
Effect of Thermal Aging on the Mechanical Properties of SAC305



Abstract
1. Introduction
2. Experimental Procedure
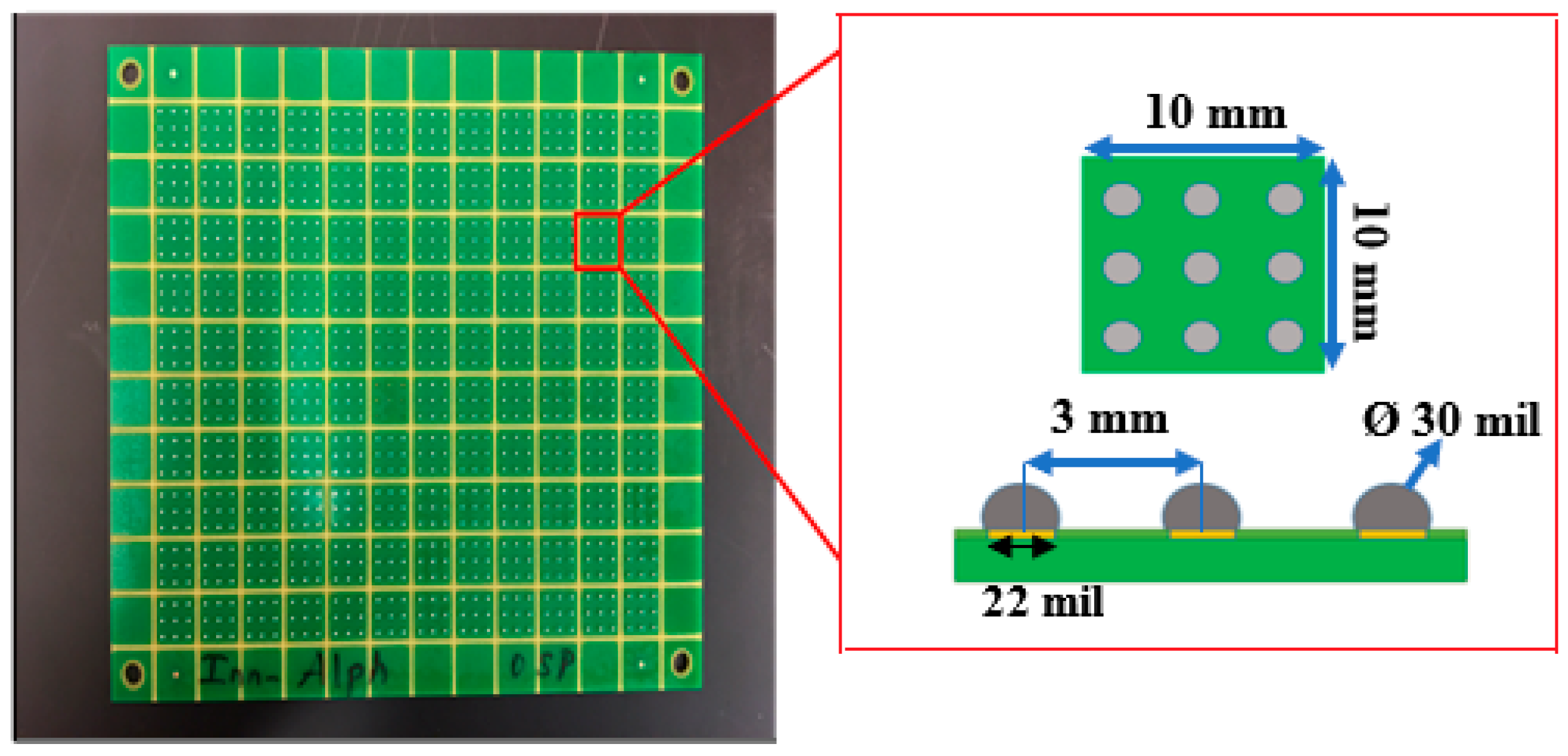
2.1. Sample Preparation
2.2. Thermal Aging
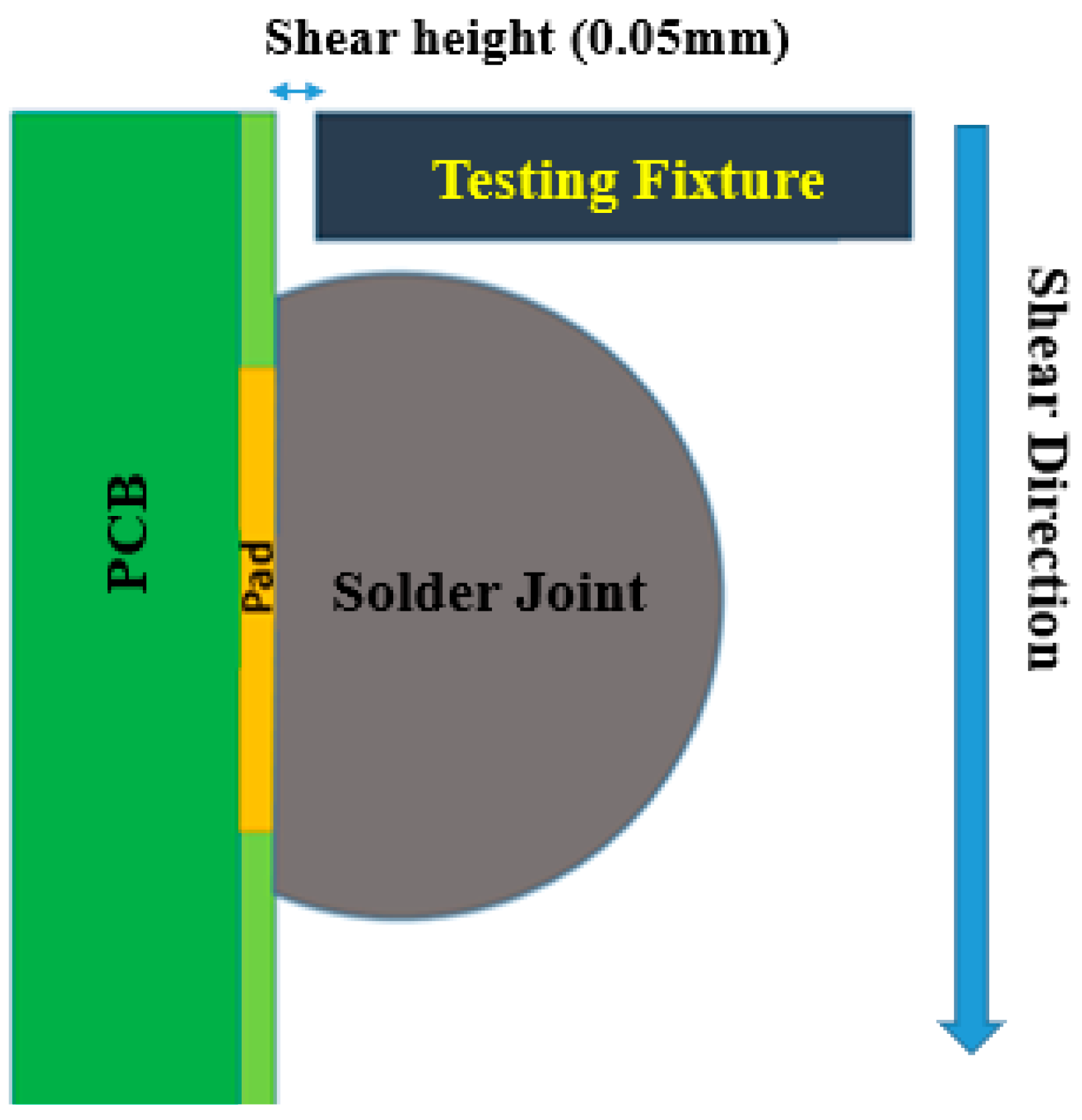
2.3. Shear Strength Test
3. Result and Discussion
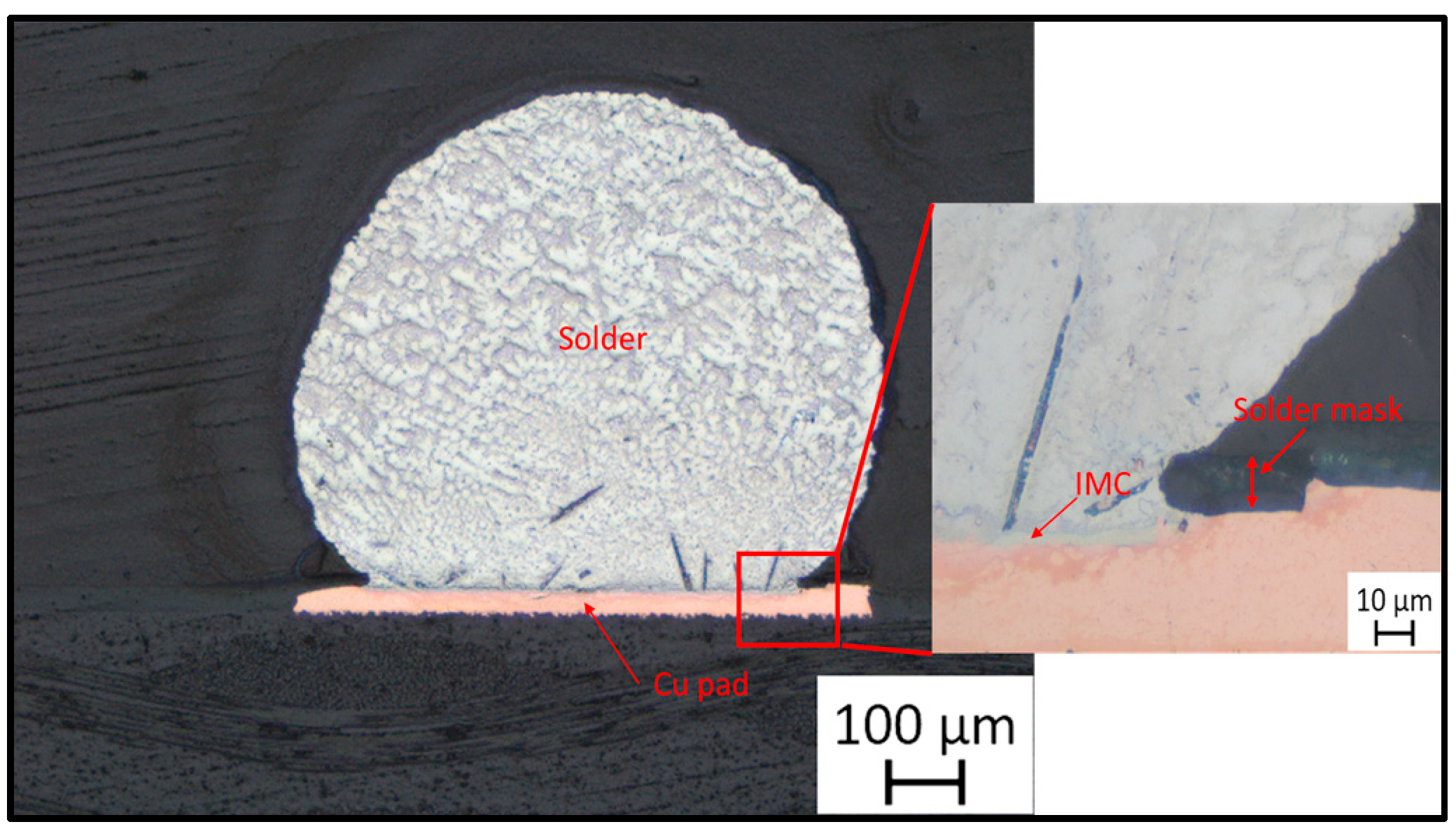
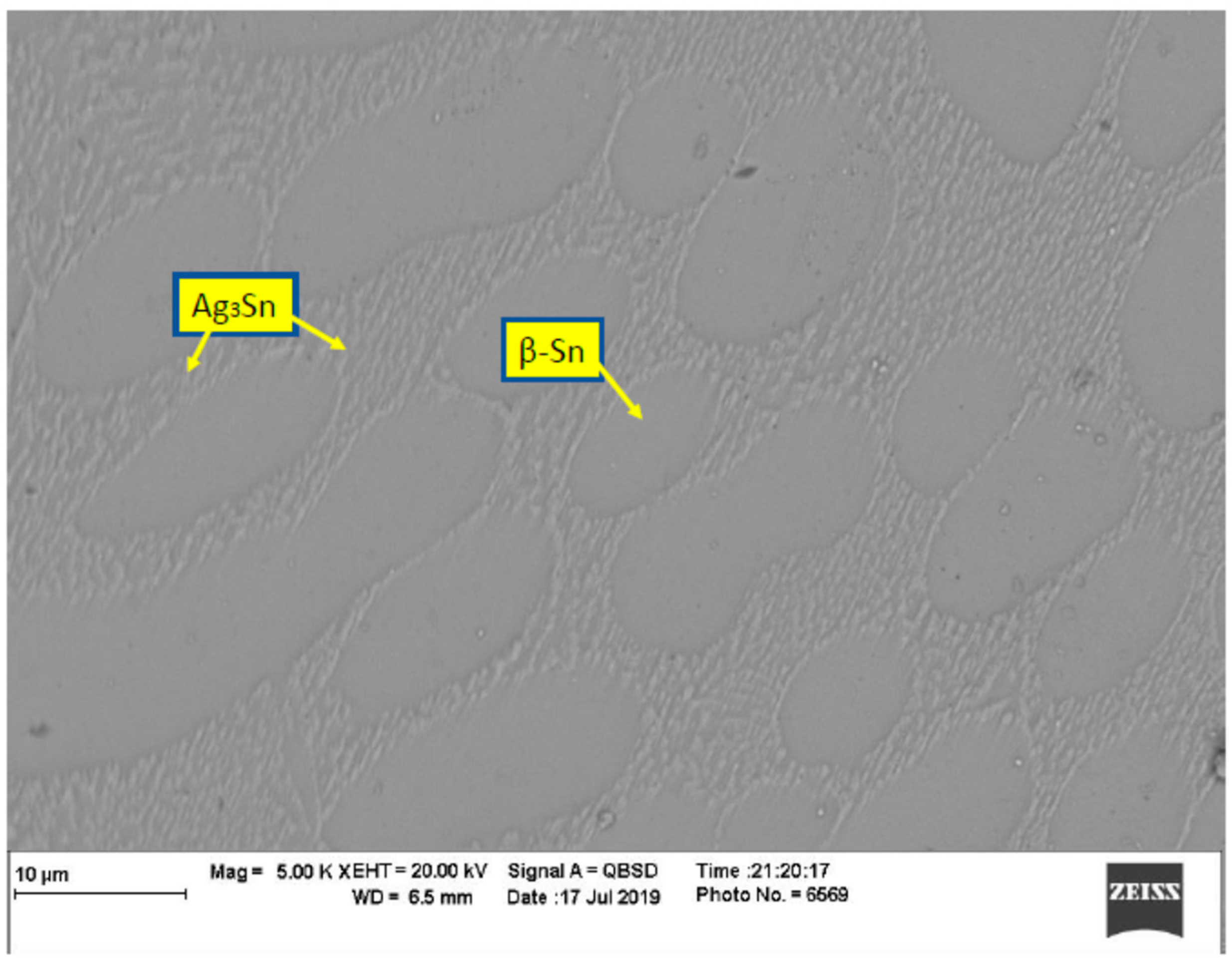
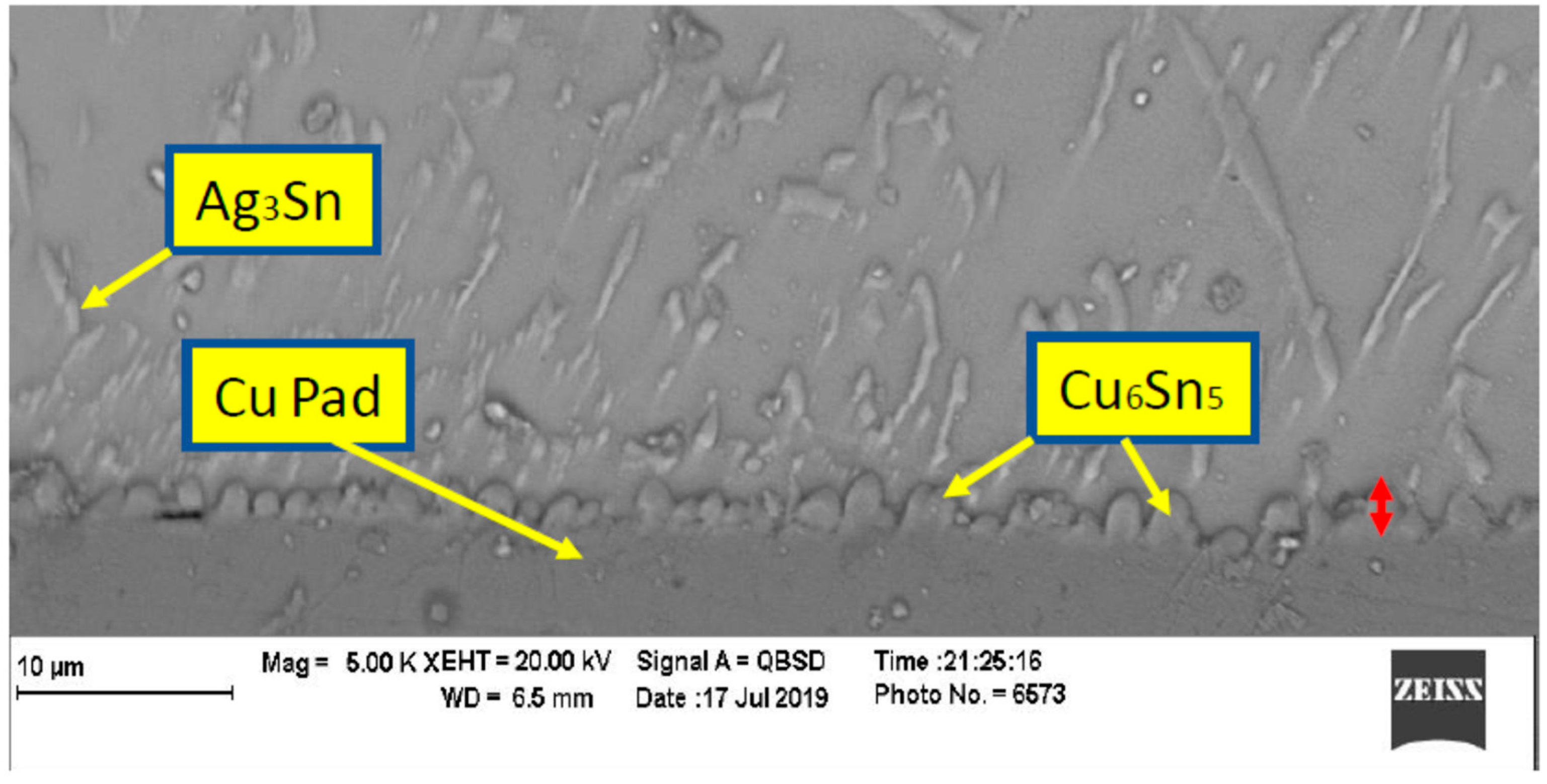
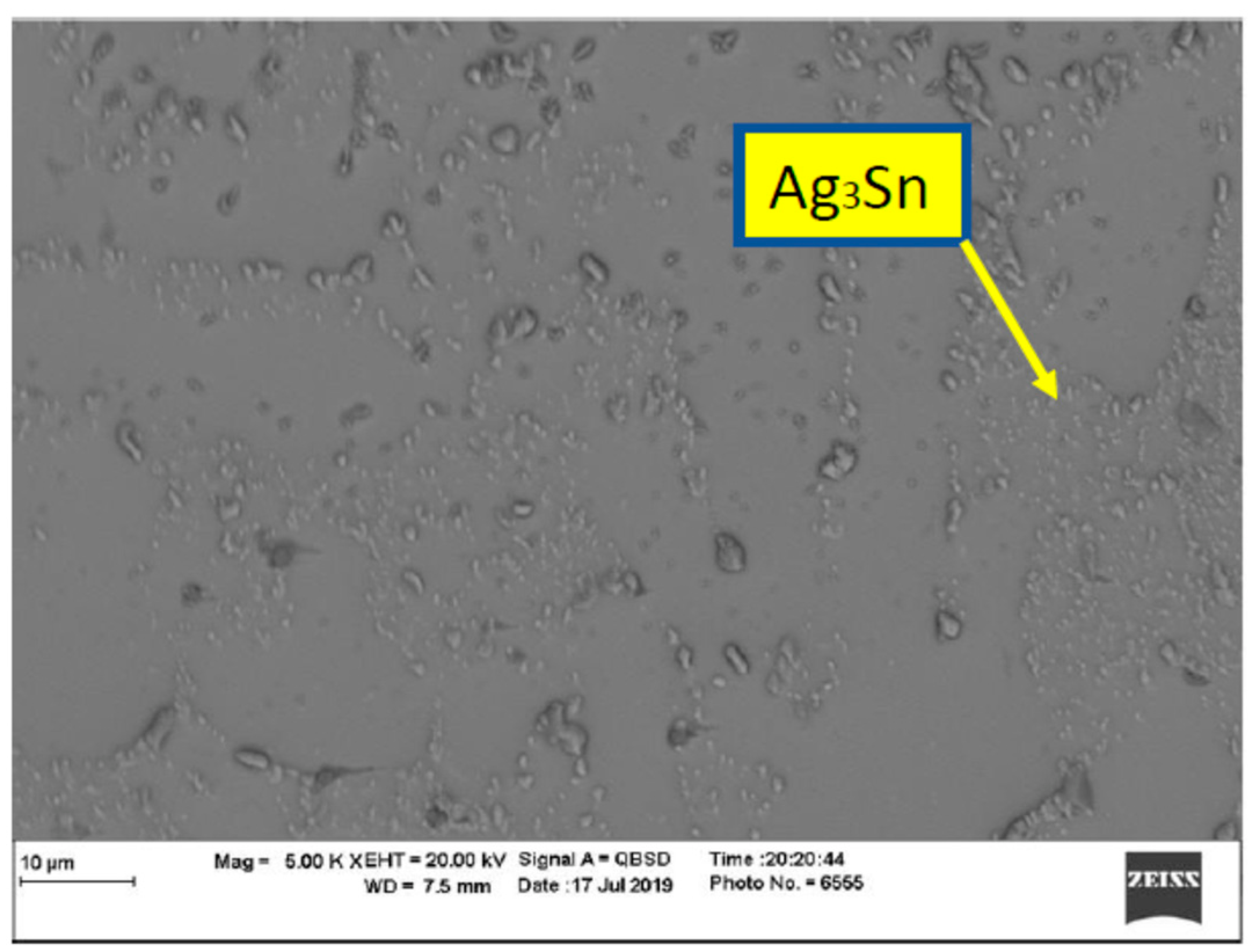
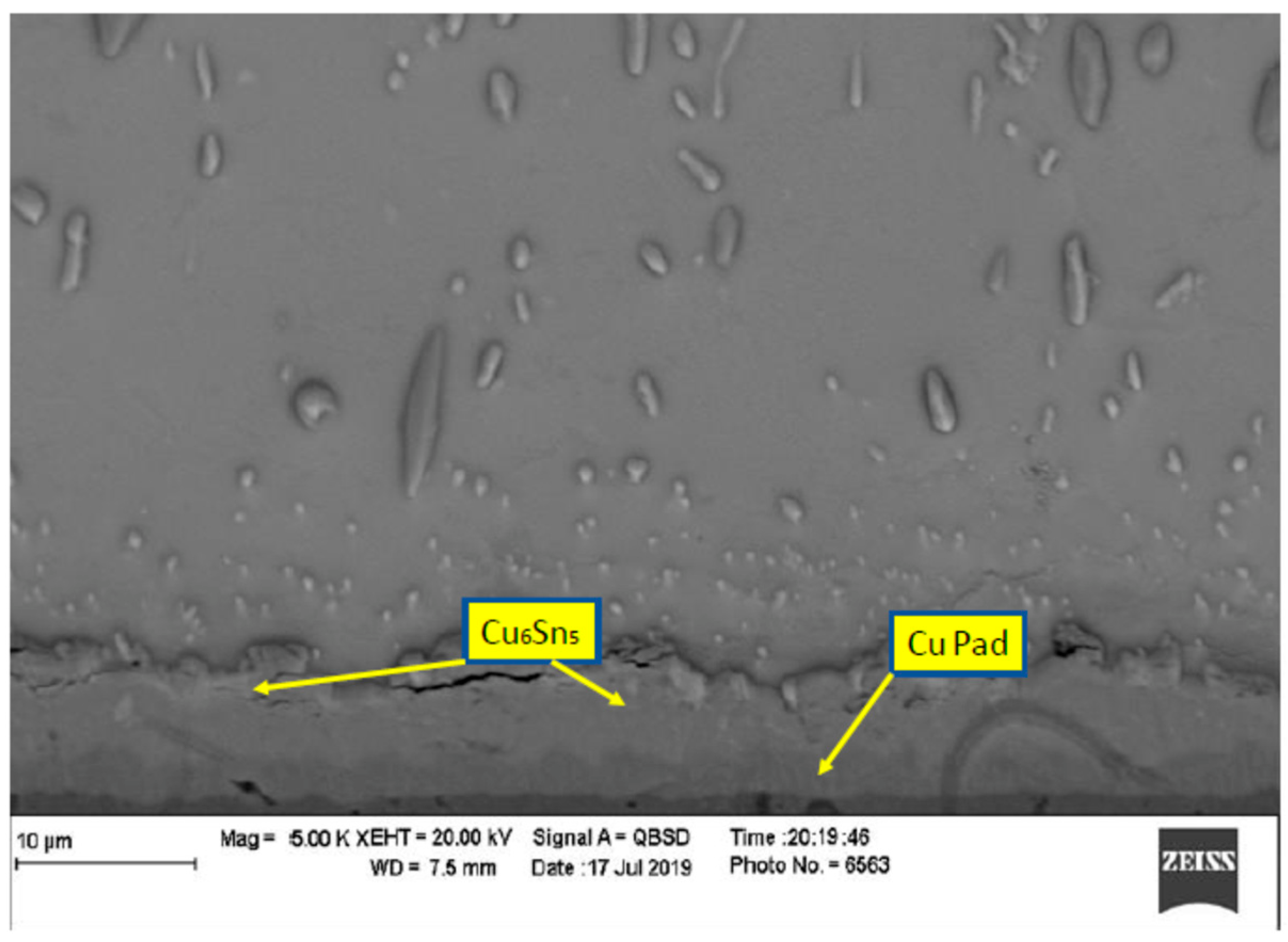
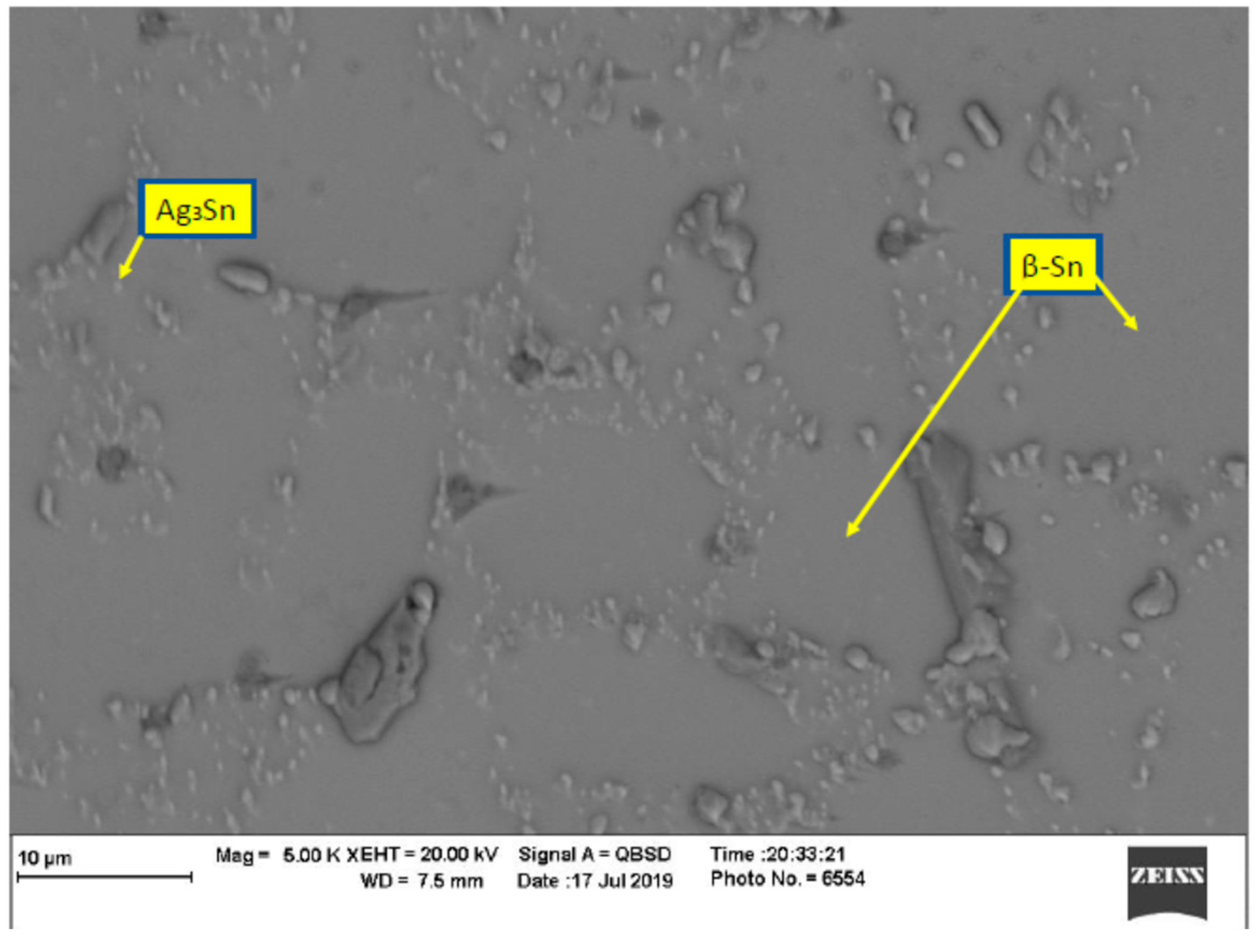
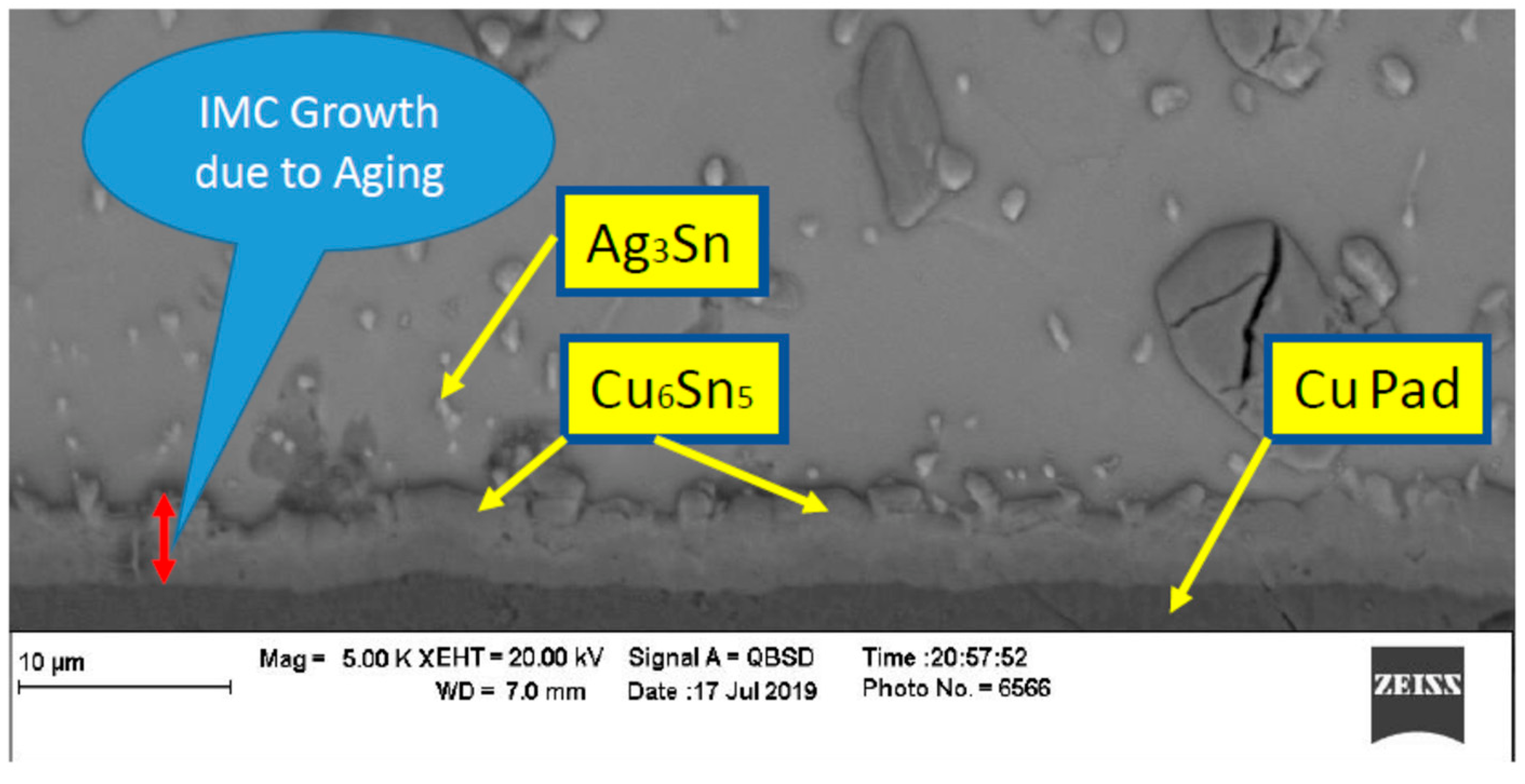
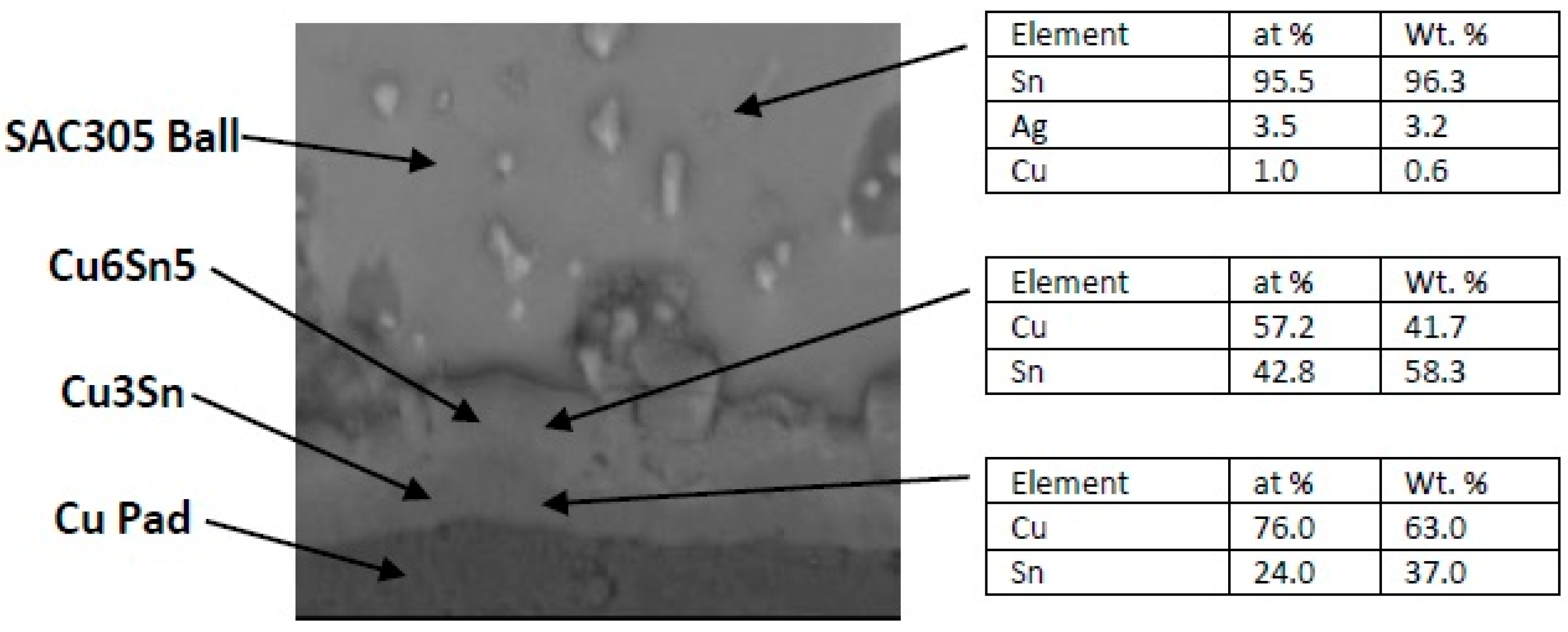
3.1. Effect of Aging on Microstructure
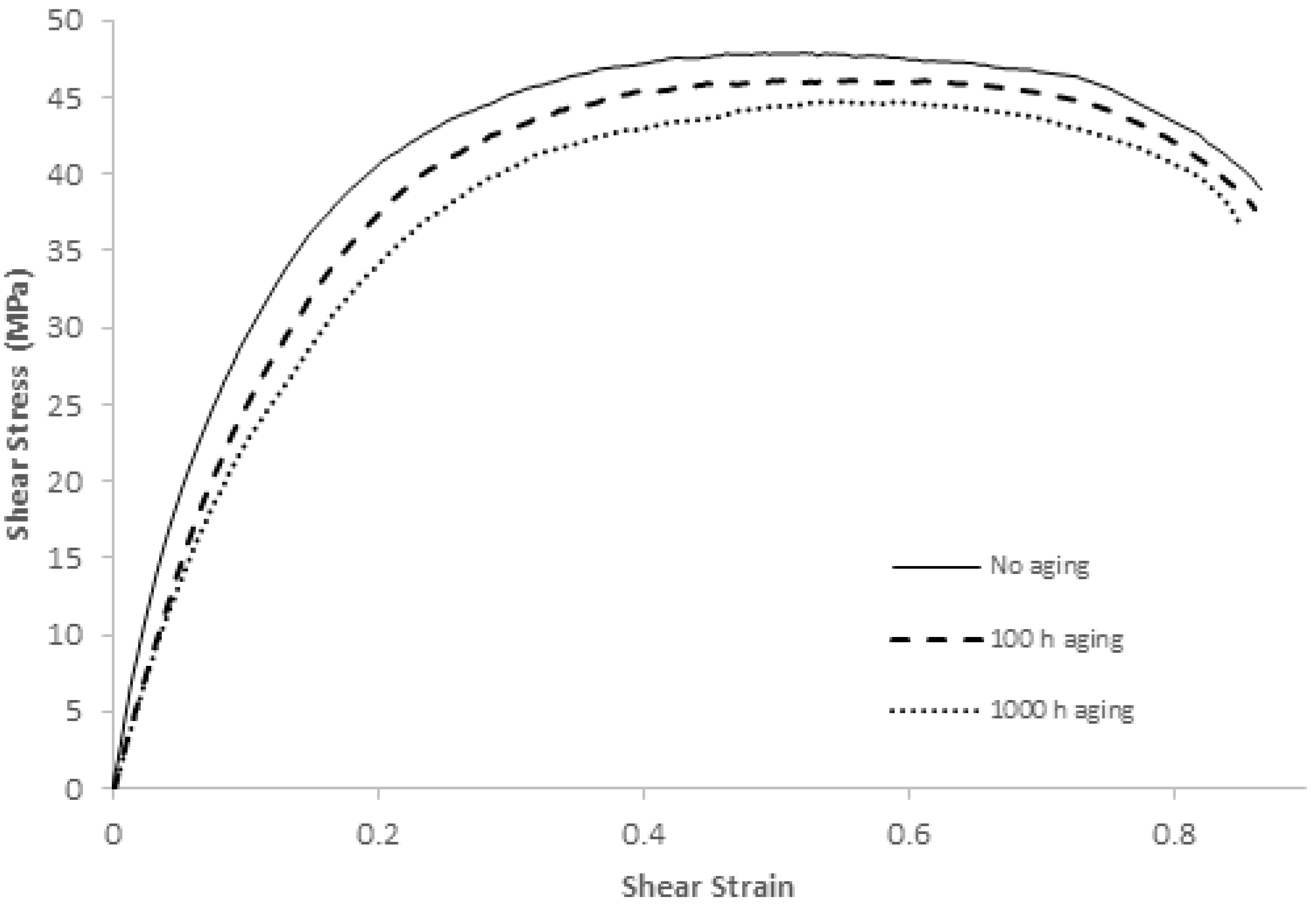
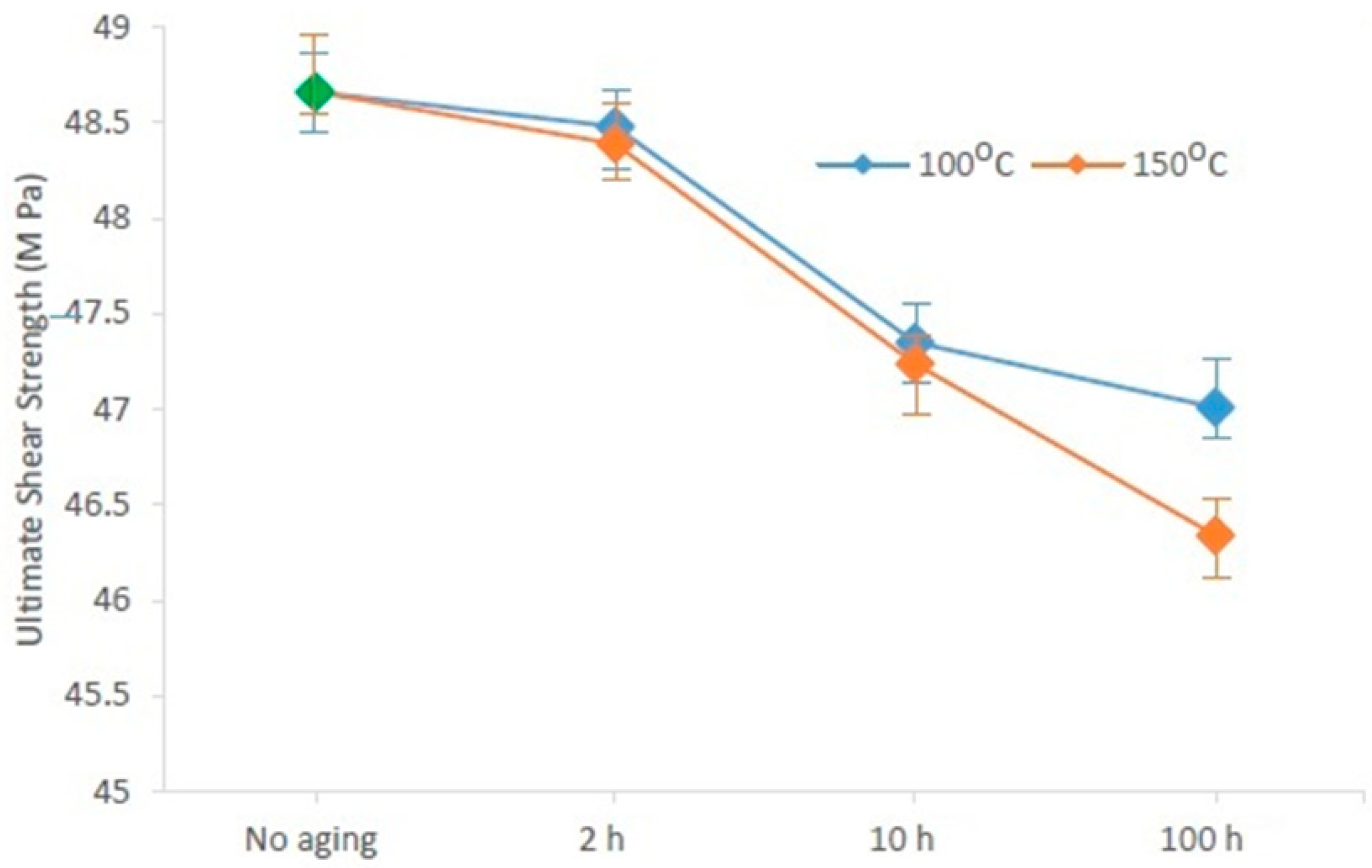
3.2. Effect of Thermal Aging on the Mechanical Properties of SAC 305
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bani Hani, D.; Al-Athamneh, R.; Aljarrah, M.; Hamasha, S. Shear strength degradation modeling of lead-free solder joints at different isothermal aging conditions. J. Microelectron. Electron. Packag. 2021, 18, 137–144. [Google Scholar] [CrossRef]
- Kim, D.W.; Kong, M.; Jeong, U. Interface design for stretchable electronic devices. Adv. Sci. 2021, 8, 2004170. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Wang, Z.; Li, X.; Hu, X.; Lei, M. Growth behavior of IMCs layer of the Sn–35Bi–1Ag on Cu, Ni–P/Cu and Ni–Co–P/Cu substrates during aging. J. Mater. Sci. Mater. Electron. 2019, 30, 1519–1530. [Google Scholar] [CrossRef]
- Ma, H.; Suhling, J.C. A review of mechanical properties of lead-free solders for electronic packaging. J. Mater. Sci. 2009, 44, 1141–1158. [Google Scholar] [CrossRef]
- Akkara, F.J.; Zhao, C.; Athamenh, R.; Su, S.; Abueed, M.; Hamasha, S.; Suhling, J.; Lall, P. Effect of solder sphere alloys and surface finishes on the reliability of lead-free solder joints in accelerated thermal cycling. In Proceedings of the 2018 17th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), San Diego, CA, USA, 29 May–1 June 2018; pp. 1374–1380. [Google Scholar]
- Fu, N.; Ahmed, S.; Suhling, J.C.; Lall, P. Visualization of microstructural evolution in lead free solders during isothermal aging using time-lapse imagery. In Proceedings of the 67th Electronic Components and Technology Conference, Orlando, FL, USA, 30 May–2 June 2017; pp. 429–440. [Google Scholar]
- Zhang, L.; Han, J.G.; He, C.W.; Guo, Y.H. Reliability behavior of lead-free solder joints in electronic components. J. Mater. Sci. 2013, 24, 172–190. [Google Scholar] [CrossRef]
- Lee, H.; Kim, C.; Heo, C.; Kim, C.; Lee, J.H.; Kim, Y. Effect of solder resist dissolution on the joint reliability of ENIG surface and Sn-Ag-Cu solder. Microelectron. Reliab. 2018, 87, 75–80. [Google Scholar] [CrossRef]
- Zhu, Y.; Li, X.; Gao, R.; Wang, C. Effect of hold time on the mechanical fatigue failure behavior of lead-free solder joint under high temperature. J. Mater. Sci. 2014, 25, 3863–3869. [Google Scholar] [CrossRef]
- Ding, Y.; Tian, R.; Wang, X.; Hang, C.; Yu, F.; Zhou, L.; Meng, X.; Tian, Y. Coupling effects of mechanical vibrations and thermal cycling on reliability of CCGA solder joints. Microelectron. Reliab. 2015, 55, 2396–2402. [Google Scholar] [CrossRef]
- Tu, K.N.; Liu, Y. Recent advances on kinetic analysis of solder joint reactions in 3D IC packaging technology. Mater. Sci. Eng. R Rep. 2019, 136, 1–12. [Google Scholar] [CrossRef]
- Zuo, Y.; Bieler, T.R.; Zhou, Q.; Ma, L.; Guo, F. Electromigration and thermomechanical fatigue behavior of Sn0.3Ag0.7Cu solder joints. J. Electron. Mater. 2018, 47, 1881–1895. [Google Scholar] [CrossRef]
- Liu, M.L.; Ahmad, A.M. Interfacial reaction of Sn-Ag-Cu lead-free solder alloy on Cu: A review. Adv. Mater. Sci. Eng. 2013, 2013, 123697. [Google Scholar] [CrossRef]
- Li, S.; Liu, Y.; Zhang, H.; Cai, H.; Sun, F.; Zhang, G. Microstructure and hardness of SAC305 and SAC305-0.3 Ni solder on Cu, high temperature treated Cu, and graphene-coated Cu substrates. Results Phys. 2018, 11, 617–622. [Google Scholar] [CrossRef]
- Li, X.; Li, F.; Guo, F.; Shi, Y. Effect of isothermal aging and thermal cycling on interfacial IMC growth and fracture behavior of SnAgCu/Cu Joints. J. Electron. Mater. 2010, 40, 51–56. [Google Scholar] [CrossRef]
- Ahmed, S.; Hasnine, M.; Suhling, J.C.; Lall, P. Mechanical characterization of SAC solder joints at high temperature using nanoindentation. In Proceedings of the 67th IEEE Electronic Components and Technology Conference, Orlando, FL, USA, 30 May–2 June 2017; pp. 1128–1135. [Google Scholar]
- Lee, C.B.; Jung, S.B.; Shin, Y.E.; Chang, C.C. Effect of isothermal aging on ball shear strength in BGA joints with Sn-3.5Ag-0.75Cu solder. Mater. Trans. 2002, 43, 1858–1863. [Google Scholar] [CrossRef][Green Version]
- Zhang, J.; Hai, Z.; Thirugnanasambandam, S.; Evans, J.L.; Bozack, M.J.; Sesek, R.; Zhang, Y.; Suhling, J.C. Correlation of aging effects on creep rate and reliability in lead free solder joints. SMTA J. 2012, 25, 19–28. [Google Scholar]
- Lall, P.; Shantaram, S.; Suhling, J.; Locker, D. Effect of aging on the high strain rate mechanical properties of SAC105 and SAC305 leadfree alloys. In Proceedings of the 63rd IEEE Electronic Components and Technology Conference, Las Vegas, NV, USA, 28–31 May 2013; pp. 1277–1293. [Google Scholar]
- Chen, H.; Han, J.; Li, J.; Li, M. Inhomogeneous deformation and microstructure evolution of Sn-Ag-based solder interconnects during thermal cycling and shear testing. Microelectron. Reliab. 2012, 52, 1112–1120. [Google Scholar] [CrossRef]
- Matin, M.A.; Vellinga, W.P.; Geers, M.G.D. Microstructure evolution in a Pb-free solder alloy during mechanical fatigue. Mater. Sci. Eng. A 2006, 431, 166–174. [Google Scholar] [CrossRef]
- Hu, X.; Xu, T.; Keer, L.M.; Li, Y.; Jiang, X. Microstructure evolution and shear fracture behavior of aged Sn3Ag0.5Cu/Cu solder joints. Mater. Sci. Eng. A 2016, 673, 167–177. [Google Scholar] [CrossRef]
- Powers, M.; Pan, J.; Silk, J.; Hyland, P. Effect of gold content on the microstructural evolution of SAC305 solder joints under isothermal aging. J. Electron. Mater. 2012, 41, 224–231. [Google Scholar] [CrossRef]
- Lall, P.; Mehta, V.; Suhling, J.; Blecker, K. Effect of 100 °C Aging for Periods of up to 120-days on High Strain Rate Properties of SAC305 Alloys. In Proceedings of the 2020 19th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 21–23 July 2020; pp. 1051–1064. [Google Scholar]
- Al Athamneh, R. Fatigue behavior of SAC-Bi and SAC305 solder joints with aging. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 10, 611–620. [Google Scholar] [CrossRef]
- Chowdhury, M.M.R.; Hoque, M.A.; Suhling, J.C.; Lall, P. Effects of Aging on the Damage Accumulation in SAC305 Lead Free Solders Subjected to Cyclic Loading. In Proceedings of the 2019 18th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Las Vegas, NV, USA, 28–31 May 2019; pp. 724–733. [Google Scholar]
- Zhao, C.; Shen, C.; Hai, Z.; Zhang, J.; Bozack, M.J.; Evans, J.L. Long term aging effects on the reliability of lead free solder joints in ball grid array packages with various pitch sizes and ball alignments. In Proceedings of the 2015 SMTA International, Rosemont, IL, USA, 27 September–1 October 2015. [Google Scholar]
- Hasnine, M.; Suhling, J.C.; Bozack, M.J. Effects of high temperature aging on the microstructural evolution and mechanical behavior of SAC305 solder joints using synchrotron X-ray microdiffraction and nanoindentation. J. Mater. Sci. Mater. Electron. 2017, 28, 13496–13506. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 0 h | 2 h | 10 h | 100 h | 1000 h | |
|---|---|---|---|---|---|
| 150 °C | 1 board | 1 board | 1 board | 1 board | 1 board |
| 100 °C | 1 board | 1 board | 1 board | 1 board | 1 board |
| Thickness (µm) | Aging Time (h) |
|---|---|
| 2 | 0 |
| 6 | 100 |
| 6–10 | 1000 |
| Modulus of Elasticity (MPa) | Aging Time |
|---|---|
| 476 | 0 |
| 309 | 100 |
| 278 | 1000 |
| Aging Time | USS (MPa) | Total Energy (µJ) | Ultimate Energy | Drop % USS | Increasing % TE | Increasing % UE |
|---|---|---|---|---|---|---|
| (h) | (µJ) | |||||
| 0 | 48.58 | 39.5 | 23.49 | - | - | - |
| 2 | 48.4 | 53.25 | 27.44 | 0.38% | 41.65% | 16.86% |
| 10 | 47.24 | 55.92 | 30.97 | 2.75% | 41.57% | 31.86% |
| 100 | 46.34 | 56.87 | 28.68 | 4.60% | 44.00% | 22.10% |
| 1000 | 44.2 | 58.37 | 22.79 | 9.01% | 47.78% | −2.97% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hamasha, K.; Hamasha, M.M.; Hamasha, S. Effect of Thermal Aging on the Mechanical Properties of SAC305. Materials 2022, 15, 2816. https://doi.org/10.3390/ma15082816
Hamasha K, Hamasha MM, Hamasha S. Effect of Thermal Aging on the Mechanical Properties of SAC305. Materials. 2022; 15(8):2816. https://doi.org/10.3390/ma15082816
Chicago/Turabian StyleHamasha, Khozima, Mohammad M. Hamasha, and Sa’d Hamasha. 2022. "Effect of Thermal Aging on the Mechanical Properties of SAC305" Materials 15, no. 8: 2816. https://doi.org/10.3390/ma15082816
APA StyleHamasha, K., Hamasha, M. M., & Hamasha, S. (2022). Effect of Thermal Aging on the Mechanical Properties of SAC305. Materials, 15(8), 2816. https://doi.org/10.3390/ma15082816