
Compression Behavior of EBM Printed Auxetic Chiral Structures

 ,
,  ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Production and Characterization of Additively Manufactured Chiral Elements
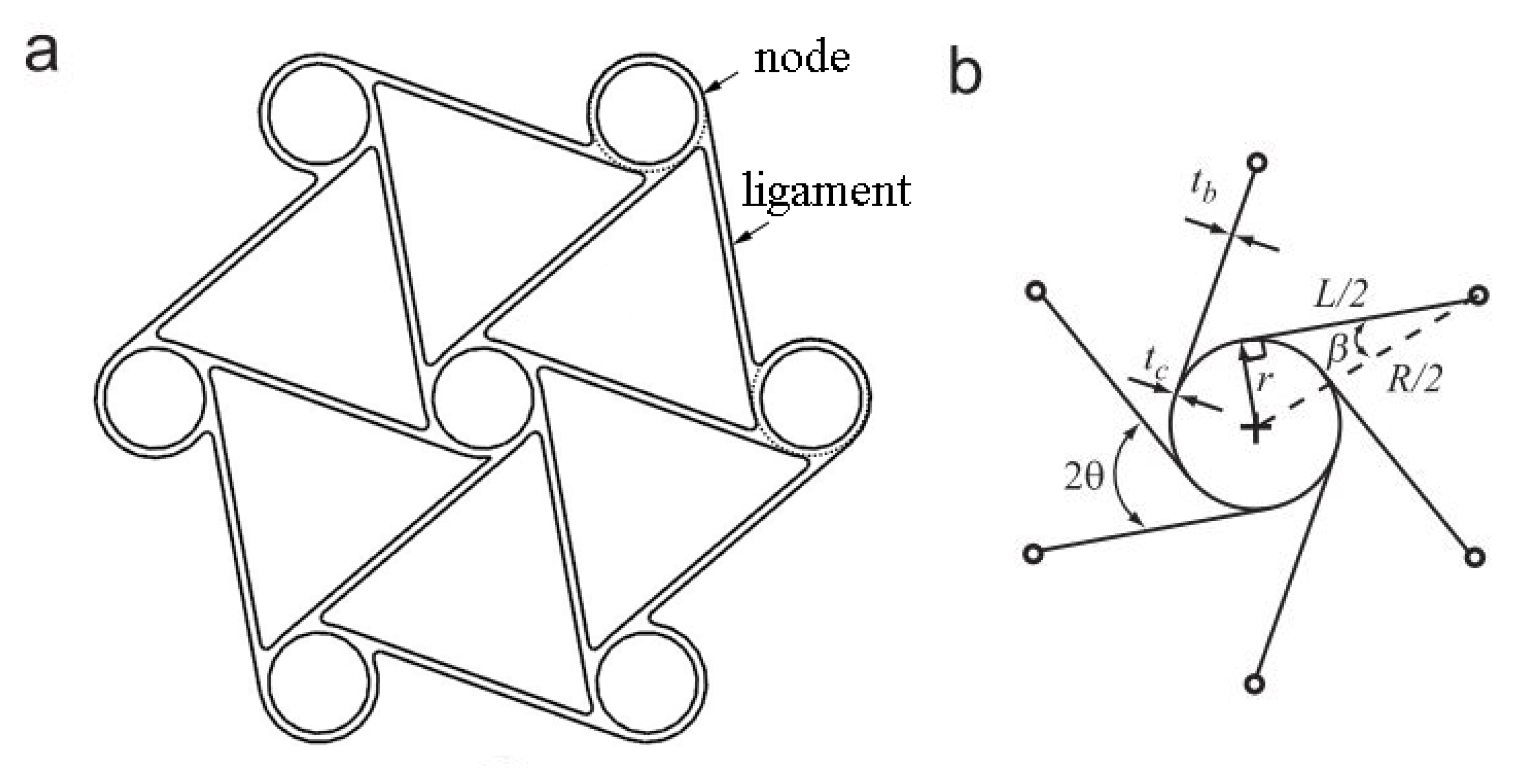
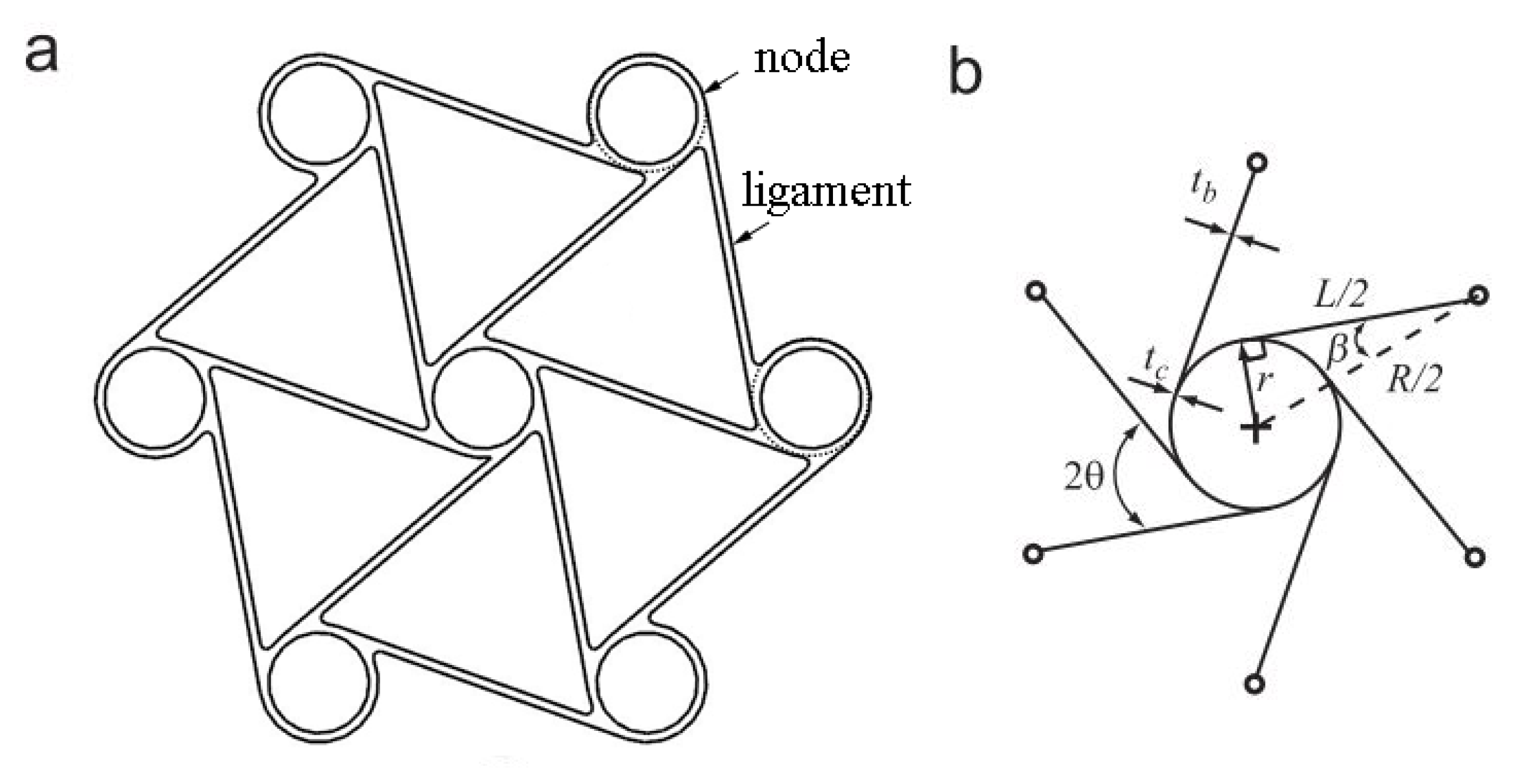
2.1. Chiral Cellular Structures
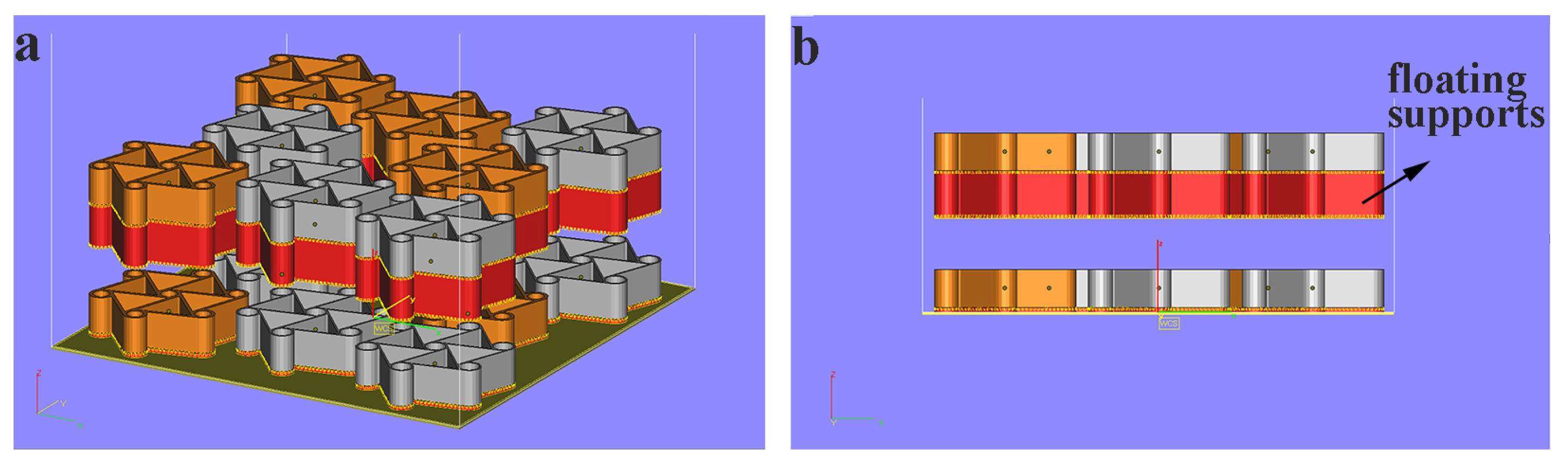
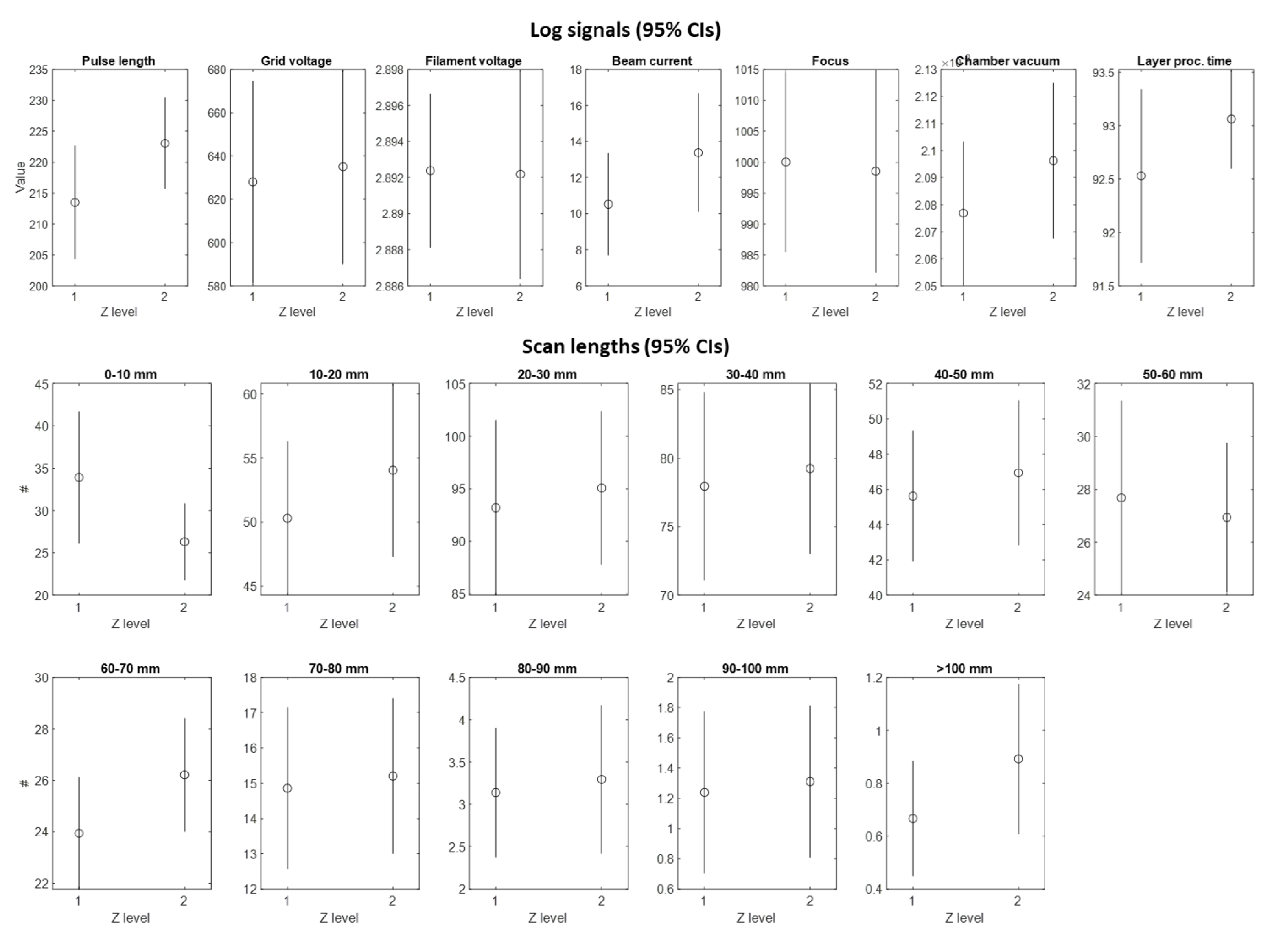
2.2. Materials and Processing
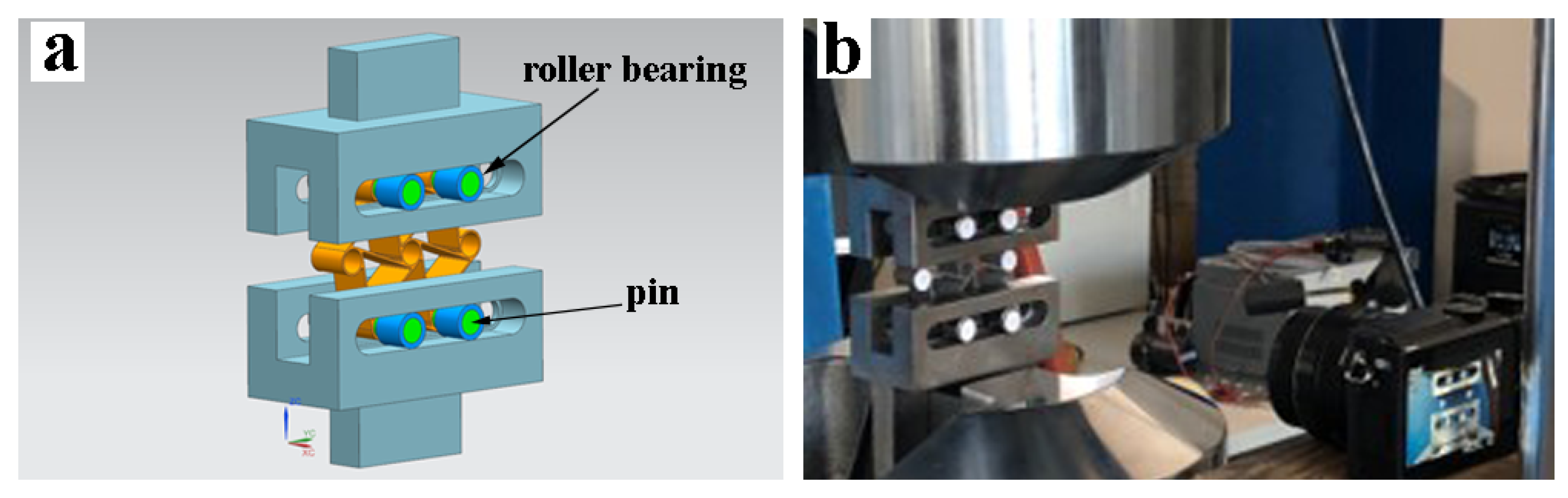
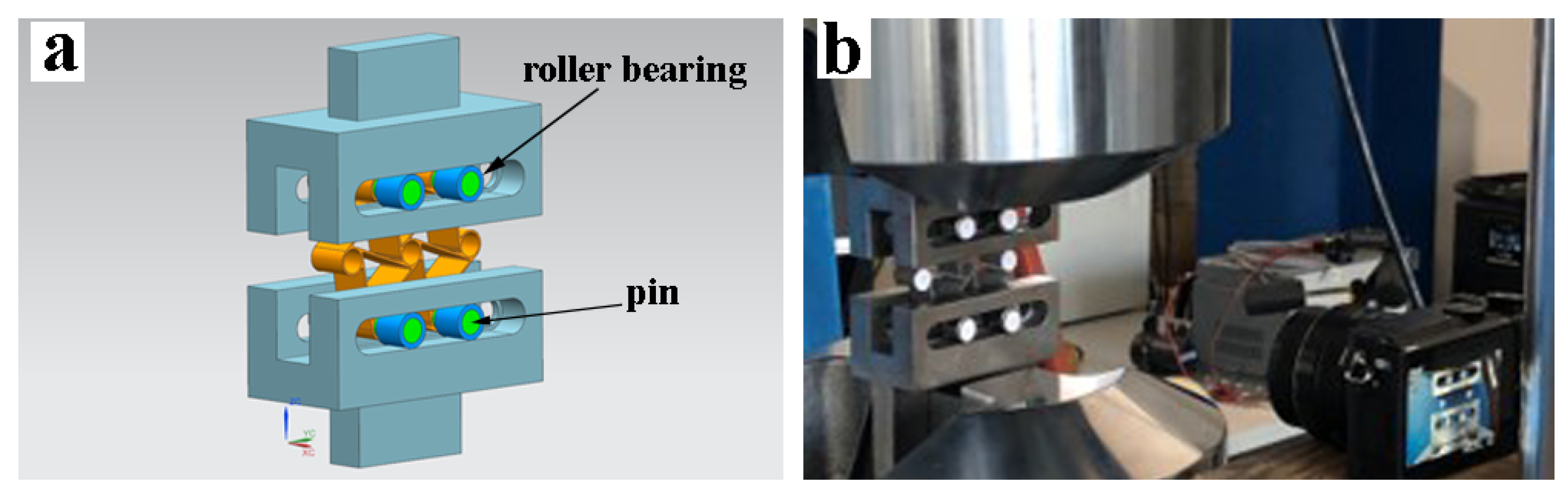
2.3. Procedures for Mechanical Characterization and Testing
3. Experimental Results
3.1. Results of Material Characterization Tests
3.2. Dimensional Conformance
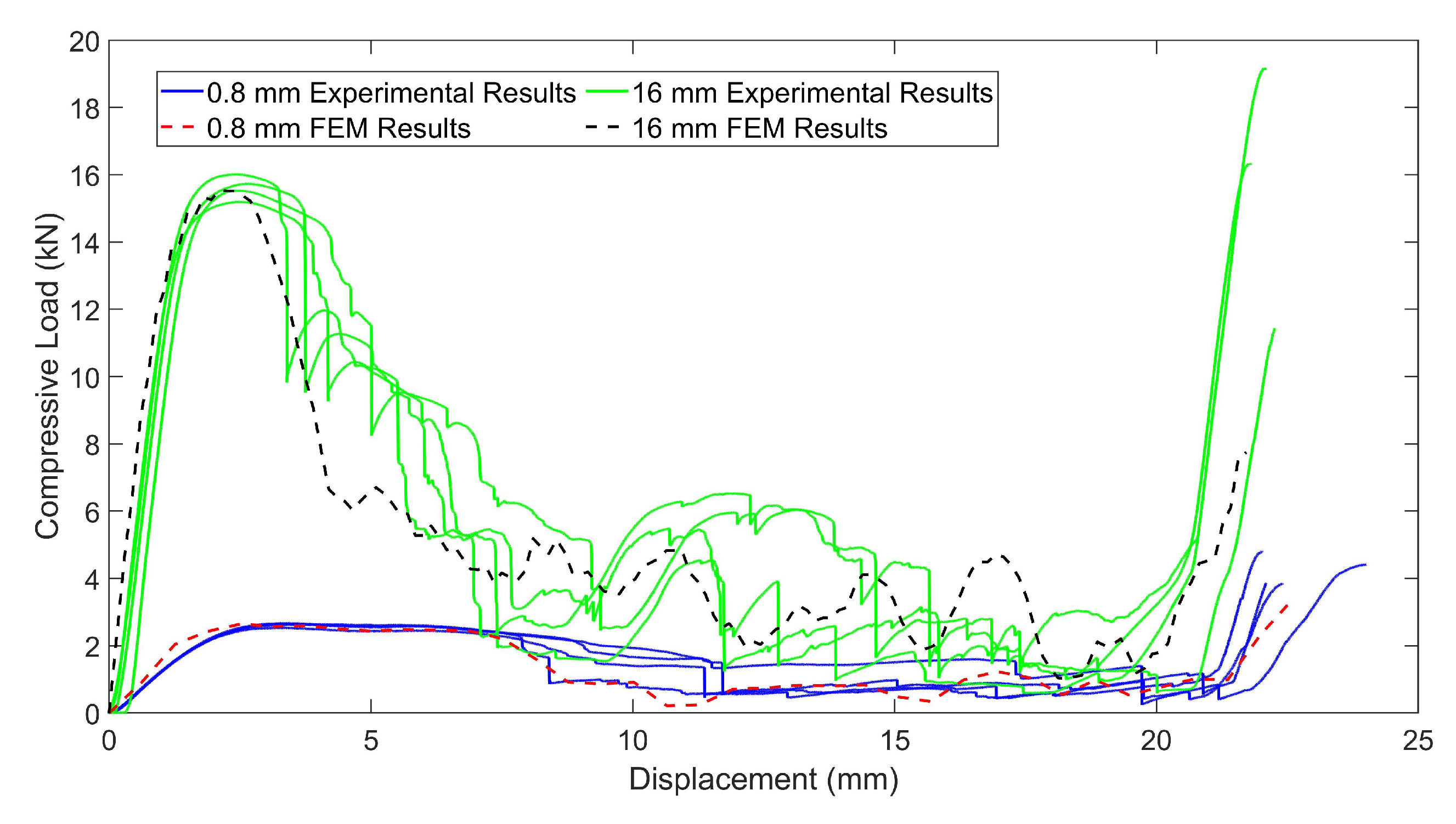
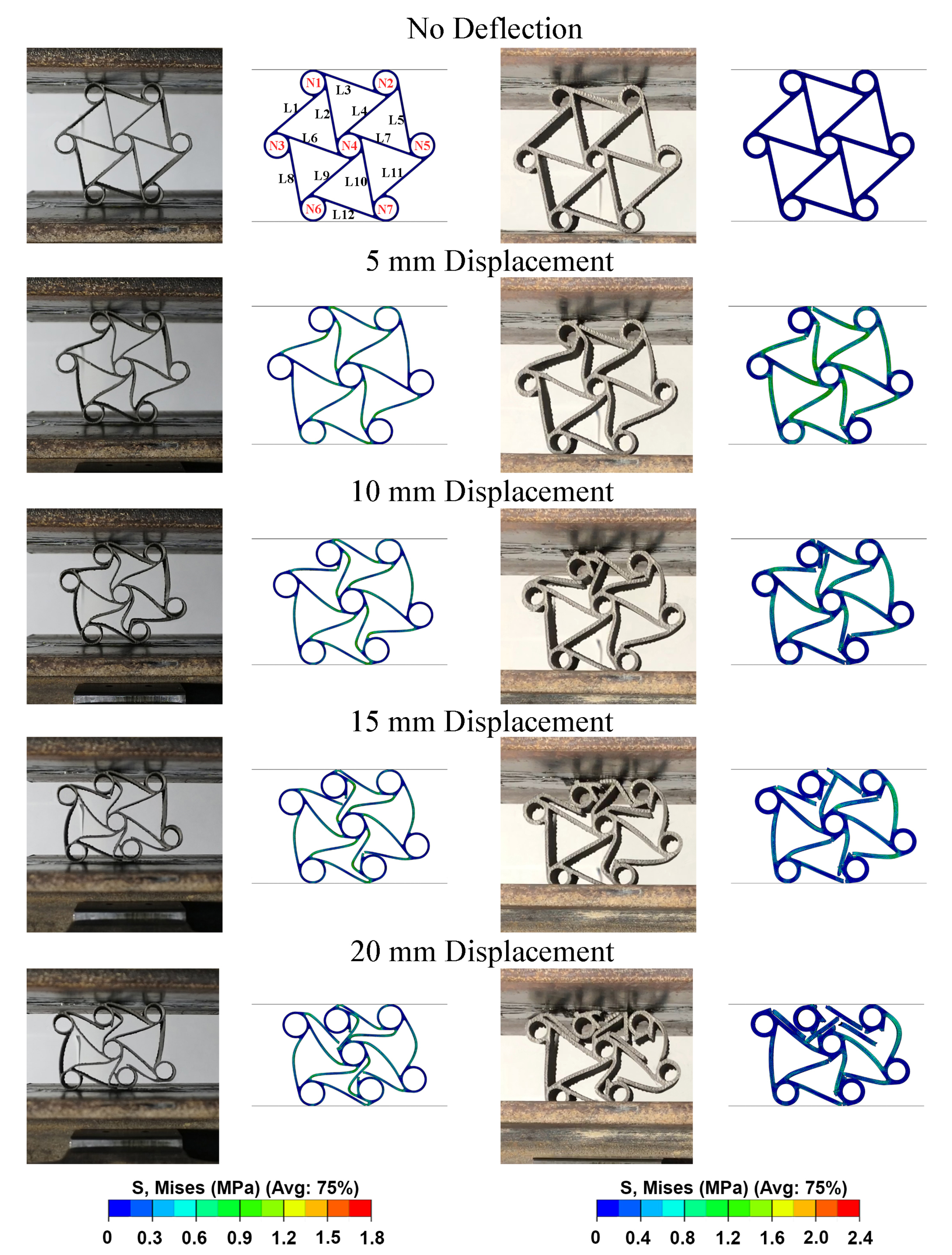
3.3. Results of Compression and Crushing Tests on Chiral Units
4. Numerical Analysis
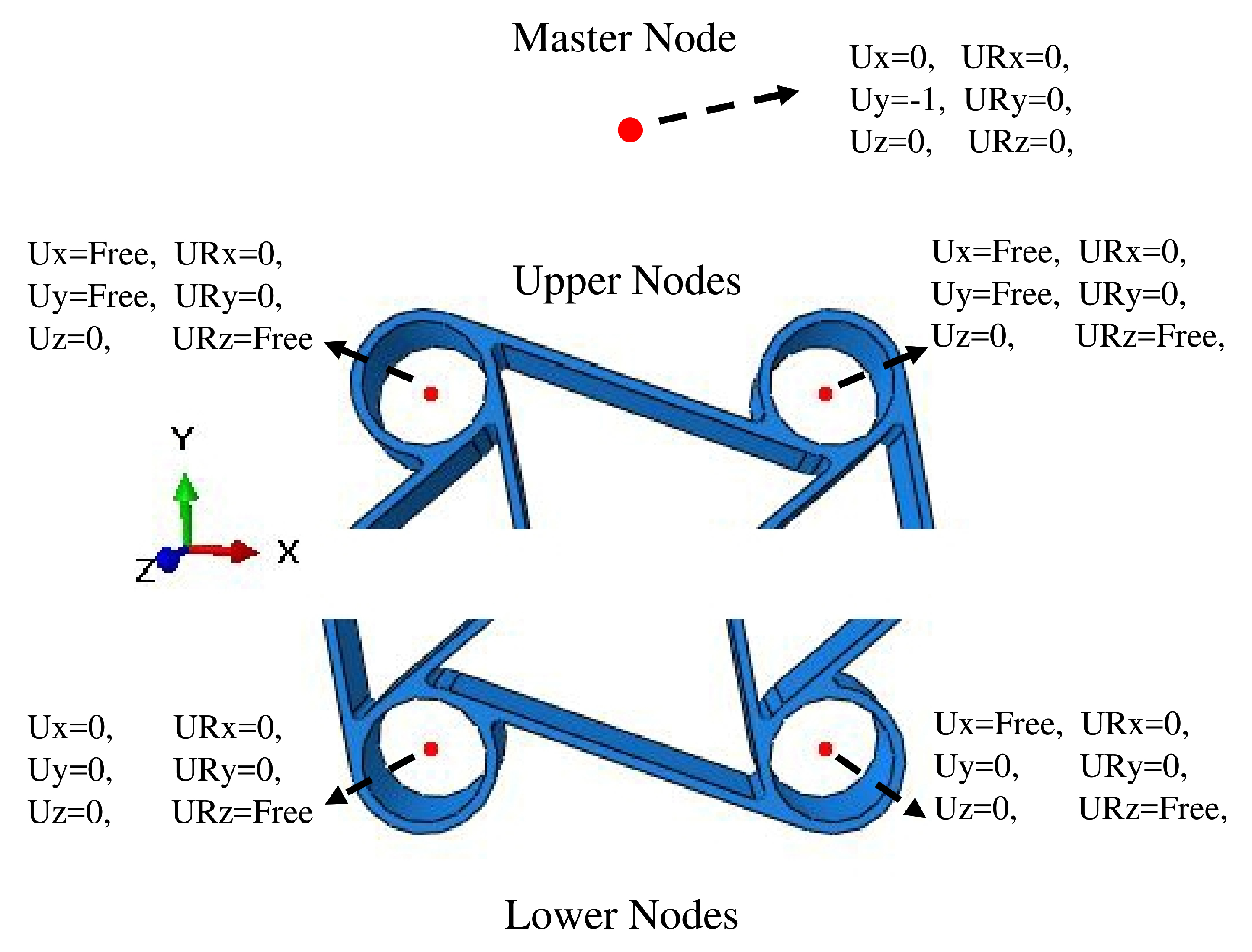
4.1. Numerical Models of Chiral Units
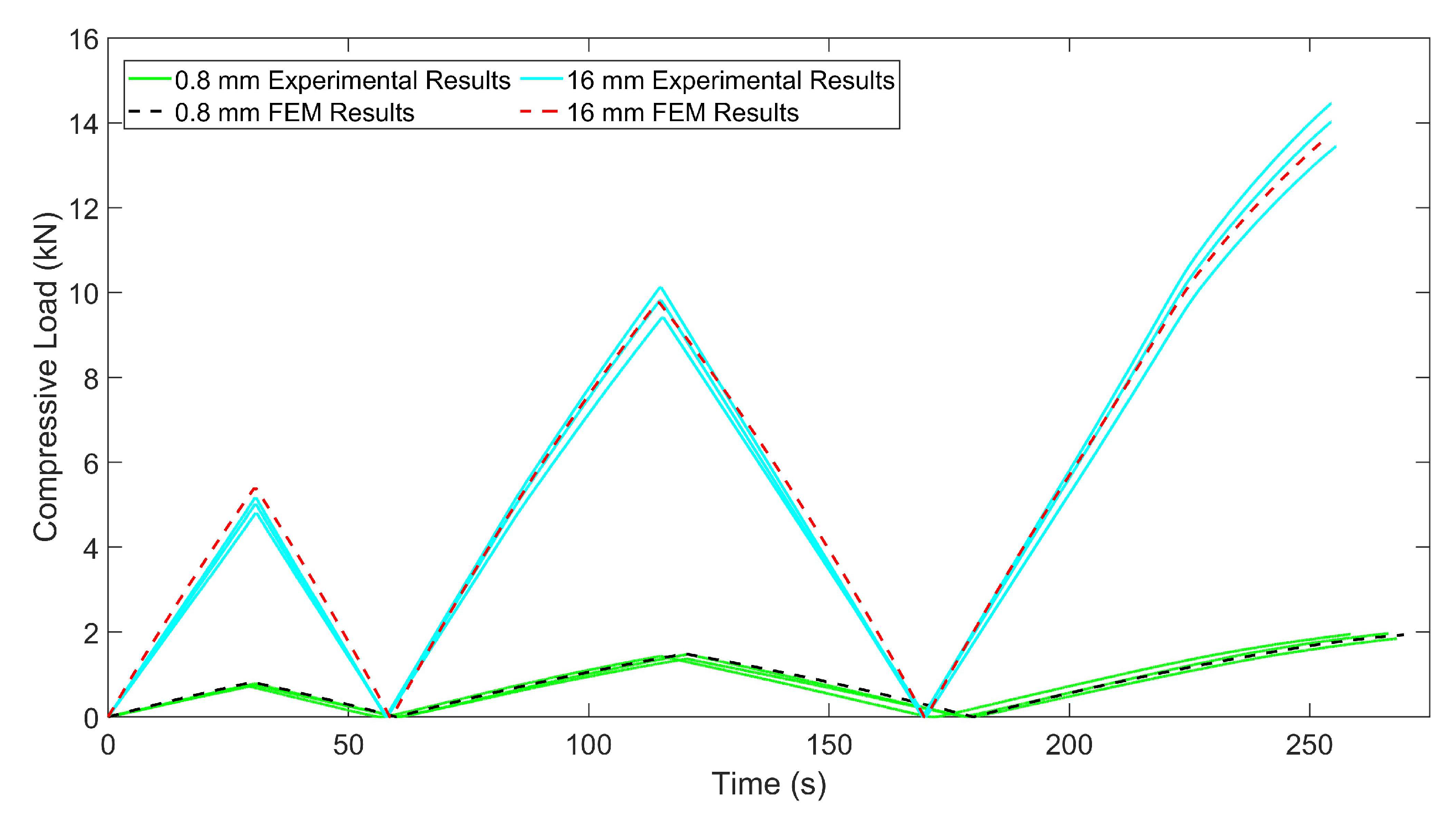
4.2. Numerical Results and Correlation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Evans, K.E.; Nkansah, M.; Hutchinson, I.; Rogers, S. Molecular network design. Nature 1991, 353, 124. [Google Scholar] [CrossRef]
- Lakes, R. Foam structures with a negative Poisson’s ratio. Science 1987, 235, 1038–1041. [Google Scholar] [CrossRef] [PubMed]
- Alderson, A.; Alderson, K.L.; Attard, D.; Evans, K.E.; Gatt, R.; Grima, J.N.; Miller, W.; Ravirala, N.; Smith, C.; Zied, K. Elastic constants of 3-, 4- and 6-connected chiral and anti-chiral honeycombs subject to uniaxial in-plane loading. Compos. Sci. Technol. 2010, 70, 1042–1048. [Google Scholar] [CrossRef] [Green Version]
- Dirrenberger, J.; Forest, S.; Jeulin, D. Effective elastic properties of auxetic microstructures: Anisotropy and structural applications. Int. J. Mech. Mater. Des. 2013, 9, 21–33. [Google Scholar] [CrossRef]
- Grima, J.N.; Chetcuti, E.; Manicaro, E.; Attard, D.; Camilleri, M.; Gatt, R.; Evans, K.E. On the auxetic properties of generic rotating rigid triangles. Proc. R. Soc. A Math. Phys. Eng. Sci. 2011, 468, 810–830. [Google Scholar] [CrossRef]
- Chen, Y.; Scarpa, F.; Liu, Y.; Leng, J. Elasticity of anti-tetrachiral anisotropic lattices. Int. J. Solids Struct. 2013, 50, 996–1004. [Google Scholar] [CrossRef] [Green Version]
- Prall, D.; Lakes, R. Properties of a chiral honeycomb with a Poisson’s ratio of—1. Int. J. Mech. Sci. 1997, 39, 305–314. [Google Scholar] [CrossRef]
- Wu, W.; Hu, W.; Qian, G.; Liao, H.; Xu, X.; Berto, F. Mechanical design and multifunctional applications of chiral mechanical metamaterials: A review. Mater. Des. 2019, 180, 107950. [Google Scholar] [CrossRef]
- Mizzi, L.; Attard, D.; Gatt, R.; Pozniak, A.A.; Wojciechowski, K.W.; Grima, J.N. Influence of translational disorder on the mechanical properties of hexachiral honeycomb systems. Compos. Part B Eng. 2015, 80, 84–91. [Google Scholar] [CrossRef]
- Li, H.; Ma, Y.; Wen, W.; Wu, W.; Lei, H.; Fang, D. In plane mechanical properties of tetrachiral and antitetrachiral hybrid metastructures. J. Appl. Mech. 2017, 84, 081006. [Google Scholar] [CrossRef]
- Günaydın, K.; Eren, Z.; Kazancı, Z.; Scarpa, F.; Grande, A.M.; Türkmen, H.S. In-plane compression behavior of anti-tetrachiral and re-entrant lattices. Smart Mater. Struct. 2019, 28, 115028. [Google Scholar] [CrossRef]
- Gunaydin, K.; Tamer, A.; Turkmen, H.S.; Sala, G.; Grande, A.M. Chiral-Lattice-Filled Composite Tubes under Uniaxial and Lateral Quasi-Static Load: Experimental Studies. Appl. Sci. 2021, 11, 3735. [Google Scholar] [CrossRef]
- Yu, H.; Wu, W.; Zhang, J.; Chen, J.; Liao, H.; Fang, D. Drastic tailorable thermal expansion chiral planar and cylindrical shell structures explored with finite element simulation. Compos. Struct. 2019, 210, 327–338. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, H. A review on auxetic structures and polymeric materials. Sci. Res. Essays 2010, 5, 1052–1063. [Google Scholar]
- Mir, M.; Ali, M.N.; Sami, J.; Ansari, U. Review of mechanics and applications of auxetic structures. Adv. Mater. Sci. Eng. 2014, 2014, 753496. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Li, Z.M.; Shi, W.; Xie, B.H.; Yang, M.B. Review on auxetic materials. J. Mater. Sci. 2004, 39, 3269–3279. [Google Scholar] [CrossRef]
- Spadoni, A.; Ruzzene, M.; Scarpa, F. Global and local linear buckling behavior of a chiral cellular structure. Phys. Status Solidi (b) 2005, 242, 695–709. [Google Scholar] [CrossRef] [Green Version]
- Lorato, A.; Innocenti, P.; Scarpa, F.; Alderson, A.; Alderson, K.; Zied, K.; Ravirala, N.; Miller, W.; Smith, C.; Evans, K. The transverse elastic properties of chiral honeycombs. Compos. Sci. Technol. 2010, 70, 1057–1063. [Google Scholar] [CrossRef]
- Lu, Q.; Qi, D.; Li, Y.; Xiao, D.; Wu, W. Impact energy absorption performances of ordinary and hierarchical chiral structures. Thin-Walled Struct. 2019, 140, 495–505. [Google Scholar] [CrossRef]
- Spadoni, A.; Ruzzene, M.; Scarpa, F. Dynamic response of chiral truss-core assemblies. J. Intell. Mater. Syst. Struct. 2006, 17, 941–952. [Google Scholar] [CrossRef] [Green Version]
- Tee, K.; Spadoni, A.; Scarpa, F.; Ruzzene, M. Wave propagation in auxetic tetrachiral honeycombs. J. Vib. Acoust. 2010, 132, 031007. [Google Scholar] [CrossRef]
- Spadoni, A.; Ruzzene, M.; Gonella, S.; Scarpa, F. Phononic properties of hexagonal chiral lattices. Wave Motion 2009, 46, 435–450. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.; Hu, G.; Sun, C.; Huang, G. Wave propagation characterization and design of two-dimensional elastic chiral metacomposite. J. Sound Vib. 2011, 330, 2536–2553. [Google Scholar] [CrossRef]
- Zhang, K.; Zhao, P.; Hong, F.; Yu, Y.; Deng, Z. On the directional wave propagation in the tetrachiral and hexachiral lattices with local resonators. Smart Mater. Struct. 2019, 29, 015017. [Google Scholar] [CrossRef]
- Zhu, Y.; Wang, Z.P.; Poh, L.H. Auxetic hexachiral structures with wavy ligaments for large elasto-plastic deformation. Smart Mater. Struct. 2018, 27, 055001. [Google Scholar] [CrossRef]
- Tancogne-Dejean, T.; Karathanasopoulos, N.; Mohr, D. Stiffness and strength of hexachiral honeycomb-like metamaterials. J. Appl. Mech. 2019, 86. [Google Scholar] [CrossRef]
- Dirrenberger, J.; Forest, S.; Jeulin, D. Elastoplasticity of auxetic materials. Comput. Mater. Sci. 2012, 64, 57–61. [Google Scholar] [CrossRef] [Green Version]
- Bacigalupo, A.; Gambarotta, L. Homogenization of periodic hexa-and tetrachiral cellular solids. Compos. Struct. 2014, 116, 461–476. [Google Scholar] [CrossRef] [Green Version]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure Furthermore, Properties; Cambridge University Press: Cambridge, MA, USA, 1999. [Google Scholar]
- Heinl, P.; Rottmair, A.; Körner, C.; Singer, R.F. Cellular titanium by selective electron beam melting. Adv. Eng. Mater. 2007, 9, 360–364. [Google Scholar] [CrossRef]
- Bacigalupo, A.; De Bellis, M.L. Auxetic anti-tetrachiral materials: Equivalent elastic properties and frequency band-gaps. Compos. Struct. 2015, 131, 530–544. [Google Scholar] [CrossRef]
- Spadoni, A.; Ruzzene, M. Numerical and experimental analysis of the static compliance of chiral truss-core airfoils. J. Mech. Mater. Struct. 2007, 2, 965–981. [Google Scholar] [CrossRef]
- Ti6Al4V ELI Titanium Alloy Arcam EBM System; Technical Report; Arcam: Mölndal, Sweden, 2019.
- De Formanoir, C.; Michotte, S.; Rigo, O.; Germain, L.; Godet, S. Electron beam melted Ti–6Al–4V: Microstructure, texture and mechanical behavior of the as-built and heat-treated material. Mater. Sci. Eng. A 2016, 652, 105–119. [Google Scholar] [CrossRef]
- Steed, C.A.; Halsey, W.; Dehoff, R.; Yoder, S.L.; Paquit, V.; Powers, S. Falcon: Visual analysis of large, irregularly sampled, and multivariate time series data in additive manufacturing. Comput. Graph. 2017, 63, 50–64. [Google Scholar] [CrossRef] [Green Version]
- Chandrasekar, S.; Coble, J.B.; Yoder, S.; Nandwana, P.; Dehoff, R.R.; Paquit, V.C.; Babu, S.S. Investigating the effect of metal powder recycling in Electron beam Powder Bed Fusion using process log data. Addit. Manuf. 2020, 32, 100994. [Google Scholar] [CrossRef]
- Li, Q.; Magkiriadis, I.; Harrigan, J.J. Compressive strain at the onset of densification of cellular solids. J. Cell. Plast. 2006, 42, 371–392. [Google Scholar] [CrossRef]
- Zhou, Z.; Zhou, J.; Fan, H. Plastic analyses of thin-walled steel honeycombs with re-entrant deformation style. Mater. Sci. Eng. A 2017, 688, 123–133. [Google Scholar] [CrossRef]
- Gunaydin, K.; Gallina, F.G.; Airoldi, A.; Sala, G.; Grande, A.M. Numerical and experimental crushing behaviour investigation of EBM printed auxetic chiral lattices. In Proceedings of the Sim-AM 2019: II International Conference on Simulation for Additive Manufacturing, CIMNE, Pavia, Italy, 11–13 September 2019; pp. 408–416. [Google Scholar]
- ABAQUS Manual 2016. Available online: http://130.149.89.49:2080/v2016/index.html (accessed on 9 January 2022).
- Failure analysis of auxetic lattice structures under crush load. Procedia Struct. Integr. 2022, 35, 237–246. [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| sin | cos | sin | L (mm) |
|---|---|---|---|
| 0.36 | 0.93 | 0.5 | 26.81 |
| Aluminium | Vanadium | Carbon | Iron | Oxygen | Nitrogen | Hydrogen | Titanium |
|---|---|---|---|---|---|---|---|
| 6.0% | 4.0% | 0.03% | 0.10% | 0.10% | 0.01% | <0.003% | Balance |
| Young’s Modulus (GPa) | Yield Stress (MPa) | Ultimate Strength (MPa) | Strain at Failure (%) | |
|---|---|---|---|---|
| 0.8 mm 0 | 110 ± 10 | 847 ± 5 | 901 ± 9 | 2.42 ± 0.21 |
| 0.8 mm 90 | 109 ± 7 | 989 ± 12 | 1040 ± 12 | 1.99 ± 0.07 |
| 1.6 mm 0 | 110 ± 8 | 855 ± 3 | 903 ± 1 | 4.93 ± 0.41 |
| 1.6 mm 90 | 112 ± 8 | 934 ± 11 | 1005 ± 3 | 4.50 ± 0.19 |
| h (mm) | do (mm) | di (mm) | t (mm) | e (mm) | |
|---|---|---|---|---|---|
| C1-Design | 60.27 | 10.44 | 8.84 | 0.8 | 16 |
| C1-As-built | 60.26 ± 0.12 | 10.49 ± 0.12 | 8.30 ± 0.11 | 1.04 ± 0.03 | 16.31 ± 0.17 |
| C1-Sandblasted | 60.13 ± 0.13 | 10.44 ± 0.01 | 8.29 ± 0.13 | 0.97 ± 0.04 | 16.23 ± 0.11 |
| C2-Design | 60.27 | 10.44 | 7.24 | 1.6 | 16 |
| C2-As-built | 60.37 ± 0.07 | 10.49 ± 0.07 | 6.83 ± 0.10 | 1.79 ± 0.04 | 16.49 ± 0.05 |
| C2-Sandblasted | 60.26 ± 0.12 | 10.35 ± 0.04 | 6.82 ± 0.10 | 1.71 ± 0.03 | 16.43 ± 0.05 |
| C1 | C2 | |||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 | |
| PCF (kN) | 2.65 | 2.64 | 2.53 | 2.67 | 16.01 | 15.73 | 15.53 | 15.20 |
| MCF (kN) | 1.51 | 1.28 | 1.35 | 1.69 | 5.21 | 5.40 | 6.17 | 7.01 |
| CFE | 0.57 | 0.48 | 0.53 | 0.63 | 0.32 | 0.34 | 0.39 | 0.46 |
| SEA (kJ/gr) | 1.14 | 0.94 | 1.01 | 1.31 | 1.94 | 1.97 | 2.46 | 2.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gunaydin, K.; Türkmen, H.S.; Airoldi, A.; Grasso, M.; Sala, G.; Grande, A.M. Compression Behavior of EBM Printed Auxetic Chiral Structures. Materials 2022, 15, 1520. https://doi.org/10.3390/ma15041520
Gunaydin K, Türkmen HS, Airoldi A, Grasso M, Sala G, Grande AM. Compression Behavior of EBM Printed Auxetic Chiral Structures. Materials. 2022; 15(4):1520. https://doi.org/10.3390/ma15041520
Chicago/Turabian StyleGunaydin, Kadir, Halit Süleyman Türkmen, Alessandro Airoldi, Marco Grasso, Giuseppe Sala, and Antonio Mattia Grande. 2022. "Compression Behavior of EBM Printed Auxetic Chiral Structures" Materials 15, no. 4: 1520. https://doi.org/10.3390/ma15041520
APA StyleGunaydin, K., Türkmen, H. S., Airoldi, A., Grasso, M., Sala, G., & Grande, A. M. (2022). Compression Behavior of EBM Printed Auxetic Chiral Structures. Materials, 15(4), 1520. https://doi.org/10.3390/ma15041520