
Effect of Recycling on the Mechanical Properties of 6000 Series Aluminum-Alloy Sheet

 , , and
, , and
Abstract
:1. Introduction
- Supply and Demand Imbalances. Fluctuations in the availability of aluminum scraps can affect price and demand. Factors such as economic downturns, changes in manufacturing practices, and global trade policies can disrupt supply chains and lead to imbalances;
- Quality Control. Ensuring the quality and purity of aluminum scraps is crucial for effective recycling. Contaminations with other materials or impurities can reduce the scraps’ value and can make them more challenging to process;
- Collection and Sorting Infrastructure. Efficient collection and sorting systems are necessary to maximize the recovery of aluminum scraps. Developing and maintaining proper infrastructures, such as recycling facilities and sorting technologies, can be a challenge in some regions;
- Technological Advancements. Innovations in recycling technologies can enhance the efficiency of aluminum-scrap processing. However, implementing these advancements on a large scale and ensuring their economic viability can pose significant challenges.
- Global Trade Dynamics. Changes in trade policies, tariffs, and regulations can impact the movement of aluminum scraps across international borders. Such factors can introduce uncertainties and can affect the pricing and availability of scraps.
- Postconsumer scrap is a contaminated and mixed low-price scrap coming from end-of-life products;
- Preconsumer scrap is a well-defined high-quality secondary material coming from a closed loop with customers.
- Reduce the alloy’s family in the vehicle, i.e., ideally move the future production to the use of only the 6xxx alloy family;
- Design more impurity-tolerant aluminum alloys, with performances comparable to those obtained in alloys obtained with primary route production;
- Improve the technology for scrap sorting.
2. Materials and Methods
- 6181-A, with 70% of scrap content;
- 6181-B, with 85% of scrap content.
- Preconsumer scrap, mix of 5xxx and 6xxx, 70%;
- Postconsumer scrap, coming from end-of-life products, 30%.
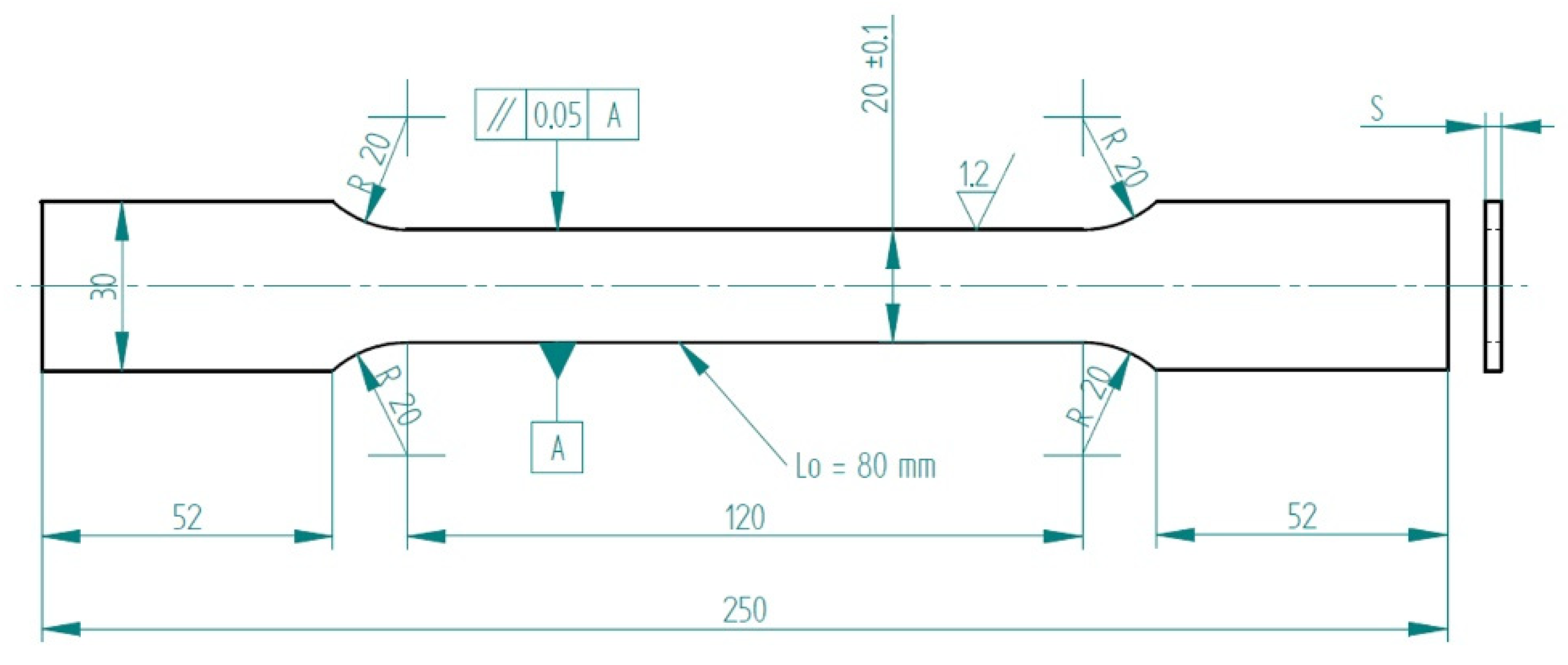
2.1. Mechanical Test
2.2. Optical Microscope and Fracture Surface Analysis
3. Results and Discussion
3.1. Chemical Analysis Results
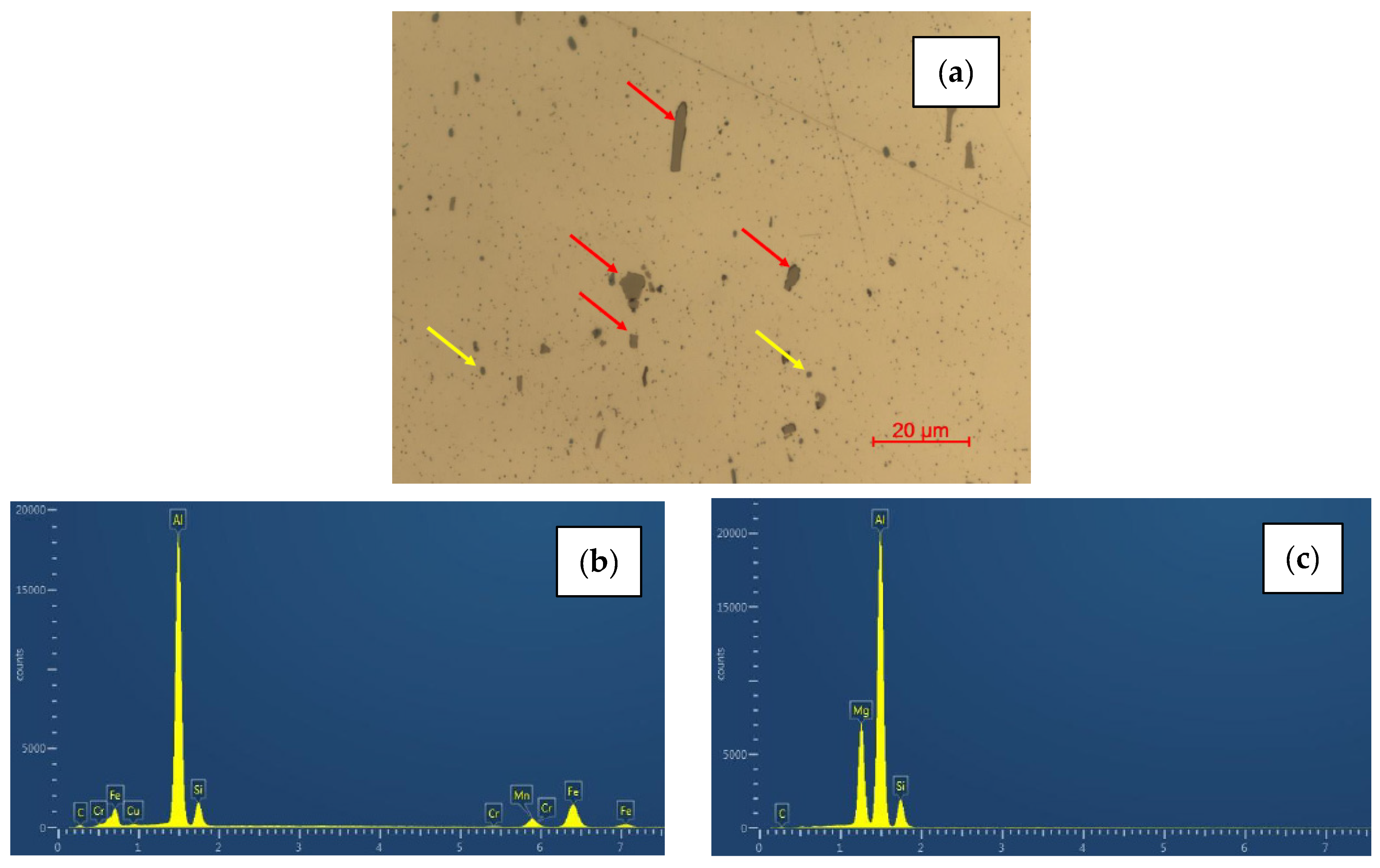
3.2. Optical Microscope Analysis Results
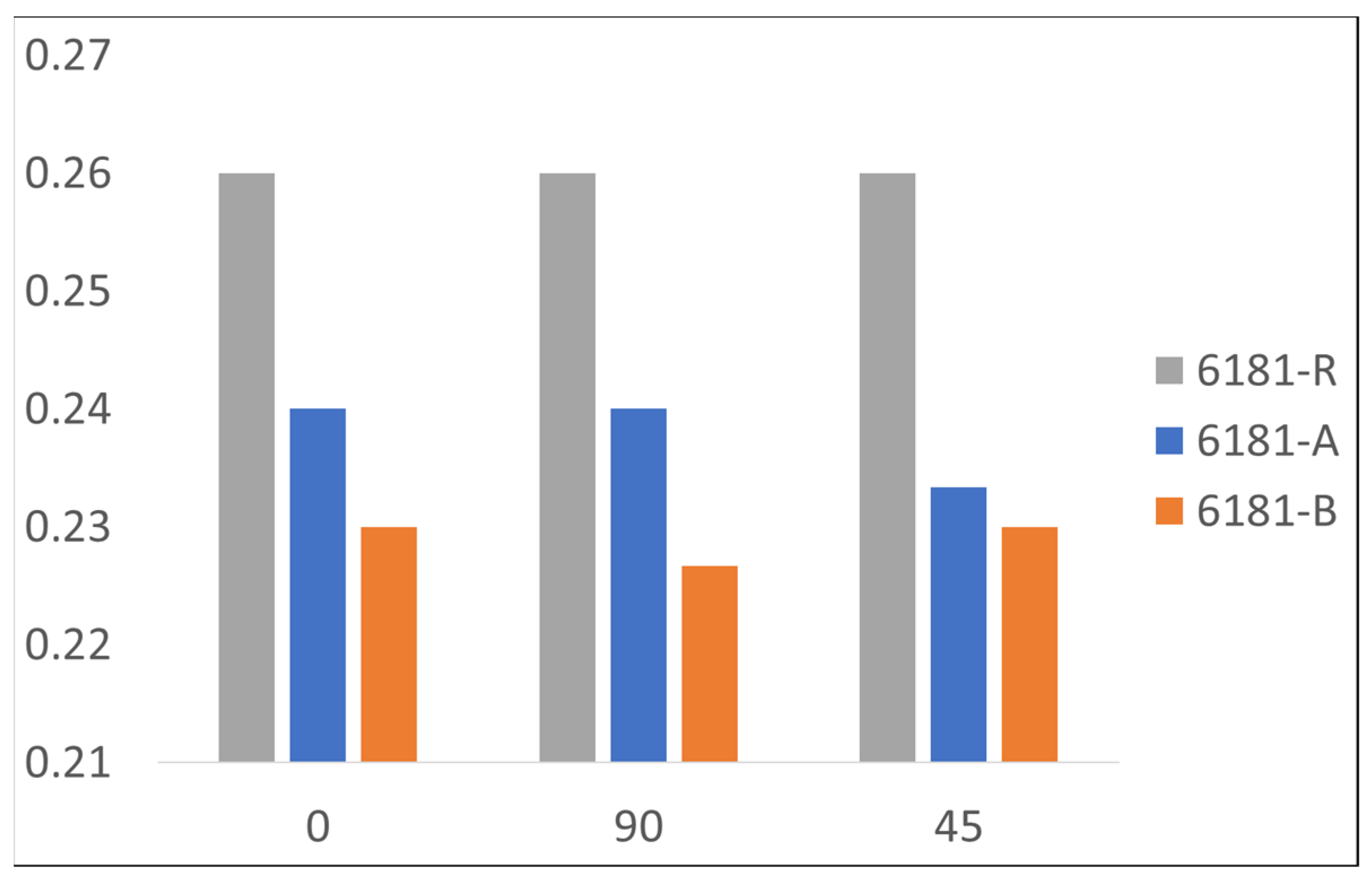
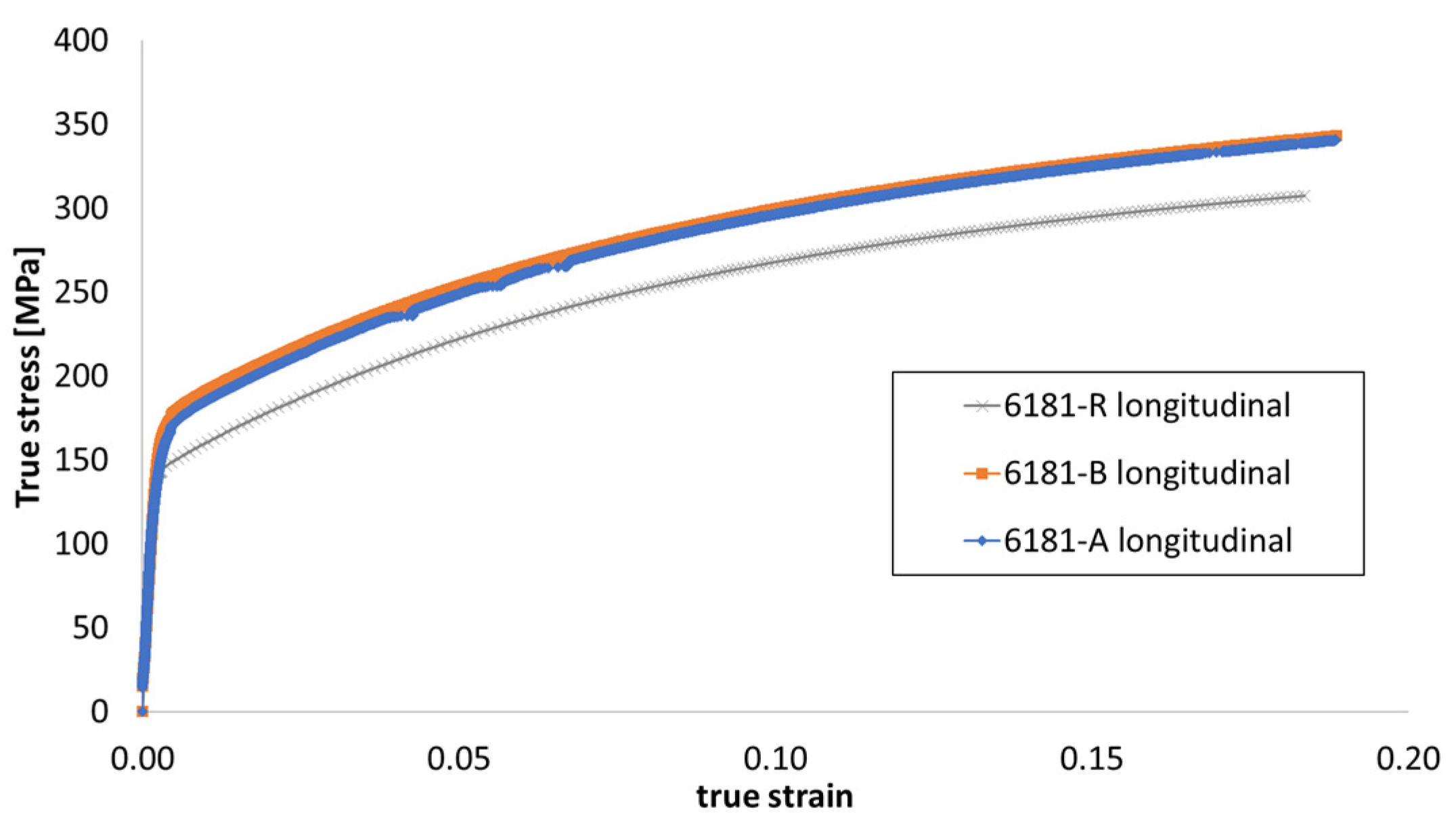
3.3. Tensile Test Results
3.4. Forming-Test Results
4. Conclusions
- Using a mixture of preconsumer scraps and postconsumer scraps extracted from the Zorba stream, it has been possible to produce a high-performance 6XXX-series aluminum alloy including scrap rates of up to 85%;
- The composition of alloy 6181 is quite tolerant to residual elements. However, even in this case and using well-selected scraps, some alloying elements are typically kept low, most notably Cu and Fe, which have increased beyond the levels typically used in the industry. Magnesium levels were also higher than expected, in this case, due to the high content of 5XXX series scraps in the mix;
- The high amount of scrap has apparently not affected the microstructure of the materials.
- Tensile properties did not significantly change, but a small increase in strength has been observed, probably linked to the increased Cu and Mg content. However, while ductility did not significantly change, defects in the form of inclusions could be found in the fracture initiations;
- Formability, as measured in the Nakazima test, was affected mainly in the biaxial range. Indeed, alloys including high scrap quantity performed worse than the reference. This change did not occur on the uniaxial range of the FLD curve. Nevertheless, formability may be sufficient for applications with low geometrical complexity;
- Overall, intensive use of recycling in cold-formed sheet aluminum can be realistically used as far as components to be produced have only moderate geometrical complexity. This opens the possibility of highly circular aluminum sheets entering mainstream use in passenger cars.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bloeck, M. Aluminium sheet for automotive applications. In Advanced Materials in Automotive Engineering; Rowe, J., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 85–108. [Google Scholar]
- Circular Aluminum Action Plan: A Strategy for Achieving Aluminium’s Full Potential for Circular Economy by 2030, European Aluminum Association. Available online: https://european-aluminium.eu/wp-content/uploads/2022/08/2020-05-13_european-aluminium_circular-aluminium-action-plan_executive-summary.pdf (accessed on 10 October 2023).
- Aluminum content in European Passenger Cars, Public Summary, 2019, Ducker Frontier. Available online: https://european-aluminium.eu/wp-content/uploads/2022/10/aluminum-content-in-european-cars_european-aluminium_public-summary_101019-1.pdf (accessed on 10 October 2023).
- Raabe, D.; Ponge, D. Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- International Aluminium Institute. Global Aluminium Cycle 2019. Alucycle 2020. Available online: https://alucycle.international-aluminium.org/public-access/ (accessed on 10 October 2023).
- Bertram, M.; Ramkumar, S. A regionally-linked, dynamic material flow modelling tool for rolled, extruded and cast aluminium products. Resour. Conserv. Recycl. 2017, 125, 48–69. [Google Scholar] [CrossRef]
- Graedel, T.E.; Allwood, J. What do we know about metal recycling rates? J. Ind. Ecol. 2011, 15, 355–366. [Google Scholar] [CrossRef]
- Daehn, K.; Basuhi, R. Innovations to decarbonize materials industries. Nat. Rev. Mater. 2022, 7, 275–294. [Google Scholar]
- International Aluminium Institute. Prim Alum Smelt Power Consum 2020. Available online: www.world-aluminium.org/statistics/primary-aluminium-smelting-powerconsumption (accessed on 10 October 2023).
- Cann, J.L.; De Luca, A. Sustainability through alloy design: Challenges and opportunities. Prog. Mater. Sci. 2021, 117, 100722. [Google Scholar]
- Gaustad, G.; Olivetti, E. Design for Recycling: Evaluation and Efficient Alloy Modification. J. Ind. Ecol. 2010, 14, 286–308. [Google Scholar] [CrossRef]
- Das, S.K.; Green, J.A.S. The development of recycle-friendly automotive aluminum alloys. JOM 2007, 59, 47–51. [Google Scholar] [CrossRef]
- Kelly, J.C.; Sullivan, J.L. Impacts of Vehicle Weight Reduction via Material Substitution on Life-Cycle Greenhouse Gas Emissions. Environ. Sci. Technol. 2015, 49, 12535–12542. [Google Scholar] [CrossRef] [PubMed]
- Kawajiri, K.; Kobayashi, M. Lightweight materials equal lightweight greenhouse gas emissions?: A historical analysis of greenhouse gases of vehicle material substitution. J. Clean. Prod. 2020, 253, 119805. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al-Mg-Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, Y. Microstructures and strengthening mechanisms of high Fe containing Al–Mg–Si–Mn–Fe alloys with Mg, Si and Mn modified. Mater. Sci. Eng. A 2021, 803, 140477. [Google Scholar] [CrossRef]
- Das, S.; Yin, W. Formability Evaluation of Recycle-Friendly Automotive Aluminum Alloys. SAE Int. J. Mater. Manf. 2009, 1, 503–510. [Google Scholar] [CrossRef]
- Standard ISO 12004-2; Metallic Materials—Determination of Forming-Limit Curves for Sheet and Strip. CEN: Geneva, Switzerland, 2021.
- Standard UNI EN ISO 573-3; Alluminio e leghe di alluminio—Composizione chimica e forma dei prodotti semilavorati—Parte 3: Composizione chimica e forma dei prodotti. Technical Committee CEN/TC 132: Geneva, Switzerland, 2019.
- Poznak, A.; Freiberg, D. Automotive wrought aluminium alloys. In Fundamentals of Aluminium Metallurgy; Woodhead Publishing: Sawston, UK, 2018; pp. 333–386. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | |
|---|---|---|---|---|---|---|---|---|---|
| 6181-A | 1.00 | 0.30 | 0.19 | 0.28 | 0.80 | 0.02 | 0.07 | 0.03 | rest |
| 6181-B | 1.10 | 0.35 | 0.19 | 0.30 | 0.84 | 0.02 | 0.08 | 0.03 | rest |
| 6181-R | 0.89 | 0.21 | 0.09 | 0.01 | 0.69 | 0.01 | 0.02 | 0.02 | rest |
| 6181 ISO 573-3 | 0.80–1.20 | 0.45 max | 0.1 max | 0.15 max | 0.6–1 | 0.1 max | 0.2 max | 0.1 max | rest |
| Fragment | Si | Fe | Cu | Mn | Mg | Cr | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.31 | 0.39 | 0.06 | 0.23 | 2.9 | 0.03 | <0.03 | rest |
| 2 | 0.88 | 0.27 | 0.09 | 0.16 | 0.4 | 0.05 | <0.03 | rest |
| 3 | 0.23 | 0.31 | 0.03 | 0.19 | 1.96 | 0.08 | <0.03 | rest |
| 4 | 0.88 | 0.24 | 0.1 | 0.16 | 0.42 | 0.04 | <0.03 | rest |
| 5 | 0.12 | 0.24 | 0.08 | 0.38 | 4.45 | <0.03 | <0.03 | rest |
| 6 | 0.31 | 0.41 | 0.05 | 0.28 | 3.00 | 0.03 | <0.03 | rest |
| 7 | 0.98 | 0.26 | 0.09 | 0.16 | 0.36 | 0.04 | <0.03 | rest |
| 8 | 0.22 | 0.31 | 0.03 | 0.25 | 1.94 | 0.08 | <0.03 | rest |
| 9 | 0.09 | 0.3 | 0.03 | 0.33 | 3.9 | <0.03 | <0.03 | rest |
| 10 | 0.07 | 0.25 | 0.04 | 0.32 | 4.18 | <0.03 | <0.03 | rest |
| Alloy | Direction | UTS [MPa] | YS [MPa] | E% | r@10% | rm | n@4-20% |
|---|---|---|---|---|---|---|---|
| 6181-A T4 | 0 | 281 ± 1 | 166 ± 1 | 24.2 ± 0.1 | 0.64 | 0.53 | 0.24 |
| 90 | 272 ± 3 | 161 ± 2 | 24.4 ± 0.3 | 0.54 | 0.24 | ||
| 45 | 275 ± 1 | 164 ± 2 | 26.2 ± 0.3 | 0.46 | 0.23 | ||
| 6181-B T4 | 0 | 288 ± 5 | 176 ± 5 | 24.5 ± 0.5 | 0.69 | 0.56 | 0.23 |
| 90 | 282 ± 5 | 172 ± 6 | 23.6 ± 2.0 | 0.57 | 0.23 | ||
| 45 | 277 ± 1 | 168 ± 2 | 25.4 ± 0.5 | 0.49 | 0.23 | ||
| 6181-R T4 | 0 | 256 ± 1 | 140 ± 2 | 23.6 ± 0.1 | 0.65 | 0.56 | 0.26 |
| 90 | 252 ± 3 | 136 ± 1 | 24.5 ± 0.1 | 0.8 | 0.26 | ||
| 45 | 249 ± 2 | 134 ± 1 | 27.0 ± 0.2 | 0.4 | 0.26 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Caro, D.; Tedesco, M.M.; Pujante, J.; Bongiovanni, A.; Sbrega, G.; Baricco, M.; Rizzi, P. Effect of Recycling on the Mechanical Properties of 6000 Series Aluminum-Alloy Sheet. Materials 2023, 16, 6778. https://doi.org/10.3390/ma16206778
De Caro D, Tedesco MM, Pujante J, Bongiovanni A, Sbrega G, Baricco M, Rizzi P. Effect of Recycling on the Mechanical Properties of 6000 Series Aluminum-Alloy Sheet. Materials. 2023; 16(20):6778. https://doi.org/10.3390/ma16206778
Chicago/Turabian StyleDe Caro, Daniele, Michele Maria Tedesco, Jaume Pujante, Andrea Bongiovanni, Giovanni Sbrega, Marcello Baricco, and Paola Rizzi. 2023. "Effect of Recycling on the Mechanical Properties of 6000 Series Aluminum-Alloy Sheet" Materials 16, no. 20: 6778. https://doi.org/10.3390/ma16206778
APA StyleDe Caro, D., Tedesco, M. M., Pujante, J., Bongiovanni, A., Sbrega, G., Baricco, M., & Rizzi, P. (2023). Effect of Recycling on the Mechanical Properties of 6000 Series Aluminum-Alloy Sheet. Materials, 16(20), 6778. https://doi.org/10.3390/ma16206778