
Texture-Induced Corrosion Resistance of Dissimilar AA7204/AA6082 Friction Stir Welded Joints

Abstract
:1. Introduction
2. Experimental Procedures
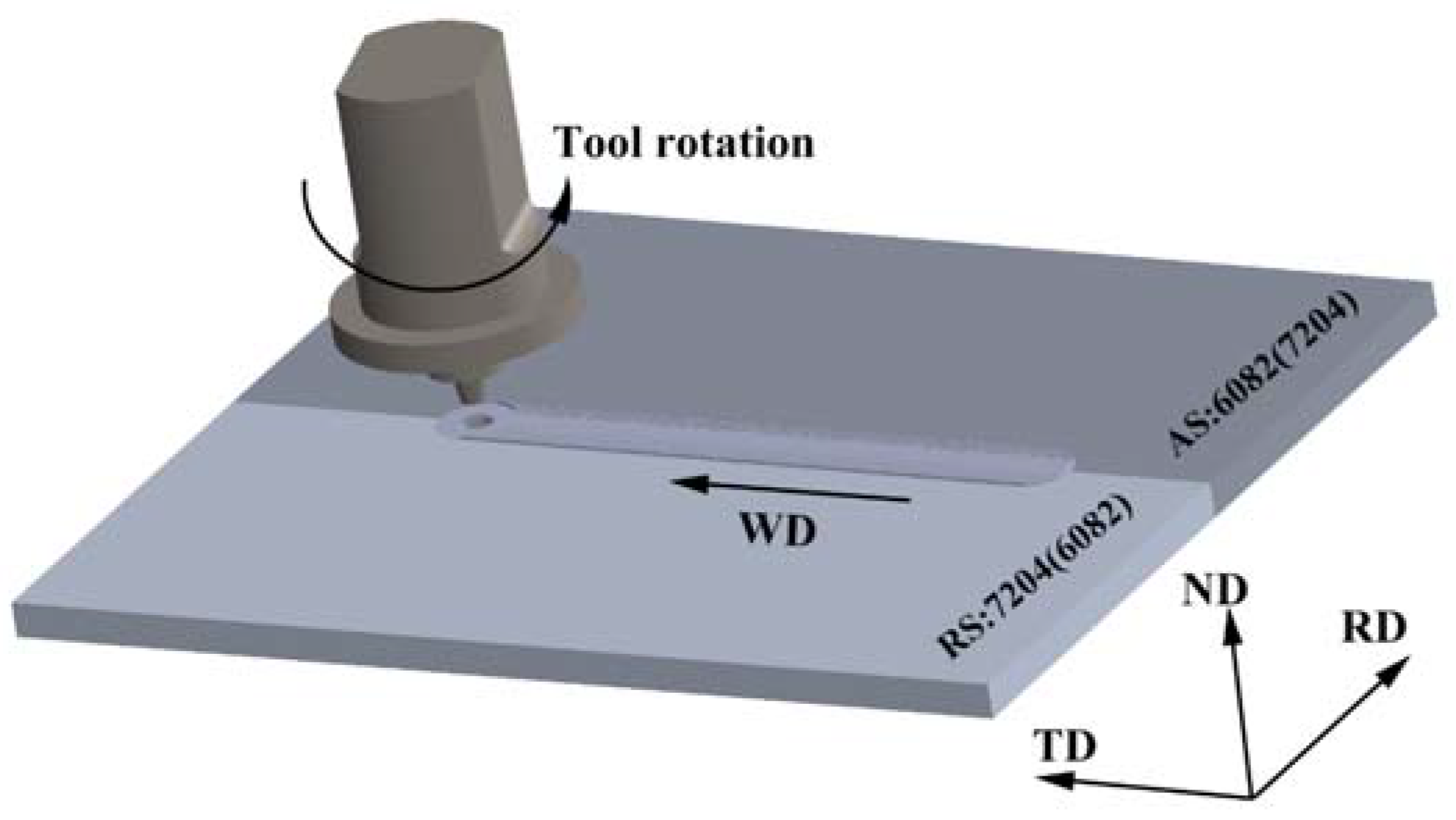
2.1. Welding Process
2.2. Quasi In Situ Corrosive Tests
3. Results
4. Discussion
5. Conclusions
- (1)
- The structure with grain orientation close to the brass texture ({110}<112>) has excellent corrosion resistance;
- (2)
- The corrosion is carried out alongside the {110} plane for the brass texture around the S texture;
- (3)
- The corrosion resistance of 7204-AZ-TMAZ I will be improved by optimizing the texture configuration of the brass texture 17 times and the S texture 2.75 times more than 7204-RS-TMAZ I.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium-magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Ilangovan, M.; Boopathy, S.R.; Balasubramanian, V. Microstructure and tensile properties of friction stir welded dissimilar AA6061-AA5086 aluminium alloy joints. Trans. Nonferrous Met. Soc. 2015, 25, 1080–1090. [Google Scholar] [CrossRef]
- Zhang, L.; Zhong, H.; Li, S.; Zhao, H.; Chen, J.; Qi, L. Microstructure, mechanical properties and fatigue crack growth behavior of friction stir welded joint of 6061-T6 aluminum alloy. Int. J. Fatigue 2020, 135, 105556. [Google Scholar] [CrossRef]
- Kairy, S.K.; Rometsch, P.A.; Davies CH, J.; Birbilis, N. On the Electrochemical and Quasi In Situ Corrosion Response of the Q-Phase (AlxCuyMgzSiw) Intermetallic Particle in 6xxx Series Aluminum Alloys. Corrosion 2016, 73, 87–99. [Google Scholar] [CrossRef]
- Kairy, S.K.; Rometsch, P.A.; Davies, C.H.J.; Birbilis, N. The influence of copper additions and ageing on the microstructure and metastable pitting of Al-Mg-Si alloy. Corrosion 2015, 71, 1304–1307. [Google Scholar] [CrossRef]
- Li, S.; Dong, H.; Shi, L.; Li, P.; Ye, F. Corrosion behavior and mechanical properties of Al-Zn-Mg aluminum alloy weld. Corros. Sci. 2017, 123, 243–255. [Google Scholar] [CrossRef]
- Niu, P.L.; Li, W.Y.; Li, N.; Xu, Y.X.; Chen, D.L. Exfoliation corrosion of friction stir welded dissimilar 2024-to-7075 aluminum alloys. Mater. Charact. 2019, 147, 93–100. [Google Scholar] [CrossRef]
- Doig, P.; Flewitt, P.E.J.; Edington, J.W. The Stress Corrosion Susceptibility of 7075 Al-Zn-Mg-Cu Alloys Tempered from T6 to an Overaged T7X. Corrosion 1977, 6, 217–221. [Google Scholar] [CrossRef]
- Aydin, H.; Bayram, A.; Uguz, A.; Akay, K.S. Tensile properties of friction stir welded joints of 2024 aluminum alloys in different heat-treated-state. Mater. Des. 2009, 30, 2211–2221. [Google Scholar] [CrossRef]
- Moradi, M.M.; Jamshidi Aval, H.; Jamaati, R.; Amirkhanlou, S.; Ji, S. Microstructure and texture evolution of friction stir welded dissimilar aluminum alloys: AA2024 and AA6061. J. Manuf. Process. 2018, 32, 1–10. [Google Scholar] [CrossRef]
- Dong, J.; Zhang, D.; Luo, X.; Zhang, W.; Zhang, W.; Qiu, C. EBSD study of underwater friction stir welded AA7003-T4 and AA6060-T4 dissimilar joint. J. Mater. Res. Technol. 2020, 9, 4309–4318. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2010, 50, 1–78. [Google Scholar] [CrossRef]
- Venu, B.; Bhavyaswathi, I.; Raju, L.S.; Santhanam, G. A review on Friction Stir Welding of various metals and its variables. Mater. Today Proc. 2019, 18, 298–302. [Google Scholar] [CrossRef]
- Lumsden, J.B.; Mahoney, M.W.; Pollock, G.; Rhodes, C.G. Intergranular Corrosion Following Friction Stir Welding of Aluminum Alloy 7075-T651. Corrosion 1999, 55, 1127–1135. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, X.; Fang, H. Effect of Sheet Configuration on Microstructure and Mechanical Behaviors of Dissimilar Al-Mg-Si/Al-Zn-Mg Aluminum Alloys Friction Stir Welding Joints. J. Mater. Sci. Technol. 2016, 32, 1378–1385. [Google Scholar] [CrossRef]
- Daniolos, N.M.; Pantelis, D.I. Microstructural and mechanical properties of dissimilar friction stir welds between AA6082-T6 and AA7075-T651. Int. J. Adv. Manuf. Technol. 2017, 88, 2497–2505. [Google Scholar] [CrossRef]
- Raturi, M.; Bhattacharya, A. Mechanical strength and corrosion behavior of dissimilar friction stir welded AA7075-AA2014 joints. Mater. Chem. Phys. 2021, 262, 124338. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, G.; Liu, Q. Research on local corrosion behavior of thermo-mechanically affected zone in dissimilar AA2024/7075 friction stir welds. Intermetallics 2021, 130, 107081. [Google Scholar] [CrossRef]
- Hu, B.Y.; Zhang, H.; Liu, L.Y.; Liu, D.B.; Feng, A.H.; Chen, D.L. Effect of Microstructure Evolution on Corrosion Behavior of Friction Stir Welded Joint for 2195-T8 Alloy. Corrosion 2020, 76, 1099–1108. [Google Scholar] [CrossRef] [PubMed]
- Prabhuraj, P.; Rajakumar, S. Experimental investigation on corrosion behavior of friction stir welded AA7075-T651 aluminium alloy under 3.5% wt NaCl environment. Mater. Today Proc. 2021, 45, 5878–5885. [Google Scholar] [CrossRef]
- Bugarin AF, S.; De Abreu, C.P.; Terada, M.; De Melo, H.G.; Costa, I. Effect of friction stir welding (FSW) on the electrochemical behavior and galvanic coupling of AA2024-T3 and AA7475-T651. Mater. Today Commun. 2020, 25, 101591. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, G.; Cao, Y.; Zhu, Y.; Huang, X.; Zhou, Y.; Li, Q.; Zeng, Q.; Liu, Q. Microstructure evolution of thermo-mechanically affected zone in dissimilar AA2024/7075 joint produced by friction stir welding. Vacuum 2020, 179, 109515. [Google Scholar] [CrossRef]
- Donatus, U.; Thompson, G.E.; Zhou, X.; Wang, J.; Cassell, A.; Beamish, K. Corrosion susceptibility of dissimilar friction stir welds of AA5083 and AA6082 alloys. Mater. Charact. 2015, 107, 85–97. [Google Scholar] [CrossRef]
- Jamshidi Aval, H.; Serajzadeh, S.; Kokabi, A.H. Thermo-mechanical and microstructural issues in dissimilar friction stir welding of AA5086-AA6061. J. Mater. Sci. 2011, 46, 3258–3268. [Google Scholar] [CrossRef]
- Wu, D.; Li, W.; Liu, X.; Gao, Y.; Wen, Q.; Vairis, A. Effect of material configuration and welding parameter on weld formability and mechanical properties of bobbin tool friction stir welded Al-Cu and Al-Mg aluminum alloys. Mater. Charact. 2021, 182, 111518. [Google Scholar] [CrossRef]
- Widiantara, I.P.; Yang, H.W.; Kim, M.J.; Ko, Y.G. Plastic anisotropy calculation of severely-deformed Al-Mg-Si alloy considering texture changes in electron backscatter diffraction. J. Mater. Sci. Technol. 2019, 35, 1439–1443. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J.; Lücke, K. Texture development in Al-1.8 wt% Cu depending on the precipitation state-II. Recrystallization textures. Acta Metall. Mater. 1995, 43, 121–138. [Google Scholar] [CrossRef]
- Engler, O.; Heckelmann, I.; Rickert, T.; Hirsch, J.; Lcke, K. Effect of pretreatment and texture on recovery and recrystallisation in AI-4-5Mg-O-7Mn alloy. Mater. Sci. Technol. 1994, 10, 771–782. [Google Scholar] [CrossRef]
- Zeng, X.H.; Ahmad, M.; Engler, O. Texture gradient, average texture, and plastic anisotropy in various AI–Li sheet alloys. Mater. Sci. Technol. 1994, 10, 581–591. [Google Scholar] [CrossRef]
- Bowen, A.W. Texture development in high-strength aluminium alloys. Mater. Sci. Technol. Nov. 1990, 6, 1058–1071. [Google Scholar] [CrossRef]
- Lücke, K.; Engler, O. Effects of particles on development of microstructure and texture during rolling and recrystallisation in fcc alloys. Met. Sci. J. 1990, 6, 1113–1130. [Google Scholar] [CrossRef]
- Xu, D.K.; Birbilis, N.; Rometsch, P.A. Effect of S-Phase Dissolution on the Corrosion and Stress Corrosion Cracking of an As-Rolled Al-Zn-Mg-Cu Alloy. Corrosion 2012, 68, 35001. [Google Scholar] [CrossRef]
- Liu, P.; Sun, S.Y.; Hu, J. Effect of laser shock peening on the microstructure and corrosion resistance in the surface of weld nugget zone and heat-affected zone of FSW joints of 7050 Al alloy. Opt. Laser Technol. 2019, 112, 1–7. [Google Scholar] [CrossRef]
- Song, G.L.; Xu, Z. Effect of microstructure evolution on corrosion of different crystal surfaces of AZ31 Mg alloy in a chloride containing solution. Corros. Sci. 2012, 54, 97–105. [Google Scholar] [CrossRef]
- Wang, K.X.; Yin, D.F.; Zhao, Y.C.; Atrens, A.; Zhao, M.C. Microstructural evolution upon heat treatments and its effect on corrosion in Al-Zn-Mg alloys containing Sc and Zr. J. Mater. Res. Technol. 2020, 9, 5077–5089. [Google Scholar] [CrossRef]
- Jo, M.; Choi, Y.; Koo, Y.; Kwon, S. Scaling behavior of the surface energy in face-centered cubic metals. Comput. Mater. Sci. 2014, 92, 166–171. [Google Scholar] [CrossRef]
- Tognan, A.; Sandnes, L.; Totis, G.; Sortino, M.; Berto, F.; Grong, Ø. Salvati E. Evaluation and Origin of Residual Stress in Hybrid Metal and Extrusion Bonding and Comparison with Friction Stir Welding. Int. J. Mech. Sci. 2022, 218, 107089. [Google Scholar] [CrossRef]
- Salvati, E.; Everaerts, J.; Kageyama, K.; Korsunsky, A.M. Transverse fatigue behaviour and residual stress analyses of double sided FSW aluminium alloy joints. Fatigue Fract. Eng. Mater. Sand Strutures 2019, 42, 1980–1990. [Google Scholar] [CrossRef]
- Prithivirajan, S.; Narendranath, S.; Desai, V. Analysing the combined effect of crystallographic orientation and grain refinement on mechanical properties and corrosion behaviour of ECAPed ZE41 Mg alloy. J. Magnes. Alloys 2020, 8, 1128–1143. [Google Scholar] [CrossRef]
- Luo, Y.; Deng, Y.; Guan, L.; Ye, L.; Guo, X.; Luo, A. Effect of grain size and crystal orientation on the corrosion behavior of as-extruded Mg-6Gd-2Y-0.2Zr alloy. Corros. Sci. 2020, 164, 108338. [Google Scholar] [CrossRef]
- Peng, J.; Zhang, Z.; Long, C.; Chen, H.; Wu, Y.; Huang, J.; Zhou, W.; Wu, Y. Effect of crystal orientation and {10-12} twins on the corrosion behaviour of AZ31 magnesium alloy. J. Alloys Compd. 2020, 827, 154096. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Jiang, H. Effect of grain size uniformity and crystallographic orientation on the corrosion behavior of Mg-2Zn-1Al bar. Mater. Charact. 2021, 179, 111374. [Google Scholar] [CrossRef]
- Vignal, V.; Ba, D.; Zhang, H.; Herbst, F.; Le Manchet, S. Influence of the grain orientation spread on the pitting corrosion resistance of duplex stainless steels using electron backscatter diffraction and critical pitting temperature test at the microscale. Corros. Sci. 2013, 68, 275–278. [Google Scholar] [CrossRef]
- Wang, P.; Ma, L.; Cheng, X.; Li, X. Effect of grain size and crystallographic orientation on the corrosion behaviors of low alloy steel. J. Alloys Compd. 2021, 857, 158258. [Google Scholar] [CrossRef]
- Dong, S.; Chen, X.; La Plante, E.C.; Gussev, M.; Leonard, K.; Sant, G. Elucidating the grain-orientation dependent corrosion rates of austenitic stainless steels. Mater. Des. 2020, 191, 108583. [Google Scholar] [CrossRef]
- Stella, J.; Pohl, M. The role of crystal orientation and grain boundaries in the cavitation resistance of EN 1.4301 austenitic stainless steel: An EBSD study. Wear 2021, 486–487, 204040. [Google Scholar] [CrossRef]
- Yuan, M.; Deng, Y.; Lin, S.; Guo, X.; Xie, Y. Effect of the Cross Accumulative Roll Bonding on the Corrosion Behaviour of AA6082/AA7204 Composite Sheets. Met. Mater. Int. 2021, 27, 3709–3719. [Google Scholar] [CrossRef]
- Sheikh, H. Role of shear banding on the microtexture of an Al-Mg alloy processed by hot/high strain rate accumulative roll bonding. Scr. Mater. 2011, 64, 556–559. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BM | Si | Fe | Cu | Mg | Zn | Mn | Cr | Zr | Ti | V | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AA6082-T6 | 0.917 | 0.216 | 0.011 | 0.766 | 0.024 | 0.520 | 0.005 | / | 0.026 | / | Bal |
| AA7204-T4 | 0.044 | 0.08 | 0.14 | 1.34 | 4.82 | 0.36 | 0.17 | 0.13 | 0.057 | / | Bal |
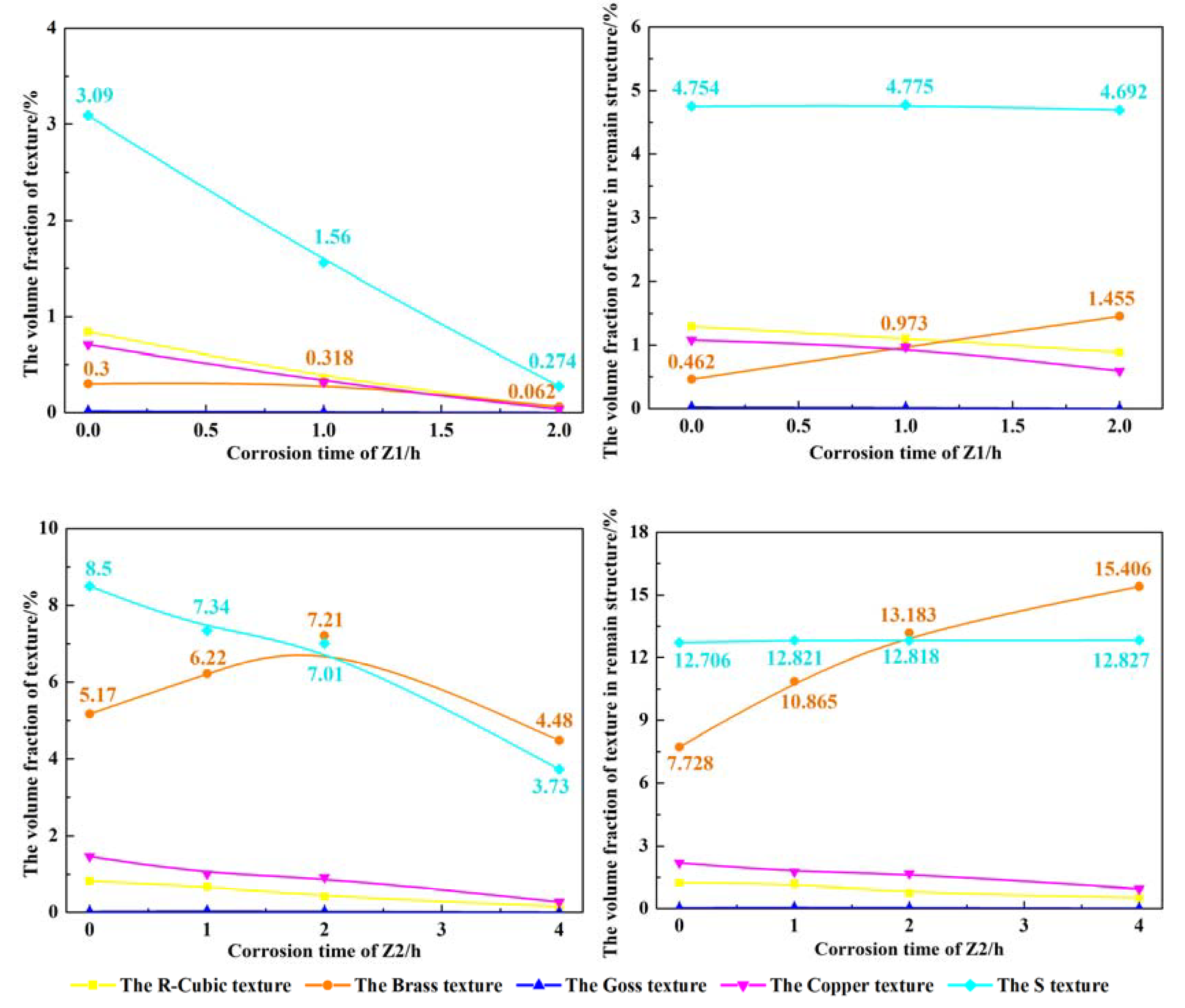
| Sample | Corrosion Time/h | R-Cubic Texture | Brass Texture | Goss Texture | Copper Texture | S Texture |
|---|---|---|---|---|---|---|
| 7204-RS | 0 | 0.842 | 0.300 | 0.015 | 0.706 | 3.090 |
| 1 | 0.361 | 0.318 | 0.005 | 0.318 | 1.560 | |
| 2 | 0.052 | 0.062 | 0.000 | 0.035 | 0.274 | |
| 7204-AS | 0 | 0.825 | 5.170 | 0.019 | 1.470 | 8.500 |
| 1 | 0.683 | 6.220 | 0.033 | 1.010 | 7.340 | |
| 2 | 0.418 | 7.210 | 0.020 | 0.921 | 7.010 | |
| 4 | 0.155 | 4.480 | 0.003 | 0.278 | 3.730 |
| Sample | Corrosion Time/h | R-Cubic Texture | Brass Texture | Goss Texture | Copper Texture | S Texture |
|---|---|---|---|---|---|---|
| 7204-RS | 0 | 1.295 | 0.462 | 0.022 | 1.080 | 4.754 |
| 1 | 1.105 | 0.973 | 0.013 | 0.973 | 4.775 | |
| 2 | 0.889 | 1.455 | 0.000 | 0.592 | 4.692 | |
| 7204-AS | 0 | 1.233 | 7.728 | 0.029 | 2.197 | 12.706 |
| 1 | 1.193 | 10.865 | 0.057 | 1.764 | 12.821 | |
| 2 | 0.764 | 13.183 | 0.037 | 1.684 | 12.818 | |
| 4 | 0.533 | 15.406 | 0.012 | 0.956 | 12.827 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guan, L.; Yuan, M.; Zhang, J.; Deng, Y.; Xu, X.; Wan, L. Texture-Induced Corrosion Resistance of Dissimilar AA7204/AA6082 Friction Stir Welded Joints. Materials 2023, 16, 6183. https://doi.org/10.3390/ma16186183
Guan L, Yuan M, Zhang J, Deng Y, Xu X, Wan L. Texture-Induced Corrosion Resistance of Dissimilar AA7204/AA6082 Friction Stir Welded Joints. Materials. 2023; 16(18):6183. https://doi.org/10.3390/ma16186183
Chicago/Turabian StyleGuan, Liqun, Manfa Yuan, Jin Zhang, Yunlai Deng, Xuehong Xu, and Li Wan. 2023. "Texture-Induced Corrosion Resistance of Dissimilar AA7204/AA6082 Friction Stir Welded Joints" Materials 16, no. 18: 6183. https://doi.org/10.3390/ma16186183
APA StyleGuan, L., Yuan, M., Zhang, J., Deng, Y., Xu, X., & Wan, L. (2023). Texture-Induced Corrosion Resistance of Dissimilar AA7204/AA6082 Friction Stir Welded Joints. Materials, 16(18), 6183. https://doi.org/10.3390/ma16186183