
Influence of Pressing Schedule and Adhesive Content on the Rheological Behavior of Wood Fiber-Furnish Mats


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
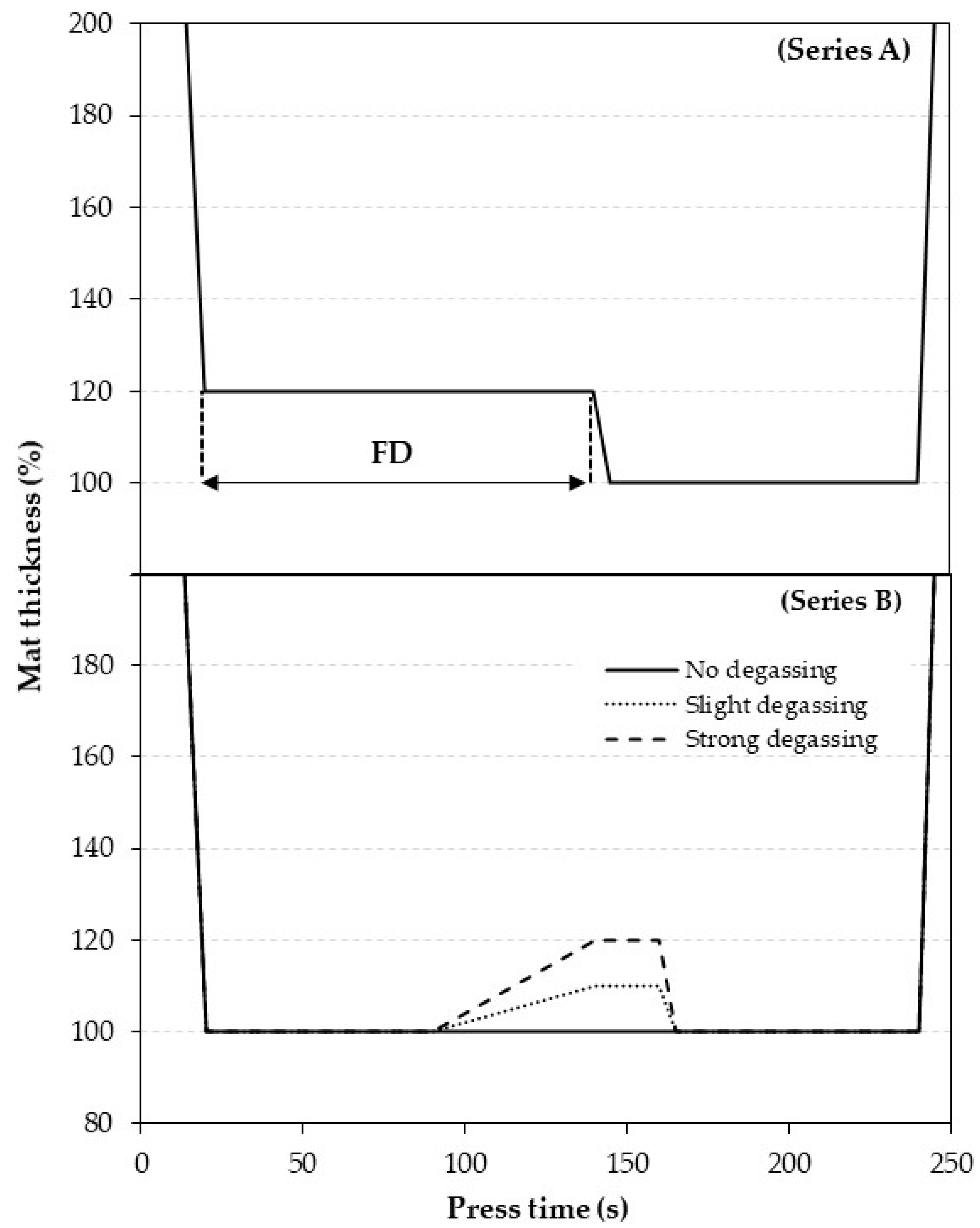
2.2. Panel Manufacturing
2.3. Data Acquisition
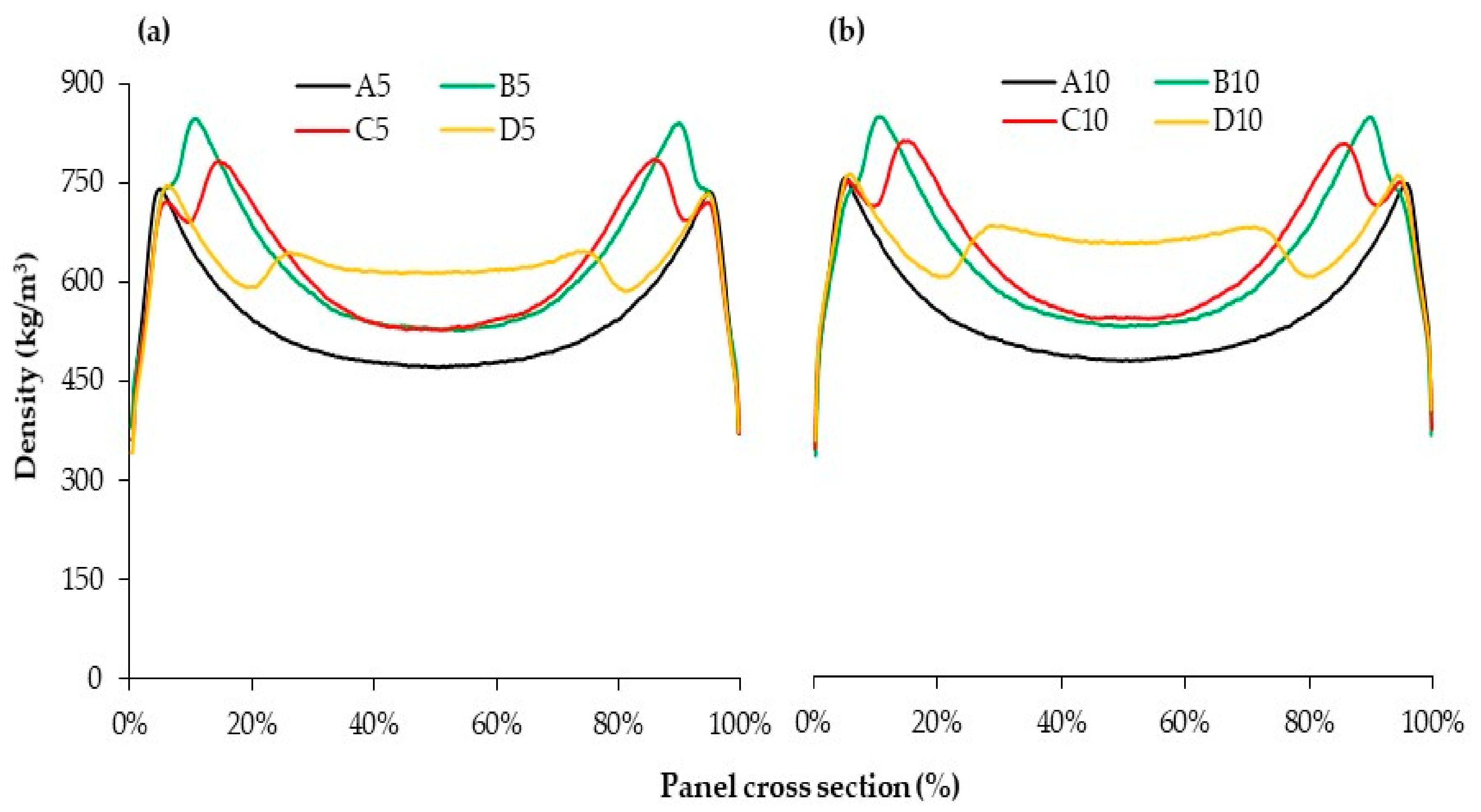
- Density maxima near the sample surfaces (ρsurf) averaged over the top and bottom of the panel.
- Intermediate density maxima (ρinter). This value is only presented for panels B, C and D.
- Average core density (ρcore) between 47.5 and 52.5% of the panel thickness.
- Ratio of ρinter/ρcore.
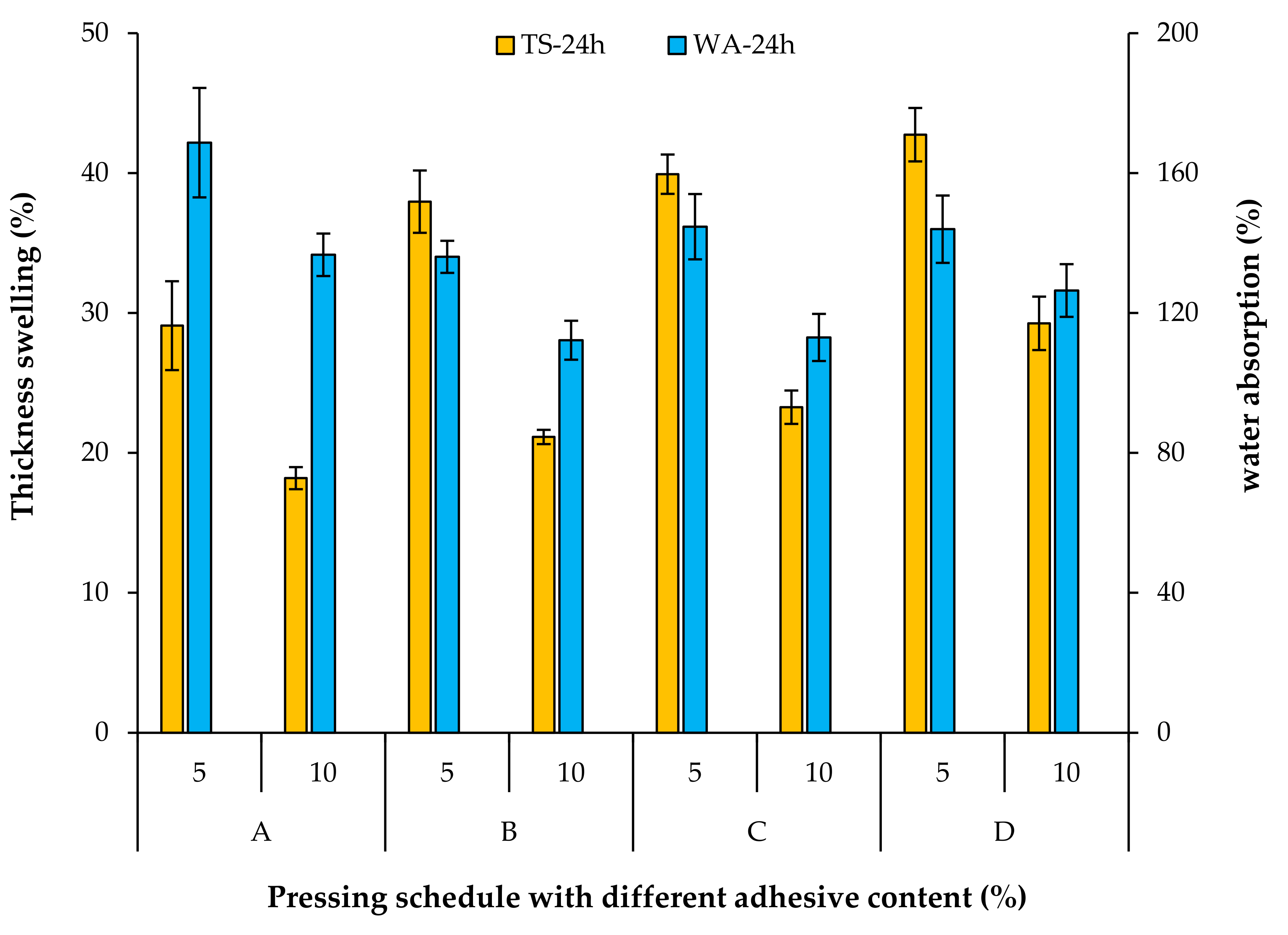
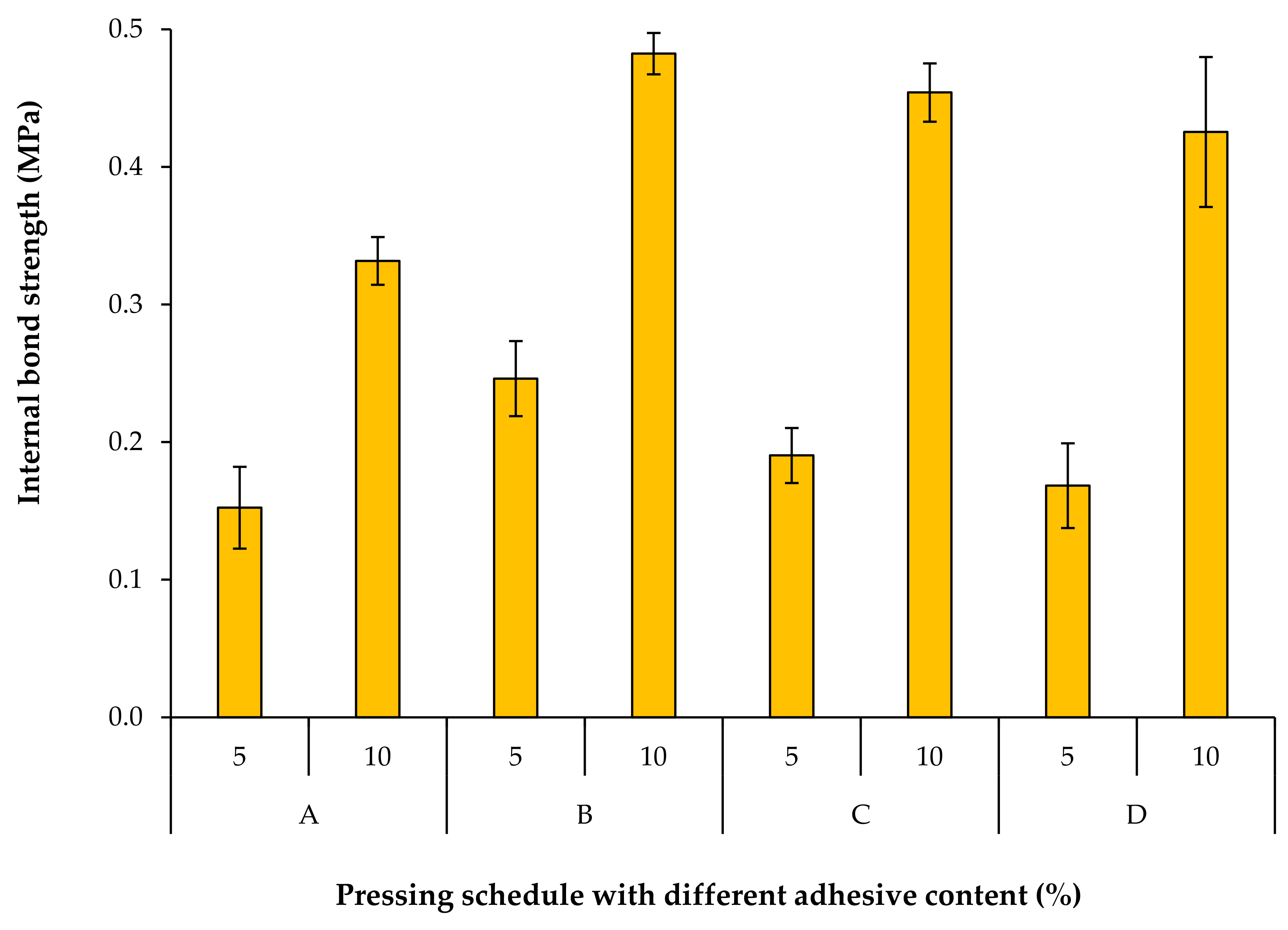
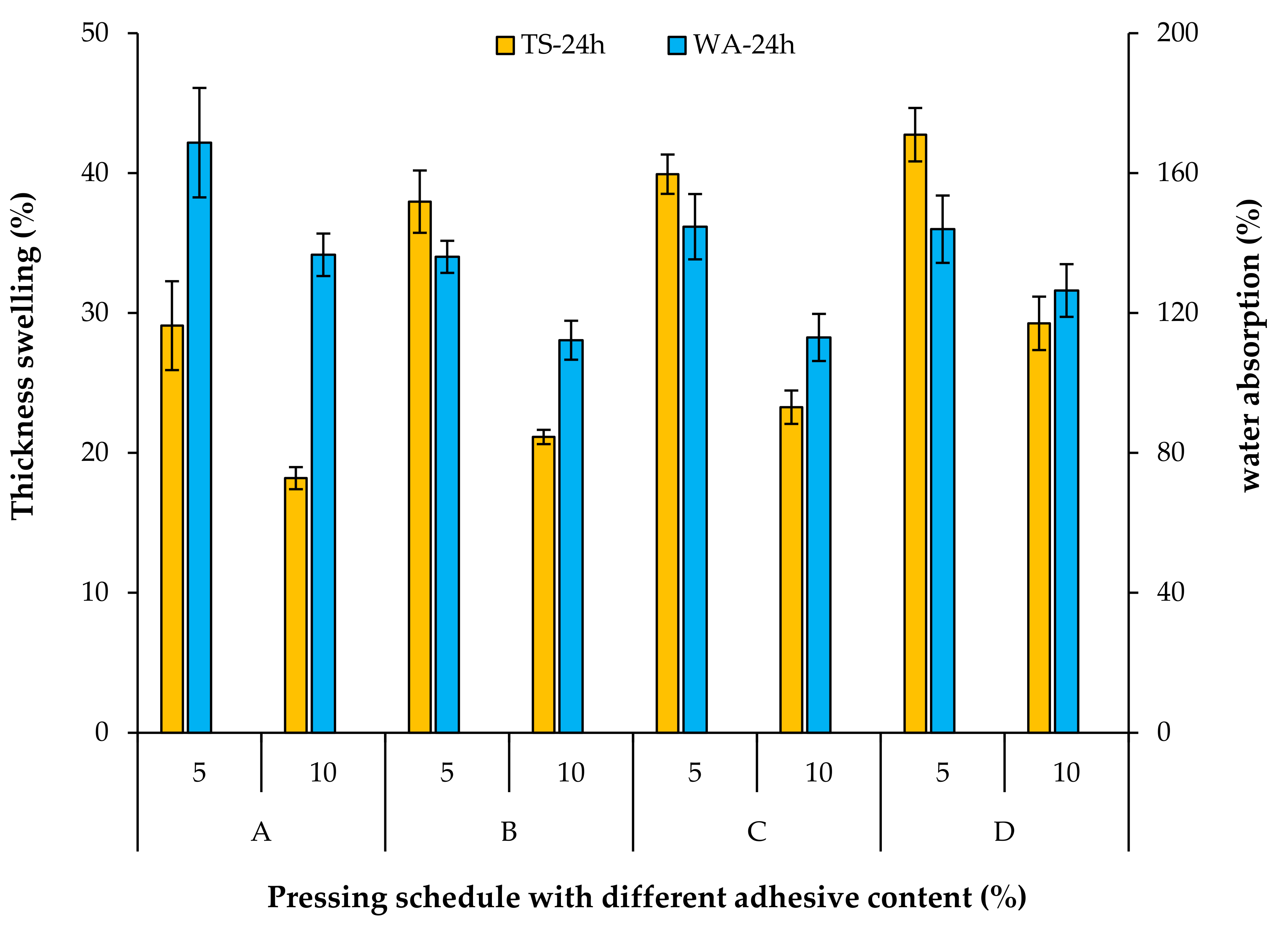
2.4. Panels’ Properties
3. Results and Discussion
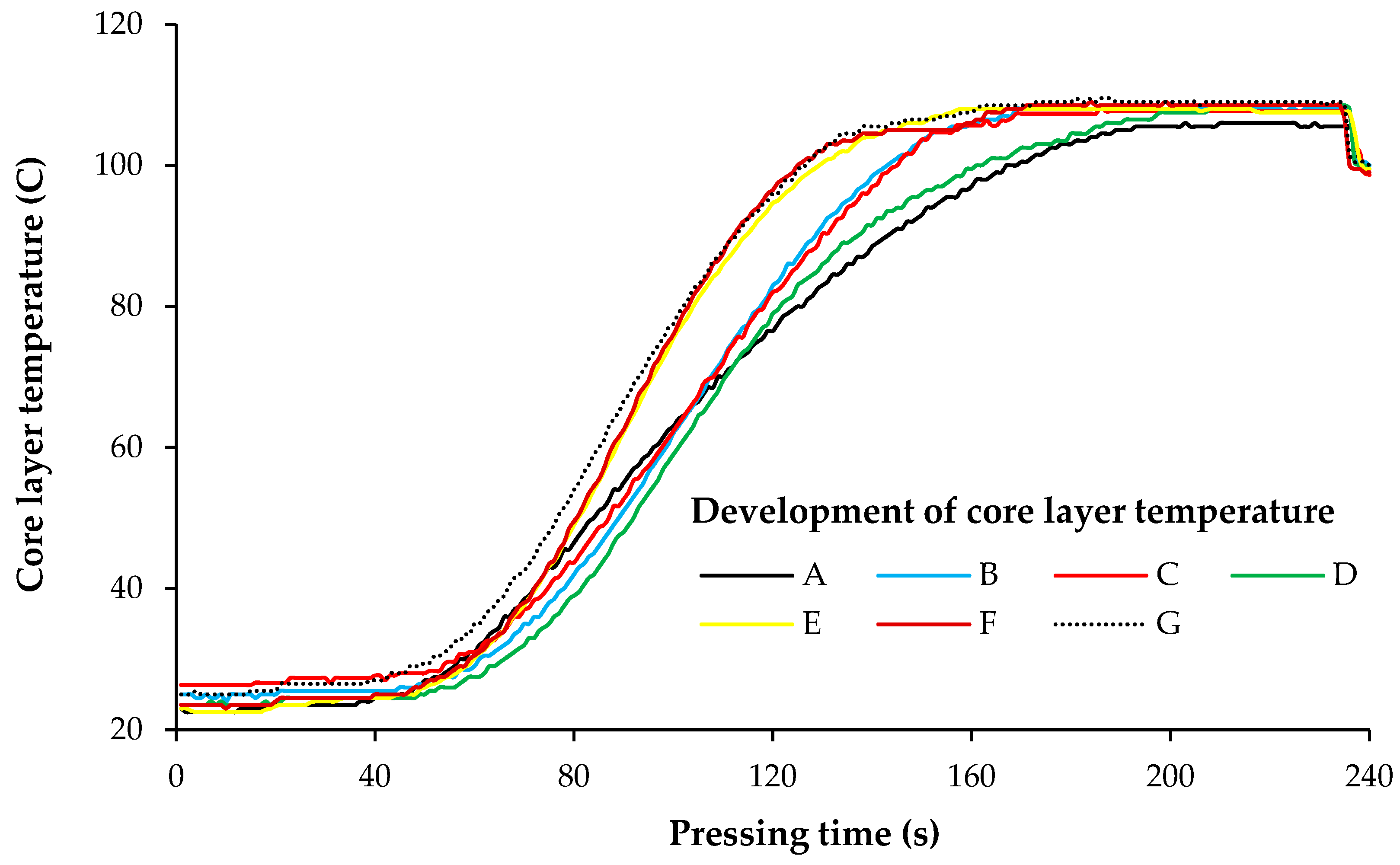
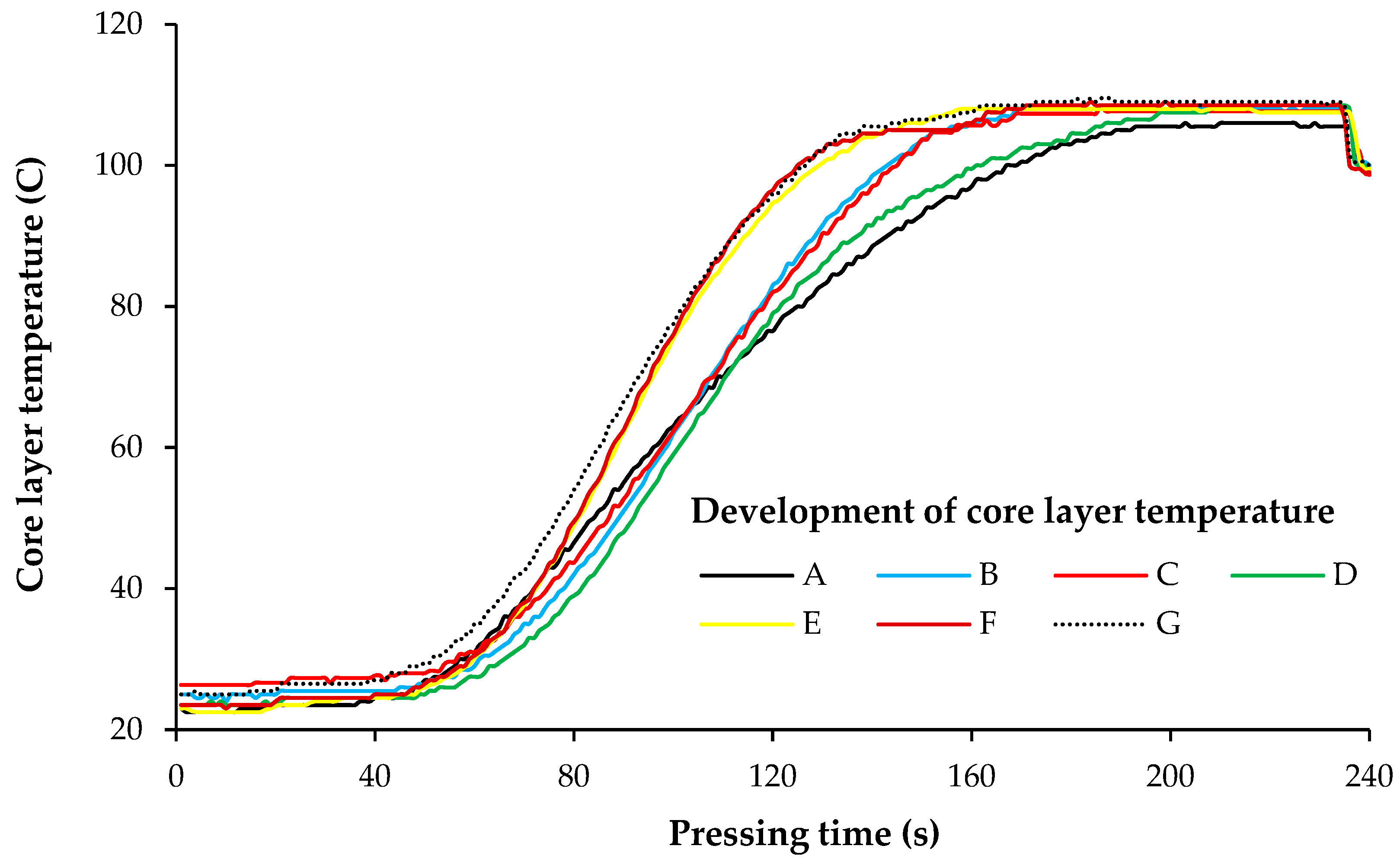
3.1. Mat Temperature
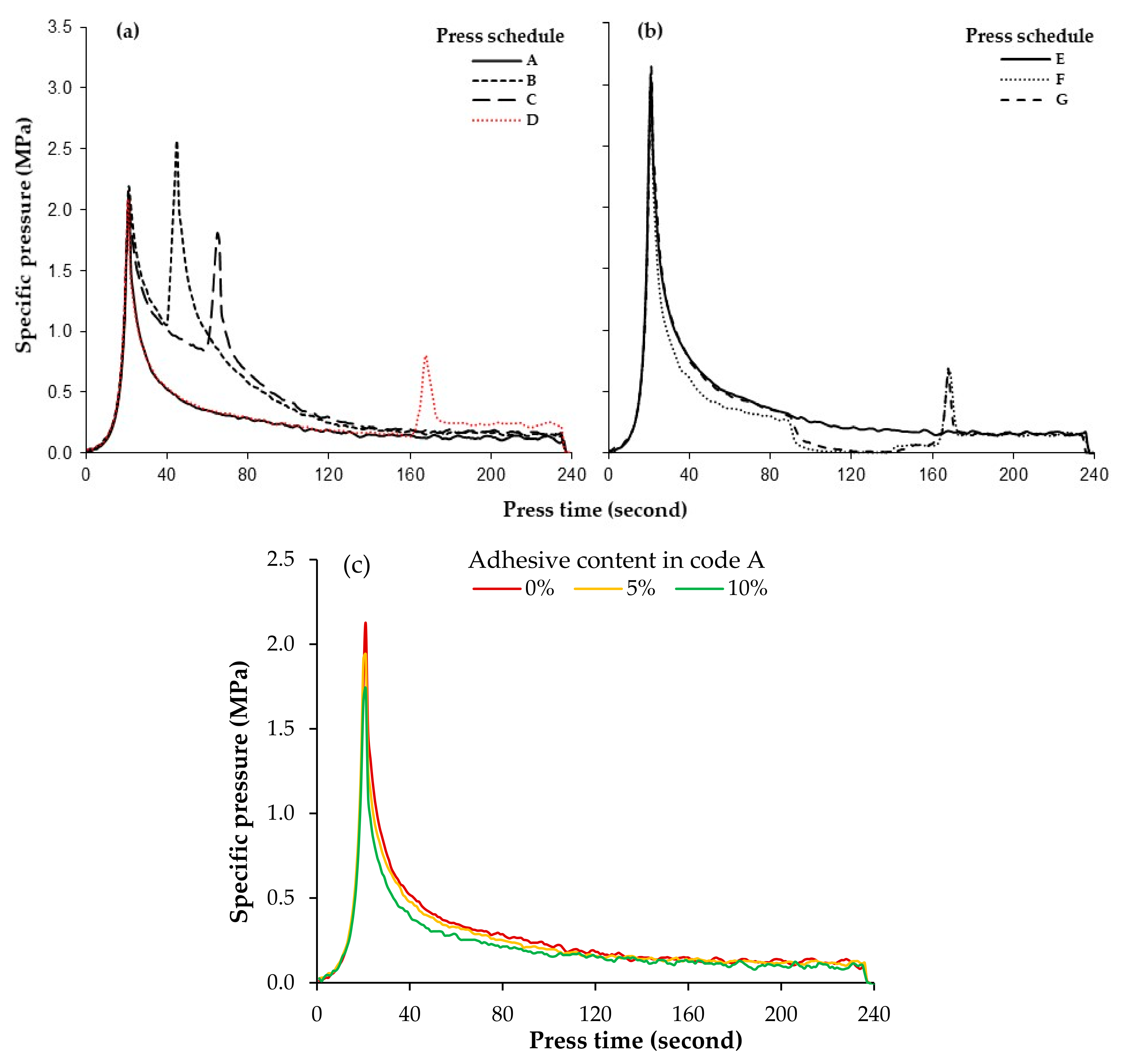
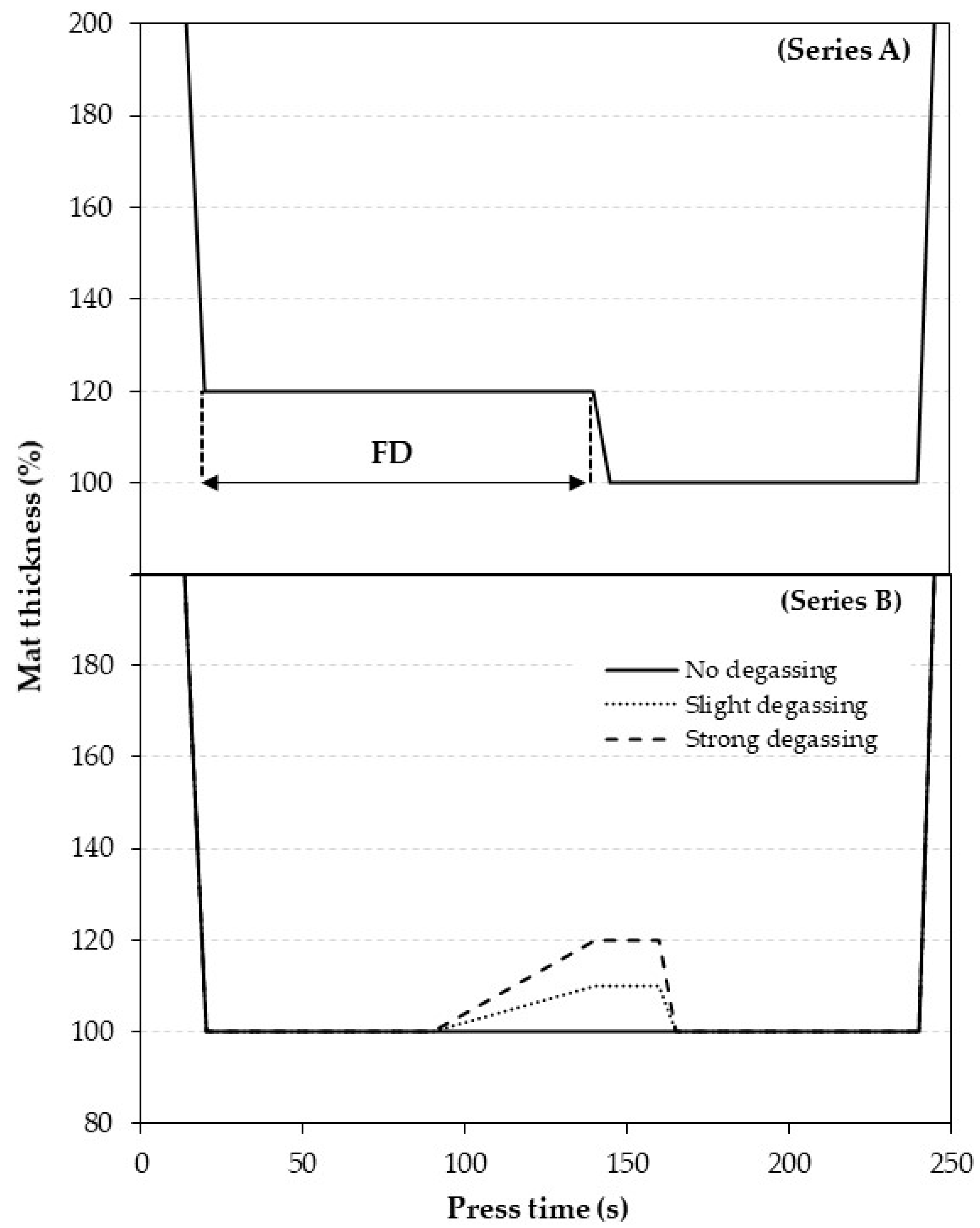
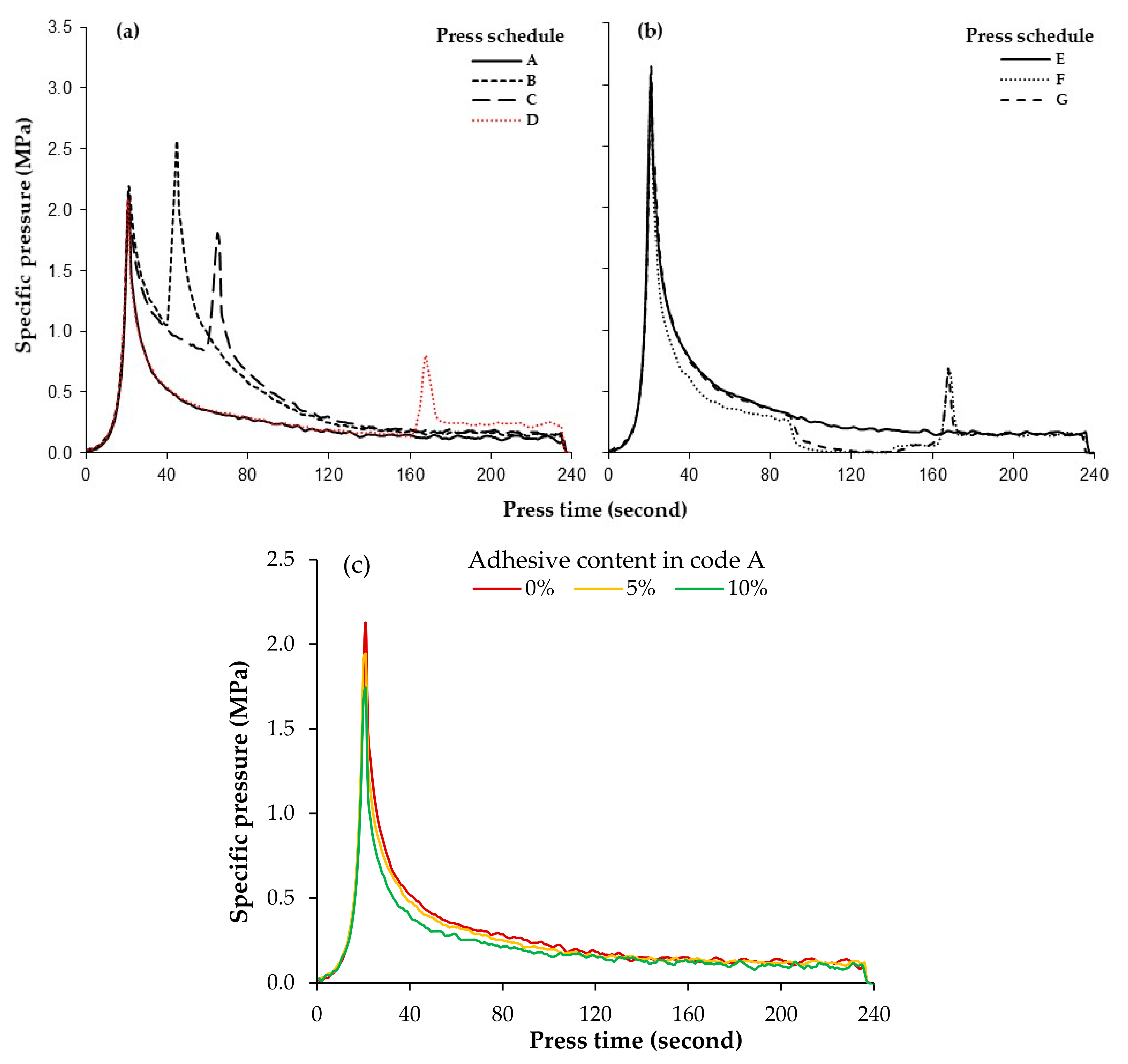
3.2. Specific Pressure
3.3. Density Profile
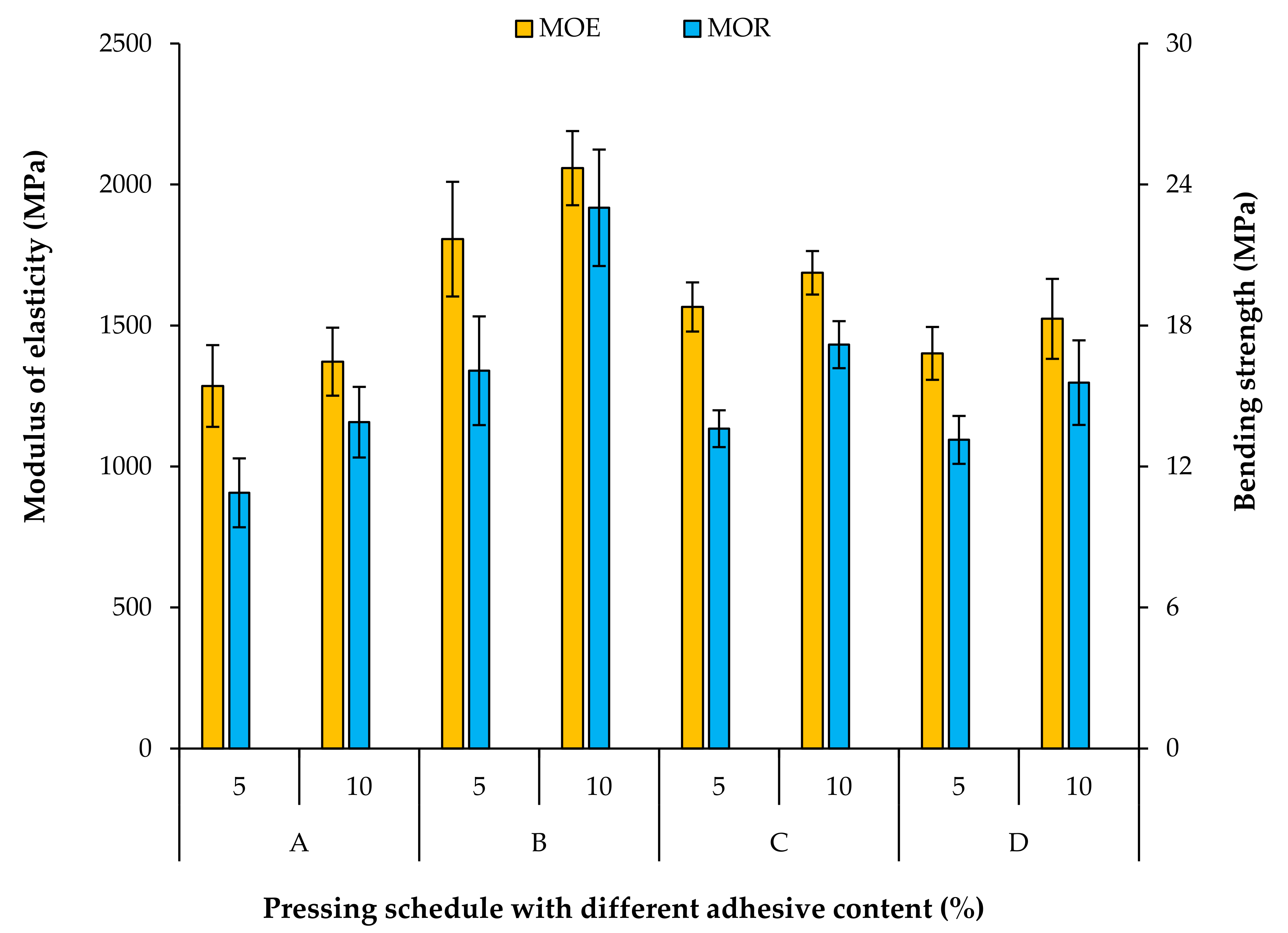
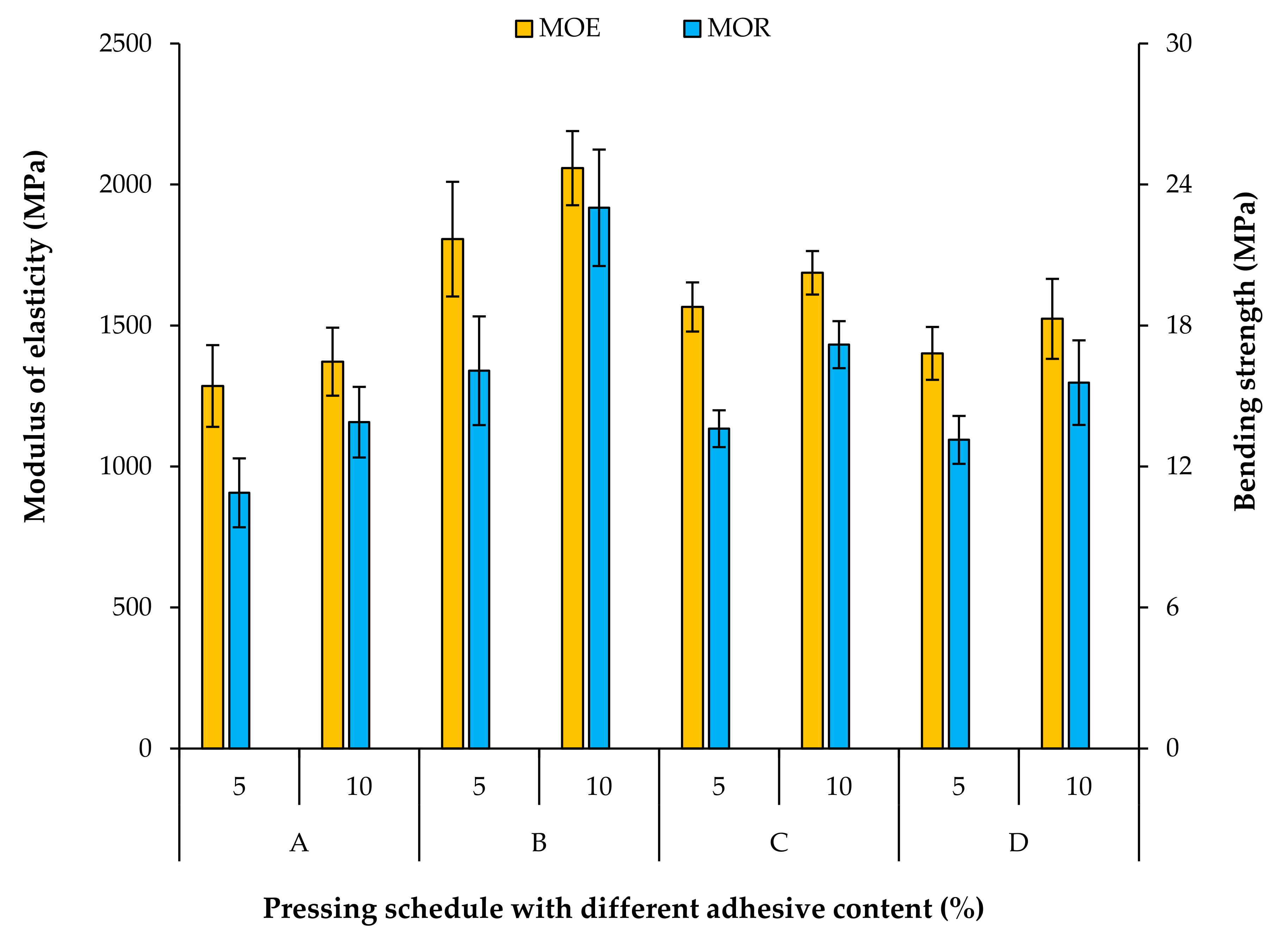
3.4. Bending Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Food and Agricultural Organization (FAO) of the United Nations. Data for Forestry Production and Trade, Last Update on 16.12.2021. 2021. Available online: https://www.fao.org/faostat/en/#data (accessed on 30 January 2022).
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent manufacturing in the context of industry 4.0: A review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Thoemen, H.; Humphrey, P.E. Modeling the physical processes relevant during hot pressing of wood-based composites. Part I. Heat and mass transfer. Holz als Roh-und Werkst. 2006, 64, 1–10. [Google Scholar] [CrossRef]
- Dukarska, D.; Rogoziński, T.; Antov, P.; Kristak, L.; Kmieciak, J. Characterisation of wood particles used in the particleboard production as a function of their moisture content. Materials 2022, 15, 48. [Google Scholar] [CrossRef]
- Eghtedarnejad, N.; Kazemi-Najafi, S.; Shalbafan, A. The effect of chipping method on the geometry of particles produced from Date Palm frond. BioResources 2021, 16, 1131–1143. [Google Scholar] [CrossRef]
- Thoemen, H.; Haselein, C.R.; Humphrey, P.E. Modeling the physical processes relevant during hot pressing of wood-based composites. Part II. Rheology. Holz als Roh-und Werkst. 2006, 64, 125–133. [Google Scholar] [CrossRef]
- Shalbafan, A.; Rhême, M.; Thoemen, H. Ultra-light particleboard: Characterization of foam core layer by digital image correlation. Eur. J. Wood Wood Prod. 2017, 75, 43–53. [Google Scholar] [CrossRef]
- Wolcott, M.P.; Kamke, F.A.; Dillard, D.A. Fundamentals of flakeboard manufacture: Viscoelastic behavior of the wood component. Wood Fiber Sci. 1990, 22, 345–361. [Google Scholar]
- Kavvouras, P.K. Fundamental Process Variables in Particleboard Manufacture. Ph.D. Thesis, University of Wales, Cardiff, UK, 1977. [Google Scholar]
- Wong, E.D. Effects of density profile on the mechanical properties of particleboard and fiberboard. Wood Res. Bull. Wood Res. Inst. Kyoto Univ. 1999, 86, 19–33. [Google Scholar]
- Thoemen, H.; Ruf, C. Measuring and simulating the effects of the pressing schedule on the density profile development in wood-based composites. Wood Fiber Sci. 2008, 40, 325–338. [Google Scholar]
- Bolton, A.J.; Humphrey, P.E. The Hot Pressing of Dry-formed Wood-based Composites-Part I. A Review of the Literatlire, Identifying the Primary Physical Processes and the Nature of their Interaction. Holzforschung 1988, 42, 403–406. [Google Scholar] [CrossRef]
- Humphrey, P.E.; Bolton, A.J. The hot pressing of dry-formed wood-based composites. Part II. A simulation model for heat and moisture transfer, and typical results. Holzforschung 1989, 43, 199–206. [Google Scholar] [CrossRef]
- Zhou, C.; Dai, C.; Smith, G.D. Modeling vertical density profile formation for strand-based wood composites during hot pressing: Part 1. Model development. Compos. Part B Eng. 2011, 42, 1350–1356. [Google Scholar] [CrossRef]
- Zombori, B.G.; Kamke, F.A.; Watson, L.T. Sensitivity analysis of internal mat environment during hot-pressing. Wood Fiber Sci. 2004, 36, 195–209. [Google Scholar]
- Carvalho, L.M.H.; Costa, M.R.N.; Costa, C.A.V. A global model for the hot-pressing of MDF. Wood Sci. Technol. 2003, 37, 241–258. [Google Scholar] [CrossRef]
- Haas, G.v.; Frühwald, A. Untersuchungen zum Verdichtungsverhalten von Faser-, Span-und OSB-Matten. Holz als Roh-und Werkst. 2000, 58, 317–323. [Google Scholar] [CrossRef]
- Von Haas, G.; Frühwald, A. Untersuchungen zum rheologischen verhalten von faser-, span-und OSB-matten. Holz als Roh-und Werkst. 2001, 58, 415–418. [Google Scholar] [CrossRef]
- Bolton, A.J.; Humphrey, P.E.; Kavvouras, P.K. The hot pressing of dry-formed wood-based composites. Part IV. Predicted variation of mattress moisture content with time. Holzforschung 1989, 43, 345–349. [Google Scholar] [CrossRef]
- Pichelin, F.; Pizzi, A.; Fruhwald, A.; Triboulot, P. Exterior OSB preparation technology at high moisture content—Part 1: Transfer mechanisms and pressing parameters. Holz als Roh-und Werkst. 2001, 59, 256–265. [Google Scholar] [CrossRef]
- Heinemann, C. Charakterisierung der Aushärtung von Aminoharzen in einer Holzpartikelmatrix durch Evaluierung von Festigkeiten und Reaktionskinetik (Characterization of the Curing of Amino Resins in a Wood Particle Matrix by Evaluating Strength and Reaction Kinetics). Ph.D. Thesis, Staats-und Universitätsbibliothek Hamburg Carl von Ossietzky, Hamburg, Germany, 2004. [Google Scholar]
- European Norm EN 310:1993; Wood-Based Panels—Determination of Modulus of Elasticicty in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- European Norm EN 310:1993; Particleborads and Fiberboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1993.
- European Norm EN 310:1993; Particleboards and Fiberboards—Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- Dunky, M. Urea-formaldehyde (UF) adhesive resins for wood. Int. J. Adhes. Adhes. 1998, 18, 95–107. [Google Scholar] [CrossRef]
- Wang, S.; Winistorfer, P.M.; Young, T.M. Fundamentals of vertical density profile formation in wood composites. Part III. MDF density formation during hot-pressing. Wood Fiber Sci. 2004, 36, 17–25. [Google Scholar]
- Shalbafan, A.; Jafarnezhad, S.; Luedtke, J. Evaluation of low density hybrid panels using expandable granules: Effect of granules diameter and content. Eur. J. Wood Wood Prod. 2018, 76, 1505–1514. [Google Scholar] [CrossRef]
- Rammon, R.M.; Johns, W.E.; Magnuson, J.; Dunker, A.K. The chemical structure of UF resins. J. Adhes. 1986, 19, 115–135. [Google Scholar] [CrossRef]
- Hong, M.-K.; Lubis, M.A.R.; Park, B.-D. Effect of panel density and resin content on properties of medium density fiberboard. J. Korean Wood Sci. Technol. 2017, 45, 444–455. [Google Scholar]
- Jafarnezhad, S.; Shalbafan, A.; Luedtke, J. Effect of surface layers compressibility and face-to-core-layer ratio on the properties of lightweight hybrid panels. Int. Wood Prod. J. 2018, 9, 164–170. [Google Scholar] [CrossRef]
- Gatchell, C.J.; Heebink, B.G.; Hefty, F.V. Influence of component variables on properties of particleboard for exterior use. For. Prod. J. 1966, 16, 46–59. [Google Scholar]
- Shalbafan, A.; Welling, J.; Luedtke, J. Effect of processing parameters on physical and structural properties of lightweight foam core sandwich panels. Wood Mater. Sci. Eng. 2013, 8, 1–12. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressing Schedule | |||||||
|---|---|---|---|---|---|---|---|
| Independent Variables | Series A | Series B | |||||
| Duration of 1st densification level (s) | − | 20 | 40 | 140 | − | − | − |
| Final mat thickness (%) | 120 | 100 | 100 | 100 | 100 | 100 | 100 |
| Degassing level (%) | 0 | 0 | 0 | 0 | 0 | 10 | 20 |
| Sample code | A | B | C | D | E | F | G |
| Adhesive content (%) | |||||||
| 0 | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ |
| 5 | ✓ | ✓ | ✓ | ✓ | * | * | * |
| 10 | ✓ | ✓ | ✓ | ✓ | * | * | * |
| Pressing Schedule | Adhesive Content (%) | Temperature | Pressure | |||
|---|---|---|---|---|---|---|
| t100°C | T240 s | pmax | p2nd | p240s | ||
| Second | °C | MPa | MPa | MPa | ||
| A | 0 | 167 | 106 | 2.12 | - | 0.10 |
| B | 142 | 108 | 2.17 | 2.56 | 0.13 | |
| C | 145 | 108 | 2.02 | 1.72 | 0.15 | |
| D | 159 | 108 | 2.08 | 0.80 | 0.22 | |
| E | 129 | 108 | 3.03 | - | 0.17 | |
| F | 125 | 109 | 3.06 | 0.66 | 0.15 | |
| G | 125 | 109 | 3.15 | 0.69 | 0.15 | |
| A | 5 | 150 | 106 | 1.94 | - | 0.12 |
| B | 128 | 108 | 2.05 | 2.44 | 0.12 | |
| C | 141 | 108 | 1.80 | 1.58 | 0.13 | |
| D | 151 | 108 | 1.83 | 0.75 | 0.20 | |
| A | 10 | 142 | 106 | 1.74 | - | 0.10 |
| B | 120 | 108 | 1.94 | 2.22 | 0.12 | |
| C | 132 | 108 | 1.65 | 1.41 | 0.13 | |
| D | 146 | 108 | 1.74 | 0.69 | 0.20 | |
| Pressing Schedule | Adhesive Content | Maximum Surface Density (ρsurf) | Maximum Intermediate Density (ρinter) | Core Density (ρcore) | Ratio of ρinter/ρcore |
|---|---|---|---|---|---|
| A | 5 | 743 | - | 470 | - |
| 10 | 727 | - | 462 | - | |
| B | 5 | 740 | 857 | 530 | 1.62 |
| 10 | 725 | 820 | 513 | 1.60 | |
| C | 5 | 722 | 785 | 527 | 1.49 |
| 10 | 724 | 782 | 525 | 1.49 | |
| D | 5 | 737 | 644 | 614 | 1.05 |
| 10 | 739 | 663 | 632 | 1.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shalbafan, A.; Thoemen, H. Influence of Pressing Schedule and Adhesive Content on the Rheological Behavior of Wood Fiber-Furnish Mats. Materials 2022, 15, 1413. https://doi.org/10.3390/ma15041413
Shalbafan A, Thoemen H. Influence of Pressing Schedule and Adhesive Content on the Rheological Behavior of Wood Fiber-Furnish Mats. Materials. 2022; 15(4):1413. https://doi.org/10.3390/ma15041413
Chicago/Turabian StyleShalbafan, Ali, and Heiko Thoemen. 2022. "Influence of Pressing Schedule and Adhesive Content on the Rheological Behavior of Wood Fiber-Furnish Mats" Materials 15, no. 4: 1413. https://doi.org/10.3390/ma15041413
APA StyleShalbafan, A., & Thoemen, H. (2022). Influence of Pressing Schedule and Adhesive Content on the Rheological Behavior of Wood Fiber-Furnish Mats. Materials, 15(4), 1413. https://doi.org/10.3390/ma15041413