
Crack Inhibition and Performance Modification of NiCoCr-Based Superalloy with Y2O3 Nanoparticles by Laser Metal Deposition
 ,
,
Abstract
:1. Introduction
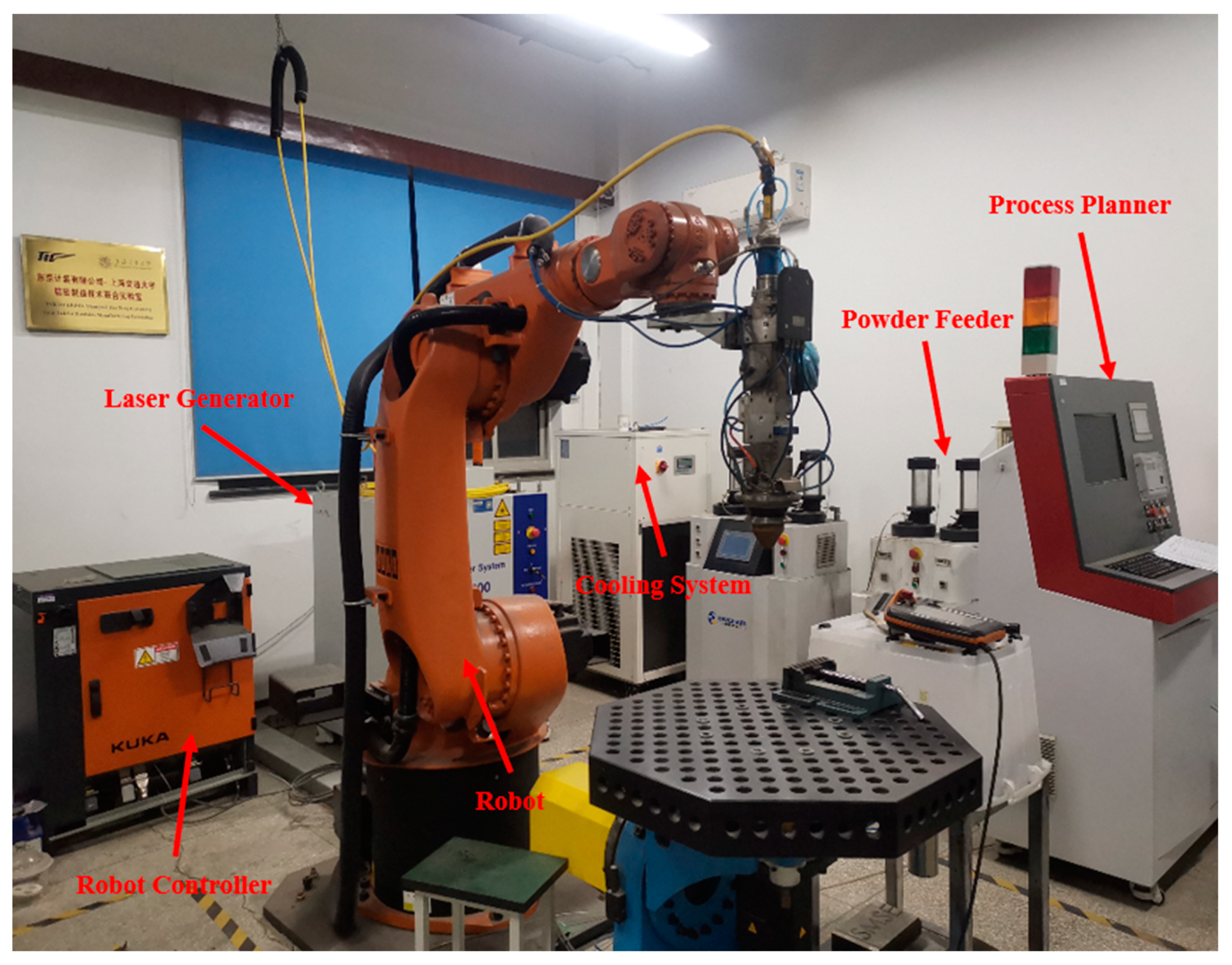
2. Materials and Methods
3. Results and Discussion
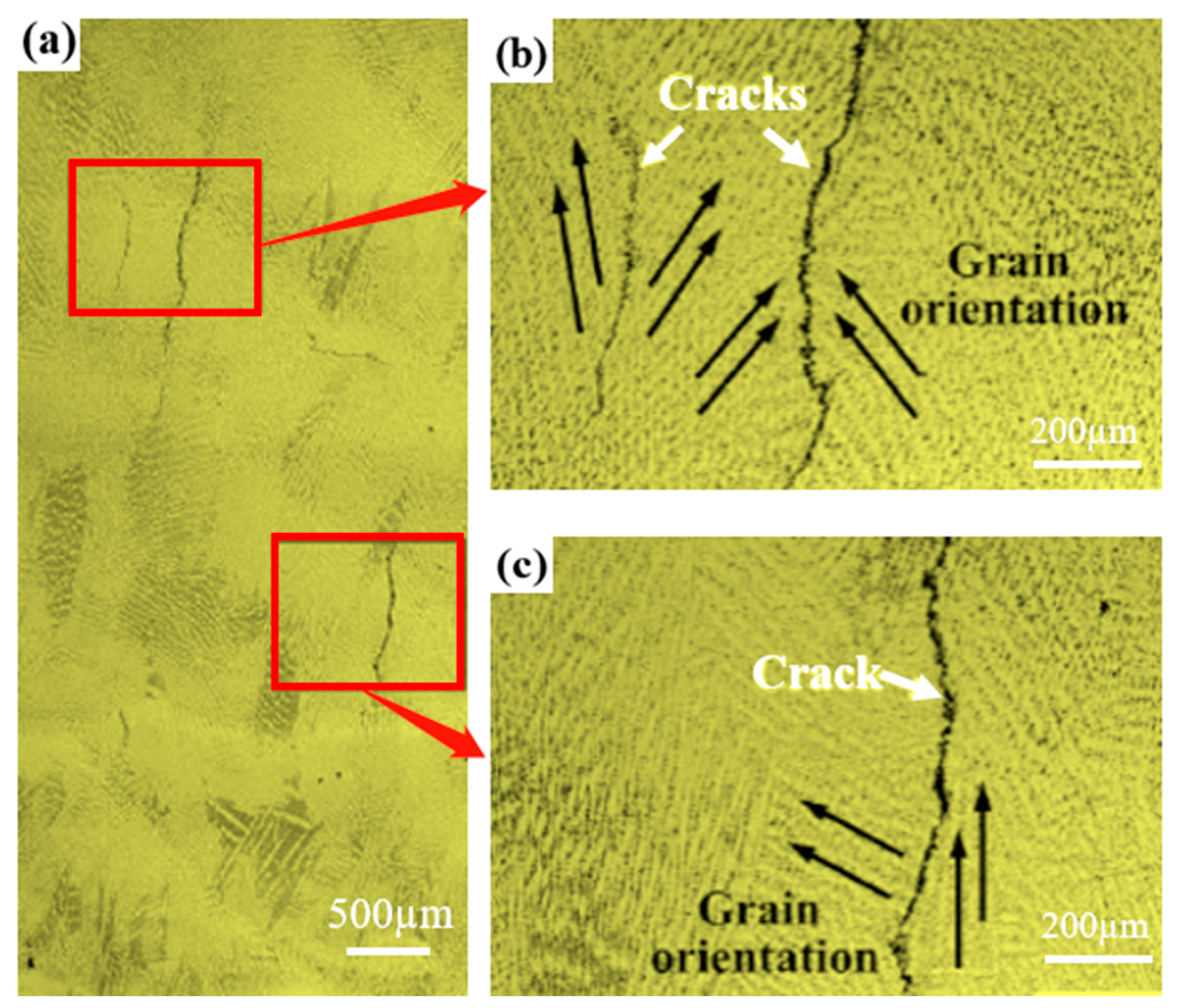
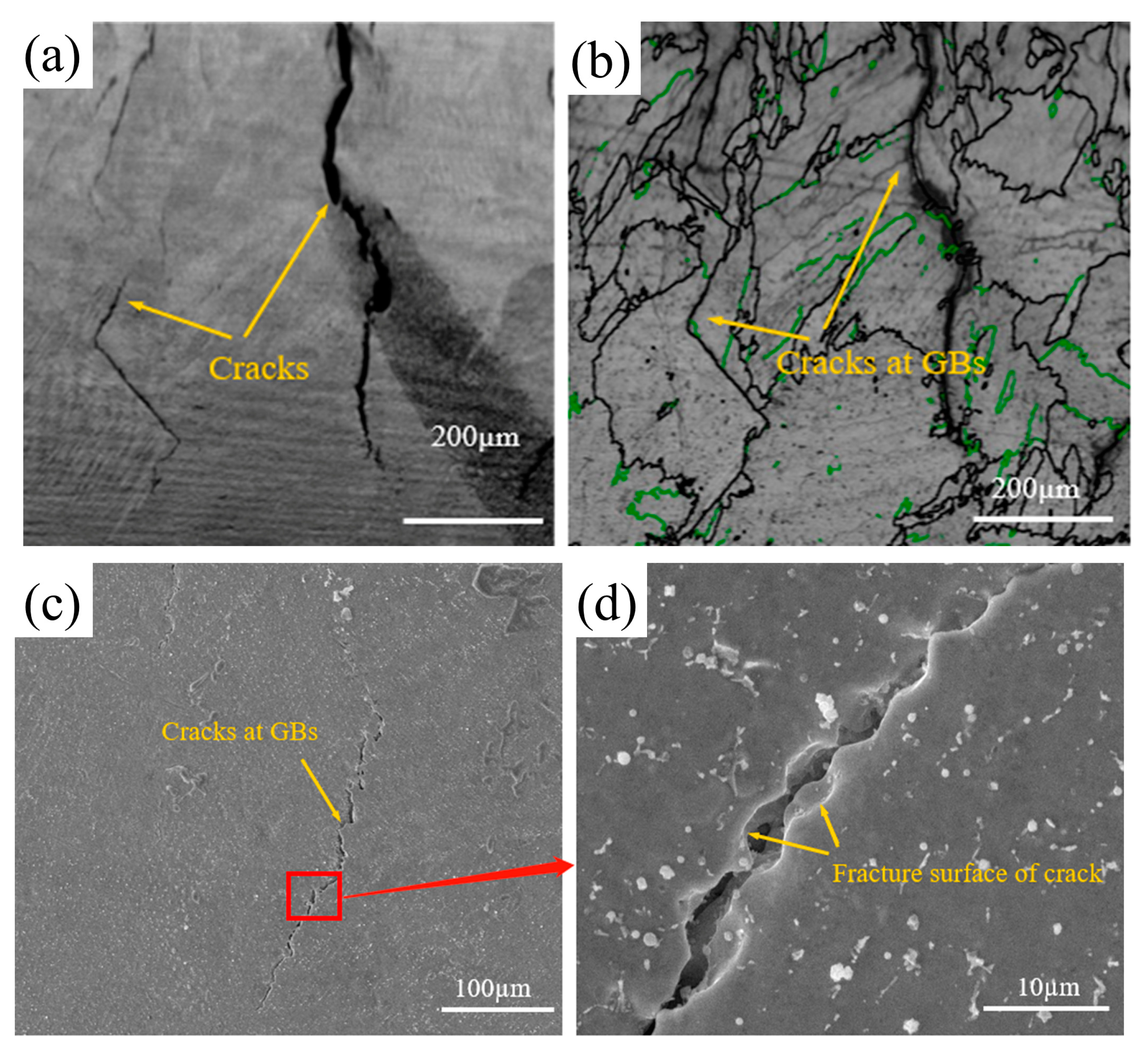
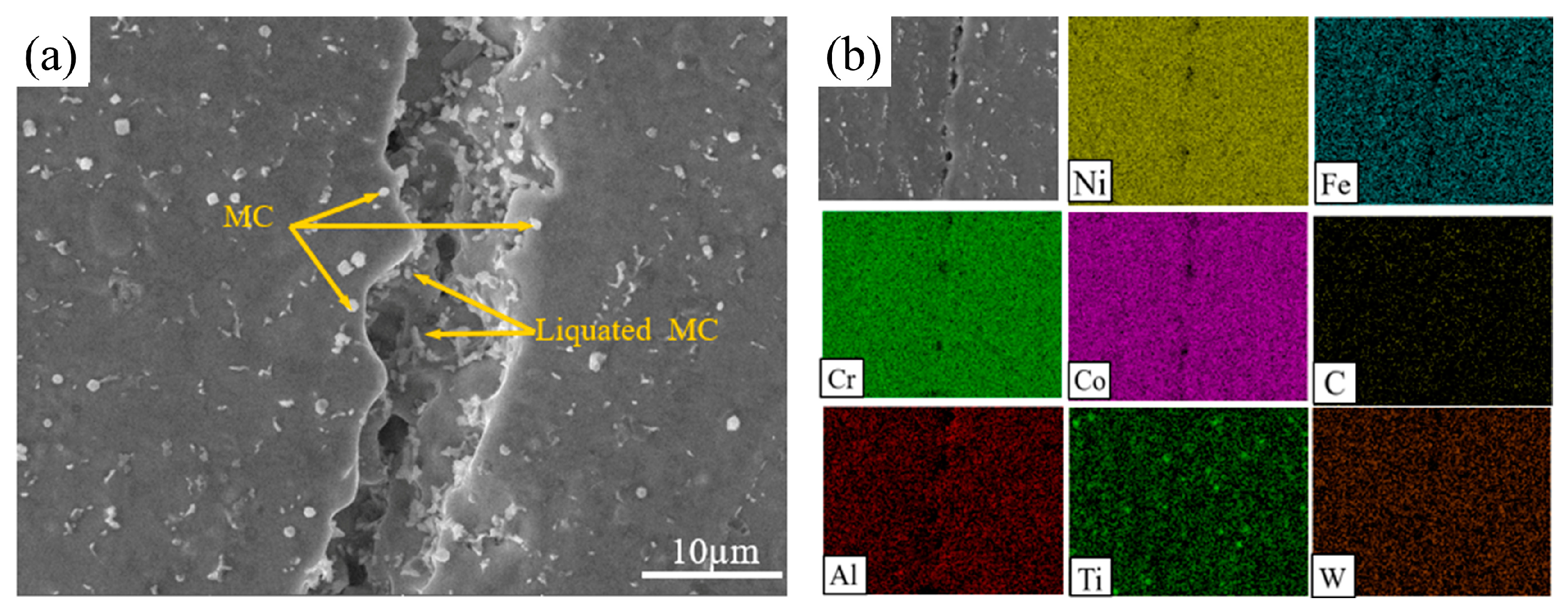
3.1. Initiation of Hot Cracks
3.2. Effects of Y2O3 on Hot Cracks
3.3. Effects of Y2O3 on the Performance of the Deposited Layer
4. Conclusions
- (1)
- NiCoCr-based superalloy layers prepared by LMD were significantly vulnerable to intergranular cracking. Both sides of the crack were observed to be smooth, indicating that the crack was induced by liquid phase of the grain boundaries.
- (2)
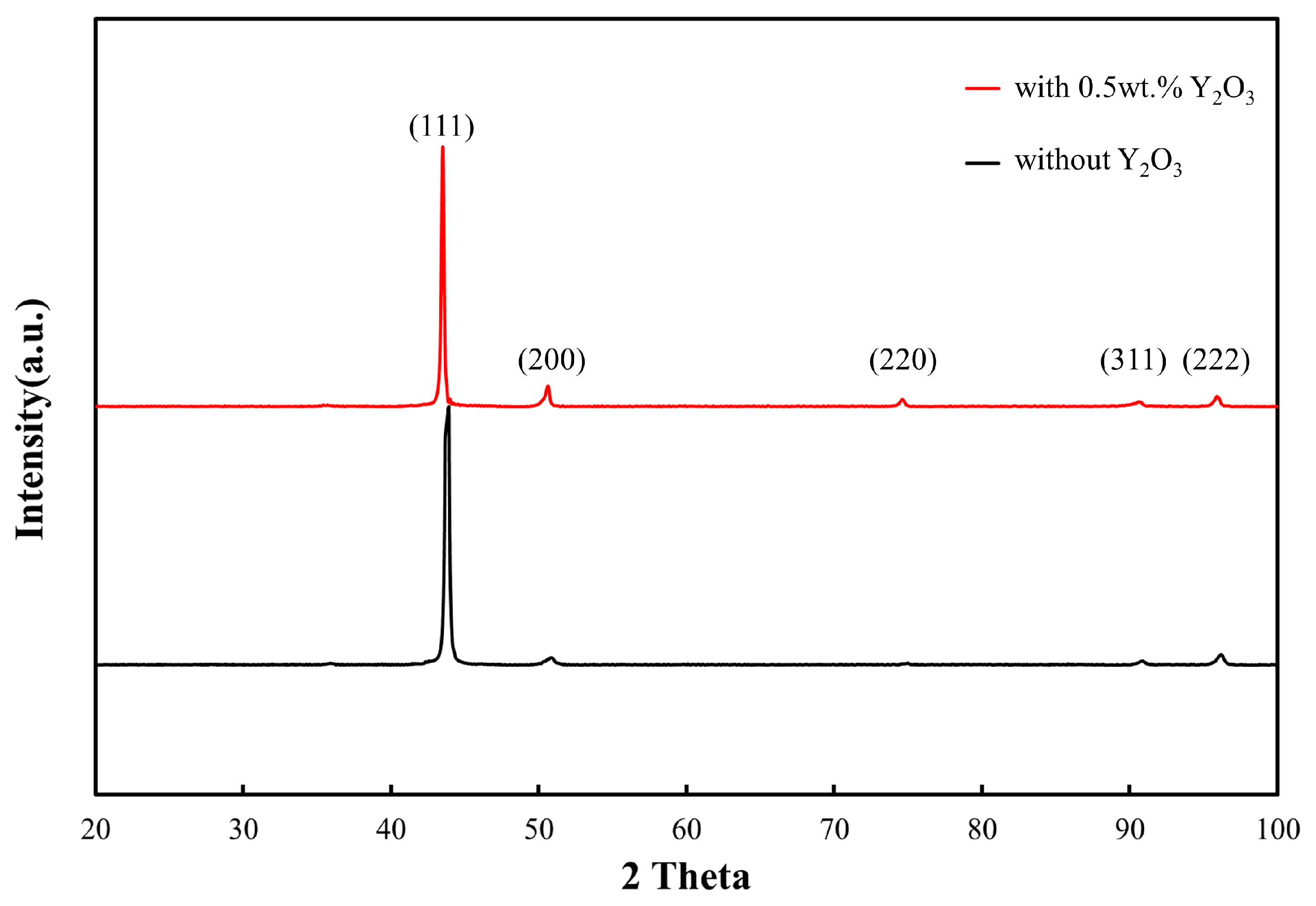
- The presence of Y2O3 did not affect the morphology of the columnar dendritic grains present in the NiCoCr-based superalloy prepared by the LMD technique. Instead, it induced a grain refinement effect that hindered growth of the columnar dendritic grains, thus effectively inhibiting crack formation and propagation.
- (3)
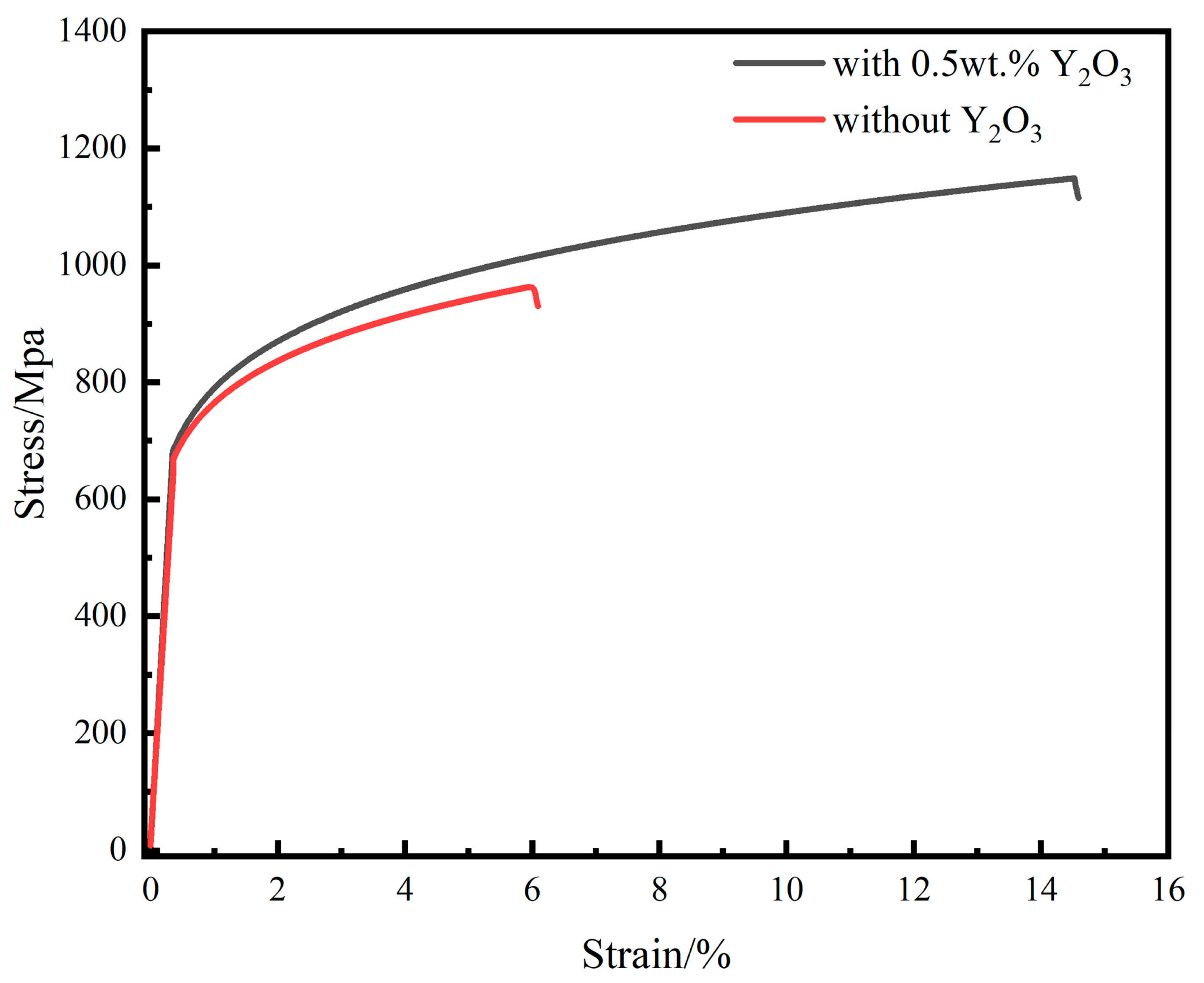
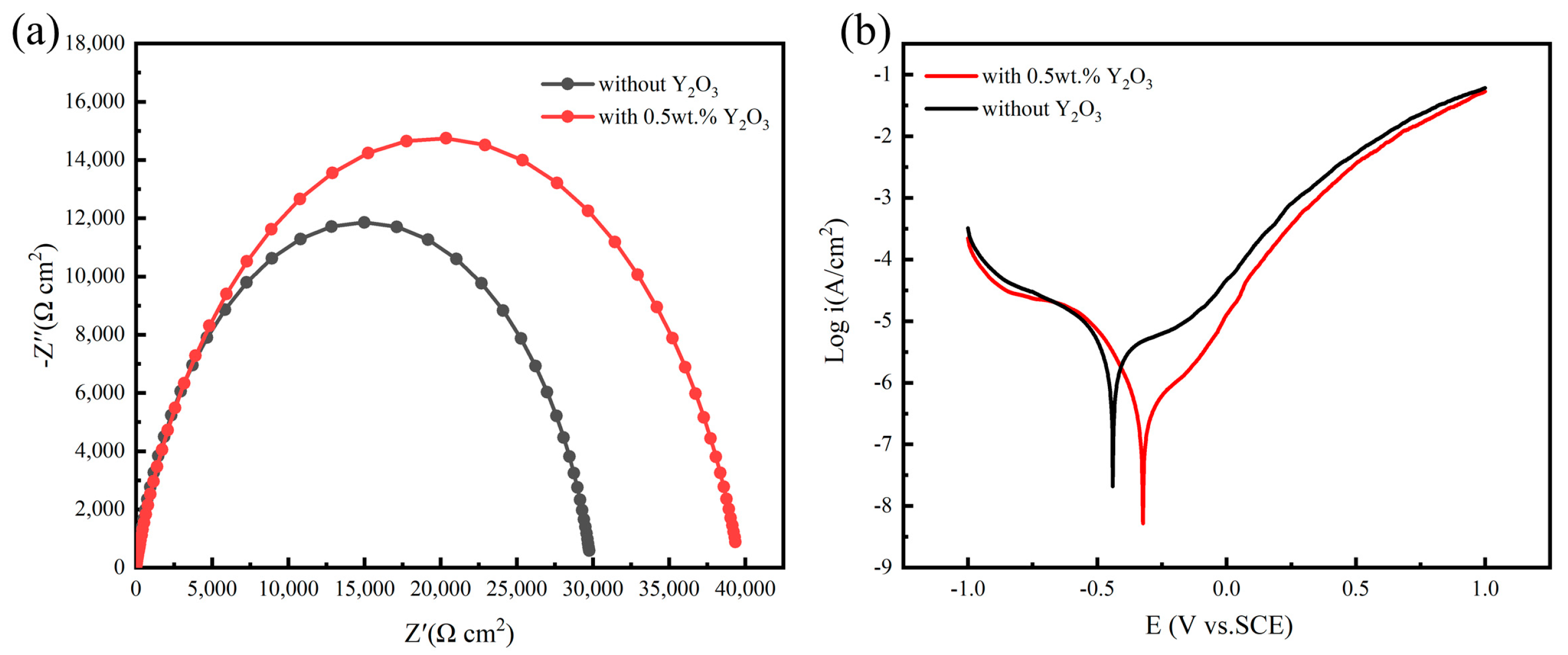
- The presence of Y2O3 led to improved mechanical performance of the deposited layer, increasing its tensile strength and elongation by 18.3% and 136%, respectively. The presence of Y2O3 also led to increased corrosion voltage in the deposited layer of the alloy within the corrosion medium, thereby improving its corrosion resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khademzadeh, S.; Gennari, C.; Zanovello, A.; Franceschi, M.; Campagnolo, A.; Brunelli, K. Development of micro laser powder bed fusion for additive manufacturing of Inconel 718. Materials 2022, 15, 5231. [Google Scholar] [CrossRef]
- Kurdi, A.; Aldoshan, A.; Alshabouna, F.; Alodadi, A.; Degnah, A.; Alnaser, H.; Tabbakh, T.; Basak, A.K. Investigation into the microstructure and hardness of additively manufactured (3D-Printed) Inconel 718 Alloy. Materials 2023, 16, 2383. [Google Scholar] [CrossRef]
- Li, Z.; Chen, J.; Sui, S.; Zhong, C.; Lu, X.; Lin, X. The microstructure evolution and tensile properties of Inconel 718 fabricated by high-deposition-rate laser directed energy deposition. Addit. Manuf. 2020, 31, 100941. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, Y.; Shan, J.; Wu, A.; Sato, Y.S.; Tokita, S.; Kadoi, K.; Inoue, H.; Gu, H.; Tang, X. Evolution behavior of liquid film in the heat-affected zone of laser cladding non-weldable nickel-based superalloy. J. Alloys Compd. 2021, 863, 158463. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, K.; Huang, J.; Hosseini, S.R.E.; Li, Z. Characterization of heat affected zone liquation cracking in laser additive manufacturing of Inconel 718. Mater. Des. 2016, 90, 586–594. [Google Scholar] [CrossRef]
- Kou, S. A criterion for cracking during solidification. Acta Mater. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Banoth, S.; Palleda, T.; Shimazu, S.; Kakehi, K. Yttrium’s effect on the hot cracking and creep properties of a Ni-based superalloy built up by additive manufacturing. Materials 2021, 14, 1143. [Google Scholar] [CrossRef]
- Chen, J.; Xue, L. Process-induced microstructural characteristics of laser consolidated IN-738 superalloy. Mater. Sci. Eng. A 2010, 527, 7318–7328. [Google Scholar] [CrossRef]
- Xu, J.; Lin, X.; Guo, P.; Dong, H.; Wen, X.; Li, Q.; Xue, L.; Huang, W. The initiation and propagation mechanism of the overlapping zone cracking during laser solid forming of IN-738LC superalloy. J. Alloys Compd. 2018, 749, 859–870. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Ramakrishnan, A.; Dinda, G.P. Direct laser metal deposition of Inconel 738. Mater. Sci. Eng. A 2019, 740, 1–13. [Google Scholar] [CrossRef]
- Zhong, M.; Sun, H.; Liu, W.; Zhu, X.; He, J. Boundary liquation and interface cracking characterization in laser deposition of Inconel 738 on directionally solidified Ni-based superalloy. Scr. Mater. 2005, 53, 159–164. [Google Scholar] [CrossRef]
- Guo, C.; Yu, Z.; Hu, X.; Li, G.; Zhou, F.; Xu, Z.; Han, S.; Zhou, Y.; Ward, R.M.; Zhu, Q. Y2O3 nanoparticles decorated IN738LC superalloy manufactured by laser powder bed fusion: Cracking inhibition, microstructures and mechanical properties. Compos. B Eng. 2022, 230, 109555. [Google Scholar] [CrossRef]
- Hu, Z.; Guan, K.; Qian, Z.; Dong, J.; Wu, J.; Ma, Z. Simultaneous enhancement of strength and ductility in selective laser melting manufactured 316L alloy by employing Y2O3 coated spherical powder as precursor. J. Alloys Compd. 2022, 899, 163262. [Google Scholar] [CrossRef]
- Qi, Y.; Cao, T.; Zong, H.; Wu, Y.; He, L.; Ding, X.; Jiang, F.; Jin, S.; Sha, G.; Sun, J. Enhancement of strength-ductility balance of heavy Ti and Al alloyed FeCoNiCr high-entropy alloys via boron doping. J. Mater. Sci. Technol. 2021, 75, 154–163. [Google Scholar] [CrossRef]
- Liang, H.; Qiaoa, D.; Miao, J.; Cao, Z.; Jiang, H.; Wang, T. Anomalous microstructure and tribological evaluation of AlCrFeNiW0.2Ti0.5 high-entropy alloy coating manufactured by laser cladding in seawater. J. Mater. Sci. Technol. 2021, 85, 224–234. [Google Scholar] [CrossRef]
- Wu, T.; Chen, Y.; Shi, S.; Wu, M.; Gui, W.; Tan, Y.; Li, J.; Wu, Y. Effects of W alloying on the lattice distortion and wear behavior of laser cladding AlCoCrFeNiWx high-entropy alloy coatings. Materials 2021, 14, 5450. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Contribution of constitutional liquation of gamma prime precipitate to weld HAZ cracking of cast Inconel 738 superalloy. Scr. Mater. 2004, 50, 641–646. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, H.; Xu, L.; Xu, J.; Ren, X.; Chen, X. Cracking mechanism and susceptibility of laser melting deposited Inconel 738 superalloy. Mater. Des. 2019, 183, 108105. [Google Scholar] [CrossRef]
- Liu, H.; Yu, G.; He, X.; Li, S.; Zheng, C.; Ning, W.; Ge, Z. Three-dimensional numerical simulation of transient temperature field and coating geometry in powder feeding laser cladding. Chin. J. Lasers 2013, 40, 1203007. [Google Scholar] [CrossRef]
- Li, X.; Wang, S.; Du, J.; Miao, Y.; Lu, H.; Xu, J. Study on microstructure and properties of GO/AlSi10Mg composites deposited by laser melting. J. Mech. Eng. 2023, 59, 309–318. [Google Scholar]
- Zhou, W.; Zhu, G.; Wang, R.; Yang, C.; Tian, Y.; Zhang, L.; Dong, A.; Wang, D.; Shu, D.; Sun, B. Inhibition of cracking by grain boundary modification in a non-weldable nickel-based superalloy processed by laser powder bed fusion. Mater. Sci. Eng. A 2020, 791, 139745. [Google Scholar] [CrossRef]
- Opprecht, M.; Garandet, J.P.; Roux, G.; Flament, C.; Soulier, M. A solution to the hot cracking problem for aluminium alloys manufactured by laser beam melting. Acta Mater. 2020, 197, 40–53. [Google Scholar] [CrossRef]
- Gao, P.; Wang, Z. Formability improvement, cracking behavior and control of Y-modified Ti-43Al-4Nb-1Mo-0.1B alloys produced by selective laser melting. J. Alloys Compd. 2021, 854, 157172. [Google Scholar] [CrossRef]
- Yi, Z.; Song, C.; Zhang, G.; Tong, T.; Ma, G.; Wu, D. Microstructure and wear property of ZrO2-added NiCrAlY prepared by ultrasonic-assisted direct laser deposition. Materials 2021, 14, 5785. [Google Scholar] [CrossRef]
- Peng, K.; Duan, R.; Liu, Z.; Lv, X.; Li, Q.; Zhao, F.; Wei, B.; Nong, B.; Wei, S. Cracking behavior of René 104 nickel-based superalloy prepared by selective laser melting using different scanning strategies. Materials 2020, 13, 2149. [Google Scholar] [CrossRef]
- Zadeh, K.M.; Shakoor, R.A.; Radwan, A.B. Structural and electrochemical properties of electrodeposited Ni-P nanocomposite coatings containing mixed ceramic oxide particles. Int. J. Electrochem. Sci. 2016, 11, 7020–7030. [Google Scholar] [CrossRef]
- Ma, C.; Guo, X.; Liang, J.; Xia, F. Synthesis and characterization of Ni-P-TiN nanocomposites fabricated by magnetic electrodeposition technology. Ceram. Int. 2016, 42, 10428–10432. [Google Scholar] [CrossRef]
- Madram, A.R.; Pourfarzad, H.; Zare, H.R. Study of the corrosion behavior of electrodeposited Ni-P and Ni-P-C nanocomposite coatings in 1 M NaOH. Electrochim. Acta 2012, 85, 263–267. [Google Scholar] [CrossRef]
- Bakhit, B.; Akbari, A. A comparative study of the effects of saccharin and β-SiC nano-particles on the properties of Ni and Ni–Co alloy coatings. Surf. Coat. Technol. 2014, 253, 76–82. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Fe | Co | Cr | W | Al | Ti | C |
|---|---|---|---|---|---|---|---|
| 38 | 5 | 20 | 25 | 8~9 | 3 | 0.5 | 0.8~0.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Du, J.; Xu, J.; Wang, S.; Shen, M.; Jiang, C. Crack Inhibition and Performance Modification of NiCoCr-Based Superalloy with Y2O3 Nanoparticles by Laser Metal Deposition. Materials 2023, 16, 3616. https://doi.org/10.3390/ma16103616
Li X, Du J, Xu J, Wang S, Shen M, Jiang C. Crack Inhibition and Performance Modification of NiCoCr-Based Superalloy with Y2O3 Nanoparticles by Laser Metal Deposition. Materials. 2023; 16(10):3616. https://doi.org/10.3390/ma16103616
Chicago/Turabian StyleLi, Xiaodong, Jiaxin Du, Jijin Xu, Shuai Wang, Mengling Shen, and Chuanhai Jiang. 2023. "Crack Inhibition and Performance Modification of NiCoCr-Based Superalloy with Y2O3 Nanoparticles by Laser Metal Deposition" Materials 16, no. 10: 3616. https://doi.org/10.3390/ma16103616
APA StyleLi, X., Du, J., Xu, J., Wang, S., Shen, M., & Jiang, C. (2023). Crack Inhibition and Performance Modification of NiCoCr-Based Superalloy with Y2O3 Nanoparticles by Laser Metal Deposition. Materials, 16(10), 3616. https://doi.org/10.3390/ma16103616