


Mathematical Models for Machining Optimization of Ampcoloy 35 with Different Thicknesses Using WEDM to Improve the Surface Properties of Mold Parts

 ,
, 
Abstract
1. Introduction
2. Experimental Setup and Material
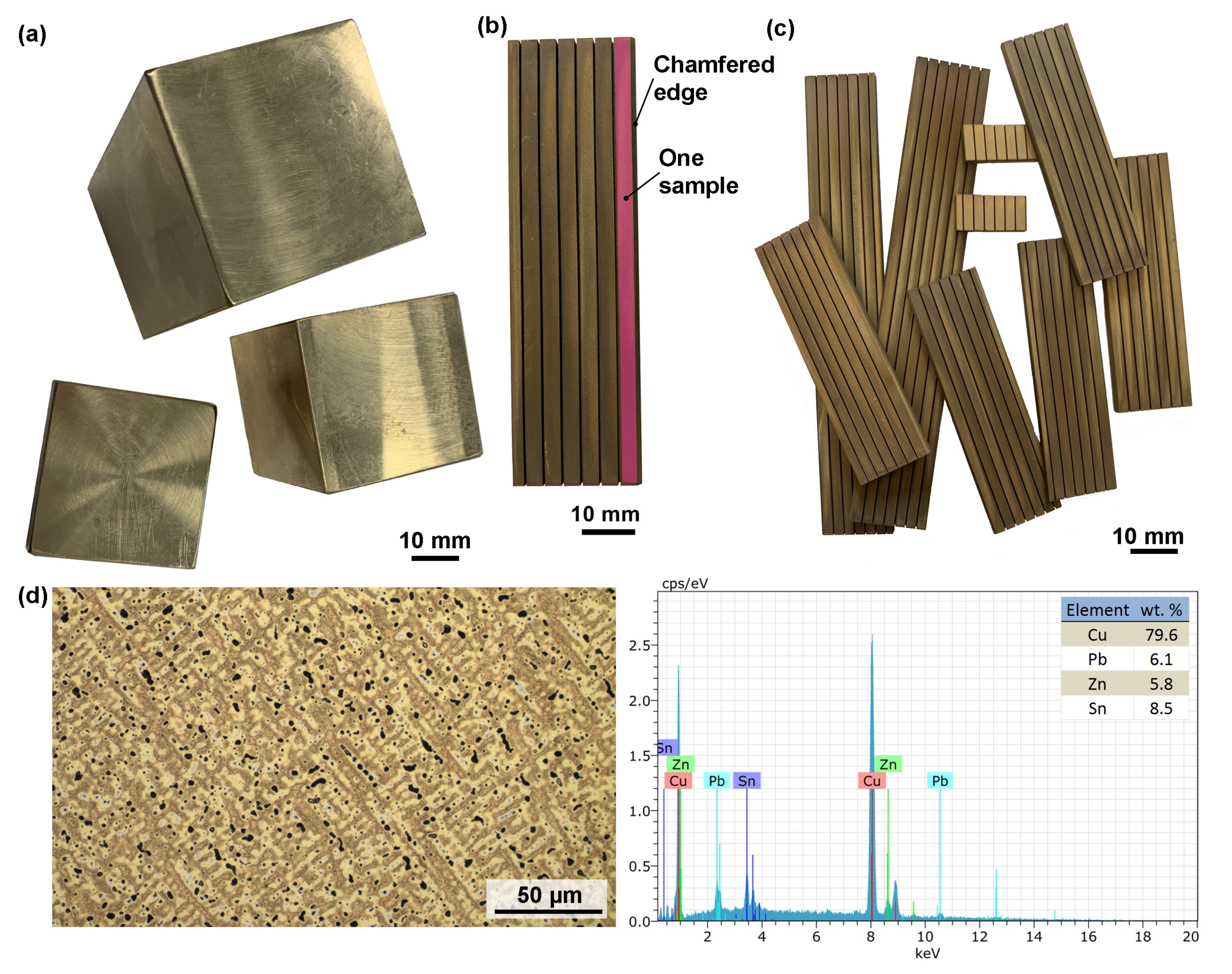
2.1. Experimental Material
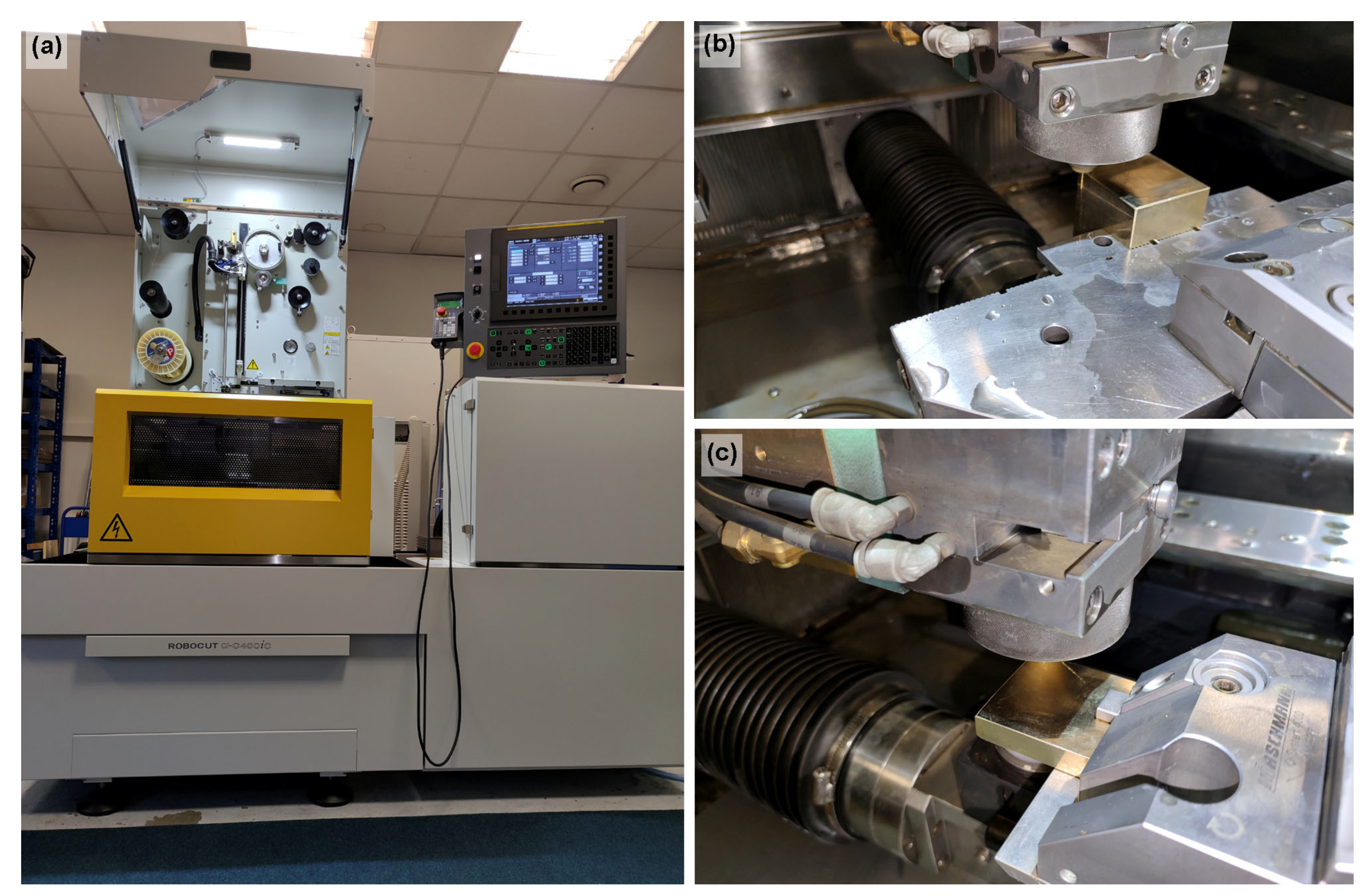
2.2. WEDM Machine Setup
2.3. Experimental Methods
3. Results and Discussion
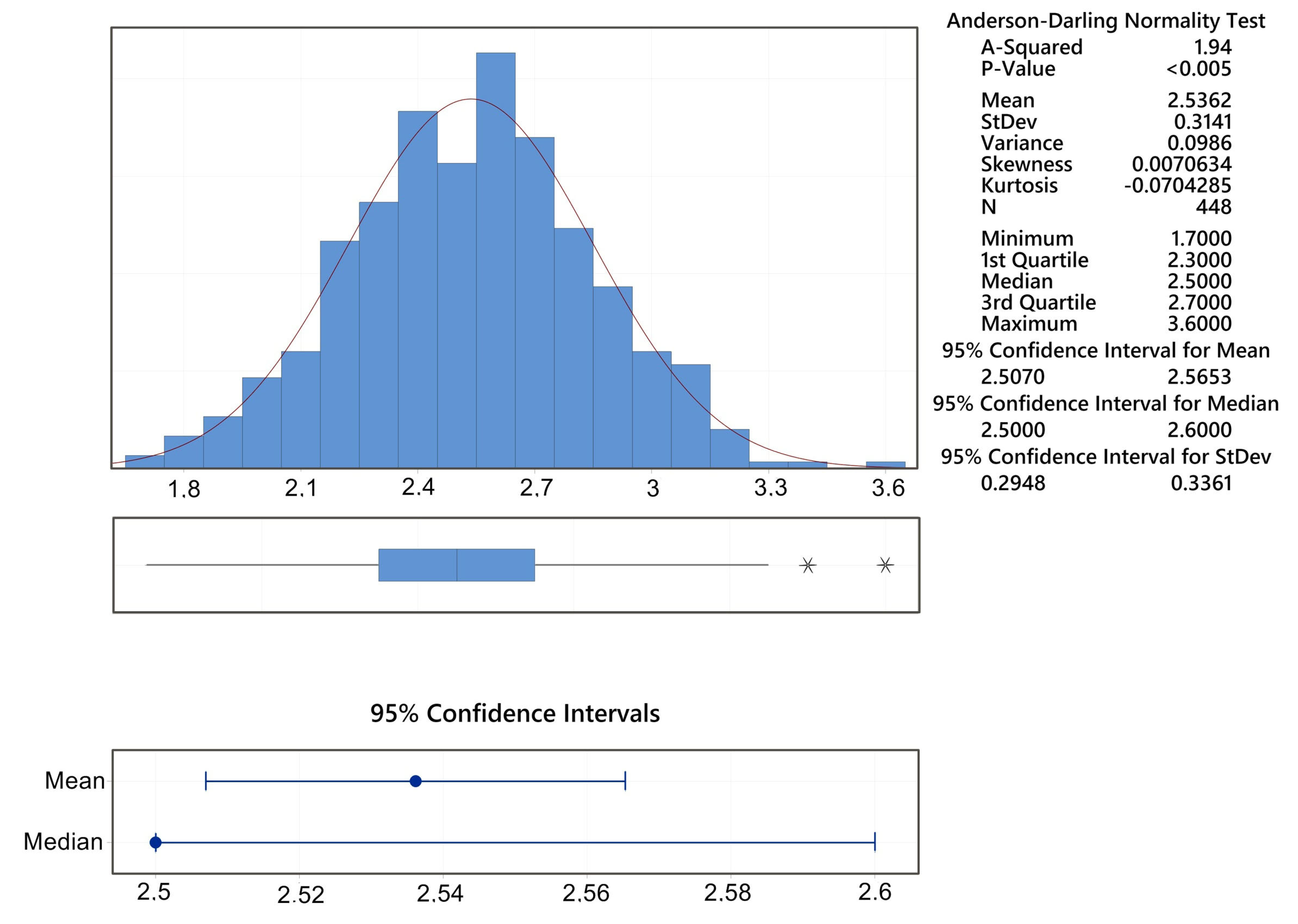
3.1. Statistical Evaluation of Surface Topography and Cutting Speed
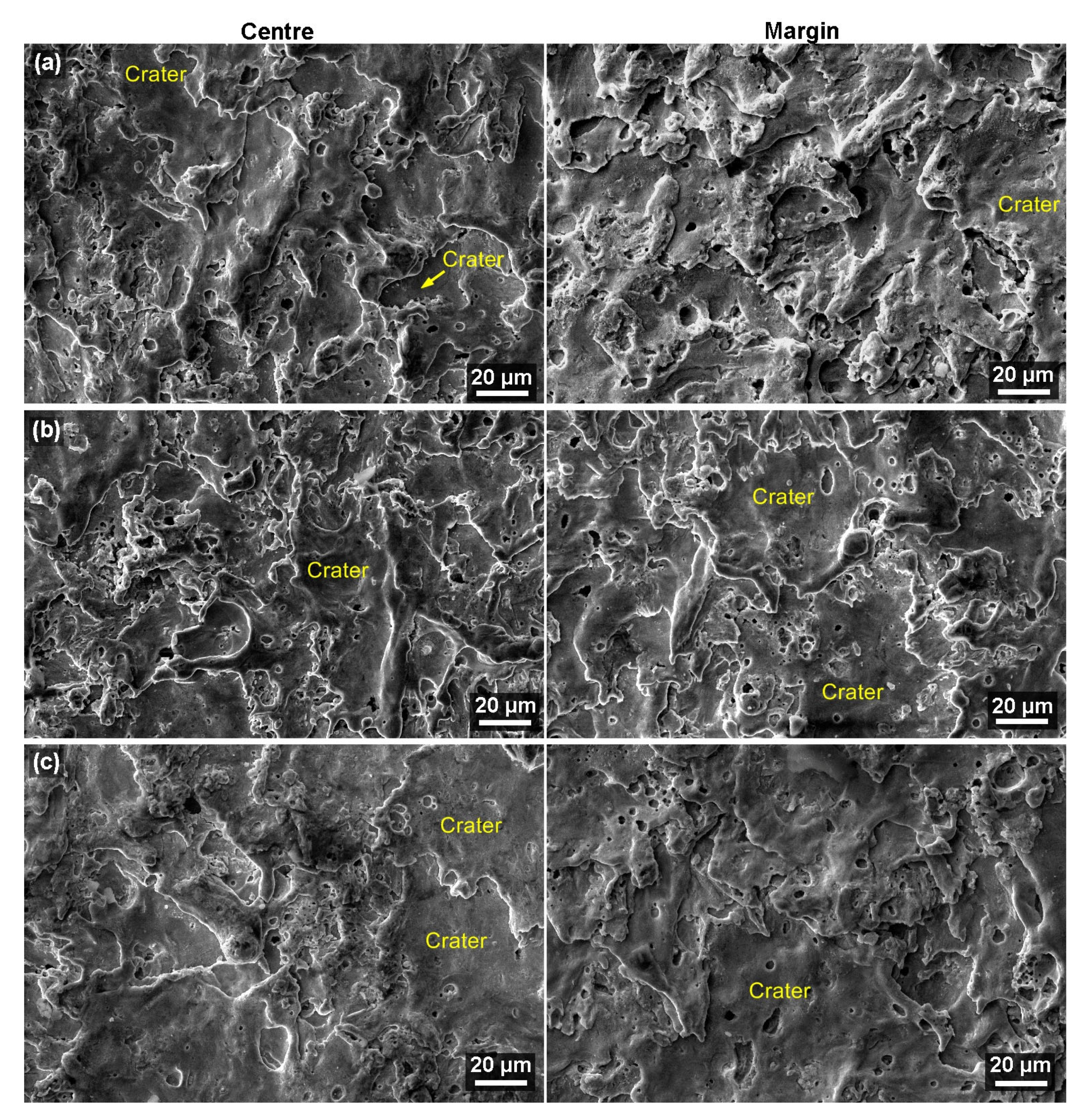
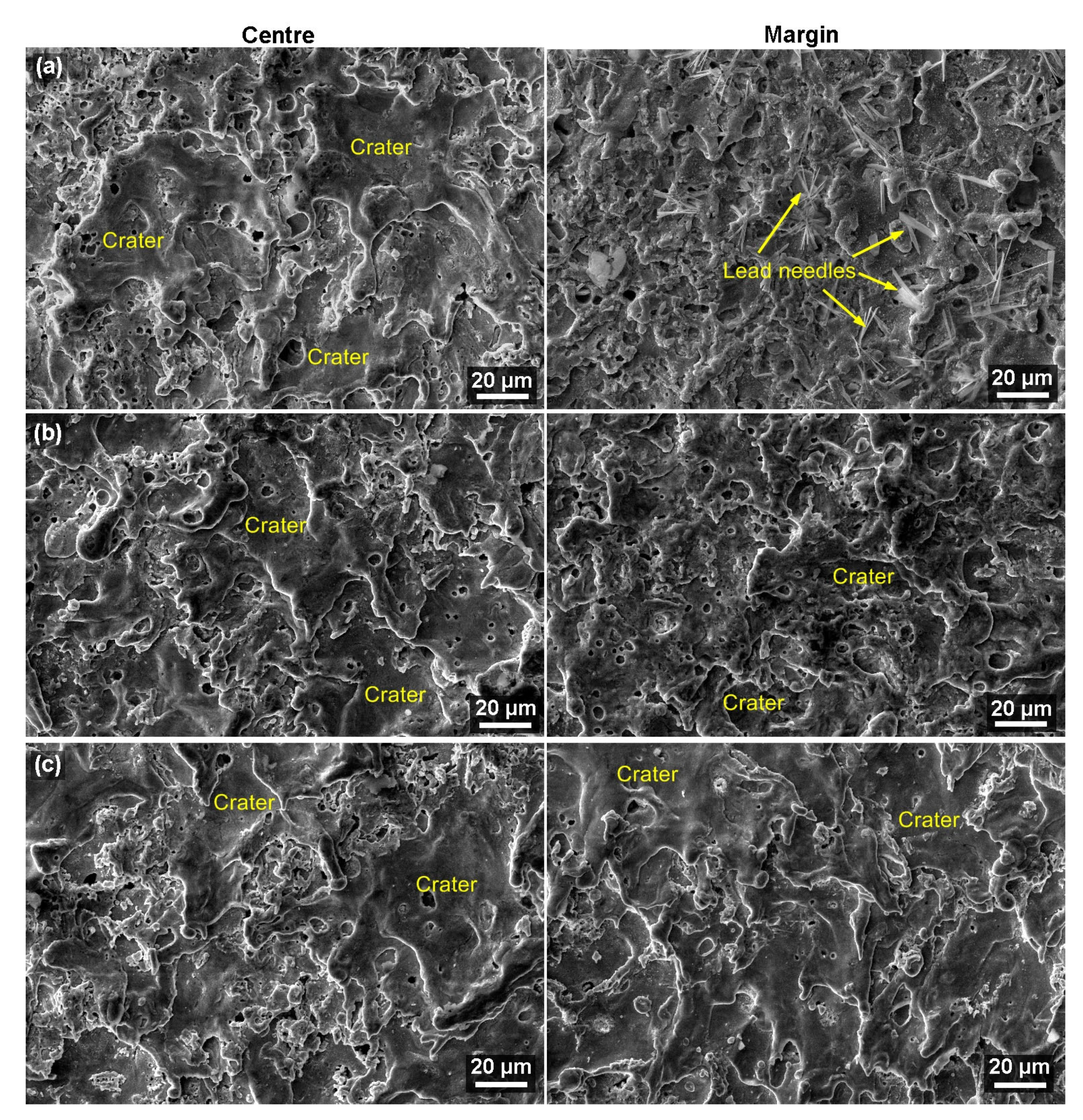
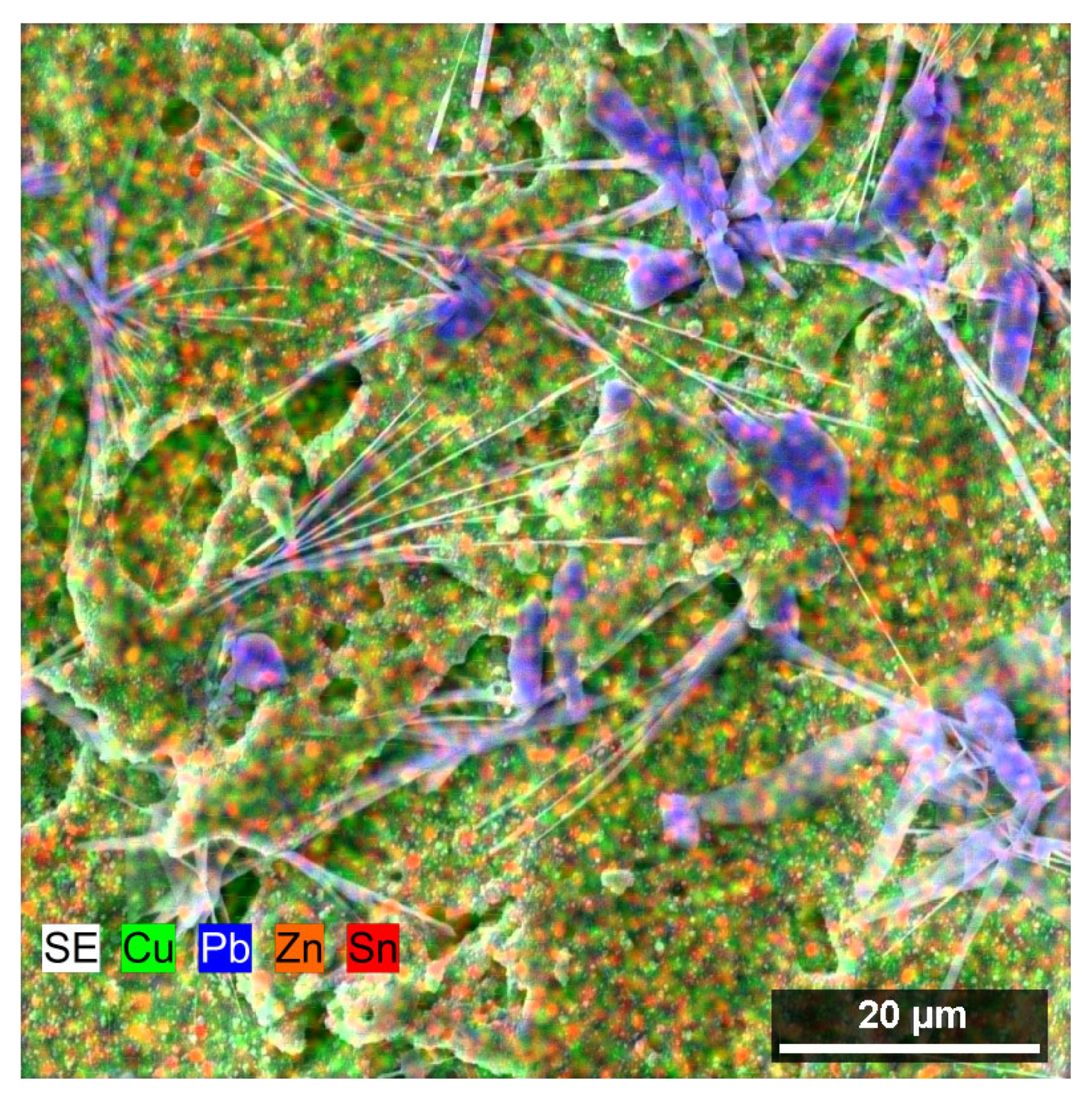
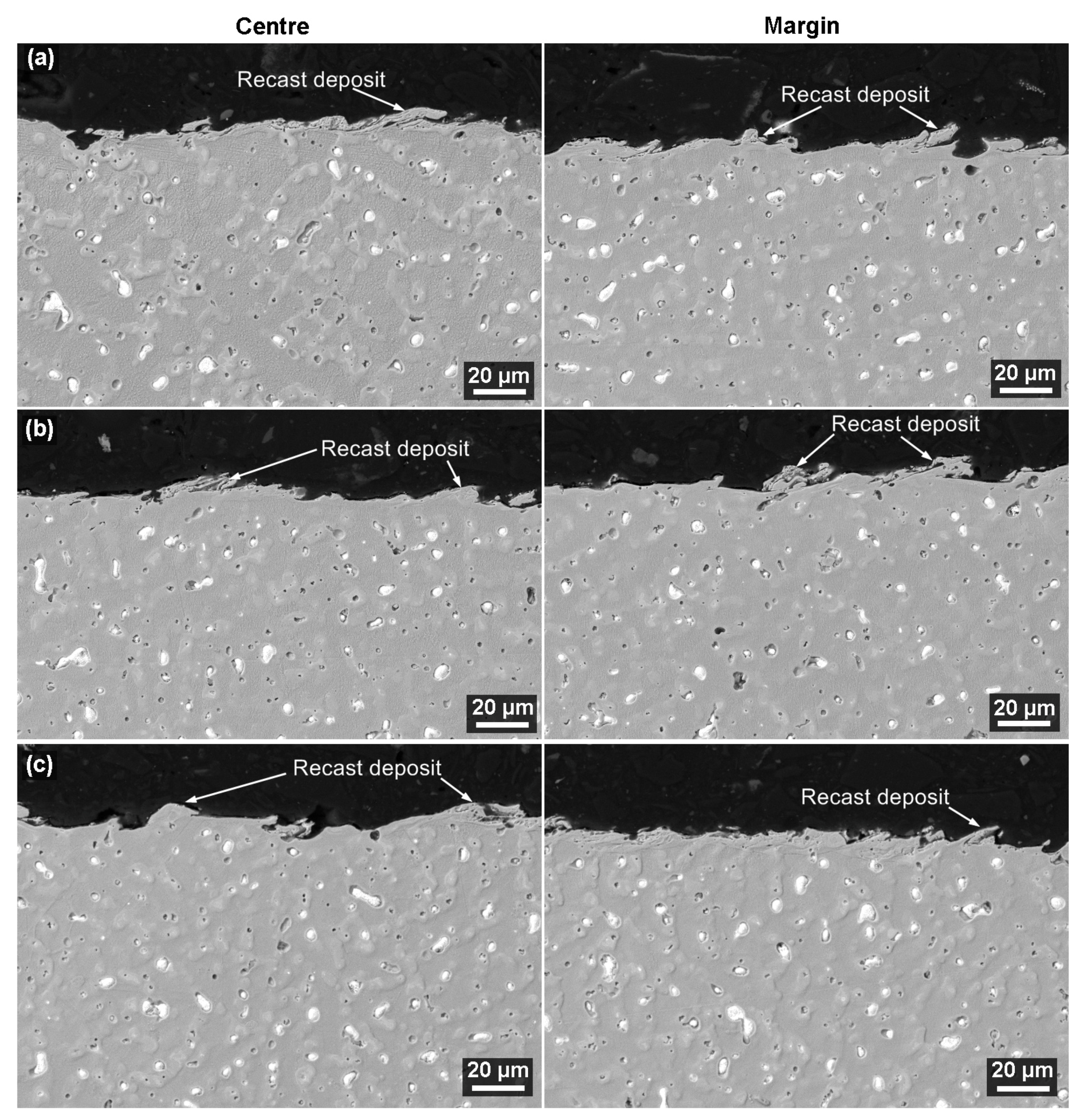
3.2. Surface and Subsurface Area Analysis
4. Conclusions
- -
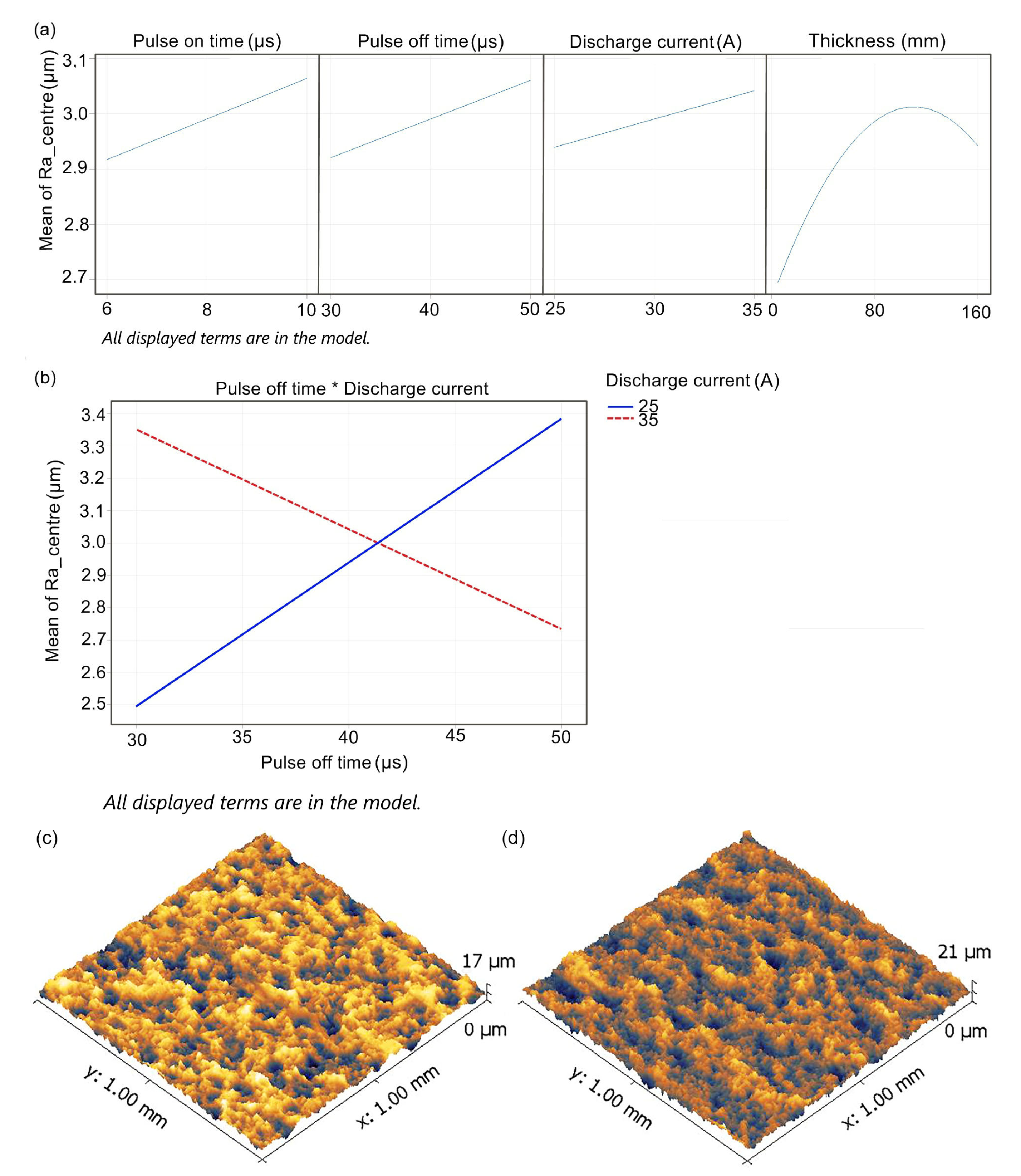
- The highest value of Ra 4 µm and a value of 3.6 were measured, respectively, in the center of the samples and at the margins. The lowest value of Ra 1.6 µm was measured in the sample machined with the following parameters: Ton = 6 µs, Toff = 40 µs, and I = 25 A;
- -
- All monitored factors have positive main effects, i.e., they cause an increase in the topography parameter Ra, with the pulse off time (µs)*discharge current (A) interaction as the most influential one;
- -
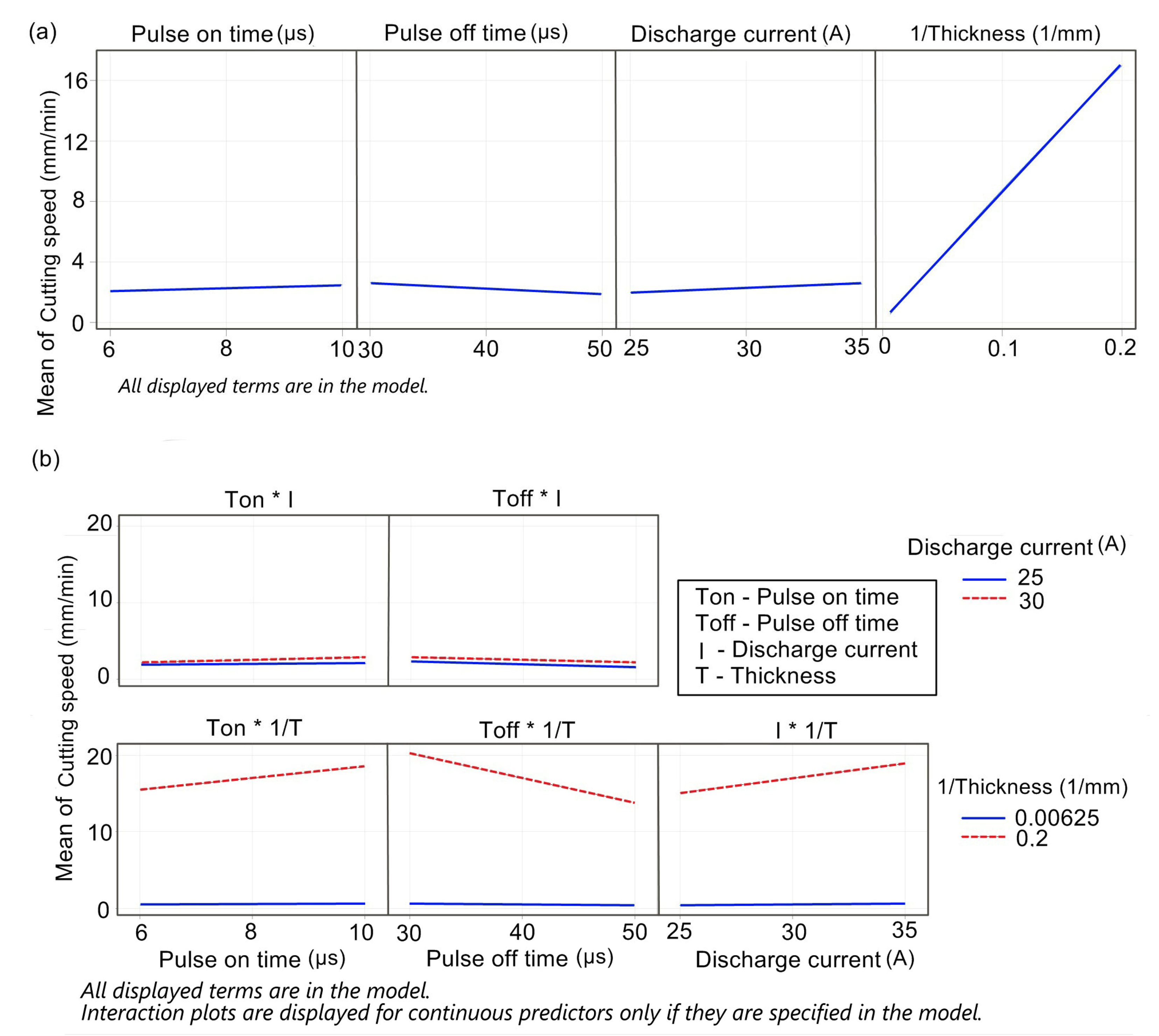
- True to our expectations, the highest speed of 20.24 mm/min was observed in the sample with the lowest material thickness of 5 mm;
- -
- The pulse on time and discharge current were found to have a positive effect, and the pulse off time to hurt the cutting speed;
- -
- The analysis of the surface morphology of the samples did not reveal any of the possible defects. There are only slight differences between the samples’ centers and margins in the form of the size and articulation of the craters, which fully corresponds with the topography analysis;
- -
- Spots covered with segregated lead needles were found at the margins of several samples (especially those of greater thickness);
- -
- The cross-sectional analysis of the samples showed no defects, even at different margin-to-center positions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Asgar, M.E.; Singholi, A.K.S. Parameter study and optimization of WEDM process: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2018, 404, 012007. [Google Scholar] [CrossRef]
- Matoušek, R. GAHC: Improved genetic algorithm. In Nature Inspired Cooperative Strategies for Optimization; Springer: Berlin/Heidelberg, Germany, 2008; pp. 507–520. [Google Scholar]
- Vijayabhaskar, S.; Rajmohan, T.; Sisir, T.P.; Abishek, J.P.; Reddy, R.M. Review of WEDM studies on metal matrix composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 390, 012051. [Google Scholar] [CrossRef]
- Conde, A.; Sánchez, J.A.; Plaza, S.; Olivenza, M.; Ramos, J.M. An industrial system for estimation of workpiece height in WEDM. Procedia Eng. 2015, 132, 647–654. [Google Scholar] [CrossRef][Green Version]
- High Conductivity Copper Alloys. Available online: https://www.ampcometal.com/documents/AMPCO_PLASTIC_INDUSTRY_BROCHURE.pdf (accessed on 20 February 2022).
- Lipa, M.; Durocher, A.; Tivey, R.; Huber, T.; Schedler, B.; Weigert, J. The use of copper alloy CuCrZr as a structural material for actively cooled plasma facing and in vessel components. Fusion Eng. Des. 2005, 75, 469–473. [Google Scholar] [CrossRef]
- Wu, C.; Wu, X.; Zhao, H.; Xu, B.; Zhu, L.; Liu, Y.; Gao, C. Effect of sub-millimetre morphologies on the hydrophobicity of a copper surface prepared by WEDM. Surf. Coat. Technol. 2020, 385, 125455. [Google Scholar] [CrossRef]
- Ahmed, N.; Mughal, M.P.; Shoaib, W.; Raza, S.F.; Alahmari, A.M. WEDM of copper for the fabrication of large surface-area micro-channels: A prerequisite for the high heat-transfer rate. Micromachines 2020, 11, 173. [Google Scholar] [CrossRef]
- Satishkumar, P.; Murthi, C.S.; Meenakshi, R. Optimization of machining parameters in wire EDM of OFHC copper using Taguchi analysis. Mater. Today Proc. 2021, 37, 922–928. [Google Scholar] [CrossRef]
- Li, W.M. Experimental study on cutting speed and surface roughness of pure copper in WEDM. J. Phys. Conf. Ser. 2020, 1605, 012054. [Google Scholar] [CrossRef]
- Sathiyaraj, S.; Venkatesan, S.; Ashokkumar, S. Wire electrical discharge machining (WEDM) analysis into MRR and SR on copper alloy. Mater. Today Proc. 2020, 33, 1079–1084. [Google Scholar] [CrossRef]
- Meenakshi, R.; Suresh, P. WEDM of Cu/WC/SiC composites: Development and machining parameters using artificial immune system. J. Exp. Nanosci. 2020, 15, 12–25. [Google Scholar] [CrossRef]
- Evran, S. Surface roughness and material removal rate analyses of hard copper alloy in wire electrical discharge machining. Emerg. Mater. Res. 2020, 9, 730–737. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Y.; Chi, G.; Yu, F.; Wang, Z. Simulation Study on Surface Drag Reduction Performance of Beryllium Copper Alloy by EDM. Procedia CIRP 2020, 95, 244–249. [Google Scholar] [CrossRef]
- Mahapatra, S.S.; Patnaik, A. Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int. J. Adv. Manuf. Technol. 2007, 34, 911–925. [Google Scholar] [CrossRef]
- Chiang, K.T.; Chang, F.P. Optimization of the WEDM process of particle-reinforced material with multiple performance characteristics using grey relational analysis. J. Mater. Process. Technol. 2006, 180, 96–101. [Google Scholar] [CrossRef]
- Mouralova, K.; Prokes, T.; Benes, L.; Bednar, J. The influence of WEDM parameters setup on the occurrence of defects when machining hardox 400 steel. Materials 2019, 12, 3758. [Google Scholar] [CrossRef] [PubMed]
- Mouralova, K.; Prokes, T.; Benes, L.; Sliwkova, P. Analysis of subsurface defects occurrence in abrasion resistant Creusabro steel after WEDM including the study of morphology and surface topography. Mach. Sci. Technol. 2020, 24, 274–290. [Google Scholar] [CrossRef]
- Mouralova, K.; Benes, L.; Zahradnicek, R.; Bednar, J.; Hrabec, P.; Prokes, T.; Matousek, R.; Fiala, Z. Quality of surface and subsurface layers after WEDM aluminum alloy 7475-T7351 including analysis of TEM lamella. Int. J. Adv. Manuf. Technol. 2018, 99, 2309–2326. [Google Scholar] [CrossRef]
- Mouralová, K.; Benes, L.; Prokes, T.; Bednar, J.; Zahradnicek, R.; Fries, J. Machining of pure molybdenum using WEDM. Measurement 2020, 163, 108010. [Google Scholar] [CrossRef]
- ISO 4287; Geometrical Product Specifications (GPS)-Surface Texture: Profile Method-Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- Mouralova, K.; Benes, L.; Prokes, T.; Bednar, J.; Zahradnicek, R.; Jankovych, R.; Fries, J.; Vontor, J. Analysis of the machinability of copper alloy ampcoloy by WEDM. Materials 2020, 13, 893. [Google Scholar] [CrossRef]
- Venkateswarlu, G.; Devaraj, P. Optimization of Machining Parameters in Wire EDM of Copper Using Taguchi Analysis. Int. J. Adv. Mater. Res. 2015, 1, 126–131. [Google Scholar]
- Chaudhari, R.; Vora, J.; Parikh, D.M.; Wankhede, V.; Khanna, S. Multi-response optimization of WEDM parameters using an integrated approach of RSM–GRA analysis for pure titanium. J. Inst. Eng. Ser. D 2020, 101, 117–126. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Prabu, S.S.M.; Palani, I.A.; Patel, V.K.; Parikh, D.M.; de Lacalle, L.N.L. Multi-response optimization of WEDM process parameters for machining of superelastic nitinol shape-memory alloy using a heat-transfer search algorithm. Materials 2019, 12, 1277. [Google Scholar] [CrossRef] [PubMed]
- Vignesh, M.; Ramanujam, R. Numerical modelling and experimental validation of crater formation in WEDM hybrid turning of Ti-6Al-4V alloy. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 235, 392–404. [Google Scholar] [CrossRef]
- Esteves, P.M.; Wiessner, M.; Costa, J.V.; Sikora, M.; Wegener, K. WEDM single crater asymmetry. Int. J. Adv. Manuf. Technol. 2021, 117, 2421–2427. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Z.; Pan, H.; Qiu, M. Motion Characteristics of Discharge Channel in WEDM. Mater. Manuf. Process. 2021, 36, 583–598. [Google Scholar] [CrossRef]
- Mouralova, K.; Kovar, J.; Klakurkova, L.; Prokes, T.; Horynova, M. Comparison of morphology and topography of surfaces of WEDM machined structural materials. Measurement 2017, 104, 12–20. [Google Scholar] [CrossRef]
- Altuğ, M. Investigation of material removal rate (MRR) and wire wear ratio (WWR) for alloy Ti6Al4 V exposed to heat treatment processing in WEDM and optimization of parameters using Grey relational analysis. Mater. Test. 2016, 58, 794–805. [Google Scholar] [CrossRef]
- McGeough, J.A. Advanced Methods of Machining; Springer Science & Business Media: Dordrecht, The Netherlands, 1988. [Google Scholar]
- Reddy, B.S.; Rao, A.K.; Janardhana, G.R. Multi-objective optimization of surface roughness, recast layer thickness and surface crack density in WEDM of Al2124/SiCp using desirability approach. Mater. Today Proc. 2021, 39, 1320–1326. [Google Scholar] [CrossRef]
- Chaudhari, R.; Khanna, S.; Vora, J.; Patel, V.K.; Paneliya, S.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Experimental investigations and optimization of MWCNTs-mixed WEDM process parameters of nitinol shape memory alloy. J. Mater. Res. Technol. 2021, 15, 2152–2169. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; Lacalle, L.L.D.; Parikh, D.M. Effect of WEDM process parameters on surface morphology of nitinol shape memory alloy. Materials 2020, 13, 4943. [Google Scholar] [CrossRef]
- Sivakumar, S.; Khan, M.A.; Muralidharan, B. Studies on surface quality of stainless steel implant material while machining with WEDM process. Int. J. Mach. Mach. Mater. 2020, 22, 374–385. [Google Scholar] [CrossRef]
- Farooq, M.U.; Ali, M.A.; He, Y.; Khan, A.M.; Pruncu, C.I.; Kashif, M.; Ahmed, N.; Asif, N. Curved profiles machining of Ti6Al4V alloy through WEDM: Investigations on geometrical errors. J. Mater. Res. Technol. 2020, 9, 16186–16201. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Std Order | Run Order | Pt Type | Pulse on Time (µs) | Pulse off Time (µs) | Discharge Current (A) |
|---|---|---|---|---|---|
| 3 | 1 | 2 | 6 | 50 | 30 |
| 9 | 2 | 2 | 8 | 30 | 25 |
| 7 | 3 | 2 | 6 | 40 | 35 |
| 8 | 4 | 2 | 10 | 40 | 35 |
| 6 | 5 | 2 | 10 | 40 | 25 |
| 12 | 6 | 2 | 8 | 50 | 35 |
| 11 | 7 | 2 | 8 | 30 | 35 |
| 13 | 8 | 0 | 8 | 40 | 30 |
| 14 | 9 | 0 | 8 | 40 | 30 |
| 5 | 10 | 2 | 6 | 40 | 25 |
| 1 | 11 | 2 | 6 | 30 | 30 |
| 4 | 12 | 2 | 10 | 50 | 30 |
| 2 | 13 | 2 | 10 | 30 | 30 |
| 10 | 14 | 2 | 8 | 50 | 25 |
| Level | Pulse on Time (µs) | Pulse Off Time (µs) | Discharge Current (A) |
|---|---|---|---|
| High | 10 | 50 | 25 |
| Middle | 8 | 40 | 30 |
| Low | 6 | 30 | 35 |
| Analysis of Variance | |||
|---|---|---|---|
| Source | Contribution | F-Value | p-Value |
| Regression | 99.47% | 8239.57 | 0.000 |
| Pulse on time (µs) | 0.26% | 44.59 | 0.000 |
| Pulse off time (µs) | 0.75% | 3.78 | 0.053 |
| Discharge current (A) | 0.42% | 37.51 | 0.000 |
| 1/Thickness (1/mm) | 94.96% | 418.57 | 0.000 |
| 1/Thickness (1/mm)*1/Thickness (1/mm) | 0.04% | 33.82 | 0.000 |
| Pulse on time (µs)*Discharge current (A) | 0.06% | 49.19 | 0.000 |
| Pulse on time (µs)*1/Thickness (1/mm) | 0.40% | 327.22 | 0.000 |
| Pulse off time (µs)*Discharge current (A) | 0.01% | 5.14 | 0.024 |
| Pulse off time (µs)*1/Thickness (1/mm) | 1.95% | 1612.19 | 0.000 |
| Discharge current (A)*1/Thickness (1/mm) | 0.64% | 527.53 | 0.000 |
| Error | 0.53% | ||
| Total | 100.00% | ||
| Analysis of Variance | |||
|---|---|---|---|
| Source | Contribution | F-Value | p-Value |
| Regression | 32.32% | 35.09 | 0.000 |
| Pulse on time (µs) | 1.77% | 11.53 | 0.001 |
| Pulse off time (µs) | 1.60% | 158.91 | 0.000 |
| Discharge current (A) | 0.86% | 157.16 | 0.000 |
| Thickness (mm) | 3.11% | 18.72 | 0.000 |
| Thickness (mm)*Thickness (mm) | 1.71% | 11.13 | 0.001 |
| Pulse off time (µs)*Discharge current (A) | 23.27% | 151.59 | 0.000 |
| Error | 67.68% | ||
| Total | 100.00% | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mouralova, K.; Bednar, J.; Benes, L.; Prokes, T.; Zahradnicek, R.; Fries, J. Mathematical Models for Machining Optimization of Ampcoloy 35 with Different Thicknesses Using WEDM to Improve the Surface Properties of Mold Parts. Materials 2023, 16, 100. https://doi.org/10.3390/ma16010100
Mouralova K, Bednar J, Benes L, Prokes T, Zahradnicek R, Fries J. Mathematical Models for Machining Optimization of Ampcoloy 35 with Different Thicknesses Using WEDM to Improve the Surface Properties of Mold Parts. Materials. 2023; 16(1):100. https://doi.org/10.3390/ma16010100
Chicago/Turabian StyleMouralova, Katerina, Josef Bednar, Libor Benes, Tomas Prokes, Radim Zahradnicek, and Jiri Fries. 2023. "Mathematical Models for Machining Optimization of Ampcoloy 35 with Different Thicknesses Using WEDM to Improve the Surface Properties of Mold Parts" Materials 16, no. 1: 100. https://doi.org/10.3390/ma16010100
APA StyleMouralova, K., Bednar, J., Benes, L., Prokes, T., Zahradnicek, R., & Fries, J. (2023). Mathematical Models for Machining Optimization of Ampcoloy 35 with Different Thicknesses Using WEDM to Improve the Surface Properties of Mold Parts. Materials, 16(1), 100. https://doi.org/10.3390/ma16010100