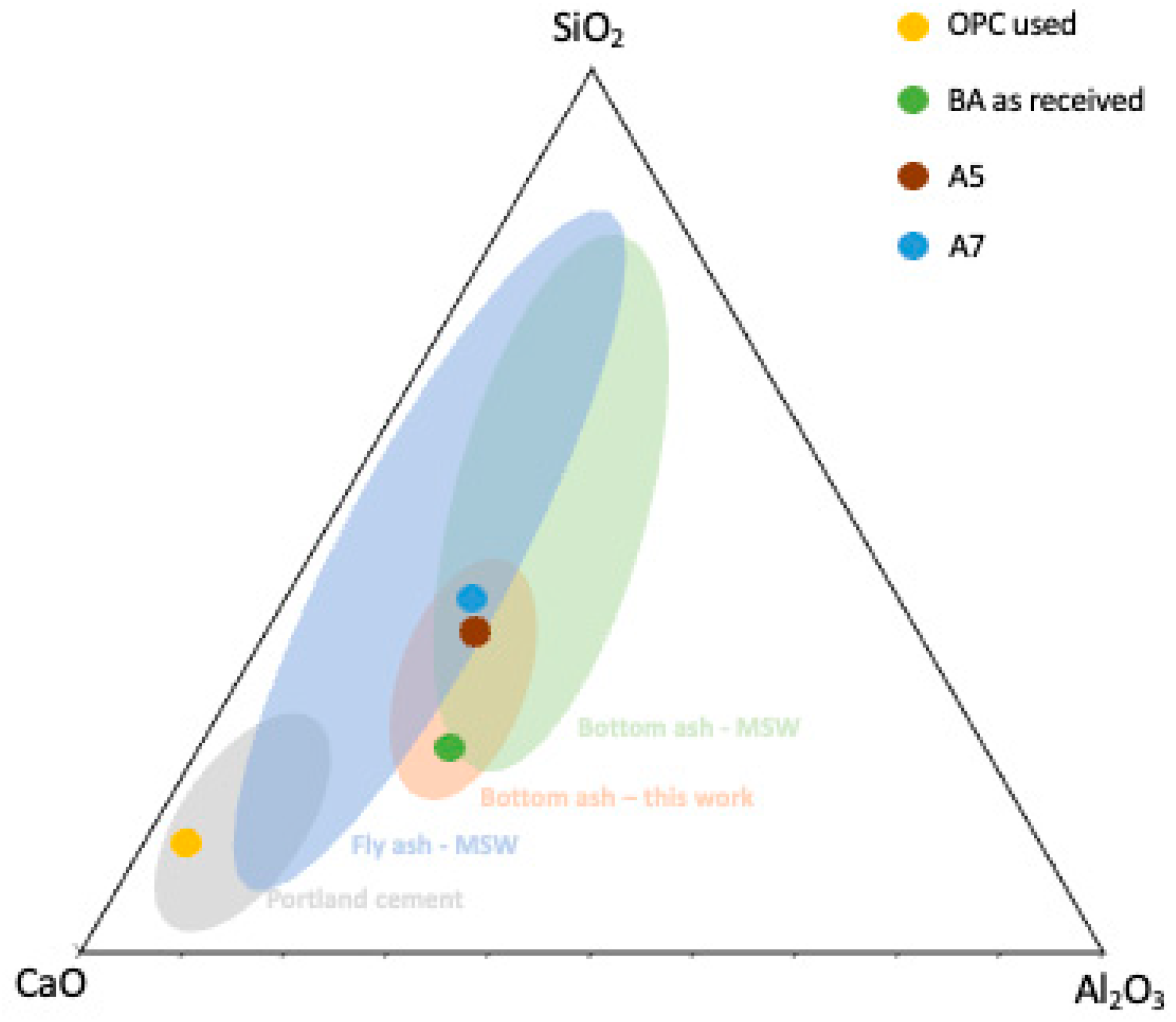
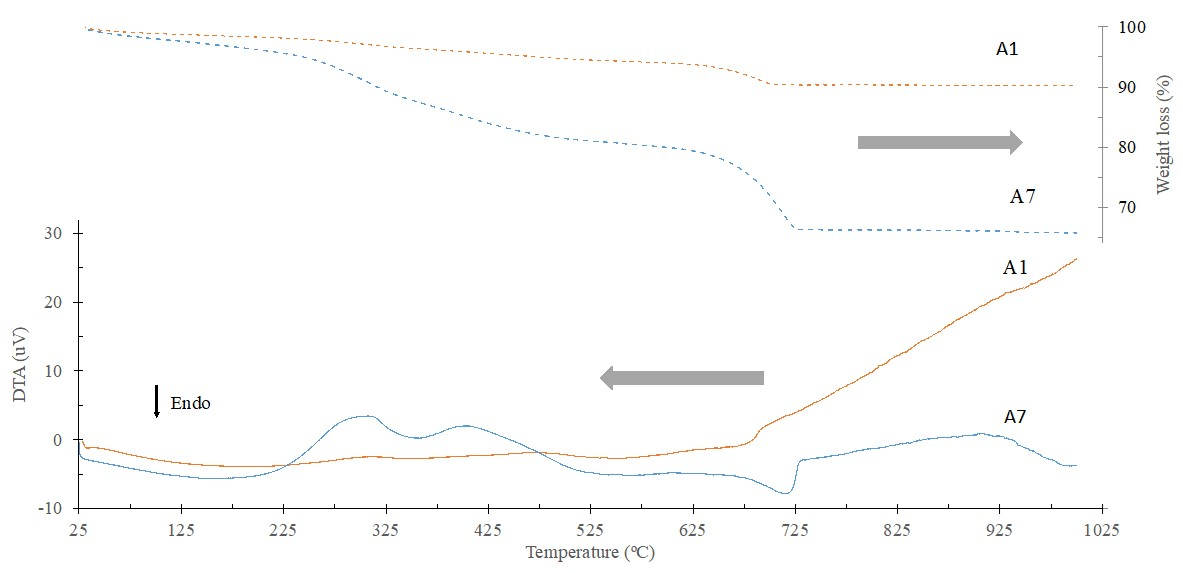
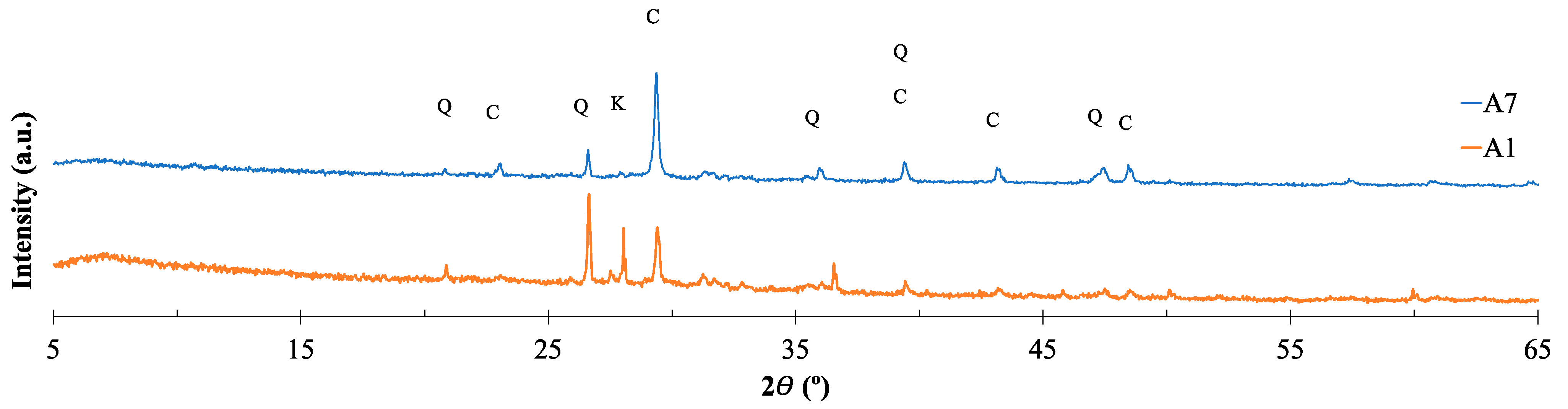
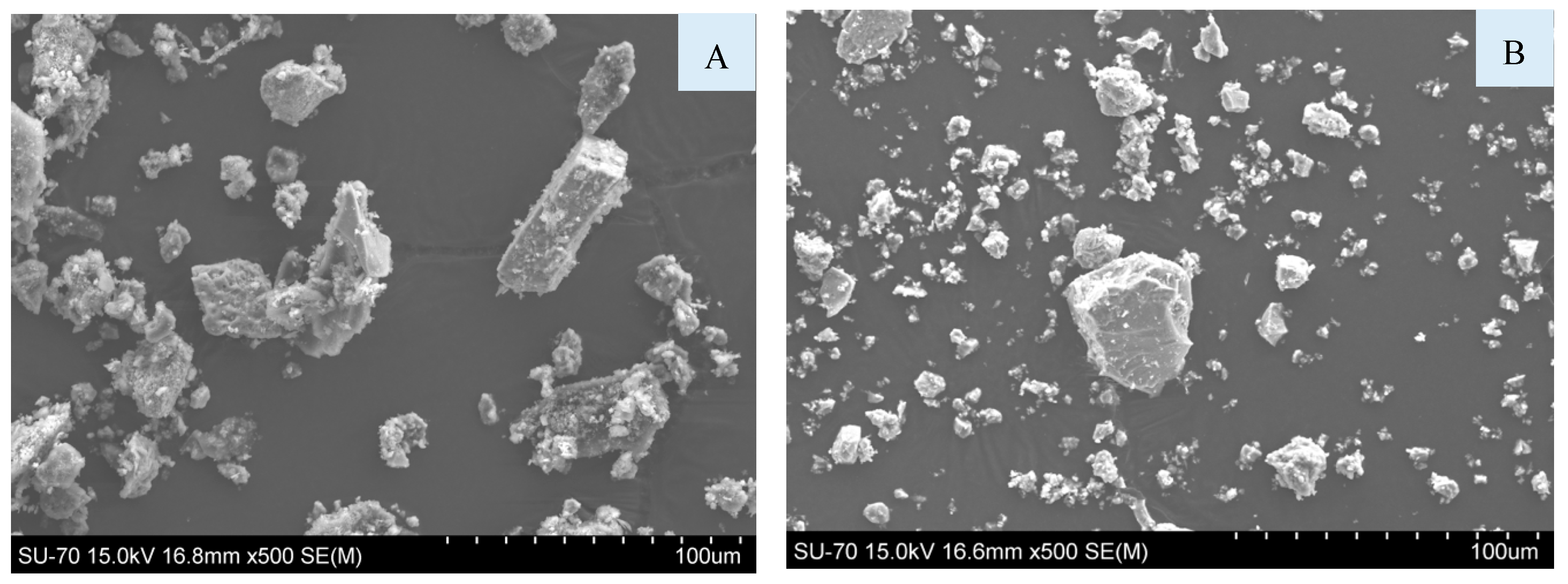
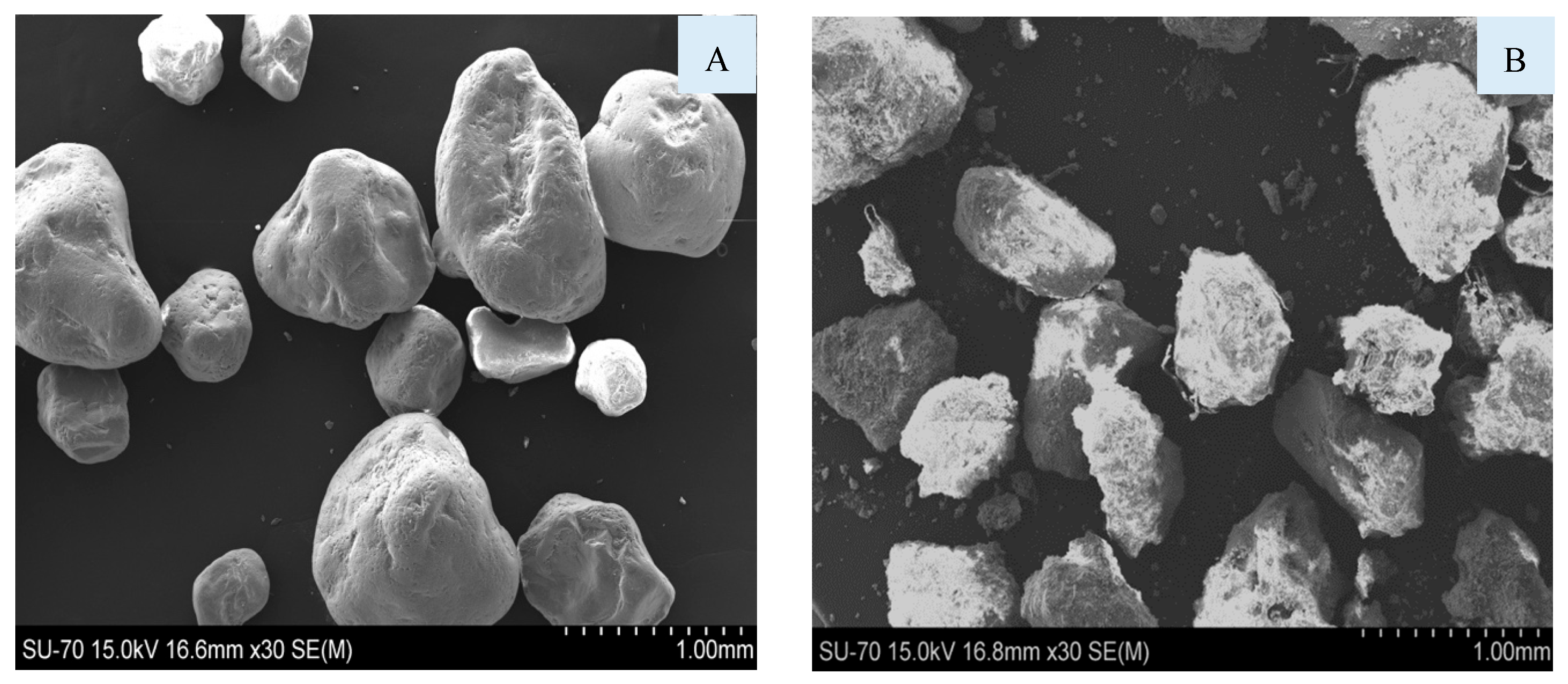
3.1. Characterization of the Raw Materials
3.2. Characterization of the Mortars
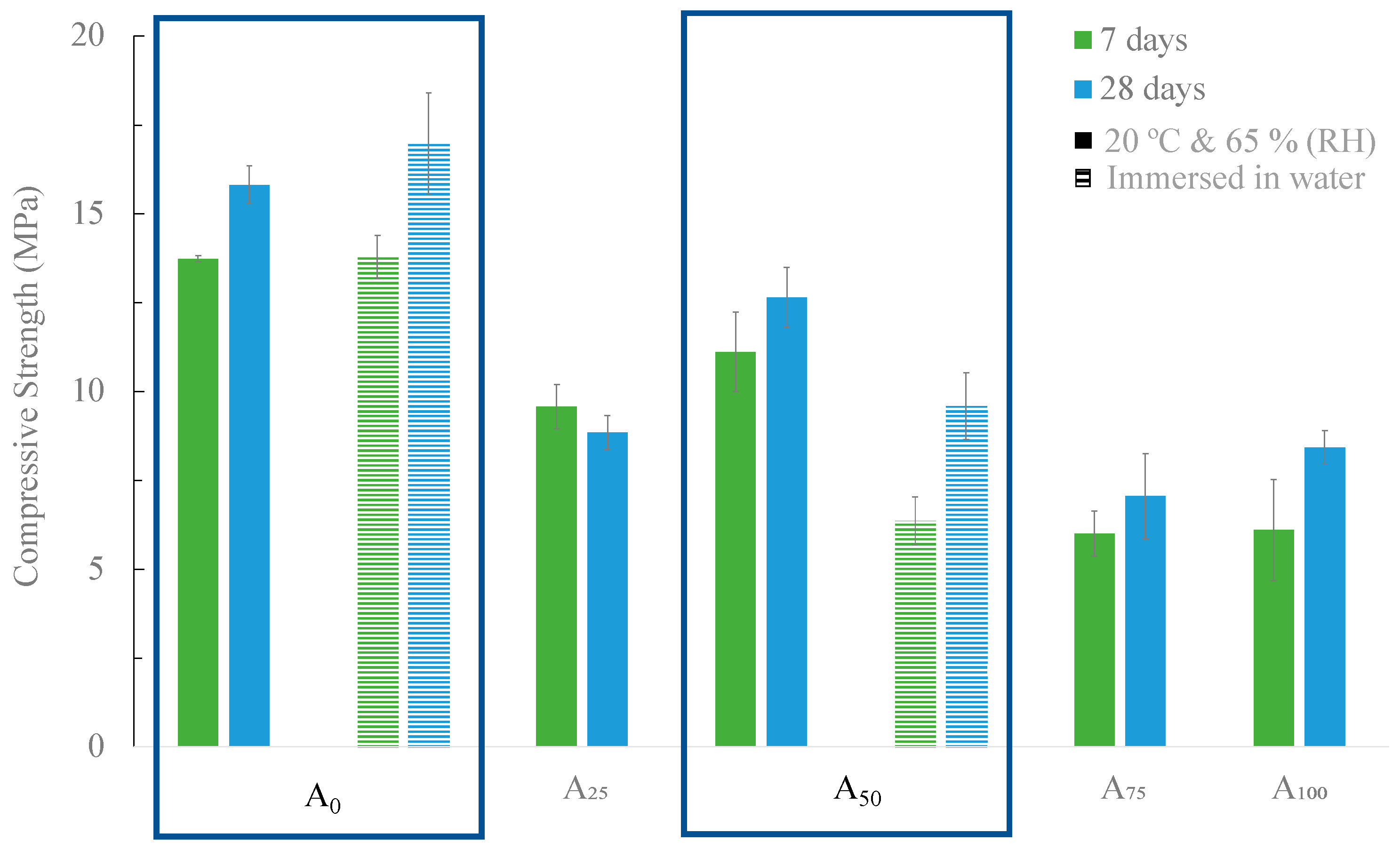
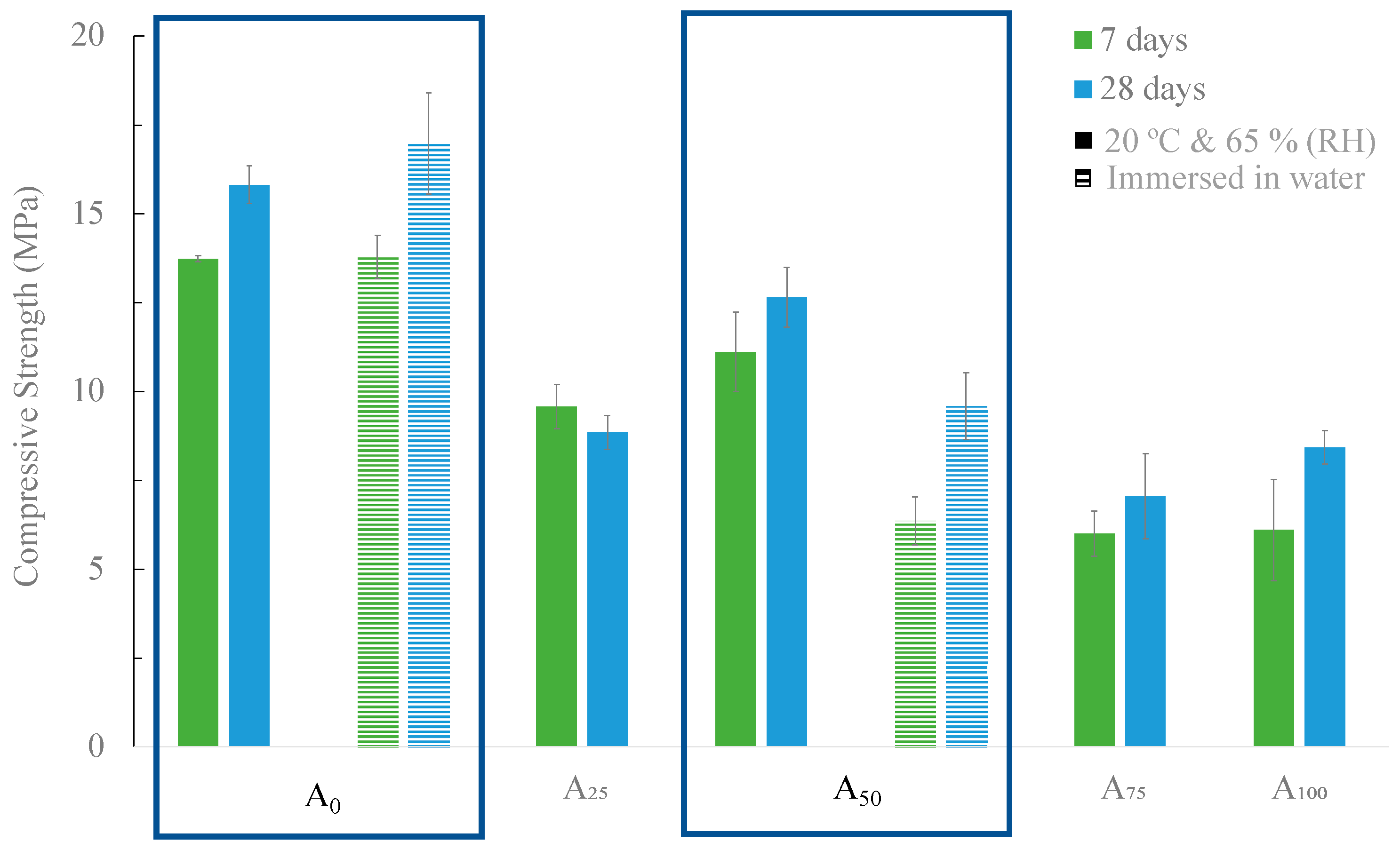
3.2.1. BA as Aggregate
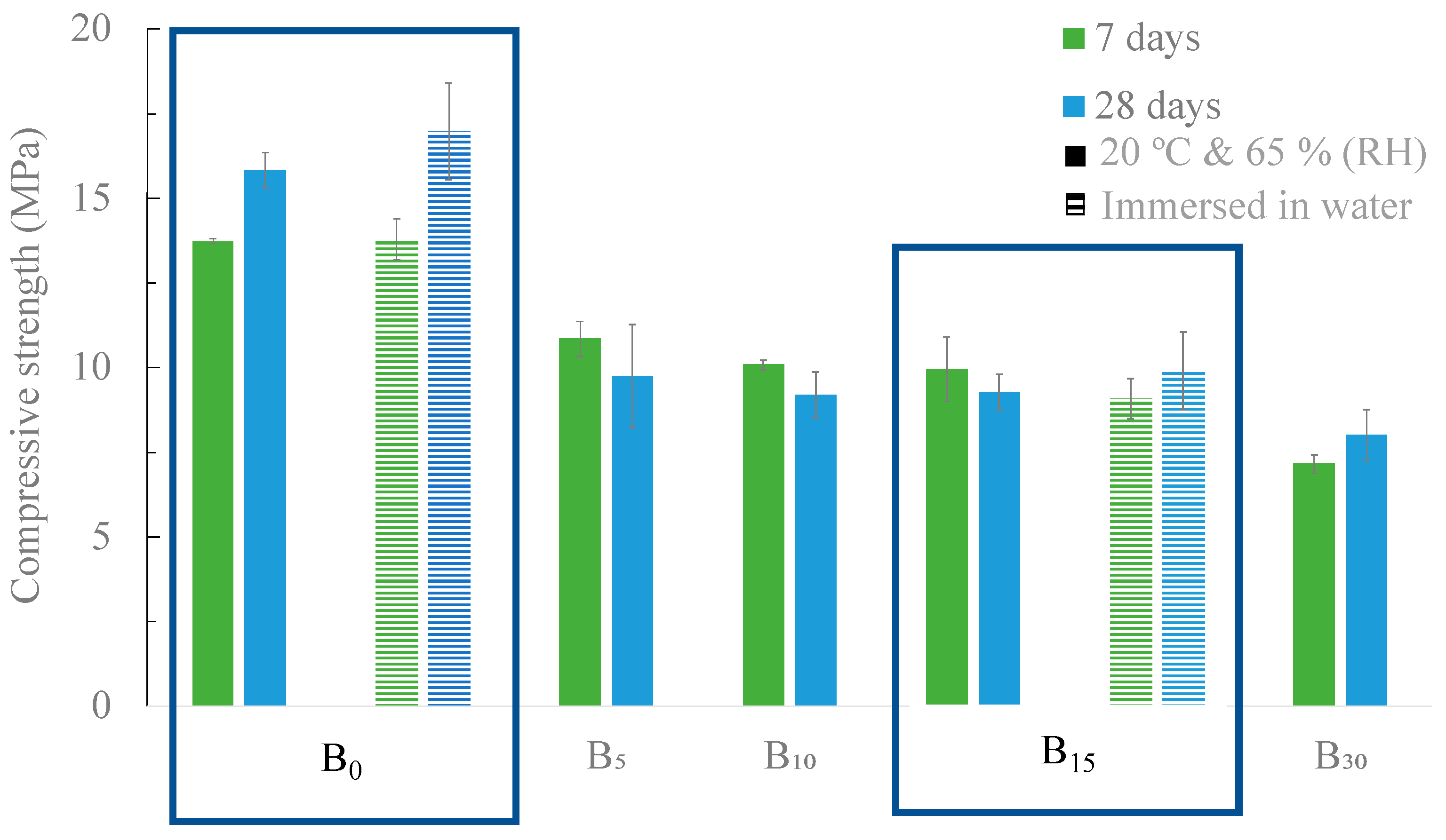
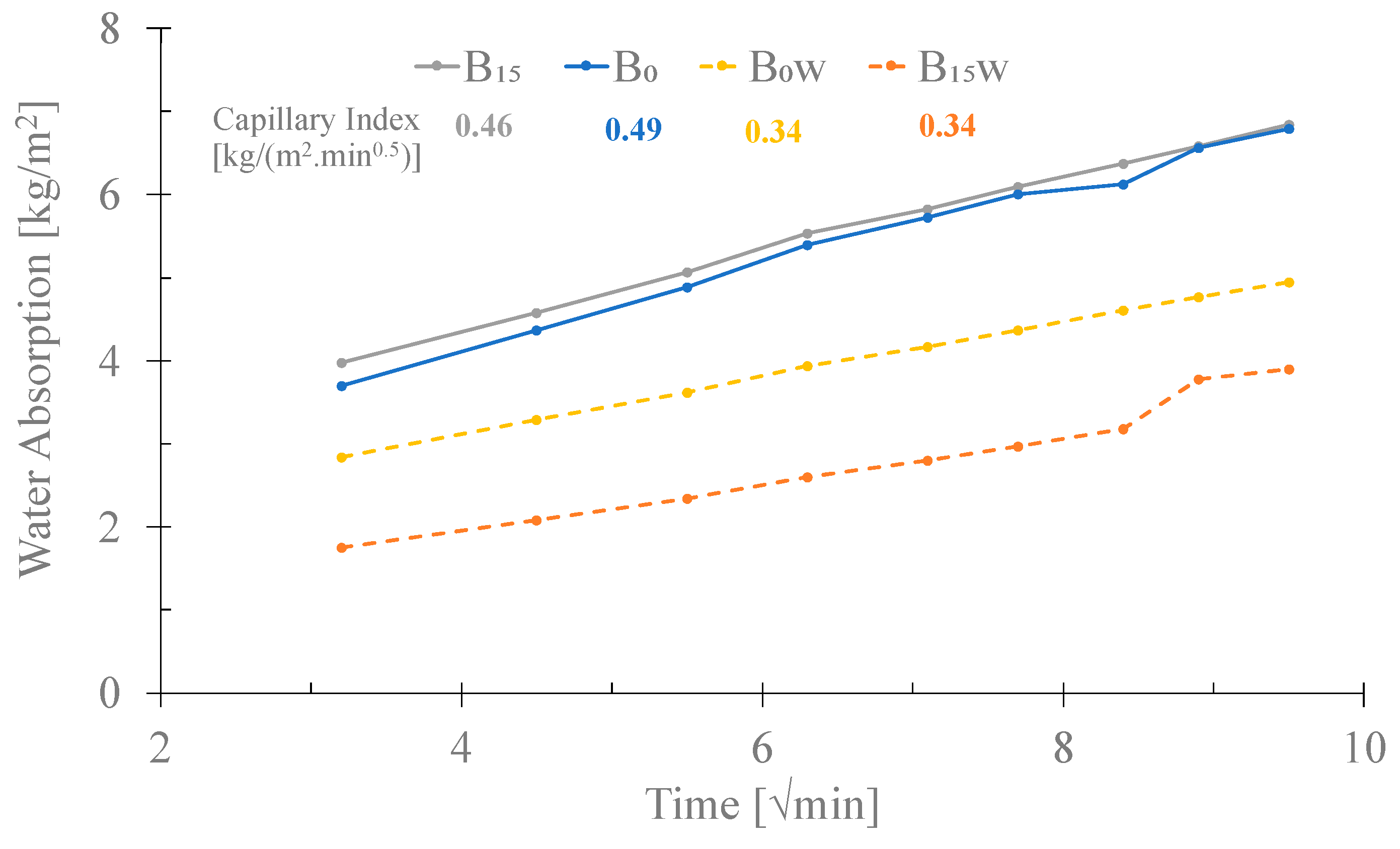
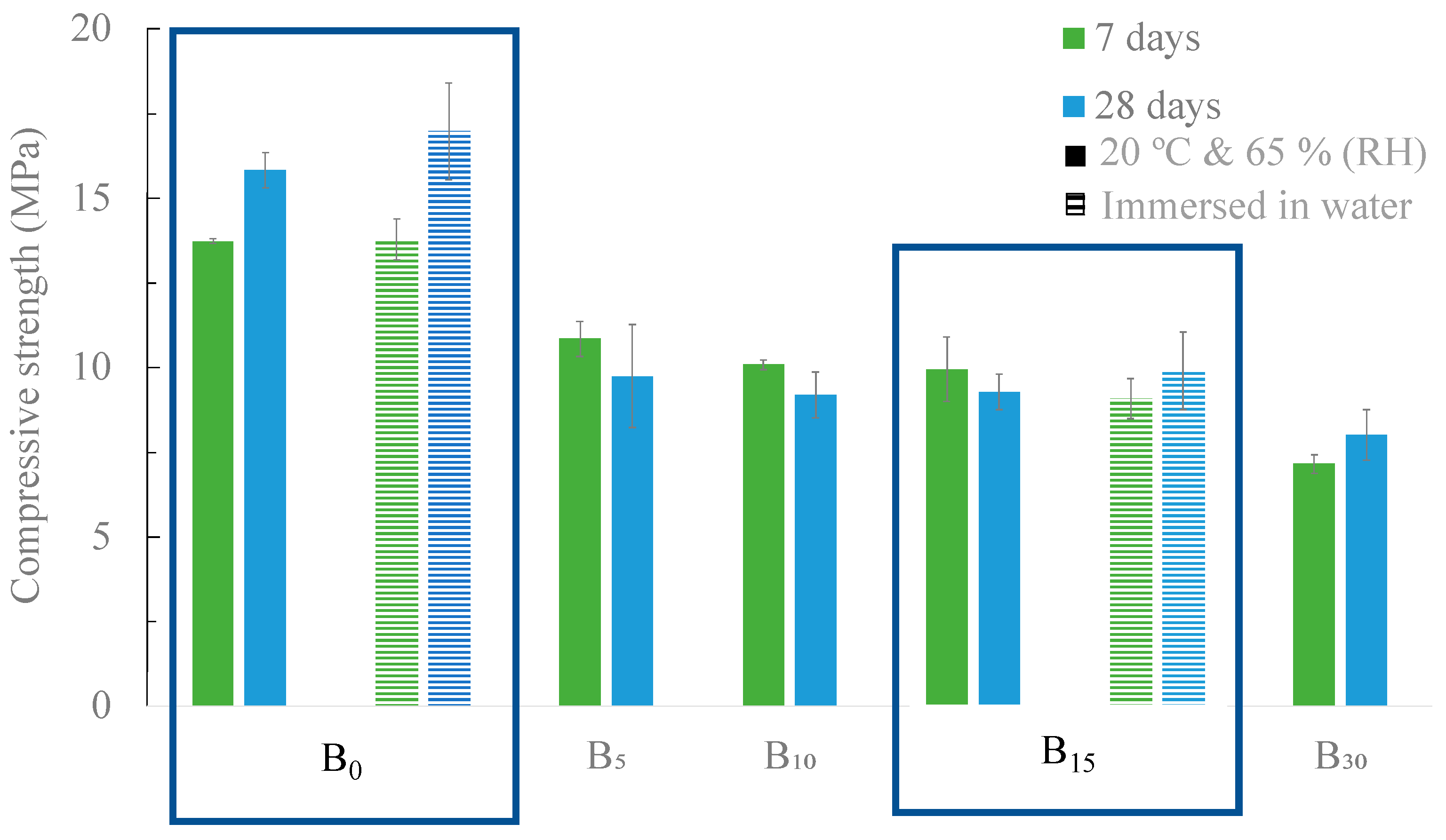
3.2.2. BA as Partial Substitute of OPC
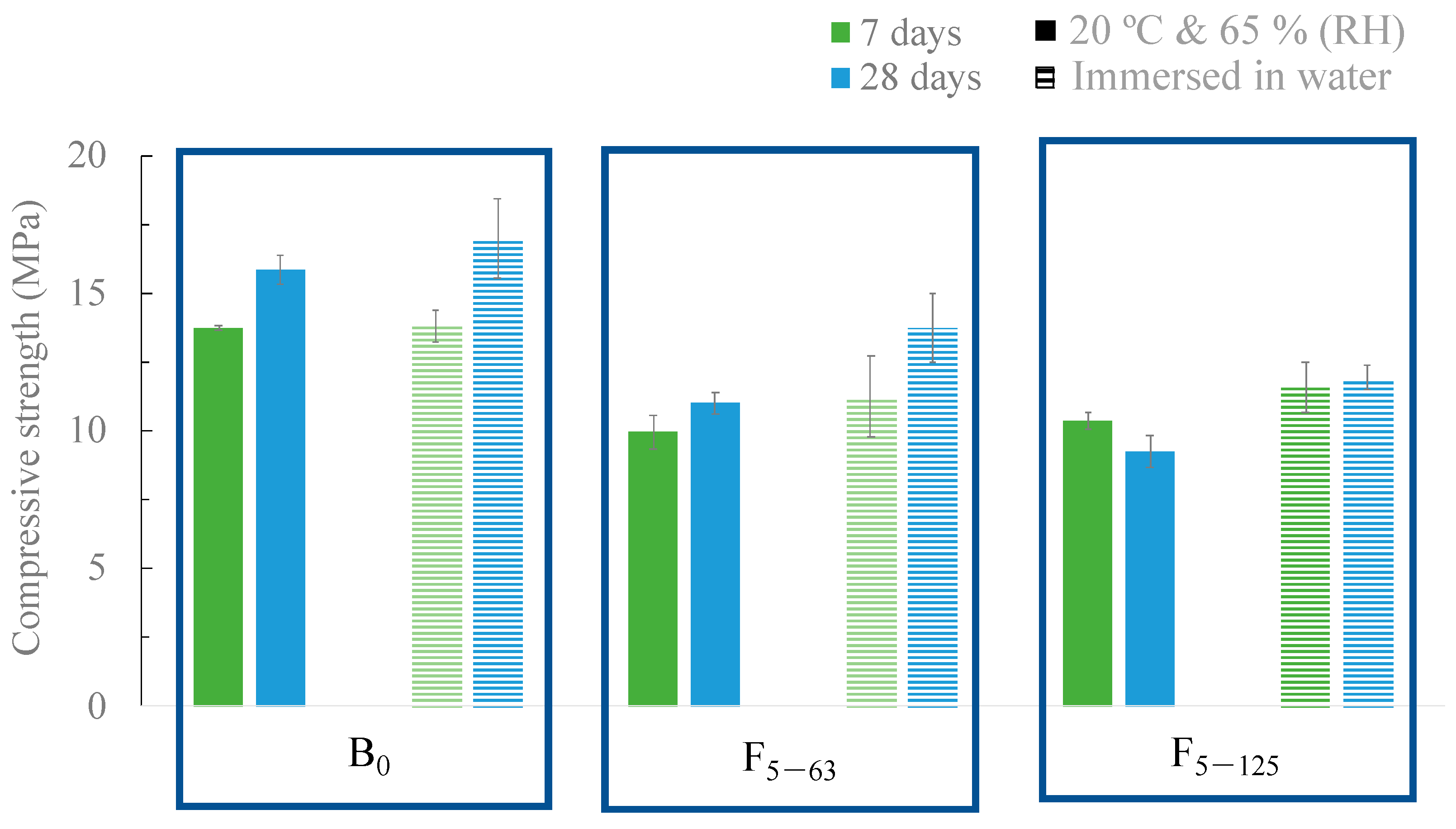
3.2.3. BA as Filler
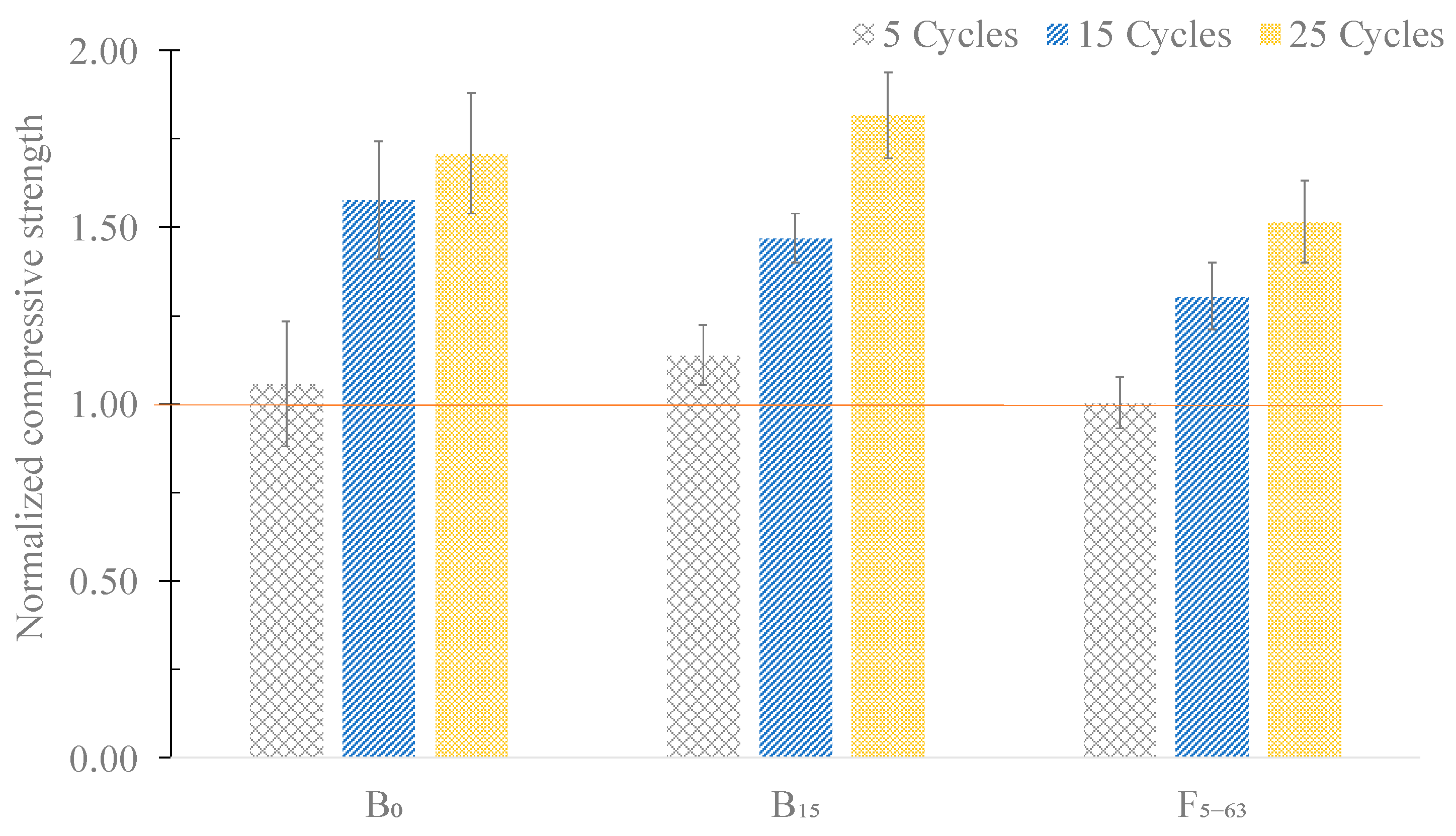
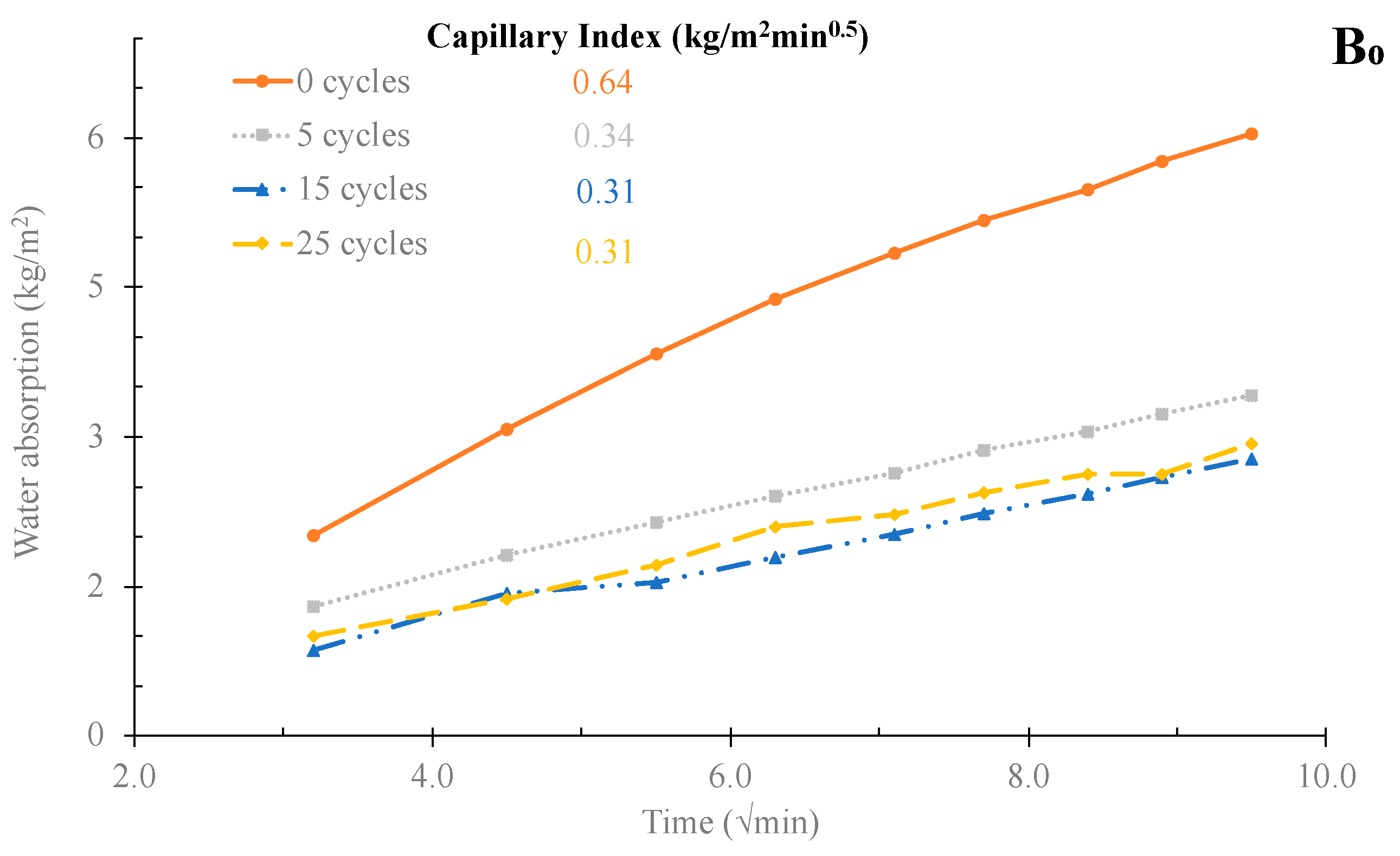
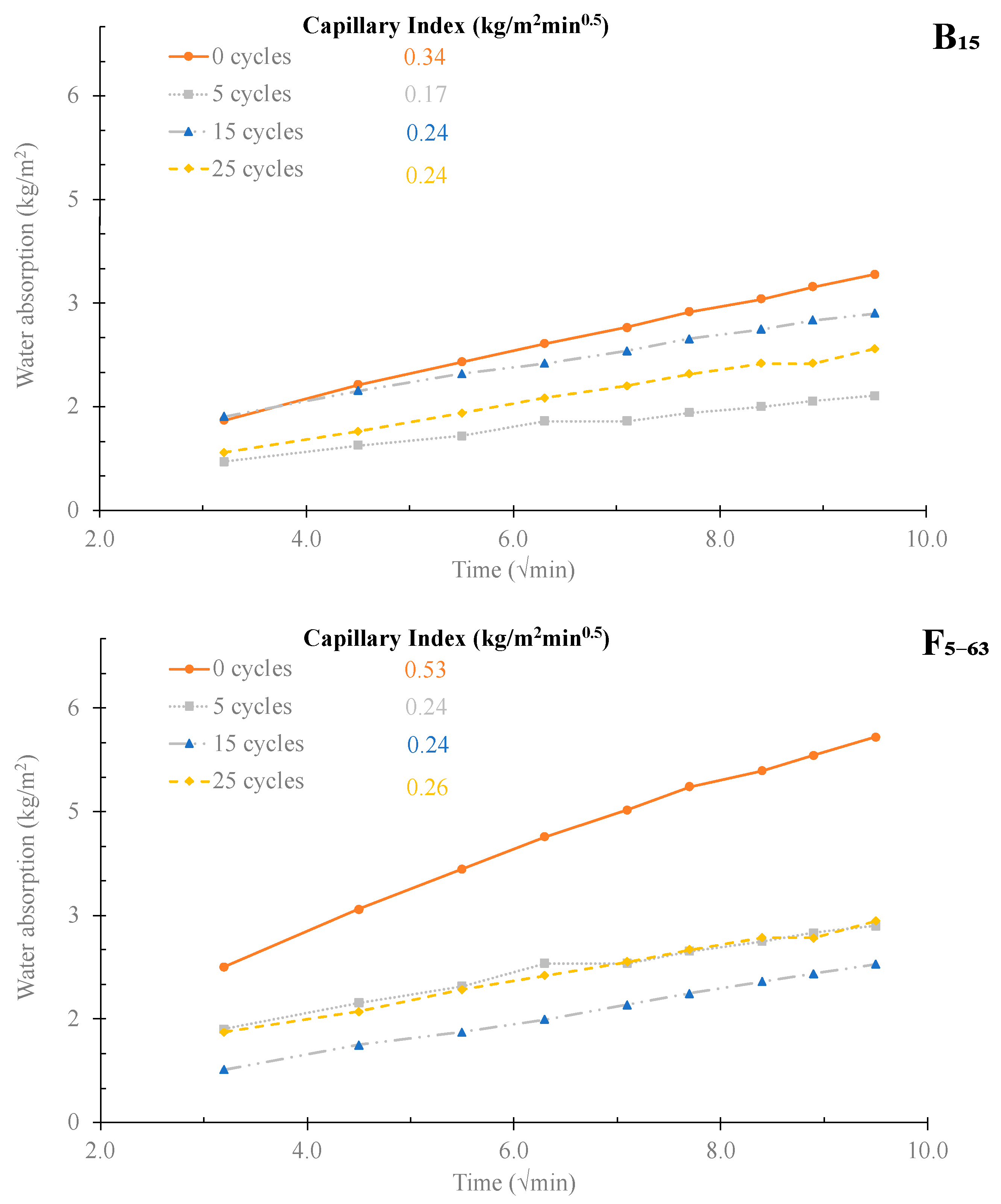
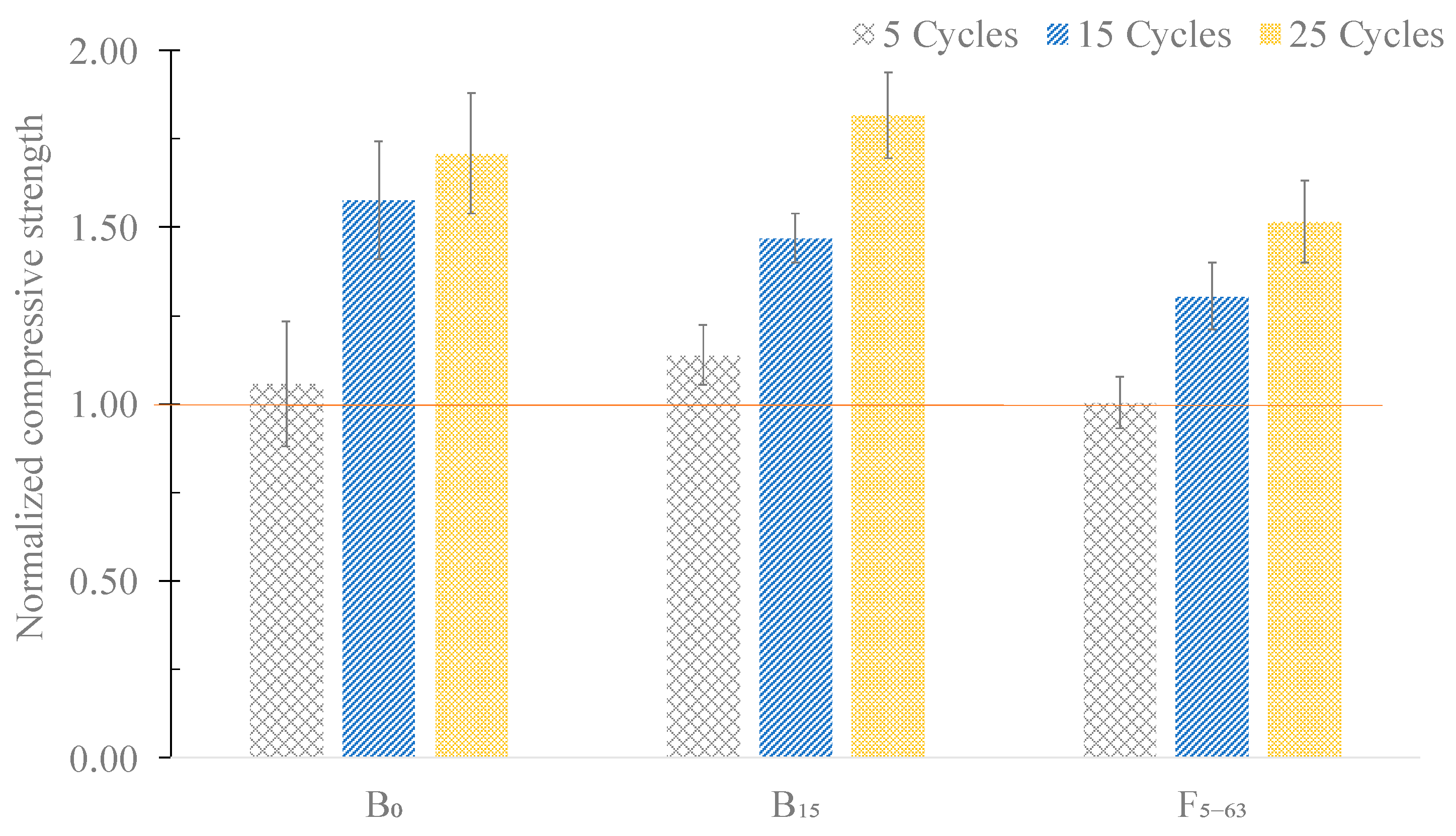
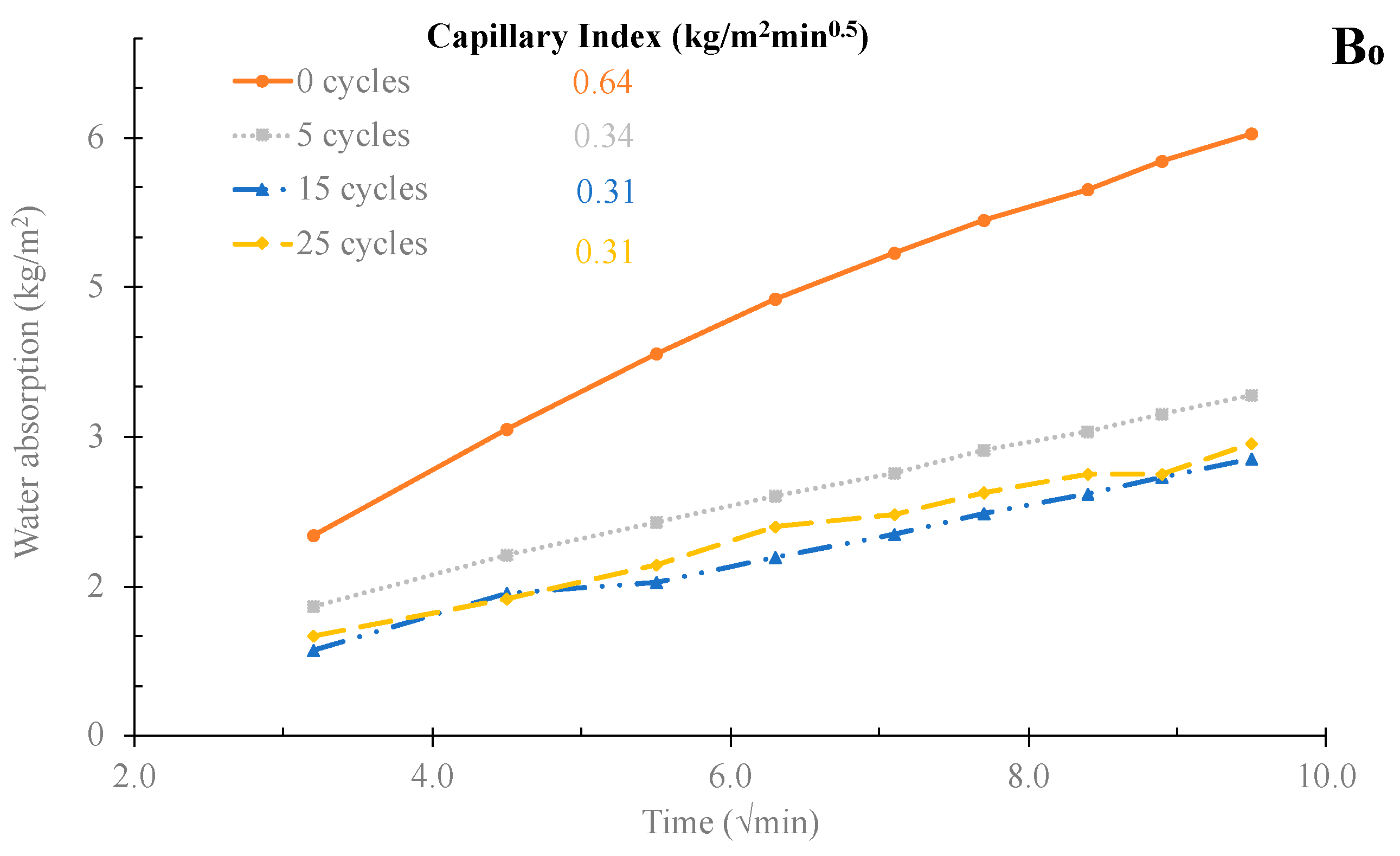
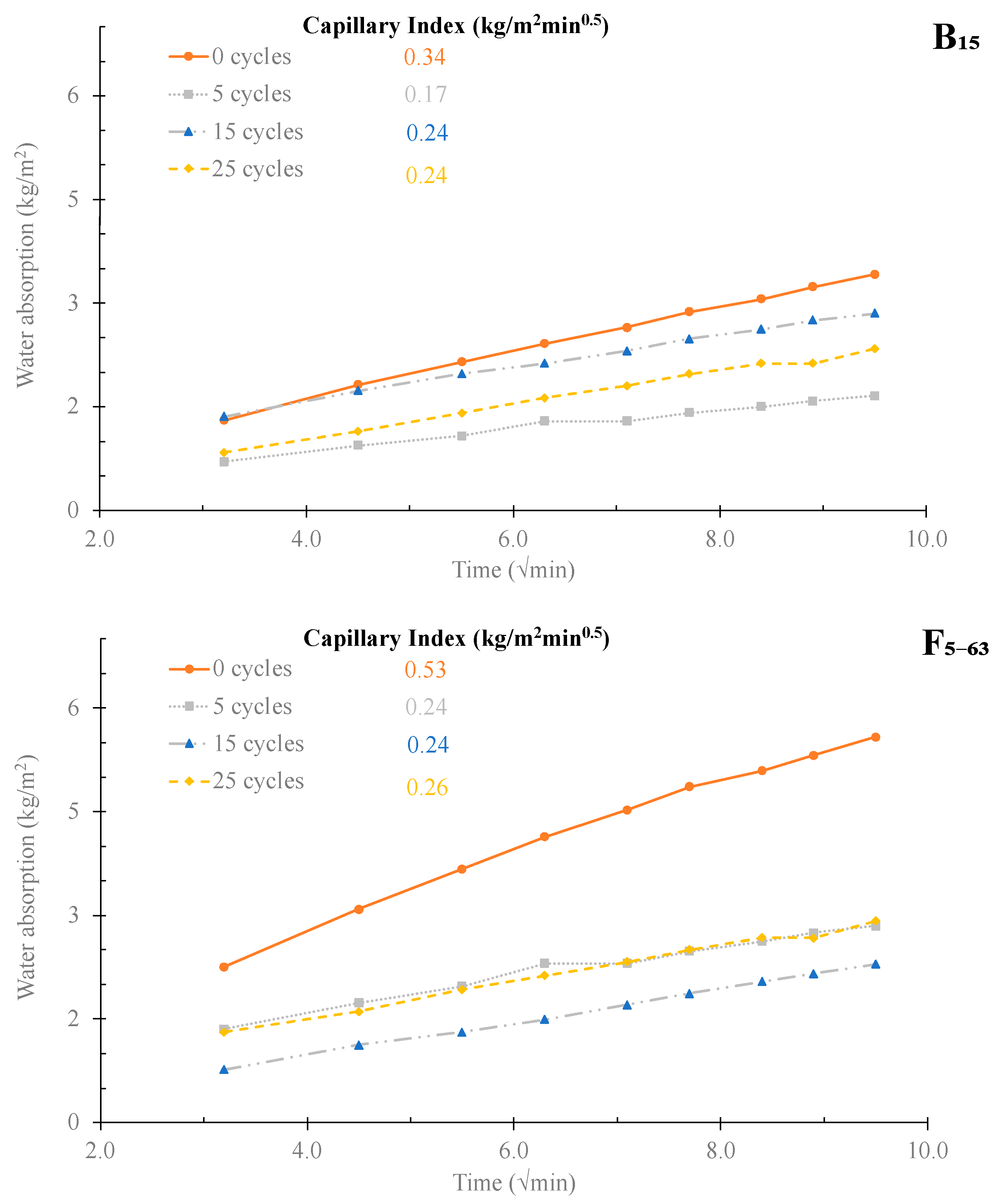
3.2.4. Freeze–Thaw Tests
4. Conclusions
- -
- BA as an aggregate leads to a decrease in the compressive strength of the mortars, and efflorescence appears on the sample surface.
- -
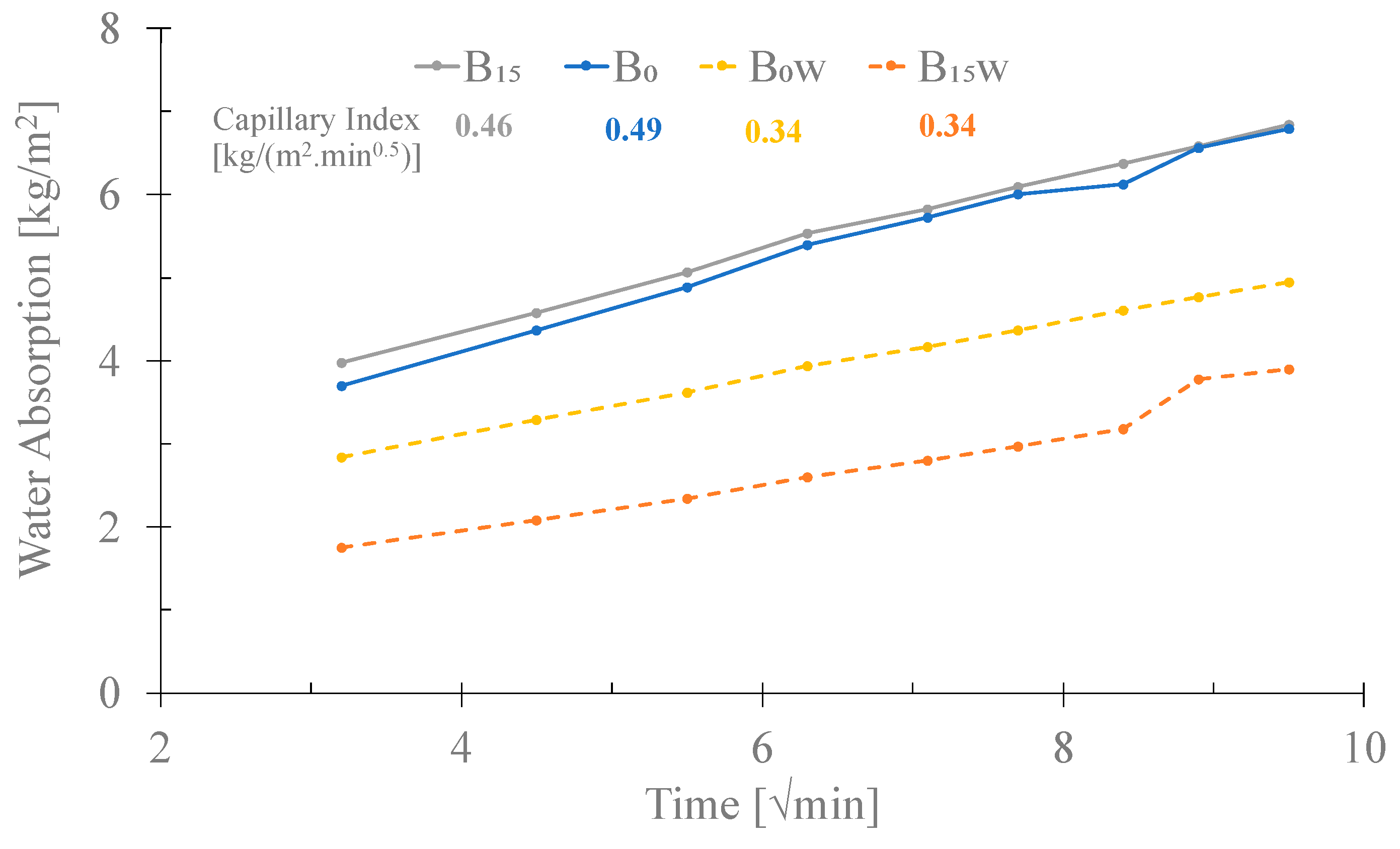
- BA as a binder (30 v/v %) also led to a decrease in the compressive strength of the mortars, from 15.8 to 8.0 MPa. However, the capillary indexes of the developed mortars are lower than those reported for OPC mortars, and these materials are suitable for use in walls.
- -
- BA as filler presented a slight decrease in the mechanical resistance. It was more pronounced for the higher particle size fraction—11.0 and 9.3 MPa with 63 and 125 μm, respectively.
- -
- No significant influence of the two tested curing conditions, immersed in water and in a climatic chamber (20 °C and 65% RH), was observed.
- -
- Mortars with 15 v/v % of BA as binder and 5 v/v % of BA as filler presented excellent resistance in the freeze–thaw durability tests for up to 25 cycles.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- IEA International Energy Agency. 2023. Available online: https://www.iea.org/topics/industry (accessed on 2 March 2023).
- IEA International Energy Agency. 2023. Available online: https://www.iea.org/reports/cement (accessed on 2 March 2023).
- Vilarinho, I.S.; Gameiro, T.; Capela, M.N.; Carvalheiras, J.; Caetano, A.P.F.; Novo, C.; Novais, R.M.; Seabra, M.P.; Labrincha, J.A. Review of recycling alternatives for paper pulp wastes. Front. Mater. 2022, 9, 1006861. [Google Scholar] [CrossRef]
- Xuan, D.; Tang, P.; Poon, C.S. Limitations and quality upgrading techniques for utilization of MSW incineration bottom ash in engineering applications—A review. Constr. Build. Mater. 2018, 190, 1091–1102. [Google Scholar] [CrossRef]
- Cho, B.H.; Nam, B.H.; An, J.; Youn, H. Municipal solid waste incineration (MSWI) ashes as construction materials—A review. Materials 2020, 13, 3143. [Google Scholar] [CrossRef] [PubMed]
- Chen, D.; Zhang, Y.; Xu, Y.; Nie, Q.; Yang, Z.; Sheng, W.; Qian, G. Municipal solid waste incineration residues recycled for typical construction materials—A review. RSC Adv. 2022, 12, 6279–6291. [Google Scholar] [CrossRef] [PubMed]
- Margallo, M.; Taddei, M.B.M.; Hernández-Pellón, A.; Aldaco, R.; Irabien, Á. Environmental sustainability assessment of the management of municipal solid waste incineration residues: A review of the current situation. Clean Technol. Environ. Policy 2015, 17, 1333–1353. [Google Scholar] [CrossRef]
- Qin, J.; Zhang, Y.; Heberlein, S.; Lisak, G.; Yi, Y. Characterization and comparison of gasification and incineration fly ashes generated from municipal solid waste in Singapore. Waste Manag. 2022, 146, 44–52. [Google Scholar] [CrossRef] [PubMed]
- The World Bank Group. 2023. Available online: https://datatopics.worldbank.org/what-a-waste/trends_in_solid_waste_management.html (accessed on 7 March 2023).
- Eurostat. 2023. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Municipal_waste_statistics#Municipal_waste_generation (accessed on 7 March 2023).
- Tang, P.; Florea, M.V.A.; Spiesz, P.; Brouwers, H.J.H. Application of thermally activated municipal solid waste incineration (MSWI) bottom ash fines as binder substitute. Cem. Concr. Compos. 2016, 70, 194–205. [Google Scholar] [CrossRef]
- Chen, Z.; Yang, E.H. Early age hydration of blended cement with different size fractions of municipal solid waste incineration bottom ash. Constr. Build. Mater. 2017, 156, 880–890. [Google Scholar] [CrossRef]
- Irshidat, M.R.; Al-Nuaimi, N.; Rabie, M. Potential utilization of municipal solid waste incineration ashes as sand replacement for developing sustainable cementitious binder. Constr. Build. Mater. 2021, 312, 125488. [Google Scholar] [CrossRef]
- Tokgoz, D.D.G.; Ozerkan, N.G.; Antony, S.J. Untreated municipal solid waste incineration ashes for cement replacement. J. Eng. Res. 2023, 100129, in press. [Google Scholar] [CrossRef]
- EN 196-1:2016; Methods of Testing Cement—Part 1: Determination of Strength. British Standard Institution: Singapore, 2016.
- EN 1015-3; Methods of Test for Mortar for Masonry Part 3—Determination of Consistence of Fresh Mortar (by Flow Table). CEN, European Committee for Standardization: Brussels, Belgium, 1998.
- EN 1015-11; Methods of Test for Mortar for Masonry Part 11—Determination of Flexural and Compressive Strength of Hardened Mortar. CEN, European Committee for Standardization: Brussels, Belgium, 1999.
- EN 1015-18; Methods of Test for Mortar for Masonry Part 18—Determination of Water-Absorption Coefficient Due to Capillary Action of Hardened Mortar. CEN, European Committee for Standardization: Brussels, Belgium, 2002.
- BS EN 998-2:2016; Specification for Mortar for Masonry: Masonry Mortar. British Standards Institution. British Standards Institution: Singapore, 2016.
- Vilarinho, I.S.; Capela, M.N.; Pinho, A.S.; Labrincha, J.A.; Seabra, M.P. Valorization of Fly Ashes and Sands Wastes from Biomass Boilers in One-Part Geopolymers. Molecules 2022, 27, 6881. [Google Scholar] [CrossRef] [PubMed]
- FLSmidth. Vertical Roll Mill OK; FLSmidth: Pinkenba, Australia, 2011. [Google Scholar]
- Dingbo. 2023. Available online: https://www.dingbocrusher.net/products/screening-washing-machine/vibrating-screen.html (accessed on 11 May 2023).
- Bruks Siwertell. 2023. Available online: https://bruks-siwertell.com/grinding-milling/hammer-mill-dry-materials (accessed on 11 May 2023).
- REN REN. 2023. Available online: https://datahub.ren.pt/pt/eletricidade/mercado/ (accessed on 11 May 2023).
- Capela, M.N.; Vilarinho, I.S.; Vieira, I.; Tarelho, L.A.C.; Seabra, M.P.; Labrincha, J.A. Valorization of Kraft Pulp and Paper Mill Slaker Grits and Biomass Fly Ash as Fillers in a Commercial Screed Mortar Formulation. Molecules 2022, 27, 8613. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, F.A.; Joekes, I. Cement industry: Sustainability, challenges and perspectives. Environ. Chem. Lett. 2011, 9, 151–166. [Google Scholar] [CrossRef]
- Dou, X.; Ren, F.; Nguyen, M.Q.; Ahamed, A.; Yin, K.; Chan, W.P.; Chang, V.W.C. Review of MSWI bottom ash utilization from perspectives of collective characterization, treatment and existing application. Renew. Sustain. Energy Rev. 2017, 79, 24–38. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of municipal solid waste (MSW) ash in cement and mortar. Resour. Conserv. Recycl. 2010, 54, 1037–1047. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production-present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Li, J. Municipal solid waste incineration ash-incorporated concrete: One step towards environmental justice. Buildings 2021, 11, 495. [Google Scholar] [CrossRef]
- EN 197-1:2011; Cement Part 1: Composition, Specifications and Conformity Criteria for Common Cements. CEN, European Committee for Standardization: Brussels, Belgium, 2011.
- BS EN 196-2:2013; Method of Testing Cement Part 2: Chemical Analysis of Cement. British Standards Institution: London, UK, 2013.
- ASTM C618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2012.
- Zhang, H.; Zhao, Y.; Qi, J. Thermal characterization of fly ash from one municipal solid waste incinerator (MSWI) in Shanghai. Process Saf. Environ. Prot. 2010, 88, 269–275. [Google Scholar] [CrossRef]
- Földvári, M. Handbook of the thermogravimetric system of minerals and its use in geological practice. Cent. Eur. Geol. 2013, 56, 397–400. [Google Scholar] [CrossRef]
- Neville, A.M.; Brooks, J.J. Concrete Technology, 2nd ed.; Pearson Education Limited: London, UK, 2010. [Google Scholar]
- Shaeffer, R.E. Reinforced Concrete: Preliminary Design for Architects and Builders; McGraw-Hill: New York, NY, USA, 1992. [Google Scholar]
- Valle-Zermeño, R.; Formosa, J.; Chimenos, J.M.; Martínez, M.; Fernández, A.I. Aggregate material formulated with MSWI bottom ash and APC fly ash for use as secondary building material. Waste Manag. 2013, 33, 621–627. [Google Scholar] [CrossRef]
- Build Direct. Types of Mortar and When to Use Them|BuildDirect® Learning CenterLearning Center. 2021. Available online: https://www.builddirect.com/learning-center/flooring/different-types-of-mortar-and-their-uses/ (accessed on 7 March 2023).
- Lynn, C.J.; Ghataora, G.S.; Dhir, R.K. Municipal incinerated bottom ash use as a cement component in concrete. Mag. Concr. Res. 2017, 69, 512–525. [Google Scholar] [CrossRef]
- Saikia, N.; Mertens, G.; Van Balen, K.; Elsen, J.; Van Gerven, T.; Vandecasteele, C. Pre-treatment of municipal solid waste incineration (MSWI) bottom ash for utilisation in cement mortar. Constr. Build. Mater. 2015, 96, 76–85. [Google Scholar] [CrossRef]
- Deboucha, W.; Leklou, N.; Khelidj, A.; Oudjit, M.N. Natural pozzolana addition effect on compressive strength and capillary water absorption of Mortar. Energy Procedia 2017, 139, 689–695. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mass (g) | Ratio | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sample | BA (v/v %) | Commercial Sand | BA as Aggregate | BA as Binder/Filler | OPC | Water/ Binder W/B | Aggregate/ Binder A/B (vol.) | A/B (wt.) | Final Spread Values (mm) |
| A₀ | 0 | 905.0 | 0 | - | 226.7 | 0.60 | 3.0 | 4.0 | 140 |
| A₂₅ | 25 | 679.0 | 162.5 | 0.62 | 3.7 | 140 | |||
| A₅₀ | 50 | 452.5 | 325.0 | 0.67 | 3.4 | 139 | |||
| A₇₅ | 75 | 226.3 | 487.5 | 0.82 | 3.2 | 141 | |||
| A₁₀₀ | 100 | - | 650.0 | 0.83 | 2.9 | 141 | |||
| B₀ | - | 905.0 | - | - | 226.7 | 0.60 | 3.0 | 4.0 | 140 |
| B₅ | 5 | 4.6 | 219.9 | 0.57 | 4.0 | 141 | |||
| B₁₀ | 10 | 9.2 | 213.1 | 0.61 | 4.0 | 143 | |||
| B₁₅ | 15 | 13.8 | 206.3 | 0.56 | 4.1 | 141 | |||
| B30 | 30 | 27.6 | 185.9 | 0.59 | 4.2 | 140 | |||
| F5–63 | 5 | 905.0 | - | 4.6 | 226.7 | 0.60 | 2.9 | 3.9 | 140 |
| F5–125 | |||||||||
| Process Step\Material | Slag | BA | ||
|---|---|---|---|---|
| Scenario 1 | Scenario 2 | |||
| Energy required (kWh/ton) | Vertical Roller Mill [21] | 45.2 a | 45.2 a | - |
| Sieve [22] | - | - | 1.1 b | |
| Hammer mill [23] | - | - | 36.6 c | |
| Estimated total energy required (kWh/ton) | 45.2 | 45.2 | 37.7 | |
| Estimated energy cost (€/ton) d | 4.14 | 3.45 | ||
| Maximum Value (wt.%) | A7 (<0.063 mm) | A6 (0.063 ≤ ϕ < 0.125 mm) | A2-A3 (0.5 ≤ ϕ < 2 mm) | |
|---|---|---|---|---|
| SO3 | 3.5 [33] | 1.9 | 1.8 | 1.4 |
| Na2O | 1.5 | 0.9 | 1.0 | 1.7 |
| Naequivalente | 1.5 | 1.5 | 1.6 | 2.6 |
| BA Fraction | A7 [0, 0.063[ | A6 [0.063, 0.125[ | A5 [0.125, 0.25[ | A4 [0.25, 0.5[ | A3 [0.5, 1[ | A2 [1, 2[ | A1 [2, 3.15[ | BA as Received |
|---|---|---|---|---|---|---|---|---|
| Loss on ignition (wt.%) | 32.34 | 26.33 | 20.66 | 19.56 | 19.51 | 14.59 | 9.64 | 11.95 |
| SiO2 + Al2O3 + Fe2O3 * (wt.%) | 28.66 | 33.02 | 36.62 | 41.61 | 42.26 | 48.08 | 54.94 | 46.41 |
| Samples | Density (g/cm3) | |
|---|---|---|
| 7 Days | 28 Days | |
| A0 | 1.9 ± 0.1 | 1.9 ± 0.1 |
| A25 | 1.9 ± 0.1 | 1.8 ± 0.1 |
| A50 | 1.8 ± 0.1 | 1.8 ± 0.1 |
| A75 | 1.7 ± 0.1 | 1.7 ± 0.1 |
| A100 | 1.6 ± 0.1 | 1.7 ± 0.1 |
| Samples | Density (g/cm3) | |
|---|---|---|
| 7 Days | 28 Days | |
| B0 | 1.9 ± 0.1 | 1.9 ± 0.1 |
| B5 | 1.9 ± 0.1 | 1.9 ± 0.1 |
| B10 | 1.9 ± 0.1 | 1.9 ± 0.1 |
| B15 | 1.8 ± 0.1 | 1.9 ± 0.1 |
| B30 | 1.8 ± 0.1 | 1.8 ± 0.1 |
| Samples | Density (g/cm3) | |
|---|---|---|
| 7 Days | 28 Days | |
| B0 | 1.9 ± 0.1 | 1.9 ± 0.1 |
| F5–63 | 1.8 ± 0.1 | 1.9 ± 0.1 |
| F5–125 | 1.8 ± 0.1 | 1.8 ± 0.1 |
| Samples | Density (g/cm3) | |||
|---|---|---|---|---|
| 28 Days | 5 Cycles | 15 Cycles | 25 Cycles | |
| B0 | 1.9 ± 0.1 | 2.0 ± 0.1 | 1.9 ± 0.1 | 2.0 ± 0.1 |
| B15 | 1.9 ± 0.1 | 1.9 ± 0.1 | 1.9 ± 0.1 | 2.0 ± 0.1 |
| F5–63 | 1.9 ± 0.1 | 2.0 ± 0.1 | 2.0 ± 0.1 | 1.9 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vilarinho, I.S.; Guimarães, G.; Labrincha, J.A.; Seabra, M.P. Development of Eco-Mortars with the Incorporation of Municipal Solid Wastes Incineration Ash. Materials 2023, 16, 6933. https://doi.org/10.3390/ma16216933
Vilarinho IS, Guimarães G, Labrincha JA, Seabra MP. Development of Eco-Mortars with the Incorporation of Municipal Solid Wastes Incineration Ash. Materials. 2023; 16(21):6933. https://doi.org/10.3390/ma16216933
Chicago/Turabian StyleVilarinho, Inês S., Gonçalo Guimarães, João A. Labrincha, and Maria P. Seabra. 2023. "Development of Eco-Mortars with the Incorporation of Municipal Solid Wastes Incineration Ash" Materials 16, no. 21: 6933. https://doi.org/10.3390/ma16216933
APA StyleVilarinho, I. S., Guimarães, G., Labrincha, J. A., & Seabra, M. P. (2023). Development of Eco-Mortars with the Incorporation of Municipal Solid Wastes Incineration Ash. Materials, 16(21), 6933. https://doi.org/10.3390/ma16216933