
A Review on Surface Finishing Techniques for Difficult-to-Machine Ceramics by Non-Conventional Finishing Processes



Abstract
1. Introduction
2. Non-Conventional Finishing Processes
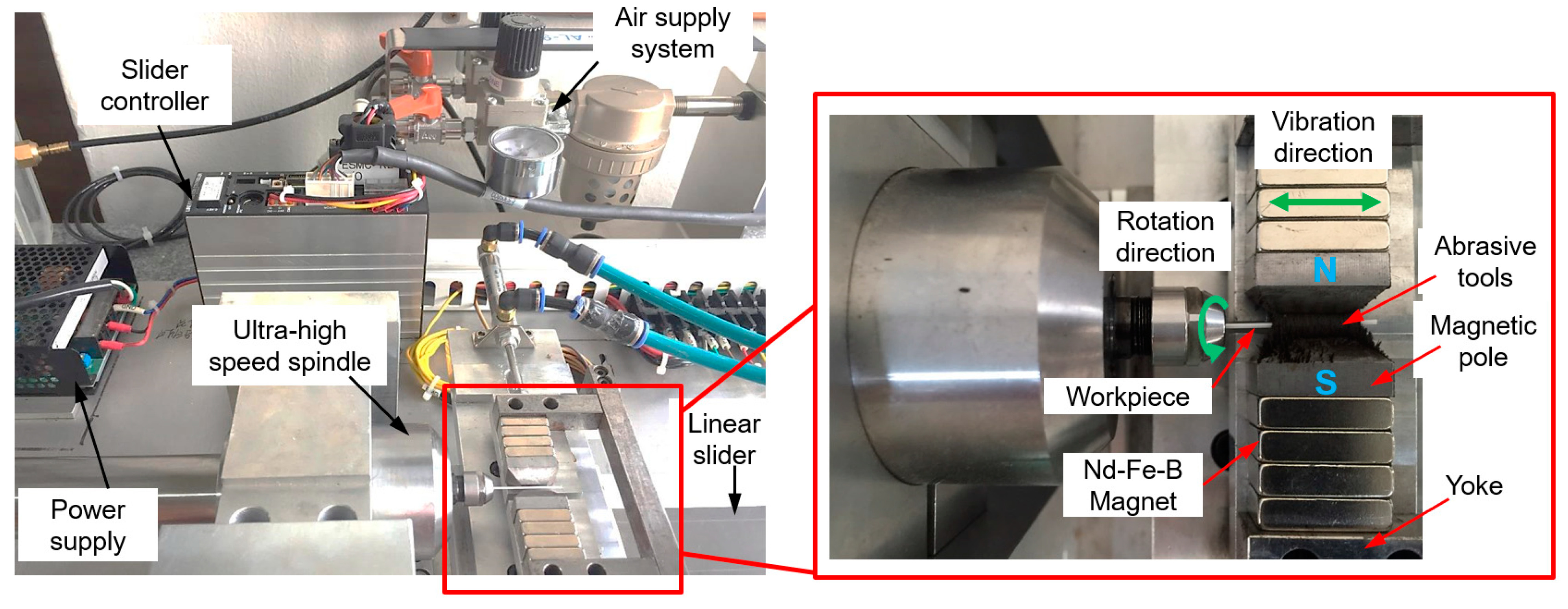
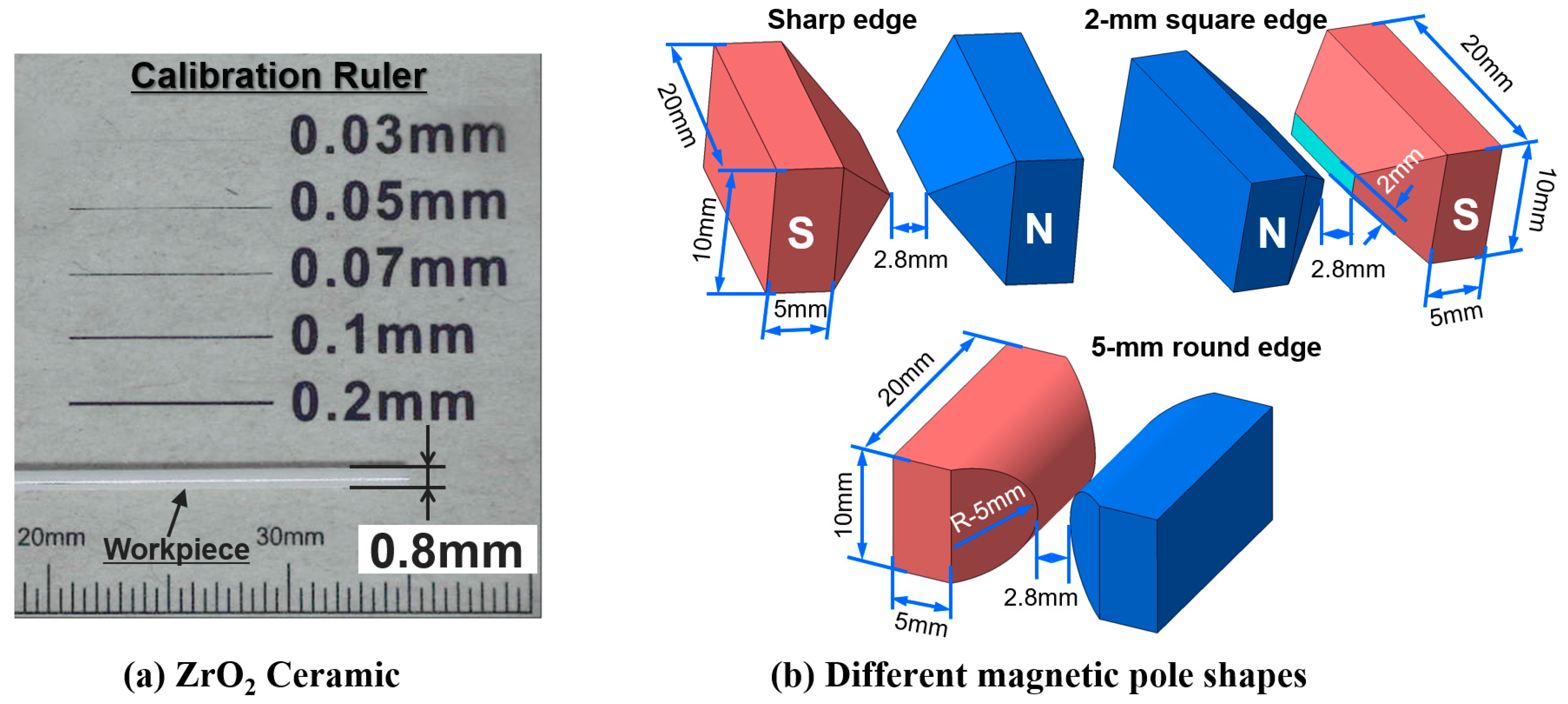
2.1. Cylindrical Magnetic Abrasive Finishing (MAF)
Principle and Function
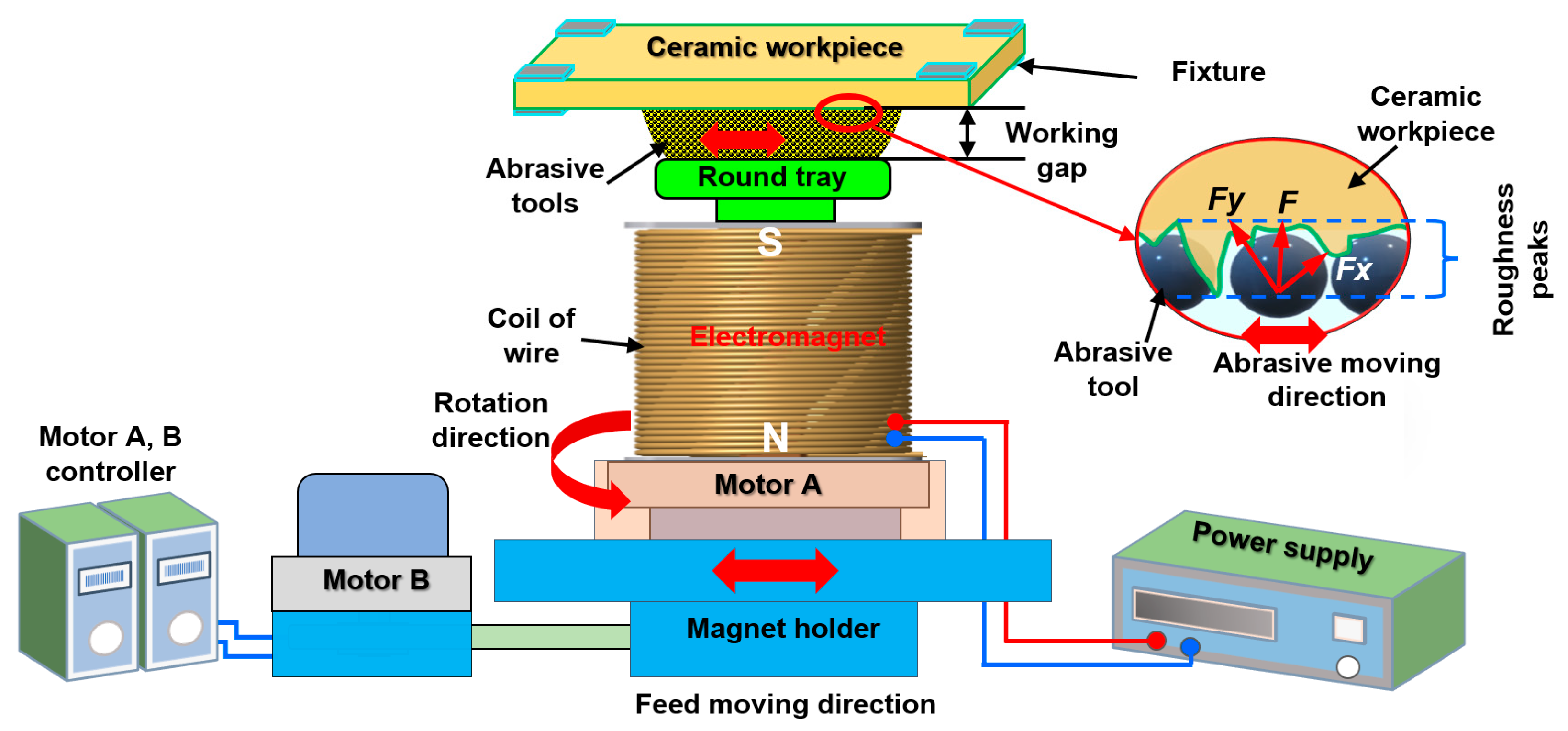
2.2. Plane Magnetic Abrasive Finishing (MAF)
Principle and Function
2.3. Internal Magnetic Abrasive Finishing (MAF)
Principle and Function
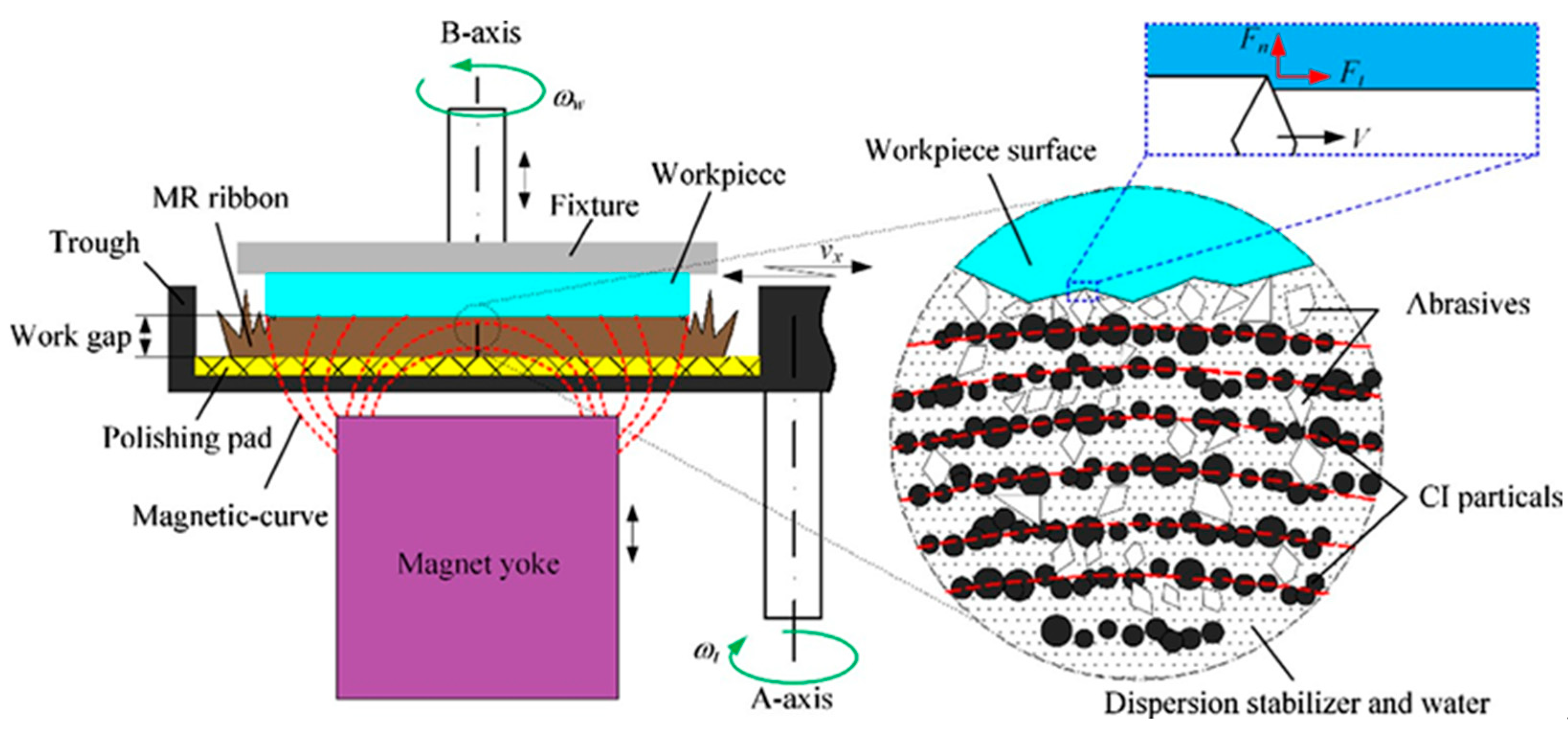
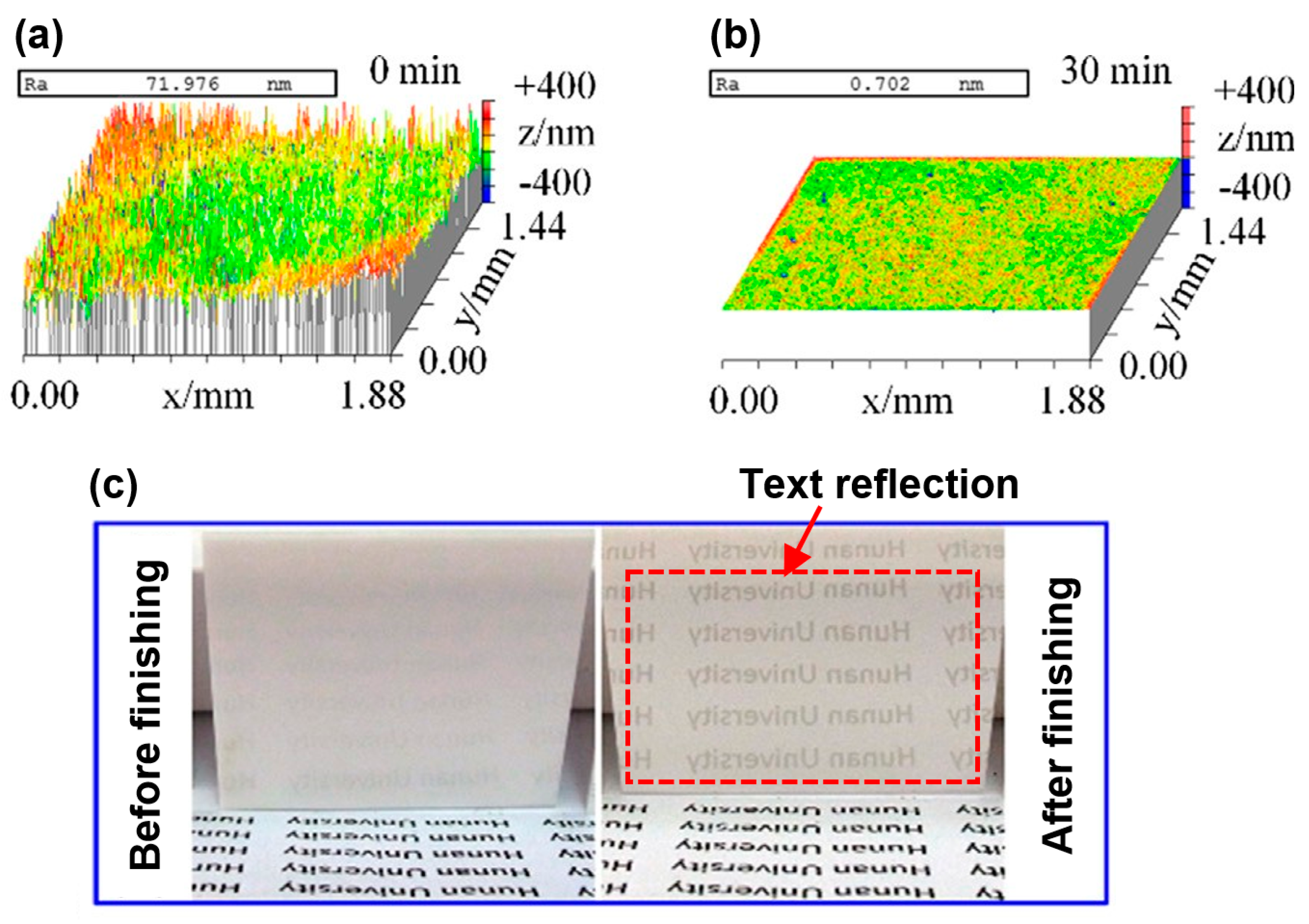
2.4. Magnetorheological Finishing (MRF)
Principle and Function
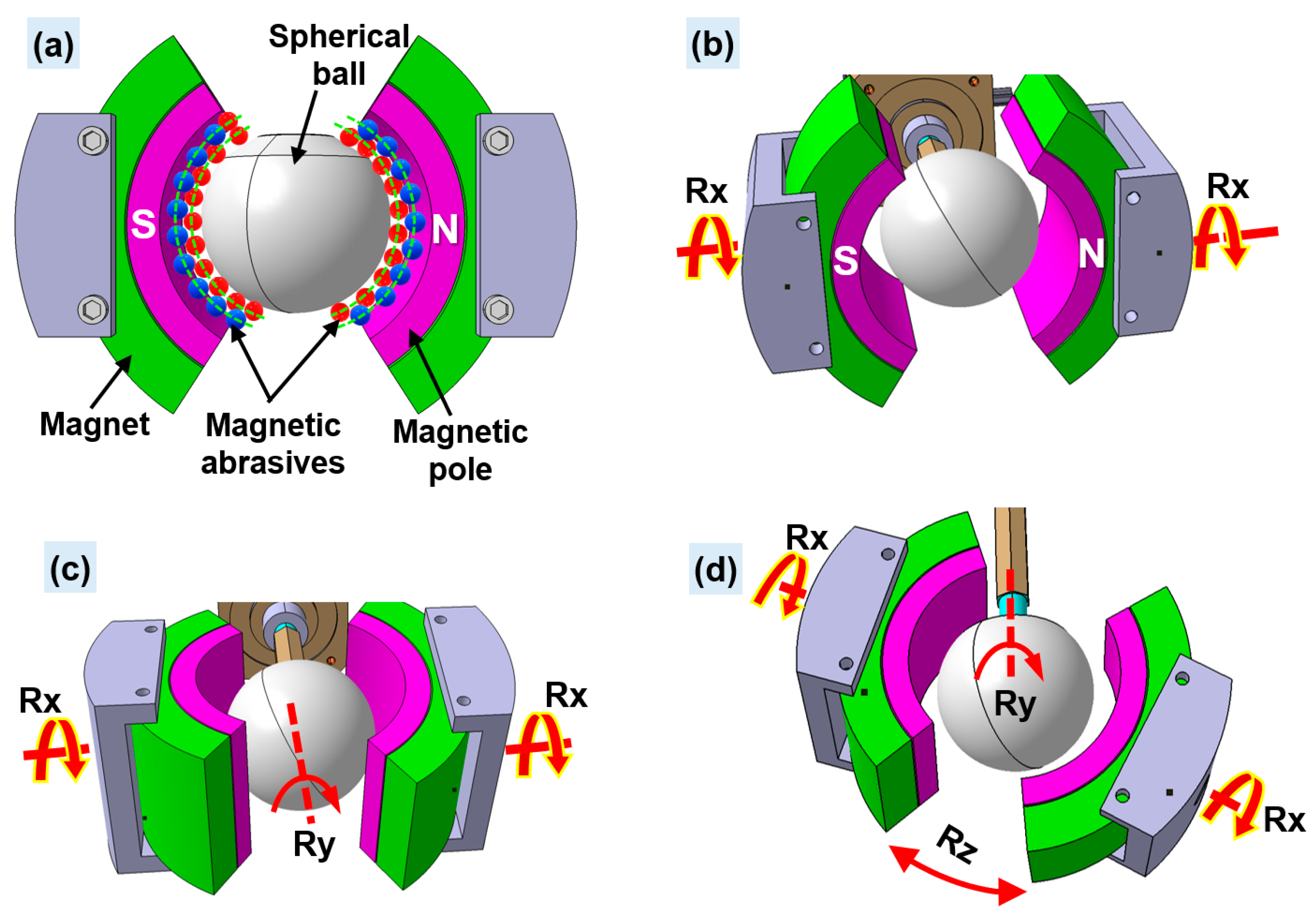
2.5. Clustered Magnetorheological Finishing (CMRF)
Principle and Function
3. Summary and Analysis of Non-Conventional Finishing Processes
3.1. Comparison between Each Finishing Processes
3.2. Processes Limitations
- -
- The plane MAF, internal MAF, MRF, and CMRF processes are very slow because they require large finishing time for difficult-to-machine materials such as ceramics.
- -
- Products with freeform shapes, including elliptical, conical, wrinkle, and concave shapes are impossible to finish via these processes due to the variations in the finishing gap between the tools and the workpiece. Some limitations associated with recent non-conventional finishing processes are shown in Table 3.
4. Future Directions
5. Concluding Remarks
- All the non-conventional finishing processes discussed in this review have been successful in achieving the high-quality surface finish of various difficult-to-machine ceramics with low values of surface roughness (Ra). When the cylindrical MAF, plane MAF, internal MAF, MRF, and CMRF process were used for finishing the surface of ceramics, they showed surface roughness (Ra) improvements of 88.88%, 56.54%, 97.27%, 99.02%, and 93.09%, respectively.
- Cylindrical MAF is used for finishing the surface of ceramic products with cylindrical shapes, internal MAF is used for finishing the internal surfaces of round tubes, CMRF is used for finishing the surface of spherical ceramics, and plane MAF and MRF are used for finishing the surface of planar ceramics. Between plane MAF and MRF, MRF can be assumed to be the better method for finishing the surface of plane ceramics. MRF requires shorter finishing times and achieves greater finishing efficiency when compared to plane MAF.
- Despite the significant advantages of these advanced finishing processes, some limitations still remain, such as (1) inapplicability to finishing freeform surfaces, (2) lengthy finishing times, and (3) difficulty finishing the surface of ferromagnetic materials.
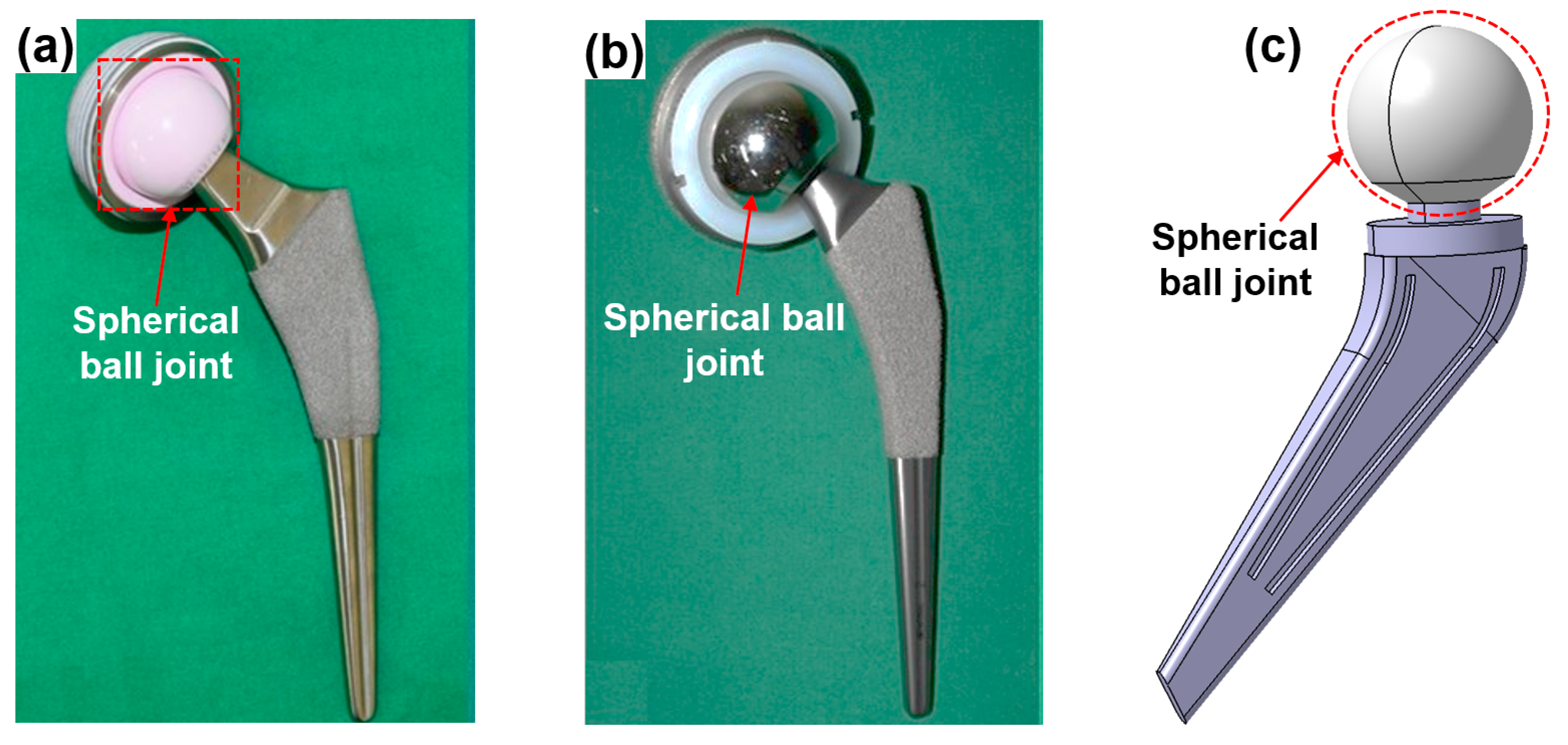
- In the future, a multi-axis/multi-faceted surface finishing technique can be added to the cylindrical MAF process for the surface finishing of difficult-to-machine ceramic components used in medical applications such as artificial hip joints. This process would have major advantages such as short processing times and the ability to process all common materials, including ceramics, metals, and polymers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guazzato, M.; Albakry, M.; Ringer, S.P.; Swain, M.V. Strength, fracture toughness and microstructure of a selection of all-ceramic materials. Part II. Zirconia-based dental ceramics. Dent. Ceram. 2004, 20, 449–456. [Google Scholar] [CrossRef] [PubMed]
- Turp, V.; Tuncelli, B.; Sen, D.; Goller, G. Evaluation of hardness and fracture toughness, coupled with microstructural analysis, of zirconia ceramics stored in environments with different pH values. Dent. Mater. J. 2012, 31, 891–902. [Google Scholar] [CrossRef]
- Bajraktarova-Valjakova, E.; Korunoska-Stevkovska, V.; Kapusevska, B.; Gigovski, N.; Bajraktarova-Misevska, C.; Grozdanov, A. Contemporary dental ceramic materials, a review: Chemical composition, physical and mechanical properties, indications for use. Open Access Maced. J. Med. Sci. 2018, 6, 1742. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Denry, I.; Kelly, J.R. State of the art of zirconia for dental applications. Dent. Mater. 2008, 24, 299–307. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y.J.M.S.; Reports, E.R. Porous ceramics: Light in weight but heavy in energy and environment technologies. Mater. Sci. Eng. R Rep. 2021, 143, 100589. [Google Scholar] [CrossRef]
- Pappas, J.M.; Thakur, A.R.; Dong, X. Effects of zirconia doping on additively manufactured alumina ceramics by laser direct deposition. Mater. Des. 2020, 192, 108711. [Google Scholar] [CrossRef]
- Greil, P. Advanced engineering ceramics. Adv. Eng. Mater. 2002, 4, 247–254. [Google Scholar] [CrossRef]
- Yu, T.; Zhang, Z.; Liu, Q.; Kuliiev, R.; Orlovskaya, N.; Wu, D. Extrusion-based additive manufacturing of yttria-partially-stabilized zirconia ceramics. Ceram. Int. 2020, 46, 5020–5027. [Google Scholar] [CrossRef]
- Conrad, H.J.; Seong, W.-J.; Pesun, I.J. Current ceramic materials and systems with clinical recommendations: A systematic review. J. Prosthet. Dent. 2007, 98, 389–404. [Google Scholar] [CrossRef]
- Hannouche, D.; Hamadouche, M.; Nizard, R.; Bizot, P.; Meunier, A.; Sedel, L. Ceramics in total hip replacement. Clin. Orthop. Relat. Res. 2005, 430, 62–71. [Google Scholar] [CrossRef] [PubMed]
- Evran, S. Three-dimensional modal analysis of beams with triangular and hexagonal cross sections using different ceramic materials. Int. J. Eng. Innov. Res. 2020, 2, 129–136. [Google Scholar]
- Manicone, P.F.; Iommetti, P.R.; Raffaelli, L. An overview of zirconia ceramics: Basic properties and clinical applications. J. Dent. 2007, 35, 819–826. [Google Scholar] [CrossRef] [PubMed]
- Hu, F.; Zhu, T.; Xie, Z.; Liu, J.; Hu, Z.; An, D. Elimination of grain boundaries and its effect on the properties of silicon nitride ceramics. Ceram. Int. 2020, 46, 12606–12612. [Google Scholar] [CrossRef]
- Boldin, M.; Berendeev, N.; Melekhin, N.; Popov, A.; Nokhrin, A.; Chuvildeev, V.N. Review of Ballistic Performance of Alumina: Comparison of Alumina with Silicon Carbide and Boron Carbide. Ceram. Int. 2021, 47, 25201–25213. [Google Scholar] [CrossRef]
- Heng, L.; Kim, J.S.; Tu, J.-F.; Mun, S.D. Fabrication of precision meso-scale diameter ZrO2 ceramic bars using new magnetic pole designs in ultra-precision magnetic abrasive finishing. Ceram. Int. 2020, 46, 17335–17346. [Google Scholar] [CrossRef]
- Abderrazak, H.; Hmida, E.S. Silicon Carbide: Synthesis and Properties. Prop. Appl. Silicon Carbide 2011, 361–388. [Google Scholar] [CrossRef]
- Prikhna, T.; Barvitskyi, P.; Maznaya, A.; Muratov, V.; Devin, L.; Neshpor, A.; Domnich, V.; Haber, R.; Karpets, M.; Samus, E.V.; et al. Lightweight ceramics based on aluminum dodecaboride, boron carbide and self-bonded silicon carbide. Ceram. Int. 2019, 45, 9580–9588. [Google Scholar] [CrossRef]
- Chabera, P.; Boczkowska, A.; Morka, A.; Kędzierski, P.; Niezgoda, T.; Oziębło, A.; Witek, A. Comparison of numerical and experimental study of armour system based on alumina and silicon carbide ceramics. Bull. Pol. Acad. Sci. Tech. Sci. 2015, 63, 363–367. [Google Scholar] [CrossRef][Green Version]
- Nozawa, T.; Hinoki, T.; Hasegawa, A.; Kohyama, A.; Katoh, Y.; Snead, L.L.; Henager, C.H.; Hegeman, J.B.J. Recent advances and issues in development of silicon carbide composites for fusion applications. J. Nucl. Mater. 2009, 386–388, 622–627. [Google Scholar] [CrossRef]
- Mulik, R.S.; Pandey, P.M. Ultrasonic assisted magnetic abrasive finishing of hardened AISI 52100 steel using unbonded SiC abrasives. Int. J. Refract. Met. Hard Mater. 2011, 29, 68–77. [Google Scholar] [CrossRef]
- Chang, G.-W.; Yan, B.-H.; Hsu, R.-T. Study on cylindrical magnetic abrasive finishing using unbonded magnetic abrasives. Int. J. Mach. Tools Manuf. 2002, 42, 575–583. [Google Scholar] [CrossRef]
- Wijianto, W. Application of Silicon Nitride (Si3N4) Ceramics in Ball Bearing. Media Mesin Maj. Tek. Mesin 2016, 15, 17–25. [Google Scholar] [CrossRef]
- Hampshire, S. Silicon nitride ceramics—Review of structure, processing and properties. J. Achiev. Mater. Manuf. Eng. 2007, 24, 43–50. [Google Scholar]
- Chacun, D.; Lafon, A.; Courtois, N.; Reveron, H.; Chevalier, J.; Margossian, P.; Alves, A.; Gritsch, K.; Grosgogeat, B. Histologic and histomorphometric evaluation of new zirconia-based ceramic dental implants: A preclinical study in dogs. Dent. Mater. 2021, 37, 1377–1389. [Google Scholar] [CrossRef]
- Huang, M.; Zhang, D.Q.; Liu, Z.H.; Yang, J.; Duan, F.; Chua, C.K.; Lim, S.C.; Yip, M.S. Comparison study of fabrication of ceramic rotor using various manufacturing methods. Ceram. Int. 2014, 40, 12493–12502. [Google Scholar] [CrossRef]
- Hussien, A.N.M.; Rayyan, M.M.; Sayed, N.M.; Segaan, L.G.; Goodacre, C.J.; Kattadiyil, M.T. Effect of screw-access channels on the fracture resistance of 3 types of ceramic implant-supported crowns. J. Prosthet. Dent. 2016, 116, 214–220. [Google Scholar] [CrossRef]
- Chevalier, J.; Gremillard, L. Ceramics for medical applications: A picture for the next 20 years. J. Eur. Ceram. Soc. 2009, 29, 1245–1255. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Park, J.-W. Long-Term Outcomes of Ultra-Short Metaphyseal-Fitting Anatomic Cementless Femoral Stem in Total Hip Arthroplasty With Ceramic-on-Ceramic Articulation for Young Patients. J. Arthroplast. 2019, 34, 2427–2433. [Google Scholar] [CrossRef]
- Fernández-Fernández, R.; Oñorbe-San Francisco, F.; Gil-Garay, E. Long-Term Outcomes of a Titanium-Encased Ceramic Liner Total Hip Arthroplasty (15 to 21Year Results). J. Arthroplast. 2021, 36, 3697–3702. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, J.; Wang, H.; Kumar, A.S.; Chaudhari, A. A novel magnetically driven polishing technique for internal surface finishing. Precis. Eng. 2018, 54, 222–232. [Google Scholar] [CrossRef]
- Okada, A. Automotive and industrial applications of structural ceramics in Japan. J. Eur. Ceram. Soc. 2008, 28, 1097–1104. [Google Scholar] [CrossRef]
- Okada, A. Ceramic technologies for automotive industry: Current status and perspectives. Mater. Sci. Eng. B 2009, 161, 182–187. [Google Scholar] [CrossRef]
- Souza, J.; Nono, M.; Ribeiro, M.; Machado, J.; Silva, O.M.M. Cutting forces in turning of gray cast iron using silicon nitride based cutting tool. Mater. Des. 2009, 30, 2715–2720. [Google Scholar] [CrossRef]
- Muthunilavan, N.; Rajaram, G.; Joshi, D.; Vigneshswaminathan, A. Self-repairing effect of few Si3N4 balls used as rolling elements to enhance the performance of bearings operating under contaminated lubrication conditions. Tribol. Int. 2019, 134, 281–295. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Y.; Yu, D.; Sun, D.; Li, H. A review paper on effect of the welding process of ceramics and metals. J. Mater. Res. Technol. 2020, 9, 16214–16236. [Google Scholar] [CrossRef]
- Lino Alves, F.J.; Baptista, A.M.; Marques, A.T. Metal and Ceramic Matrix Composites in Aerospace Engineering. In Advanced Composite Materials for Aerospace Engineering; Rana, S., Fangueiro, R., Eds.; Woodhead Publishing: Sawston, UK, 2016; pp. 59–99. [Google Scholar] [CrossRef]
- Fernie, J.A.; Drew, R.A.L.; Knowles, K.M. Joining of engineering ceramics. Int. Mater. Rev. 2009, 54, 283–331. [Google Scholar] [CrossRef]
- Song, J.; Shinmura, T.; Mun, S.D.; Sun, M. Micro-Machining characteristics in high-speed magnetic abrasive finishing for fine ceramic bar. Metals 2020, 10, 464. [Google Scholar] [CrossRef]
- Gorin, A.; Reddy, M.M. Advanced Ceramics: Some Challenges and Solutions in Machining by Conventional Methods. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2014; pp. 42–47. [Google Scholar]
- Komanduri, R. Advanced ceramic tool materials for machining. Sadhana 1988, 13, 119–137. [Google Scholar] [CrossRef]
- Uday, M.B.; Ahmad-Fauzi, M.N.; Alias, M.N.; Srithar, R. Current Issues and Problems in the Joining of Ceramic to Metal. In Joining Technologies; Ishak, M., Ed.; IntechOpen: London, UK, 2016; pp. 159–193. ISBN 9789535125976. [Google Scholar]
- Hou, Z.B.; Komanduri, R. On the mechanics of the grinding process–Part I. Stochastic nature of the grinding process. Int. J. Mach. Tools Manuf. 2003, 43, 1579–1593. [Google Scholar] [CrossRef]
- Weinert, K.; Petzoldt, V.; Kötter, D. Turning and drilling of NiTi shape memory alloys. CIRP Ann. 2004, 53, 65–68. [Google Scholar] [CrossRef]
- Piquard, R.; D’Acunto, A.; Laheurte, P.; Dudzinski, D. Micro-end milling of NiTi biomedical alloys, burr formation and phase transformation. Precis. Eng. 2014, 38, 356–364. [Google Scholar] [CrossRef]
- Evans, C.; Paul, E.; Dornfeld, D.; Lucca, D.; Byrne, G.; Tricard, M.; Klocke, F.; Dambon, O.; Mullany, B.A. Material removal mechanisms in lapping and polishing. CIRP Ann. 2003, 52, 611–633. [Google Scholar] [CrossRef]
- Hashimoto, F.; Chaudhari, R.G.; Melkote, S.N. Characteristics and performance of surfaces created by various finishing methods. Procedia CIRP 2016, 45, 1–6. [Google Scholar] [CrossRef]
- Burkhard, G.; Rehsteiner, F.; Schumacher, B. High efficiency abrasive tool for honing. CIRP Ann. 2002, 51, 271–274. [Google Scholar] [CrossRef]
- Heng, L.; Kim, Y.; Mun, S. Review of Superfinishing by the Magnetic Abrasive Finishing Process. High Speed Mach. 2017, 3, 42–55. [Google Scholar] [CrossRef]
- Bae, J.T.; Kim, H.J. Finishing characteristics of Inconel alloy 625 bars in ultra-precision magnetic abrasive finishing using CNC machine center. J. Mech. Sci. Technol. 2021, 35, 2851–2859. [Google Scholar] [CrossRef]
- Jayswal, S.; Jain, V.; Dixit, P.M. Magnetic abrasive finishing process—A parametric analysis. J. Adv. Manuf. Syst. 2005, 4, 131–150. [Google Scholar] [CrossRef]
- Jain, V.; Jayswal, S.; Dixit, P.J.M. Modeling and simulation of surface roughness in magnetic abrasive finishing using non-uniform surface profiles. Mater. Manuf. Processes 2007, 22, 256–270. [Google Scholar] [CrossRef]
- Park, N.J.; Heng, L.D.; Wang, R.; Kim, M.S.; Mun, S.D. Ultra-High-Precision Machining of Microscale-Diameter Zirconia Ceramic Bars by Means of Magnetic Abrasive Finishing. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2016; pp. 98–105. [Google Scholar]
- Zou, Y.; Xie, H.; Dong, C.; Wu, J. Study on complex micro surface finishing of alumina ceramic by the magnetic abrasive finishing process using alternating magnetic field. Int. J. Adv. Manuf. Technol. 2018, 97, 2193–2202. [Google Scholar] [CrossRef]
- Yun, H.; Han, B.; Chen, Y.; Liao, M. Internal finishing process of alumina ceramic tubes by ultrasonic-assisted magnetic abrasive finishing. Int. J. Adv. Manuf. Technol. 2016, 85, 727–734. [Google Scholar] [CrossRef]
- Kumar Singh, A.; Jha, S.; Pandey, P.M. Nanofinishing of a typical 3D ferromagnetic workpiece using ball end magnetorheological finishing process. Int. J. Mach. Tools Manuf. 2012, 63, 21–31. [Google Scholar] [CrossRef]
- Shorey, A. Mechanisms of Material Removal in Magnetorheological Finishing (MRF) of Glass; University of Rochester: Rochester, NY, USA, 2000. [Google Scholar]
- Miao, C.; Lambropoulos, J.C.; Jacobs, S.D. Process parameter effects on material removal in magnetorheological finishing of borosilicate glass. Appl. Opt. 2010, 49, 1951–1963. [Google Scholar] [CrossRef] [PubMed]
- Menapace, J.A. Developing Magnetorheological Finishing (MRF) Technology for the Manufacture of Large-Aperture Optics in Megajoule Class Laser Systems. In Laser-Induced Damage in Optical Materials; International Society for Optics and Photonics: Bellingham, WA, USA, 2010; p. 78421W. [Google Scholar]
- Shorey, A.B.; Kordonski, W.; Tricard, M. Magnetorheological Finishing of Large and Lightweight Optics. In Advances in Mirror Technology for X-Ray, EUV Lithography, Laser, and Other Applications II; SPIE: Bellingham, WA, USA, 2004; pp. 99–107. [Google Scholar]
- Luo, H.; Guo, M.; Yin, S.; Chen, F.; Huang, S.; Lu, A.; Guo, Y. An atomic-scale and high efficiency finishing method of zirconia ceramics by using magnetorheological finishing. Appl. Surf. Sci. 2018, 444, 569–577. [Google Scholar] [CrossRef]
- Xiao, X.L.; Li, G.X.; Mei, H.J.; Yan, Q.S.; Lin, H.T.; Zhang, F.L. Polishing of Silicon Nitride Ceramic Balls by Clustered Magnetorheological Finish. Micromachines 2020, 11, 304. [Google Scholar] [CrossRef]
- Wu, Z.C.; Yan, Q.S.; Bai, Z.W.; Kong, L.Y.; Chai, J.F. Ultra Smooth Polishing Research Based on the Cluster Magnetorheological Effect. In Key Engineering Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2011; pp. 283–288. [Google Scholar]
- Luo, B.; Yan, Q.; Pan, J.; Guo, M. Uniformity of cluster magnetorheological finishing with dynamic magnetic fields formed by multi-magnetic rotating poles based on the cluster principle. Int. J. Adv. Manuf. Technol. 2020, 107, 919–934. [Google Scholar] [CrossRef]
- Pradhan, S.; Singh, S.; Prakash, C.; Królczyk, G.; Pramanik, A.; Pruncu, C.I. Investigation of machining characteristics of hard-to-machine Ti-6Al-4V-ELI alloy for biomedical applications. J. Mater. Res. Technol. 2019, 8, 4849–4862. [Google Scholar] [CrossRef]
- Bleicher, F.; Finkeldei, D.; Siller, A. Machining of Difficult-to-Cut Materials. In Proceedings of the 27th DAAAM International Symposium, Vienna, Austria, 23–30 October 2016; pp. 473–479. [Google Scholar]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef]
- Wegener, K.; Kuster, F.; Weikert, S.; Weiss, L. Success story cutting. Procedia CIRP 2016, 46, 512–524. [Google Scholar] [CrossRef]
- Kuttolamadom, M.; Jones, J.; Mears, L.; Kurfess, T.; Choragudi, A. Investigation of the Machining of Titanium Components for Lightweight Vehicles; SAE Technical Paper; Clemson University: Clemson, SC, USA, 2010; pp. 0148–7191. [Google Scholar]
- Dehghan, S.; Ismail, M.; Ariffin, M.; Baharudin, B.T.H.T. Measurement and analysis of thrust force and torque in friction drilling of difficult-to-machine materials. Int. J. Adv. Manuf. Technol. 2019, 105, 2749–2769. [Google Scholar] [CrossRef]
- Jhodkar, D.; Gupta, K. Machinability Enhancement of Difficult-to-Machine Materials Using Treated Cutting Tool Inserts: A Review. In Proceedings of the 5th NA International Conference on Industrial Engineering and Operations Management, Detroit, MI, USA, 10–14 August 2020. [Google Scholar]
- Soori, M.; Asmael, M. Cutting temperatures in milling operations of difficult-to-cut materials. J. New Technol. Mater. 2021, 11, 47–56. [Google Scholar]
- Platt, T.; Meijer, A.; Biermann, D. Conduction-based thermally assisted micromilling process for cutting difficult-to-machine materials. J. Manuf. Mater. Process. 2020, 4, 34. [Google Scholar] [CrossRef]
- Walia, R. Effect of Rotational Motion on the Flat Work Piece Magnetic Abrasive Finishing. Int. J. Surf. Eng. Mater. Technol. 2012, 2, 50–54. [Google Scholar]
- Luo, H.; Yin, S.; Zhang, G.; Liu, C.; Tang, Q.; Guo, M. Optimized pre-thinning procedures of ion-beam thinning for TEM sample preparation by magnetorheological polishing. Ultramicroscopy 2017, 181, 165–172. [Google Scholar] [CrossRef] [PubMed]
- Kang, J.; George, A.; Yamaguchi, H. High-speed Internal Finishing of Capillary Tubes by Magnetic Abrasive Finishing. Procedia CIRP 2012, 1, 414–418. [Google Scholar] [CrossRef]
- Nam, S.S.; Kim, J.S.; Mun, S.D. Magnetic Abrasive Finishing of Beta-Titanium Wire Using Multiple Transfer Movement Method. Appl. Sci. 2020, 10, 6729. [Google Scholar] [CrossRef]
- Judal, K.B.; Yadava, V.; Pathak, D. Experimental Investigation of Vibration Assisted Cylindrical–Magnetic Abrasive Finishing of Aluminum Workpiece. Mater. Manuf. Processes 2013, 28, 1196–1202. [Google Scholar] [CrossRef]
- Yin, C.; Heng, L.; Kim, J.; Kim, M.S.; Mun, S.D. Development of a New Ecological Magnetic Abrasive Tool for Finishing Bio-Wire Material. Materials 2019, 12, 714. [Google Scholar] [CrossRef]
- Heng, L.; Yang, G.E.; Wang, R.; Kim, M.S.; Mun, S.D. Effect of carbon nano tube (CNT) particles in magnetic abrasive finishing of Mg alloy bars. J. Mech. Sci. Technol. 2015, 29, 5325–5333. [Google Scholar] [CrossRef]
- Im, I.-T.; Mun, S.D.; Oh, S.M. Micro machining of an STS 304 bar by magnetic abrasive finishing. J. Mech. Sci. Technol. 2009, 23, 1982–1988. [Google Scholar] [CrossRef]
- Jayswal, S.C.; Jain, V.K.; Dixit, P.M. Modeling and simulation of magnetic abrasive finishing process. Int. J. Adv. Manuf. Technol. 2005, 26, 477–490. [Google Scholar] [CrossRef]
- Wu, J.; Zou, Y.; Sugiyama, H. Study on ultra-precision magnetic abrasive finishing process using low frequency alternating magnetic field. J. Magn. Magn. Mater. 2015, 386, 50–59. [Google Scholar] [CrossRef]
- Jiao, A.-Y.; Quan, H.-J.; Li, Z.-Z.; Zou, Y.-H. The study of plane magnetic abrasive finishing based on axial pressure. Int. J. Mach. Mach. Mater. 2015, 17, 418–433. [Google Scholar] [CrossRef]
- Choudhary, A.; Kumar, H. Studies in surface finishing of inconel718 flat surface with magnetic abrasive finishing. Int. J. Mech. Prod. Eng. Res. Dev. 2017, 7, 139–150. [Google Scholar]
- Pashmforoush, F.; Rahimi, A. Nano-finishing of BK7 optical glass using magnetic abrasive finishing process. Appl. Opt. 2015, 54, 2199–2207. [Google Scholar] [CrossRef]
- Wu, J.; Zou, Y. Study on Mechanism of Magnetic Abrasive Finishing Process Using Low-Frequency Alternating Magnetic Field. In Proceedings of the 2015 International Conference on Electromechanical Control Technology and Transportation, Zhuhai, China, 31 October–1 November 2015. [Google Scholar]
- Zou, Y.; Jiao, A.; Aizawa, T. Study on plane magnetic abrasive finishing process-Experimental and theoretical analysis on polishing trajectory. Adv. Mater. Res. 2010, 126–128, 1023–1028. [Google Scholar] [CrossRef]
- Sun, X.; Zou, Y. Study on electrolytic magnetic abrasive finishing for finishing stainless steel SUS304 plane with a special compound machining tool. J. Manuf. Mater. Process. 2018, 2, 41. [Google Scholar] [CrossRef]
- Babbar, A.; Singh, P.; Farwaha, H.S. Regression model and optimization of magnetic abrasive finishing of flat brass plate. Indian J. Sci. Technol. 2017, 10, 1–7. [Google Scholar] [CrossRef]
- Moosa, A.A. Utilizing a Magnetic Abrasive Finishing Technique (MAF) Via Adaptive Nero Fuzzy (ANFIS). Am. J. Mater. Eng. Technol. 2013, 1, 49–53. [Google Scholar] [CrossRef]
- Uddin, M.S.; Santos, V.; Marian, R. Interplay of process variables in magnetic abrasive finishing of AISI 1018 steel using SiC and Al2O3 abrasives. J. Manuf. Mater. Process. 2019, 3, 29. [Google Scholar] [CrossRef]
- Xie, H.; Zou, Y.; Dong, C.; Wu, J. Study on the magnetic abrasive finishing process using alternating magnetic field: Investigation of mechanism and applied to aluminum alloy plate. Int. J. Adv. Manuf. Technol. 2019, 102, 1509–1520. [Google Scholar] [CrossRef]
- Chaurasia, A.; Rattan, N.; Mulik, R. Magnetic abrasive finishing of AZ91 magnesium alloy using electromagnet. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 482. [Google Scholar] [CrossRef]
- Pashmforoush, F.; Rahimi, A.; Kazemi, M. Mathematical modeling of surface roughness in magnetic abrasive finishing of BK7 optical glass. Appl. Opt. 2015, 54, 8275–8281. [Google Scholar] [CrossRef] [PubMed]
- Shinmura, T.; Yamaguchi, H. Study on a new internal finishing process by the application of magnetic abrasive machining: Internal finishing of stainless steel tube and clean gas bomb. JSME Int. J. Ser. C Dyn. Control Robot. Des. Manuf. 1995, 38, 798–804. [Google Scholar] [CrossRef]
- Ridha, M.M.; Yanhua, Z.; Hitoshi, S. Development of a new internal finishing of tube by magnetic abrasive finishing process combined with electrochemical machining. Int. J. Mech. Eng. Appl. 2015, 3, 22–29. [Google Scholar]
- Li, W.; Li, X.; Yang, S.; Li, W. A newly developed media for magnetic abrasive finishing process: Material removal behavior and finishing performance. J. Mater. Process. Technol. 2018, 260, 20–29. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, D. Study on the inner surface finishing of tubing by magnetic abrasive finishing. Int. J. Mach. Tools Manuf. 2005, 45, 43–49. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Shinmura, T. Study of an internal magnetic abrasive finishing using a pole rotation system: Discussion of the characteristic abrasive behavior. Precis. Eng. 2000, 24, 237–244. [Google Scholar] [CrossRef]
- Tani, Y.; Kawata, K.; Nakayama, K. Development of high-efficient fine finishing process using magnetic fluid. CIRP Ann. 1984, 33, 217–220. [Google Scholar] [CrossRef]
- Kordonski, W.; Golini, D. Fundamentals of magnetorheological fluid utilization in high precision finishing. J. Intell. Mater. Syst. Struct. 1999, 10, 683–689. [Google Scholar] [CrossRef]
- Golini, D.; Kordonski, W.I.; Dumas, P.; Hogan, S.J. Magnetorheological Finishing (MRF) in Commercial Precision Optics Manufacturing. In Optical Manufacturing and Testing III; International Society for Optics and Photonics: Bellingham, WA, USA, 1999; pp. 80–91. [Google Scholar]
- DeGroote, J.E.; Marino, A.E.; Wilson, J.P.; Bishop, A.L.; Lambropoulos, J.C.; Jacobs, S.D. Removal rate model for magnetorheological finishing of glass. Appl. Opt. 2007, 46, 7927–7941. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Fang, F.; Fan, W.; Huang, W.; Wang, C.; Ma, S.; He, J. Research on Magnetorheological Finishing of Aspheric Optics for Single-Crystal Silicon; SPIE: Bellingham, WA, USA, 2019; Volume 11068. [Google Scholar]
- Pan, J.; Yu, P.; Yan, Q.; Li, W. An experimental analysis of strontium titanate ceramic substrates polished by magnetorheological finishing with dynamic magnetic fields formed by rotating magnetic poles. Smart Mater. Struct. 2017, 26, 055017. [Google Scholar] [CrossRef]
- Pattanaik, L.N.; Agarwal, H. Magnetorheological Finishing (MRF) of a Freeform Non-magnetic Work Material. J. Manuf. Sci. Prod. 2015, 15, 249–256. [Google Scholar] [CrossRef]
- Zhang, F.H.; Kang, G.W.; Qiu, Z.J.; Dong, S. Magnetorheological Finishing of Glass Ceramic. In Key Engineering Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2004; pp. 511–514. [Google Scholar]
- Hu, C.Y.; Yoon, T.-R. Recent updates for biomaterials used in total hip arthroplasty. Biomater. Res. 2018, 22, 33. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Density (g/cm3) | Hardness (HRA) | Young Modulus (GPa) | Coefficient of Thermal Expansion (10−6/K) | Thermal Conductivity (J/cm.s.K) |
|---|---|---|---|---|---|
| Si3N4 | 3.25–3.35 | 92–94 | 304–330 | 3.2–3.5 | 0.155–0.293 |
| Al2O3 | 3.6 | 91 | - | - | 0.25 |
| ZrO2 | 5.6 | 88 | 200 | 8 | 1.8 |
| SiC | 3.16–3.2 | - | 410 | 4.4 | 1.2–1.8 |
| No. | Non-Conventional Finishing Processes | Workpiece | Surface Roughness, (Ra) | Finishing Time | Percentage Improvement in (Ra), PISR |
|---|---|---|---|---|---|
| 1 | Cylindrical MAF | ZrO2 cylindrical bar | From 0.18 to 0.02 µm | 40 s | 88.88% |
| 2 | Plane MAF | Al2O3 ceramic plate | From 244.6 to 106.3 nm | 80 min | 56.54% |
| 3 | Internal MAF | Al2O3 ceramic tube | From 1.1 to 0.03 µm | 50 min | 97.27% |
| 4 | MRF | ZrO2 ceramic plate | From 71.976 to 0.702 nm | 30 min | 99.02% |
| 5 | CMRF | Si3N4 ceramic ball | From 63 to 4.35 nm | 60 min | 93.09% |
| No. | Advanced Finishing Processes | Limitations |
|---|---|---|
| 1 | Cylindrical MAF | Not applicable to freeform surfaces. Difficulty regarding ferromagnetic materials. |
| 2 | Plane MAF | Not applicable to freeform surfaces. Requires lengthy finishing times for hard material. |
| 3 | Internal MAF | Not applicable to freeform surfaces. Requires lengthy finishing times for hard material. |
| 4 | MRF | Not applicable to freeform surfaces. Requires lengthy finishing times for hard material. Only applicable to optical materials and ceramics. |
| 5 | CMRF | Can only finish spherical surfaces. Requires lengthy finishing times for hard material. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heng, L.; Kim, J.S.; Song, J.H.; Mun, S.D. A Review on Surface Finishing Techniques for Difficult-to-Machine Ceramics by Non-Conventional Finishing Processes. Materials 2022, 15, 1227. https://doi.org/10.3390/ma15031227
Heng L, Kim JS, Song JH, Mun SD. A Review on Surface Finishing Techniques for Difficult-to-Machine Ceramics by Non-Conventional Finishing Processes. Materials. 2022; 15(3):1227. https://doi.org/10.3390/ma15031227
Chicago/Turabian StyleHeng, Lida, Jeong Su Kim, Jun Hee Song, and Sang Don Mun. 2022. "A Review on Surface Finishing Techniques for Difficult-to-Machine Ceramics by Non-Conventional Finishing Processes" Materials 15, no. 3: 1227. https://doi.org/10.3390/ma15031227
APA StyleHeng, L., Kim, J. S., Song, J. H., & Mun, S. D. (2022). A Review on Surface Finishing Techniques for Difficult-to-Machine Ceramics by Non-Conventional Finishing Processes. Materials, 15(3), 1227. https://doi.org/10.3390/ma15031227