1. Introduction
The use of pozzolanic materials is beneficial for cementitious composites [
1,
2]. The use of nanosilica (NS) as a supplementary nano cementitious material (SNCM) is a consolidated practice in the scientific community for the production of high-performance cementitious materials [
3,
4,
5,
6,
7]. The combination of the high specific surface of NS and more efficient pozzolanic activity promotes a denser nano/microstructure that justifies the increase in compressive strength and the improvement in the durability of cementitious products [
5].
Despite the potential to improve the properties of cementitious composites, NS still has open fields of study and adverse effects in the fresh and hardened state that can be solved with technological advances. In the fresh state of cementitious composites, Gu et al. [
8] highlighted the adversity caused by the tendency for agglomeration between silica nanoparticles. In order to obtain a better composite performance, the nanoparticles need to be dispersed in the matrix, so a dispersion procedure is necessary in advance [
6].
In the hardened state, the use of NS is commonly associated with a decrease in strength gain compared to pure cement at advanced ages. Some authors attribute this drop in strength potential at older ages to the effect of the incomplete hydration of clinker grains [
9,
10,
11,
12]. This incomplete hydration of the largest clinker grains occurs due to the formation of a C-S-H crust on its surface by the intense pozzolanic reaction of NS in the first hours of cement hydration, which prevents the complete hydration of these grains at more advanced ages. To correct and/or mitigate these adverse effects, some authors have suggested altering the surface of the NS by functionalization processes [
13,
14].
Functionalization is a process that consists of adding new chemical functions on the surface of the NS. This chemical reaction replaces the silanol groups (OH
−) on the NS surface by another function of higher interest [
14,
15,
16,
17,
18]. One of the functional groups that have stood out the most for the functionalization of NS is the aminosilanes groups, forming a new material: nanosilica functionalized with aminosilanes groups (NSF) [
11,
19,
20]. The NSF production process by functionalization consists of a chemical reaction that replaces the silanol groups (OH
−) on the surface of the NS by aminosilane groups, in this case 3-aminopropyltriethoxysilane (APTES), directly.
According to Khalil et al. [
21], amine groups are known to have polarity that allows them to disperse in ionic media (such as Portland cement pastes) more easily than other organic groups, such as the silanol groups present in NS. Collodetti et al. [
11] and Vasconcelos et al. [
12] observed the need for a lower superplasticizer content in cement pastes with NSF compared to cement pastes with NS to achieve the same consistency, which confirms the higher dispersion of NSF in cementitious medium. The same authors observed a delay in cement hydration with a consequent reduction in compressive strength at initial ages (1 and 3 days) but an increase in compressive strength at more advanced ages (28 days) in pastes with NSF when compared to pastes with NS. Rong et al. [
20] studied NSF with different contents of amine groups (KH550) and, based on the initial characterizations of this material, proceeded with the study of only one content in cement pastes. The selected sample of NSF, with 10% of KH550, showed an improvement in the compressive strength at ages of 3, 7, and 28 days in relation to the reference sample (OPC).
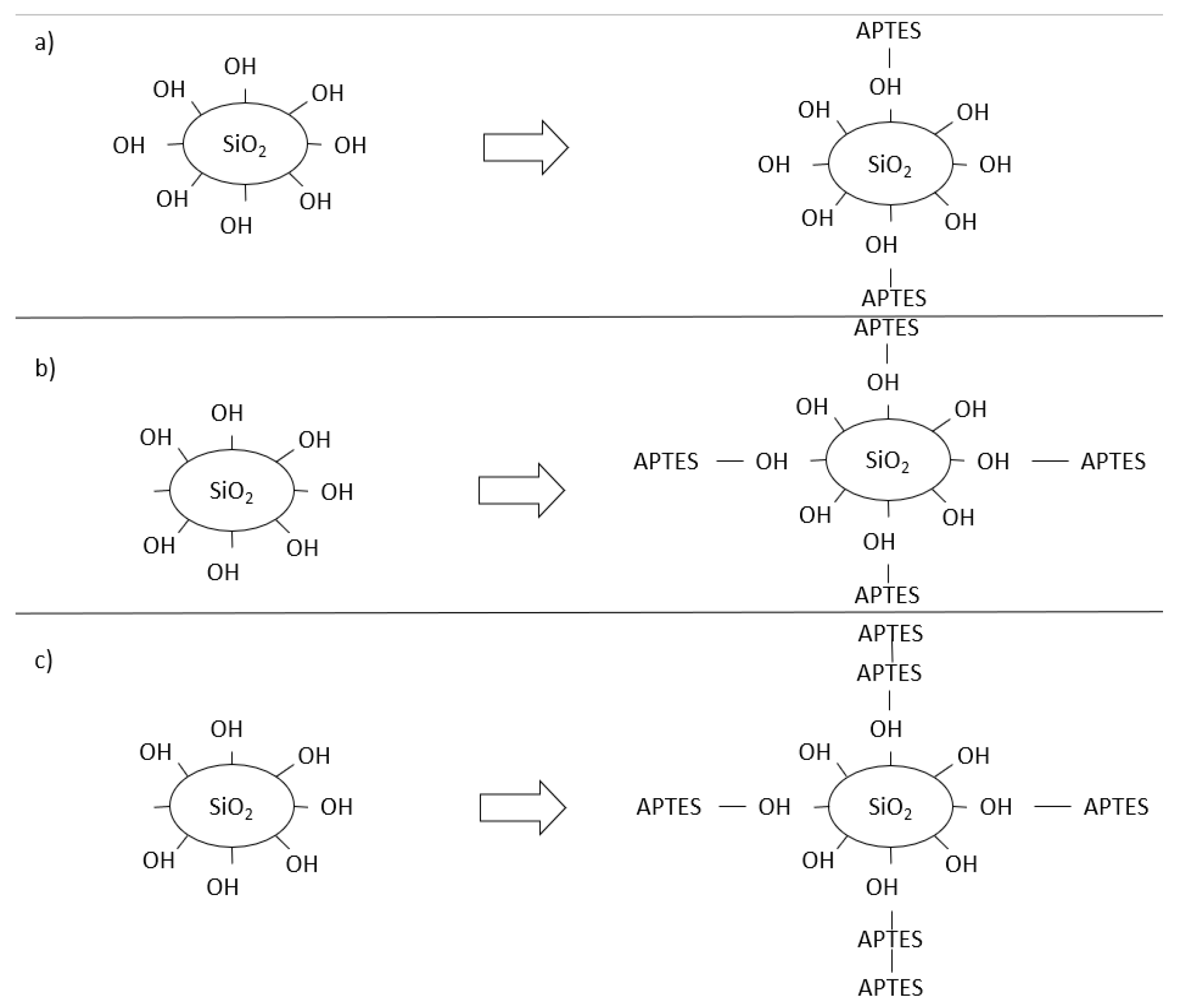
The nanosilica functionalization process with different aminosilane contents (APTES) can have three possible functionalized structures, as shown in
Figure 1. The first structure is shown in
Figure 1a, which represents a conventional NS, with OH
− groups on the surface. In
Figure 1b, it is possible to verify that the NSF has a small amount of APTES linked to the OH
− groups, but with free OH
− groups, favoring the pozzolanic reaction. In
Figure 1c, it is possible to observe that most of the OH
− groups were linked to APTES, saturated NSF, including due to the high APTES content, and that the silane group was linked to the aminosilane group, forming a double layer of APTES on the surface of the NSF.
This alteration in the relationship between OH
−/APTES groups on the surface of the NS can change the behavior of the NSF when incorporated into the cementitious material. Thus, this research aims to evaluate how the functionalized NSF with a low APTES content (
Figure 1b) and the functionalized NSF with a high APTES content, forming a double layer of functionalization (
Figure 1c), influence the hydration of pastes of cement and, in particular, how these NSFs interfere in the compressive strength and porosity of these pastes.
2. Materials and Methods
The Portland cement used was CP-V ARI Portland cement in accordance with NBR 16697. This cement is also named by ASTM C150-5 as type III cement.
Colloidal nanosilica (NS), used as a raw material for NSF and the reference sample, has nanosilica in suspension, produced by AkzoNobel. Functionalized nanosilica synthesis procedures (NSF) were demonstrated in a previous research [
12].
The NSF samples were named according to the amount of APTES in milliliters that was added to the 60 mL of colloidal nanosilica, as listed below:
The nanosilica and functionalized nanosilica samples were generally characterized by their dispersion color, specific mass, pH, loss on ignition, and solids content. In addition, the following techniques were used to characterize NS, NSF4, and NSF8: dynamic light scattering (DLS), thermogravimetric analysis (TGA), and infrared spectroscopy (FT-IR).
The size distribution of the nanosilica particles was determined using the Zetasizer Nano ZS90 device (Malvern Panalytical, Malvern, UK), which determines the size by the hydrodynamic diameter and has already been used in other similar studies for the same purpose [
22,
23,
24].
To quantify the content of functionalized amine groups on the NS surface, thermogravimetric analysis (TGA) was used with the Q600 model device (TA Instruments, New Castle, DE, USA) operating at 10 °C/min up to a temperature of 1000 °C with nitrogen flow. From this analysis, the functionalization content is obtained, which was taken as the subtraction of the sample’s total mass loss minus the sample’s total loss of NS.
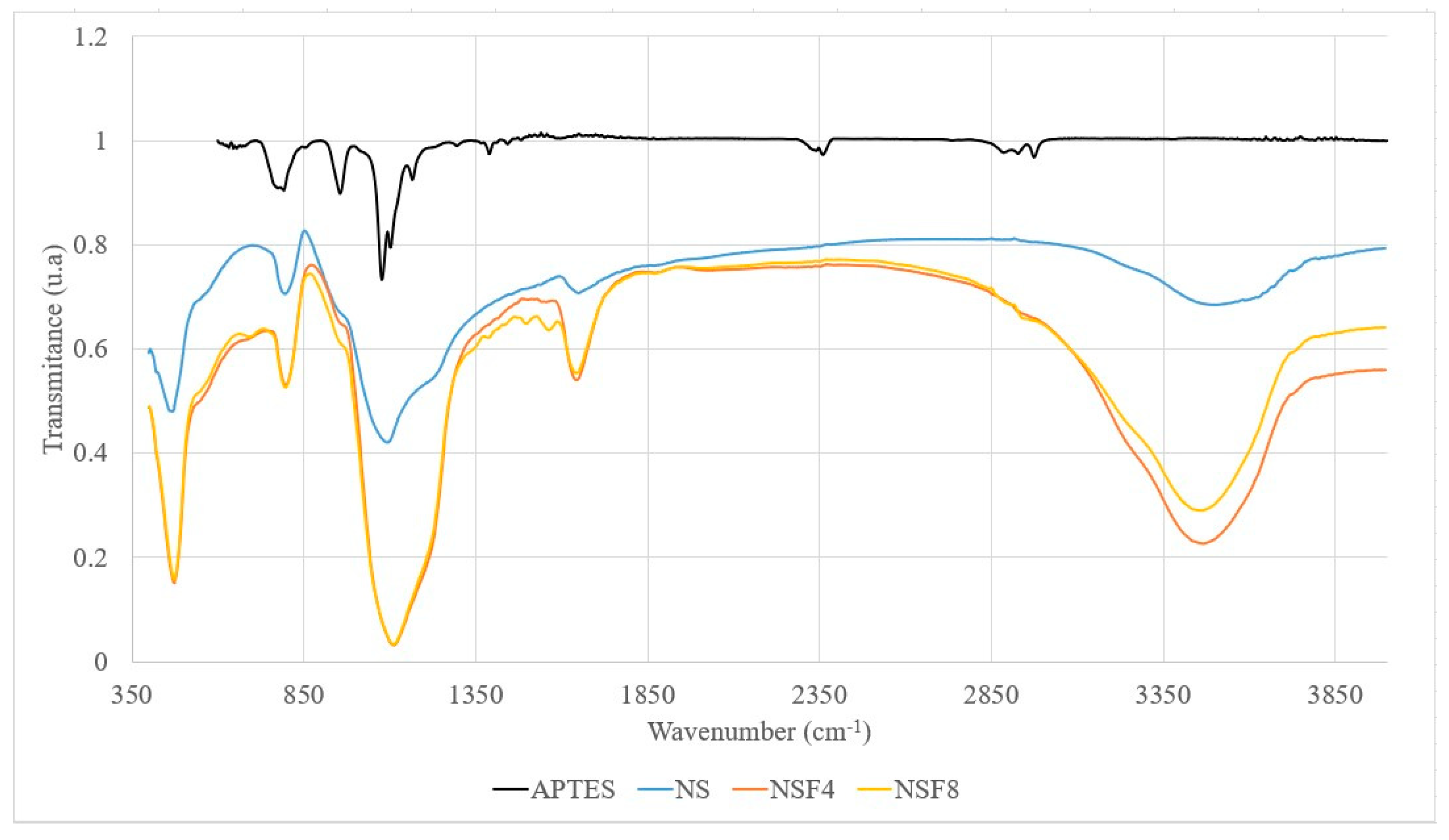
The identification of chemical bonds of functionalization was verified by changing the vibrational modes present on the surface of the NS by the spectra generated in infrared spectroscopy (FTIR). The equipment used was Perkin Elmer FT-IR, Spectrum 400 (Waltham, MA, USA).
Four samples of Portland cement pastes were produced with a water/solid ratio of 0.35, as shown in second table in
Section 3.1 The superplasticizer additive content was determined by setting the spread of the paste at 94 ± 4 mm in the mini slump test described by Kantro [
25]. The amount of water was adjusted considering the liquid/solid content discounts of the materials used. The composition of the pastes is shown in
Table 1.
The paste mixture process followed the recommendations of NBR 5739, with adaptations. Water, superplasticizer additive, nanosilica (NS, NSF4, and NSF8), and Portland cement were added, respectively, in a stainless steel vat. After the cement came into contact with the water, 30 s of rest was counted, then the planetary mixer was turned on at a low speed (140 rpm rotation around the axis). It was turned off for 60 s; during the first 30 s, the internal walls of the vat were scraped with a rubber spatula. After this process, the mixer was turned on at a high speed (285 rpm rotation around the shaft).
It is observed that a larger amount of superplasticizer additive was necessary to reach the desired consistency in the pastes with the NS and in the NSFs in relation to the reference paste. The reference paste required 0.28% SP and the NS paste required 0.80%. According to Lavergne et al. [
26], the addition of nanosilica in the cement paste and mortar requires more water to maintain its workability, and the reason for this is attributed to a decrease in the available amount of lubricating water in the mixture. For the P-NSF4 sample, there was a decrease in the superplasticizer content in relation to the NS paste. This decrease may be related to two factors: the first is the slight increase in particle size from NS to NSF4 (from 21.74 nm to 26.04 nm) decreasing the surface area for water adsorption, and the second factor is the chemical affinity that the aminosilane group has with the polycarboxylate-based additive. This same chemical affinity is reported by Vasconcellos et al. [
12] to justify the decrease in the additive content in cementitious composites with NSF. However, the P-NSF8 paste required more superplasticizer additive than the other pastes, which can be explained by the effect of water retention in the NSF8 particle, that is, part of the water can be encapsulated within the branches generated by the functionalization similar to a superabsorbent polymer, as evidenced in the literature [
27].
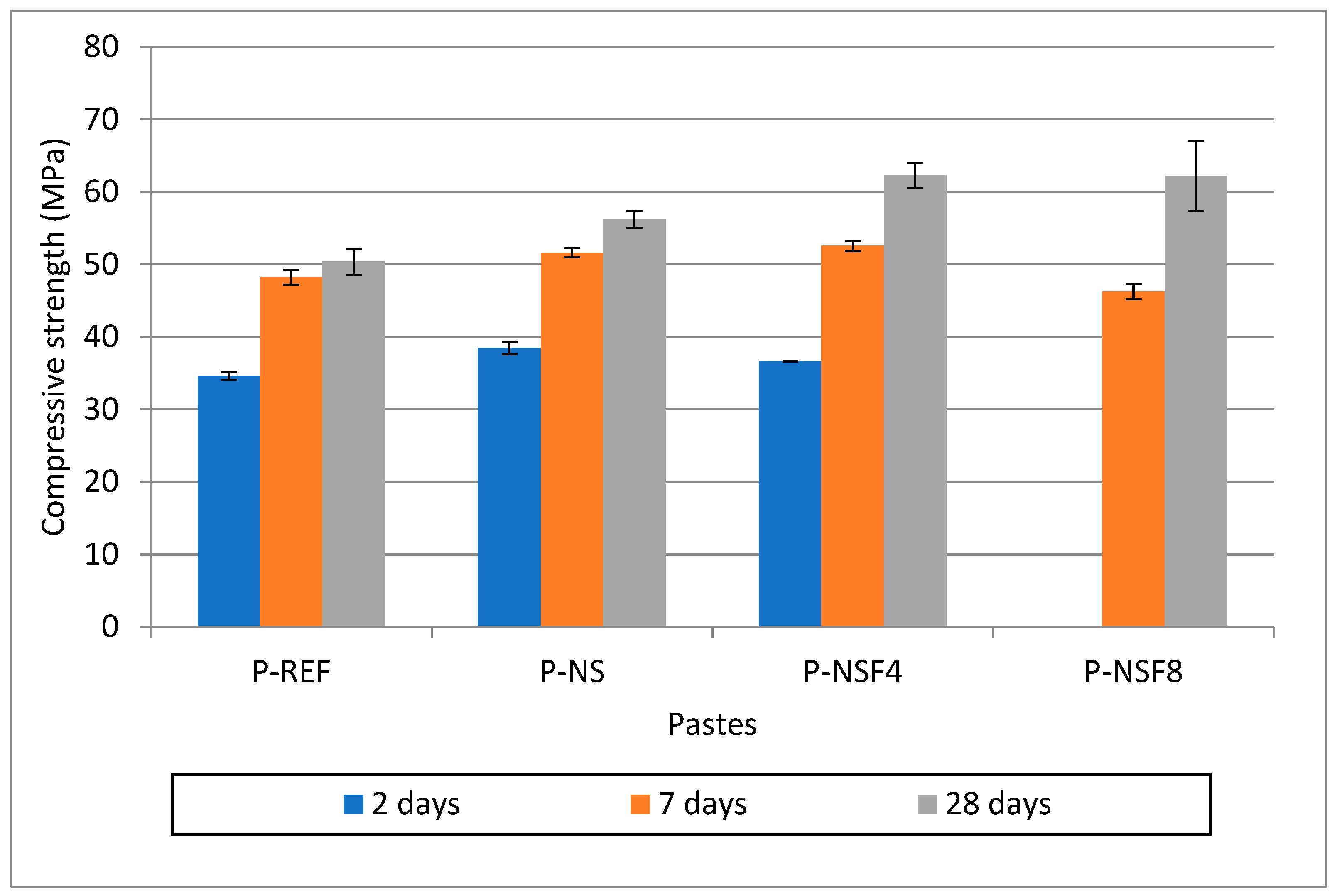
After molding the pastes into cylindrical specimens, the samples were cured in a humid chamber (humidity of 95 ± 5% and temperature of 20 ± 2 °C) and ruptured. The specimens, which were 50 mm in diameter and 100 mm in height, were broken to verify the compressive strength at 2, 7, and 28 days of hydration. The internal fragments of the samples at the tested ages underwent a hydration stoppage process with 24 h in isopropanol and, subsequently, 24 h in an oven at 40 °C [
28,
29].
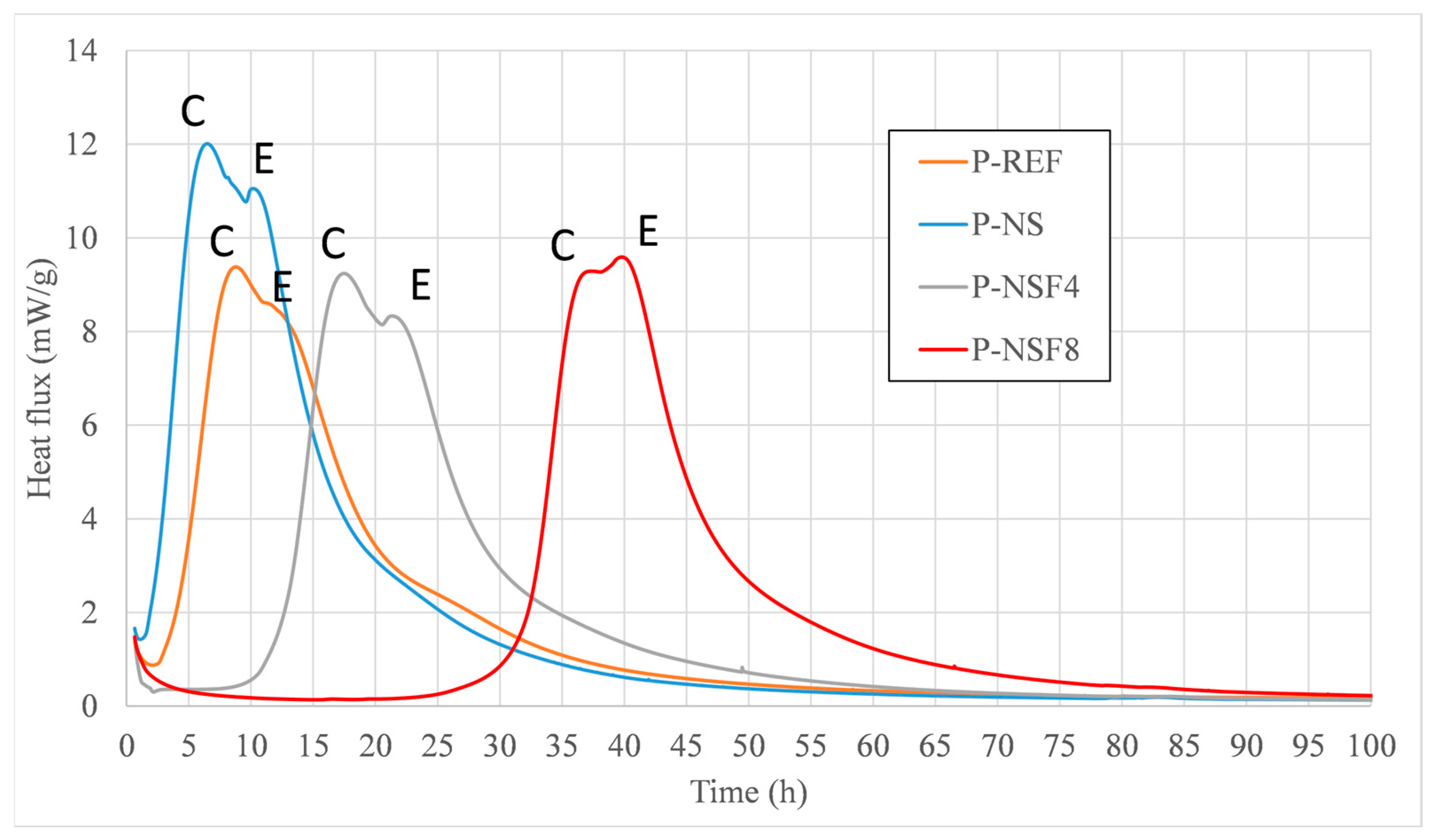
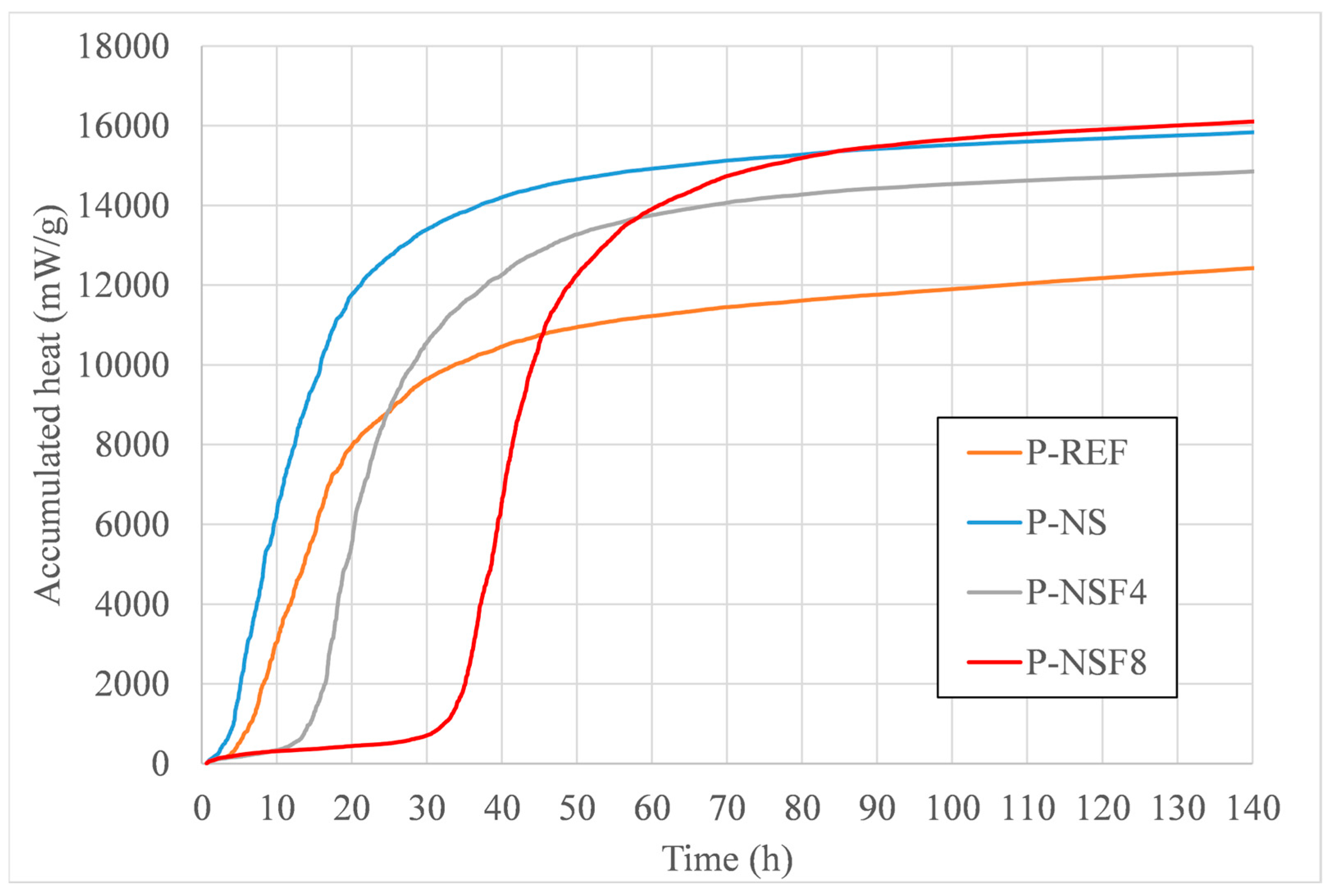
Isothermal conduction calorimetry tests were carried out on the P-REF, P-NS, P-NSF4, and P-NSF8 cement pastes from the first hours to 7 days, using the eight-hour isothermal conduction calorimeter TAM AIR Thermometer channels with temperature control, manufactured by TA Instruments, and data acquisition was performed by PicoLog 6 software.
Thermal analyses were performed on all cement pastes studied at the ages of 2, 7, and 28 days. Thermogravimetric curves were obtained using a Shimadzu differential thermal and thermogravimetric analysis system, model DTG-60H, between room temperature and 1000 °C, at a heating rate of 10 °C/min and under nitrogen flow (50 mL/min). The mass of the samples used in the analysis ranged from 6 to 12 mg.
To verify the compressive strength of the pastes, three specimens of each mix were ground and broken in a universal machine for mechanical tests at each of the following ages: 2, 7, and 28 days. The breaking procedures followed NBR 7215 [
30].
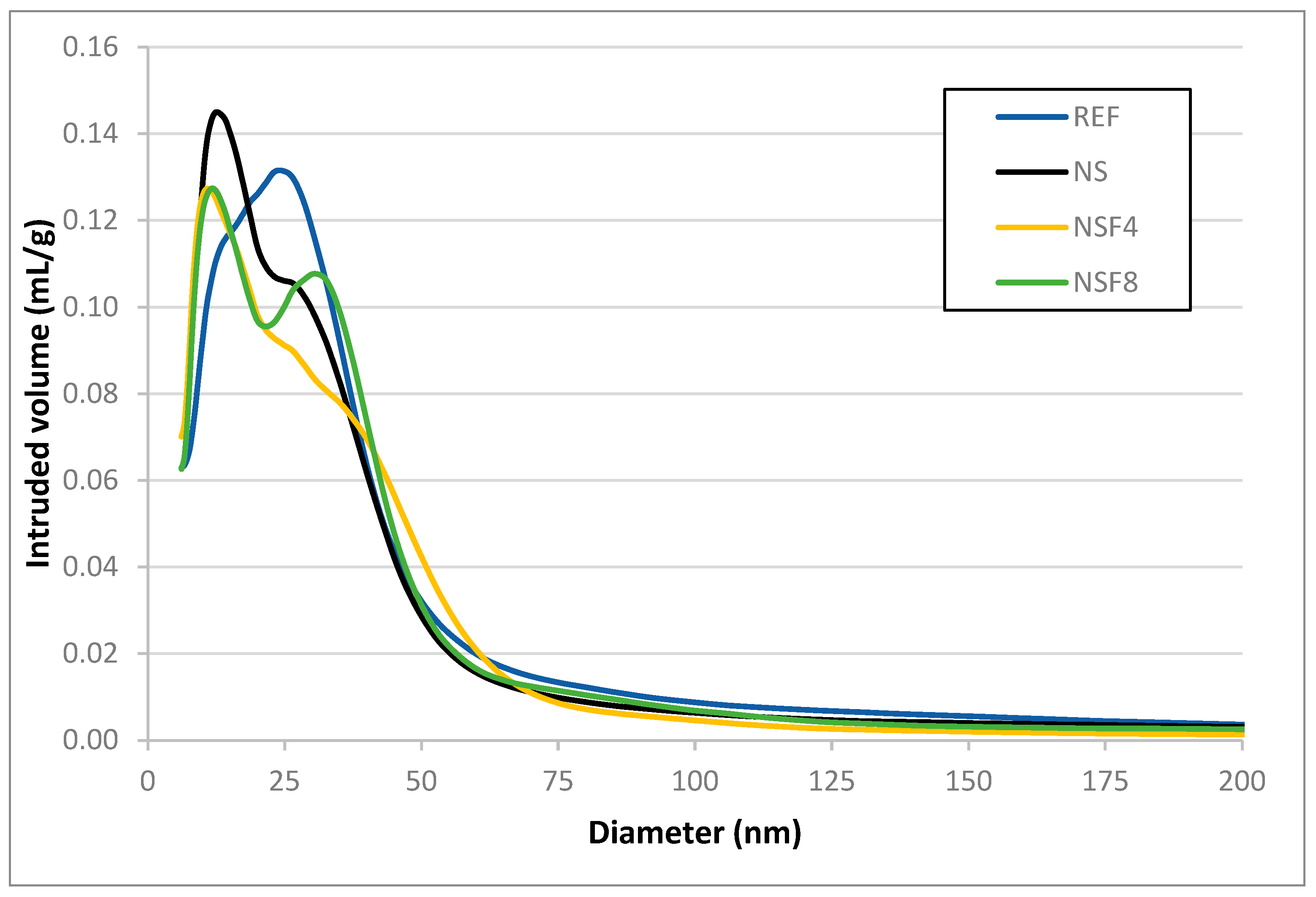
The MIP test was carried out on the pastes at 28 days of hydration. The equipment used for the test was the Micromeritics Poresizer, model 9320 (Norcross, GA, USA). A contact angle of 130 °C was used, mercury with a surface tension of 0.485 N/m, and a density of 13.5335 g/mL. The pressure range used in the test ranged from approximately 0.50 psi to 29,472.38 psi.
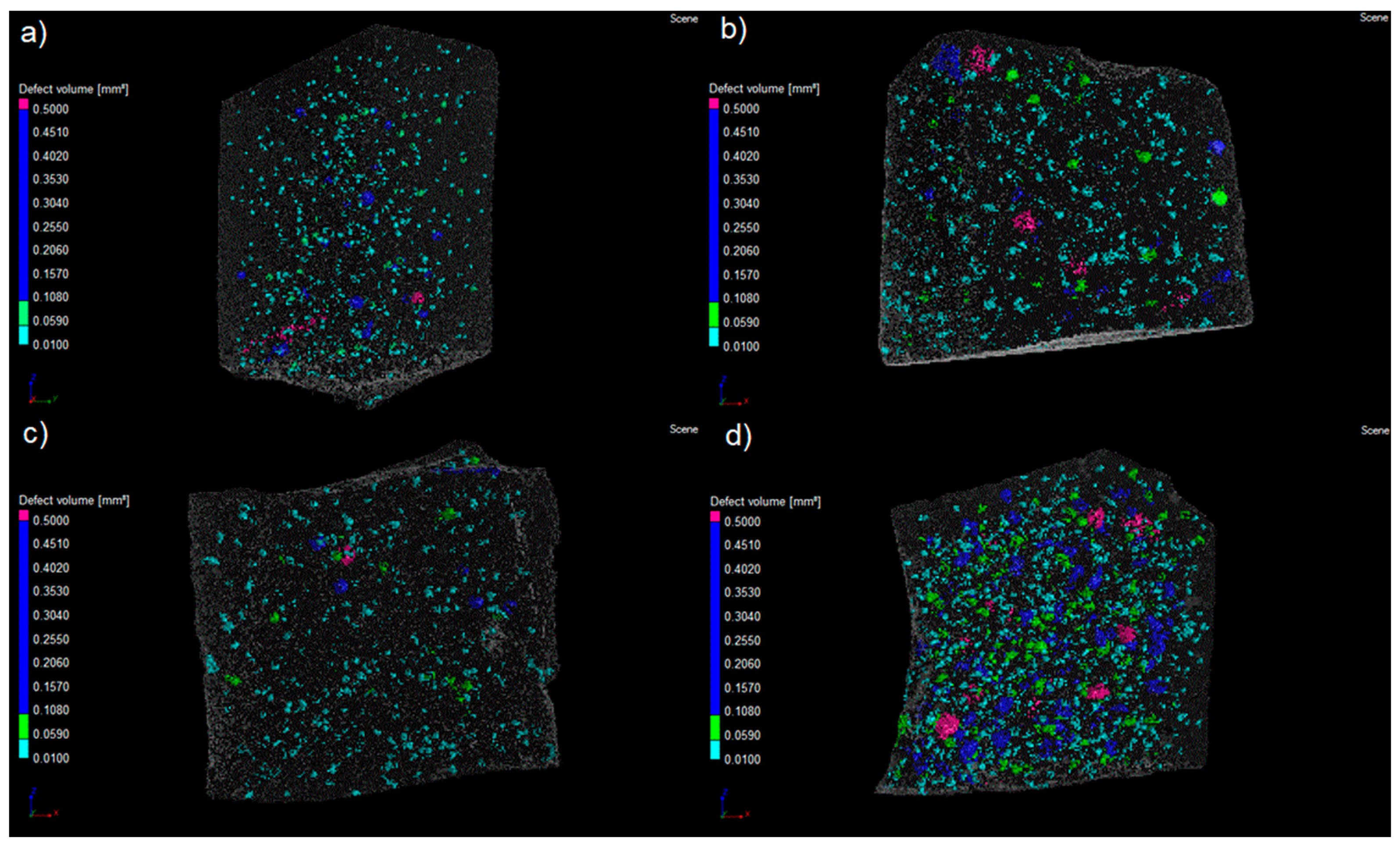
The CT-scan test was performed on the pastes at 28 days of hydration. X-ray computed tomography imaging (CT) was obtained on a Nikon XT-H-160 scanner (Tokyo, Japan), equipped with a 160 kV W target and a 0.75 mm Cu filter. In total, 3015 scans per sample were recorded, at 2 frames per scan.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}