
Analysis of the Effect of the Elongation Operation on the Welding of Internal Metallurgical Discontinuities


Abstract
:1. Introduction
2. Purpose of this Work
3. Material Used for this Research
4. Methodology of Numerical Research
5. Research Methodology in the Gleeble 3800 Physical Process Simulator
6. Analysis of Numerical Research Results
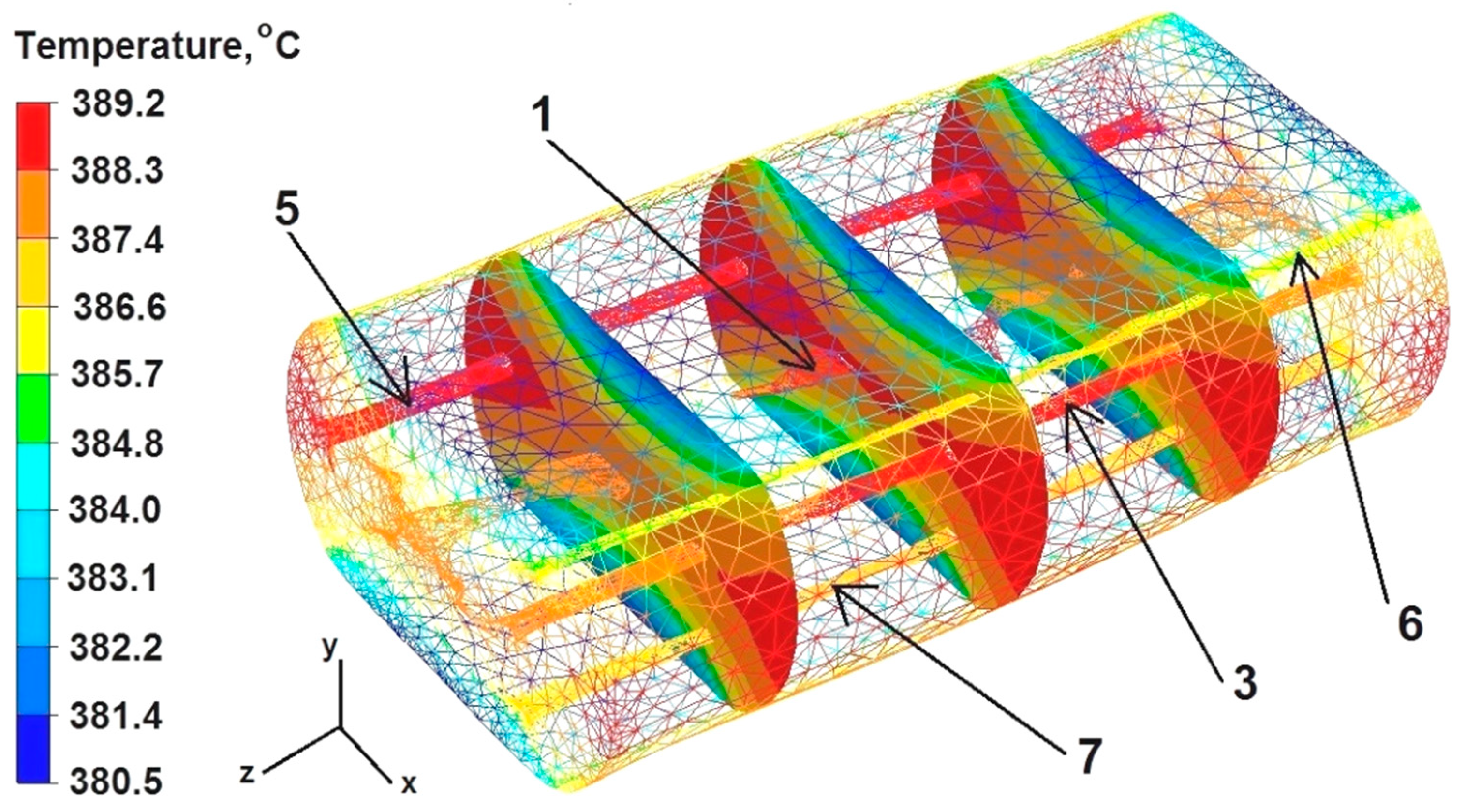
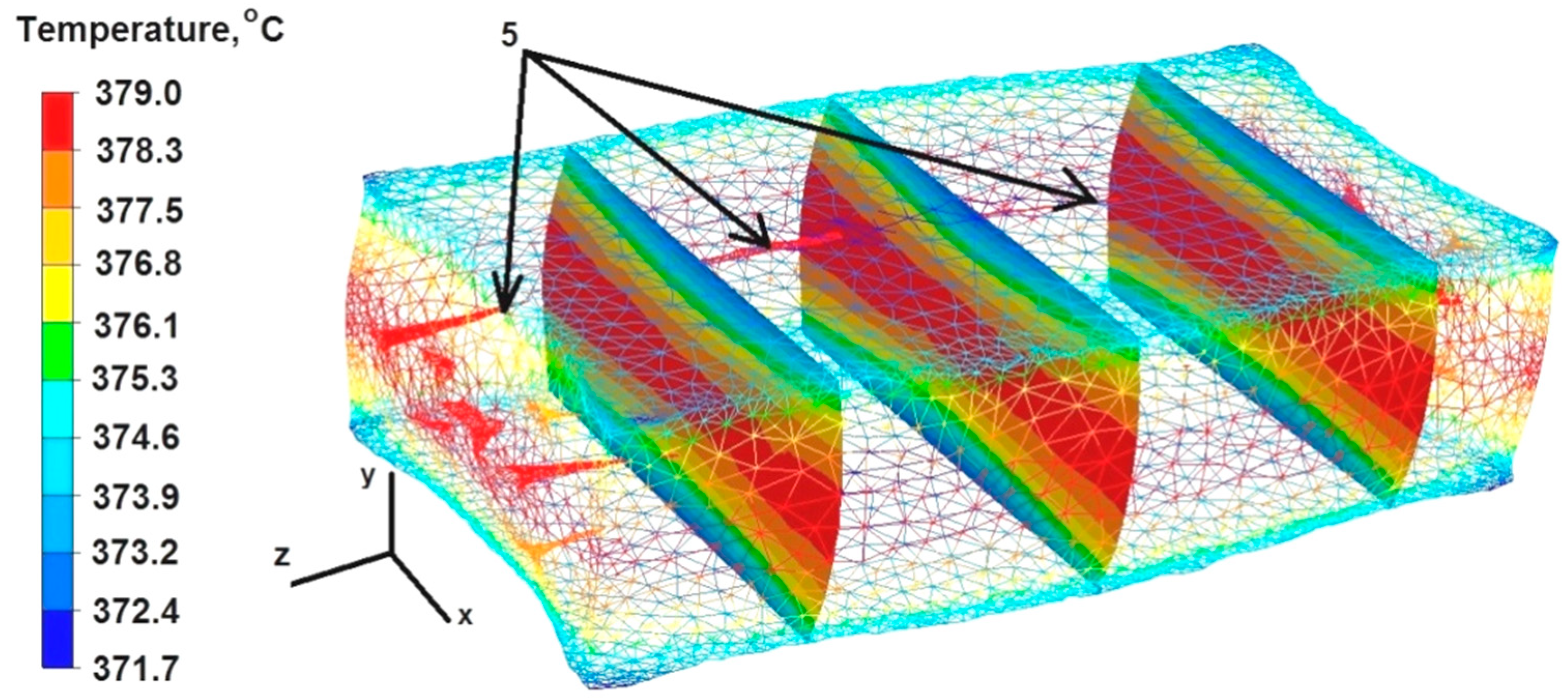
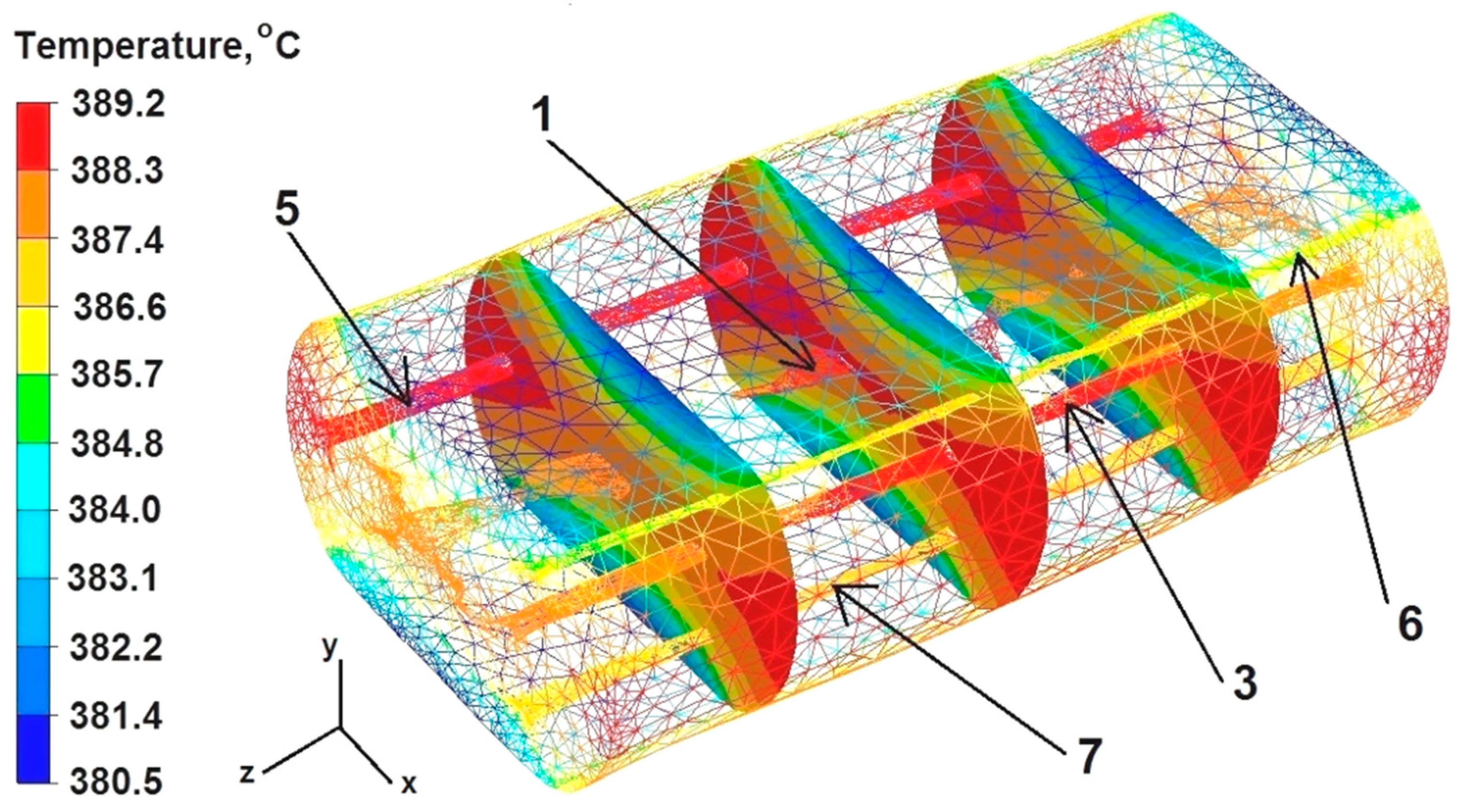
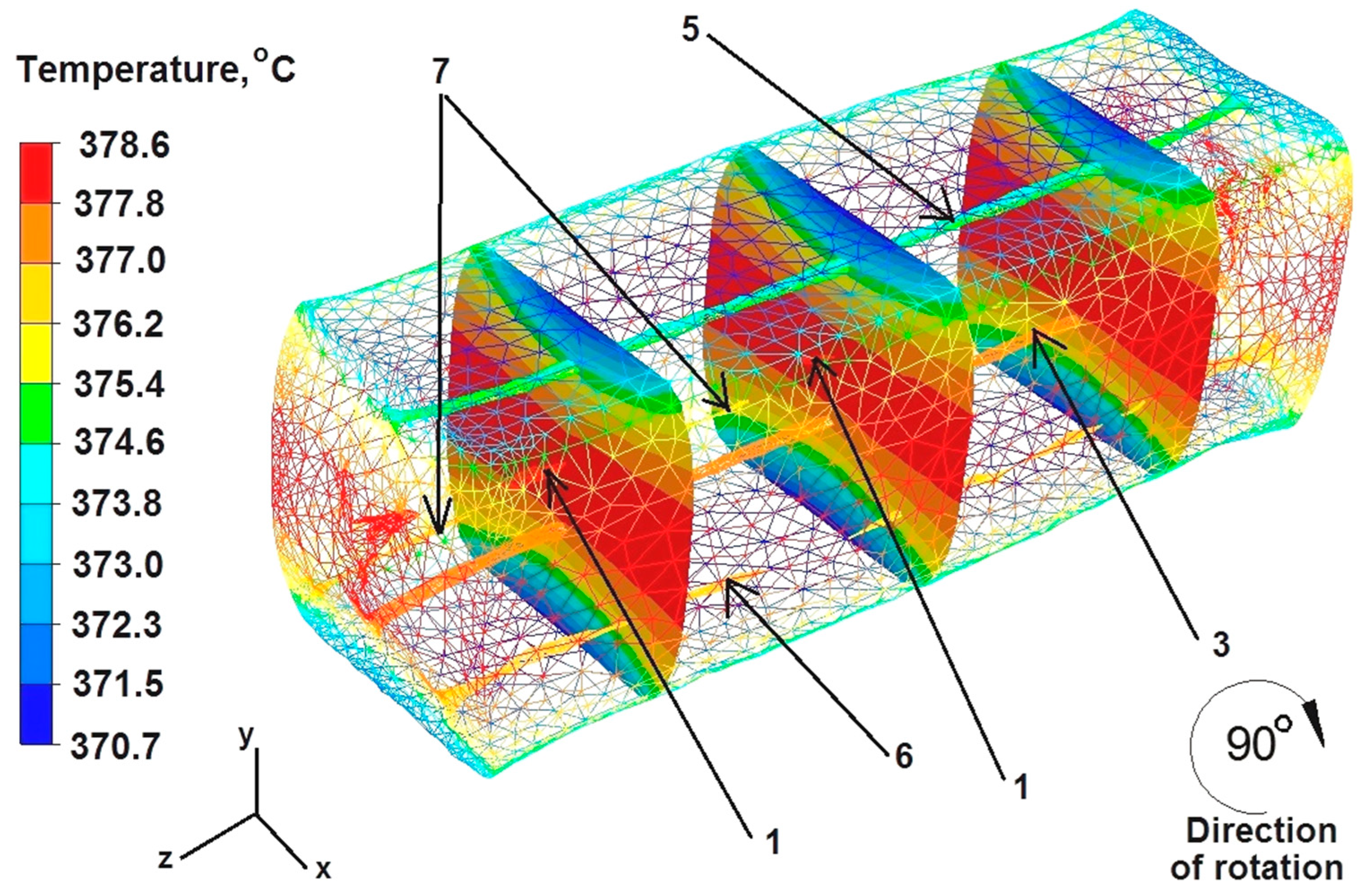
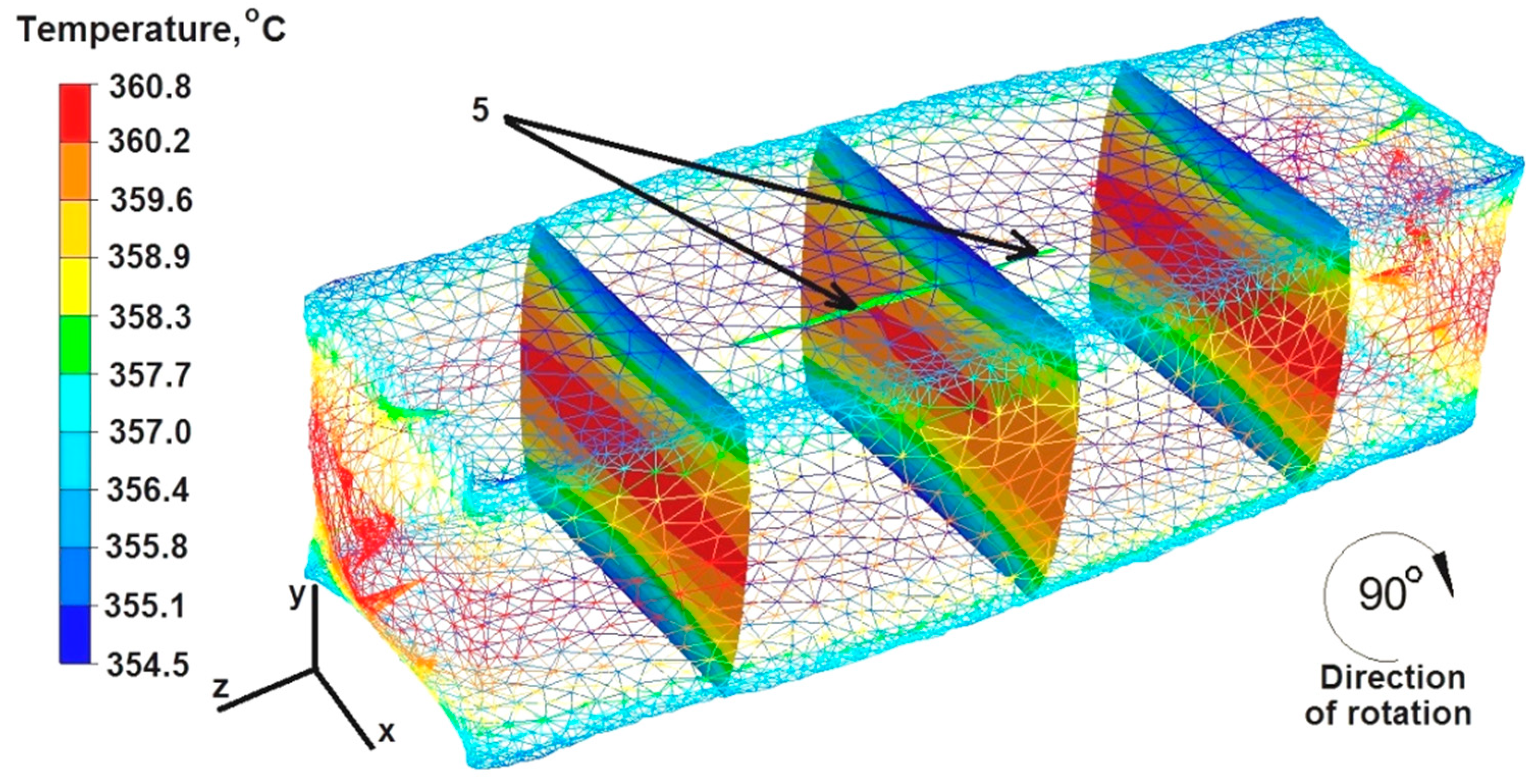
6.1. Analysis of Temperature Distributions during the Elongation Operation of the Round Sample
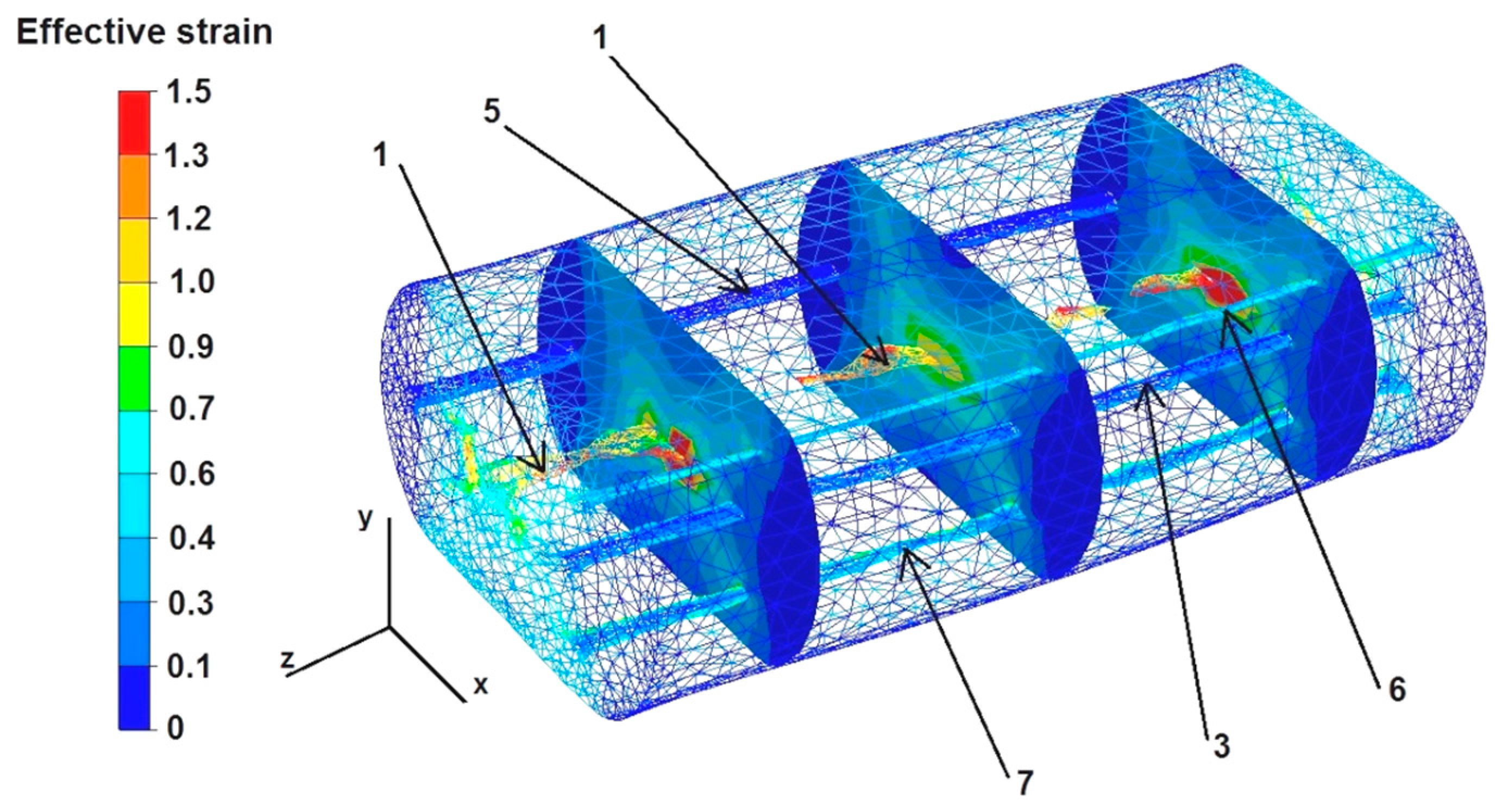
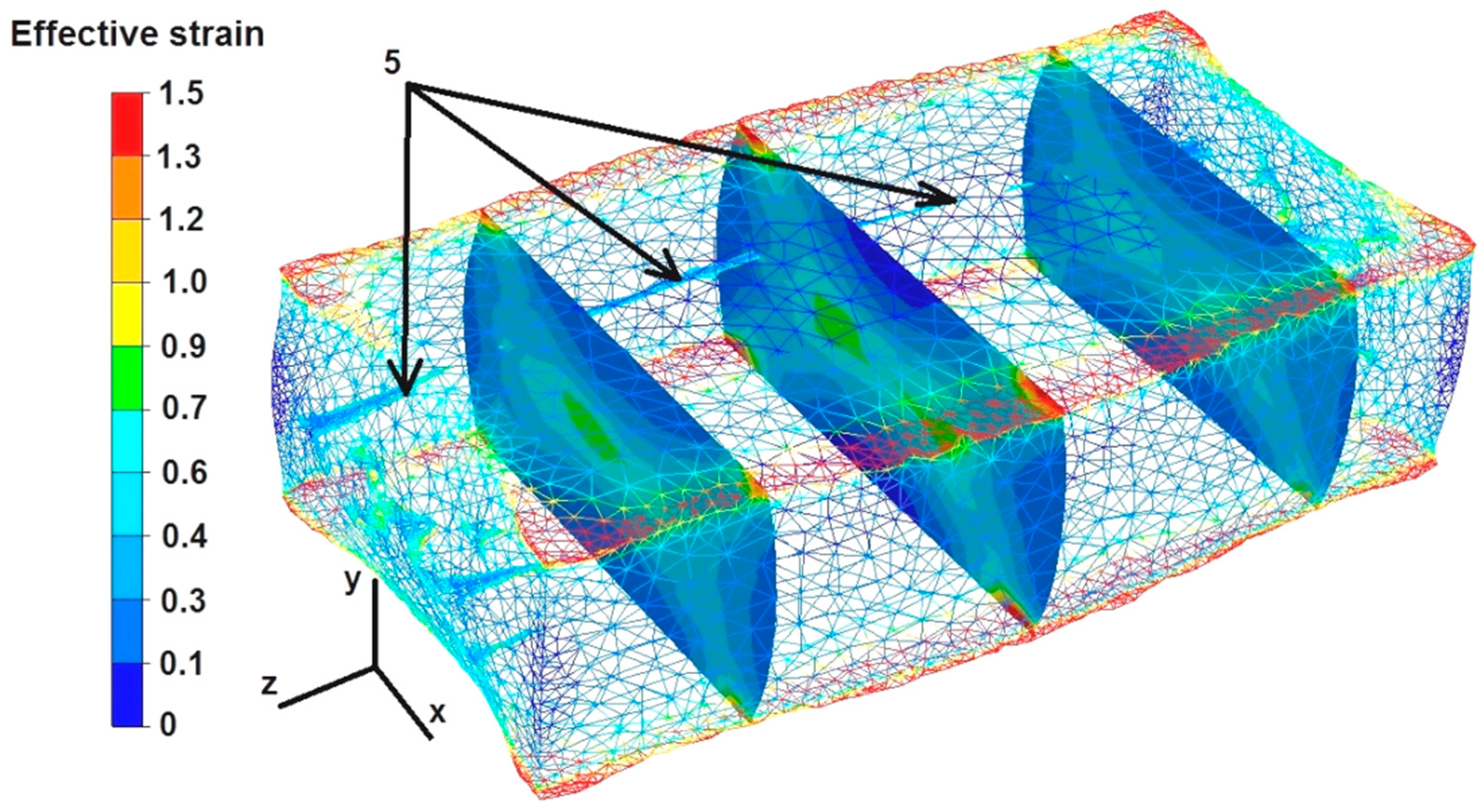
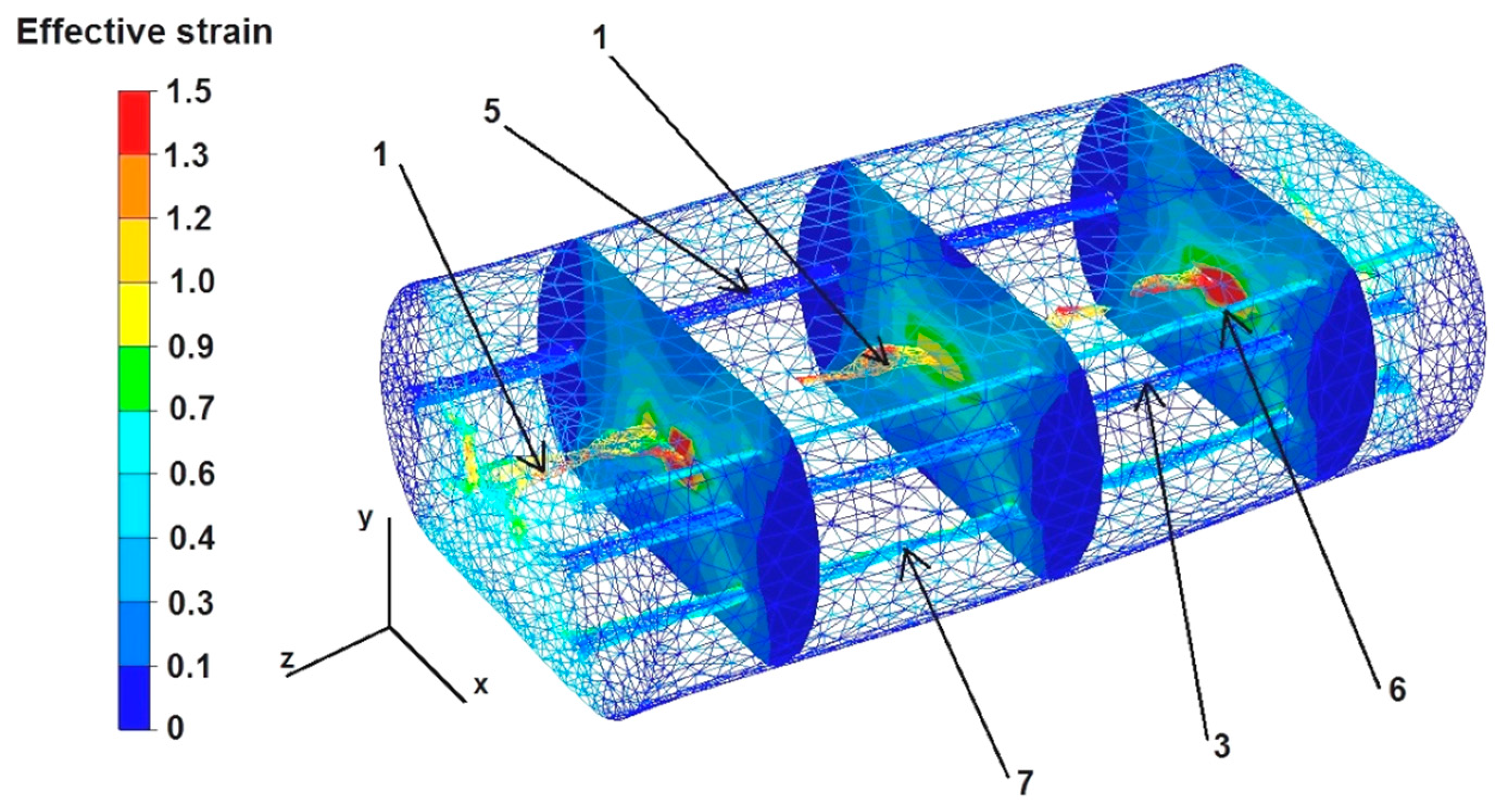
6.2. Analysis of Effective Strain Distributions during the Elongation Operation of the Round Sample
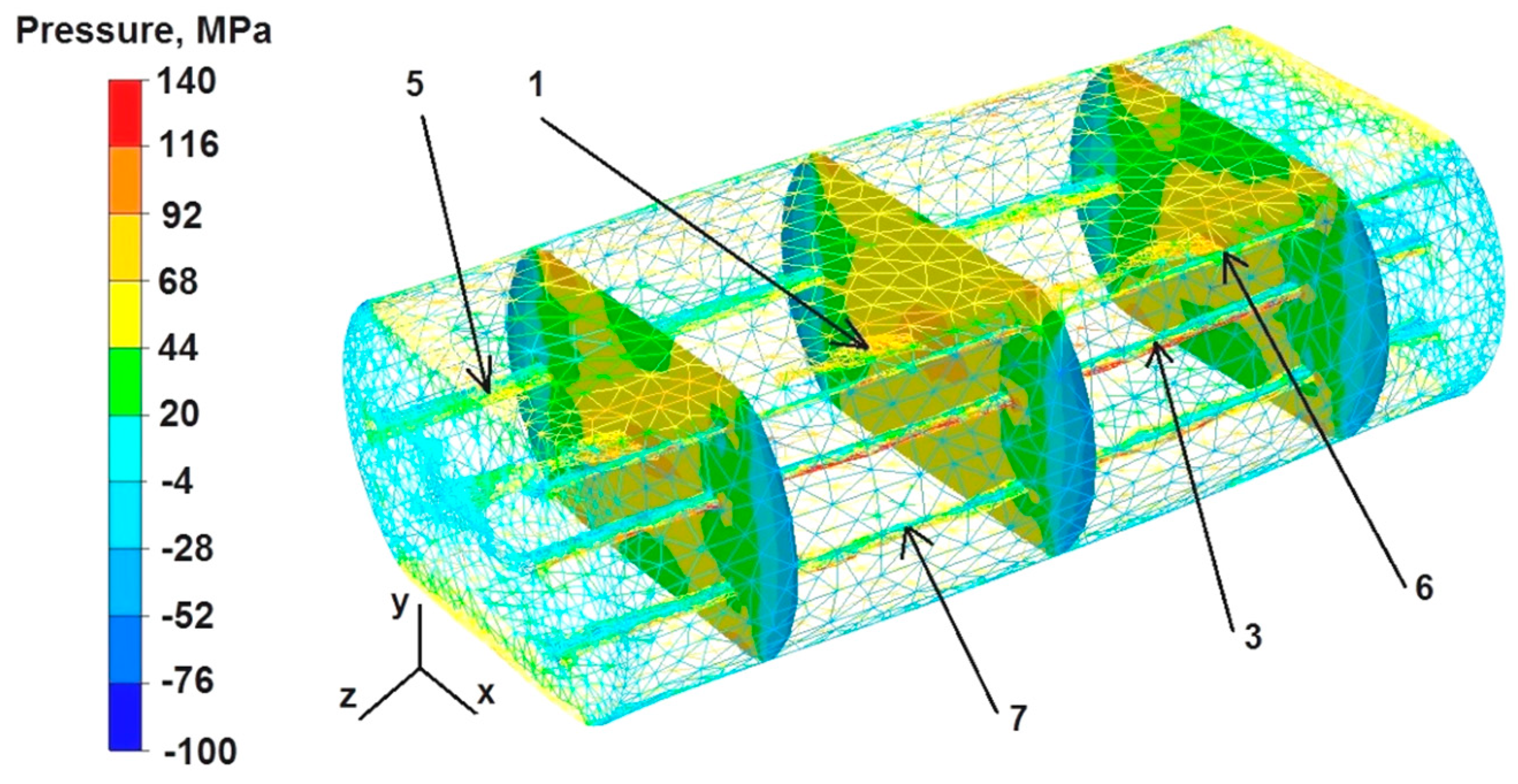
6.3. Analysis of Hydrostatic Pressure Distributions during the Elongation Operation of the Round Sample
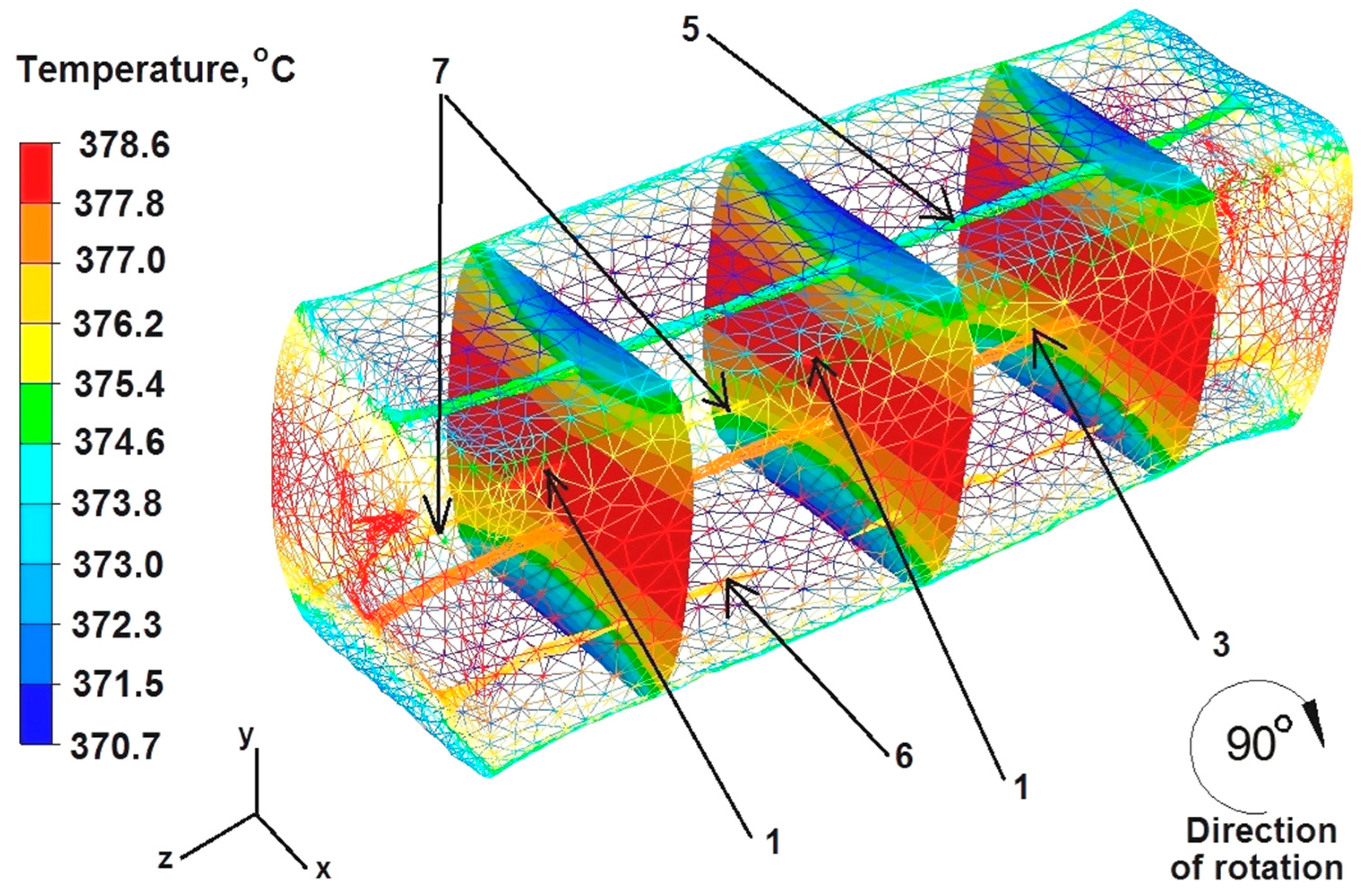
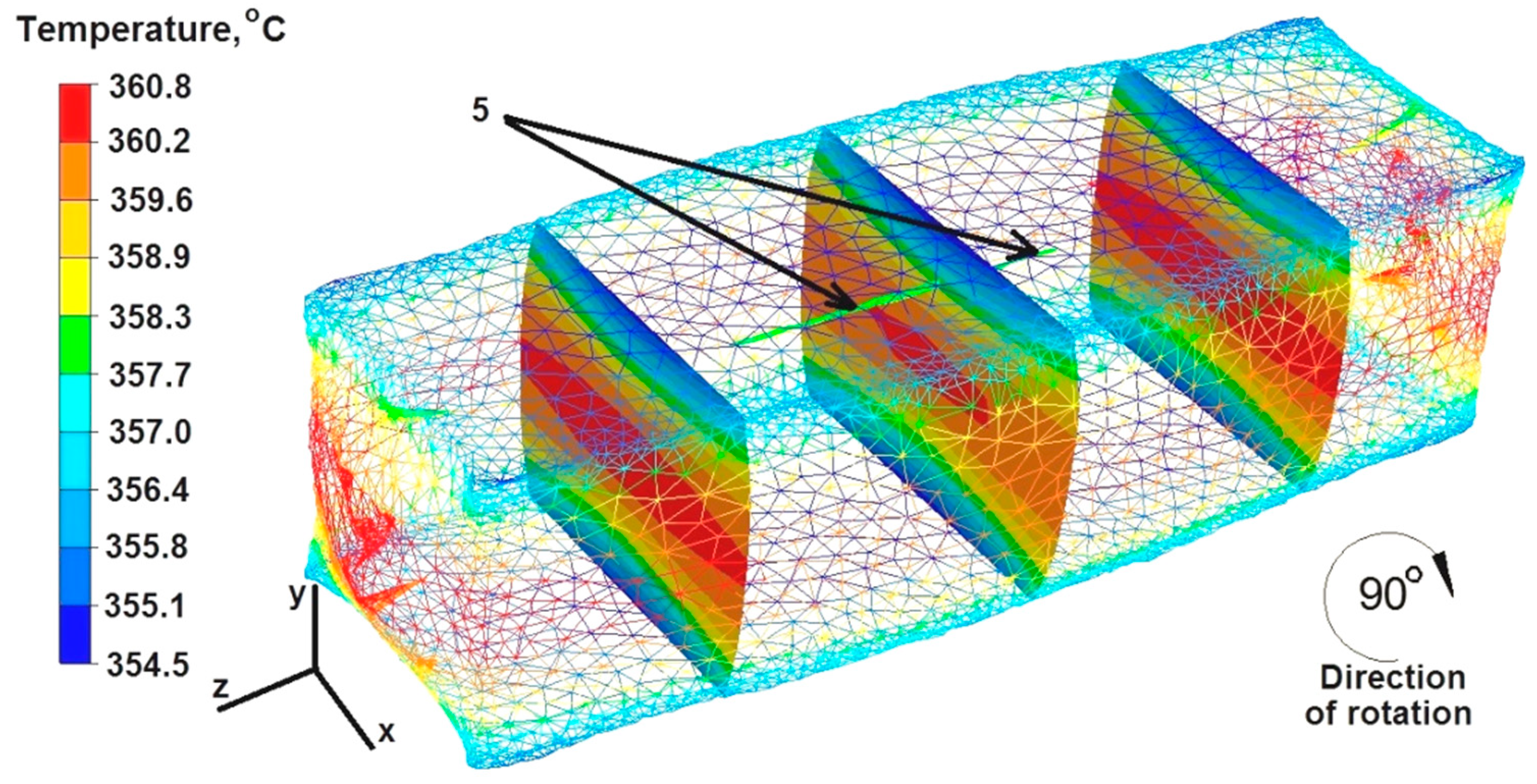
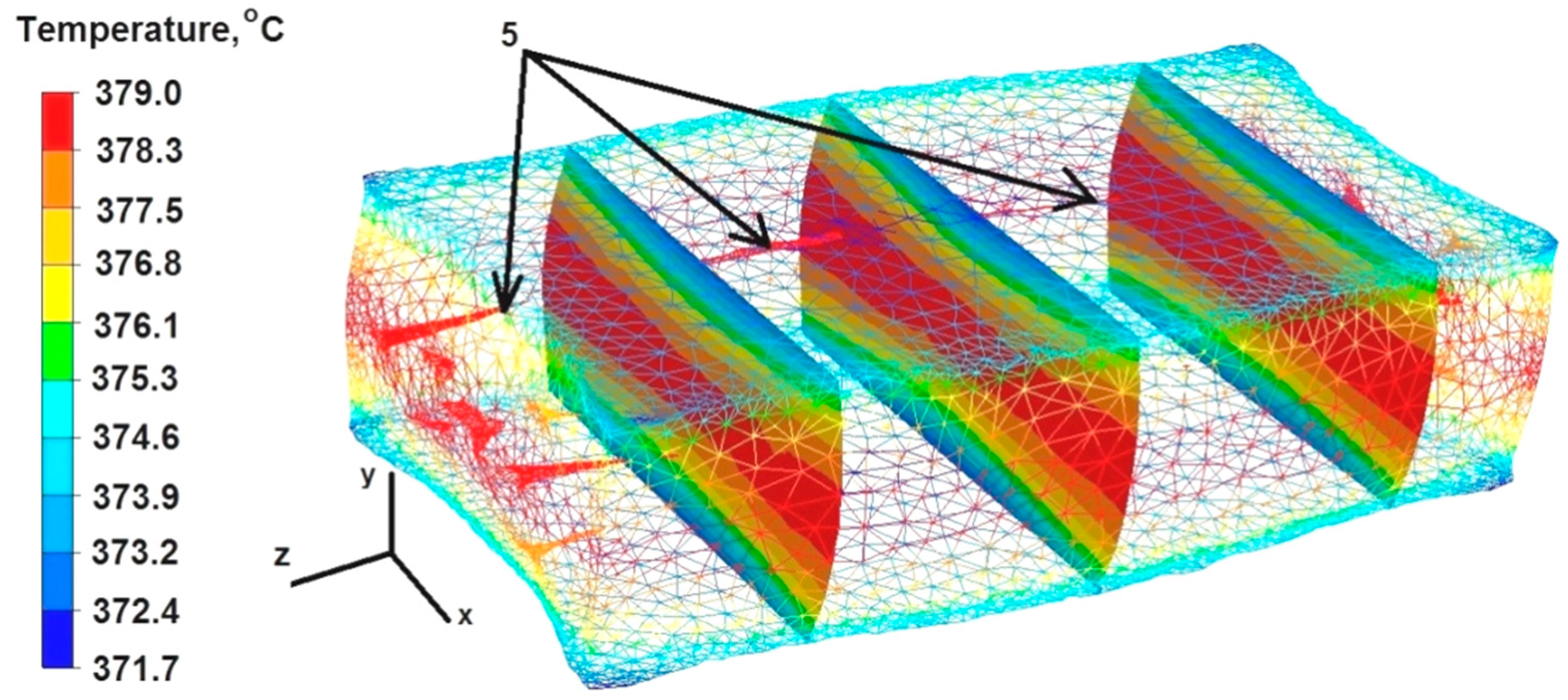
6.4. Analysis of Temperature Distributions during the Elongation Operation of the Square Sample
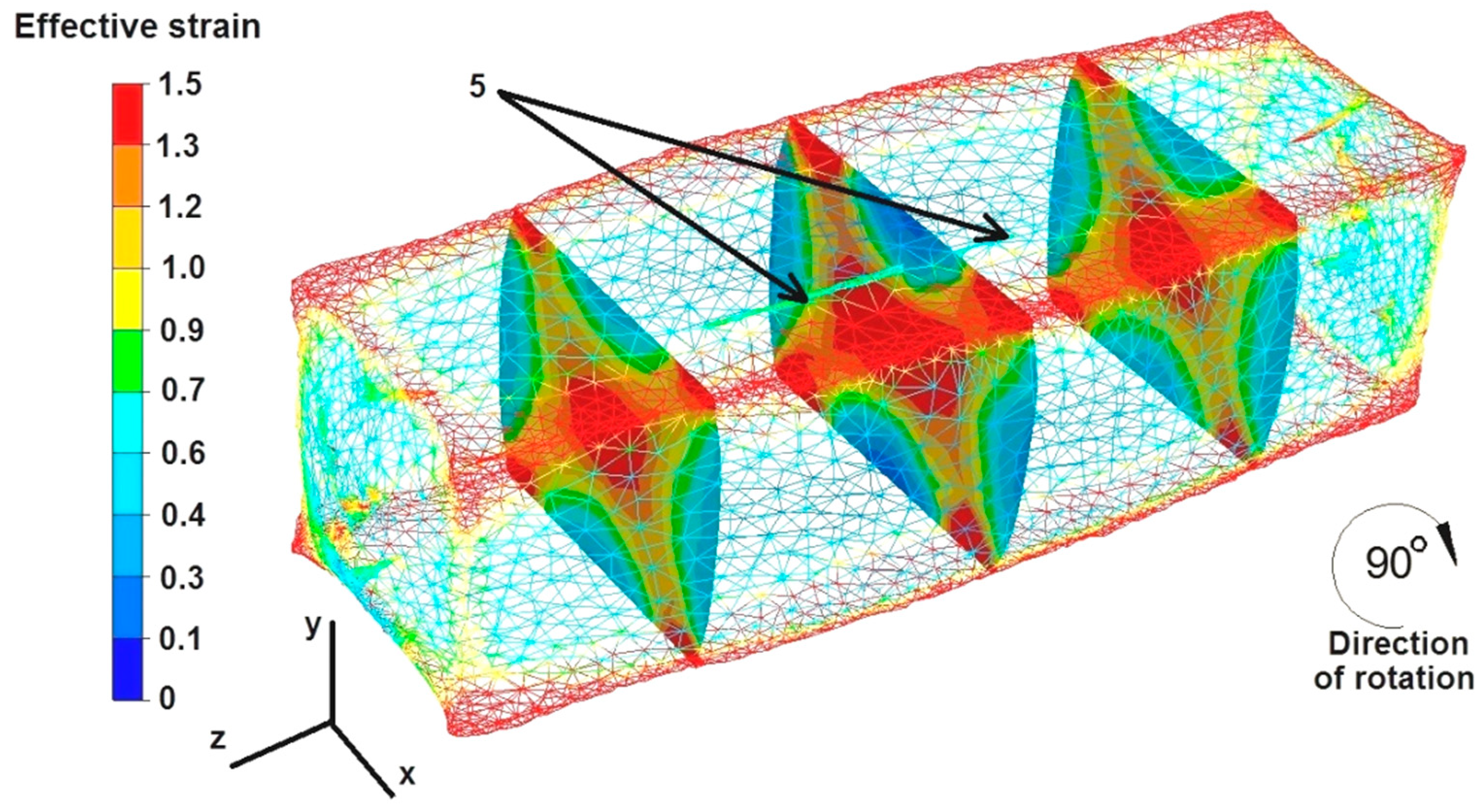
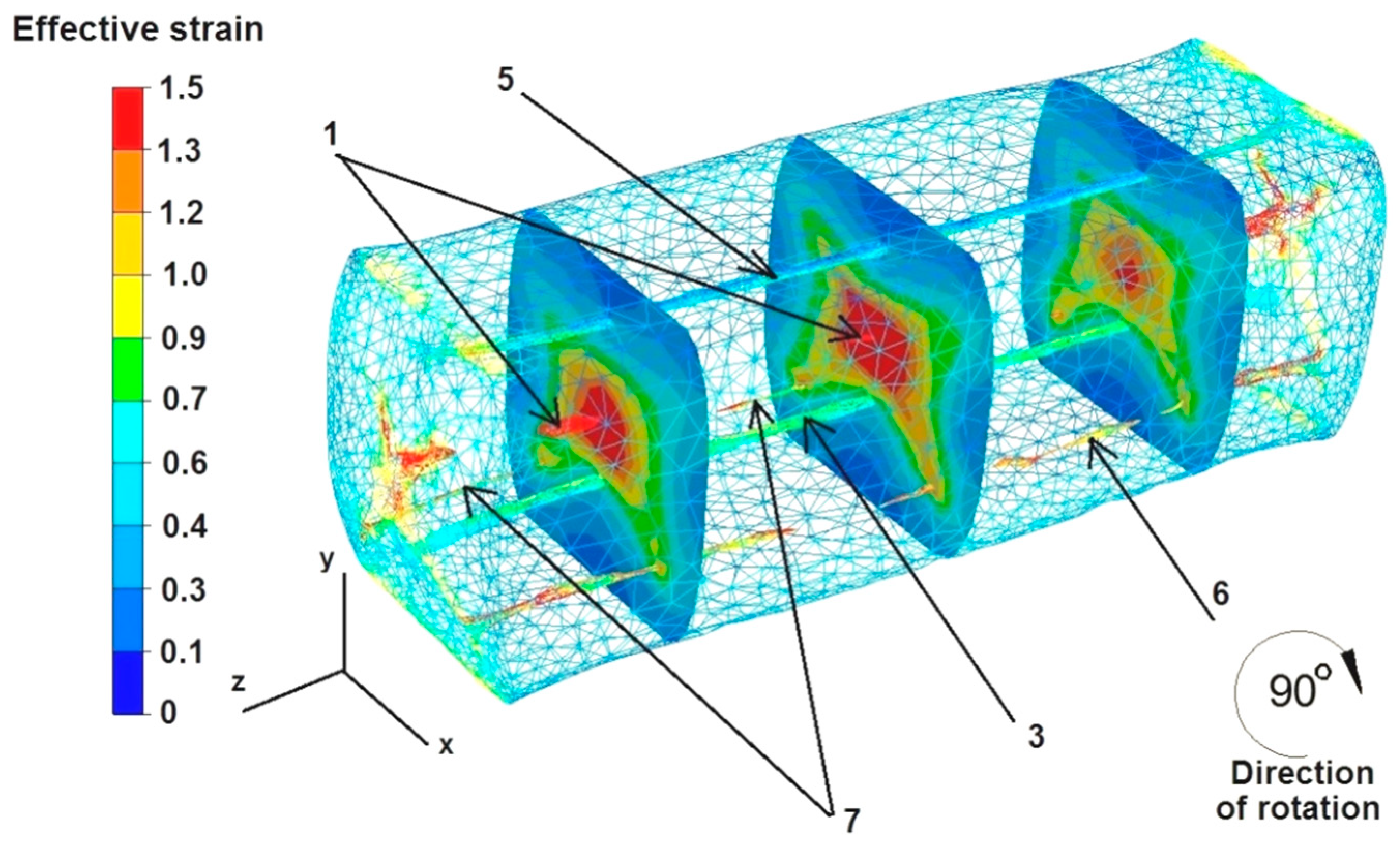
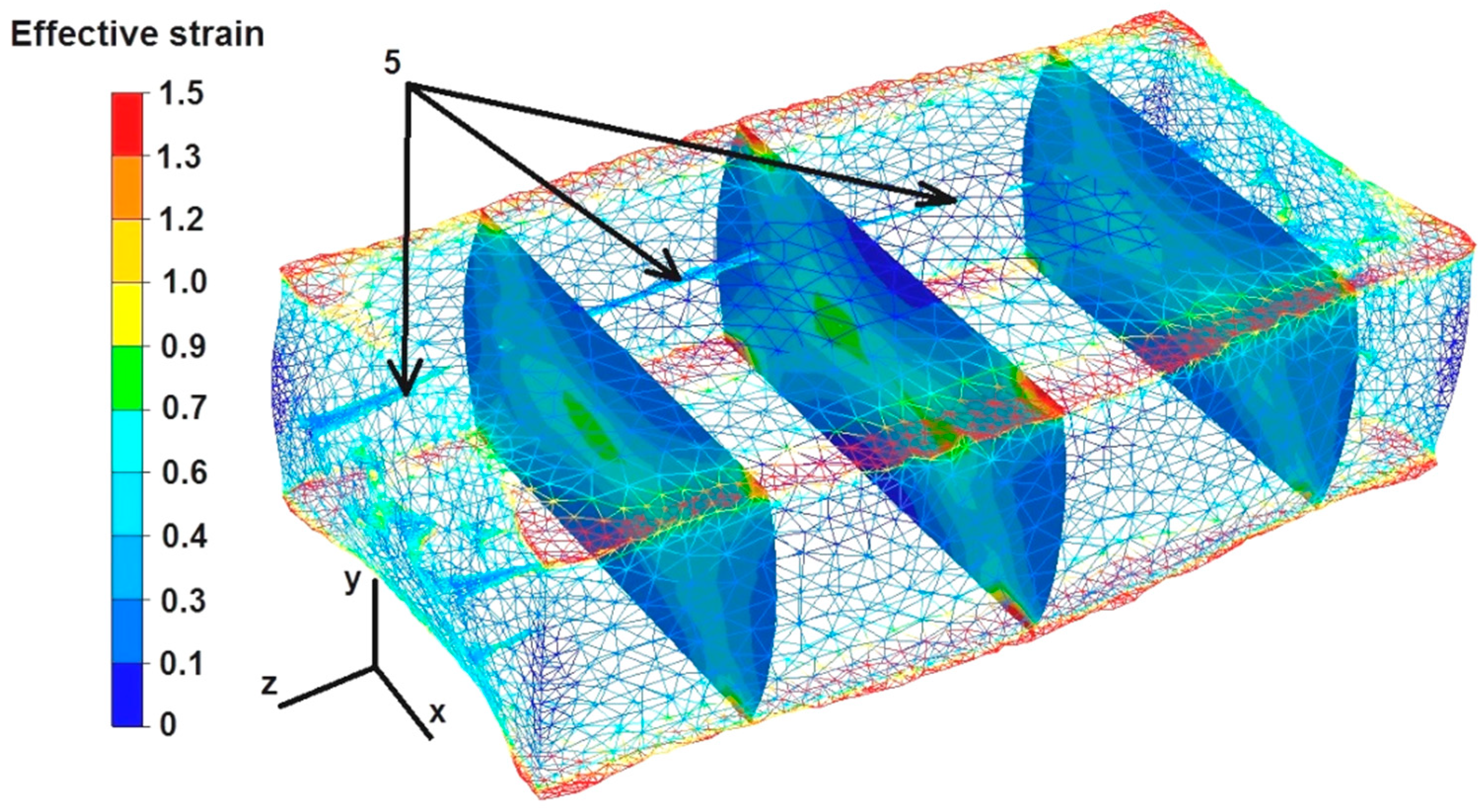
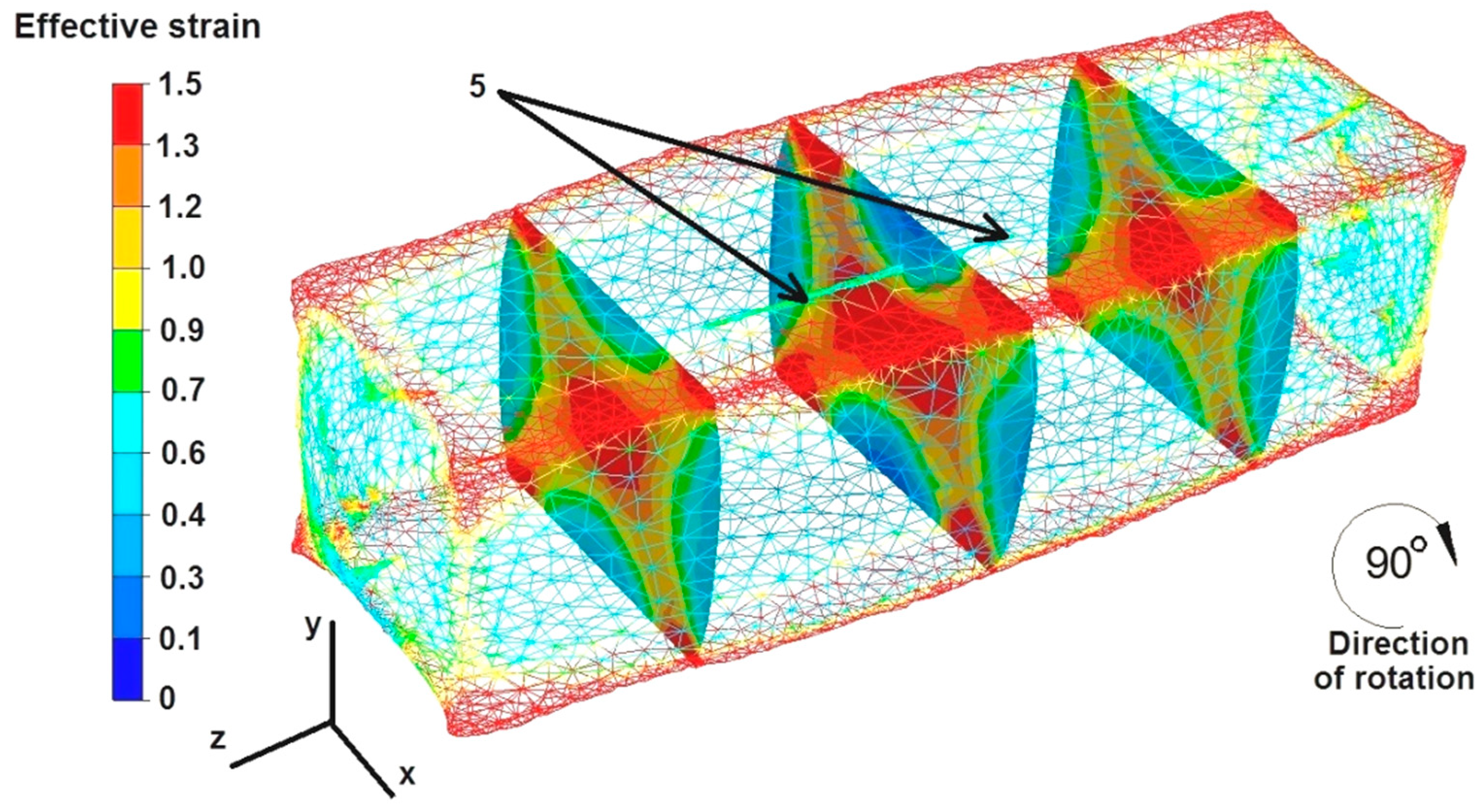
6.5. Analysis of Effective Strain Distributions during the Elongation Operation of the Square Sample
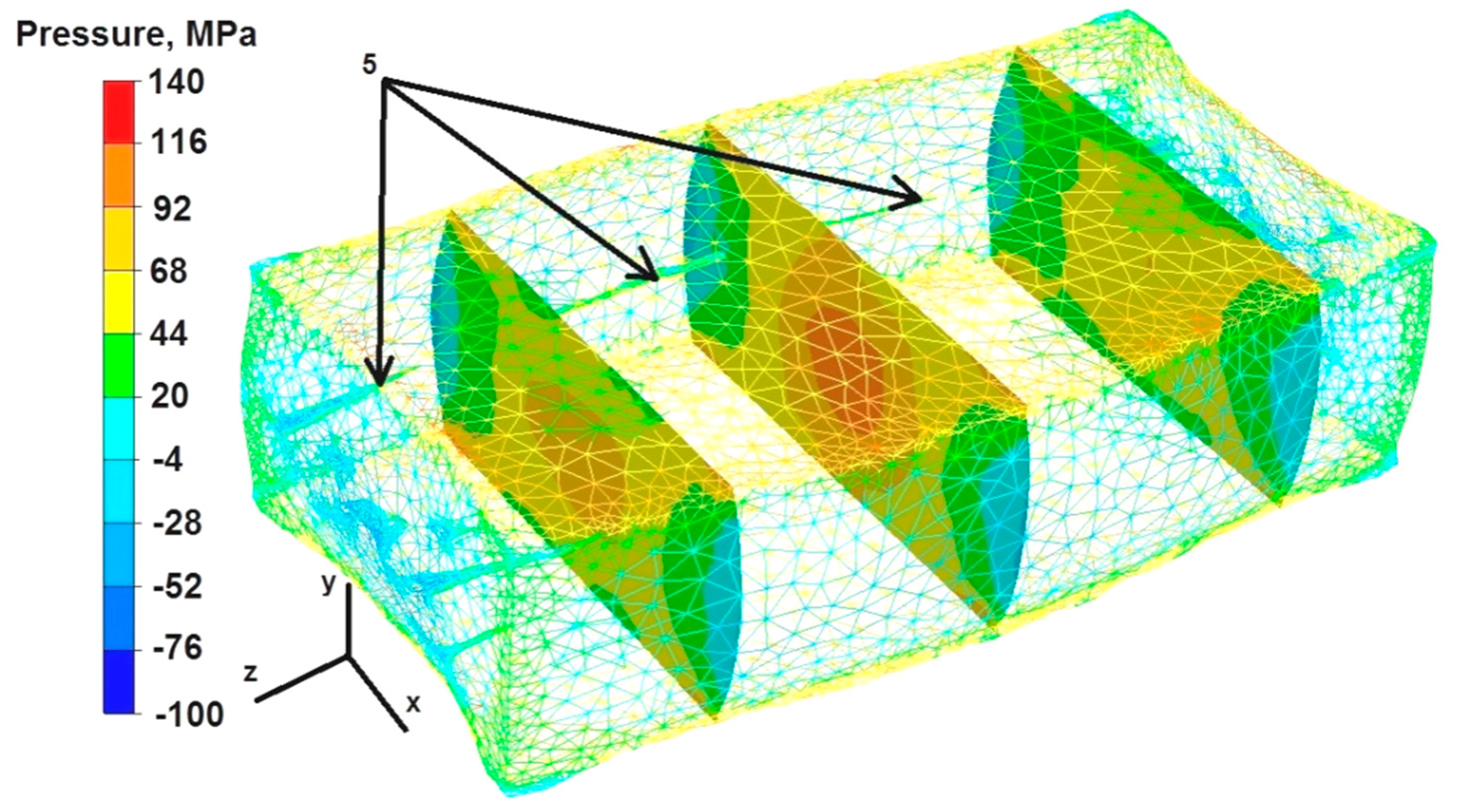
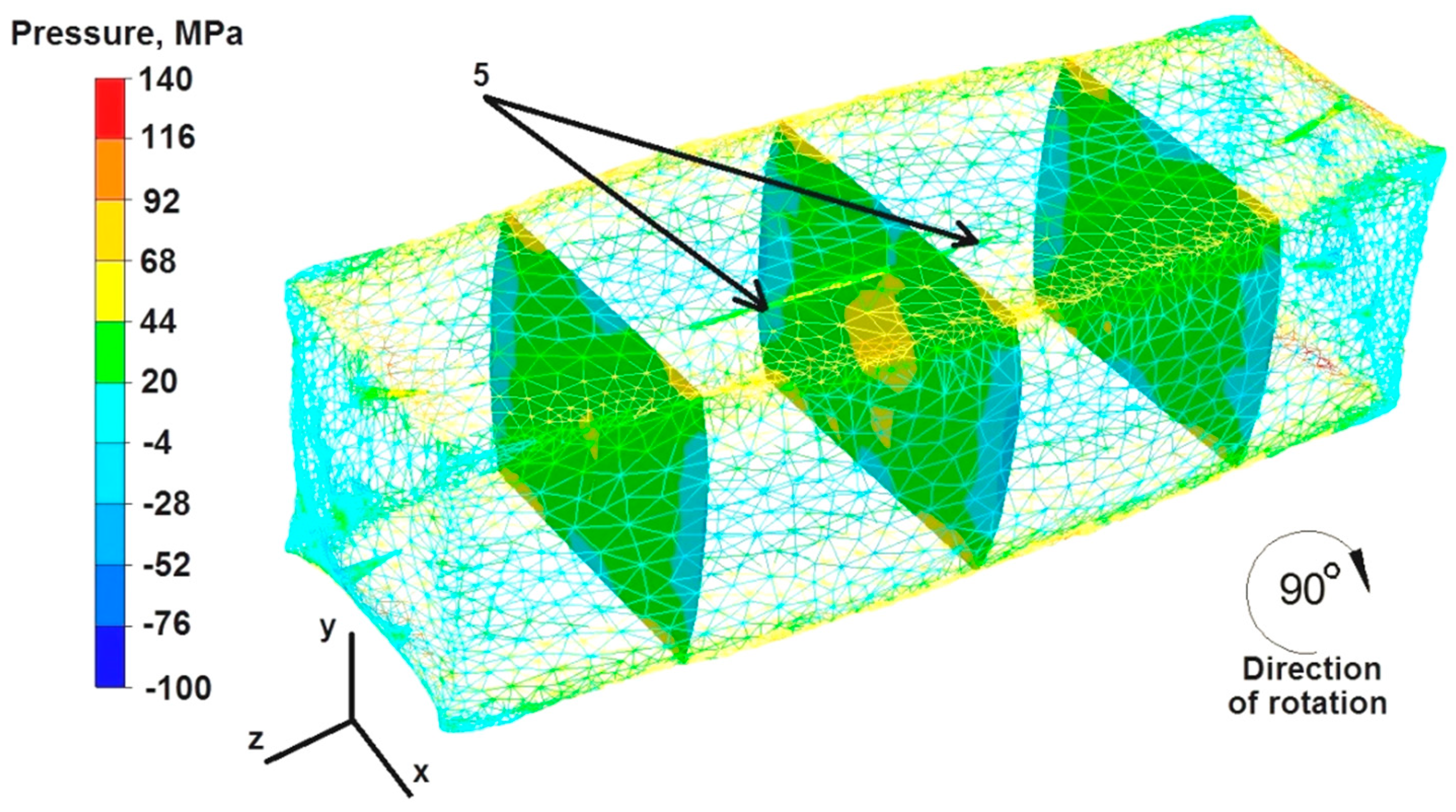
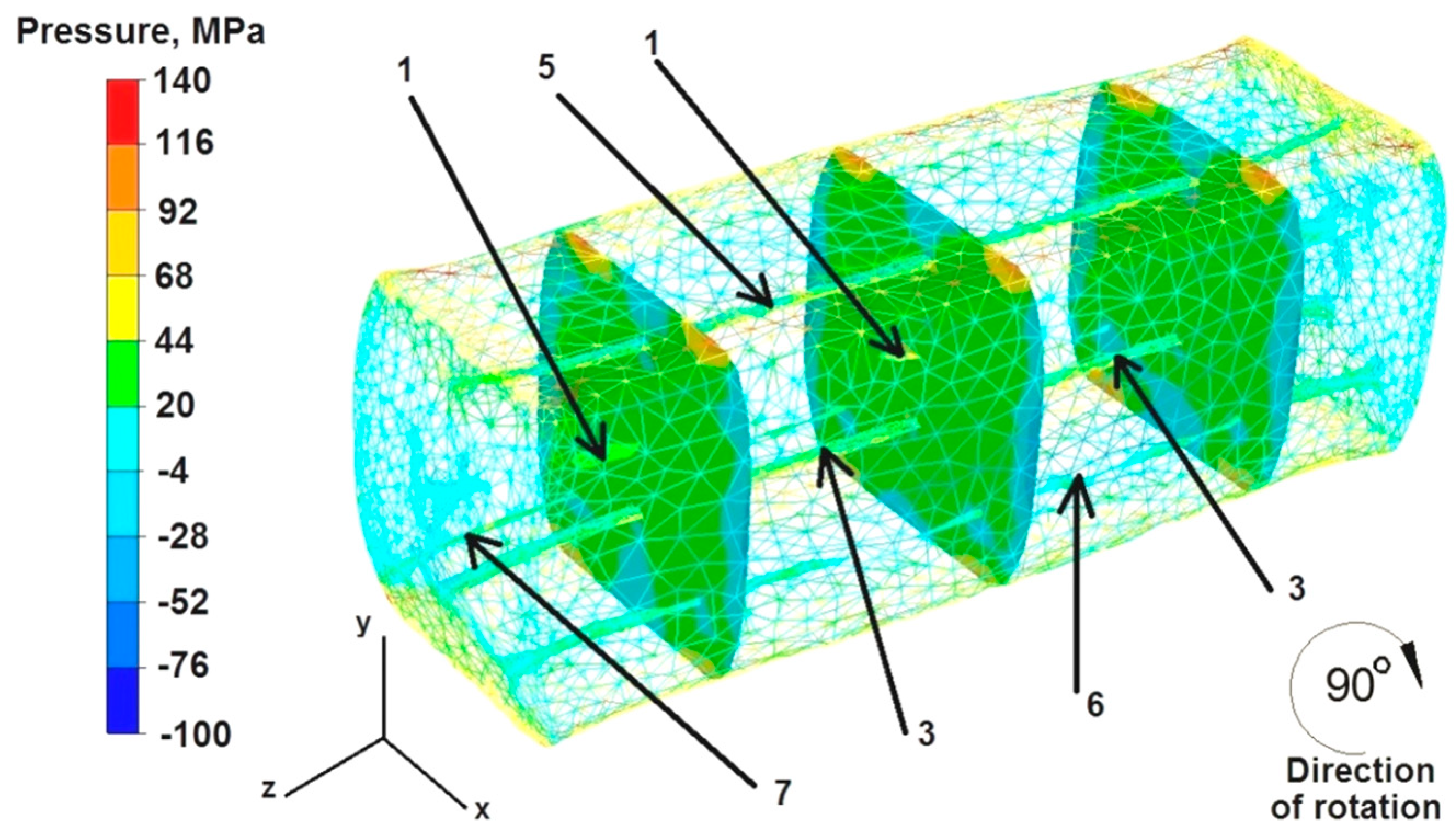
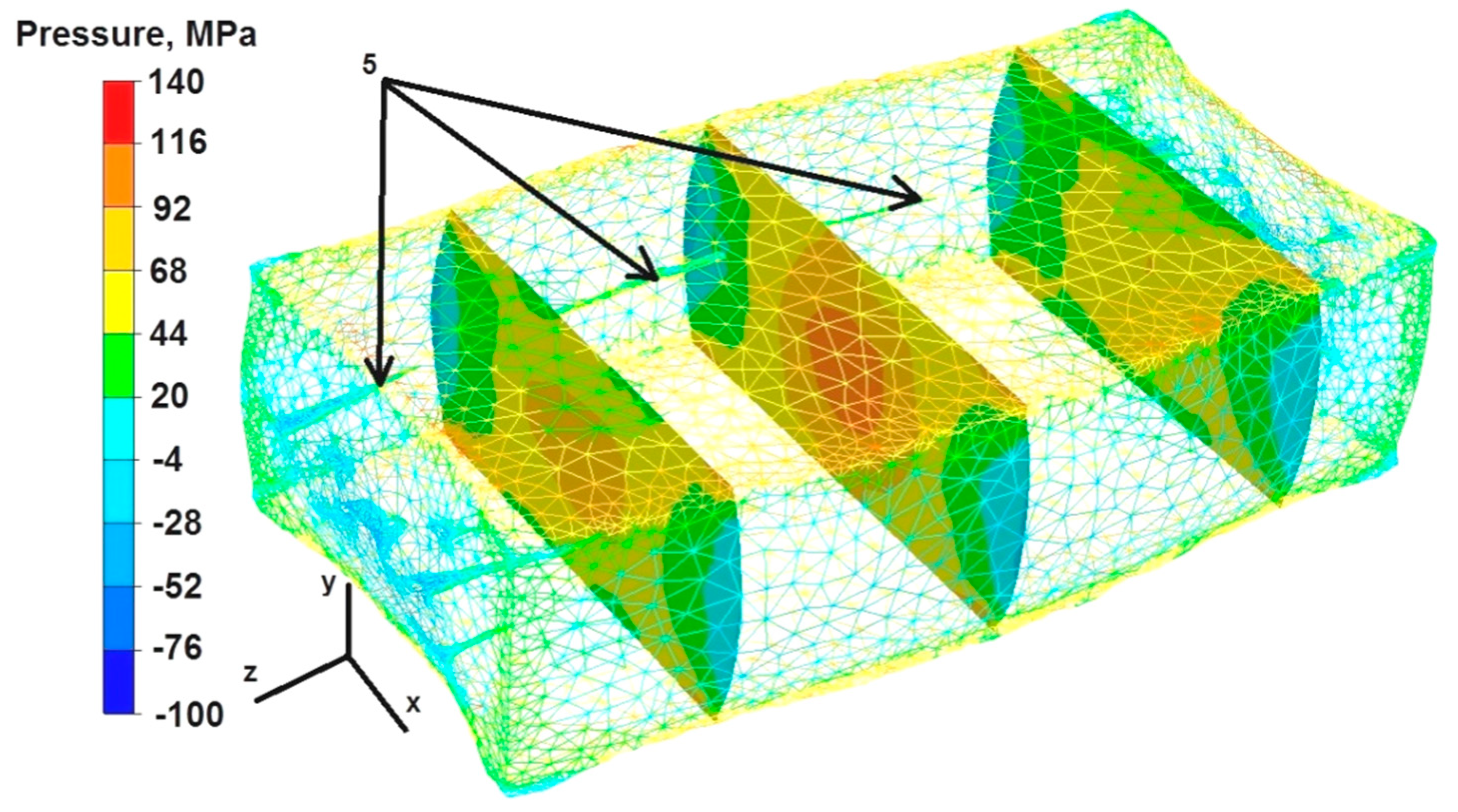
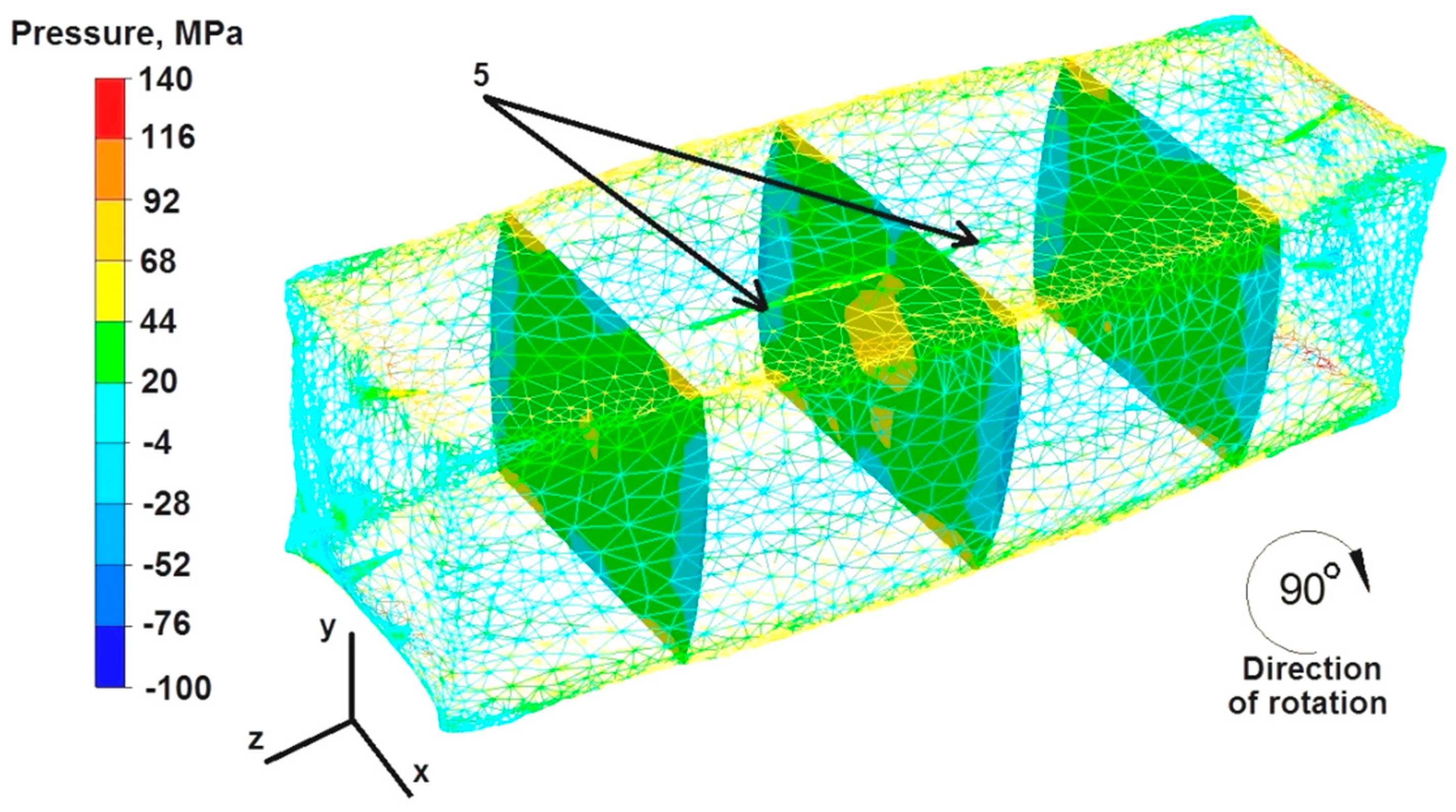
6.6. Analysis of Hydrostatic Pressure Distributions during the Elongation Operation of the Square Sample
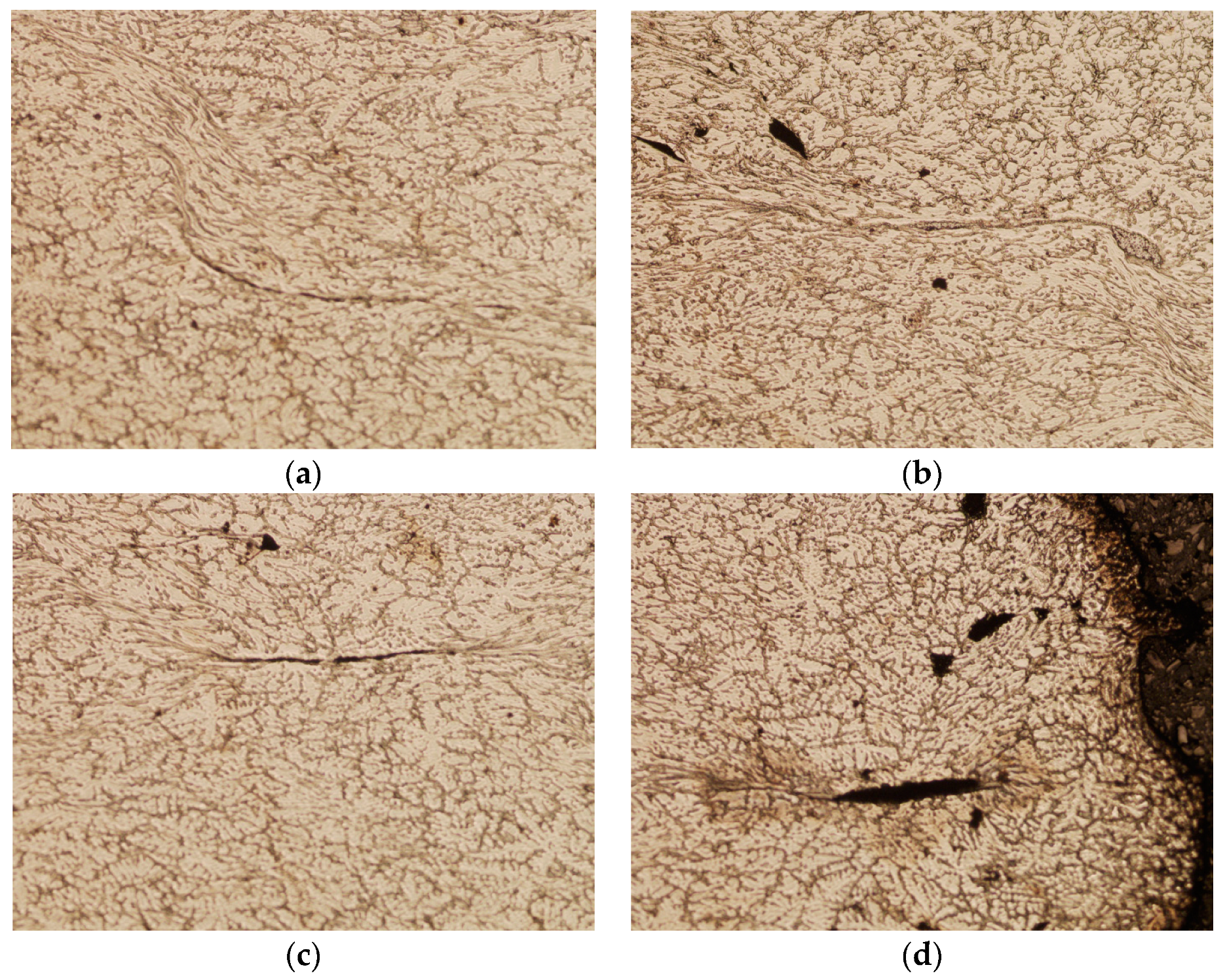
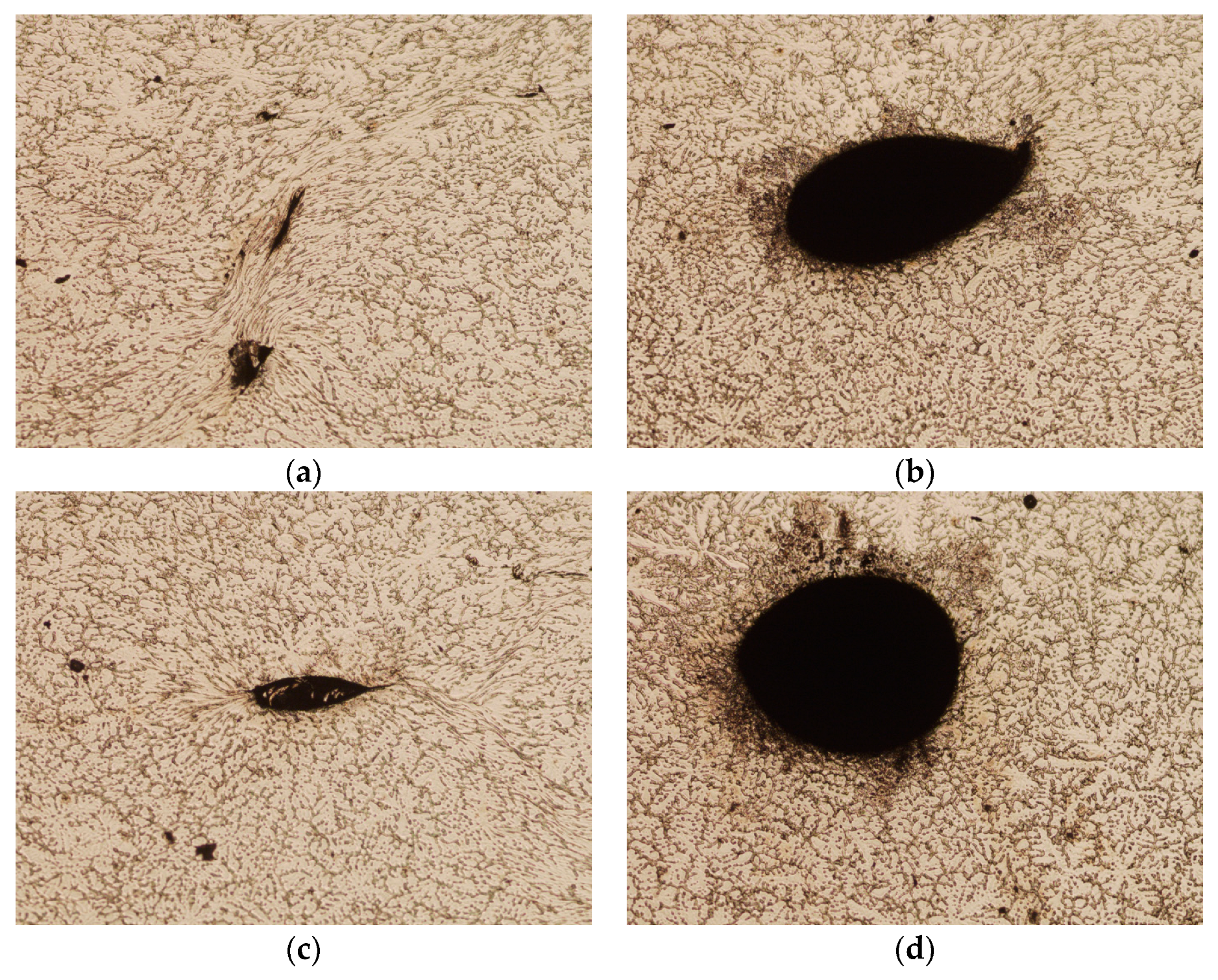
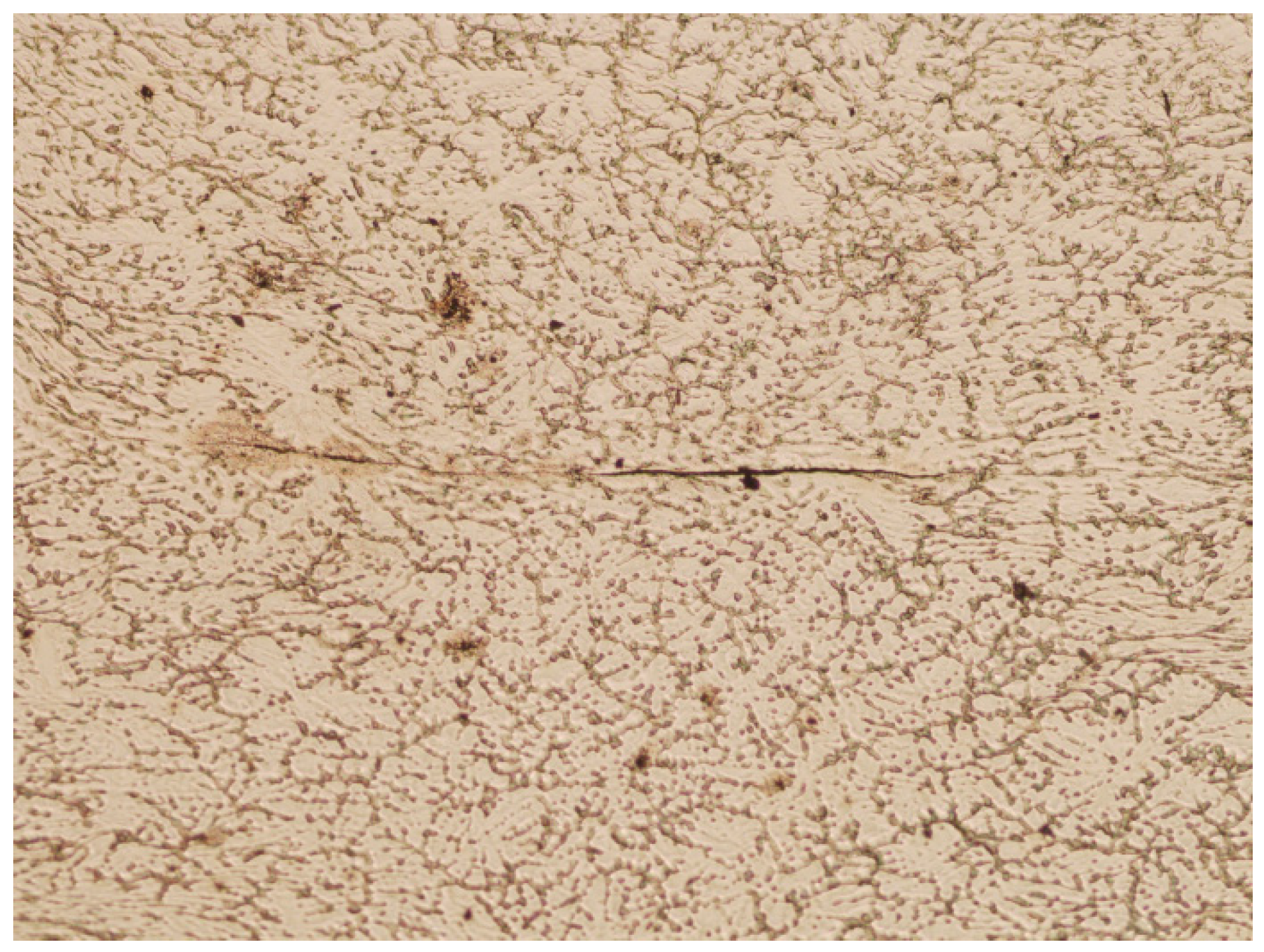
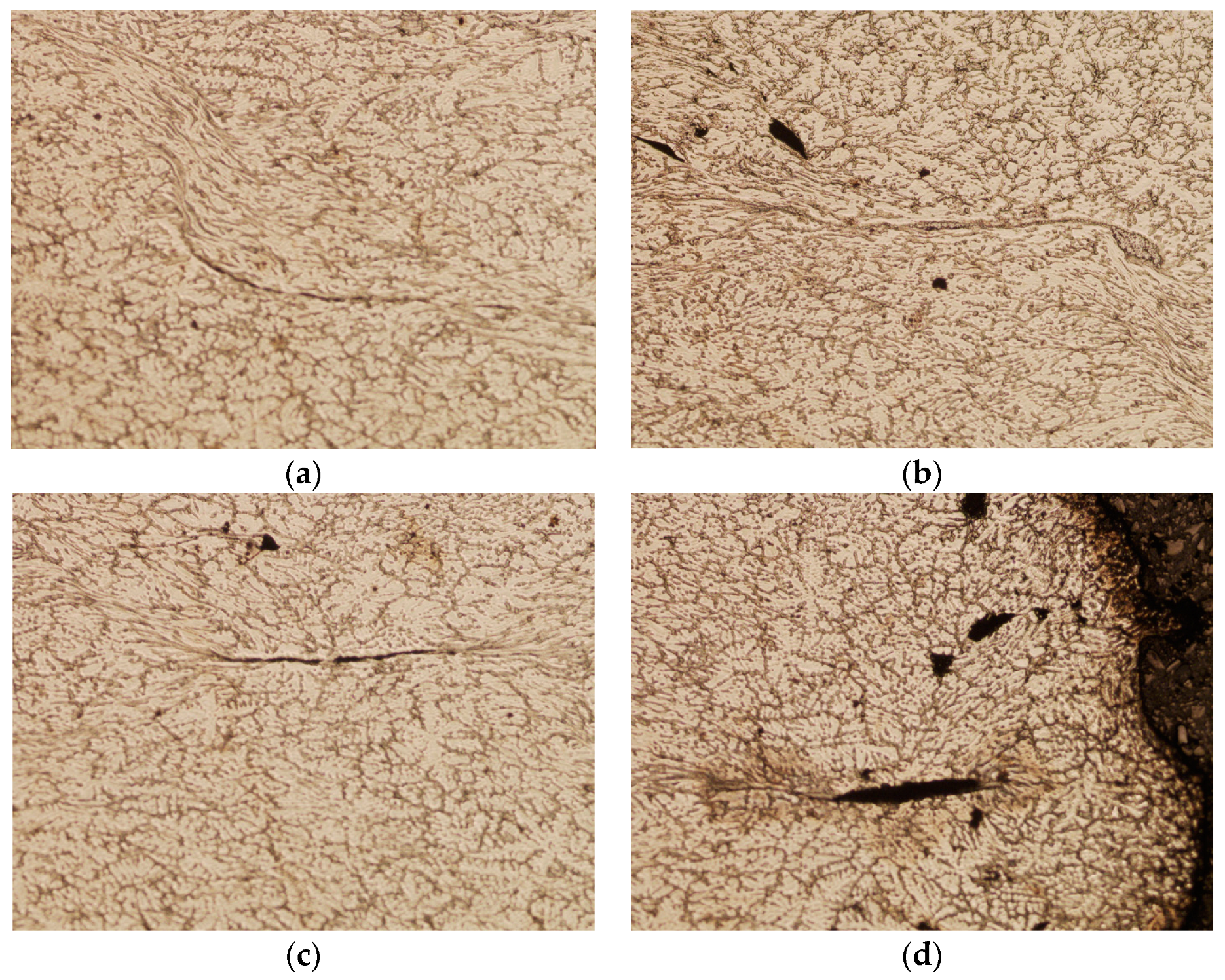
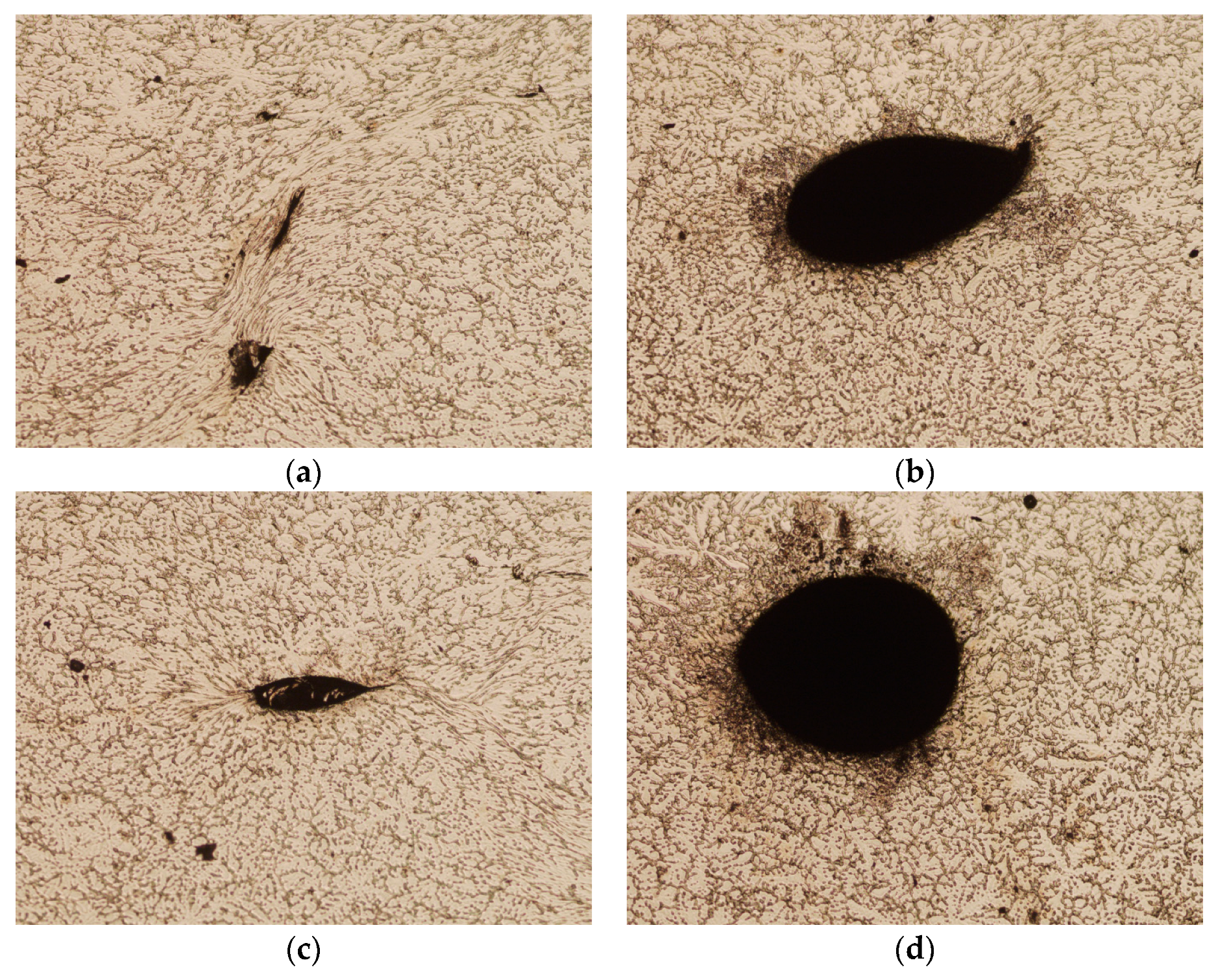
7. Physical Simulation Results
8. Comparison of Numerical and Physical Test Results
9. Conclusions
- In order to weld discontinuities, elongation operations should be carried out with the maximum possible relative deformation of 35%.
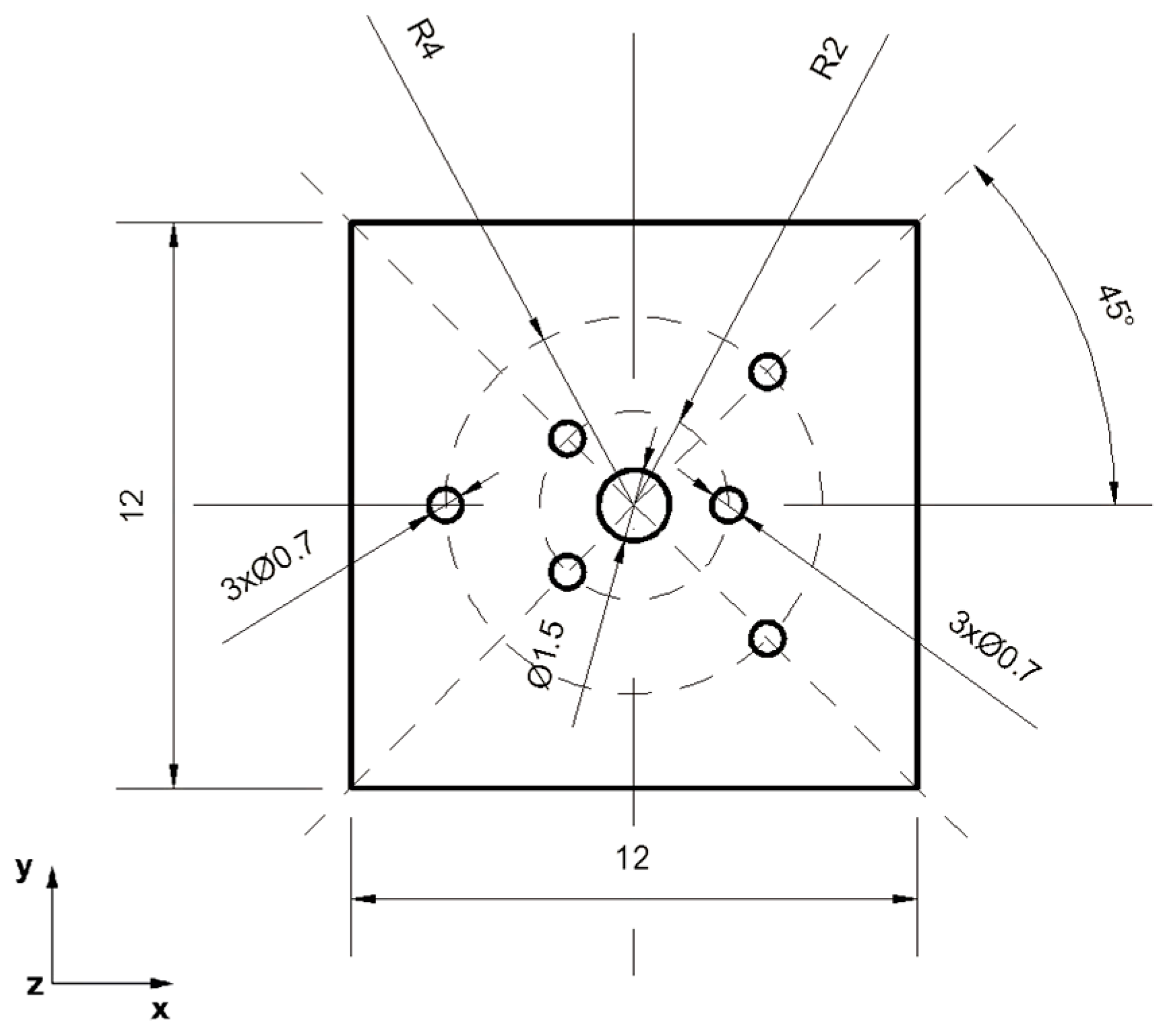
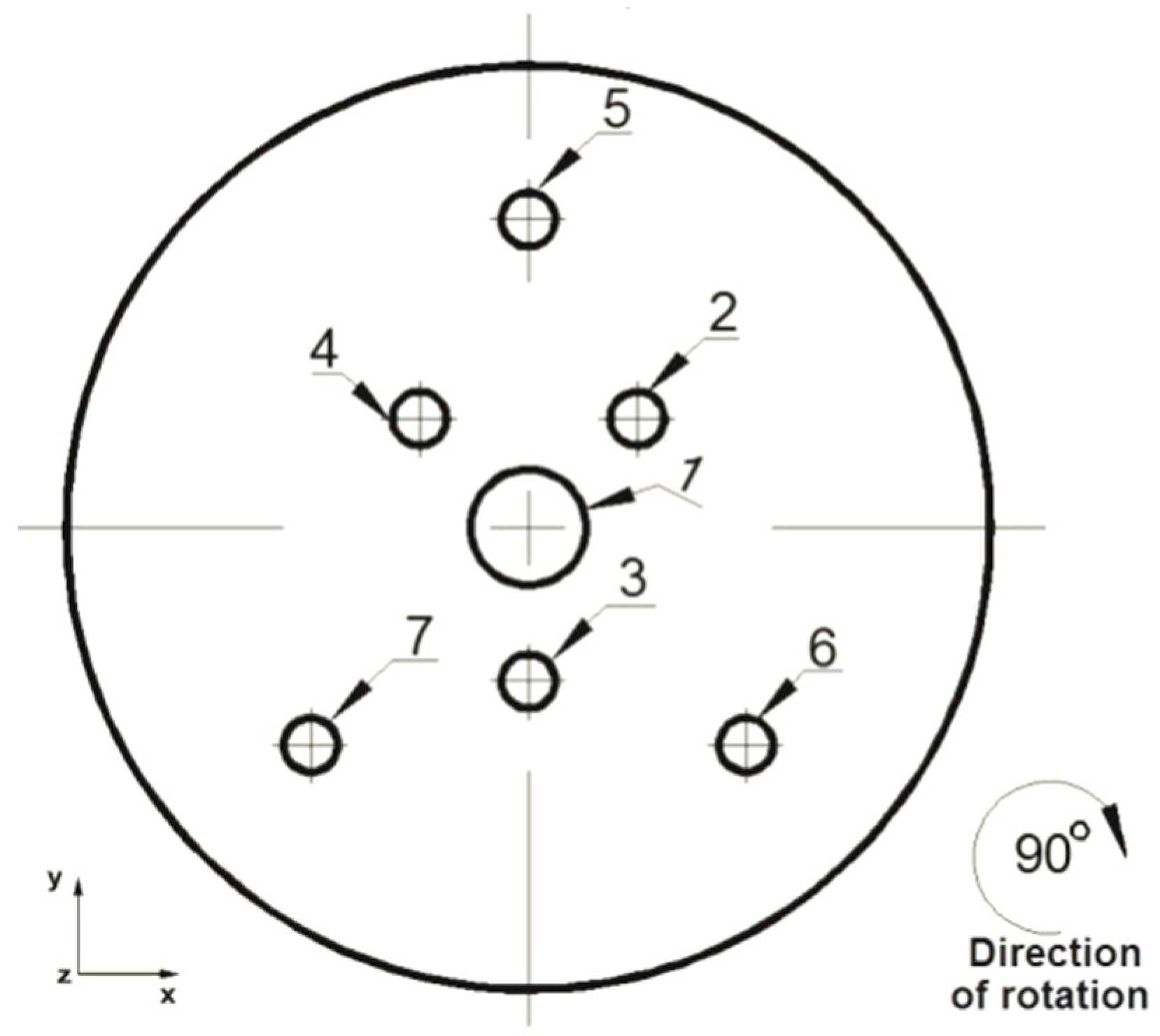
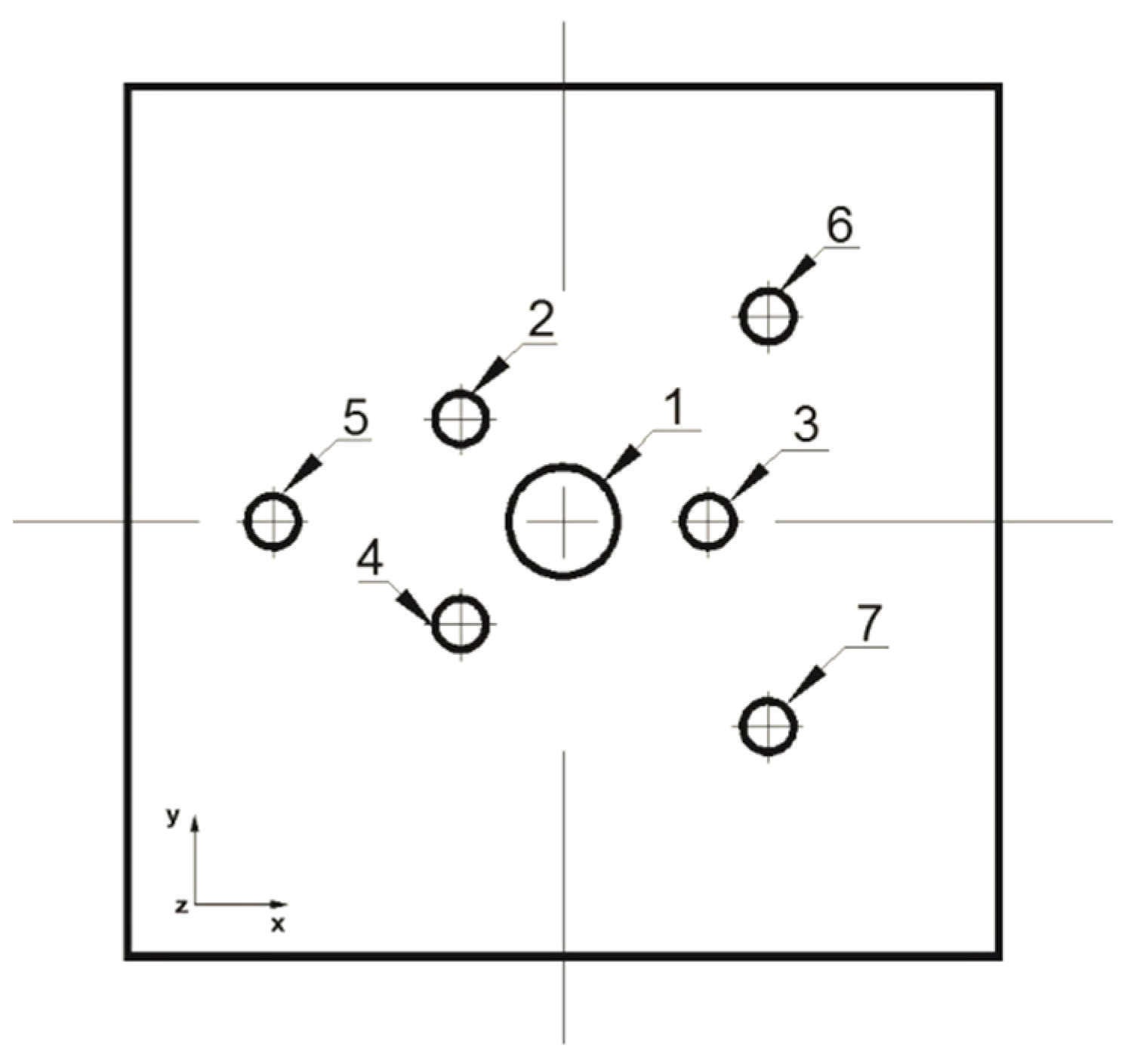
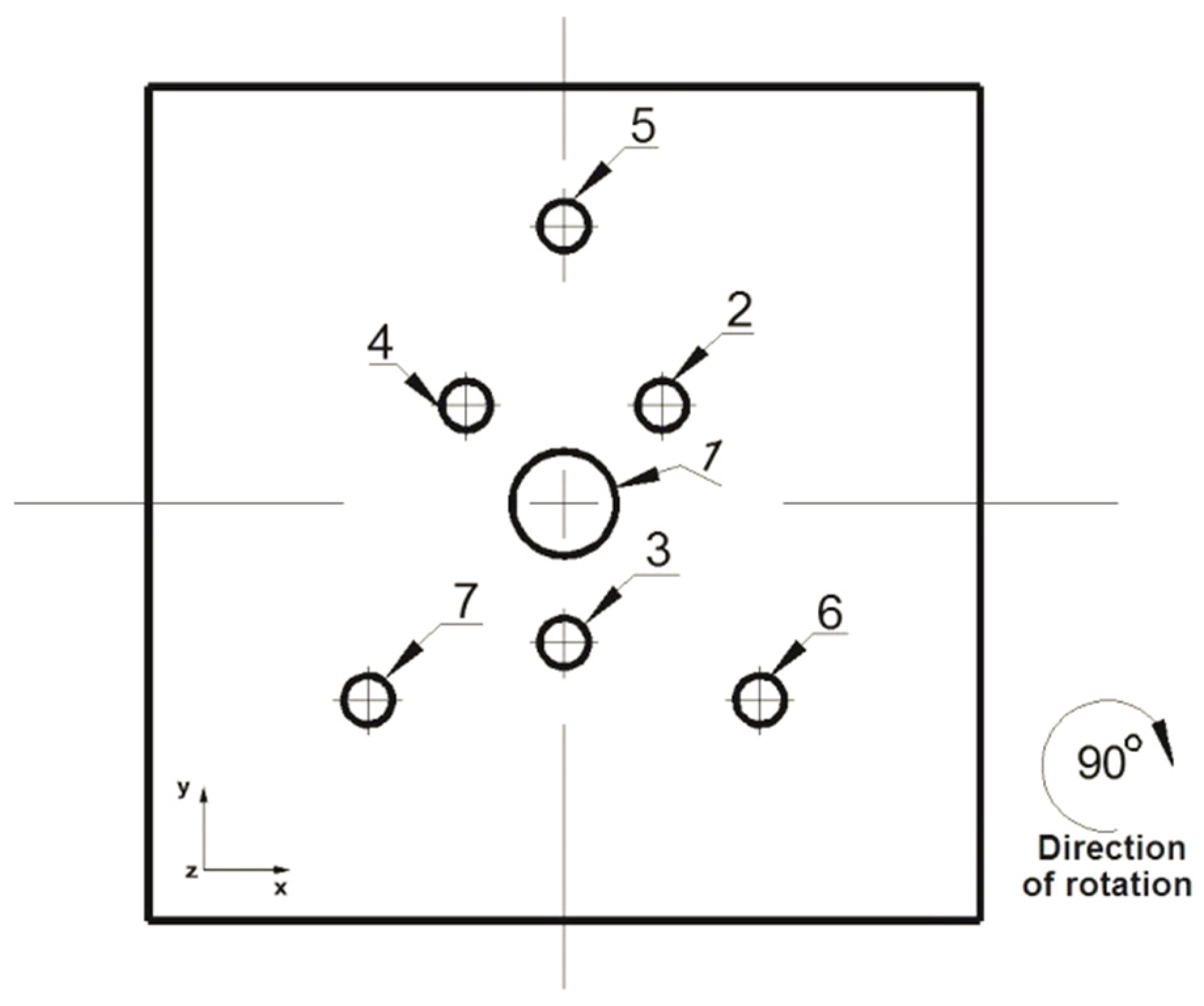
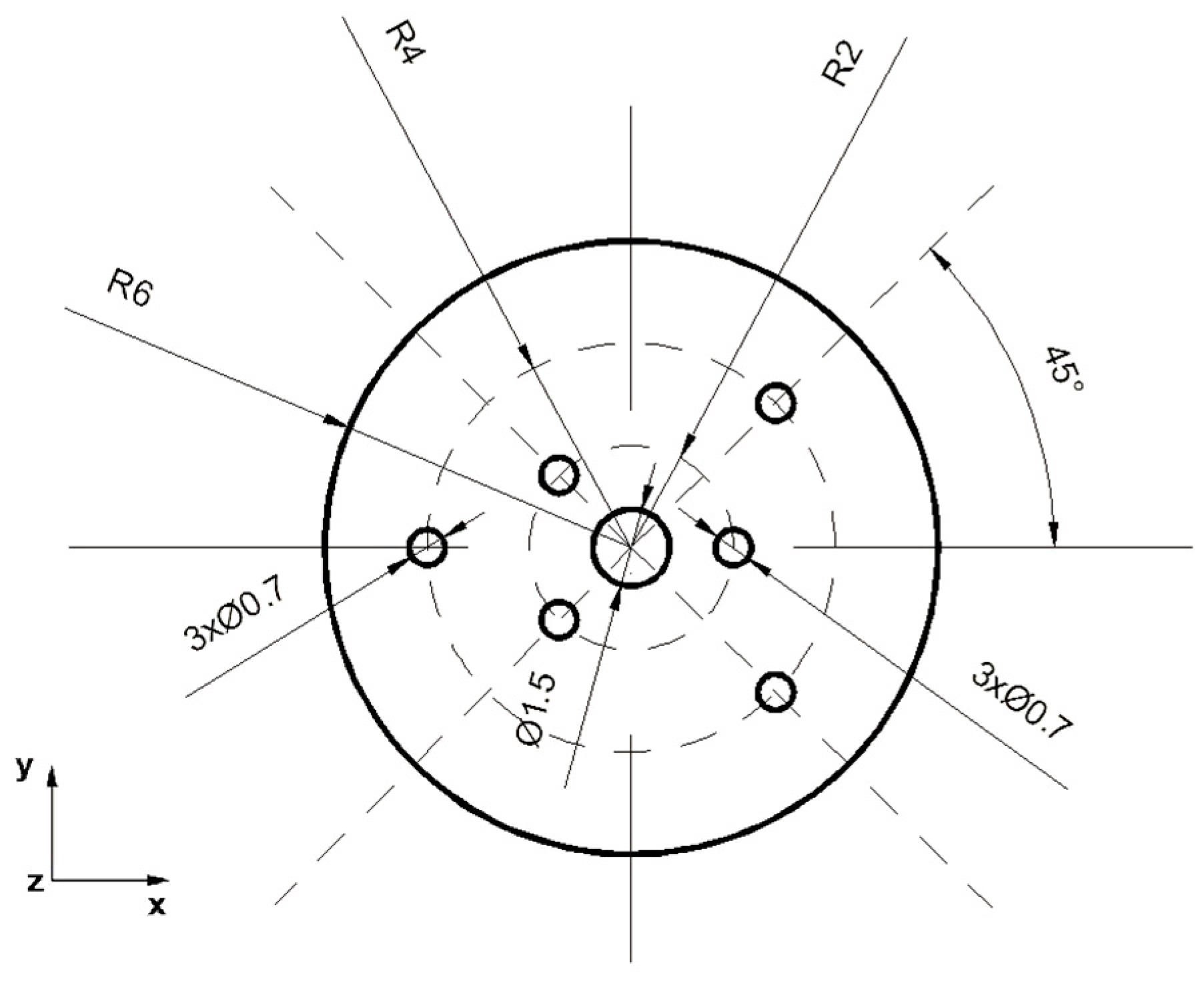
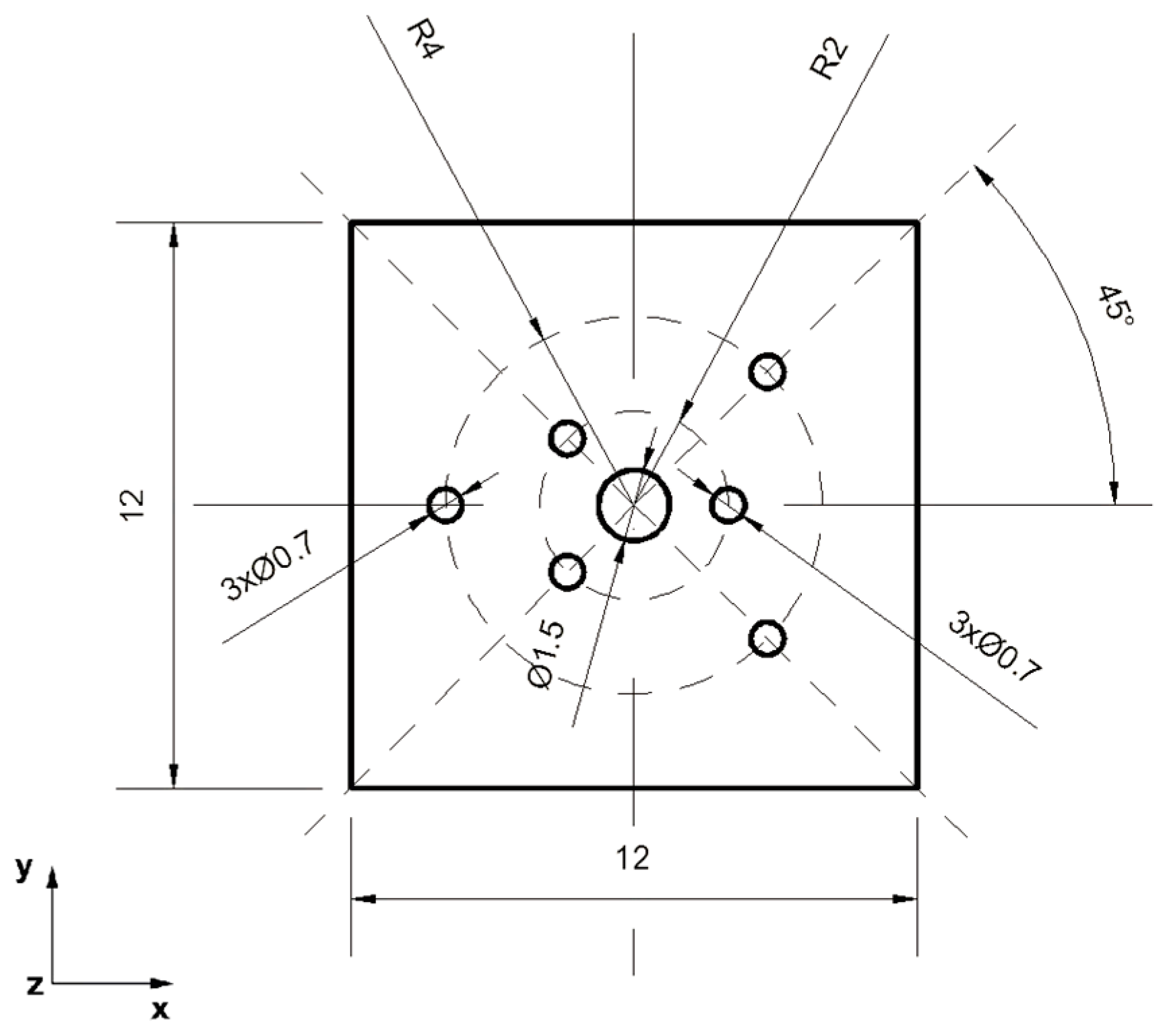
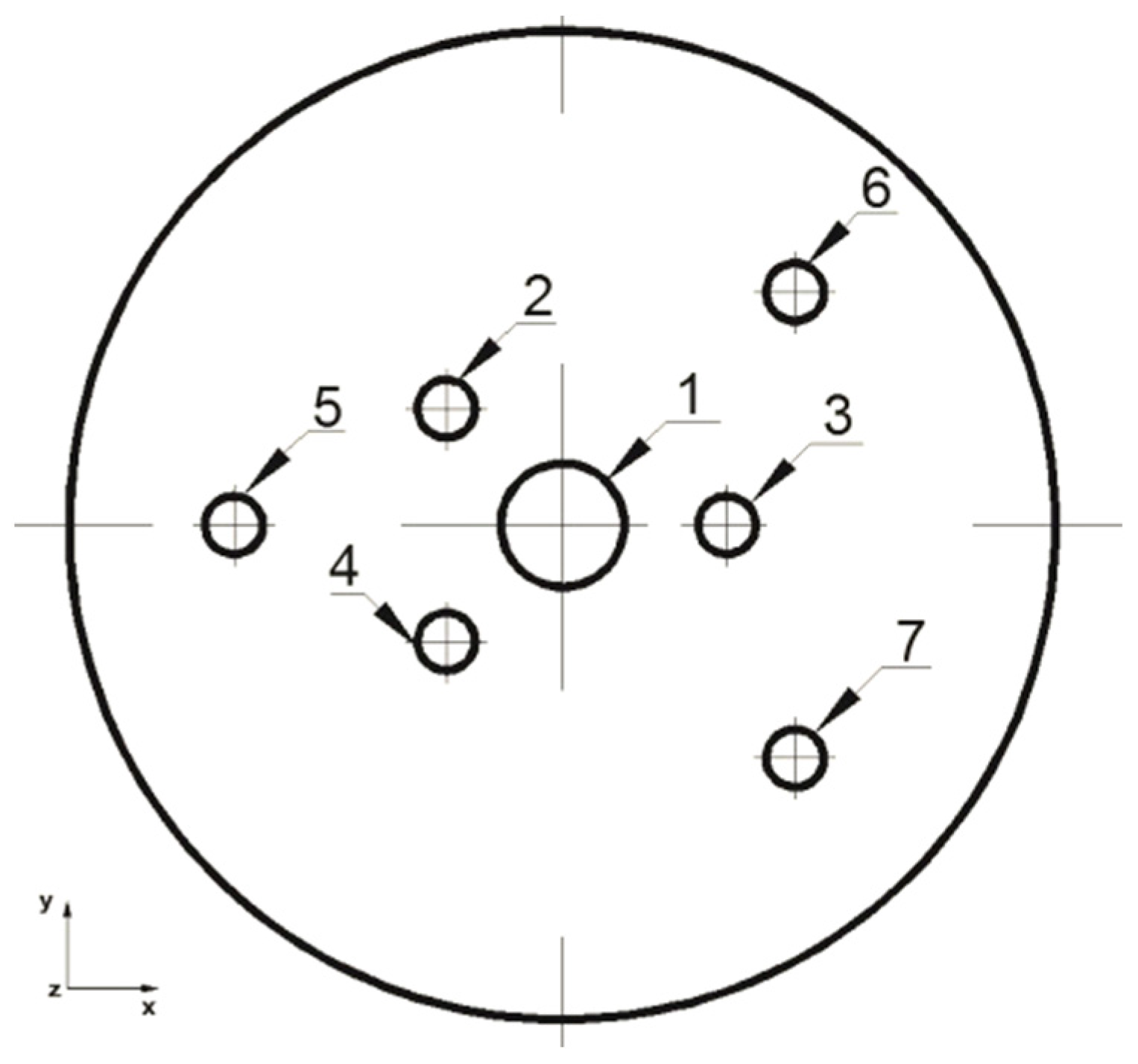
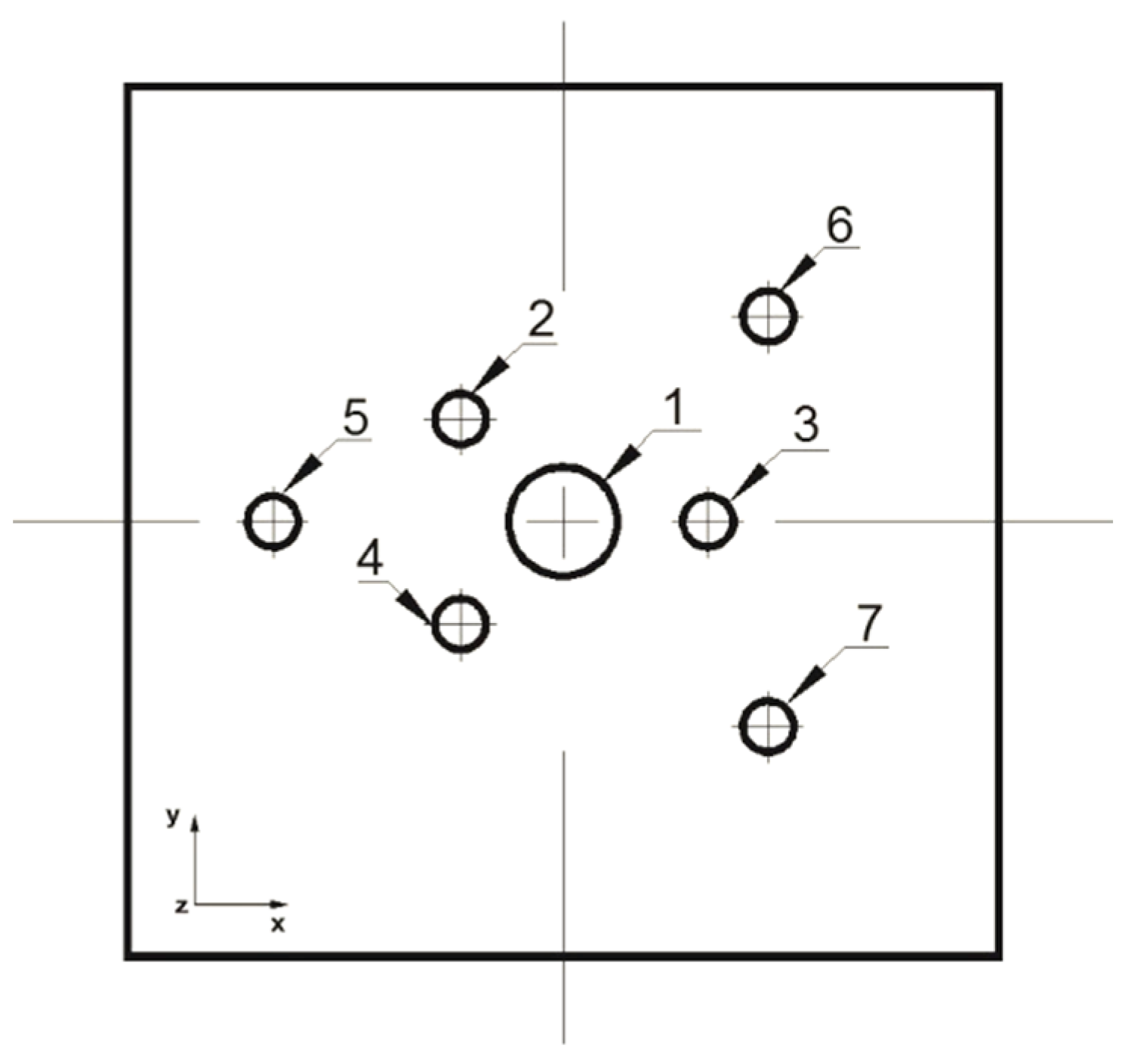
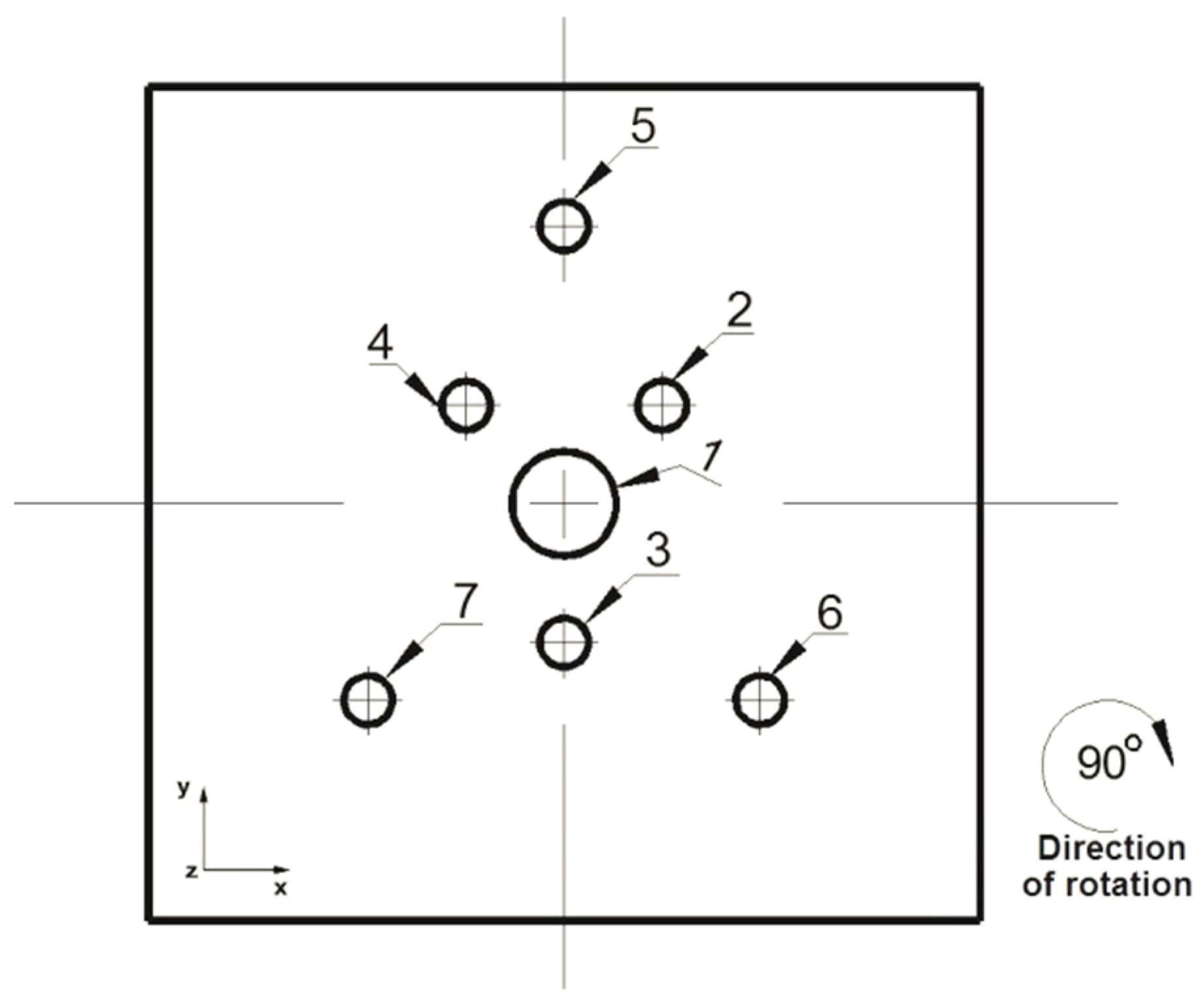
- The geometric shape of the feedstock material and the locations of internal metallurgical discontinuities are of key importance in the process of discontinuity welding.
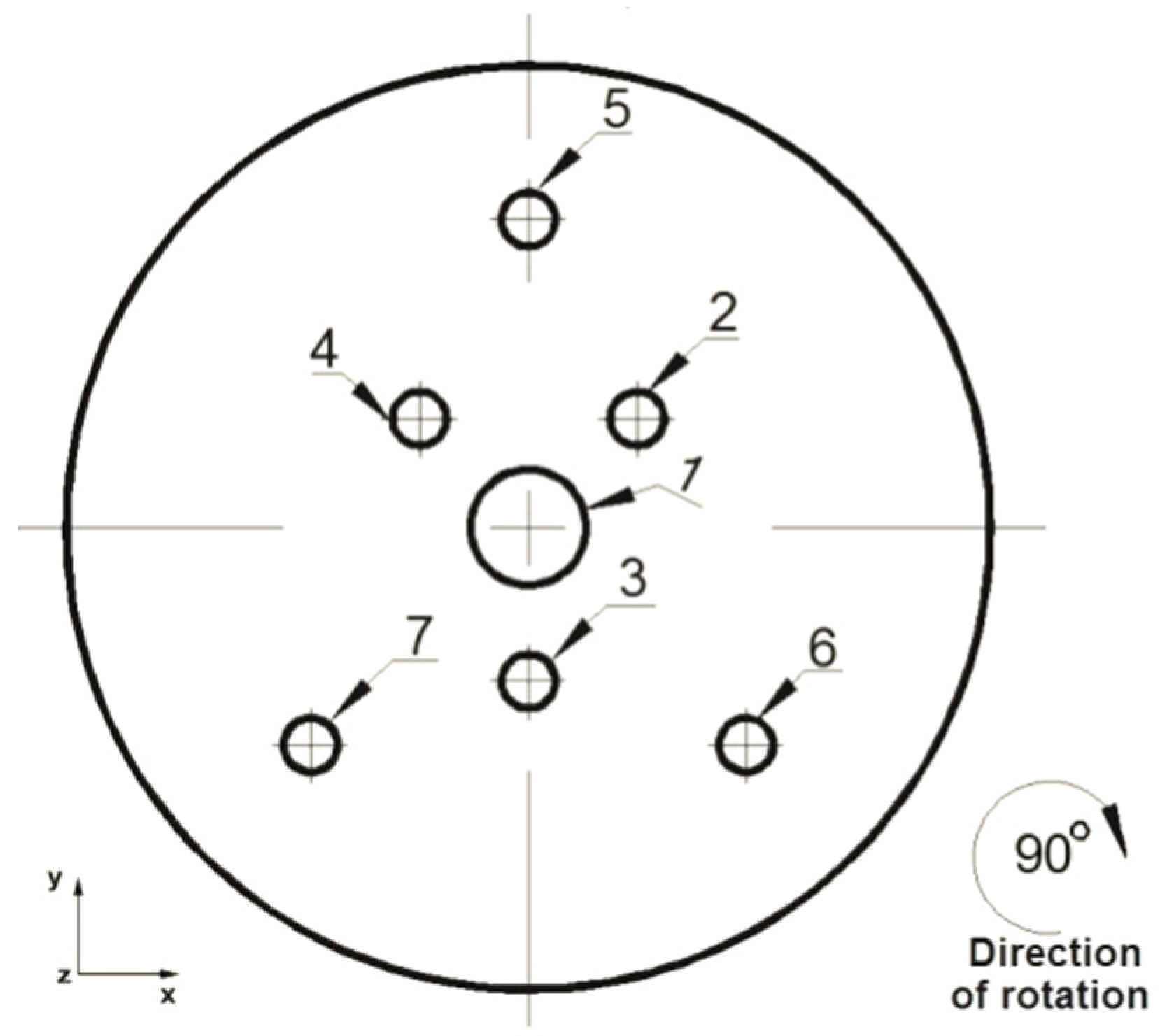
- The kinematics of metal flow during the deformation of samples of various shapes is of particular importance in terms of the welding of metallurgical discontinuities (the shape of the feedstock material forces the kinematics of metal flow in the deformed volume).
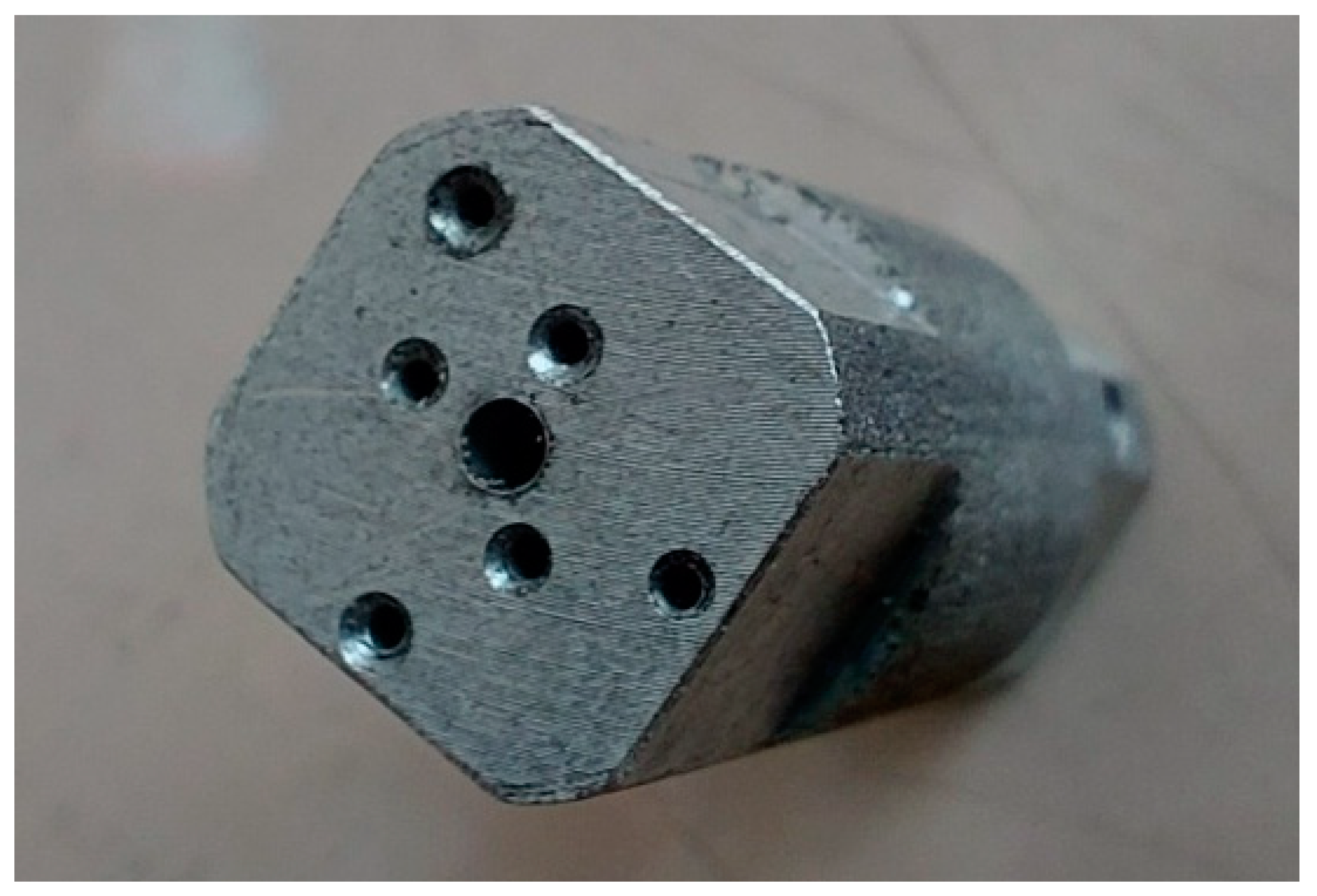
- It is easier to weld discontinuities in a cuboid-shaped material and it is much more difficult in a cylinder-shaped one.
- Discontinuities are easier to weld when the deformation and stress values are high in the zones where they occur and amount to 1.2–1.5 and 96–116 MPa, respectively, while maintaining high temperatures close to the initial temperature around 400 °C in these zones.
- High temperatures, around 400 °C, without high hydrostatic pressure and deformation intensity in the welded discontinuity zone is not a state sufficient for the complete welding of a discontinuity.
- It is particularly difficult to weld discontinuities lying in the symmetry axes X and Y of the forged cylinder-shaped sample, especially those at a distance of 4 mm or more from the Z axis.
- For a cylindrical feedstock, presumably a 45° rotation of the bar will produce more favorable results for welding discontinuities than a 90° rotation.
- The analysis of the presented numerical modeling studies shows that in order to completely weld discontinuities in the free forging process, a sufficient range of hydrostatic pressure values is 96–116 MPa, and a sufficient range of deformation intensity values is 1.0–1.5 while maintaining a high temperature for the deformed sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jayasathyakawin, S.; Ravichandran, M.; Baskar, N.; Anand Chairman, C.; Balasundaram, R. Mechanical properties and applications of Magnesium alloy—Review. Mater. Proc. 2020, 27, 909–913. [Google Scholar] [CrossRef]
- Liu, B.; Yang, J.; Zhang, X.; Yang, Q.; Zhang, J.; Li, X. Development and application of magnesium alloy parts for automotive OEMs: A review. J. Magnes. Alloys 2023, 11, 15–47. [Google Scholar] [CrossRef]
- Thiagarajan, C.; Lakshminarayanan, N.; Anand, A.; Nikhil Santhosh, M.; Anderso, N.J. Investigation and Analysis of Properties of Magnesium Alloy for Suitability to Electric Vehicle Components. IOP Conf. Ser. Mater. Sci. Eng. 2020, 993, 012007. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium alloys worldwide in 2022. J. Magnes. Alloys 2023, 11, 2611–2654. [Google Scholar] [CrossRef]
- Tan, J.; Ramakrishna, S. Applications of Magnesium and Its Alloys: A Review. Appl. Sci. 2021, 11, 6861. [Google Scholar] [CrossRef]
- Ramalingam, V.V.; Ramasamy, P.; Kovukkal, M.D.; Myilsamy, G. Research and Development in Magnesium Alloys for Industrial. Met. Mater. Int. 2020, 26, 409–430. [Google Scholar] [CrossRef]
- Gray, J.; Luan, B. Protective coatings on magnesium and its alloys—A critical review. J. Alloys Compd. 2002, 336, 88–113. [Google Scholar] [CrossRef]
- Nie, J.F. Precipitation and hardening in magnesium alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Zeng, Z.; Stanford, N.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Magnesium extrusion alloys: A review of developments and prospects. Int. Mater. Rev. 2019, 64, 27–62. [Google Scholar] [CrossRef]
- Papenberg, N.P.; Gneiger, S.; Weißensteiner, I.; Uggowitzer, P.J.; Pogatscher, S. Mg-Alloys for Forging Applications—A Review. Materials 2020, 13, 985. [Google Scholar] [CrossRef]
- Braszczyńska-Malik, K. Discontinuous and continuous precipitation in magnesium–aluminium type alloys. J. Alloys Compd. 2009, 477, 870–876. [Google Scholar] [CrossRef]
- Gann, J.A. Magnesium industry’s lightest structural metal. SAE Trans. 1931. [Google Scholar] [CrossRef]
- Polmear, I. Recent Developments in Light Alloys. Mater. Trans. JIM 1996, 37, 12–31. [Google Scholar] [CrossRef]
- Polmear, I.; StJohn, D.; Nie, J.F.; Qian, M. Light Alloys: Metallurgy of the Light Metals, 5th ed.; Elsevier, Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Dziubinska, A.; Gontarz, A.; Dziubinski, M.; Barszcz, M. The forming of magnesium alloy forgings for aircraft and automotive applications. Adv. Sci. Technol. Res. J. 2016, 10, 158–168. [Google Scholar] [CrossRef]
- Song, J.; Sche, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloys. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Banaszek, G.; Bajor, T.; Kawałek, A.; Garstka, T. Analysis of the Open Die Forging Process of the AZ91 Magnesium Alloy. Materials 2020, 13, 3873. [Google Scholar] [CrossRef]
- Banaszek, G.; Bajor, T.; Kawałek, A.; Garstka, T. Investigation of the Influence of Open-Die Forging Parameters on the Flow Kinetics of AZ91 Magnesium Alloy. Materials 2021, 14, 4010. [Google Scholar] [CrossRef]
- Feng, C.; Ciu, Z.; Liu, M.; Shang, X.; Sui, D.; Liu, J. Investigation on the void closure efficiency in cogging processes of the large ingot by using a 3-D void evolution model. J. Mater. Process. Technol. 2016, 237, 371–385. [Google Scholar] [CrossRef]
- Hibbe, P.; Hirt, G. Analysis of the bond strength of voids closed by open-die forging. Int. J. Mater. Form. 2020, 13, 117–126. [Google Scholar] [CrossRef]
- Sika, R.; Rogalewicz, M.; Kroma, A.; Ignaszak, Z. Open Atlas of Defects as a Supporting Knowledge Base for Cast Iron Defects Analysis Arch. Foundry Eng. 2020, 1, 55–60. [Google Scholar]
- Hauri, J.; Graf, M.; Awiszus, B.; Kawalla, R. Closing of shrinkage cavities by means of open-die forging. Mater. Sci. Forum 2018, 918, 77–84. [Google Scholar] [CrossRef]
- Elbel, T.; Kralova, Y.; Hampl, J. Expert System for Analysis of Casting Defects–ESVOD. Arch. Foundry Eng. 2015, 15, 17–20. [Google Scholar] [CrossRef]
- Banaszek, G.; Bajor, T.; Kawałek, A.; Knapinski, M. Modeling of the Closure of Metallurgical Defects in the Magnesium Alloy Die Forging Process. Materials 2022, 15, 7465. [Google Scholar] [CrossRef]
- Banaszek, G.; Berski, S.; Dyja, H.; Kawałek, A. Theoretical modelling of metallurgical defect closing-up processes during forming a forging. J. Iron Steel Res. Int. 2013, 20, 111–116. [Google Scholar] [CrossRef]
- Lee, M.C.; Jang, S.M.; Cho, J.H.; Joun, M.S. Finite element simulation of pore closing during cylinder upsetting. Int. J. Mod. Phys. 2008, 22, 5768–5773. [Google Scholar] [CrossRef]
- Xinbao, W.; Xianghuai, D. A void evolution model accounting for stress triaxiality, Lode parameter and effective strain for hot metal forming. Int. J. Mech. Sci. 2020, 168, 105309. [Google Scholar] [CrossRef]
- Geisler, A.; Morteza, S.; Morin, J.B.; Loucif, A.; Jahazi, M. Void closure during open die forging of large size martensitic stainless-steel ingots: An experimental-analytical-numerical study. Int. J. Mater. Form. 2023, 16, 11. [Google Scholar] [CrossRef]
- Niu, L.; Zhang, Q. A void closure model based on hydrostatic integration and the Lode parameter for additive manufacturing AlSi10Mg. J. Manuf. Process. 2022, 73, 235–247. [Google Scholar] [CrossRef]
- Harris, N.; Shahriari, D.; Jahazi, M. Development of a fast converging material specific void closure model during ingot forging. J. Manuf. Process. 2017, 26, 131–141. [Google Scholar] [CrossRef]
- Falencki, Z. Analysis of Cast Defects; AGH: Cracow, Poland, 1997. [Google Scholar]
- Banaszek, G.; Ozhmegov, K.; Kawalek, A.; Sawicki, S.; Magzhanov, M.; Arbuz, A. Investigation of the influence of hot forging parameters on the closing conditions of internal metallurgical defects in zirconium alloy ingots. Materials 2023, 16, 1427. [Google Scholar] [CrossRef] [PubMed]
- Transvalor Solution: How to Run Forge 2008, Users Guide, Sophia Antipolis, France. 2008. Available online: www.transvalor.com (accessed on 5 May 2023).
- Spittel, A.; Hensel, T. Kraft-und Arbeitsbedarf Bildsamer Formgebungsverfahren; Deutscher Verlag für Grundstoffindustrie: Lipsk, Germany, 1978. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Zn | Al | Si | Cu | Mn | Fe | Ni | Mg |
|---|---|---|---|---|---|---|---|---|
| AZ91 | 0.59 | 8.98 | 0.05 | 0.006 | 0.23 | 0.013 | 0.003 | R |
| Number of Forging Passes | Square Sample | Round Sample | ||
|---|---|---|---|---|
| Relative Deformation, % | Angle of Rotation of the Bar, ° | Relative Deformation, % | Angle of Rotation of the Bar, ° | |
| 1 | 35 | 0 | 35 | 0 |
| 2 | 35 | 90 | 35 | 90 |
| Defect Number | Round Feedstock | Square Feedstock | ||
|---|---|---|---|---|
| Numerical Research | Laboratory Research | Numerical Research | Laboratory Research | |
| 1 | Closed | Closed | Not closed | Not closed |
| 2 | Closed | Closed | Closed | Closed |
| 3 | Closed | Not closed | Not closed | Not closed |
| 4 | Closed | Closed | Closed | Closed |
| 5 | Not closed | Not closed | Not closed | Not closed |
| 6 | Closed | Closed | Not closed | Not closed |
| 7 | Closed | Closed | Not closed | Not closed |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banaszek, G.; Bajor, T.; Kawałek, A.; Knapiński, M. Analysis of the Effect of the Elongation Operation on the Welding of Internal Metallurgical Discontinuities. Materials 2023, 16, 6738. https://doi.org/10.3390/ma16206738
Banaszek G, Bajor T, Kawałek A, Knapiński M. Analysis of the Effect of the Elongation Operation on the Welding of Internal Metallurgical Discontinuities. Materials. 2023; 16(20):6738. https://doi.org/10.3390/ma16206738
Chicago/Turabian StyleBanaszek, Grzegorz, Teresa Bajor, Anna Kawałek, and Marcin Knapiński. 2023. "Analysis of the Effect of the Elongation Operation on the Welding of Internal Metallurgical Discontinuities" Materials 16, no. 20: 6738. https://doi.org/10.3390/ma16206738
APA StyleBanaszek, G., Bajor, T., Kawałek, A., & Knapiński, M. (2023). Analysis of the Effect of the Elongation Operation on the Welding of Internal Metallurgical Discontinuities. Materials, 16(20), 6738. https://doi.org/10.3390/ma16206738