
Significantly Improving the High-Temperature Tensile Properties of Al17Cr10Fe36Ni36Mo1 Alloys by Microalloying Hf

 ,
,
Abstract
:1. Introduction
2. Experiment
2.1. Materials Preparation
2.2. Mechanical Tests and Materials Characterizations
3. Results and Discussion
3.1. Microstructure and Element Distribution Characterizations
3.2. Mechanical Properties at Room Temperature and High Temperature
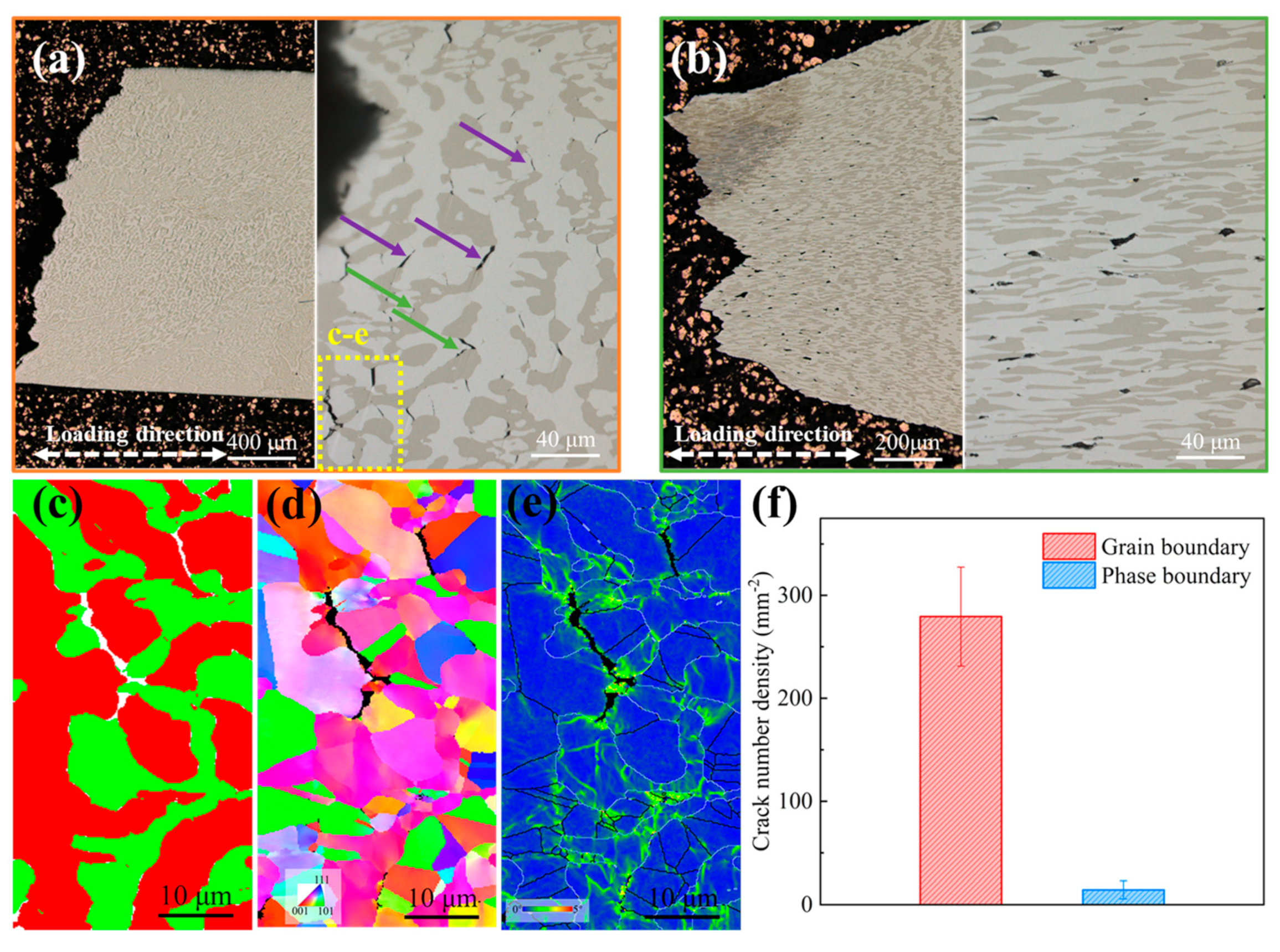
3.3. Fracture Behavior of Hf0.5 Alloy at 700 °C
4. Conclusions
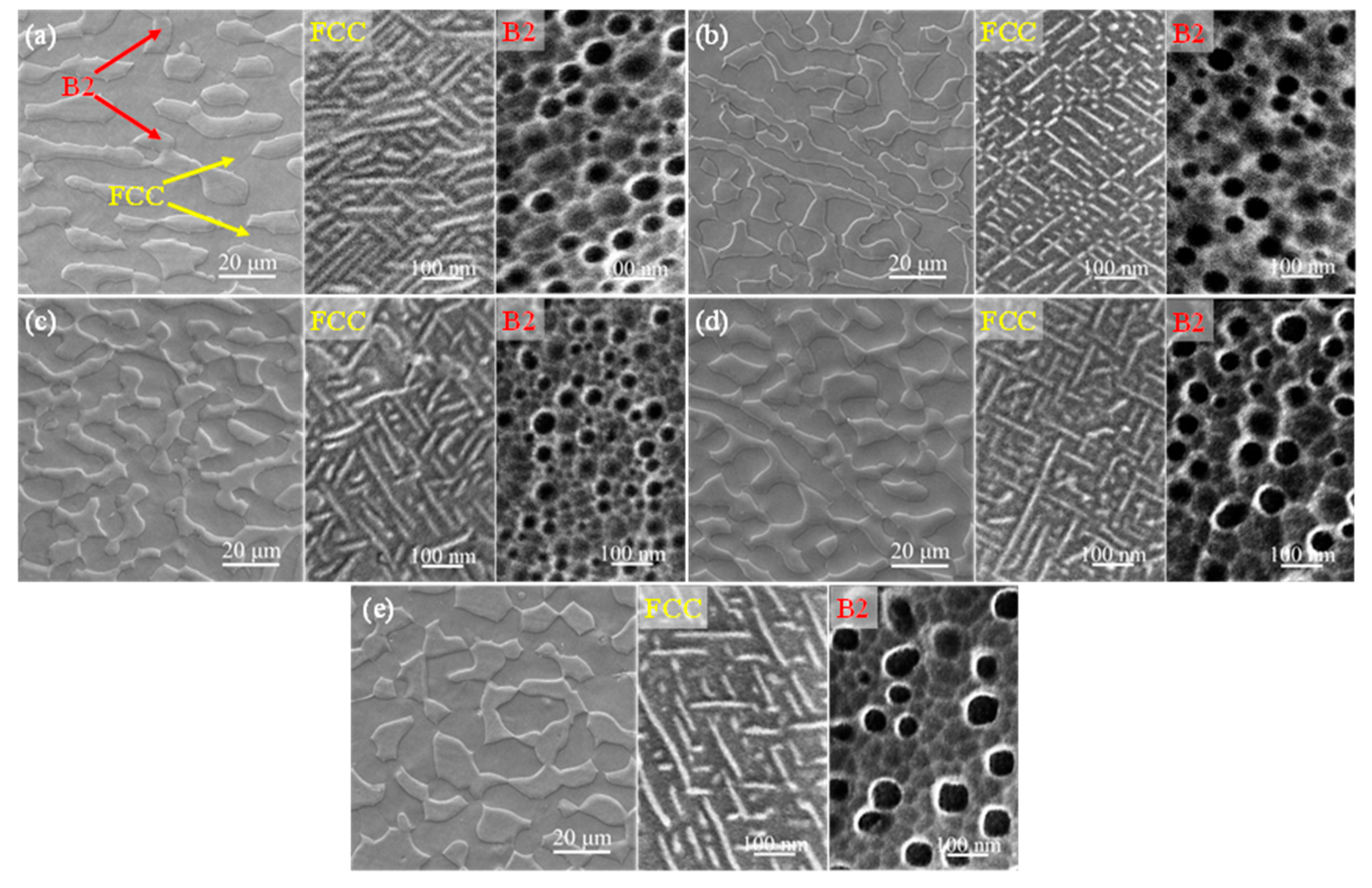
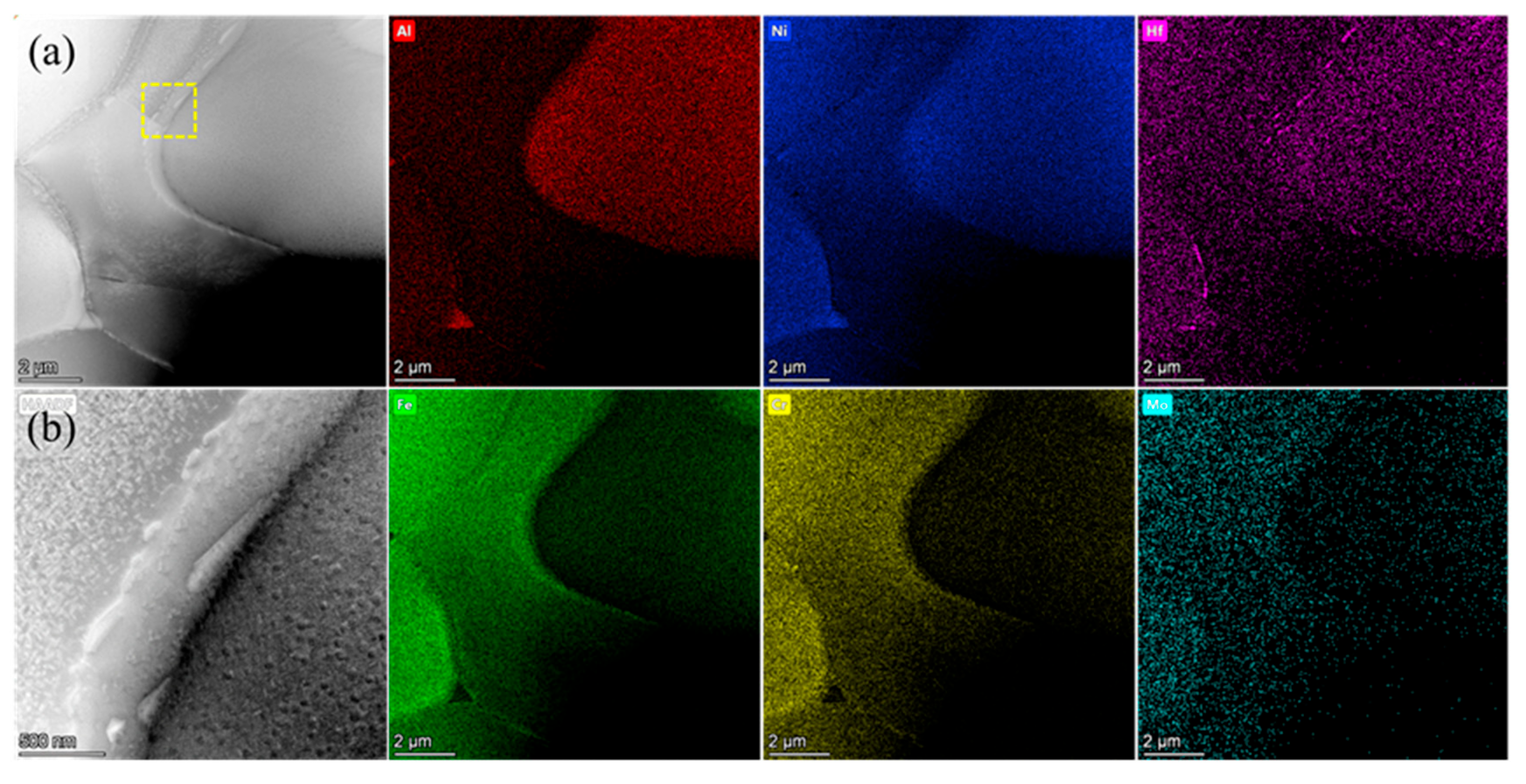
- With the increase in Hf content, the dual-phase structure with the FCC phase and B2 phase is almost unchanged while Hf is segregated near the grain boundary and phase boundary. In Al17Cr10Fe35.5Ni36Mo1Hf0.5 alloys, precipitation of the Hf-rich phase precipitated at grain boundaries and phase boundaries. In addition, the acicular Hf-rich phases with widths of 1~5 nm interlaced with each other and precipitated in the B2 phase were also observed.
- At room temperature, with the increase in Hf content, the ultimate tensile strength and fracture strain of the alloys had little change. The Hf0.03 alloy with a moderate yield strength (867 MPa) exhibited the highest tensile strength (1533 MPa) and elongation to failure (18.6%). The Hf0.5 alloys with excellent tensile strength (1480 MPa) and elongation to failure (12.5%) exhibited the maximum yield strength (908 MPa).
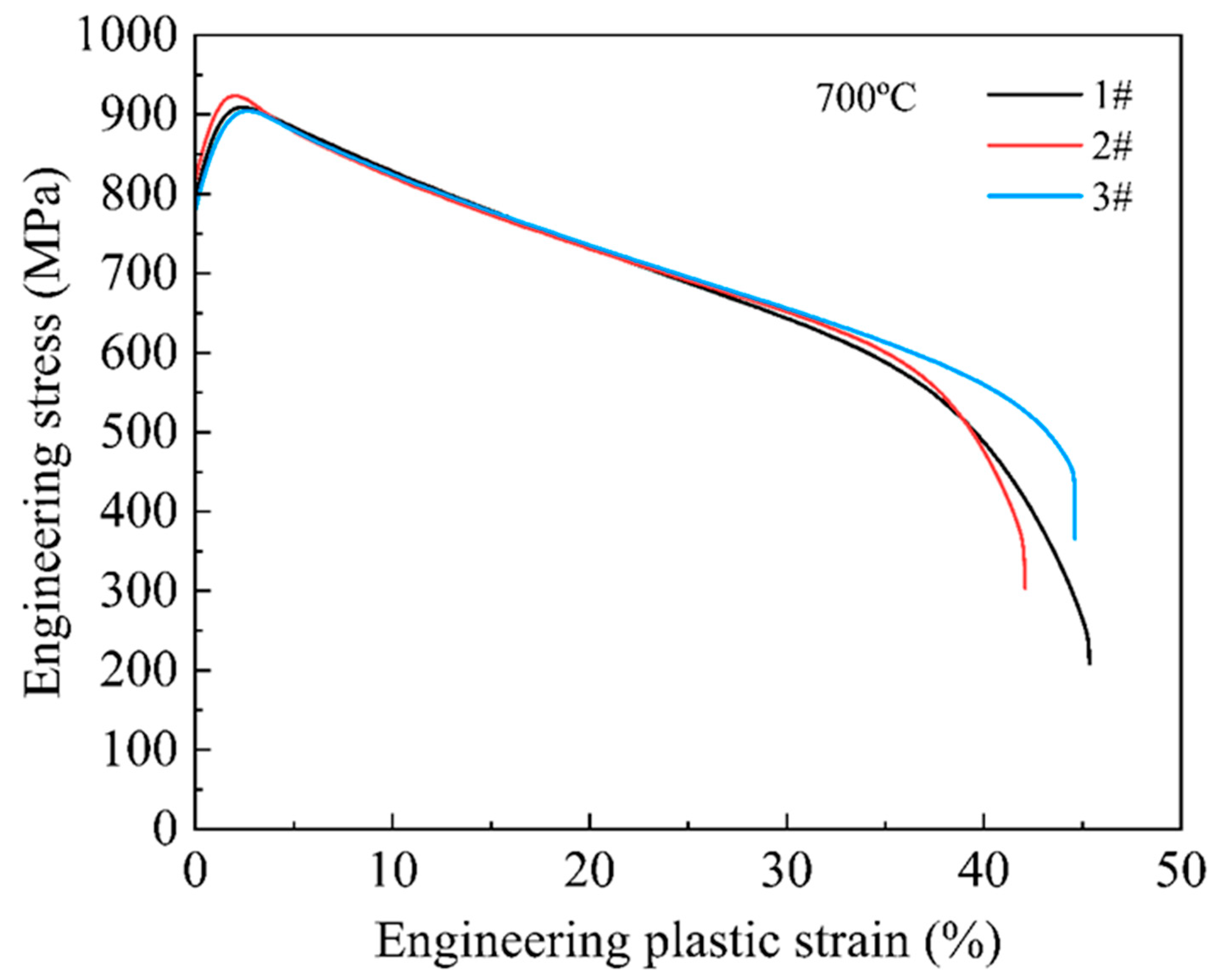
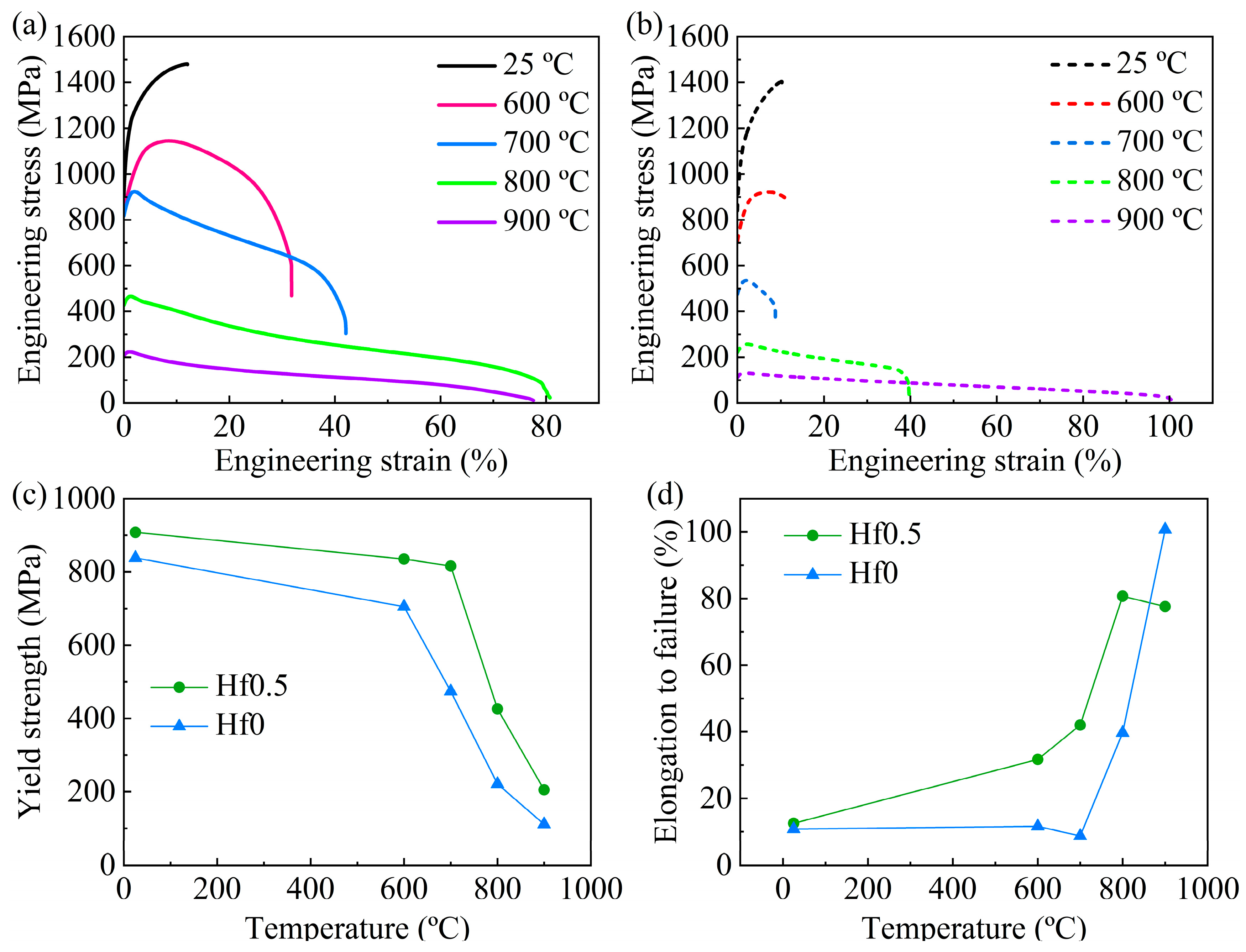
- At 700 °C, with the increase in Hf content, the alloy’s strength and plasticity increased first and then decreased. The Hf0.5 alloys demonstrated the best mechanical properties, with a yield strength of 816 MPa, tensile strength of 923 MPa, and elongation to failure of 42%. The strengthening effect of Hf on the alloy could be maintained at 600 °C, 800 °C, and 900 °C.
- At different high temperatures, the Hf0.5 alloy exhibited a higher strength and ductility than the Hf0 alloys. The outstanding high-temperature strength of the Hf0.5 alloy was attributed to the precipitation strengthening of the Hf-rich phase precipitated in the inner of the B2 phase. The excellent high-temperature ductility of the Hf0.5 alloy was attributed to the pinning effect of the Hf-rich phase that existed at grain and phase boundaries to boundary sliding during the high-temperature deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ritchie, R.O. The conflicts between strength and toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef] [PubMed]
- Jiang, W.; Yuan, S.; Cao, Y.; Zhang, Y.; Zhao, Y. Mechanical properties and deformation mechanisms of a Ni2Co1Fe1V0.5Mo0.2 medium-entropy alloy at elevated temperatures. Acta Mater. 2021, 213, 116982. [Google Scholar] [CrossRef]
- Rösler, J.; Götting, M.; Del Genovese, D.; Böttger, B.; Kopp, R.; Wolske, M.; Schubert, F.; Penkalla, H.J.; Seliga, T.; Thoma, A.; et al. Wrought Ni-Base Superalloys for Steam Turbine Applications beyond 700 °C. Adv. Eng. Mater. 2003, 5, 469–483. [Google Scholar] [CrossRef]
- Shi, P.; Ren, W.; Zheng, T.; Ren, Z.; Hou, X.; Peng, J.; Hu, P.; Gao, Y.; Zhong, Y.; Liaw, P.K. Enhanced strength-ductility synergy in ultrafine-grained eutectic high-entropy alloys by inheriting microstructural lamellae. Nat. Commun. 2019, 10, 489. [Google Scholar] [CrossRef] [PubMed]
- Shi, P.; Zhong, Y.; Li, Y.; Ren, W.; Zheng, T.; Shen, Z.; Yang, B.; Peng, J.; Hu, P.; Zhang, Y.; et al. Multistage work hardening assisted by multi-type twinning in ultrafine-grained heterostructural eutectic high-entropy alloys. Mater. Today 2020, 41, 62–71. [Google Scholar] [CrossRef]
- Wani, I.S.; Bhattacharjee, T.; Sheikh, S.; Lu, Y.P.; Chatterjee, S.; Bhattacharjee, P.P.; Guo, S.; Tsuji, N. Ultrafine-Grained AlCoCrFeNi2.1Eutectic High-Entropy Alloy. Mater. Res. Lett. 2016, 4, 174–179. [Google Scholar] [CrossRef]
- Wu, Q.; He, F.; Li, J.; Kim, H.S.; Wang, Z.; Wang, J. Phase-selective recrystallization makes eutectic high-entropy alloys ultra-ductile. Nat. Commun. 2022, 13, 4697. [Google Scholar] [CrossRef] [PubMed]
- Ye, Z.; Li, C.; Zheng, M.; Zhang, X.; Yang, X.; Wang, Q.; Gu, J. Realizing superior strength-ductility combination in dual-phase AlFeCoNiV high-entropy alloy through composition and microstructure design. Mater. Res. Lett. 2022, 10, 736–743. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Z.; Wu, Q.; Jia, Y.; Xu, Q.; He, F.; Li, J.; Wang, J. A hypoeutectic high-entropy alloy with hierarchical microstructure for high-temperature application. Scr. Mater. 2023, 232, 115502. [Google Scholar] [CrossRef]
- Nutor, R.K.; Cao, Q.; Wei, R.; Su, Q.; Du, G.; Wang, X.; Li, F.; Zhang, D.; Jiang, J.Z. A dual-phase alloy with ultrahigh strength-ductility synergy over a wide temperature range. Sci. Adv. 2021, 7, eabi4404. [Google Scholar] [CrossRef]
- Lu, J.; Zhang, H.; Chen, Y.; Li, L.; Liu, X.; Xiao, W.; Ni, N.; Zhao, X.; Guo, F.; Xiao, P. Y-doped AlCoCrFeNi2.1 eutectic high-entropy alloy with excellent oxidation resistance and structure stability at 1000 °C and 1100 °C. Corros. Sci. 2021, 180, 109191. [Google Scholar] [CrossRef]
- Lu, J.; Zhang, H.; Li, L.; Chen, Y.; Liu, X.; Zhao, X.; Guo, F. Y-Hf co-doped AlCoCrFeNi2.1 eutectic high-entropy alloy with excellent oxidation and spallation resistance under thermal cycling conditions at 1100 °C and 1200 °C. Corros. Sci. 2021, 187, 109515. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.M.; George, E.P. Recovery, recrystallization, grain growth and phase stability of a family of FCC-structured multi-component equiatomic solid solution alloys. Intermetallics 2014, 46, 131–140. [Google Scholar] [CrossRef]
- Pascoe, R.T.; Newey, C.W.A. The Mechanical Behaviour of the NiAl. Met. Sci. J. 1968, 2, 138–143. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Umakoshi, Y. The deformation behaviour of intermetallic superlattice compounds. Prog. Mater. Sci. 1990, 34, 1–148. [Google Scholar] [CrossRef]
- Noebe, R.D.; Bowman, R.R.; Nathal, M.V. Physical and Mechanical-Properties of the B2 Compound Nial. Int. Mater. Rev. 1993, 38, 193–232. [Google Scholar] [CrossRef]
- Zhang, C.; Yu, Q.; Tang, Y.T.; Xu, M.; Wang, H.; Zhu, C.; Ell, J.; Zhao, S.; MacDonald, B.E.; Cao, P.; et al. Strong and ductile FeNiCoAl-based high-entropy alloys for cryogenic to elevated temperature multifunctional applications. Acta Mater. 2023, 242, 118449. [Google Scholar] [CrossRef]
- Jumaev, E.; Hong, S.H.; Kim, J.T.; Park, H.J.; Kim, Y.S.; Mun, S.C.; Park, J.-Y.; Song, G.; Lee, J.K.; Min, B.H.; et al. Chemical evolution-induced strengthening on AlCoCrNi dual-phase high-entropy alloy with high specific strength. J. Alloys Compd. 2019, 777, 828–834. [Google Scholar] [CrossRef]
- Cao, B.X.; Kong, H.J.; Fan, L.; Luan, J.H.; Jiao, Z.B.; Kai, J.J.; Yang, T.; Liu, C.T. Heterogenous columnar-grained high-entropy alloys produce exceptional resistance to intermediate-temperature intergranular embrittlement. Scr. Mater. 2021, 194, 113622. [Google Scholar] [CrossRef]
- Yang, T.; Zhao, Y.L.; Fan, L.; Wei, J.; Luan, J.H.; Liu, W.H.; Wang, C.; Jiao, Z.B.; Kai, J.J.; Liu, C.T. Control of nanoscale precipitation and elimination of intermediate-temperature embrittlement in multicomponent high-entropy alloys. Acta Mater. 2020, 189, 47–59. [Google Scholar] [CrossRef]
- Cao, B.X.; Wei, D.X.; Zhang, X.F.; Kong, H.J.; Zhao, Y.L.; Hou, J.X.; Luan, J.H.; Jiao, Z.B.; Liu, Y.; Yang, T.; et al. Intermediate temperature embrittlement in a precipitation-hardened high-entropy alloy: The role of heterogeneous strain distribution and environmentally assisted intergranular damage. Mater. Today Phys. 2022, 24, 100653. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef]
- Wang, X.; Li, X.; Xie, H.; Fan, T.; Zhang, L.; Li, K.; Cao, Y.; Yang, X.; Liu, B.; Bai, P. Effects of Al and La elements on mechanical properties of CoNiFe0.6Cr0.6 high-entropy alloys: A first-principles study. J. Mater. Res. Technol. 2023, 23, 1130–1140. [Google Scholar] [CrossRef]
- He, H.T.; Fang, J.X.; Wang, J.X.; Sun, T.; Yang, Z.; Ma, B.; Chen, H.T.; Wen, M. Carbide-reinforced Re0.1Hf0.25NbTaW0.4 refractory high-entropy alloy with excellent room and elevated temperature mechanical properties. Int. J. Refract. Met. Hard Mater. 2023, 116, 106349. [Google Scholar] [CrossRef]
- Zhang, S.; Han, B.; Zhang, T.; Chen, Y.; Xie, J.; Shen, Y.; Huang, L.; Qin, X.; Wu, Y.; Pu, K. High-temperature solid particle erosion characteristics and damage mechanism of AlxCoCrFeNiSi high-entropy alloy coatings prepared by laser cladding. Intermetallics 2023, 159, 107939. [Google Scholar] [CrossRef]
- Guo, Q.; Hou, H.; Pan, Y.; Pei, X.; Song, Z.; Liaw, P.K.; Zhao, Y. Hardening-softening of Al0.3CoCrFeNi high-entropy alloy under nanoindentation. Mater. Des. 2023, 231, 112050. [Google Scholar] [CrossRef]
- Xue, H.; Luo, Y.; Tang, F.; Lu, X.; Ren, J. Segregation behavior of alloying elements at Ni Σ5 [001](210) symmetrical tilt grain boundary in nickel-based superalloys and their stabilization and strengthening mechanisms for the grain boundary. Mater. Chem. Phys. 2021, 258, 123977. [Google Scholar] [CrossRef]
- Liu, C.T.; Horton, J.A. Effect of Refractory Alloying Additions on Mechanical-Properties of near-Stoichiometric Nial. Mat. Sci. Eng. A Struct. 1995, 192, 170–178. [Google Scholar] [CrossRef]
- Whittenberger, J.D.; Noebe, R.D. Elevated temperature compressive properties of Zr-modified NiAl. Metall. Mater. Trans. A 1996, 27, 2628–2641. [Google Scholar] [CrossRef]
- Sherman, M.; Vedula, K. High temperature dispersion strengthening of NiAl. J. Mater. Sci. 1986, 21, 1974–1980. [Google Scholar] [CrossRef]
- Ghassemali, E.; Sonkusare, R.; Biswas, K.; Gurao, N.P. In-situ study of crack initiation and propagation in a dual phase AlCoCrFeNi high entropy alloy. J. Alloys Compd. 2017, 710, 539–546. [Google Scholar] [CrossRef]
- Wang, M.; Lu, Y.; Lan, J.; Wang, T.; Zhang, C.; Cao, Z.; Li, T.; Liaw, P.K. Lightweight, ultrastrong and high thermal-stable eutectic high-entropy alloys for elevated-temperature applications. Acta Mater. 2023, 248, 118806. [Google Scholar] [CrossRef]
- Ma, H.; Shek, C.H. Effects of Hf on the microstructure and mechanical properties of CoCrFeNi high entropy alloy. J. Alloys Compd. 2020, 827, 154159. [Google Scholar] [CrossRef]
- Xu, Z.Q.; Ma, Z.L.; Xia, G.H.; Wang, M.; Xie, T.B.; Cheng, X.W. Microstructures and mechanical properties of CoCrFeNiHfx high-entropy alloys. Mater. Sci. Eng. A 2020, 792, 139820. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Shi, X.; Liu, X.; Jia, Y.; Li, J.; He, F.; Wang, J. Alloying behavior of W and Mo in the as-cast dual-phase FeNiCrAl multi-component alloys. J. Alloys Compd. 2023, 951, 169951. [Google Scholar] [CrossRef]
- Wang, Q.; Lu, Y.; Yu, Q.; Zhang, Z. The Exceptional Strong Face-centered Cubic Phase and Semi-coherent Phase Boundary in a Eutectic Dual-phase High Entropy Alloy AlCoCrFeNi. Sci. Rep. 2018, 8, 14910. [Google Scholar] [CrossRef]
- Vedula, K.; Pathare, V.; Aslanidis, I.; Titran, R.H. Alloys based on NiAl for High Temperature Applications. MRS Online Proc. Libr. 1984, 39, 411. [Google Scholar] [CrossRef]
- Vedula, K.; Stephes, J.R. B2 Alulinides for High Temperature Applications. MRS Proc. 2011, 81, 381. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | σYS (MPa) | σUTS (MPa) | εf (%) | |||
|---|---|---|---|---|---|---|
| 25 °C | 700 °C | 25 °C | 700 °C | 25 °C | 700 °C | |
| Hf0 | 838 | 474 | 1404 | 535 | 10.8 | 8.7 |
| Hf0.03 | 867 | 556 | 1533 | 620 | 18.6 | 9.0 |
| Hf0.15 | 875 | 654 | 1475 | 704 | 11.9 | 13.0 |
| Hf0.3 | 867 | 718 | 1496 | 787 | 13.7 | 27.0 |
| Hf0.5 | 908 | 816 | 1480 | 923 | 12.5 | 42.0 |
| Hf0.8 | 864 | 751 | 1443 | 849 | 9.5 | 20.0 |
| Samples | σYS (MPa) | σUTS (MPa) | εf (%) |
|---|---|---|---|
| 1# | 793 | 908 | 45.3 |
| 2# | 816 | 923 | 42.0 |
| 3# | 778 | 904 | 44.6 |
| Temperature (°C) | σYS (MPa) | σUTS (MPa) | εf (%) | |||
|---|---|---|---|---|---|---|
| Hf0.5 | Hf0 | Hf0.5 | Hf0 | Hf0.5 | Hf0 | |
| 25 | 908 | 838 | 1480 | 1404 | 12.5 | 10.8 |
| 600 | 835 | 705 | 1145 | 921 | 31.7 | 11.3 |
| 700 | 816 | 474 | 923 | 535 | 42.0 | 8.7 |
| 800 | 426 | 221 | 465 | 256 | 80.7 | 39.7 |
| 900 | 205 | 111 | 223 | 130 | 77.6 | 100.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Wang, J.; Jia, Y.; Wu, Q.; Liu, X.; Liu, L.; Li, J.; He, F.; Wang, Z.; Wang, J. Significantly Improving the High-Temperature Tensile Properties of Al17Cr10Fe36Ni36Mo1 Alloys by Microalloying Hf. Materials 2023, 16, 6836. https://doi.org/10.3390/ma16216836
Chen Z, Wang J, Jia Y, Wu Q, Liu X, Liu L, Li J, He F, Wang Z, Wang J. Significantly Improving the High-Temperature Tensile Properties of Al17Cr10Fe36Ni36Mo1 Alloys by Microalloying Hf. Materials. 2023; 16(21):6836. https://doi.org/10.3390/ma16216836
Chicago/Turabian StyleChen, Zhihua, Jianbin Wang, Yuhao Jia, Qingfeng Wu, Xiaoming Liu, Linxiang Liu, Junjie Li, Feng He, Zhijun Wang, and Jincheng Wang. 2023. "Significantly Improving the High-Temperature Tensile Properties of Al17Cr10Fe36Ni36Mo1 Alloys by Microalloying Hf" Materials 16, no. 21: 6836. https://doi.org/10.3390/ma16216836
APA StyleChen, Z., Wang, J., Jia, Y., Wu, Q., Liu, X., Liu, L., Li, J., He, F., Wang, Z., & Wang, J. (2023). Significantly Improving the High-Temperature Tensile Properties of Al17Cr10Fe36Ni36Mo1 Alloys by Microalloying Hf. Materials, 16(21), 6836. https://doi.org/10.3390/ma16216836