
Study of Forming Performance and Characterization of DLP 3D Printed Parts
 , ,
, ,
Abstract
1. Introduction
2. Printing Experiment
2.1. Printing Principle
2.2. Experimental Equipment
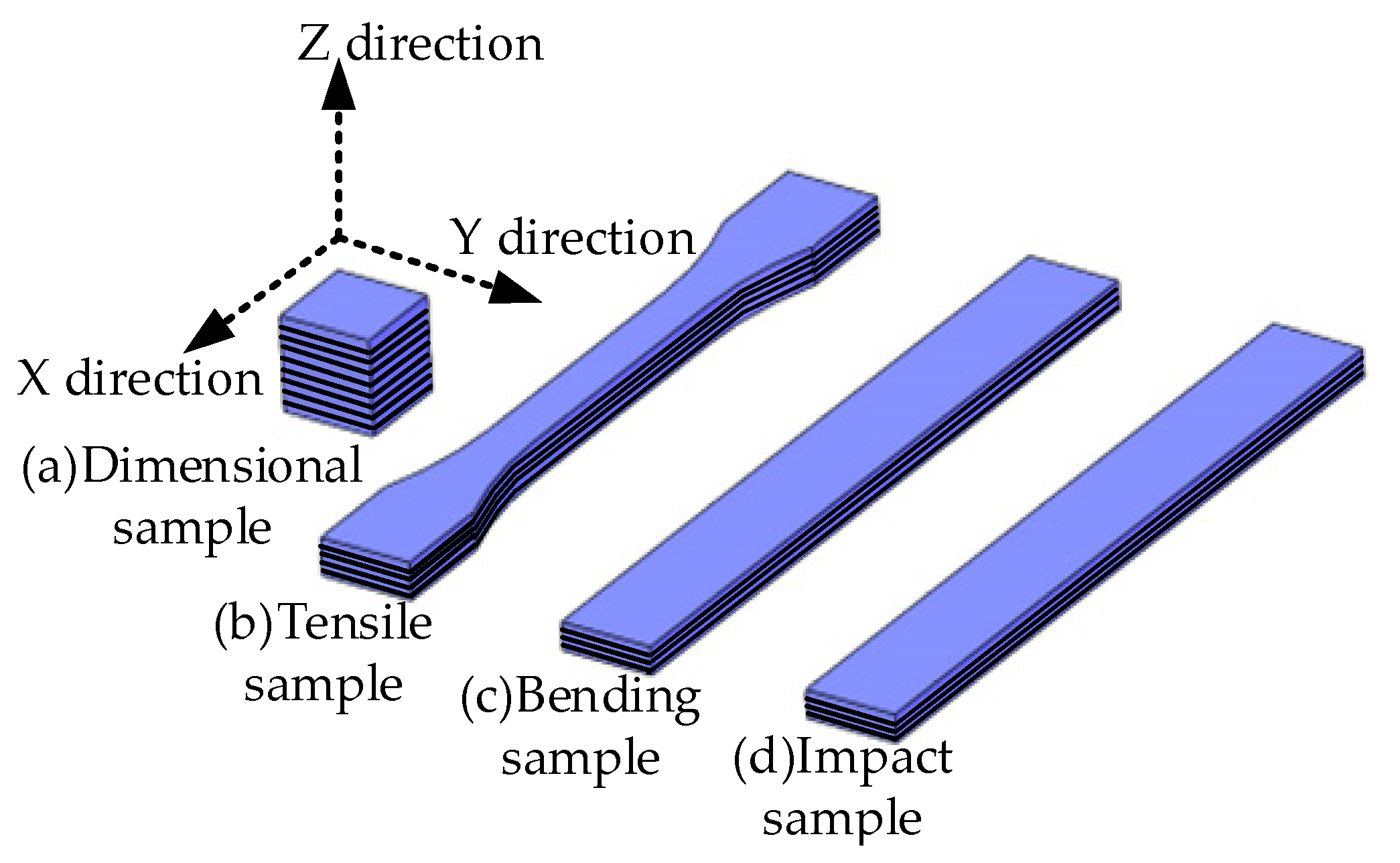
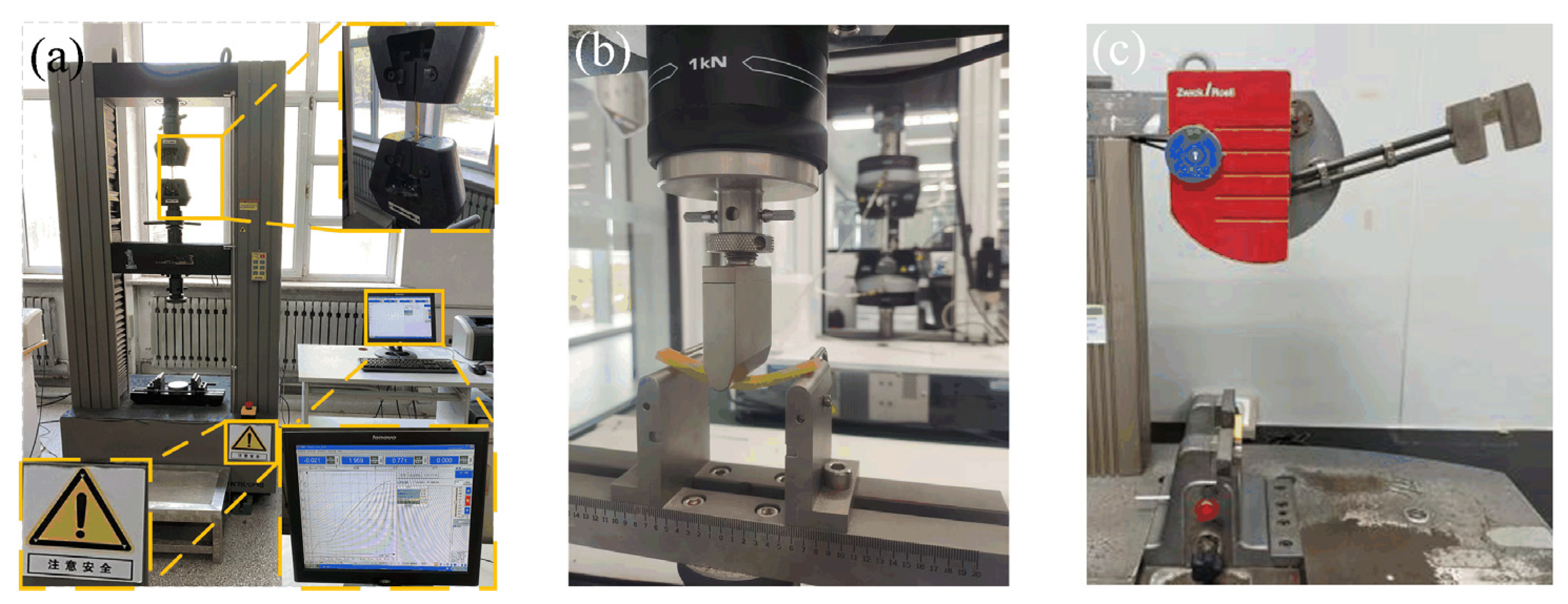
2.3. Test and Characterization
3. Results and Discussion
3.1. Forming Accuracy
3.2. Microstructure
4. Mechanical Strength
5. Conclusions
- (1)
- The actual size and accuracy of the X, Y, and Z directions of the samples with different thicknesses were measured, and it was found that the layer thickness had a great influence on the size of the X, Y, and Z directions of the samples. The larger the layer’s thickness, the smaller the actual size of the X and Y directions, and the larger the actual size of the Z direction. When the layer thickness is small, the sample will exhibit an over-curing phenomenon, which makes the actual size of the samples larger than the design size, and there will be residual resin accumulation. When the thickness of the sample is small, the under-curing phenomenon occurs, which makes the actual size smaller than the design size, and cracks appear on the sample surface. The dimensional accuracy of the samples in the X and Y directions increases first and then decreases, but decreases in the Z direction. When the layer thickness is 0.1 mm, the overall dimensional accuracy of the samples is the best.
- (2)
- Through the analysis of the section morphology of samples with different thicknesses, it was found that the fracture of the sample was a river-like brittle fracture, and there were no defects such as pores in the sections of the samples with different thicknesses. When the layer thickness is larger, the microstratification is more obvious. When the layer thickness is 0.16 mm, the microstratification is the most obvious. The reason for this phenomenon follows the Beer–Lambert law and may be caused by the secondary curing of the sample layer.
- (3)
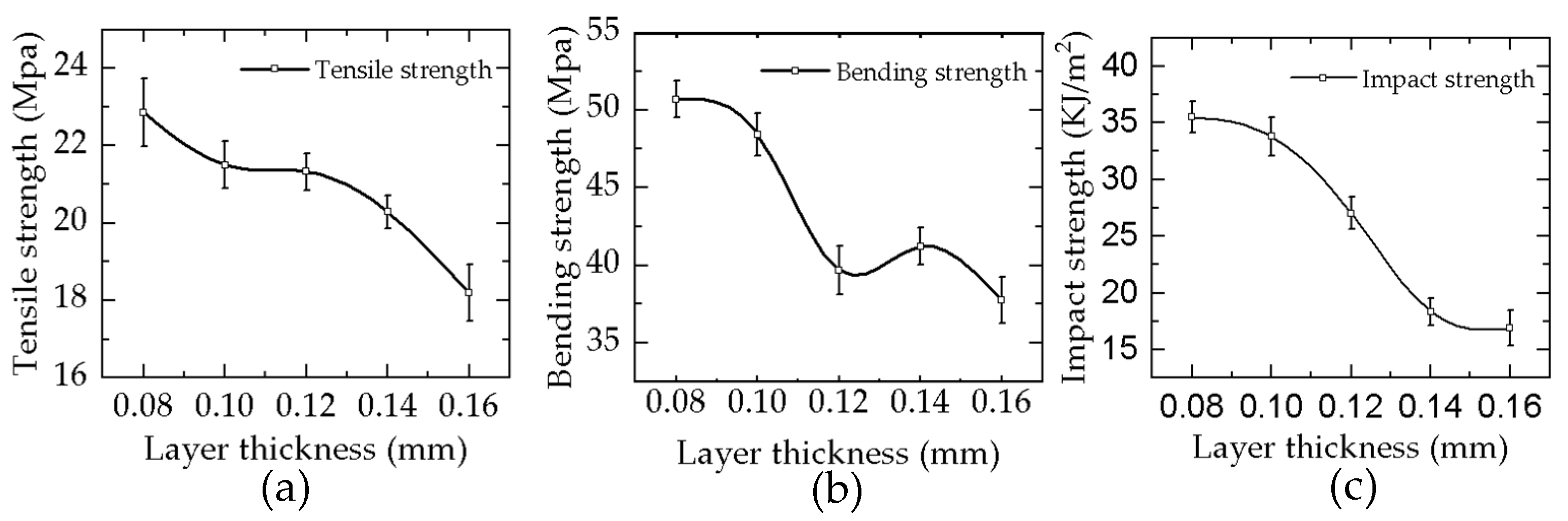
- Through the analysis of the mechanical properties of the samples with different thicknesses, the tensile strength, bending strength, and impact strength of the printing samples all declined as the layer thickness of the printed samples increased, and the best result was achieved with a layer thickness of 0.08 mm. When the layer thickness was greater than 0.12 mm, the mechanical properties of the samples declined. The dimensional accuracy of the samples with a thickness of 0.1 mm was the highest, while the mechanical properties of the samples with a thickness of 0.08 mm were not much different from those of 0.1 mm. On the premise of ensuring the high dimensional accuracy of the DLP 3D printing samples, based on the analysis of the micromorphology and mechanical properties of the samples, it can be seen that the optimal layer thickness parameter is 0.1 mm, as this causes the highest overall dimensional accuracy of the samples and its mechanical properties are better.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bahnini, I.; Rivette, M.; Rechia, A.; Rechia, A.; Siadat, A.; Elmesbahi, A. Additive manufacturing technology: The status, applications, and prospects. Int. J. Adv. Manuf. Technol. 2018, 97, 147–161. [Google Scholar] [CrossRef]
- Li, D.; Tian, X.; Wang, Y.; Lu, B. Developments of Additive Manufacturing Technology. Electromach. Mould. 2012, S1, 20–22. [Google Scholar]
- Vanaei, H.R.; Magri, A.E.; Rastak, M.A.; Vanaei, S.; Vaudreuil, S.; Tcharkhtchi, A. Numerical–Experimental Analysis toward the Strain Rate Sensitivity of 3D-Printed Nylon Reinforced by Short Carbon Fiber. Materials 2022, 15, 8722. [Google Scholar] [CrossRef] [PubMed]
- Bourell, D.L. Sintering in Laser Sintering. JOM 2016, 68, 885–889. [Google Scholar] [CrossRef]
- Mueller, B.; Kochan, D. Laminated object manufacturing for rapid tooling and patternmaking in foundry industry. Comput. Ind. 1999, 39, 47–53. [Google Scholar] [CrossRef]
- Li, Y.; Li, D.; Li, B. Introduction to stereolithography and application. J. Appl. Opt. 1999, 3, 35–37. [Google Scholar]
- Wohlers, T.T.; Associates, W. Wohlers Report 2012: Additive Manufacturing and Three Dimensional Printing State of the Industry Annual; Wohlers Associates: Fort Collins, CO, USA, 2012. [Google Scholar]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 5,556,590, 11 March 1986. [Google Scholar]
- Groth, C.; Kravitz, N.D.; Jones, P.E.; Graham, J.W.; Redmond, W.R. Three-dimensional printing technology. J. Clin. Orthod. 2014, 48, 475–485. [Google Scholar]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Wu, J.; Yang, Y.; Wang, C.; He, Y.; Shi, T.; Gan, T.; Chen, S.; Shi, Y.; Wang, W. Photopolymerization Technologies for Ceramics and Their Applications. J. Mech. Eng. 2020, 56, 221–238. [Google Scholar]
- Li, Y.; Mao, Q.; Yin, J.; Wang, Y.; Fu, J.; Huang, Y. Theoretical prediction and experimental validation of the digital light processing (DLP) working curve for photocurable materials. Addit. Manuf. 2021, 37, 101716. [Google Scholar] [CrossRef]
- Reich, S.; Berndt, S.; Kühne, C.; Herstell, H. Accuracy of 3D-Printed Occlusal Devices of Different Volumes Using a Digital Light Processing Printer. Appl. Sci. 2022, 12, 1576. [Google Scholar] [CrossRef]
- Zarek, M.; Layani, M.; Eliazar, S.; Mansour, N.; Cooperstein, I.; Shukrun, E.; Szlar, A. 4D printing shape memory polymers for dynamic jewellery and fashionwear. Virtual Phys. Prototyp. 2016, 11, 263–270. [Google Scholar] [CrossRef]
- Andrew, P.; Keating, J.K.; Richard, B.; Alexei, I.Z. A comparison of plaster, digital and reconstructed study model accuracy. J. Orthod. 2008, 35, 191–201. [Google Scholar]
- Ouassil, S.-E.; Magri, A.E.; Vanaei, H.R.; Vaudreuil, S. Investigating the effect of printing conditions and annealing on the porosity and tensile behavior of 3D-printed polyetherimide material in Z-direction. J. Appl. Polym. Sci. 2023, 140, 4. [Google Scholar] [CrossRef]
- Favero, C.S.; English, J.D.; Cozad, B.E.; Wirthlin, J.O.; Short, M.M.; Kasper, F.K. Effect of print layer height and printer type on the accuracy of 3-dimensional printed orthodontic models. Am. J. Orthod Dentofac. Orthop. 2017, 152, 557–565. [Google Scholar] [CrossRef]
- Zhang, Z.C.; Li, P.L.; Chu, F.T.; Shen, G. Influence of the three-dimensional printing technique and printing layer thickness on model accuracy. J. Orofac. Orthop. 2019, 80, 194–204. [Google Scholar] [CrossRef]
- Kazemi, M.; Rahimi, A.R. Supports effect on tensile strength of the stereolithography part. Rapid Prototyp. J. 2015, 21, 79–88. [Google Scholar] [CrossRef]
- Wang, F.; Gao, X.; Zhao, J.; Li, P.; Xu, W.; Wang, S. Effect of Layer Thickness on Properties of SLA Parts with Different Shapes. J. Mech. Strength 2022, 44, 758–762. [Google Scholar]
- Saini, J.S.; Dowling, L.; Kennedy, J.; Trimble, D. Investigations of themechanical properties on different print orientations in SLA 3D printed resin. J. Mech. Eng. Sci. 2020, 234, 2278–2293. [Google Scholar] [CrossRef]
- Jiang, T.; Yan, B.; Jiang, M.; Xu, B.; Xu, Y.; Yu, Y.; Ma, T.; Wang, H. Enhanced Adhesion-Efficient Demolding Integration DLP 3D Printing Device. Appl. Sci. 2022, 12, 7373. [Google Scholar] [CrossRef]
- Han, D.; Farino, C.; Yang, C.; Scott, T.; Browe, D.; Choi, W.; Freeman, J.W.; Lee, H. Soft Robotic Manipulation and Locomotion with a 3D Printed Electroactive Hydrogel. ACS Appl. Mater. Interfaces 2018, 10, 17512–17518. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Wu, Q.; Wei, G.; Liu, R.; Li, Z. Highly stable thiol–ene systems: From their structure–property relationship to DLP 3D printing. J. Mater. Chem. C 2018, 6, 11561–11568. [Google Scholar]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Barone, S.; Neri, P.; Paoli, A.; Razionale, A.; Tamburrino, F. Development of a DLP 3D printer for orthodontic applications. Procedia Manuf. 2019, 38, 1017–1025. [Google Scholar] [CrossRef]
- Boddapati, A. Modeling Cure Depth during Photopolymerization of Multifunctional Acrylates. Master’s Thesis, Georgia Institute of Technology, Atlanta, Georgia, 2010. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Device Parameters | Value |
|---|---|
| Printer size | 320 mm × 300 mm × 585 mm |
| Input parameter | 220 V AC, 50 HZ |
| Maximum print size | 89.6 mm × 56 mm × 95 mm |
| Power | 65 W |
| Printing speed | 40 mm/h |
| Parameters | Value |
|---|---|
| Indoor temperature | 20 °C |
| Single-layer exposure time | 3.5 s |
| Bottom quantity | 1 |
| Power density | 50 mW/cm2 |
| Bottom exposure time | 28 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, T.; Yan, B.; Jiang, M.; Xu, B.; Gao, S.; Xu, Y.; Yu, Y.; Ma, T.; Qin, T. Study of Forming Performance and Characterization of DLP 3D Printed Parts. Materials 2023, 16, 3847. https://doi.org/10.3390/ma16103847
Jiang T, Yan B, Jiang M, Xu B, Gao S, Xu Y, Yu Y, Ma T, Qin T. Study of Forming Performance and Characterization of DLP 3D Printed Parts. Materials. 2023; 16(10):3847. https://doi.org/10.3390/ma16103847
Chicago/Turabian StyleJiang, Ting, Bo Yan, Minzheng Jiang, Buguang Xu, Sheng Gao, Yi Xu, Yueqiang Yu, Tingang Ma, and Tao Qin. 2023. "Study of Forming Performance and Characterization of DLP 3D Printed Parts" Materials 16, no. 10: 3847. https://doi.org/10.3390/ma16103847
APA StyleJiang, T., Yan, B., Jiang, M., Xu, B., Gao, S., Xu, Y., Yu, Y., Ma, T., & Qin, T. (2023). Study of Forming Performance and Characterization of DLP 3D Printed Parts. Materials, 16(10), 3847. https://doi.org/10.3390/ma16103847