
The Effect of the Substrate on the Microstructure and Tribological Properties of Cold Sprayed (Cr3C2-25(Ni20Cr))-(Ni-graphite) Cermet Coatings

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
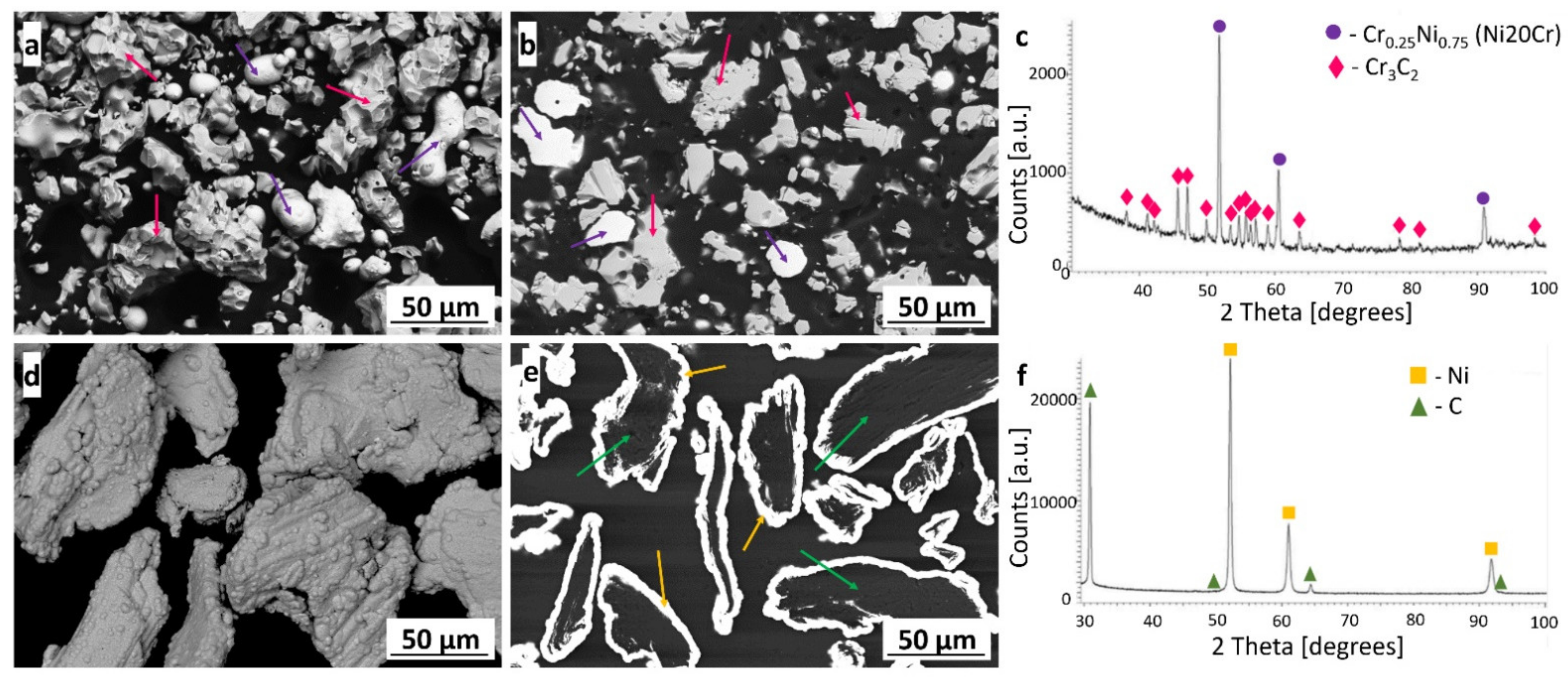
3.1. Powder Characterisation
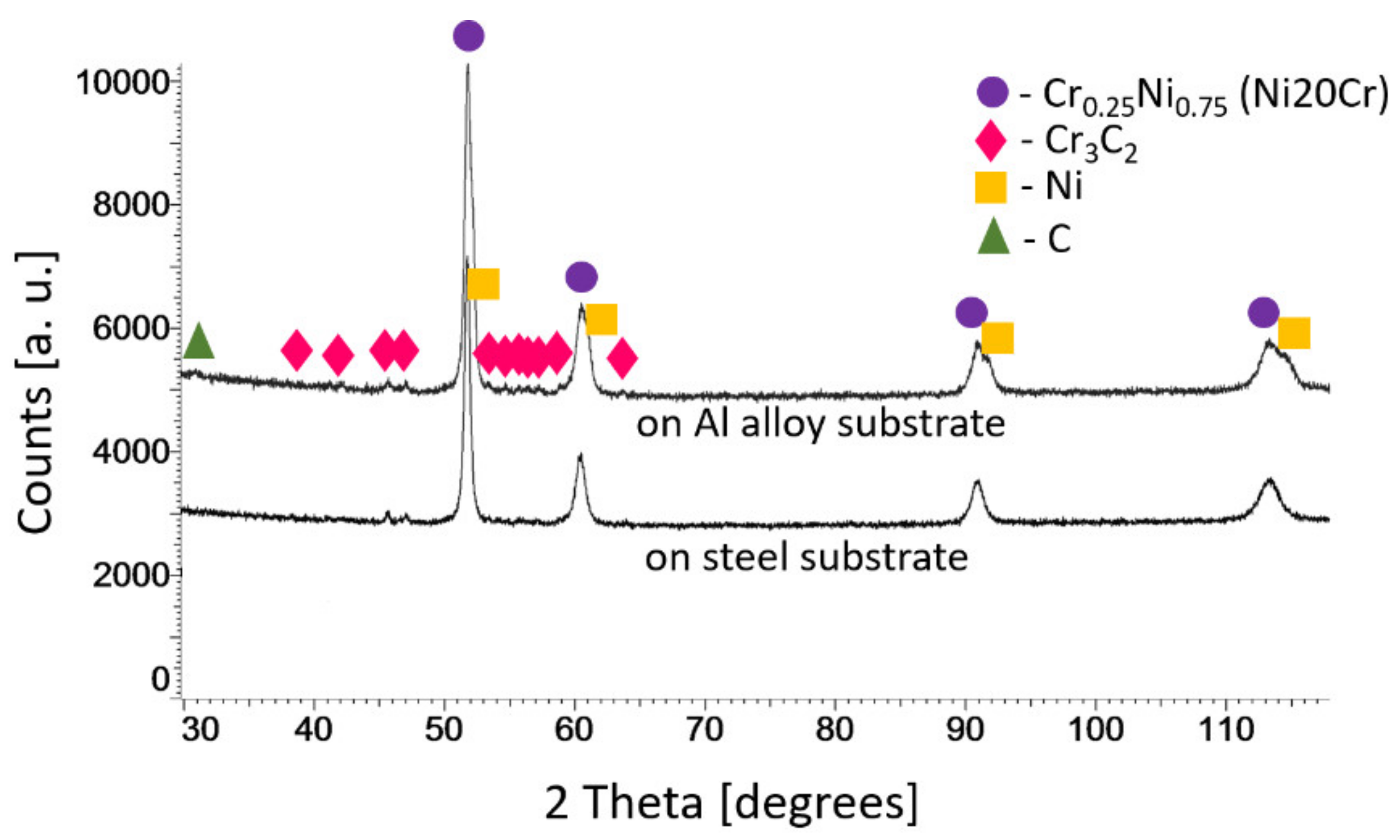
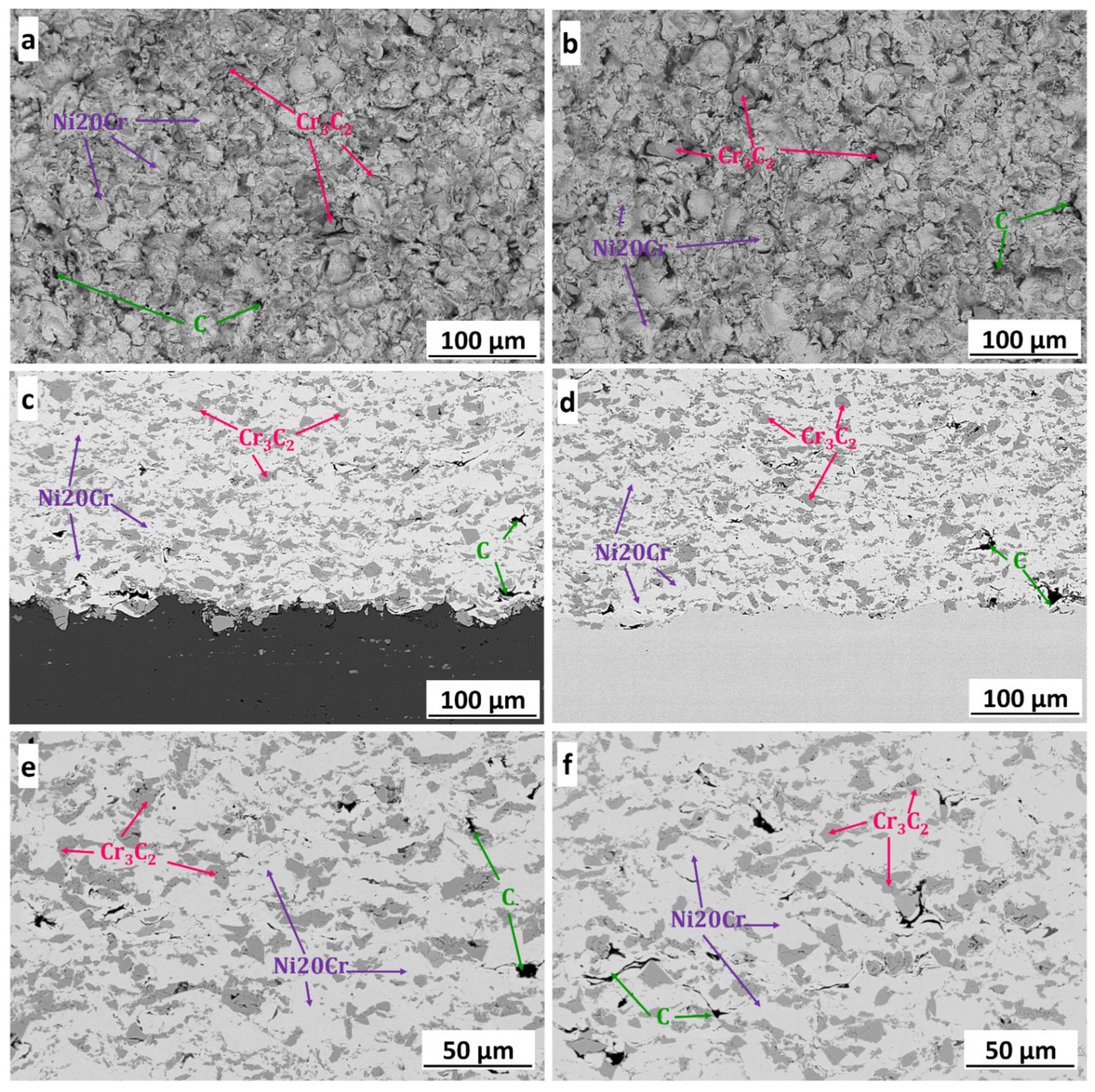
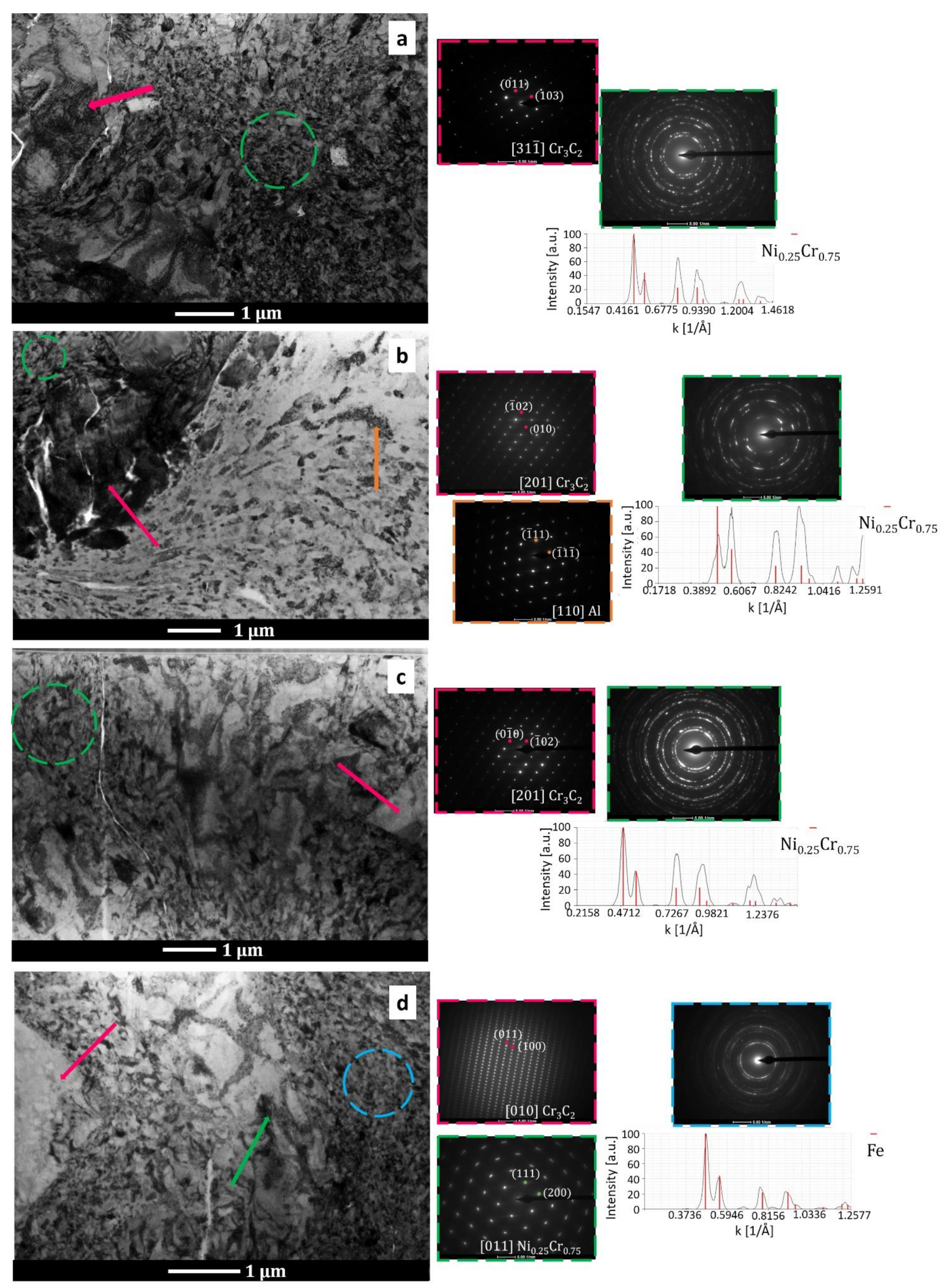
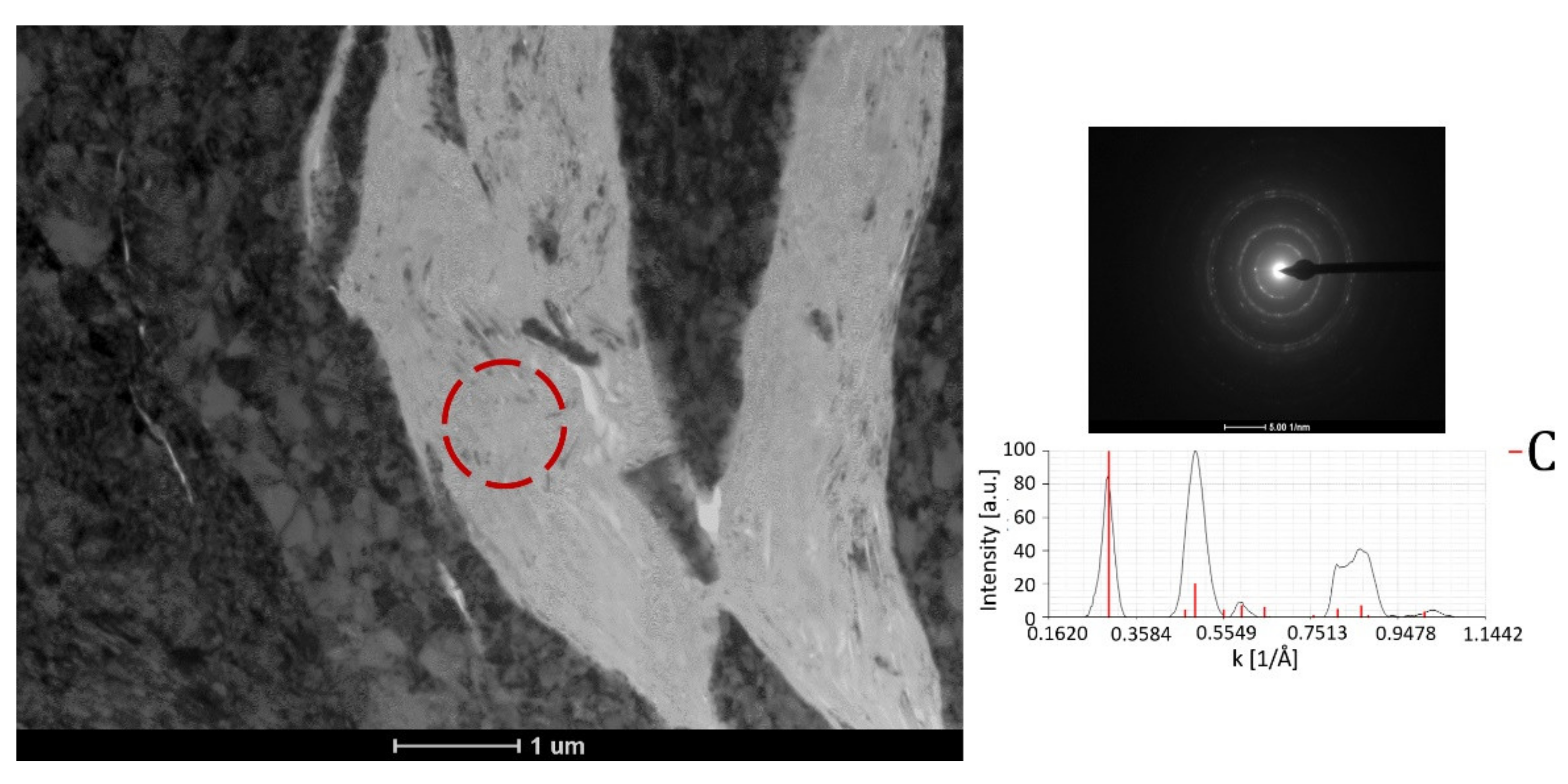
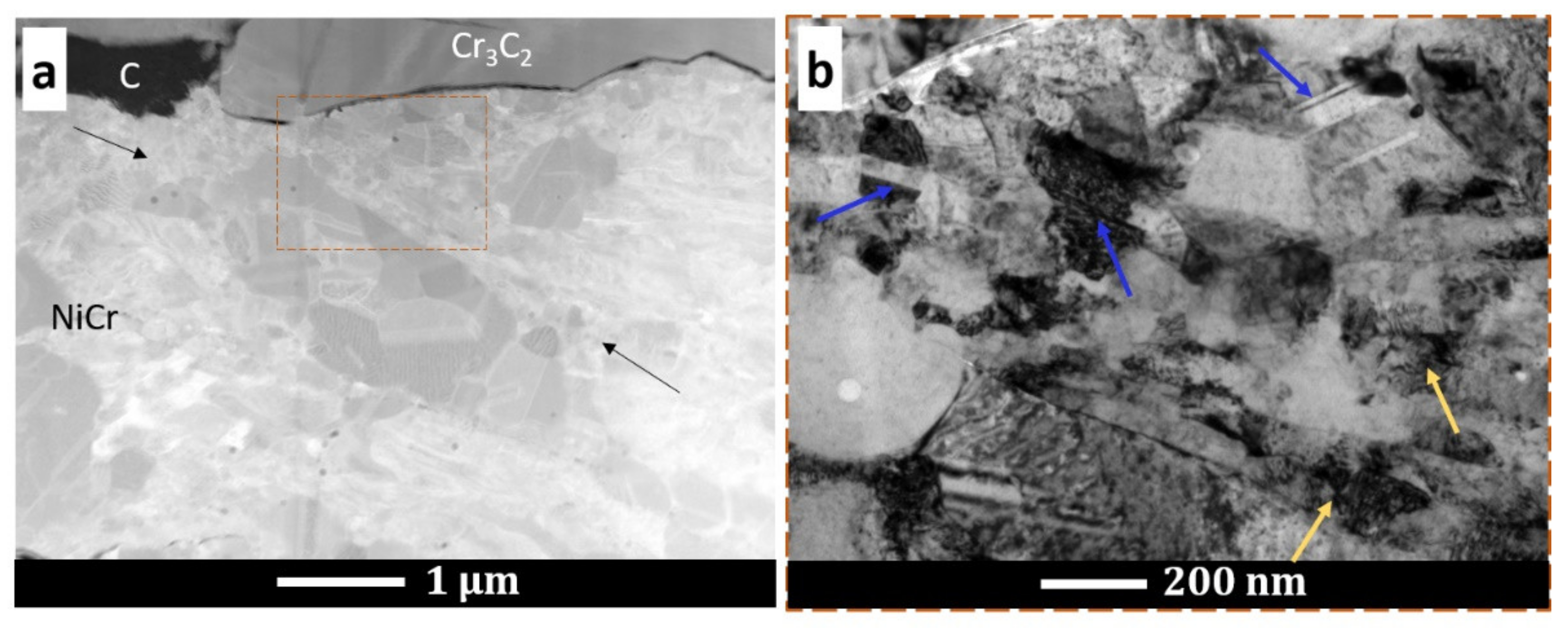
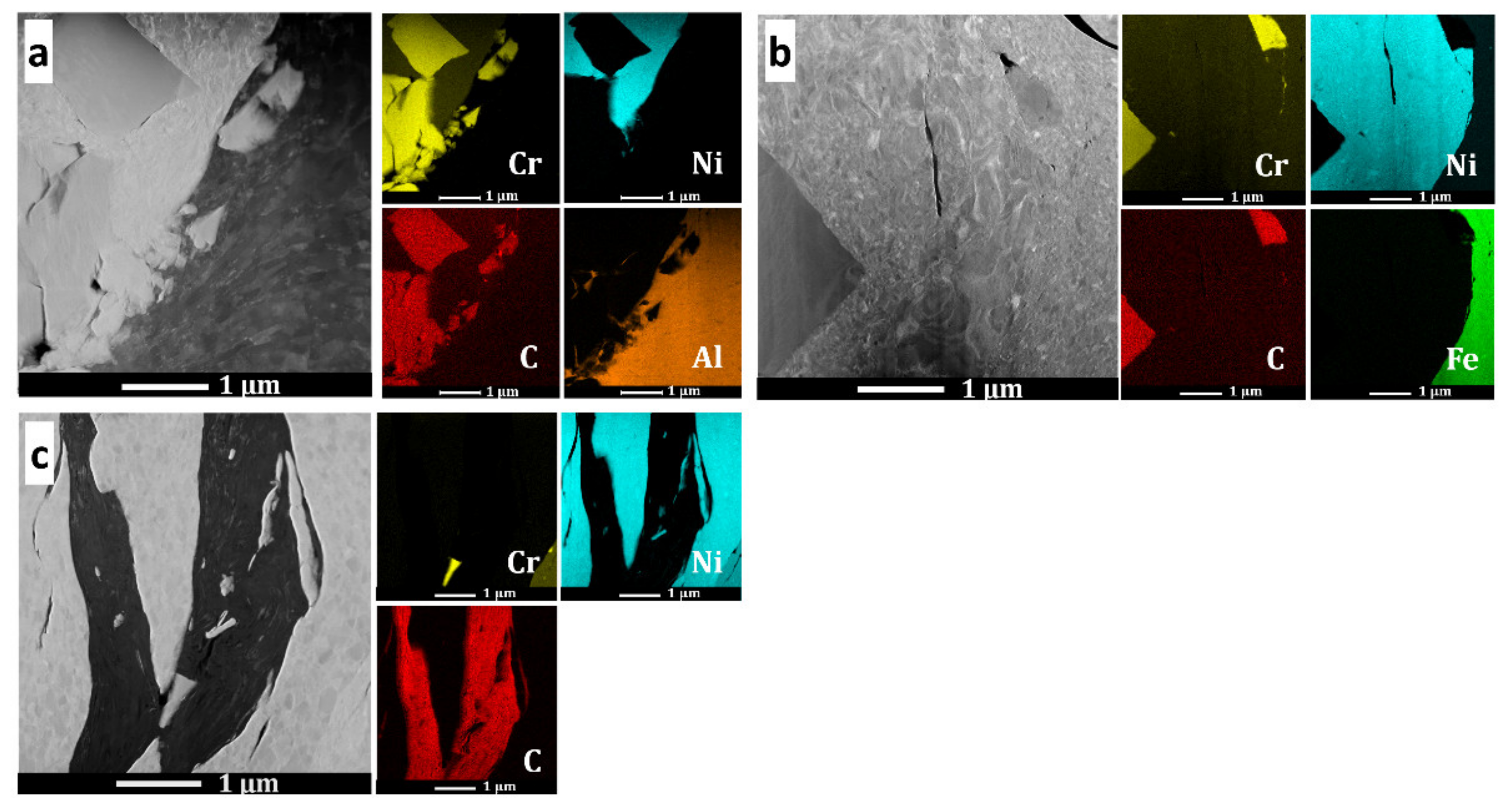
3.2. Microstructure Characterisation of Coatings
3.3. Mechanical and Tribological Properties of Coatings
3.3.1. Hardness of the Deposits
3.3.2. Flexural Strength of the Coatings
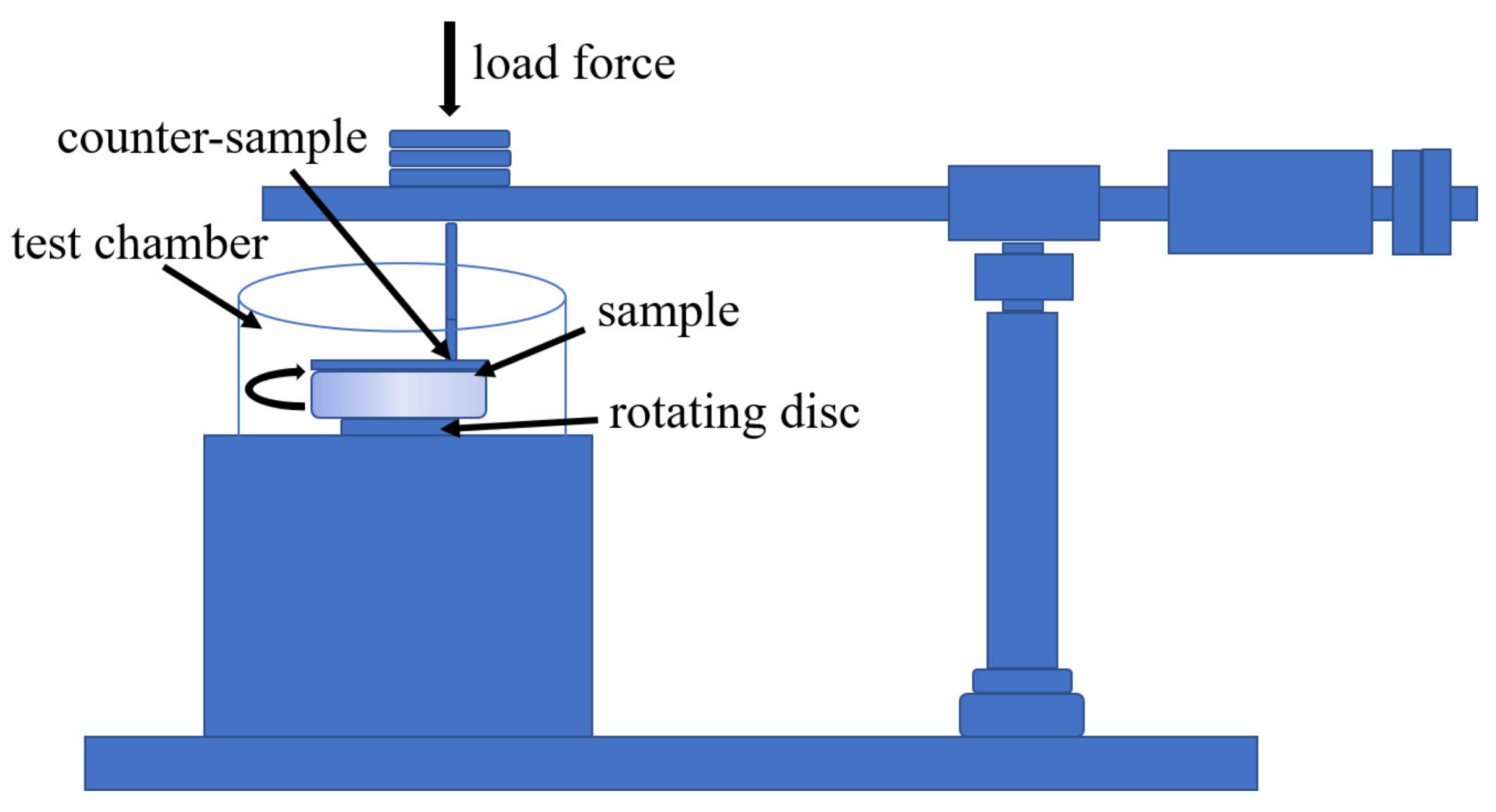
3.3.3. Resistance of Wear of the Coatings
3.3.4. The Wear Index and the Friction Coefficient
4. Conclusions
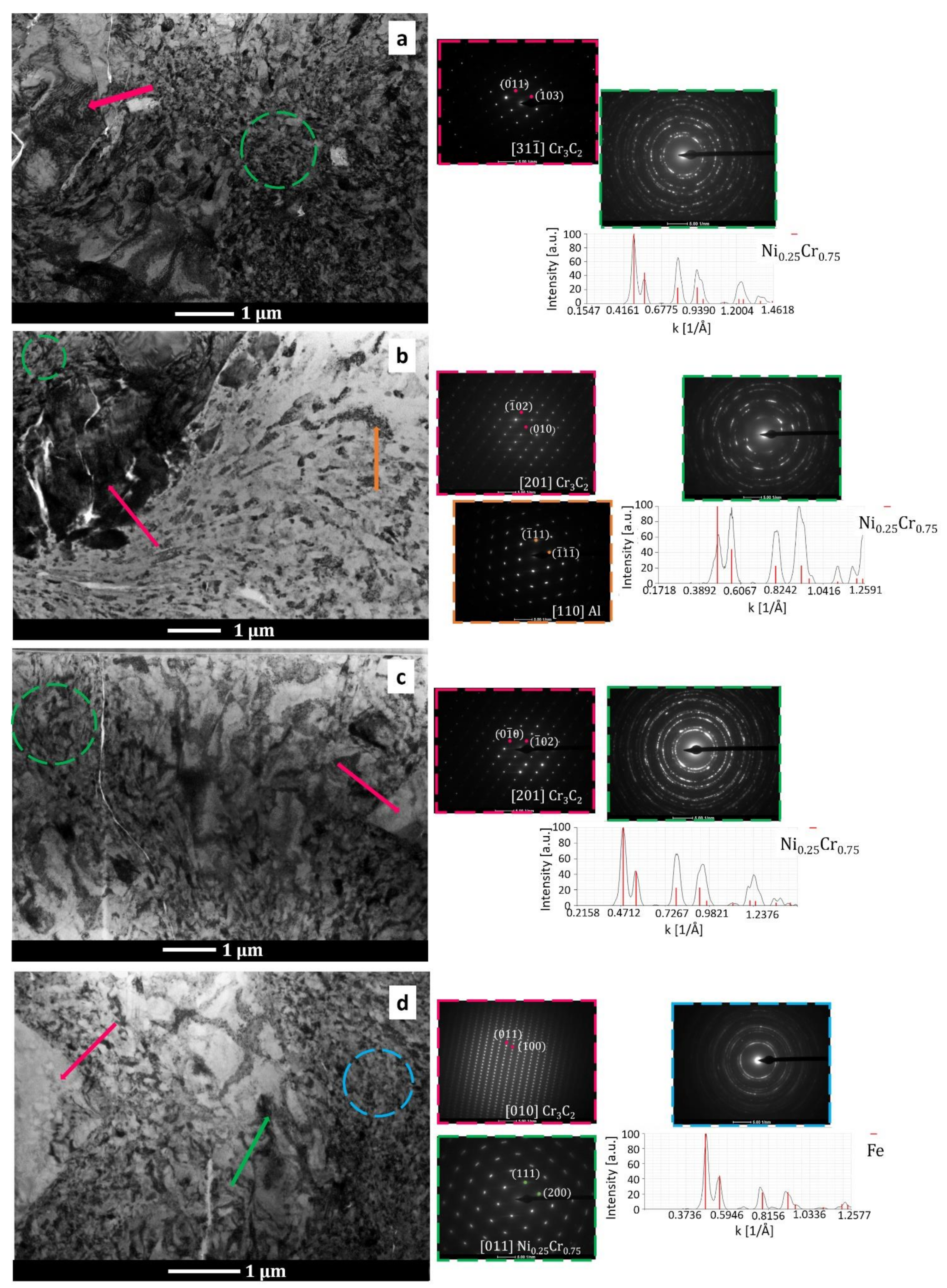
- Both coatings were composed of the same phases as the feedstock powder. The nanostructured grains of the alloying matrix were formed at the particle–particle and coating–substrate interfacial regions during the deposition process, regardless of the type of substrate.
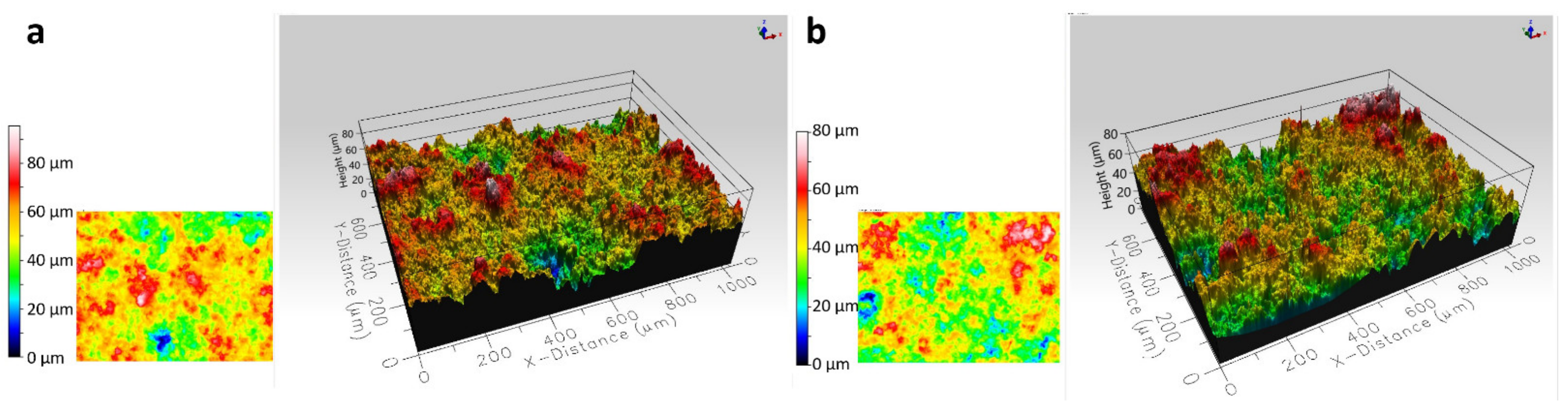
- Both (Cr3C2-25(Ni20Cr))-(Ni25C) deposits adhered well to the substrates. However, the coatings sprayed on the Al 7075 alloy substrate showed more ceramic particles stuck onto the substrate than those on the steel.
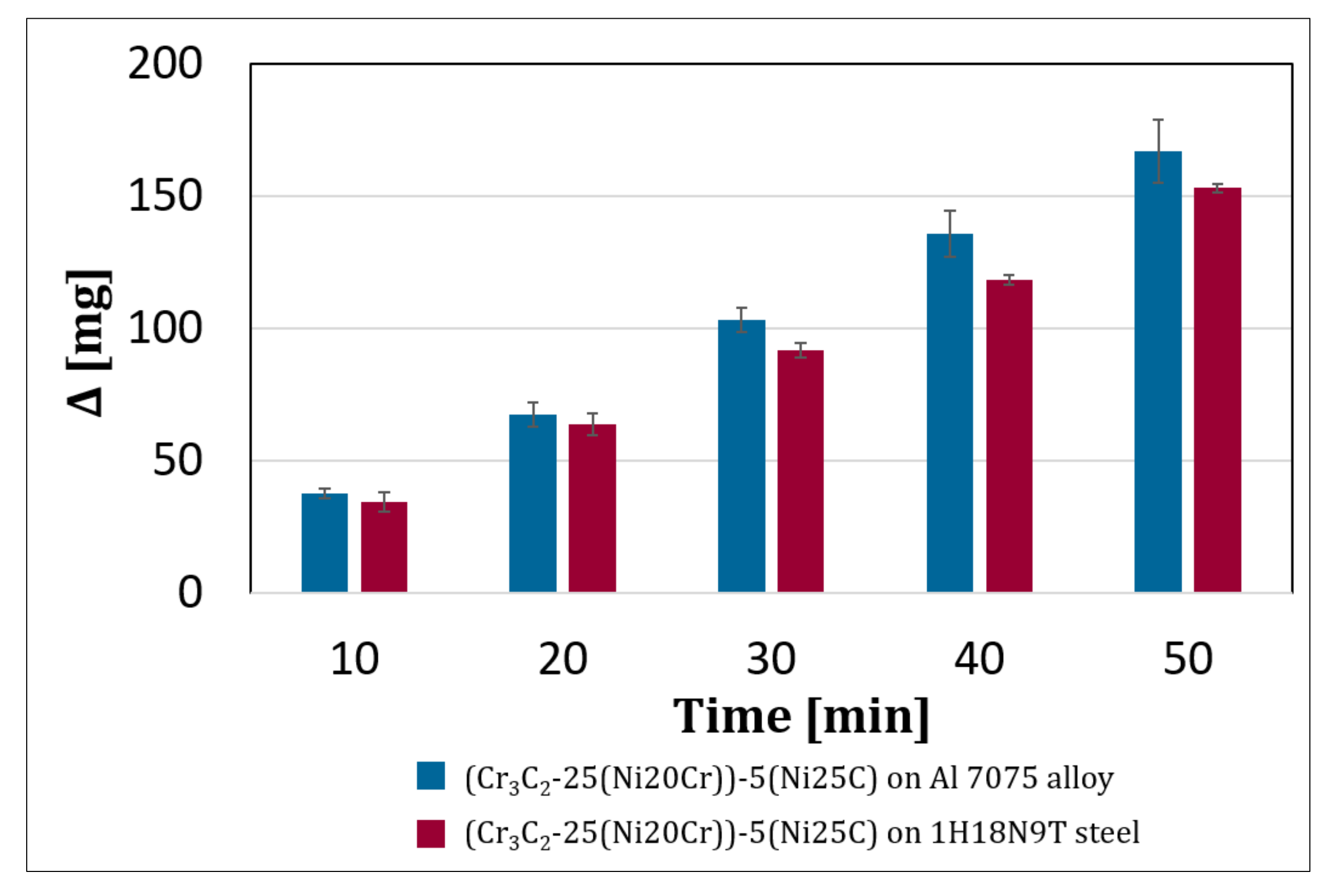
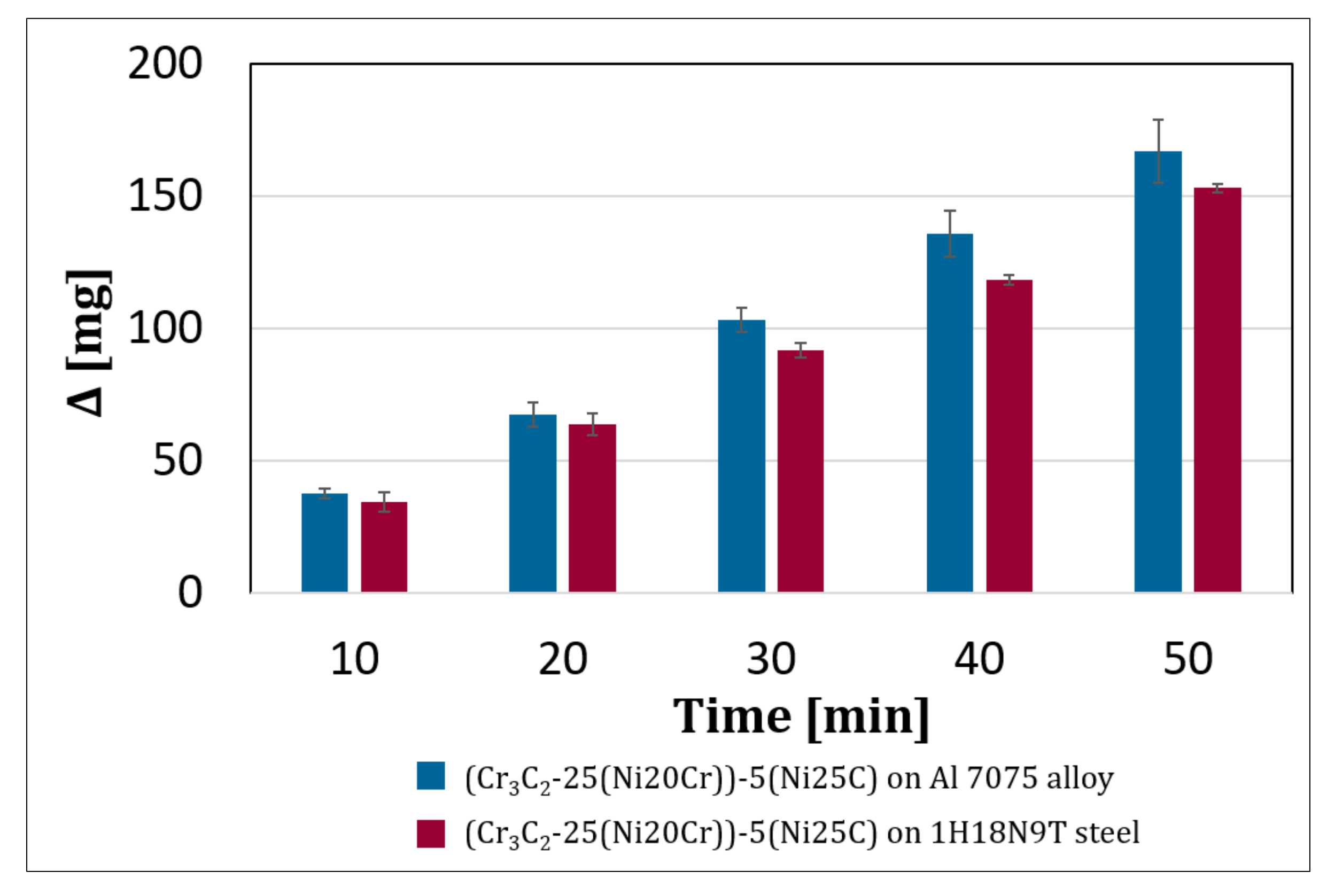
- The coating deposited on the 1H18N9T steel substrate revealed a 5% higher hardness and 10% lower abrasive wear with the Al2O3 loose abrasive particles.
- The substrate affected the three-point bending results of the coating–substrate systems. In the (Cr3C2-25(Ni20Cr))-(Ni25C) deposited on steel, the force required to destroy the durability of the coating–steel substrate system was 11% higher than that sprayed on the Al alloy.
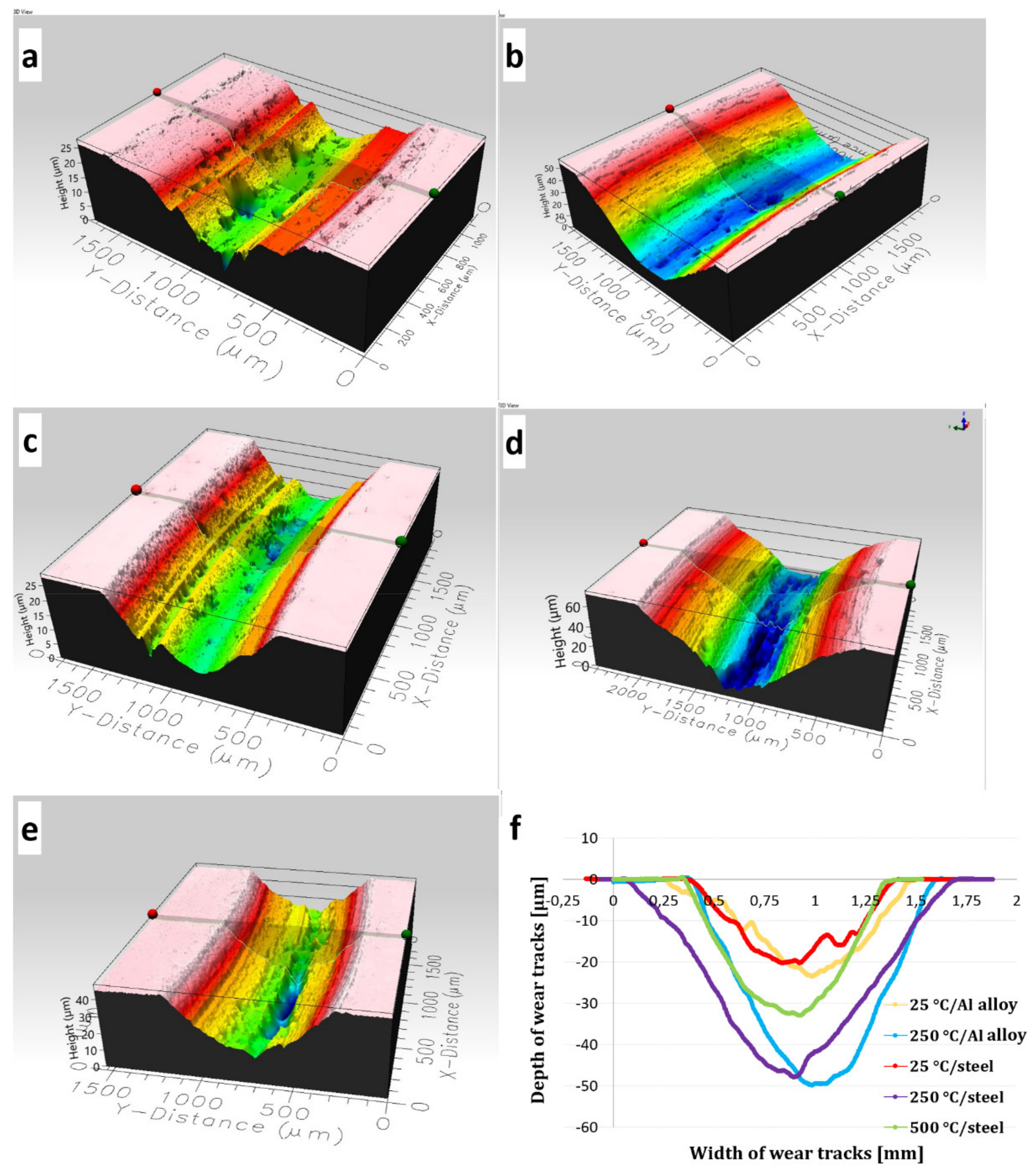
- Both coating types showed a similar wear index (Wv) under the 20 N load; however, at 250 °C, the Wv values were almost three times higher than that measured at 25 °C.
- The cermet deposit cold sprayed on steel and examined at 25 °C under 10 N revealed the best wear resistance and the lowest friction coefficient.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Papyrin, A.; Kosarev, V.; Klinkov, S.; Alkhimov, A.; Fomin, V. Cold Spray Technology; Papyrin, A., Ed.; Elsevier: Amsterdam, The Netherlands, 2007; pp. 1–32. [Google Scholar]
- Champagne, V.K. Fundamentals and Applications. In The Cold Spray Materials Deposition Process; Champagne, V.K., Ed.; Woodhead Publishing: Cambridge, UK, 2007; pp. 1–7. [Google Scholar]
- Pawłowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Thermal Spray Fundamentals; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Poirier, D.; Legoux, J.-G.; Lima, R.S. Engineering HVOF-Sprayed Cr3C2-NiCr Coatings: The Effect of Particle Morphology and Spraying Parameters on the Microstructure, Properties, and High Temperature Wear Performance. J. Therm. Spray Technol. 2013, 22, 280–289. [Google Scholar] [CrossRef]
- Matthews, S.; James, B.; Hyland, M. The role of microstructure in the mechanism of high velocity erosion of Cr3C2–NiCr thermal spray coatings: Part 1—As-sprayed coatings. Surf. Coat. Technol. 2009, 203, 1086–1093. [Google Scholar] [CrossRef]
- Matthews, S.; Hyland, M.; James, B. Microhardness variation in relation to carbide development in heat treated Cr3C2–NiCr thermal spray coatings. Acta Mater. 2003, 51, 4267–4277. [Google Scholar] [CrossRef]
- Prudenziati, M.; Gazzadi, G.C.; Medici, M.; Dalbagni, G.; Caliari, M. Cr3C2-NiCr HVOF-Sprayed Coatings: Microstructure and Properties Versus Powder Characteristics and Process Parameters. J. Therm. Spray Technol. 2010, 19, 541–550. [Google Scholar] [CrossRef]
- Żórawski, W.; Kozerski, S. Scuffing resistance of plasma and HVOF sprayed WC12Co and Cr3C2-25(Ni20Cr) coatings. Surf. Coat. Technol. 2008, 202, 4453–4457. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, M.; Jindal, N. Overview of cold spray coatings applications and comparisons: A critical review. World J. Eng. 2020, 17, 27–51. [Google Scholar] [CrossRef]
- Da Silva, F.S.; Cinca, N.; Dosta, S.; Cano, I.G.; Guilemany, J.M.; Benedetti, A.V. Cold gas spray coatings: Basic principles corrosion protection and applications. Eclética Química J. 2017, 42, 9–32. [Google Scholar] [CrossRef] [Green Version]
- Grujicic, M. Particle/substrate interaction in the cold-spray bonding process. In The Cold Spray Materials Deposition Process; Champagne, V.K., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2007; pp. 148–177. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying–A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Wolfe, D.E.; Eden, T.J.; Potter, J.K.; Jaroh, A.P. Investigation and Characterization of Cr3C2-Based Wear-Resistant Coatings Applied by the Cold Spray Process. J. Therm. Spray Technol. 2006, 15, 400–412. [Google Scholar] [CrossRef]
- Fernandez, R.; Jodoin, B. Effect of Particle Morphology on Cold Spray Deposition of Chromium Carbide-Nickel Chromium Cermet Powders. J. Therm. Spray Technol. 2017, 26, 1356–1380. [Google Scholar] [CrossRef]
- Góral, A.; Żórawski, W.; Makrenek, M. The effect of the standoff distance on the microstructure and mechanical properties of cold sprayed Cr3C2-25(Ni20Cr) coatings. Surf. Coatings Technol. 2019, 361, 9–18. [Google Scholar] [CrossRef]
- Trelka, A.; Żórawski, W.; Góral, A. Microstructure and Property Modification of Cold Sprayed Coatings Using Different Grain Sizes of Cr3C2-25(Ni20Cr) Composite Powder. Stroj. Vestn. J. Mech. Eng. 2020, 66, 494–504. [Google Scholar] [CrossRef]
- Góral, A.; Żórawski, W.; Lityńska-Dobrzyńska, L.; Makrenek, M.; Goły, M.; Trelka, A.; Szlezynger, M. Laser modification of the microstructure and mechanical properties of (Cr3C2-25(Ni20Cr))-5(Ni25C) cermet coatings containing a solid lubricant. Surf. Coat. Technol. 2020, 405, 126701. [Google Scholar] [CrossRef]
- Żórawski, W.; Góral, A.; Makrenek, M.; Soboń, D.; Trelka, A.; Bara, M. Optimization of Mechanical Properties of Cr3C2-Ni20Cr/Graphite Cold Sprayed Coatings. Materials 2021, 14, 3458. [Google Scholar] [CrossRef]
- Scendo, M.; Zorawski, W.; Staszewska-Samson, K.; Goral, A. Influence of Laser Treatment on the Corrosion Resistance of Cr3C2-25(Ni20Cr) Cermet Coating. Materials 2021, 14, 4078. [Google Scholar] [CrossRef]
- Scendo, M.; Zorawski, W.; Goral, A. Influence of Nickel Powders on Corrosion Resistance of Cold Sprayed Coatings on Al7075 Substrate. Metals 2019, 9, 890. [Google Scholar] [CrossRef] [Green Version]
- Singh, H.; Sidhu, T.S.; Karthikeyan, J.; Kalsi, S.B.S. Development and Characterization of Cr3C2–NiCr Coated Superalloy by Novel Cold Spray Process. Mater. Manuf. Process. 2016, 31, 1476–1482. [Google Scholar] [CrossRef]
- Yin, S.; Suo, X.; Su, J.; Guo, Z.; Liao, H.; Wang, X. Effects of Substrate Hardness and Spray Angle on the Deposition Behavior of Cold-Sprayed Ti Particles. J. Therm. Spray Technol. 2014, 23, 76–83. [Google Scholar] [CrossRef]
- EN 573-3:2019(E); Aluminium and Aluminium Alloys-Chemical Composition and Form of Wrought Products-Part 3: Chemical Composition and Form of Products. CEN: Bruxelles, Belgium, 2019.
- EN 10088-3:2014(E); Stainless Steels-Part 3: Technical Delivery Conditions for Semifinished Products, Bars, Rods, Wire, Sections and Bright Products of Corrosion Resisting Steels for General Purposes. CEN: Bruxelles, Belgium, 2014.
- ISO 25178-2:2012; Geometrical Product Specifications (GPS)-Surface Texture: Areal-Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2018.
- ISO 6507-1:2018; Metallic Materials–Vickers Hardness Test–Part 1: Test Method. ISO: Geneva, Switzerland, 2018.
- ISO 20808:2016(E); Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)–Determination of Friction and Wear Characteristics of Monolithic Ceramics by Ball-On-Disc Method. ISO: Geneva, Switzerland, 2016.
- ISO 7438:2016(E); Metallic Materials–Bend Test. ISO: Geneva, Switzerland, 2016.
- ISO 4624:2016; Paints and Varnishes—Pull-Off Test for Adhesion. ISO: Geneva, Switzerland, 2016.
- Lee, C.; Kim, J. Microstructure of Kinetic Spray Coatings: A Review. J. Therm. Spray Technol. 2015, 24, 592–610. [Google Scholar] [CrossRef]
- Zou, Y.; Qin, W.; Irissou, E.; Legoux, J.-G.; Yue, S.; Szpunar, J.A. Dynamic recrystallization in the particle/particle interfacial region of cold-sprayed nickel coating: Electron backscatter diffraction characterization. Scr. Mater. 2009, 61, 899–902. [Google Scholar] [CrossRef]
- Yin, S.; Chen, C.; Suo, X.; Lupoi, R. Cold-Sprayed Metal Coatings with Nanostructure. Adv. Mater. Sci. Eng. 2018, 2018, 4576. [Google Scholar] [CrossRef] [Green Version]
- Chaudhuri, A.; Raghupathy, Y.; Srinivasan, D.; Suwas, S.; Srivastava, C. Microstructural evolution of cold-sprayed Inconel 625 superalloy coatings on low alloy steel substrate. Acta Mater. 2017, 129, 11–25. [Google Scholar] [CrossRef]
- Bae, G.; Kang, K.; Lee, C. Nanoscale deformation twinning at ultrahigh strain rates during kinetic spraying of nickel. Mater. Lett. 2012, 89, 320–323. [Google Scholar] [CrossRef]
- Agüero, A.; Camón, F.; de Blas, J.G.; del Hoyo, J.C.; Muelas, R.; Santaballa, A.; Ulargui, S.; Vallés, P. HVOF-Deposited WCCoCr as Replacement for Hard Cr in Landing Gear Actuators. J. Therm. Spray Technol. 2011, 20, 1292–1309. [Google Scholar] [CrossRef]
- Koutsomichalis, A.; Kalfountzos, K.; Makri, P.; Vardavoulias, M.; Vaxevanidis, N. Tensile and bend behaviour of WC-Co-Cr HVOF coatings on steel. In Proceedings of the 6th Panhellenic Conference on Metallic Materials, Ioannina, Greece, 7–9 December 2016; pp. 204–209. [Google Scholar]
- Zhang, Y.; Chong, K.; Liu, Q.; Bai, Y.; Zhang, Z.; Wu, D.; Zou, Y. High-temperature tribological behavior of thermally-treated supersonic plasma sprayed Cr3C2-NiCr coatings. Int. J. Refract. Met. Hard Mater. 2021, 95, 105456. [Google Scholar] [CrossRef]
- Hanyun, W.; Yinmiao, Y.; Haoqi, L.; Jie, Y.; Dejun, K. Tribological behavior of laser thermal sprayed Cr3C2–NiCr + 10%Ni/MoS2 composite coating on H13 hot work mould steel. Mater. Res. Express 2019, 7, 016599. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diamalloy 3004 (Cr3C2-25(Ni20Cr))(Oerlicon Metco Certificate) | Durabrade 2221 (Ni25C) (Oerlicon Metco Certificate) | ||||||||||
| Chemical element | Ni | C | Others (max) | Cr | Ni | C | |||||
| wt.% | 18.75 | 9.75 | 2.25 | Balance | 75 | 25 | |||||
| Al 7075 alloy(EN 573-3:2019(E)) [24] | |||||||||||
| Chemical element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Others each | Others total | Al |
| wt.% | 0.4 | 0.5 | 1.2–2.0 | 0.3 | 2.1–2.9 | 0.18–0.28 | 5.1–6.1 | 0.2 | 0.05 | 0.15 | Balance |
| 1H18N9T steel(EN 10088-3:2014(E)) [25] | |||||||||||
| Chemical element | C | Si | Mn | P | S | Cr | Ni | Others (max) | |||
| wt.% | 0.18 | 1.0 | 2.0 | 0.045 | 0.030 | 17–19 | 9–12 | Ti:5 × C-70 | |||
| Parameters | Values |
|---|---|
| Working gas | N2 + He |
| Gas pressure [MPa] | 4 |
| Temperature [°C] | 800 |
| Powder feeder rate [g·mm−1] | 95 ± 3 |
| Standoff distance [mm] | 30 |
| Speed of robot arm [m·s−1] | 0.3 |
| (Cr3C2-25(Ni20Cr))-(Ni25C) Coatings | Height Parameters | |||||||
|---|---|---|---|---|---|---|---|---|
| Sa [µm] | Sq [µm] | Ssk | Sku | Sp [µm] | Sv [µm] | Sz [µm] | ||
| Substrate | Al 7075 | 9.90 | 12.38 | −0.19 | 3.06 | 60.88 | 52.64 | 113.50 |
| 1H18N9T steel | 9.60 | 11.82 | −0.14 | 2.67 | 43.90 | 39.79 | 83.69 | |
| Coating | Wear Test Conditions | Wear Properties | ||
|---|---|---|---|---|
| Temperature [°C] | Load [N] | Wear Index, Wv·10−6 [mm3·N−1·s−1] | Friction Coefficient | |
| (Cr3C2-25(Ni20Cr))-(Ni25C) on Al 7075 substrate | 25 | 10 | 18.3 ± 8.5 | 0.76 ± 0.03 |
| 20 | 28.7 ± 5.8 | 0.70 ± 0.02 | ||
| 250 | 10 | 38.2 ± 2.1 | 0.57 ± 0.02 | |
| 20 | 86.0 ± 15.6 | 0.50 ± 0.01 | ||
| (Cr3C2-25(Ni20Cr))-(Ni25C) on 1H18N9T steel substrate | 25 | 10 | 23.5 ± 4.1 | 0.65 ± 0.07 |
| 20 | 29.3 ± 7.4 | 0.70 ± 0.01 | ||
| 250 | 10 | 45.3 ± 3.4 | 0.59 ± 0.01 | |
| 20 | 85.0 ± 12.5 | 0.56 ± 0.01 | ||
| 500 | 10 | 11.4 ± 2.8 | 0.36 ± 0.01 | |
| 20 | 65.3 ± 29.6 | 0.40 ± 0.01 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trelka, A.; Żórawski, W.; Maj, Ł.; Petrzak, P.; Soboń, D.; Góral, A. The Effect of the Substrate on the Microstructure and Tribological Properties of Cold Sprayed (Cr3C2-25(Ni20Cr))-(Ni-graphite) Cermet Coatings. Materials 2022, 15, 994. https://doi.org/10.3390/ma15030994
Trelka A, Żórawski W, Maj Ł, Petrzak P, Soboń D, Góral A. The Effect of the Substrate on the Microstructure and Tribological Properties of Cold Sprayed (Cr3C2-25(Ni20Cr))-(Ni-graphite) Cermet Coatings. Materials. 2022; 15(3):994. https://doi.org/10.3390/ma15030994
Chicago/Turabian StyleTrelka, Anna, Wojciech Żórawski, Łukasz Maj, Paweł Petrzak, Dominika Soboń, and Anna Góral. 2022. "The Effect of the Substrate on the Microstructure and Tribological Properties of Cold Sprayed (Cr3C2-25(Ni20Cr))-(Ni-graphite) Cermet Coatings" Materials 15, no. 3: 994. https://doi.org/10.3390/ma15030994
APA StyleTrelka, A., Żórawski, W., Maj, Ł., Petrzak, P., Soboń, D., & Góral, A. (2022). The Effect of the Substrate on the Microstructure and Tribological Properties of Cold Sprayed (Cr3C2-25(Ni20Cr))-(Ni-graphite) Cermet Coatings. Materials, 15(3), 994. https://doi.org/10.3390/ma15030994