
Effect of Metallic Coatings on the Wear Performance and Mechanism of 30CrMnSiNi2A Steel


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pre-Cleaning and Coating
2.3. Pre-Wear Characterization Analysis
2.4. Wear Test
2.5. Post-Wear Characterization Analysis
3. Results and Discussion
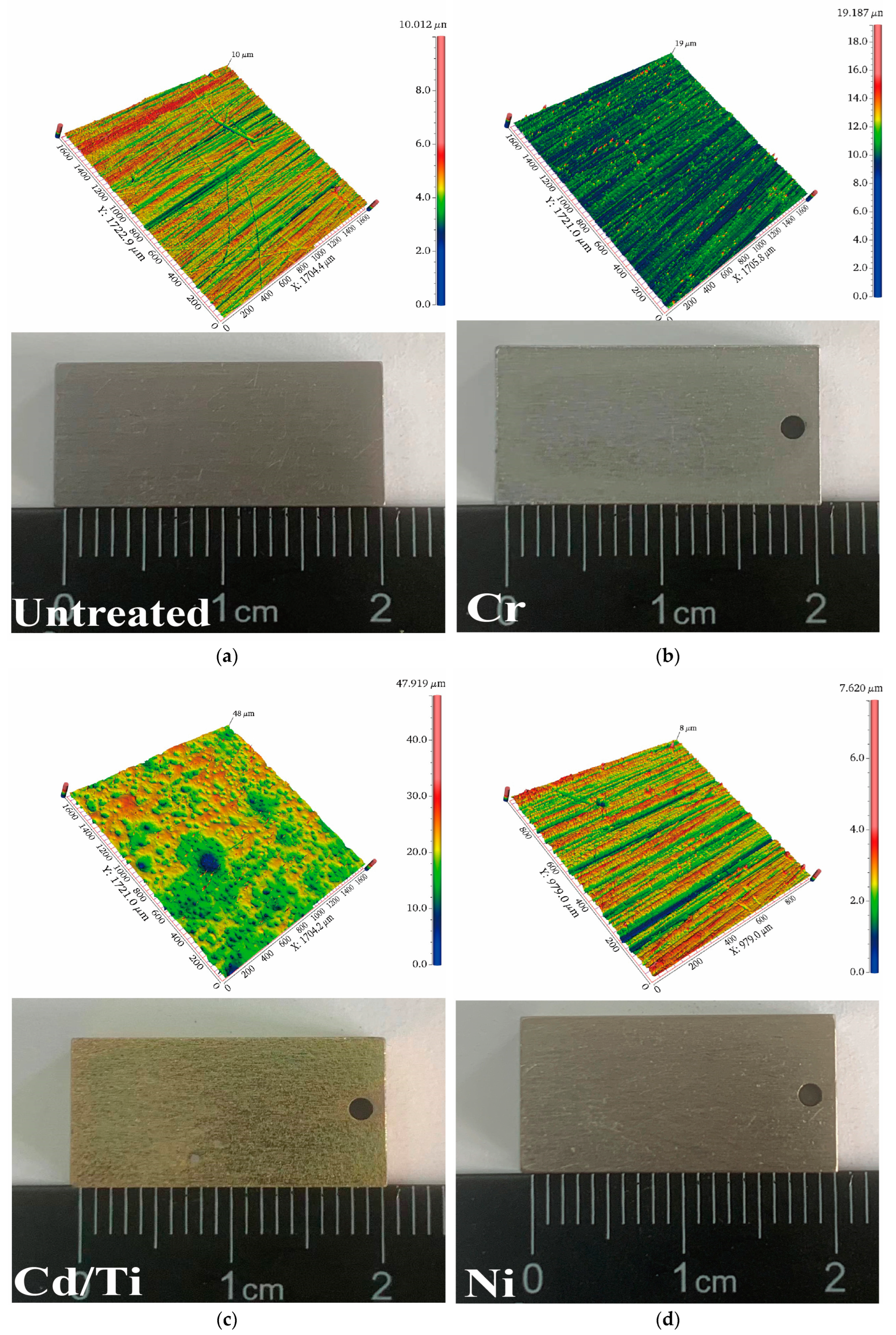
3.1. Characterization of the Coatings
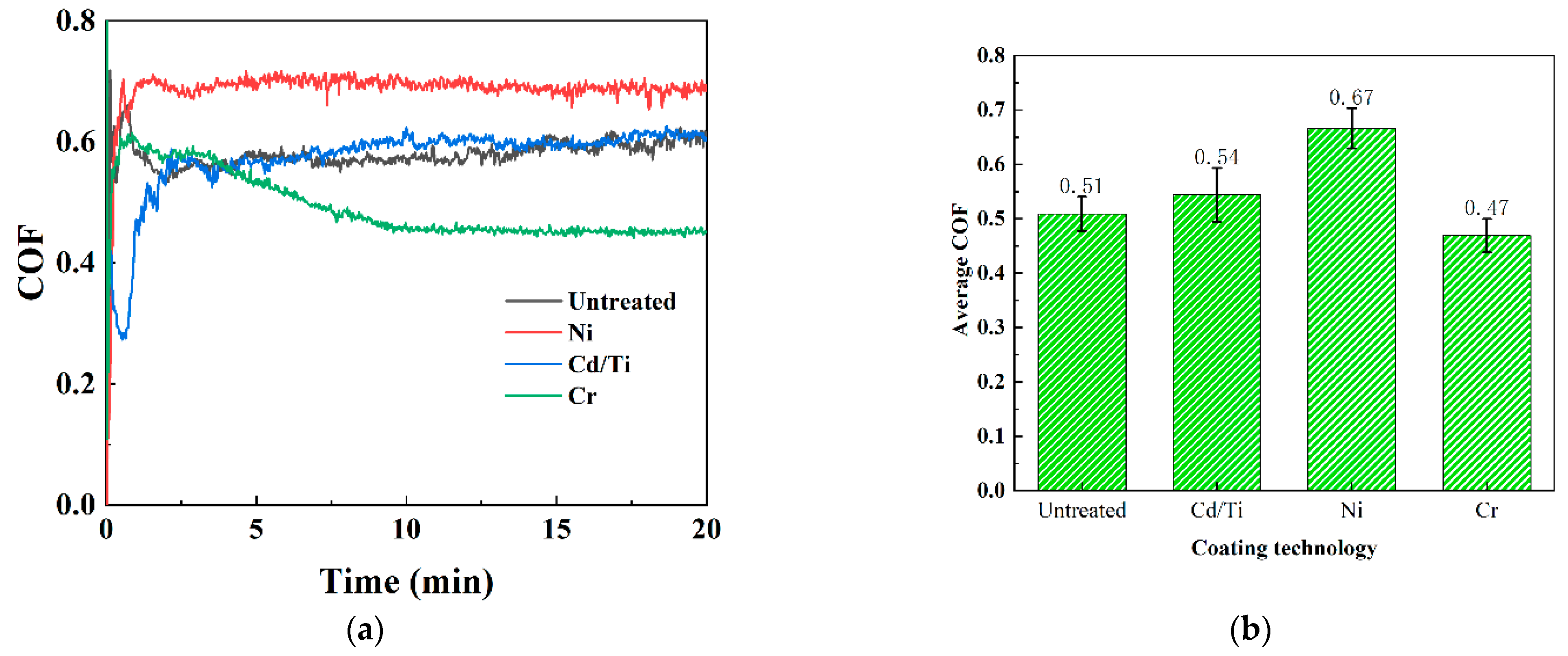
3.2. Analysis of Wear Properties
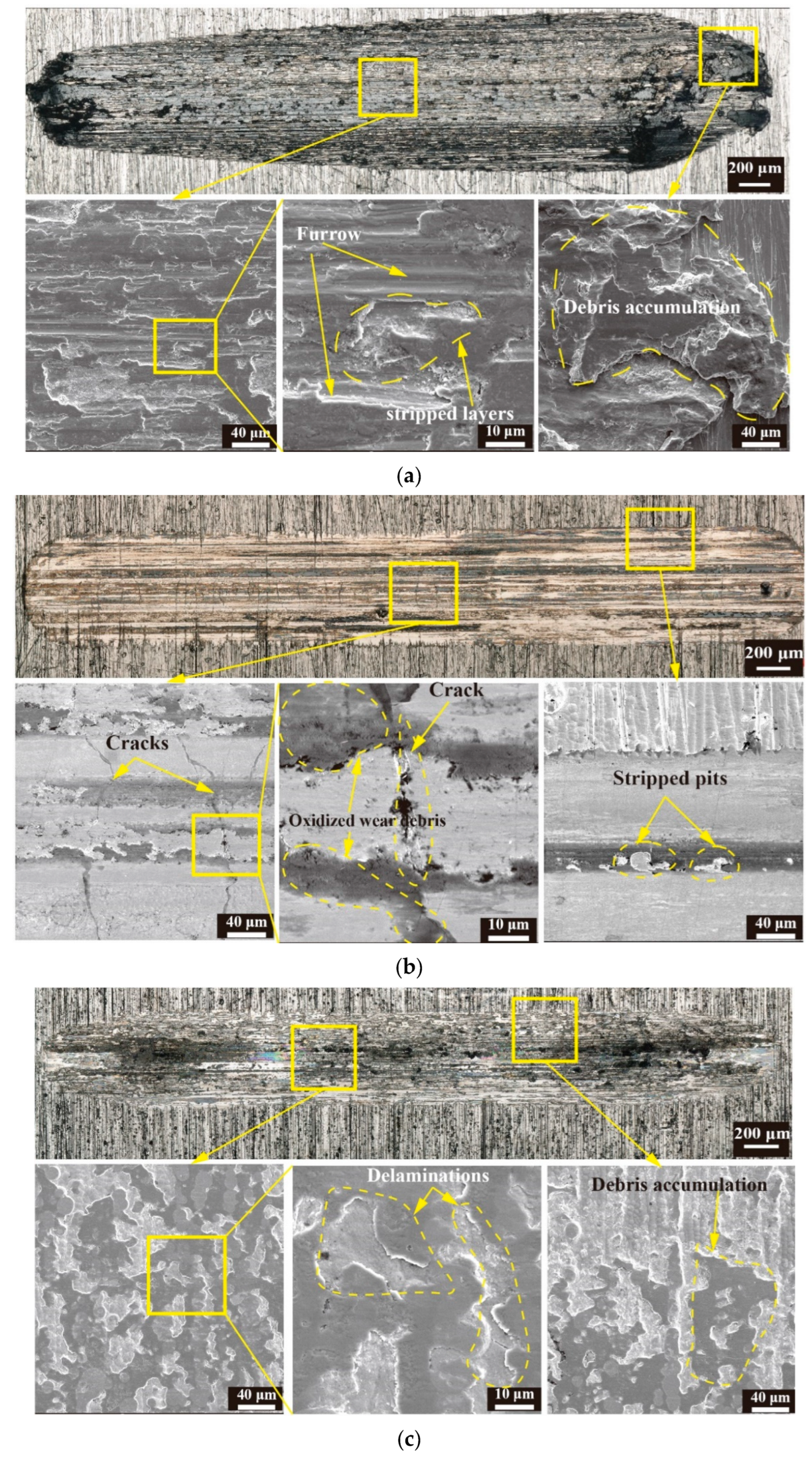
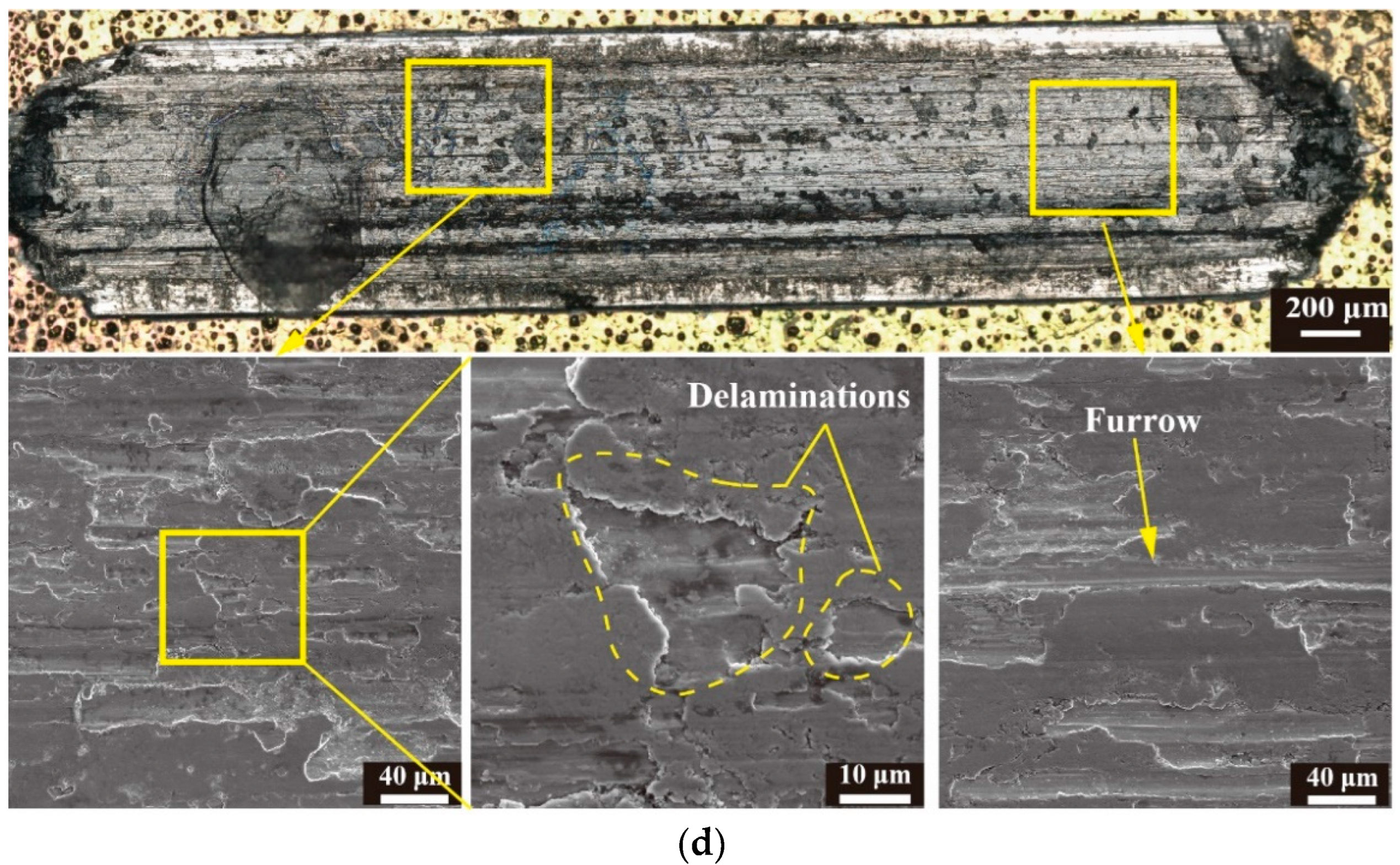
3.3. Wear Behavior
4. Conclusions
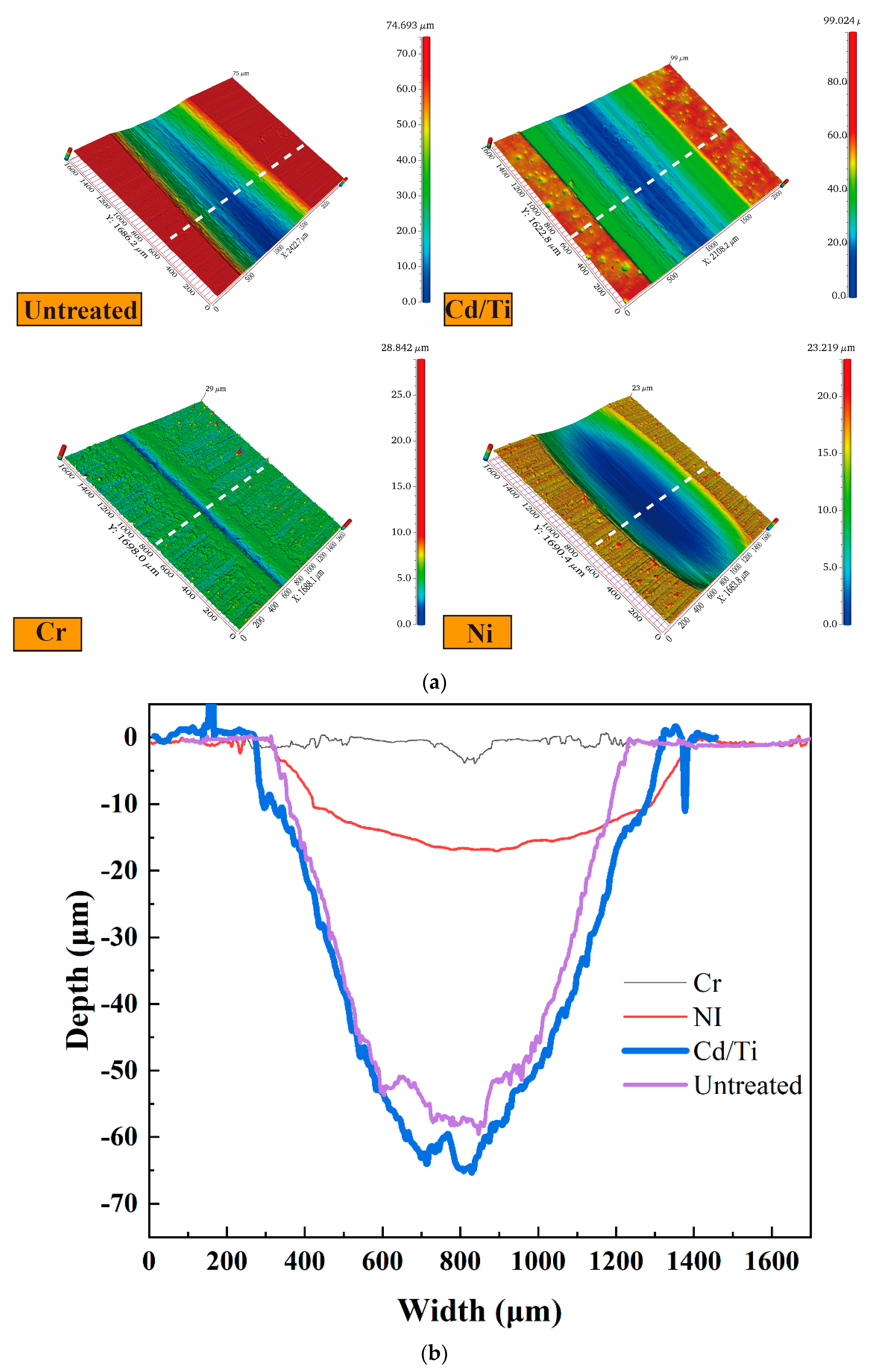
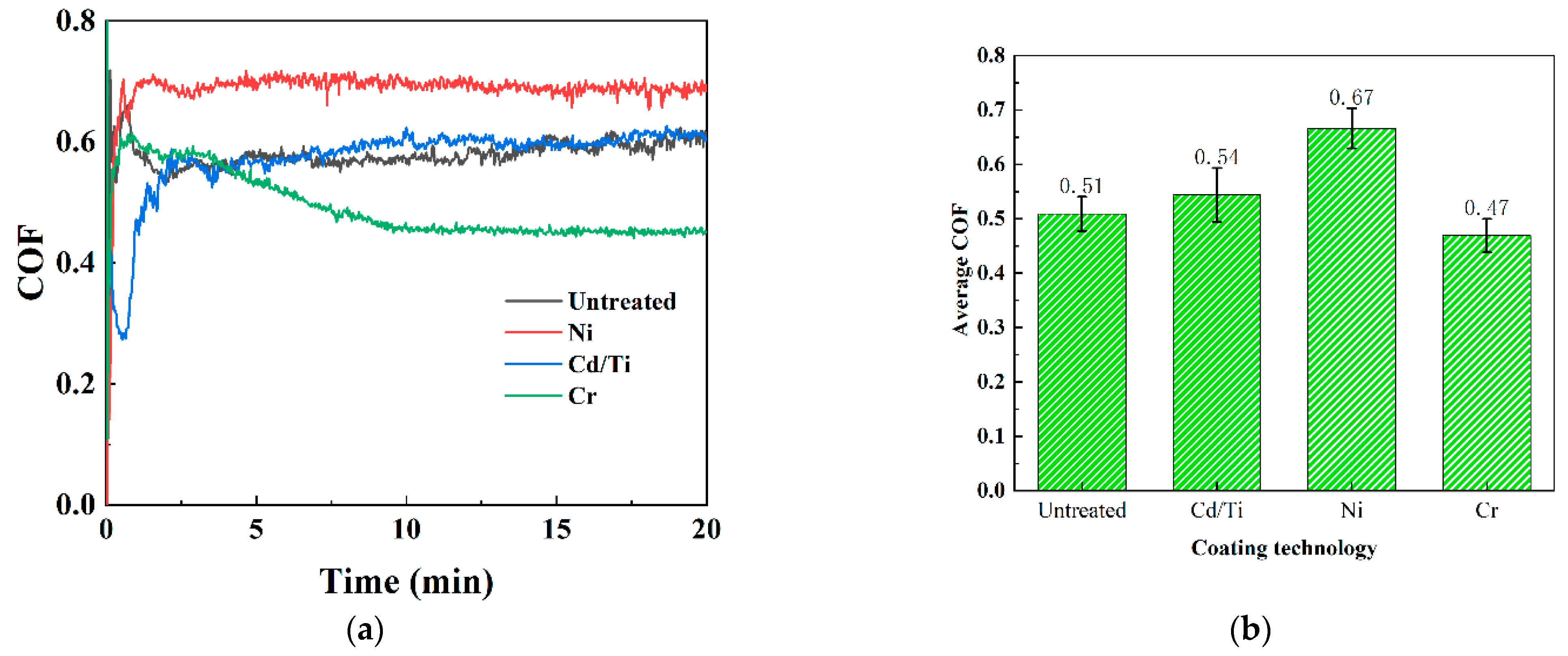
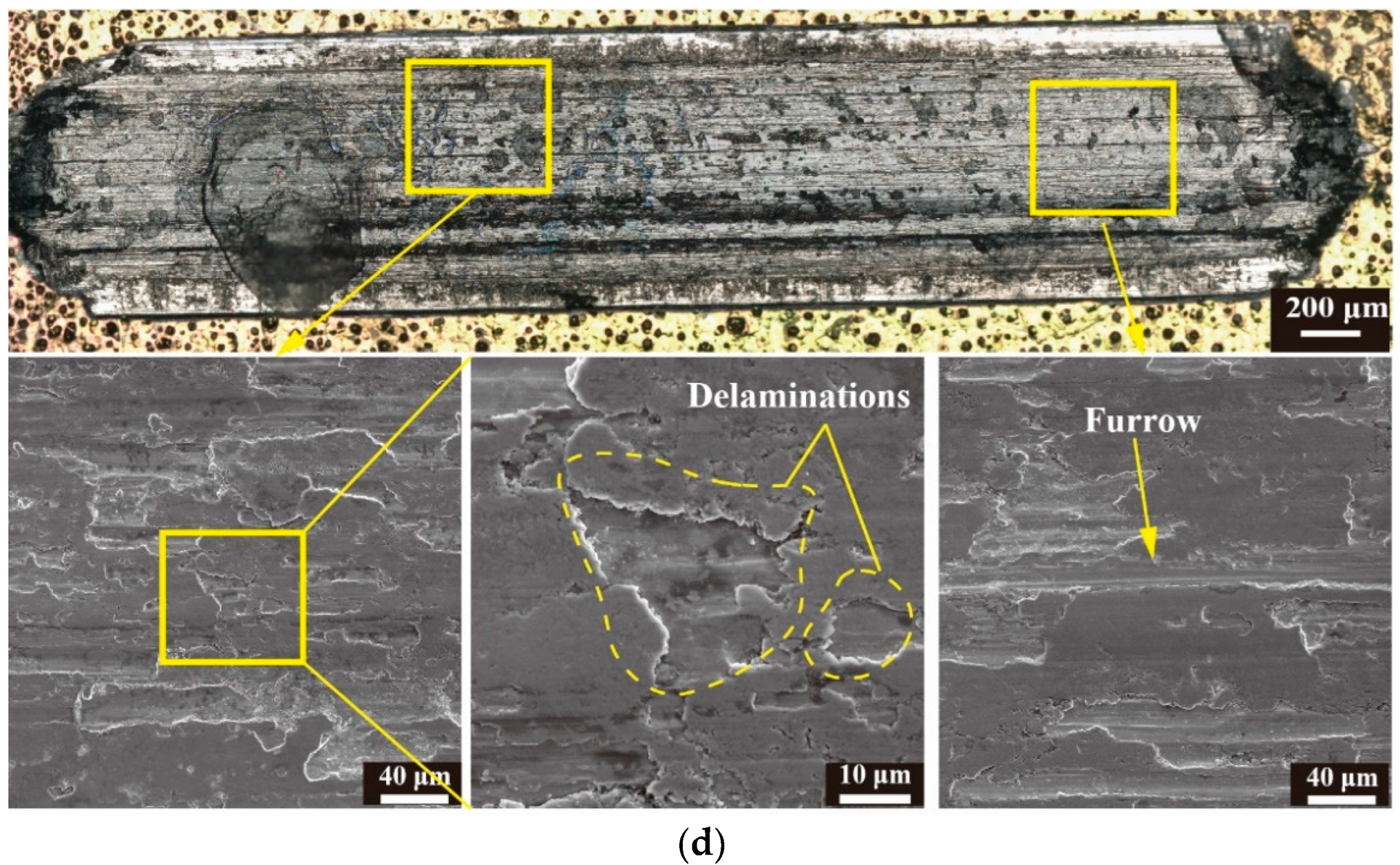
- In this paper, through the friction and wear study of different coated specimens, it was found that the chromium coating had the best wear resistance; however, the surface cadmium-plated titanium specimen had the worst wear resistance.
- The wear performances of the coatings were corroborated by the corresponding changes in hardness and surface roughness in the coatings. The hardness of the Cr and Ni increased by three times compared with the 30CrMnSiNi2A substrate, and the wear resistance of the Cr and Ni samples to the substrate was significantly improved. After surface coating with Cd/Ti, the hardness decreased to about a third of that of the Cr/Ni coating.
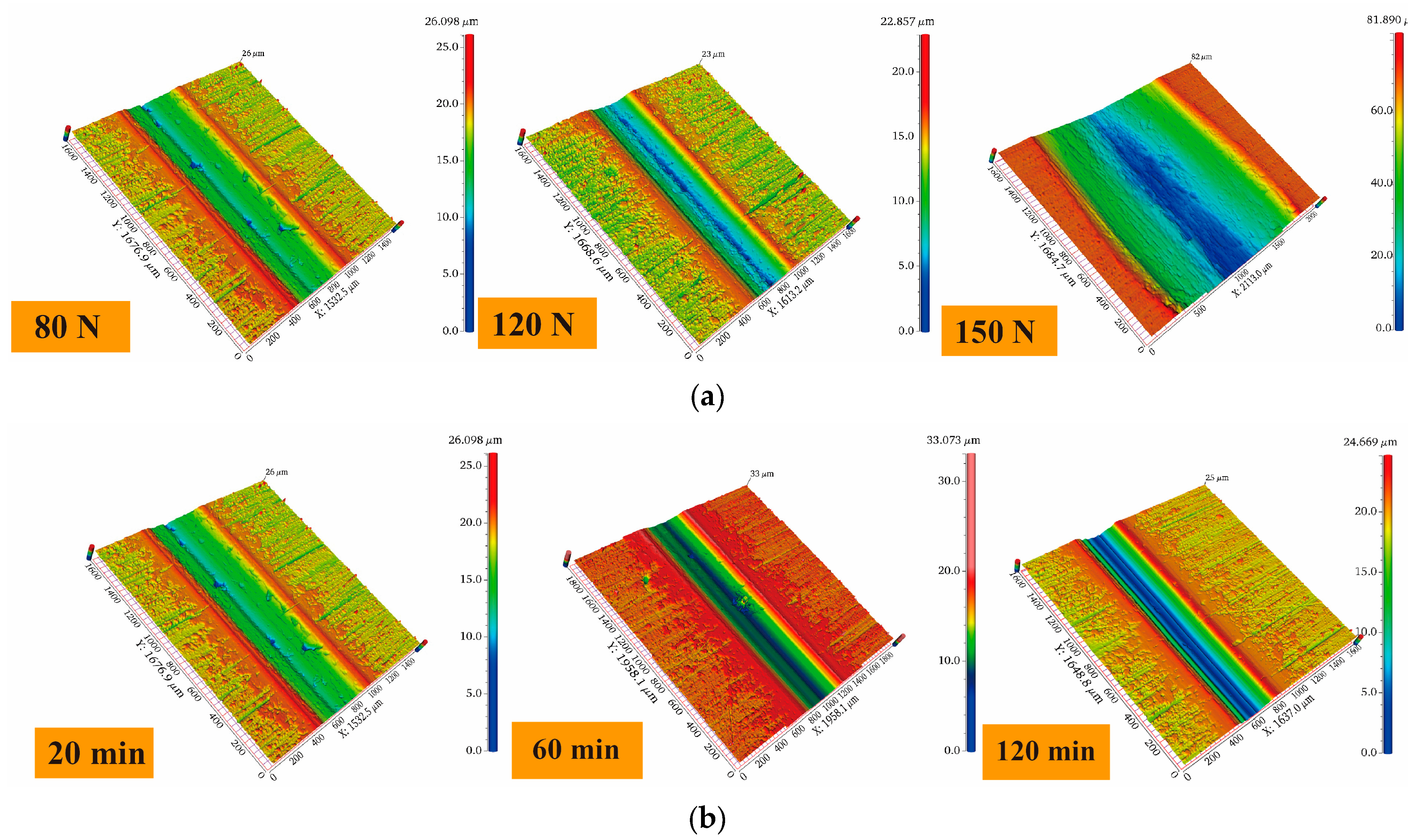
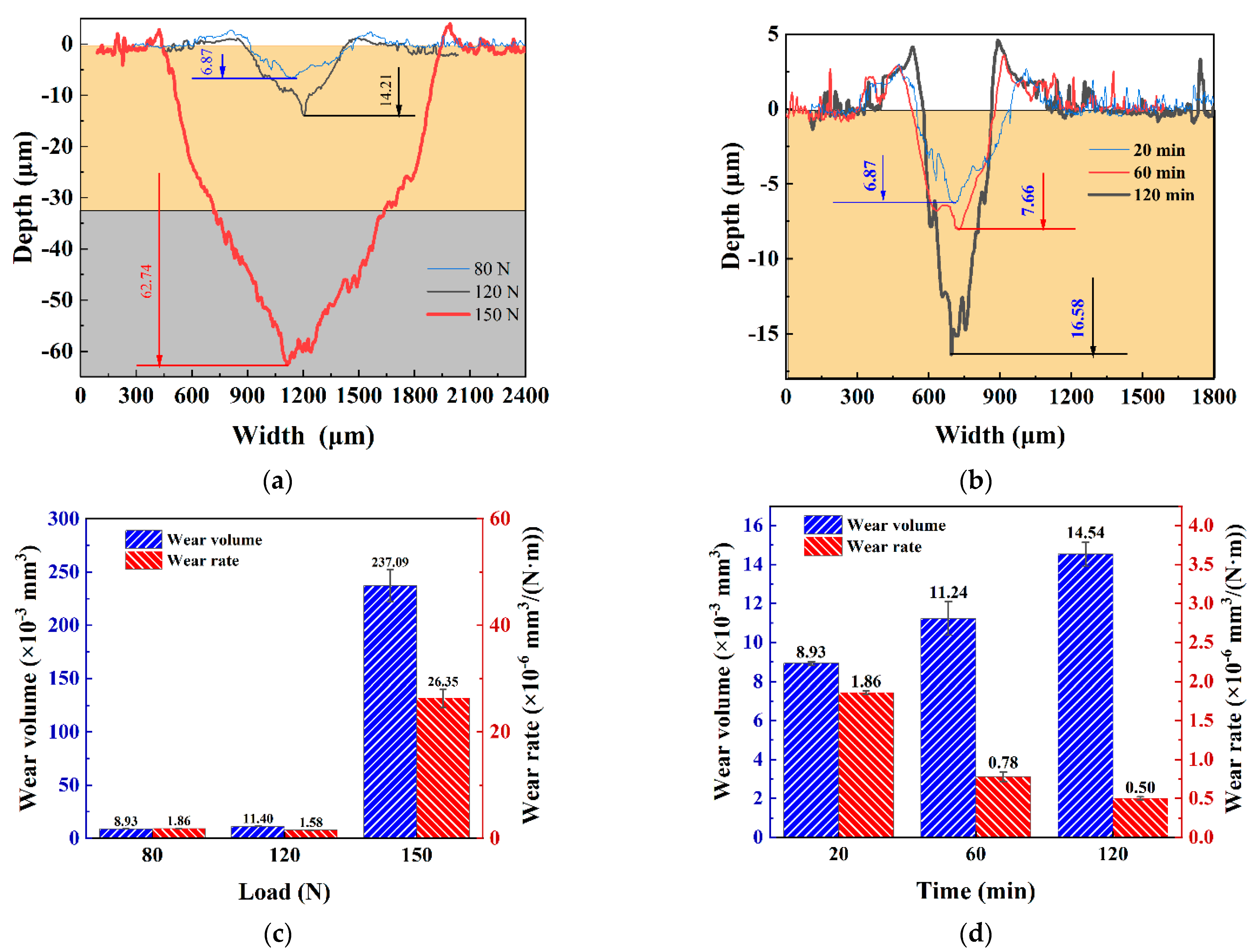
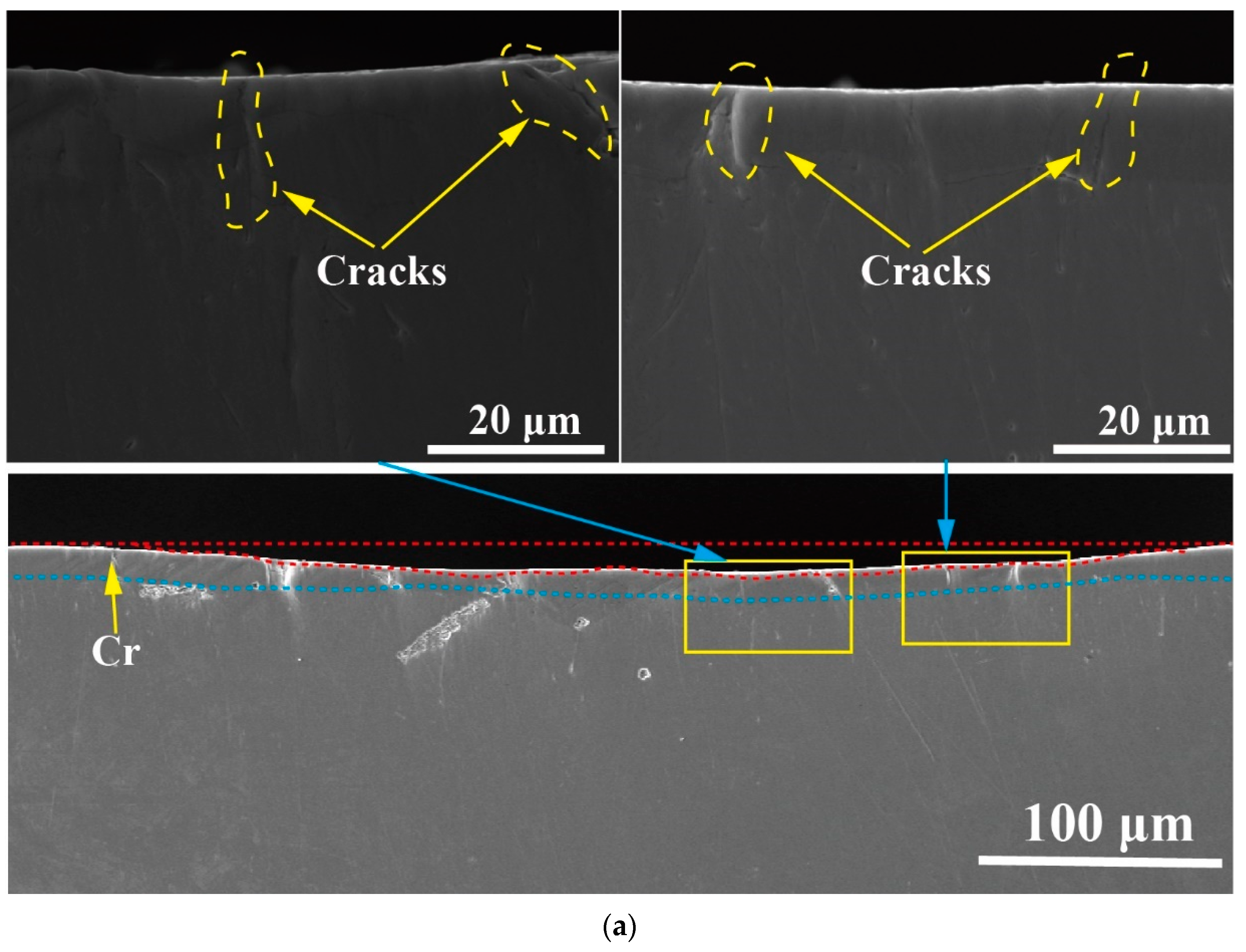
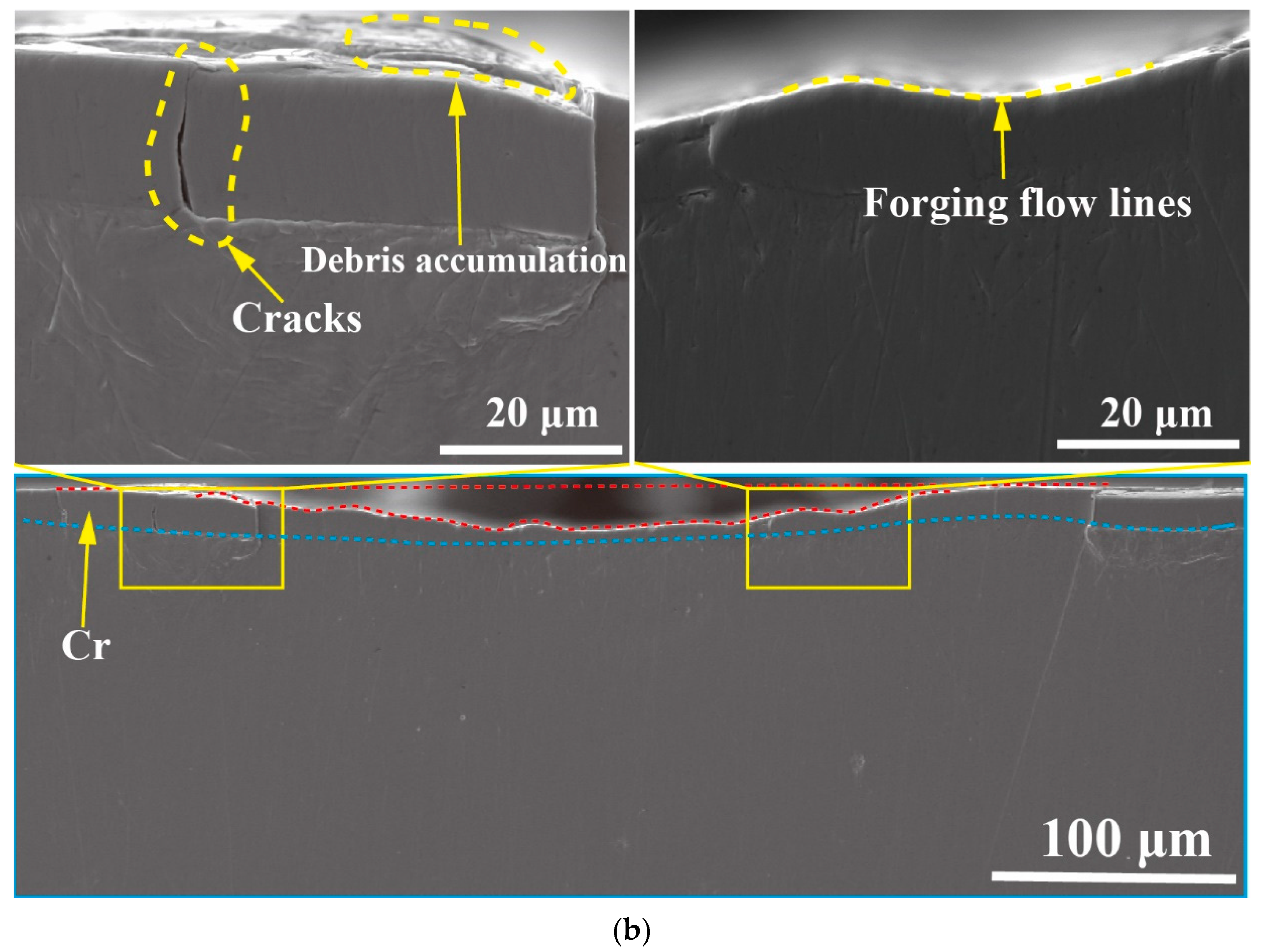
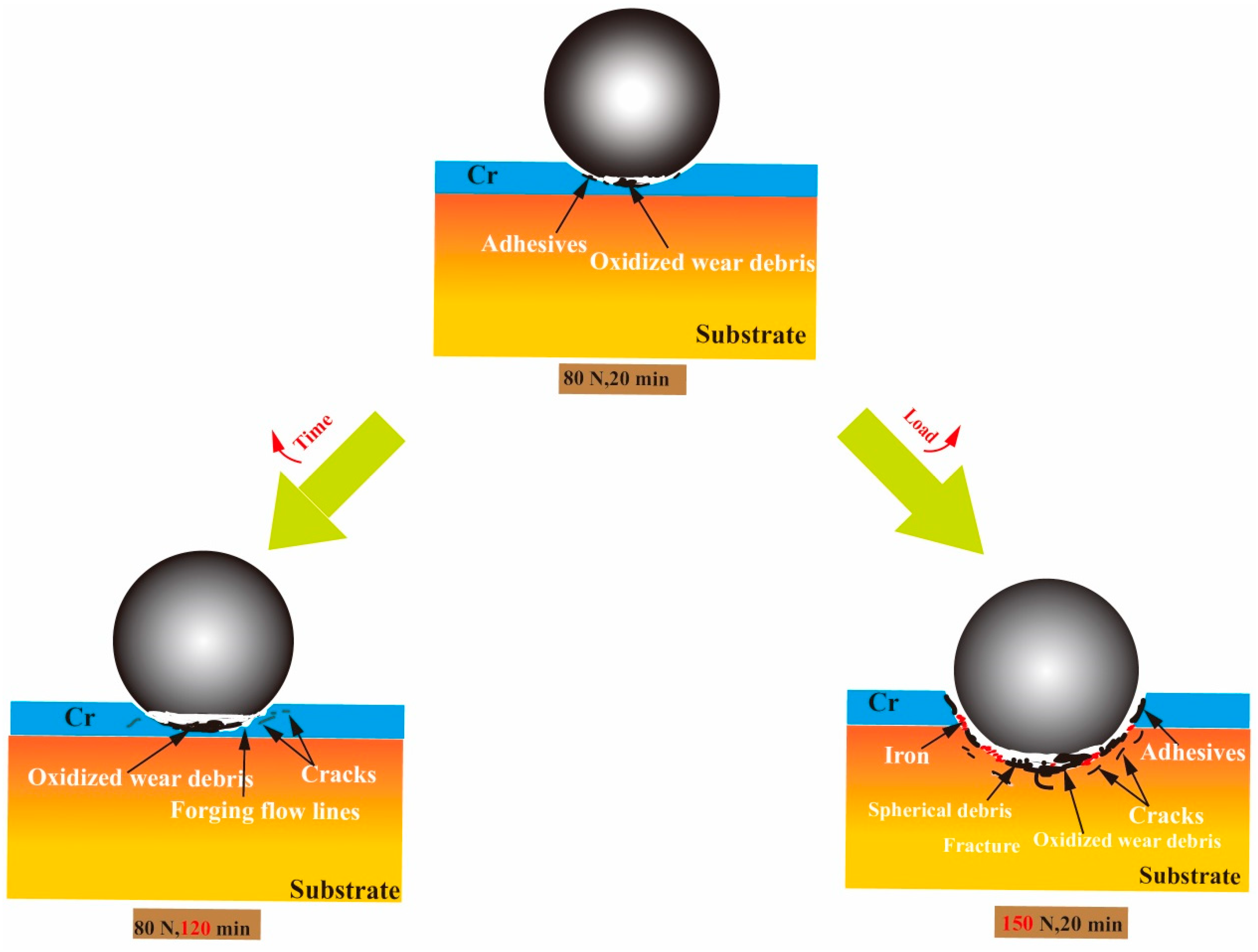
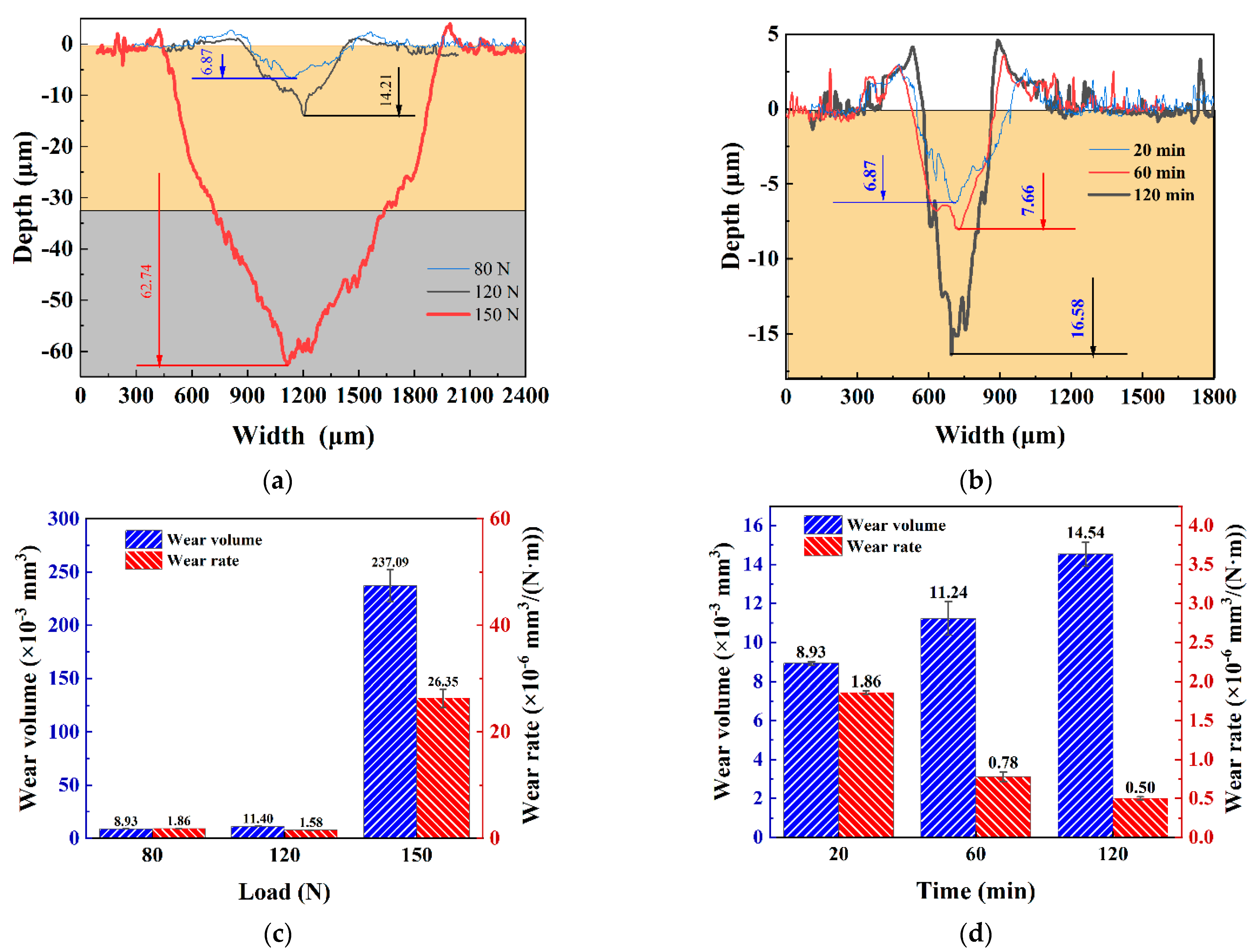
- When the load was low, the Cr coating did not fail. Here the wear was mainly oxidation and adhesive. As the time increased, small cracks appeared in the wear scars. However, the amount of wear of the coating was relatively small. This may be due to its high hardness. If only the wear time was increased without increasing the load, the Cr was not worn out easily. On the other hand, if the load was increased to 120 N and the time was kept constant, the wear depth was 14.21 μm. Here the wear mechanism was oxidation and adhesive. At a load of 150 N, the Cr coating failed completely and was devastating for the substrate. Here the wear mechanisms were abrasive and adhesive.
- When the load was 80 N, as the wear time increased, more heat was produced by the wear. This softened the material, making the specimen more susceptible to plastic deformation. The wear cross-section of such a specimen showed “forging flow lines”.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hou, Y.; Zhang, M.; Nie, H. Wear analysis of finger locks with different design parameters for landing gear. Sci. Prog. 2020, 103, 003685042095012. [Google Scholar] [CrossRef]
- Chen, J.J.; Xue, C.J. Design optimisation and experimental verification of a UAV’s landing gear buffer. Int. J. Crashworthiness 2023, 1–10. [Google Scholar] [CrossRef]
- Liu, W. Fault Analysis of Abnormal Opening of the Main Landing Gear Door of Civil Aircraft. IOP Conf. Ser. Earth Environ. Sci. 2020, 508, 012073. [Google Scholar] [CrossRef]
- Ao, W.-W.; Pei, H.-P.; Chen, H. Study of Landing Gear Actuating Cylinder’s Inner-lock. Mech. Sci. Technol. 2012, 31, 130–134. [Google Scholar]
- Hu, X.Q.; Ma, C.B.; He, L.; Liang, L.Y. Modeling and fault simulation of the landing gear extension and retraction system. J. Comput. Sci. Eng. 2016, 38, 1286–1293. [Google Scholar]
- Han, C.; Zhang, J. Interference Assembly and Fretting Wear Analysis of Hollow Shaft. Sci. World J. 2014, 2014, 919518. [Google Scholar] [CrossRef]
- Zhao, L.M.; Miao, J.; Guo, S.H.; Yang, G. Observation of Coating Surface of Aircraft Landing Gear Inner Cylinder and Study on Its Friction Wear Performance. Hot Work. Technol. 2023, 12, 151–154. [Google Scholar]
- Meng, B.L.; Gao, X.Y.; Zheng, C.; He, W.; Hu, S.S. Influence of repeated chromium plating on fatigue life and hydrogen embrittlement performance of 30CrMnSiNi2A. Electroplat. Finish. 2023, 45, 65–70. [Google Scholar]
- Xu, Z.F.; Ouyang, W.T.; Jiao, J.K.; Liu, Y.F.; Gao, X.H.; Luo, W.S.; Liu, Y.Y. Investigation on repairing 30CrMnSiNi2A steel with laser additive and subtractive hybrid remanufacturing technology. Opt. Lasers Eng. 2023, 160, 107254. [Google Scholar] [CrossRef]
- Zhang, T.Y.; Zhang, T.; He, Y.T.; Wang, Y.C.; Bi, Y.P. Corrosion and aging of organic aviation coatings: A review. Chin. J. Aeronaut. 2023, 36, 1–35. [Google Scholar] [CrossRef]
- Wu, H.B.; Zhang, P.H. Analysis on the Influence of Chrome-Plated Hydrogen Embrittlement Test Failure for Landing Gear Chrome-Plated Parts. Engineering 2022, 5, 4. [Google Scholar]
- Zheng, M.G.; Hou, Y.H.; Xiong, J. Cracking analysis of elastic washer inside control valve. Corros. Prot. Petrochem. Ind. 2023, 40, 49–53. [Google Scholar]
- Wang, M.M.; Xu, Z.S.; Wang, S.H.; Zheng, H.; Liu, Z.Y.; Liu, L. Study on wetting properties of electrochemical nickel plating. Plat. Finish. 2023, 45, 26–32. [Google Scholar]
- Zhou, Y.W. Improvement of Cadmium-Titanium Plating Process for Bore Parts. Sci. Technol. Innov. Her. 2020, 12, 47. [Google Scholar]
- Luo, M.S.; Chen, W.; Pan, Z.X.; Zhai, R.S.; Wang, C.X. Effect of Titanium Ions on the Corrosion Resistance of Non-Cyanide Electroplated Cadmium. Mater. Prot. 2020, 0311. [Google Scholar]
- Zhang, D.S.; Wu, N.; Ren, B.; Li, X.Y.; Huang, Y.; Xia, Y.; Waang, S.X.; Li, Q.; Du, L. Study on influencing factors on the adhesion of electroplated copper coating in HEDP system. Plat. Finish. 2023, 45, 532–560. [Google Scholar]
- Hao, J.Z.; Xu, S.A. Enhancement of the corrosion resistance of nickel-plated copper used for lithium-ion battery tabs with multilayer electroless coatings. Mater. Today Commun. 2023, 35, 105924. [Google Scholar] [CrossRef]
- Lee, J.S.; Kang, S.H.; Jang, W.C.; Lee, S.G.; Oh, S.H. Fatigue Analysis for Locking Device in Landing Gear Retract Actuator. Trans. Korean Soc. Mech. Eng. A 2012, 36, 91–96. [Google Scholar] [CrossRef]
- Wang, L.; Yu, K.; Cheng, X.; Zhou, L. Effect of laser shock peening on microstructure and mechanical properties of laser cladding 30CrMnSiNi2A high-strength steel. Sci. Rep. 2023, 13, 9971. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.; Zhu, Z.; Xu, C.; Zhou, Y. Laser cladding remanufacturing of aircraft landing gear based on 30CrMnSiNi2A steel. Optik 2023, 283, 170902. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, Z.; Lei, L.; Zhou, W.; Du, M. Effect of repair weld length on microstructure evolution and mechanical properties of 30CrMnSiNi2A ultra-high strength steel. J. Mater. Res. Technol. 2023, 23, 4828–4842. [Google Scholar] [CrossRef]
- Cen, C.X.; Lu, D.M.; Qin, D.W.; Zhang, K.S. Torsional Fatigue Life Prediction of 30CrMnSiNi2A Based on Meso-Inhomogeneous Deformation. Materials 2021, 14, 1846. [Google Scholar] [CrossRef] [PubMed]
- Ahn, S.H.; Heo, J.; Kim, J.; Hwang, H.; Cho, I.S. The effect of baking heat treatment on the fatigue strength and life of shot peened 4340M landing gear steel. Materials 2020, 13, 5711. [Google Scholar] [CrossRef] [PubMed]
- Xue, J.J.; Sun, K.; Fang, L.; Wang, Y.P.; Li, M. Fraction and Wear Characteristics of 30CrMnSiNi2A Steel at Dry Sliding Condition. J. Tribol. 2016, 36, 614–621. [Google Scholar]
- Vereschaka, A.; Seleznev, A.; Gaponov, V. Wear Resistance, Patterns of Wear and Plastic Properties of Cr, Mo-(Cr, Mo,)N-(Cr, Mo, Al)N Composite Coating with a Nanolayer Structure. Coatings 2022, 12, 758. [Google Scholar] [CrossRef]
- Duan, Y.; Liu, W.; Ma, Y.; Cai, Q.; Zhu, W.; Li, J. Effect of Ni addition upon microstructure and mechanical properties of hot isostatic pressed 30CrMnSiNi2A ultrahigh strength steel. Mater. Sci. Eng. 2022, 850, 143599. [Google Scholar] [CrossRef]
- Zhao, L.H.; Wang, H.W.; Shen, M.L.; Cui, Z.Y. Corrosion Behavior of Cd-Ti Coating on Landing Gear Surface of 30CrMnSiNi2A Steel in Seawater and salt spray. Surf. Technol. 2022, 51, 214–222. [Google Scholar]
- GB/T 4340.2—2012; Metal Material, Vickers Hardness Test, Part II, Test and Calibration of Durometers. Standards Press of China: Beijing, China, 2013.
- Chen, B.; Zhu, Z.W.; Li, H.S. Research on the abrasion resistance of Crack-Free Hard Chromium Electroplated on 300M Steel. In Proceedings of the National Symposium on Electrochemical Machining Technology, Lianyungang, China, 25 November 2016; pp. 3–8. [Google Scholar]
- Saghi Beyragh, M.R.; Asl, S.K.; Norouzi, S. A comparative research on corrosion behavior of a standard, crack-free and duplex hard chromium coatings. Surf. Coat. Technol. 2010, 205, 2605–2610. [Google Scholar] [CrossRef]
- Lin, Q. Study on Non Cyanide Electroplating Process and Electrodeposition Behavior of Cadmium Titanium Alloy. Master’s Thesis, Nanchang Hangkong University, Nanchang, China, 2017. [Google Scholar]
- Wu, H.B.; Wang, Z.F.; Liu, J.W.; Cui, D.T.; Jiang, G.W.; Zhou, J. Analysis and Solution of Common Defects in Electroplated Nickel Layer of Tungsten Copper Materials. Surf. Technol. 2008, 3, 80–83. [Google Scholar]
- Aghababaei, R.; Zhao, K. Micromechanics of material detachment during adhesive wear: A numerical assessment of Archard’s wear model. Wear 2021, 476, 203739. [Google Scholar] [CrossRef]
- Qiao, Y.L.; Yang, S.L.; Zang, Y.; Dong, X.Y. Effects of Ultrasonic Vibration on Tribological Properties of GCr15/45# Steel Frictional Pairs in Lubricated Sliding Conditions under Various Friction Speed; Trans Tech Publications Ltd.: Zürich, Switzerland, 2011; Volume 338, pp. 599–602. [Google Scholar]
- Aghababaei, R.; Warner, D.H.; Molinari, J.F. Critical length scale controls adhesive wear mechanisms. Nat. Commun. 2016, 7, 11816. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Wang, H.; Shi, J.; Han, B.; Ren, N. Formation mechanism and function of tribo-layers in dry sliding wear of TC11 alloy. Surf. Topogr. Metrol. Prop. 2021, 9, 015013. [Google Scholar] [CrossRef]
- Guo, C.A.; Jiang, X.; Feng, X.L.; Ding, Y.B. Influence of Temperature on Friction and Wear Performance of Chromium-plated Coating on Gun Steel. Therm. Process. 2023, 22, 11–14. [Google Scholar]
- Du, Y.; Xie, F.; Wang, J.; Xu, B.; Chen, H.; Yan, B.; Li, H. Dry Friction Properties of Diamond-Coated Silicon Carbide. Materials 2023, 16, 3640. [Google Scholar] [CrossRef] [PubMed]
- Hawryluk, M.; Lachowicz, M.; Łukaszek-Sołek, A.; Lisiecki, Ł.; Ficak, G.; Cygan, P. Structural Features of Fatigue Crack Propagation of a Forging Die Made of Chromium–Molybdenum–Vanadium Tool Steel on Its Durability. Materials 2023, 16, 4223. [Google Scholar] [CrossRef] [PubMed]
- De Mello, J.D.B.; Gonçalves, J.L., Jr.; Costa, H.L. Influence of surface texturing and hard chromium coating on the wear of steels used in cold rolling mill rolls. Wear 2013, 302, 1295–1309. [Google Scholar] [CrossRef]
- Li, J.; Zhang, K.; Liu, P.; Li, Y. Tribological Behavior and Microstructure of Carbon Fiber–Reinforced Polymer against Ti6Al4V Alloy in Fretting Contact. Tribol. Trans. 2018, 61, 256–268. [Google Scholar] [CrossRef]
- Yu, Z.; Chen, M.; Li, F.; Zhu, S.; Wang, F. Synergistic effect of corrosion and wear of the 316 stainless steel in molten zinc alloy at 460 °C. Corros. Sci. 2020, 165, 108411. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | |||
|---|---|---|---|---|
| Surface condition | Untreated | Chrome coating | Nickel coating | Cadmium–titanium coating |
| Specimen name | Untreated | Cr | Ni | Cd/Ti |
| Solution | N/A | CrO3·H2SO4 (ρ = 1.84 g/cm3) 2 g/L, Cr3+ 5 g/L | NiSO4·7H2O 25 g/L, NaH2PO2·H2O 15 g/L, CH3COONa 12 g/L, sodium citrate 12 g/L | CdCl2·2.5H2O 20 g/L, TiOCl2 4 g/L, [CH2N(CH2COOH)2]2 30 g/L, NH4Cl 100 g/L, NH4COOCH3 30 g/L, (N(CH2COOH)3) 120 g/L |
| Anode material | N/A | Lead ladder plates containing 96% lead | Nickel sheet | Cadmium sheet |
| Electric current | N/A | 50–60 A/dm2 | 2–3 A/dm2 | |
| Temperature | N/A | 53–57 °C | 87–92 °C | 15–35 °C |
| Deposition rate | N/A | 40–60 μm/h | 12–15 μm/h | 31 μm/h |
| Time | N/A | 20 min | 30 min | 20 min |
| Variable | Grinding Ball | Load (N) | Time (min) | Displacement Amplitude (mm) | Temperature |
|---|---|---|---|---|---|
| Coating | GCr15 | 40 | 20 | 5 | RT |
| Load | GCr15 | 80, 120, 150 | 20 | 5 | RT |
| Wear time | GCr15 | 80 | 20, 60, 120 | 5 | RT |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zu, H.; He, Z.; He, B.; Tang, Z.; Fang, X.; Cai, Z.; Cao, Z.; An, L. Effect of Metallic Coatings on the Wear Performance and Mechanism of 30CrMnSiNi2A Steel. Materials 2023, 16, 6191. https://doi.org/10.3390/ma16186191
Zu H, He Z, He B, Tang Z, Fang X, Cai Z, Cao Z, An L. Effect of Metallic Coatings on the Wear Performance and Mechanism of 30CrMnSiNi2A Steel. Materials. 2023; 16(18):6191. https://doi.org/10.3390/ma16186191
Chicago/Turabian StyleZu, Huicheng, Zhiqiang He, Bin He, Zhuoquan Tang, Xiuyang Fang, Zhenbing Cai, Zhongqing Cao, and Luling An. 2023. "Effect of Metallic Coatings on the Wear Performance and Mechanism of 30CrMnSiNi2A Steel" Materials 16, no. 18: 6191. https://doi.org/10.3390/ma16186191
APA StyleZu, H., He, Z., He, B., Tang, Z., Fang, X., Cai, Z., Cao, Z., & An, L. (2023). Effect of Metallic Coatings on the Wear Performance and Mechanism of 30CrMnSiNi2A Steel. Materials, 16(18), 6191. https://doi.org/10.3390/ma16186191