
Analysis and Optimization of the Milling Performance of an Industry-Scale VSM via Numerical Simulations


Abstract
:1. Introduction
2. Numerical Model Description
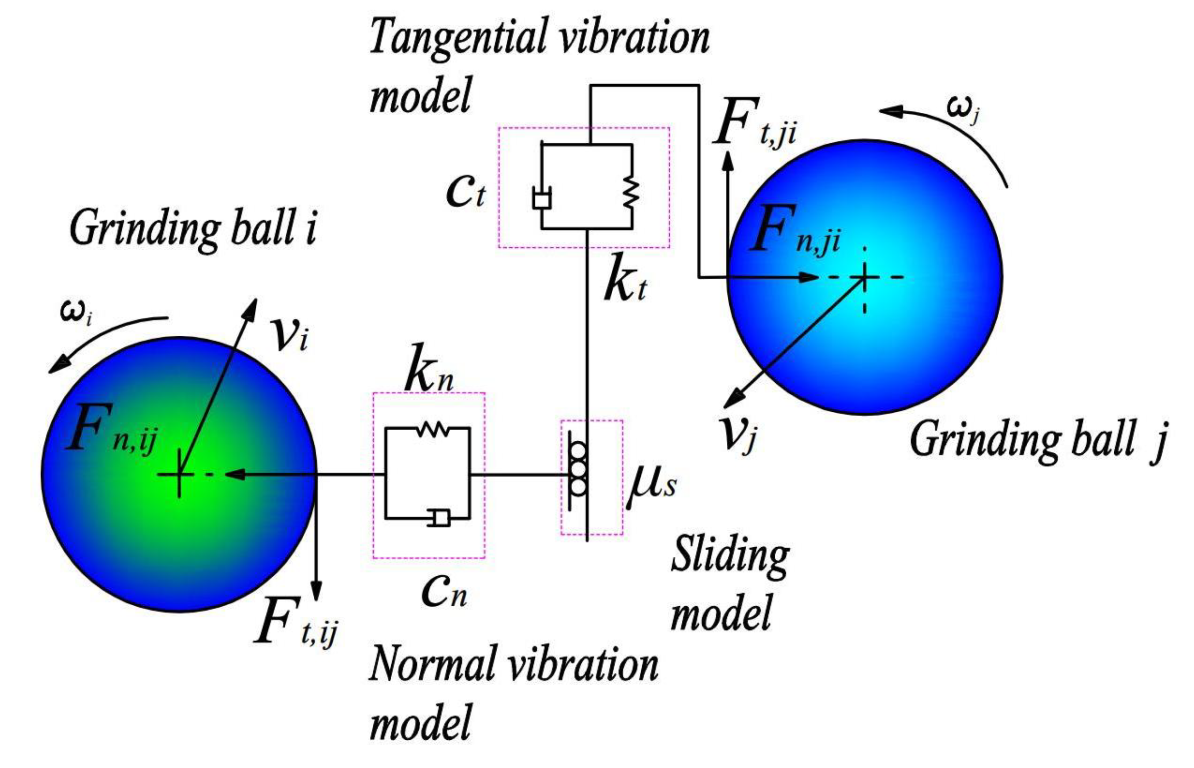
2.1. Governing Equations
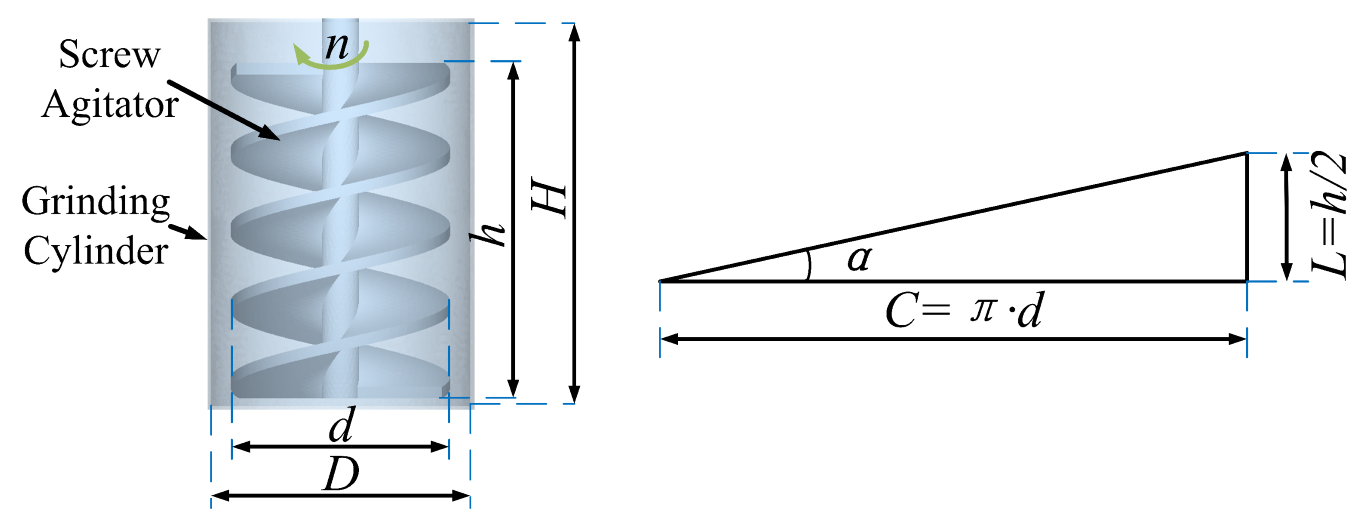
2.2. Geometry Model
2.3. Simulation Conditions
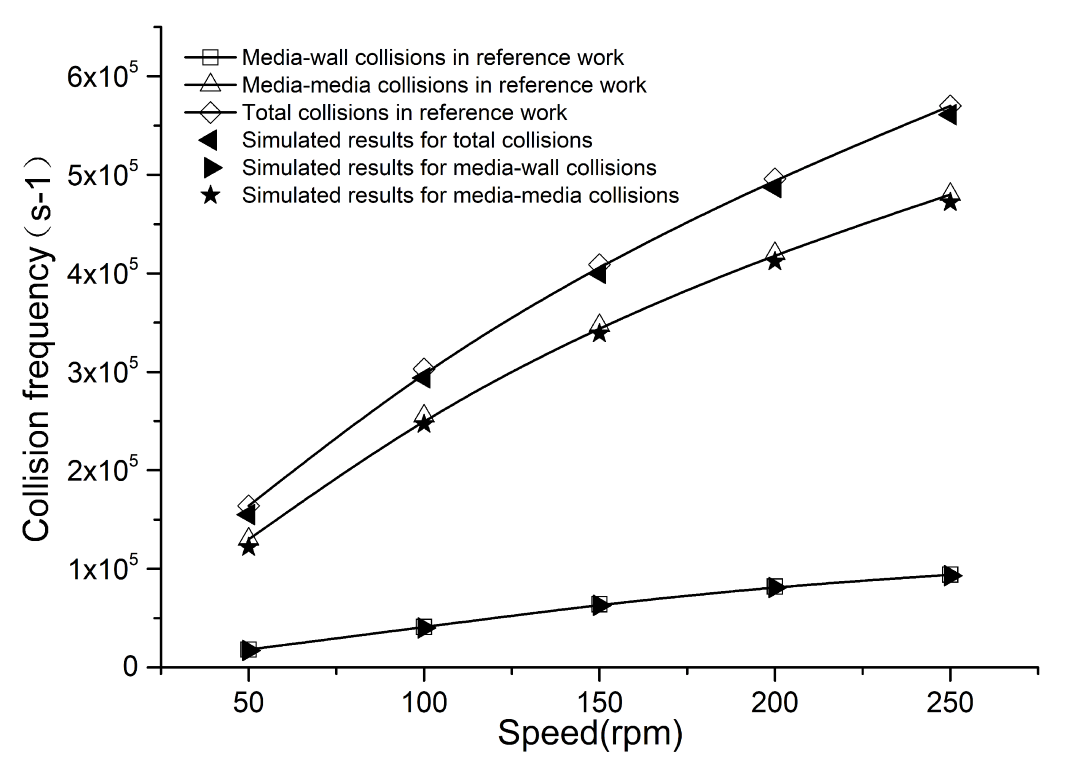
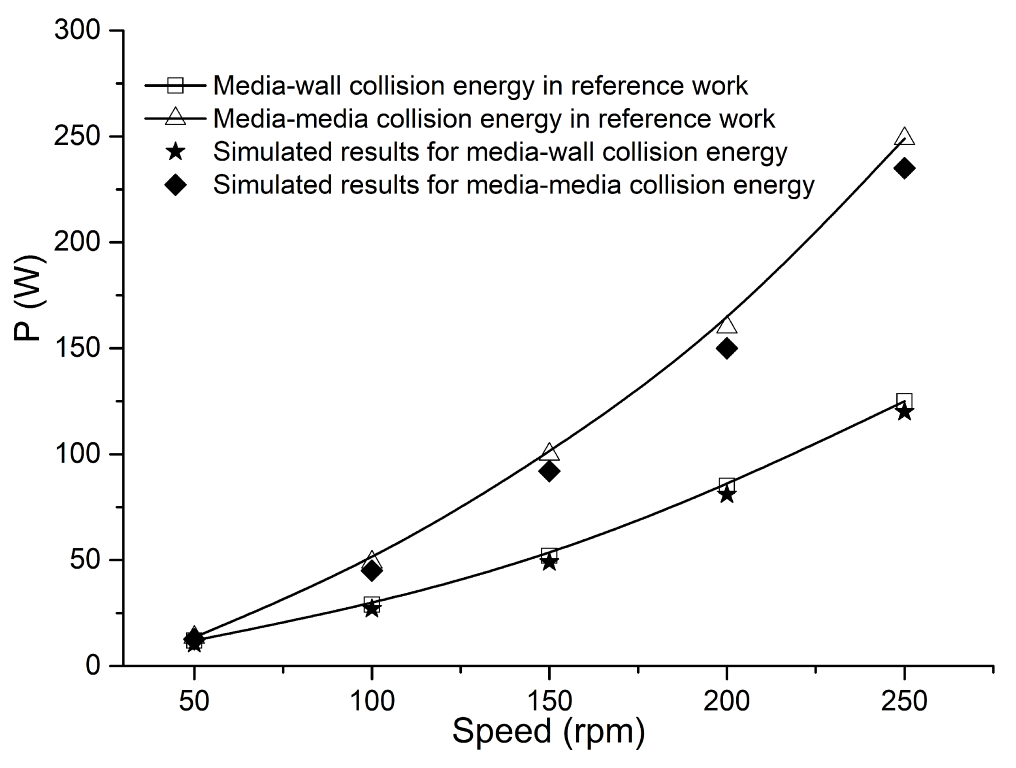
2.4. Model Verification
3. Evaluation Indicators and Optimization Method
3.1. Collision Performance Indicators
- (1)
- The tangential and normal collision forces are defined aswhere F is average collision force and the , , are, respectively, average collision force between 15 mm media, 15 mm and 22 mm media, 22 mm media.
- (2)
- Due to the saving time interval , the collision frequency is defined aswhere is the total number of collisions of media in , , , are number of collisions between 15 mm media, 15 mm and 22 mm media, and 22 mm media, respectively. is average total number of collisions, is number of nodes saved per data, f is collision frequency [22].
- (3)
- The power is defined aswhere is average torque at different moments; is stirrer torque at each moment; is the number of nodes per data saving; P is stirrer power; n is stirrer speed; 9550 is a constant on the relationship between power, rotary speed, and torque [34].
- (4)
- The collision energy is defined aswhere is the total collision energy loss of dielectric sphere in , , , are collision energy loss between 15 mm media, 15 mm and 22 mm media, 22 mm media, respectively. is average total collision energy loss, is number of nodes saved per data, E is collision energy loss per unit time.
- (5)
- The energy conversion rate is defined aswhere R is the energy conversion rate, E is the total collision energy of the grinding media within the unit, and P is the power applied to the stirrer.
3.2. Response Surface Methodology Prediction Model
4. Results and Discussions
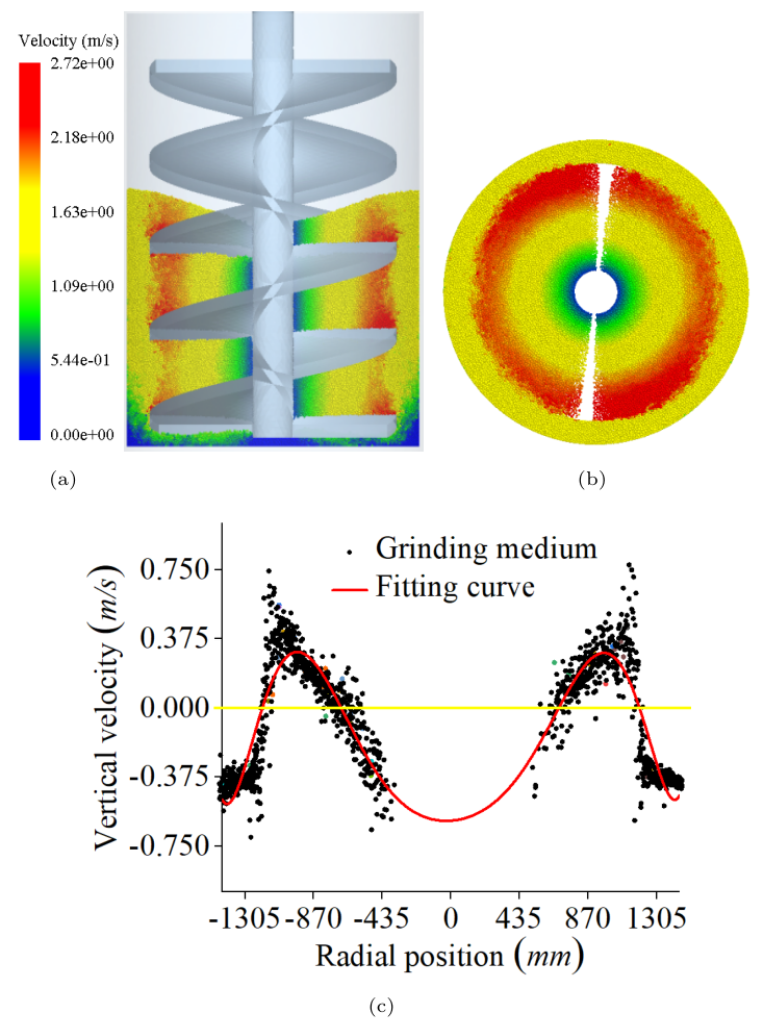
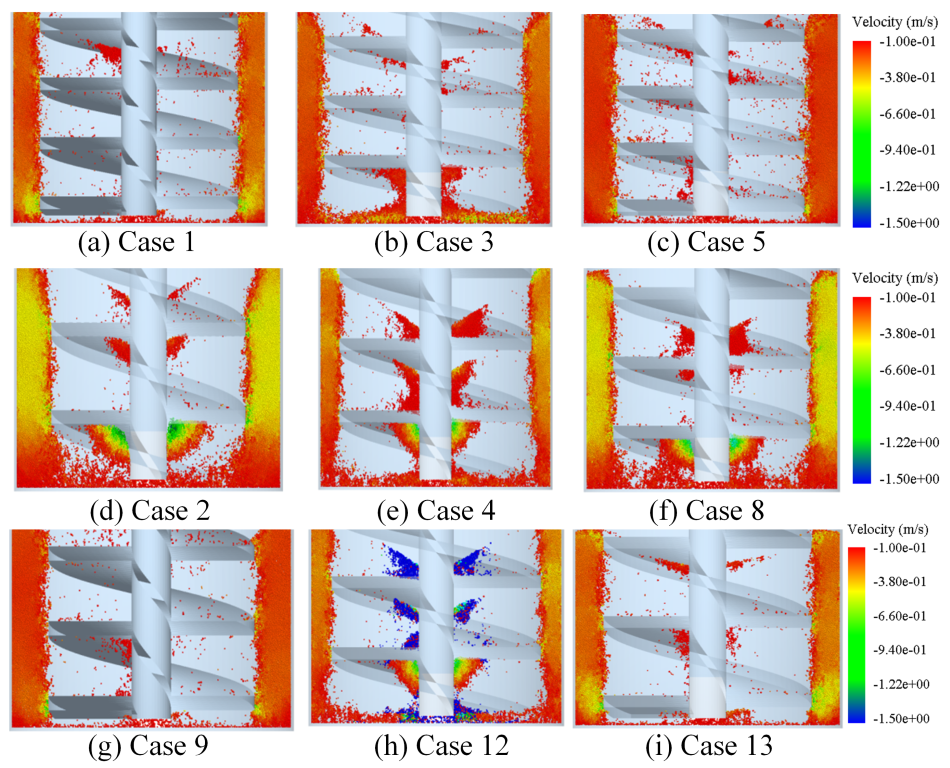
4.1. Media Motion Analysis
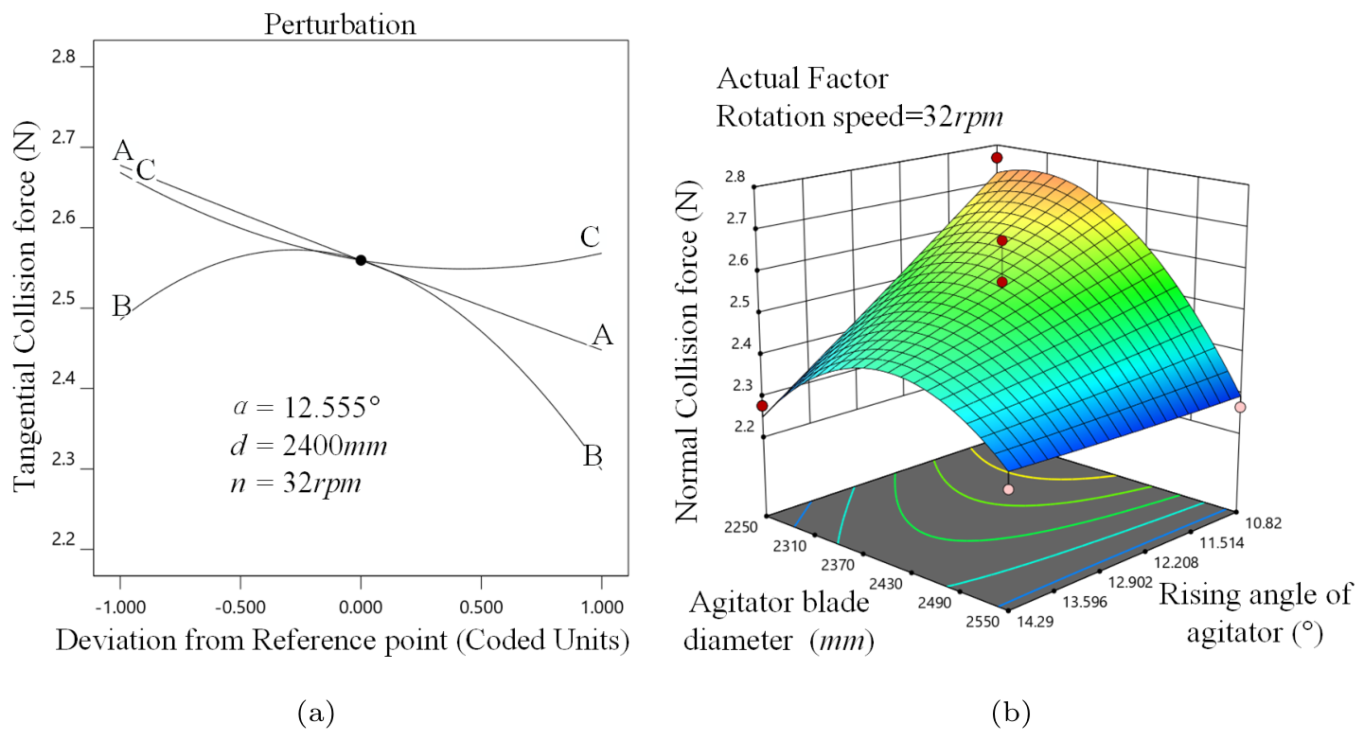
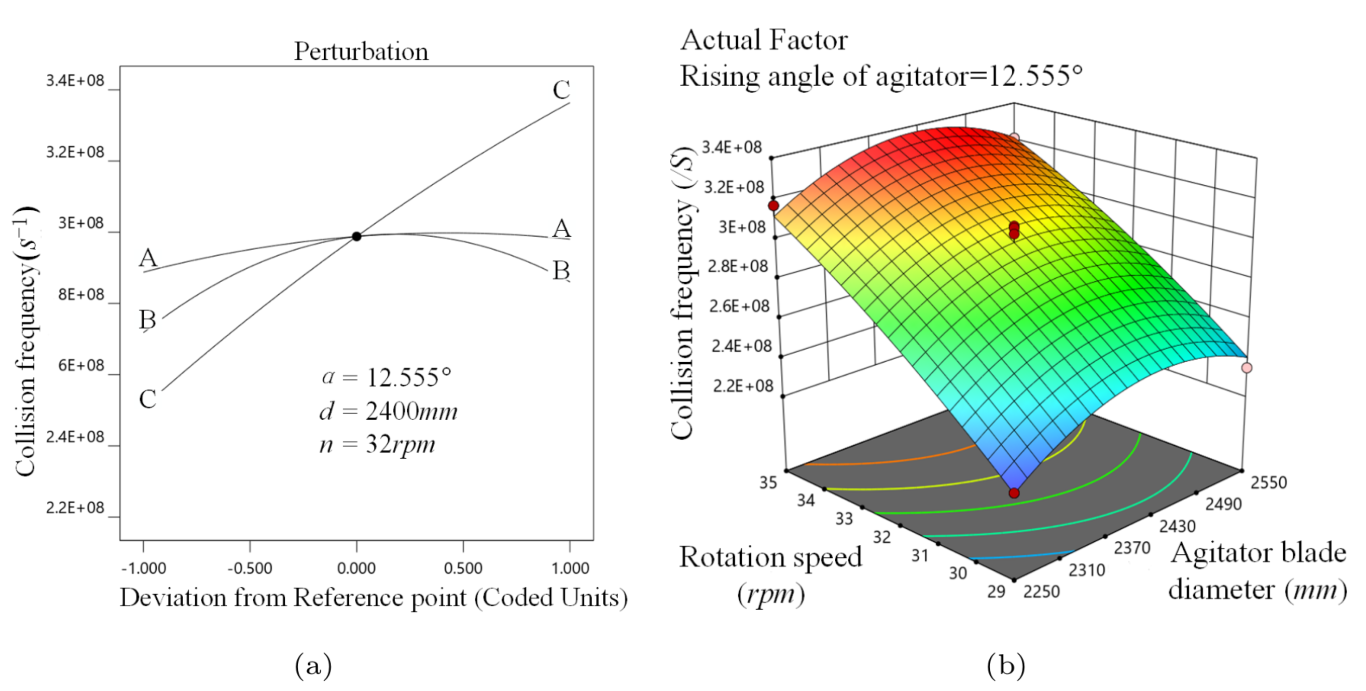
4.2. Collision Characteristics Analysis
4.3. Multi-Objective Optimization
4.3.1. Prediction Model Establishment
4.3.2. Desirability Function Approach
4.3.3. Design Optimization Results
5. Conclusions
- (1)
- For a large-scale dry vertical stirred mill, an eddy current phenomenon has been discovered, which is the vortex media near the stirring shaft. It is found that the number of vortex media grows with or d but decreases with n. This is not emphasized in previous investigations.
- (2)
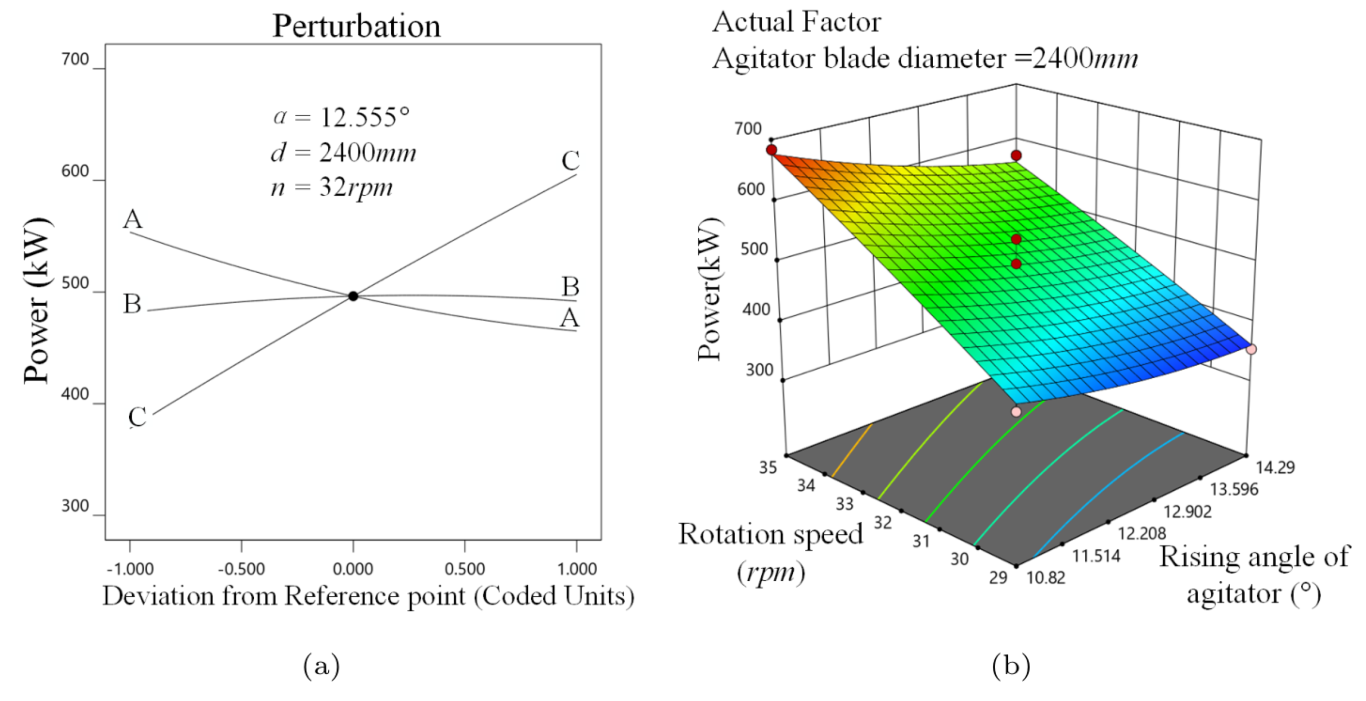
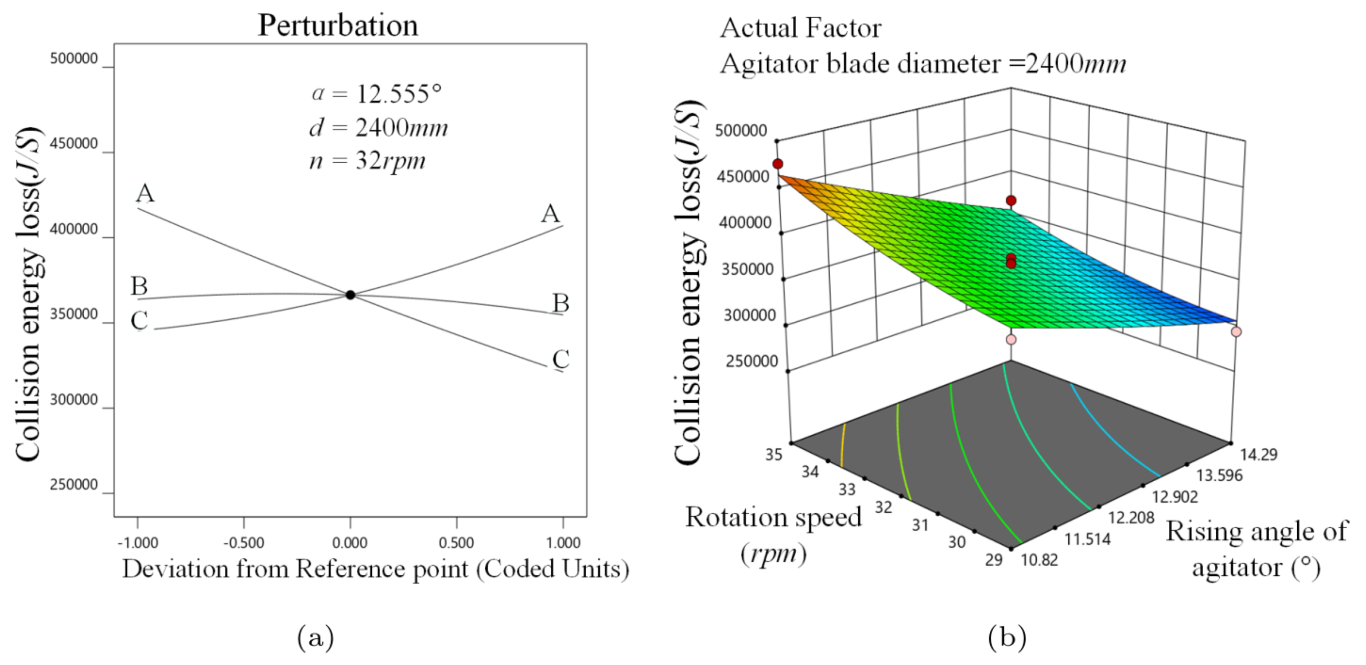
- A drop in or an increase in d will result in an increase in P (power consumption). Then, (normal collision force) lowers as n grows. As d grows, f (collision frequency) rises and then falls. In addition, E (collision energy) diminishes when or d rises.
- (3)
- The rotating speed (n) of the stirrer has great importance for the VSM performance. When the mill is running at a low speed, the effect of d on f will be dominant. In addition, when the mill is running speedily, R (energy conversion rate) is less affected by the agitator structure.
- (4)
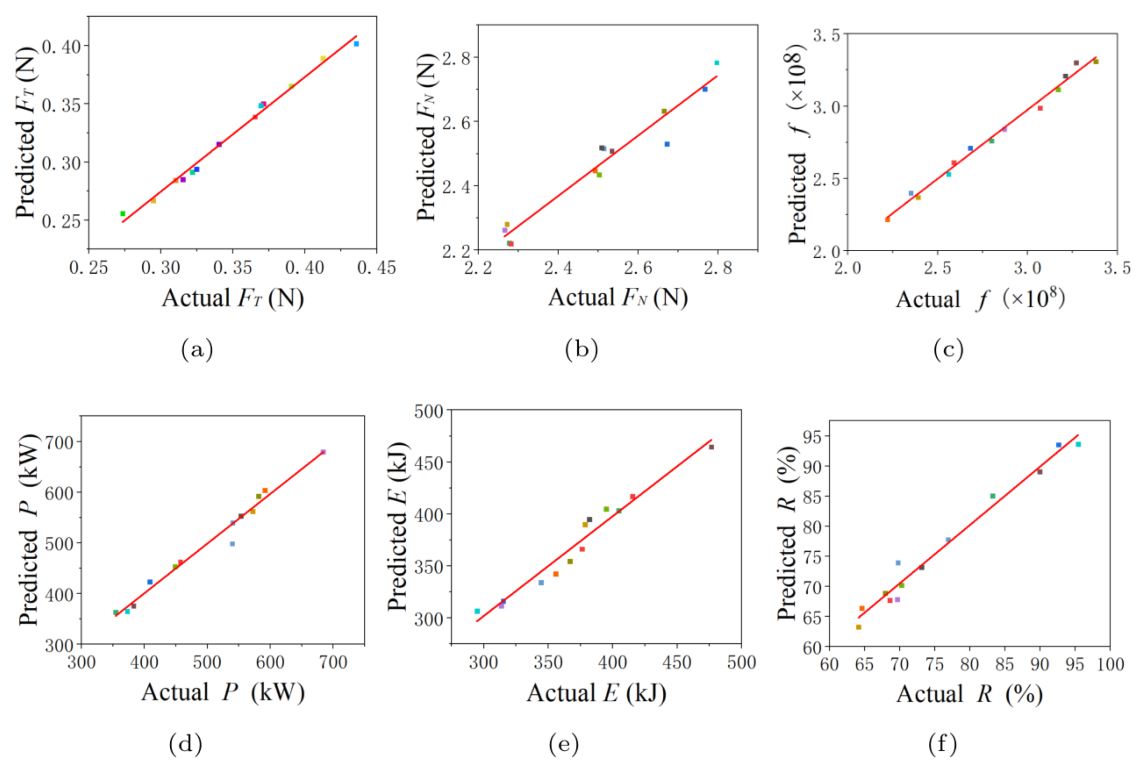
- A prediction model of the media collision performance is established, and it is in good agreement with the computational results. On this basis, the important parameters are optimized, resulting in the increase of R and E values by 20.7% and 9.53%, respectively, and the decrease of P value by 8.09%. Additionally, the collision intensity and collision frequency were also enhanced.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| stirrer helix angle | ||
| d | stirrer diameter | mm |
| n | rotating speed | rpm |
| tangential collision force | N | |
| normal collision force | N | |
| f | collision frequency | s |
| P | stirrer power | kW |
| E | collision energy | J/S |
| R | energy conversion rate | − |
| average collision force between 15 mm media | N | |
| average collision force between 15 mm and 22 mm media | N | |
| average collision force between 22 mm media | N | |
| saving time interval | s | |
| total number of collisions of media | 1 | |
| number of collisions between 15 mm media | 1 | |
| number of collisions between 15 mm and 22 mm media | 1 | |
| number of collisions between 22 mm media | 1 | |
| average total number of collisions | 1 | |
| number of nodes | 1 | |
| average torque at different moments | N m | |
| stirrer torque | N m | |
| number of nodes | N m | |
| total collision energy loss | J | |
| collision energy loss between 15 mm media | J | |
| collision energy loss between 15 mm and 22 mm media | J | |
| collision energy loss between 22 mm media | J | |
| average total collision energy loss | J | |
| m | mass | kg |
| v | velocity | m/s |
| w | angular velocity | rad/s |
| I | rotational inertia | kg m |
| normal forces between balls i and j | N | |
| tangential forces between balls i and j | N | |
| g | gravity acceleration | m s |
| radius of ball i | m | |
| t | time | s |
| normal overlap of the two balls | m | |
| tangential overlap of the two balls | m | |
| normal velocities between the two balls | m/s | |
| tangential velocities between the two balls | m/s | |
| static friction coefficient | − | |
| equivalent elastic modulus | Pa | |
| equivalent contact radius | m | |
| equivalent shear modulus | Pa | |
| equivalent mass of the two balls | kg | |
| Young’s modulus | Pa | |
| mass | kg | |
| Poisson’s ratio of balls | − | |
| H | cylinder height | mm |
| h | screw agitator height | mm |
| D | cylinder diameter | mm |
References
- Patel, C.M.; Chakraborty, M.; Murthy, Z.V.P. Fast and scalable preparation of starch nanoparticles by stirred media milling. Adv. Powder Technol. 2016, 27, 1287–1294. [Google Scholar] [CrossRef]
- Jankovic, A. Media stress intensity analysis for vertical stirred mills. Miner. Eng. 2001, 14, 1177–1186. [Google Scholar] [CrossRef]
- Altun, O.; Prziwara, P.; Breitung-Faes, S.; Kwade, A. Impacts of process and design conditions of dry stirred milling on the shape of product size distribution. Miner. Eng. 2021, 163, 106806. [Google Scholar] [CrossRef]
- Li, A.; Jia, F.; Shen, S.; Han, Y.; Chen, P.; Wang, Y.; Zhang, J.; Feng, W.; Fei, J.; Hao, X. Numerical simulation approach for predicting rice milling performance under different convex rib helix angle based on discrete element method. Innov. Food Sci. Emerg. Technol. 2023, 83, 103257. [Google Scholar] [CrossRef]
- Riley, M.; Pinkney, S.; Blackburn, S.; Rowson, N.A. Spatial distributions of media kinetic energy as measured by positron emission particle tracking in a vertically stirred media mill. Miner. Eng. 2016, 98, 177–186. [Google Scholar] [CrossRef]
- Mucsi, G. A review on mechanical activation and mechanical alloying in stirred media mill. Chem. Eng. Res. Des. 2019, 148, 460–474. [Google Scholar] [CrossRef]
- Liu, K.; Gao, H.; Hu, G. Experimental studies on the flow pattern regimes of particles-liquid mixtures in an inner circulation vertical mill. Chem. Eng. Res. Des. 2023, 189, 87–97. [Google Scholar] [CrossRef]
- Santosh, T.; Eswaraiah, C.; Soni, R.K.; Kumar, S. Size reduction performance evaluation of HPGR/ball mill and HPGR/stirred mill for PGE bearing chromite ore. Adv. Powder Technol. 2023, 34, 103907. [Google Scholar] [CrossRef]
- Celep, O.; Yazici, E.Y. Ultra fine grinding of silver plant tailings of refractory ore using vertical stirred media mill. Trans. Nonferrous Met. Soc. China 2013, 11, 3412–3420. [Google Scholar] [CrossRef]
- Bor, A.; Jargalsaikhan, B.; Lee, J.; Choi, H. Surface coating copper powder with carbon nanotubes using traditional and stirred ball mills under various experimental conditions. Particuology 2018, 40, 177–182. [Google Scholar] [CrossRef]
- Pilevneli, C.C.; Kızgut, S.; Toroğlu, İ.; Çuhadaroğlu, D.; Yiğit, E. Open and closed circuit dry grinding of cement mill rejects in a pilot scale vertical stirred mill. Powder Technol. 2004, 2, 165–174. [Google Scholar] [CrossRef]
- Patino, F.; Talan, D.; Huang, Q. Optimization of operating conditions on ultra-fine coal grinding through kinetic stirred milling and numerical modeling. Powder Technol. 2022, 403, 117394. [Google Scholar] [CrossRef]
- Altun, O.; Benzer, H.; Karahan, E.; Zencirci, S.; Toprak, A. The impacts of dry stirred milling application on quality and production rate of the cement grinding circuits. Miner. Eng. 2020, 155, 106478. [Google Scholar] [CrossRef]
- Altun, O.; Darılmaz, Ö.; Karahan, E.; Sert, T.; Altun, D.; Toprak, A.; Hür, A. Understanding HIGMill operation at copper regrind application; operating parameters, wear and mineral liberation. Miner. Eng. 2023, 191, 107964. [Google Scholar] [CrossRef]
- Esteves, P.M.; Mazzinghy, D.B.; Hilden, M.M.; Yahyaei, M.; Powell, M.S.; Galéry, R. An alternative strategy to compensate for screw wear in gravity induced stirred mills. Powder Technol. 2021, 379, 384–392. [Google Scholar] [CrossRef]
- Esteves, P.M.; Mazzinghy, D.B.; Galéry, R.; Machado, L.C. Industrial Vertical Stirred Mills Screw Liner Wear Profile Compared to Discrete Element Method Simulations. Minerals 2021, 11, 397. [Google Scholar] [CrossRef]
- Prziwara, P.; Breitung-Faes, S.; Kwade, A. Impact of the powder flow behavior on continuous fine grinding in dry operated stirred media mills. Miner. Eng. 2018, 128, 215–223. [Google Scholar] [CrossRef]
- Prziwara, P.; Hamilton, L.D.; Breitung-Faes, S.; Kwade, A. Impact of grinding aids and process parameters on dry stirred media milling. Powder Technol. 2018, 335, 114–123. [Google Scholar] [CrossRef]
- Taylor, L.; Skuse, D.; Blackburn, S.; Greenwood, R. Stirred media mills in the mining industry: Material grindability, energy-size relationships, and operating conditions. Powder Technol. 2020, 369, 1–16. [Google Scholar] [CrossRef]
- Akkaya, B.; Toroğlu, İ.; Bilen, M. Studying the effect of different operation parameters on the grinding energy efficiency in laboratory stirred mill. Adv. Powder Technol. 2020, 11, 4517–4525. [Google Scholar] [CrossRef]
- Rhymer, D.; Ingram, A.; Sadler, K.; Windows-Yule, C.R.K. A discrete element method investigation within vertical stirred milling: Changing the grinding media restitution and sliding friction coefficients. Powder Technol. 2022, 410, 117825. [Google Scholar] [CrossRef]
- Daraio, D.; Villoria, J.; Ingram, A.; Alexiadis, A.; Stitt, E.H.; Marigo, M. Investigating grinding media dynamics inside a vertical stirred mill using the discrete element method: Effect of impeller arm length. Powder Technol. 2020, 364, 1049–1061. [Google Scholar] [CrossRef]
- Oliveira, A.L.R.; Rodriguez, V.A.; de Carvalho, R.M.; Powell, M.S.; Tavares, L.M. Mechanistic modeling and simulation of a batch vertical stirred mill. Miner. Eng. 2020, 156, 106487. [Google Scholar] [CrossRef]
- Rocha, D.; Spiller, E.; Taylor, P.; Miller, H. Predicting the product particle size distribution from a laboratory vertical stirred mill. Miner. Eng. 2018, 129, 85–92. [Google Scholar] [CrossRef]
- Hasan, M.; Palaniandy, S.; Hilden, M.; Powell, M. Calculating breakage parameters of a batch vertical stirred mill. Miner. Eng. 2017, 111, 229–237. [Google Scholar] [CrossRef]
- Ford, E.; Naude, N. Investigating the effect on power draw and grinding performance when adding a shell liner to a vertical fluidised stirred media mill. Miner. Eng. 2021, 160, 106698. [Google Scholar] [CrossRef]
- de Oliveira, A.L.R.; Carvalho, d.R.M.; Tavares, L.M. Predicting the effect of operating and design variables in grinding in a vertical stirred mill using a mechanistic mill model. Powder Technol. 2021, 387, 560–574. [Google Scholar] [CrossRef]
- Sterling, D.; Breitung-Faes, S.; Kwade, A. Experimental evaluation of the energy transfer within wet operated stirred media mills. Powder Technol. 2023, 425, 118579. [Google Scholar] [CrossRef]
- Zeng, Y.; Mao, B.; Li, A.; Han, Y.; Jia, F. DEM investigation of particle flow in a vertical rice mill: Influence of particle shape and rotation speed. Powder Technol. 2022, 399, 117105. [Google Scholar] [CrossRef]
- Benmebarek, M.A.; Rad, M.M. Effect of Rolling Resistance Model Parameters on 3D DEM Modeling of Coarse Sand Direct Shear Test. Materials 2023, 5, 2077. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, Y.; Jin, J.; Li, Y.; Gao, P. High-efficiency and energy-conservation grinding technology using a special ceramic-medium stirred mill: A pilot-scale study. Powder Technol. 2022, 396, 354–365. [Google Scholar] [CrossRef]
- Chen, F.Y.; Xia, Y.D.; Klinger, J.; Chen, Q.S. Hopper discharge flow dynamics of milled pine and prediction of process upsets using the discrete element method. Powder Technol. 2023, 415, 118165. [Google Scholar] [CrossRef]
- Kushimoto, K.; Suzuki, K.; Ishihara, S.; Soda, R.; Ozaki, K.; Kano, J. Analysis of the particle collision behavior in spiral jet milling. Adv. Powder Technol. 2023, 5, 103993. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, G.; Xue, D.; Cui, D. Simulation and optimization of crushing chamber of gyratory crusher based on the DEM and GA. Powder Technol. 2021, 384, 36–50. [Google Scholar] [CrossRef]
- Liu, C.; Chen, Z.; Xie, Q. Analysis and Optimization of Grinding Perform of Vertical Roller Mill Based on Experimental Method. Minerals 2022, 12, 133. [Google Scholar] [CrossRef]
- Hasanzadeh, R.; Mojaver, P.; Azdast, T.; Khalilarya, S.; Chitsaz, A. Developing gasification process of polyethylene waste by utilization of response surface methodology as a machine learning technique and multi-objective optimizer approach. Int. J. Hydrogen Energy 2023, 15, 5873–5886. [Google Scholar] [CrossRef]
- Celep, O.; Aslan, N.; Alp, İ.; Taşdemir, G. Optimization of some parameters of stirred mill for ultra-fine grinding of refractory Au/Ag ores. Powder Technol. 2011, 1, 121–127. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | H (mm) | h (mm) | D (mm) | d (mm) | |
|---|---|---|---|---|---|
| Value | 4300 | 3650 | 2900 | 2400 | 13.61 |
| Parameters | Value |
|---|---|
| Corundum (kg/m) | 3900 |
| Steel (kg/m) | 7850 |
| Corundum (10 Pa) | 0.1 |
| Steel (10 Pa) | 80 |
| Corundum | 0.25 |
| Steel | 0.25 |
| Media—media restitution coefficient | 0.3 |
| Media—cylinder wall restitution coefficient | 0.3 |
| Media—screw agitator wall restitution coefficient | 0.3 |
| Media—media sliding friction | 0.15 |
| Media—cylinder wall sliding friction | 0.21 |
| Media—screw agitator wall sliding friction | 0.21 |
| Media—media rolling friction | 0.01 |
| Media—cylinder wall rolling friction | 0.01 |
| Media—screw agitator wall rolling friction | 0.01 |
| Total mass of media (kg) | 35,500 |
| Media gradation | M (15 mm): M (22 mm) = 1:1 |
| Stirrer speed (rpm) | 32 |
| Recorded simulation time (s) | 15 |
| Parameters | Code | Lower () | Mean (0) | Upper (1) |
|---|---|---|---|---|
| Helix angle () | 10.82 | 12.55 | 14.29 | |
| Diameter (mm) | d | 2250 | 2400 | 2550 |
| Rotation Speed (rpm) | n | 29 | 32 | 35 |
| d (mm) | n (rpm) | (N) | (N) | f | P (kW) | E (J/S) | R (%) | ||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 10.82 | 2250 | 32 | 0.3402 | 2.7669 | 2.59 | 540.1 | 415,253 | 76.879 |
| 2 | 14.29 | 2250 | 32 | 0.3153 | 2.2773 | 2.68 | 448.5 | 315,026 | 70.240 |
| 3 | 10.82 | 2550 | 32 | 0.3711 | 2.2654 | 2.80 | 553.4 | 404,609 | 73.119 |
| 4 | 14.29 | 2550 | 32 | 0.3654 | 2.2714 | 2.87 | 457.1 | 313,584 | 68.597 |
| 5 | 10.82 | 2400 | 29 | 0.3103 | 2.7964 | 2.39 | 408.6 | 378,475 | 92.634 |
| 6 | 14.29 | 2400 | 29 | 0.2948 | 2.5339 | 2.57 | 354.1 | 294,730 | 83.236 |
| 7 | 10.82 | 2400 | 35 | 0.4126 | 2.6651 | 3.27 | 684.0 | 476,407 | 69.648 |
| 8 | 14.29 | 2400 | 35 | 0.3905 | 2.4917 | 3.30 | 572.0 | 366,845 | 64.134 |
| 9 | 12.555 | 2250 | 29 | 0.2734 | 2.5135 | 2.22 | 372.7 | 355,619 | 95.407 |
| 10 | 12.555 | 2550 | 29 | 0.3218 | 2.5026 | 2.35 | 382.7 | 344,188 | 89.927 |
| 11 | 12.555 | 2250 | 35 | 0.3694 | 2.5081 | 3.17 | 581.1 | 394,816 | 67.948 |
| 12 | 12.555 | 2550 | 35 | 0.4356 | 2.2811 | 3.21 | 591.4 | 381,853 | 64.572 |
| 13 | 12.555 | 2400 | 32 | 0.3248 | 2.6723 | 3.07 | 539.4 | 376,164 | 69.740 |
| 14 | 12.555 | 2400 | 32 | 0.3046 | 2.4762 | 3.06 | 498.4 | 370,475 | 74.328 |
| 15 | 12.555 | 2400 | 32 | 0.3226 | 2.5742 | 3.03 | 495.6 | 369,502 | 74.551 |
| 16 | 12.555 | 2400 | 32 | 0.3124 | 2.5252 | 2.89 | 485.6 | 359,096 | 73.943 |
| 17 | 12.555 | 2400 | 32 | 0.3326 | 2.5497 | 2.89 | 462.5 | 356,845 | 77.151 |
| Source | Sum of Squares | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 9 | 0.0033 | 35.7355 | <0.0001 | |
| 1 | 0.0006 | 6.2963 | 0.0404 | ||
| d | 0.02 | 1 | 0.0048 | 51.8628 | 0.0002 |
| n | 1 | 0.0208 | 225.1829 | <0.0001 | |
| 1 | 0.0001 | 0.9989 | 0.3509 | ||
| 1 | 0.0000 | 0.1170 | 0.7424 | ||
| 1 | 0.0001 | 0.8634 | 0.3837 | ||
| 1 | 0.0010 | 10.7008 | 0.0137 | ||
| 1 | 0.0007 | 8.0941 | 0.0249 | ||
| 1 | 0.0013 | 13.7379 | 0.0076 | ||
| Residual | 7 | 0.0001 | |||
| Lack of Fit | 3 | 0.0001 | 0.4578 | 0.7265 | |
| Pure Error | 0.03 | 4 | 0.0001 | ||
| Cor Total | 16 | ||||
| Adjusted | Predicted | Adequate precision | |||
| 0.9786 | 0.9513 | 0.8881 | 20.474 |
| Source | Sum of Squares | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 0.3995 | 9 | 0.0444 | 10.0783 | 0.0030 |
| 0.1057 | 1 | 0.1057 | 24.0020 | 0.0018 | |
| d | 0.0696 | 1 | 0.0696 | 15.8118 | 0.0053 |
| n | 0.0201 | 1 | 0.0201 | 4.5749 | 0.0697 |
| 0.0614 | 1 | 0.0614 | 13.9394 | 0.0073 | |
| 0.0020 | 1 | 0.0020 | 0.4505 | 0.5236 | |
| 0.0118 | 1 | 0.0118 | 2.6766 | 0.1458 | |
| 0.0000 | 1 | 0.0000 | 0.0100 | 0.9232 | |
| 0.1181 | 1 | 0.1181 | 26.8249 | 0.0013 | |
| 0.0147 | 1 | 0.0147 | 3.3315 | 0.1107 | |
| Residual | 0.0308 | 7 | 0.0044 | ||
| Lack of Fit | 0.0097 | 3 | 0.0032 | 0.6092 | 0.6436 |
| Pure Error | 0.0212 | 4 | 0.0053 | ||
| Cor Total | 0.4303 | 16 | |||
| Adjusted | Predicted | Adequate precision | |||
| 0.9283 | 0.8362 | 0.7636 | 10.9921 |
| Source | Sum of Squares | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 9 | 30.0317 | <0.0001 | ||
| 1 | 2.6735 | 0.1460 | |||
| d | 1 | 6.3450 | 0.0399 | ||
| n | 1 | 228.4198 | <0.0001 | ||
| 1 | 0.0156 | 0.9040 | |||
| 1 | 0.8788 | 0.3797 | |||
| 1 | 0.3164 | 0.5913 | |||
| 1 | 1.9182 | 0.2086 | |||
| 1 | 26.0504 | 0.0014 | |||
| 1 | 1.7447 | 0.2281 | |||
| Residual | 7 | ||||
| Lack of Fit | 3 | 0.4836 | 0.7115 | ||
| Pure Error | 4 | ||||
| Cor Total | 16 | ||||
| Adjusted | Predicted | Adequate precision | |||
| 0.9748 | 0.9423 | 0.8635 | 17.9675 |
| Source | Sum of Squares | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 9 | 13497.37 | 24.21 | 0.0002 | |
| 1 | 15,696.38 | 28.15 | 0.0011 | ||
| d | 222.1832 | 1 | 222.18 | 0.3986 | 0.5479 |
| n | 1 | 185.81 | <0.0001 | ||
| 5.24 | 1 | 5.24 | 0.0094 | 0.9255 | |
| 827.71 | 1 | 827.71 | 1.48 | 0.2625 | |
| 0.0225 | 1 | 0.0225 | 0.0000 | 0.9951 | |
| 720.14 | 1 | 720.14 | 1.29 | 0.2931 | |
| 389.42 | 1 | 389.42 | 0.6986 | 0.4309 | |
| 94.28 | 1 | 94.28 | 0.1691 | 0.6932 | |
| Residual | 3902.24 | 7 | 557.46 | ||
| Lack of Fit | 787.34 | 3 | 262.45 | 0.3370 | 0.8009 |
| Pure Error | 3114.90 | 4 | 778.73 | ||
| Cor Total | 16 | ||||
| Adjusted | Predicted | Adequate precision | |||
| 0.9689 | 0.9289 | 0.8607 | 17.4594 |
| Source | Sum of Squares | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 9 | 15.3689 | 0.0008 | ||
| 1 | 94.3765 | <0.0001 | |||
| d | 1 | 0.8493 | 0.3874 | ||
| n | 1 | 38.9056 | 0.0004 | ||
| 1 | 0.1081 | 0.7520 | |||
| 1 | 0.8507 | 0.3870 | |||
| 1 | 0.0030 | 0.9579 | |||
| 1 | 0.1744 | 0.6887 | |||
| 1 | 1.0980 | 0.3295 | |||
| 1 | 2.0854 | 0.1919 | |||
| Residual | 7 | ||||
| Lack of Fit | 3 | 5.5340 | 0.0659 | ||
| Pure Error | 4 | ||||
| Cor Total | 16 | ||||
| Adjusted | Predicted | Adequate precision | |||
| 0.9518 | 0.8899 | 0.7643 | 14.7072 |
| Source | Sum of Squares | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|
| Model | 1374.75 | 9 | 152.75 | 23.19 | 0.0002 |
| 84.98 | 1 | 84.98 | 12.90 | 0.0088 | |
| d | 25.41 | 1 | 25.41 | 3.86 | 0.0902 |
| n | 1125.81 | 1 | 1125.81 | 170.94 | <0.0001 |
| 1.12 | 1 | 1.12 | 0.1702 | 0.6923 | |
| 3.77 | 1 | 3.77 | 0.5726 | 0.4739 | |
| 1.11 | 1 | 1.11 | 0.1680 | 0.6941 | |
| 15.08 | 1 | 15.08 | 2.29 | 0.1741 | |
| 0.1055 | 1 | 0.1055 | 0.0160 | 0.9029 | |
| 121.09 | 1 | 121.09 | 18.39 | 0.0036 | |
| Residual | 46.10 | 7 | 6.59 | ||
| Lack of Fit | 17.63 | 3 | 5.88 | 0.8257 | 0.5444 |
| Pure Error | 28.47 | 4 | 7.12 | ||
| Cor Total | 1420.85 | 16 | |||
| Adjusted | Predicted | Adequate precision | |||
| 0.9676 | 0.9258 | 0.7702 | 15.4310 |
| Parameter | d (mm) | n (rpm) | Composite Desirability | |
|---|---|---|---|---|
| Value |
| Parameter | (N) | (N) | f (106) | P (kW) | E (kJ) | R (%) |
|---|---|---|---|---|---|---|
| Original | 73.94 | |||||
| Optimized | 0.312 | 2.772 | 247.7 | 446.3 | 393.3 | 89.25 |
| Growth | 0.65% | 9.77% | 3.59% | % | 9.53% | 20.70% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, C.; Chen, Z.; Liu, C.; Xie, Q. Analysis and Optimization of the Milling Performance of an Industry-Scale VSM via Numerical Simulations. Materials 2023, 16, 4712. https://doi.org/10.3390/ma16134712
Tong C, Chen Z, Liu C, Xie Q. Analysis and Optimization of the Milling Performance of an Industry-Scale VSM via Numerical Simulations. Materials. 2023; 16(13):4712. https://doi.org/10.3390/ma16134712
Chicago/Turabian StyleTong, Chengguang, Zuobing Chen, Chang Liu, and Qiang Xie. 2023. "Analysis and Optimization of the Milling Performance of an Industry-Scale VSM via Numerical Simulations" Materials 16, no. 13: 4712. https://doi.org/10.3390/ma16134712
APA StyleTong, C., Chen, Z., Liu, C., & Xie, Q. (2023). Analysis and Optimization of the Milling Performance of an Industry-Scale VSM via Numerical Simulations. Materials, 16(13), 4712. https://doi.org/10.3390/ma16134712