
Influence of Structure Development on Performance of Copper Composites Processed via Intensive Plastic Deformation


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Material
2.2. Structure Analyses
2.3. Deformation Behavior
2.4. Evaluation of Electroconductivity
3. Results and Discussion
3.1. Structure Evaluation
3.2. Oxide Distribution
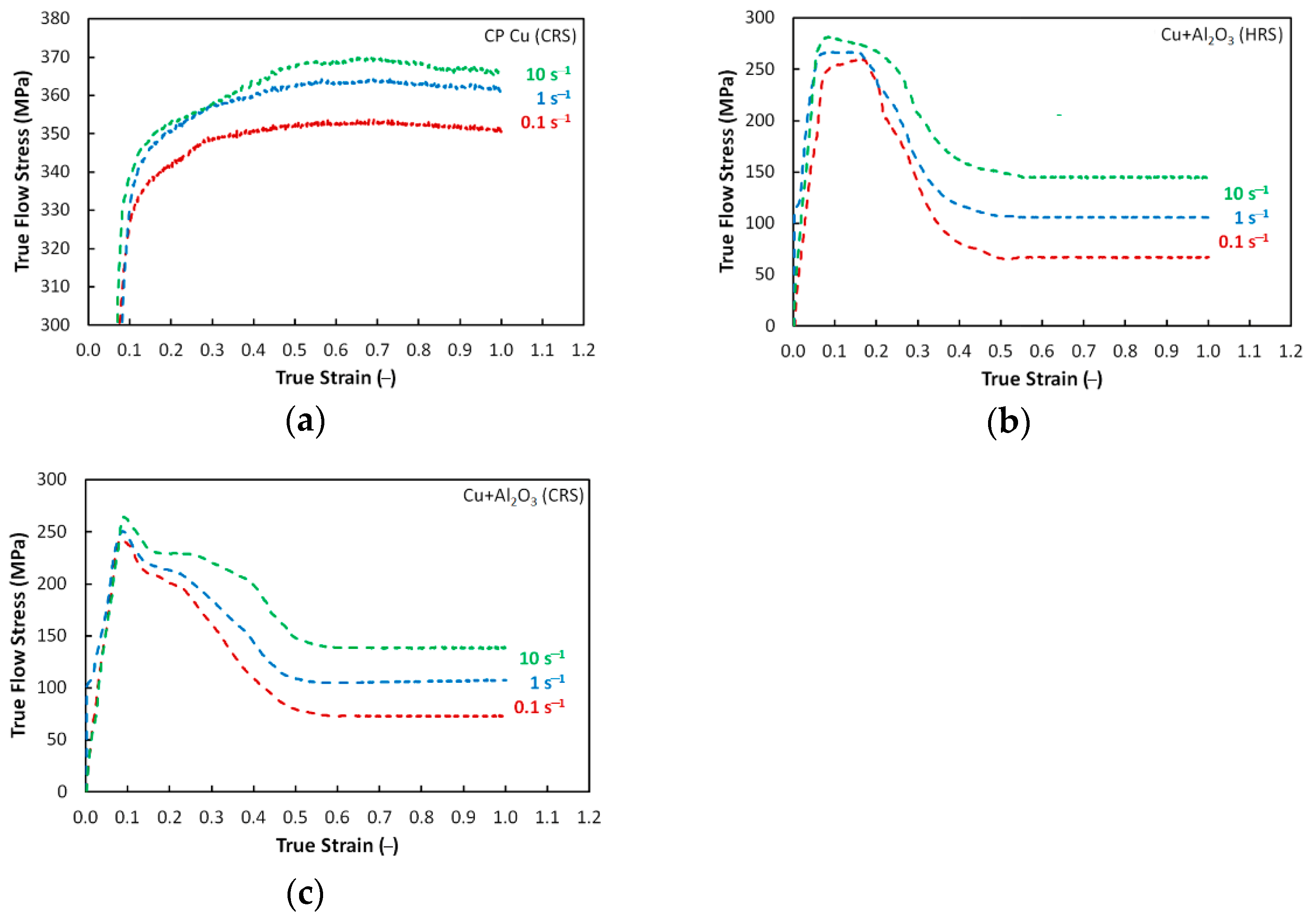
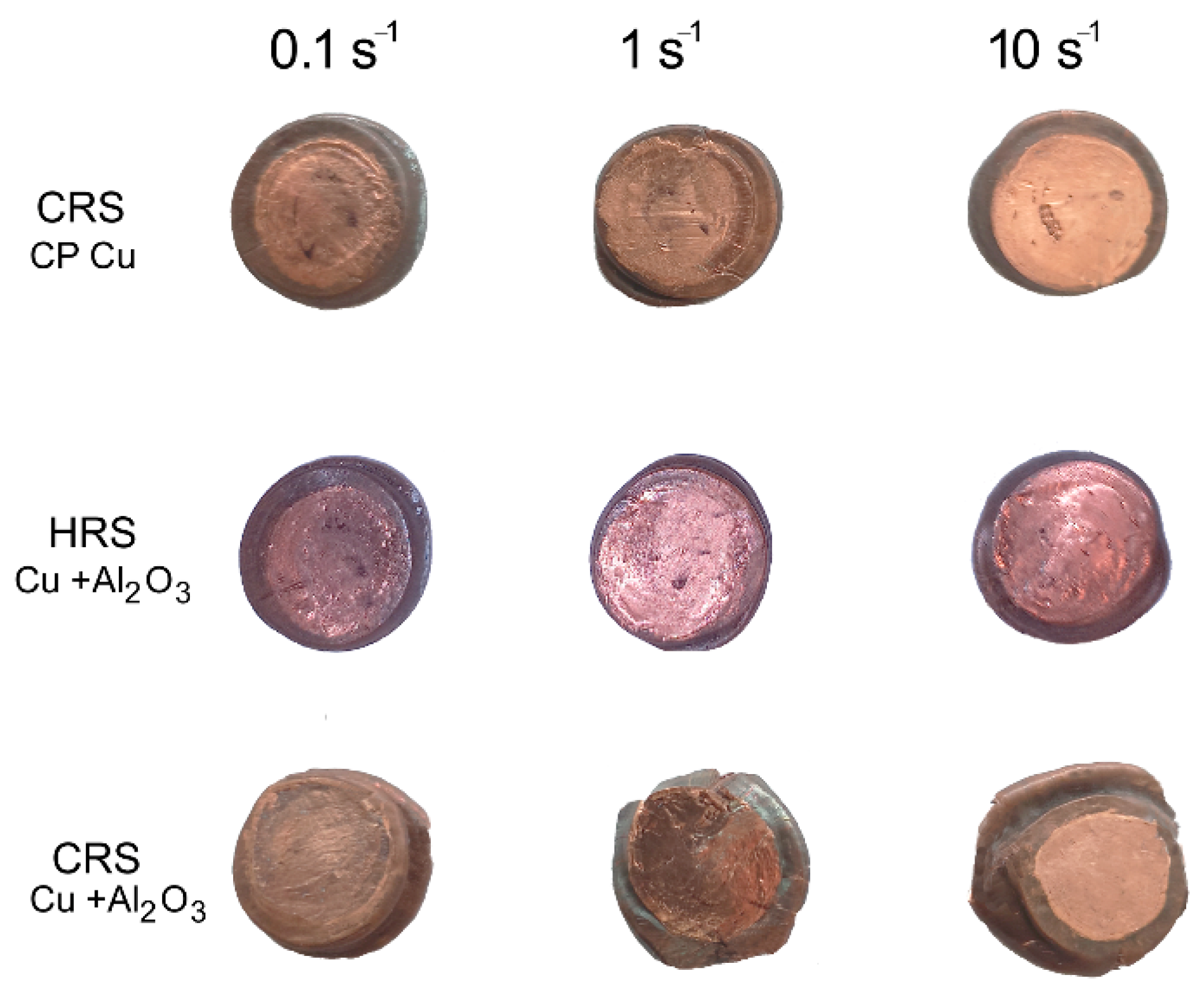
3.3. Deformation Behavior
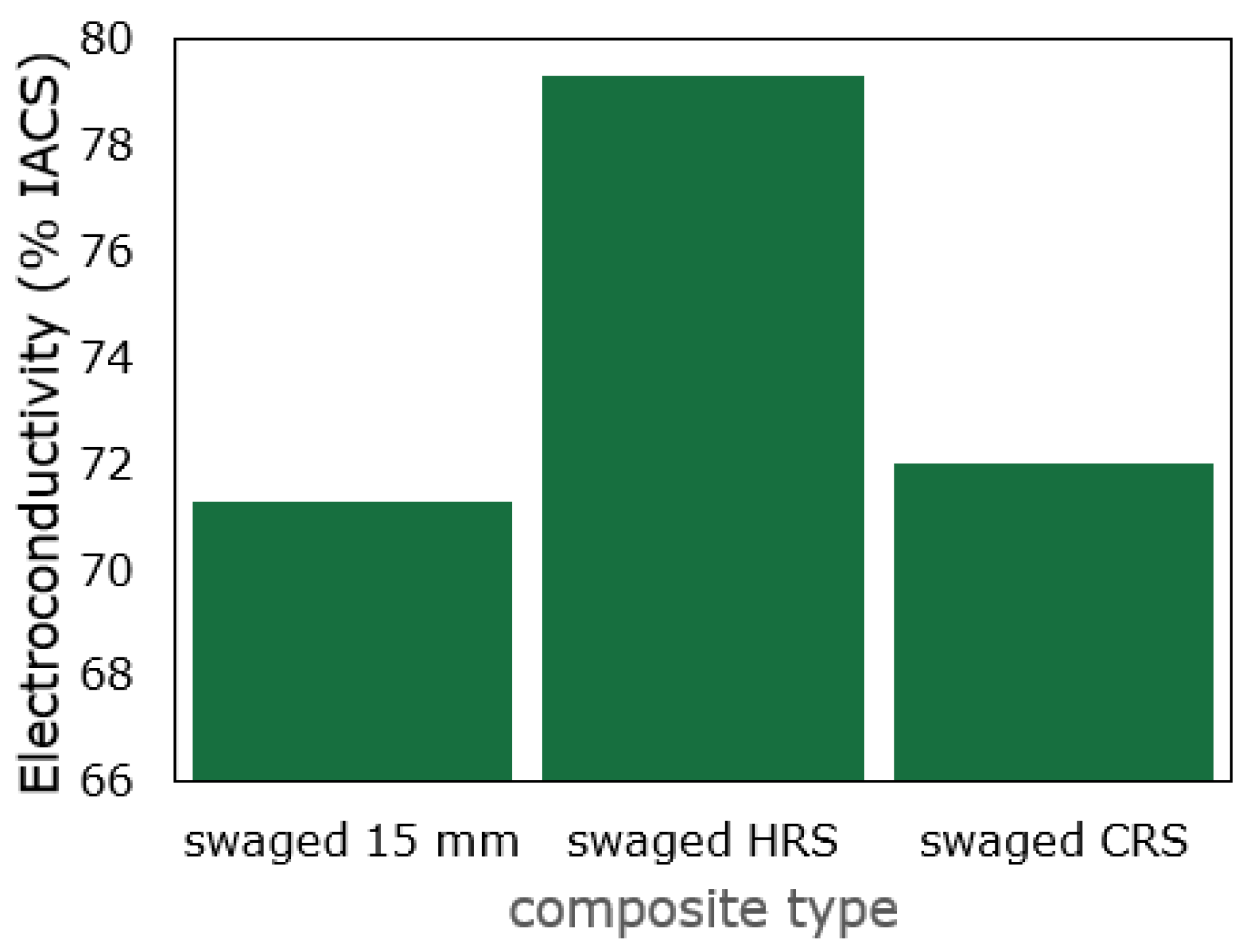
3.4. Electroconductivity
4. Conclusions
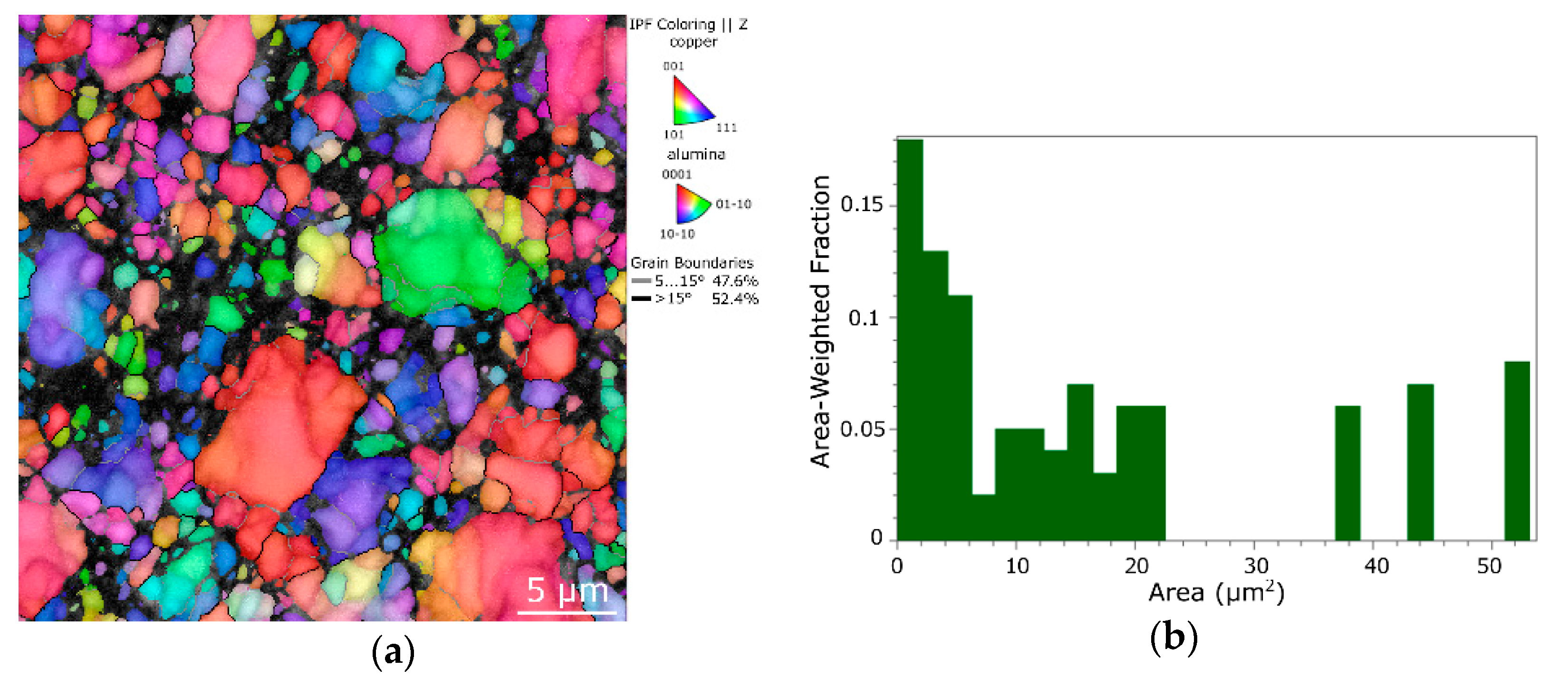
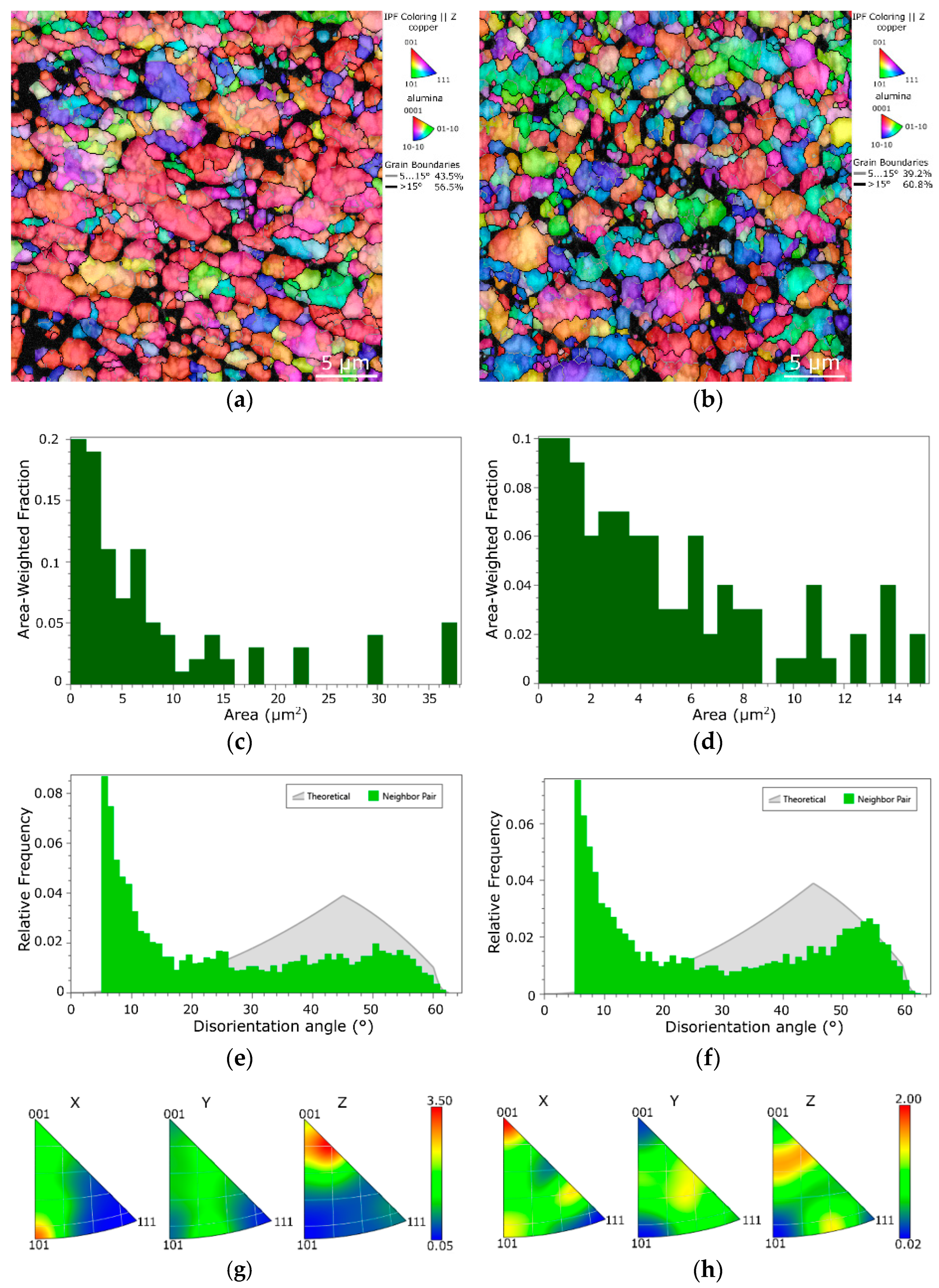
- the structures of both the CRS and HRS composites exhibited well-consolidated grains with the average areas of 1.2 µm2 and 1.8 µm2, respectively, and no significant preferential texture (especially the CRS sample);
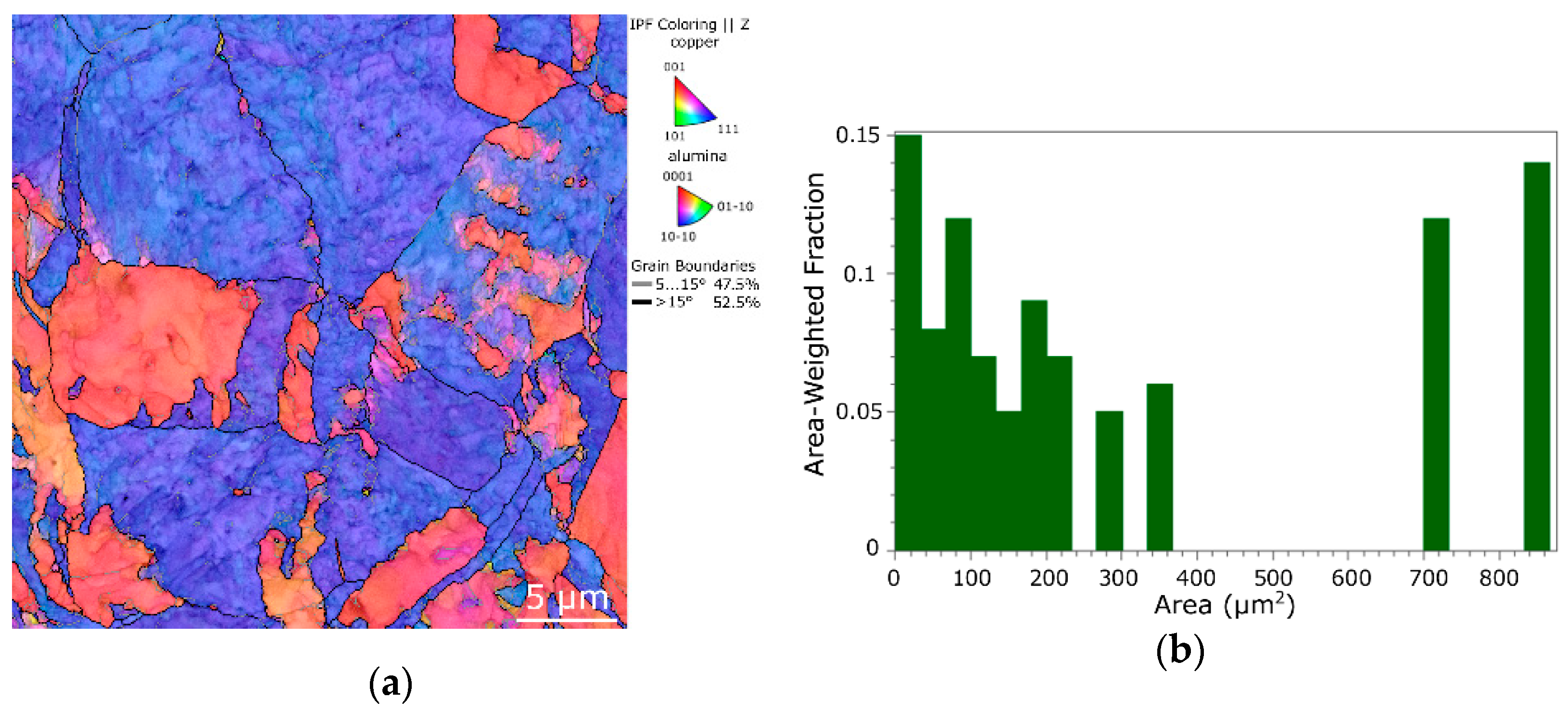
- the HRS composite featured fine grains with a substructure, whereas the CRS one featured well-developed restored ultra-fine grains;
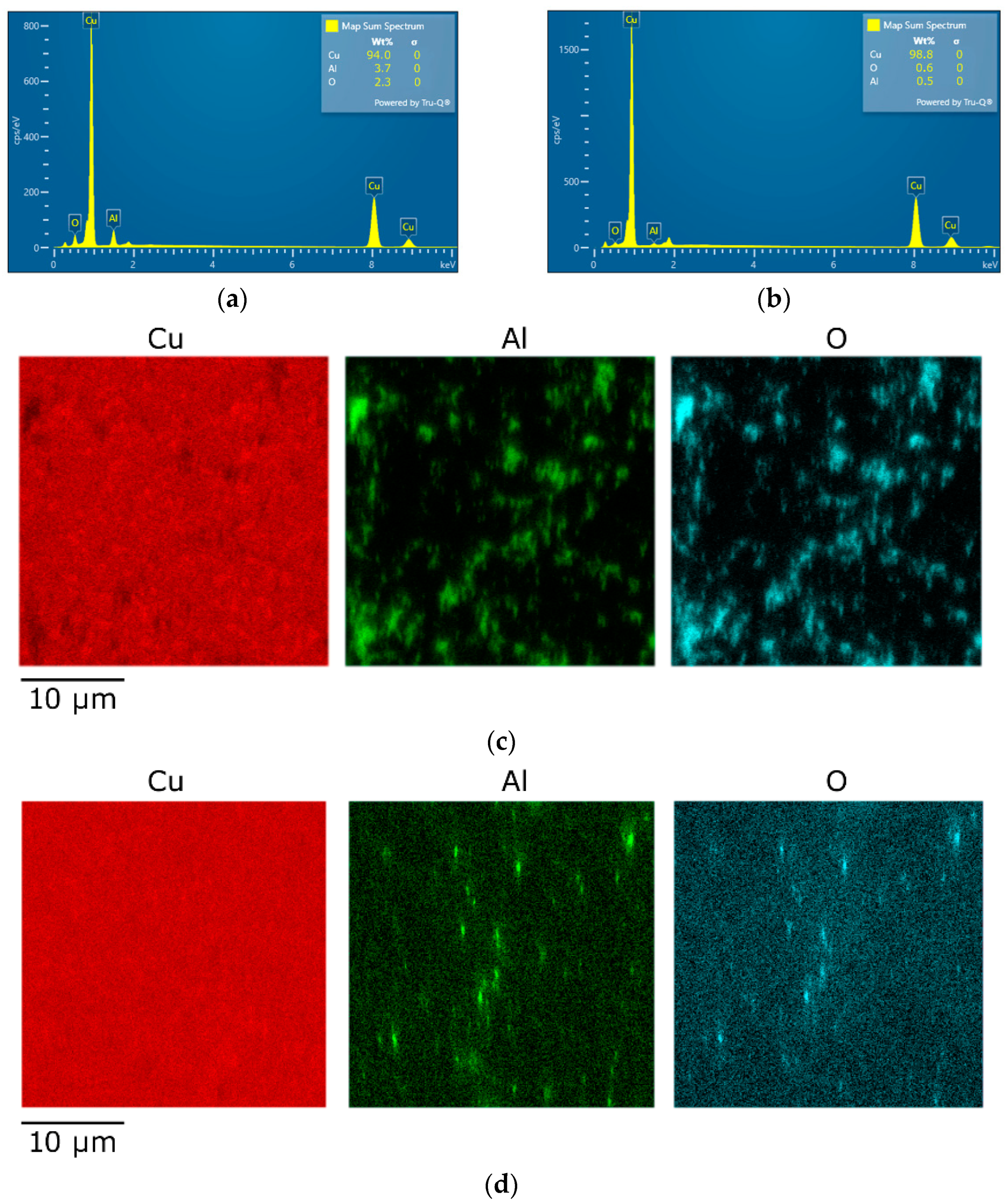
- the oxide particles were homogeneously distributed within both the composites, but within the CRS one they were finer and highly fragmented;
- the electroconductivity reached almost 80% IACS for the HRS sample;
- the plastic behavior was more favorable for the CRS sample (the stress-strain curves exhibited the establishment of a steady state with increasing strain).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vityaz, P.A.; Ilyushchanka, A.P.; Savich, V.V. Powder Metallurgy in Belarus and Global Developmental Trends. Russ. J. Non-Ferrous Met. 2019, 60, 775–781. [Google Scholar] [CrossRef]
- Rojas-Díaz, L.M.; Verano-Jiménez, L.E.; Muñoz-García, E.; Esguerra-Arce, J.; Esguerra-Arce, A. Production and Characterization of Aluminum Powder Derived from Mechanical Saw Chips and Its Processing through Powder Metallurgy. Powder Technol. 2020, 360, 301–311. [Google Scholar] [CrossRef]
- Bharathi, P.; Kumar, T.S. Mechanical Characteristics and Wear Behaviour of Al/SiC and Al/SiC/B4C Hybrid Metal Matrix Composites Fabricated through Powder Metallurgy Route. Silicon 2023. [Google Scholar] [CrossRef]
- Dewangan, S.K.; Nagarjuna, C.; Lee, H.; Sharma, A.; Ahn, B. Surface Morphology Transformation and Densification Behaviour of Conventionally Sintered AlFeCoNiSi High Entropy Alloys. Powder Metall. 2023, 1–12. [Google Scholar] [CrossRef]
- Johnson, J.L. Enhanced Sintering of Tungsten. Int. J. Refract. Met. Hard Mater. 2023, 110, 106017. [Google Scholar] [CrossRef]
- Yoon, J.-W.; Back, J.-H. Effect of Sintering Conditions on the Mechanical Strength of Cu-Sintered Joints for High-Power Applications. Materials 2018, 11, 2105. [Google Scholar] [CrossRef] [PubMed]
- Martínez, C.; Briones, F.; Rojas, P.; Aguilar, C.; Guzman, D.; Ordoñez, S. Microstructural and Mechanical Characterization of Copper, Nickel, and Cu-Based Alloys Obtained by Mechanical Alloying and Hot Pressing. Mater. Lett. 2017, 209, 509–512. [Google Scholar] [CrossRef]
- Rabiee, M.; Mirzadeh, H.; Ataie, A. Mechanical Alloying and Consolidation of Copper-iron-silicon Carbide Nanocomposites. Mater. Werkst. 2020, 51, 1700–1704. [Google Scholar] [CrossRef]
- Jamal, N.A.; Farazila, Y.; Ramesh, S.; Anuar, H. Role of Mechanical Alloying Parameters on Powder Distribution of Al/Cu Alloy and Al/Cu Composite. Mater. Res. Innov. 2014, 18, S6–S190. [Google Scholar] [CrossRef]
- Seltzman, A.H.; Wukitch, S.J. Precipitate Size in GRCop-42 and GRCop-84 Cu-Cr-Nb Alloy Gas Atomized Powder and L-PBF Additive Manufactured Material. Fusion Sci. Technol. 2023, 79, 503–516. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Németh, G.; Dvořák, K.; Pagáč, M. Effect of Post Process Shear Straining on Structure and Mechanical Properties of 316 L Stainless Steel Manufactured via Powder Bed Fusion. Addit. Manuf. 2022, 59, 103128. [Google Scholar] [CrossRef]
- Rajaguru, K.; Karthikeyan, T.; Vijayan, V. Additive Manufacturing—State of Art. Mater. Today Proc. 2020, 21, 628–633. [Google Scholar] [CrossRef]
- Kunčická, L.; Macháčková, A.; Petrmichl, R.; Klečková, Z.; Marek, M. Optimizing Induction Heating of WNiCo Billets Processed via Intensive Plastic Deformation. Appl. Sci. 2020, 10, 8125. [Google Scholar] [CrossRef]
- Macháčková, A.; Krátká, L.; Petrmichl, R.; Kunčická, L.; Kocich, R. Affecting Structure Characteristics of Rotary Swaged Tungsten Heavy Alloy Via Variable Deformation Temperature. Materials 2019, 12, 4200. [Google Scholar] [CrossRef]
- Kunčická, L.; Macháčková, A.; Lavery, N.P.; Kocich, R.; Cullen, J.C.T.; Hlaváč, L.M. Effect of Thermomechanical Processing via Rotary Swaging on Properties and Residual Stress within Tungsten Heavy Alloy. Int. J. Refract. Met. Hard Mater. 2020, 87, 105120. [Google Scholar] [CrossRef]
- Sharma, A.; Zadorozhnyy, M.; Stepashkin, A.; Kvaratskheliya, A.; Korol, A.; Moskovskikh, D.; Kaloshkin, S.; Zadorozhnyy, V. Investigation of Thermophysical Properties of Zr-Based Metallic Glass-Polymer Composite. Metals 2021, 11, 1412. [Google Scholar] [CrossRef]
- Stef, J.; Poulon-Quintin, A.; Redjaimia, A.; Ghanbaja, J.; Ferry, O.; De Sousa, M.; Gouné, M. Mechanism of Porosity Formation and Influence on Mechanical Properties in Selective Laser Melting of Ti-6Al-4V Parts. Mater. Des. 2018, 156, 480–493. [Google Scholar] [CrossRef]
- Opěla, P.; Benč, M.; Kolomy, S.; Jakůbek, Z.; Beranová, D. High Cycle Fatigue Behaviour of 316L Stainless Steel Produced via Selective Laser Melting Method and Post Processed by Hot Rotary Swaging. Materials 2023, 16, 3400. [Google Scholar] [CrossRef]
- Jhunjhunwala, P.; Gupta, A. Effect of Porosity on the Quality of 3D Printed Structures. Int. J. Adv. Manuf. Technol. 2023, 127, 899–909. [Google Scholar] [CrossRef]
- Tusher, M.M.H.; Ince, A. High Cycle Fatigue and Very High Cycle Fatigue Performance of Selective Laser Melting Ti-6Al-4V Titanium Alloy—A Review. Mater. Perform. Charact. 2023, 12, 20220088. [Google Scholar] [CrossRef]
- Tamegai, T.; Pyon, S.; Ito, T.; Kajitani, H.; Koizumi, N.; Awaji, S.; Kito, H.; Ishida, S.; Yoshida, Y. Fabrication of Small Magnets Using Mono- and Seven-Core (Ba, A)Fe 2 As 2 (A : K, Na) HIP Round Wires. IEEE Trans. Appl. Supercond. 2023, 33, 6900104. [Google Scholar] [CrossRef]
- Carvajal, A.H.R.; Ríos, J.M.; Zuleta, A.A.; Bolívar, F.J.; Castaño, J.G.; Correa, E.; Echeverria, F.; Lambrecht, M.; Lasanta, M.I.; Trujillo, F.J.P. Development of Low Content Ti-X%wt. Mg Alloys by Mechanical Milling plus Hot Isostatic Pressing. Int. J. Adv. Manuf. Technol. 2023, 126, 1733–1746. [Google Scholar] [CrossRef]
- Staab, F.; Bruder, E.; Schäfer, L.; Skokov, K.; Koch, D.; Zingsem, B.; Adabifiroozjaei, E.; Molina-Luna, L.; Gutfleisch, O.; Durst, K. Hard Magnetic SmCo5-Cu Nanocomposites Produced by Severe Plastic Deformation. Acta Mater. 2023, 246, 118709. [Google Scholar] [CrossRef]
- Evdokimov, I.A.; Khayrullin, R.R.; Bagramov, R.K.; Perfilov, S.A.; Pozdnyakov, A.A.; Aksenenkov, V.V.; Kulnitskiy, B.A. Nanostructured Strain-Hardened Aluminum–Magnesium Alloys Modified by C60 Fullerene Obtained by Powder Metallurgy: 2. The Effect of Magnesium Concentration on Physical and Mechanical Properties. Russ. J. Non-Ferrous Met. 2021, 62, 368–374. [Google Scholar] [CrossRef]
- Huang, M.; Jiang, J.; Wang, Y.; Liu, Y.; Zhang, Y.; Dong, J.; Xiao, G. Deformation Behavior, Microstructure Evolution, Phase Transformation and Plastic Instability Origin of Powder Metallurgy Al0.8Co0.5Cr1.5CuFeNi Alloy during High Temperature Deformation. Mater. Sci. Eng. A 2022, 861, 144373. [Google Scholar] [CrossRef]
- Orlov, D.; Lapovok, R.; Toth, L.S.; Timokhina, I.B.; Hodgson, P.D.; Haldar, A.; Bhattacharjee, D. Asymmetric Rolling of Interstitial-Free Steel Using Differential Roll Diameters. Part II: Microstructure and Annealing Effects. Metall. Mater. Trans. A 2014, 45, 447–454. [Google Scholar] [CrossRef]
- Hedicke-Claus, Y.; Kriwall, M.; Stonis, M.; Behrens, B.-A. Automated Design of Multi-Stage Forging Sequences for Die Forging. Prod. Eng. 2023. [Google Scholar] [CrossRef]
- Cvijović, Z.; Rakin, M.; Vratnica, M.; Cvijović, I. Microstructural Dependence of Fracture Toughness in High-Strength 7000 Forging Alloys. Eng. Fract. Mech. 2008, 75, 2115–2129. [Google Scholar] [CrossRef]
- Haase, M.; Tekkaya, A.E. Cold Extrusion of Hot Extruded Aluminum Chips. J. Mater. Process. Technol. 2015, 217, 356–367. [Google Scholar] [CrossRef]
- Peretyat’ko, V.N.; Smetanin, S.V. Energy-Efficient Four-Roll Rail Rolling Technology. Metallurgist 2016, 60, 699–705. [Google Scholar] [CrossRef]
- Kunčická, L.; Klečková, Z. Structure Characteristics Affected by Material Plastic Flow in Twist Channel Angular Pressed Al/Cu Clad Composites. Materials 2020, 13, 4161. [Google Scholar] [CrossRef] [PubMed]
- Kocich, R.; Kunčická, L. Development of Structure and Properties in Bimetallic Al/Cu Sandwich Composite during Cumulative Severe Plastic Deformation. J. Sandw. Struct. Mater. 2021, 23, 4252–4275. [Google Scholar] [CrossRef]
- Vargas, M.; Lathabai, S.; Uggowitzer, P.J.; Qi, Y.; Orlov, D.; Estrin, Y. Microstructure, Crystallographic Texture and Mechanical Behaviour of Friction Stir Processed Mg-Zn-Ca-Zr Alloy ZKX50. Mater. Sci. Eng. A 2017, 685, 253–264. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Drápala, J.; Andreyachshenko, V.A. FEM Simulations and Comparison of the Ecap and ECAP-PBP Influence on Ti6Al4V Alloy’s Deformation Behaviour. In Proceedings of the METAL 2013 22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 15–17 May 2013; pp. 391–396. [Google Scholar]
- Jamili, A.M.; Zarei-Hanzaki, A.; Abedi, H.R.; Mosayebi, M.; Kocich, R.; Kunčická, L. Development of Fresh and Fully Recrystallized Microstructures through Friction Stir Processing of a Rare Earth Bearing Magnesium Alloy. Mater. Sci. Eng. A 2019, 775, 138837. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Král, P.; Pohludka, M.; Marek, M. Effect of Strain Path on Severely Deformed Aluminium. Mater. Lett. 2016, 180, 280–283. [Google Scholar] [CrossRef]
- Liang, W.; Bian, L.; Xie, G.; Zhang, W.; Wang, H.; Wang, S. Transformation Matrix Analysis on the Shear Characteristics in Multi-Pass ECAP Processing and Predictive Design of New ECAP Routes. Mater. Sci. Eng. A 2010, 527, 5557–5564. [Google Scholar] [CrossRef]
- Şimşir, C.; Karpuz, P.; Gür, C.H. Quantitative Analysis of the Influence of Strain Hardening on Equal Channel Angular Pressing Process. Comput. Mater. Sci. 2010, 48, 633–639. [Google Scholar] [CrossRef]
- Martynenko, N.S.; Bochvar, N.R.; Rybalchenko, O.V.; Bodyakova, A.I.; Morozov, M.M.; Leonova, N.P.; Yusupov, V.S.; Dobatkin, S.V. Effect of Rotary Swaging and Subsequent Aging on the Structure and Mechanical Properties of a Cu–0.5% Cr–0.08% Zr Alloy. Russ. Metall. 2022, 2022, 512–519. [Google Scholar] [CrossRef]
- Estrin, Y.; Martynenko, N.; Lukyanova, E.; Serebryany, V.; Gorshenkov, M.; Morozov, M.; Yusupov, V.; Dobatkin, S. Effect of Rotary Swaging on Microstructure, Texture, and Mechanical Properties of a Mg-Al-Zn Alloy. Adv. Eng. Mater. 2020, 22, 1900506. [Google Scholar] [CrossRef]
- Panov, D.; Kudryavtsev, E.; Naumov, S.; Klimenko, D.; Chernichenko, R.; Mirontsov, V.; Stepanov, N.; Zherebtsov, S.; Salishchev, G.; Pertcev, A. Gradient Microstructure and Texture Formation in a Metastable Austenitic Stainless Steel during Cold Rotary Swaging. Materials 2023, 16, 1706. [Google Scholar] [CrossRef]
- Droste, M.; Ullrich, C.; Motylenko, M.; Fleischer, M.; Weidner, A.; Freudenberger, J.; Rafaja, D.; Biermann, H. Fatigue Behavior of an Ultrafine-Grained Metastable CrMnNi Steel Tested under Total Strain Control. Int. J. Fatigue 2018, 106, 143–152. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, J.; Besnard, C.; Kunčická, L.; Kocich, R.; Korsunsky, A.M. In Situ Neutron Diffraction Investigation of Texture-Dependent Shape Memory Effect in a near Equiatomic NiTi Alloy. Acta Mater. 2021, 202, 135–148. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Effect of Activated Slip Systems on Dynamic Recrystallization during Rotary Swaging of Electro-Conductive Al-Cu Composites. Mater. Lett. 2022, 321, 10–13. [Google Scholar] [CrossRef]
- Rogachev, S.O.; Sundeev, R.V.; Andreev, V.A.; Andreev, N.V.; Tabachkova, N.Y.; Korotkova, N.O. The Microstructure and Conductivity of Copper–Aluminum Composites Prepared by Rotary Swaging. Phys. Met. Metallogr. 2022, 123, 1193–1200. [Google Scholar] [CrossRef]
- Giribaskar, S.; Gouthama; Prasad, R. Ultra-Fine Grained Al-SiC Metal Matrix Composite by Rotary Swaging Process. Mater. Sci. Forum 2011, 702–703, 320–323. [Google Scholar] [CrossRef]
- Tian, W.; Zhang, F.; Han, S.; Chen, X.; Gao, P.; Zheng, K. Analysis of Microstructure and Properties in Cold Rotary Swaged Copper-Clad Magnesium Wires. Metals 2023, 13, 467. [Google Scholar] [CrossRef]
- Chen, C.; Wang, W.; Guo, Z.; Sun, C.; Volinsky, A.A.; Paley, V. Annealing Effects on Microstructure and Mechanical Properties of Ultrafine-Grained Al Composites Reinforced with Nano-Al2O3by Rotary Swaging. J. Mater. Eng. Perform. 2018, 27, 1738–1745. [Google Scholar] [CrossRef]
- Seixas, M.R.; Bortolini, C.; Pereira, A.; Nakazato, R.Z.; Popat, K.C.; Alves Claro, A.P.R. Development of a New Quaternary Alloy Ti–25Ta–25Nb–3Sn for Biomedical Applications. Mater. Res. Express 2018, 5, 025402. [Google Scholar] [CrossRef]
- Chi, F.; Wießner, L.; Gröb, T.; Bruder, E.; Sawatzki, S.; Löwe, K.; Gassmann, J.; Müller, C.; Durst, K.; Gutfleisch, O.; et al. Towards Manufacturing of Nd-Fe-B Magnets by Continuous Rotary Swaging of Cast Alloy. J. Magn. Magn. Mater. 2019, 490, 165405. [Google Scholar] [CrossRef]
- Kataoka, K.; Matsuura, M.; Tezuka, N.; Sugimoto, S. Influence of Swaging on the Magnetic Properties of Zn-Bonded Sm-Fe-N Magnets. Mater. Trans. 2015, 56, 1698–1702. [Google Scholar] [CrossRef]
- Rogachev, S.O.; Andreev, V.A.; Gorshenkov, M.V.; Ten, D.V.; Kuznetsova, A.S.; Shcherbakov, A.B. Rotary Forging to Improve the Strength Properties of the Zr–2.5% Nb Alloy. Phys. Met. Metallogr. 2022, 123, 939–944. [Google Scholar] [CrossRef]
- Martynenko, N.; Rybalchenko, O.; Bodyakova, A.; Prosvirnin, D.; Rybalchenko, G.; Morozov, M.; Yusupov, V.; Dobatkin, S. Effect of Rotary Swaging on the Structure, Mechanical Characteristics and Aging Behavior of Cu-0.5%Cr-0.08%Zr Alloy. Materials 2022, 16, 105. [Google Scholar] [CrossRef]
- Martynenko, N.; Anisimova, N.; Kiselevskiy, M.; Tabachkova, N.; Temralieva, D.; Prosvirnin, D.; Terentiev, V.; Koltygin, A.; Belov, V.; Morosov, M.; et al. Structure, Mechanical Characteristics, Biodegradation, and in Vitro Cytotoxicity of Magnesium Alloy ZX11 Processed by Rotary Swaging. J. Magnes. Alloy. 2020, 8, 1038–1046. [Google Scholar] [CrossRef]
- Svoboda, J.; Kunčická, L.; Luptáková, N.; Weiser, A.; Dymáček, P. Fundamental Improvement of Creep Resistance of New-Generation Nano-Oxide Strengthened Alloys via Hot Rotary Swaging Consolidation. Materials 2020, 13, 5217. [Google Scholar] [CrossRef]
- Gnanasambandam, P.; Kumar, A.; Nandy, T.K. Effect of Yttrium Oxide Dispersion on the Microstructure and Properties of Tungsten Heavy Alloys. Def. Sci. J. 2018, 68, 406. [Google Scholar] [CrossRef]
- Hupalo, M.F.; Padilha, A.F.; Sandim, H.R.Z.; Kliauga, A.M. Cold Swaging, Recovery and Recrystallization of Oligocrystalline INCOLOY MA 956-Part I: Deformed State. ISIJ Int. 2004, 44, 1894–1901. [Google Scholar] [CrossRef]
- Mateus, R.; Carvalho, P.A.; Nunes, D.; Alves, L.C.; Franco, N.; Correia, J.B.; Alves, E. Microstructural Characterization of the ODS Eurofer 97 EU-Batch. Fusion Eng. Des. 2011, 86, 2386–2389. [Google Scholar] [CrossRef]
- Russell, A.; Lee, K.L. Structure-Property Relations in Nonferrous Metals, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; ISBN 978-0-471-64952-6. [Google Scholar]
- Miyoshi, H.; Kimizuka, H.; Ishii, A.; Ogata, S. Competing Nucleation of Single- and Double-Layer Guinier–Preston Zones in Al–Cu Alloys. Sci. Rep. 2021, 11, 4503. [Google Scholar] [CrossRef] [PubMed]
- Kashyap, K.T.; Koppad, P.G. Small-Angle Scattering from GP Zones in Al-Cu Alloy. Bull. Mater. Sci. 2011, 34, 1455–1458. [Google Scholar] [CrossRef]
- Fukamachi, K. Detailed Relationship between the Microstructure and Properties of Age-Hardened Cu–4 At% Ti Alloy. Mater. Today Commun. 2023, 34, 105202. [Google Scholar] [CrossRef]
- Lomakin, I.; Nigmatullina, A.; Sauvage, X. Mechanism of Large Strain Accommodation Assisted by Shear Localization in a Precipitation-Hardened Cu–Be Alloy. Mater. Sci. Eng. A 2021, 823, 141760. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhang, X.; Cai, P.; Li, P.; Cao, F.; Gao, F.; Liang, S. Precipitation Behavior and Microstructural Evolution during Thermo-Mechanical Processing of Precipitation Hardened Cu-Hf Based Alloys. Acta Mater. 2023, 245, 118659. [Google Scholar] [CrossRef]
- Carneiro, Í.; Monteiro, B.; Ribeiro, B.; Fernandes, J.V.; Simões, S. Production and Characterization of Cu/CNT Nanocomposites. Appl. Sci. 2023, 13, 3378. [Google Scholar] [CrossRef]
- Moustafa, S.; Abdel-Hamid, Z.; Abd-Elhay, A. Copper Matrix SiC and Al2O3 Particulate Composites by Powder Metallurgy Technique. Mater. Lett. 2002, 53, 244–249. [Google Scholar] [CrossRef]
- Marzun, G.; Bönnemann, H.; Lehmann, C.; Spliethoff, B.; Weidenthaler, C.; Barcikowski, S. Role of Dissolved and Molecular Oxygen on Cu and PtCu Alloy Particle Structure during Laser Ablation Synthesis in Liquids. ChemPhysChem 2017, 18, 1175–1184. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Kumar, M.S.; Yang, C.-H. Enhanced Nano-Level Mechanical Responses on Additively Manufactured Cu-Cr-Zr Copper Alloy Containing Cu2O Nano Precipitates. J. Alloys Compd. 2023, 930, 167425. [Google Scholar] [CrossRef]
- Rajkovic, V.; Bozic, D.; Jovanovic, M.T. Properties of Copper Matrix Reinforced with Various Size and Amount of Al2O3 Particles. J. Mater. Process. Technol. 2008, 200, 106–114. [Google Scholar] [CrossRef]
- Feng, J.; Song, K.; Liang, S.; Guo, X.; Li, S. Mechanical Properties and Electrical Conductivity of Oriented-SiC-Whisker-Reinforced Al2O3/Cu Composites. J. Mater. Res. Technol. 2022, 20, 1470–1480. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L. Optimizing Structure and Properties of Al/Cu Laminated Conductors via Severe Shear Strain. J. Alloys Compd. 2023, 953, 170124. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Optimizing Electric Conductivity of Innovative Al-Cu Laminated Composites via Thermomechanical Treatment. Mater. Des. 2022, 215, 110441. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hetherly, M.; Rollett, A.; Rohrer, G.S. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Oxford, UK, 2004; ISBN 008-044164-5. [Google Scholar]
- Freudenberger, M.; Vernes, A.; Fotiu, P.A. An Analytical Model of Brinell Hardness for Power-Law Hardening Materials. Results Eng. 2023, 18, 101056. [Google Scholar] [CrossRef]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, R.D. Thermo-Mechanical Processing of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2007; ISBN 9780080444970. [Google Scholar]
- Canelo-Yubero, D.; Kocich, R.; Hervoches, C.; Strunz, P.; Kunčická, L.; Krátká, L. Neutron Diffraction Study of Residual Stresses in a W–Ni–Co Heavy Alloy Processed by Rotary Swaging at Room and High Temperatures. Met. Mater. Int. 2021, 28, 919–930. [Google Scholar] [CrossRef]
- Langdon, T.G. Grain Boundary Sliding Revisited: Developments in Sliding over Four Decades. J. Mater. Sci. 2006, 41, 597–609. [Google Scholar] [CrossRef]
- Sharififar, M.; Akbari Mousavi, S.A.A. Tensile Deformation and Fracture Behavior of CuZn5 Brass Alloy at High Temperature. Mater. Sci. Eng. A 2014, 594, 118–124. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Sample | Applied Compression Test Conditions | ||
|---|---|---|---|---|
| Temperature (°C) | Strain Rate Range (s−1) | True Strain (-) | ||
| CP Cu | CRS | 20 | 0.1–1–10 | 1.0 |
| Cu + Al2O3 | CRS | 20 | 0.1–1–10 | 1.0 |
| Cu + Al2O3 | HRS | 20 | 0.1–1–10 | 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kocich, R.; Opěla, P.; Marek, M. Influence of Structure Development on Performance of Copper Composites Processed via Intensive Plastic Deformation. Materials 2023, 16, 4780. https://doi.org/10.3390/ma16134780
Kocich R, Opěla P, Marek M. Influence of Structure Development on Performance of Copper Composites Processed via Intensive Plastic Deformation. Materials. 2023; 16(13):4780. https://doi.org/10.3390/ma16134780
Chicago/Turabian StyleKocich, Radim, Petr Opěla, and Martin Marek. 2023. "Influence of Structure Development on Performance of Copper Composites Processed via Intensive Plastic Deformation" Materials 16, no. 13: 4780. https://doi.org/10.3390/ma16134780
APA StyleKocich, R., Opěla, P., & Marek, M. (2023). Influence of Structure Development on Performance of Copper Composites Processed via Intensive Plastic Deformation. Materials, 16(13), 4780. https://doi.org/10.3390/ma16134780