
Increasing Impact Strength of a Short Glass Fiber Compression Molded BMC by Shortening Fibers without Change in Equipment


Abstract
:1. Introduction
2. Materials and Methods
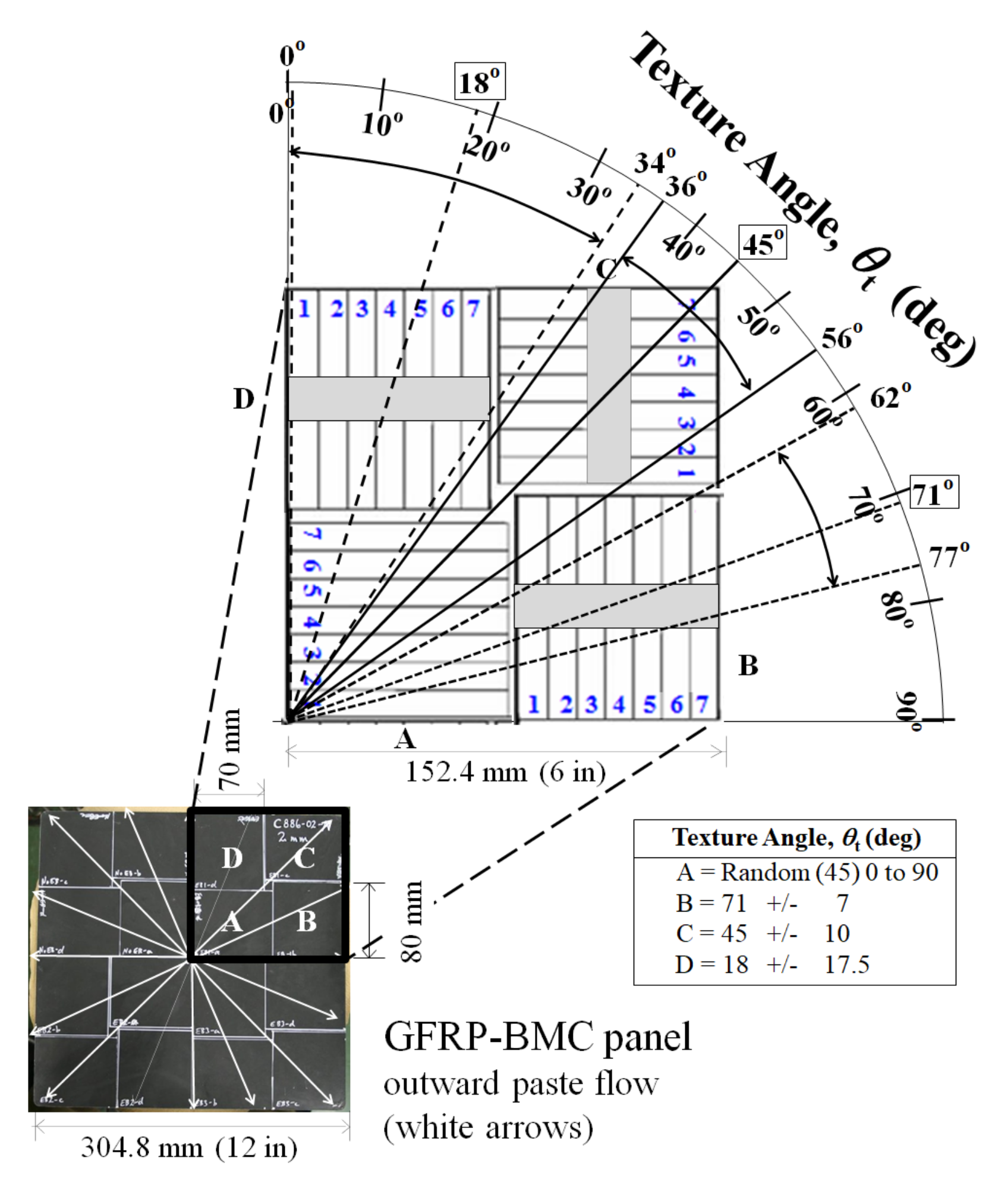
2.1. Preparation of GFRP
2.2. Charpy Impact Tests
3. Results and Discussion
3.1. Effect of Shortening Fibers on Impact Strength of Panel at All Texture Angles, θt Cumulative, and Sub-Quadrants
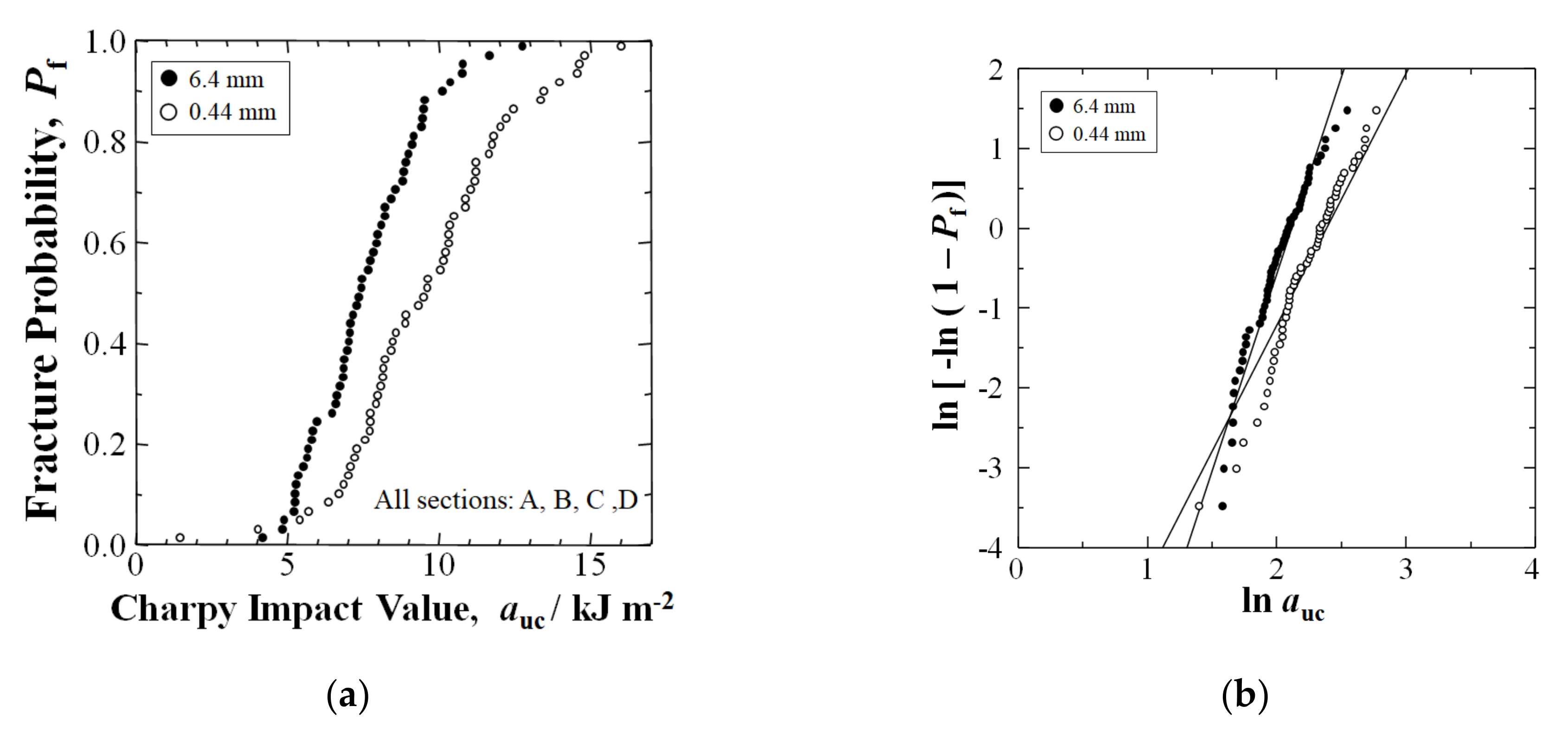
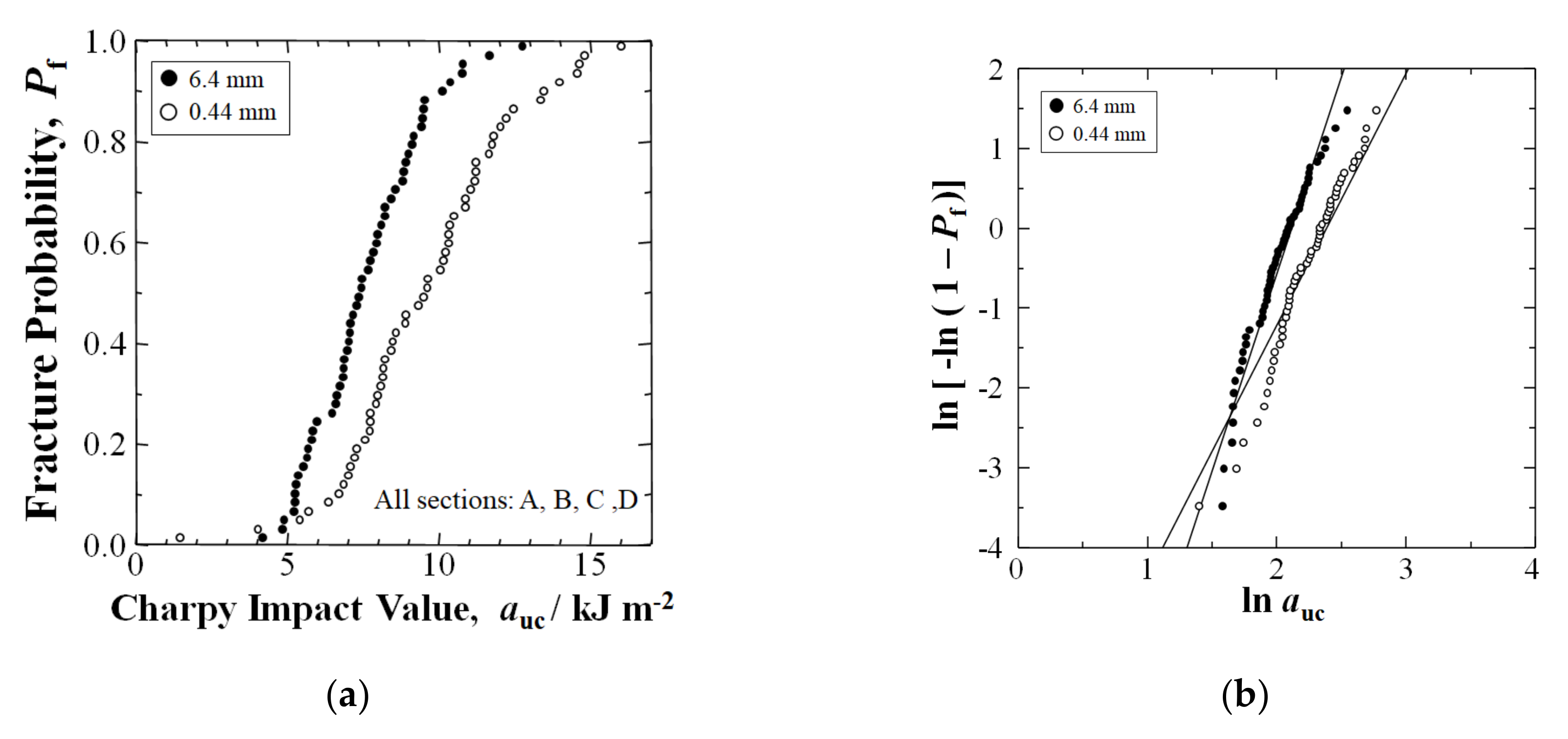
3.2. Weibull Analysis: All Texture Angles, θt Cumulative
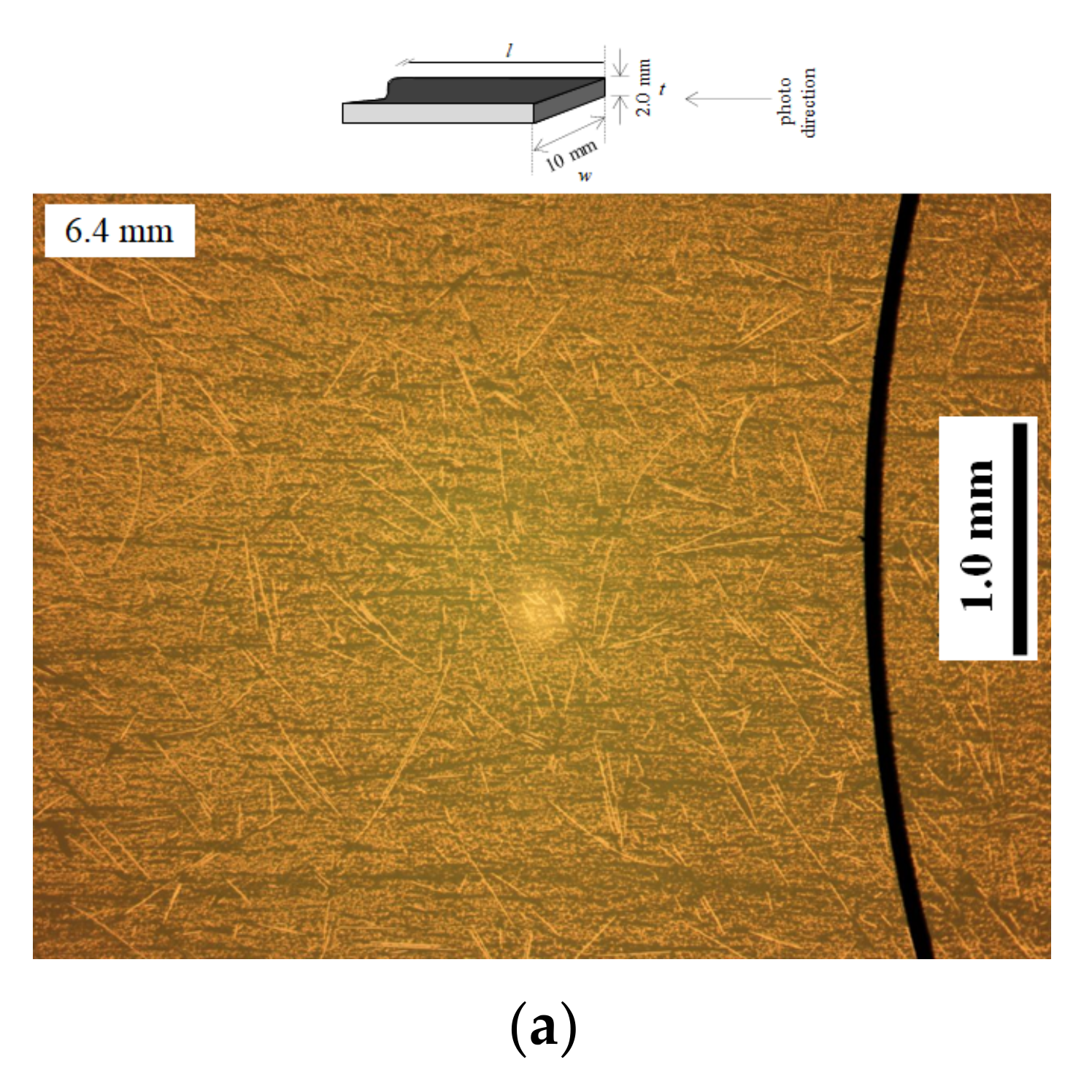
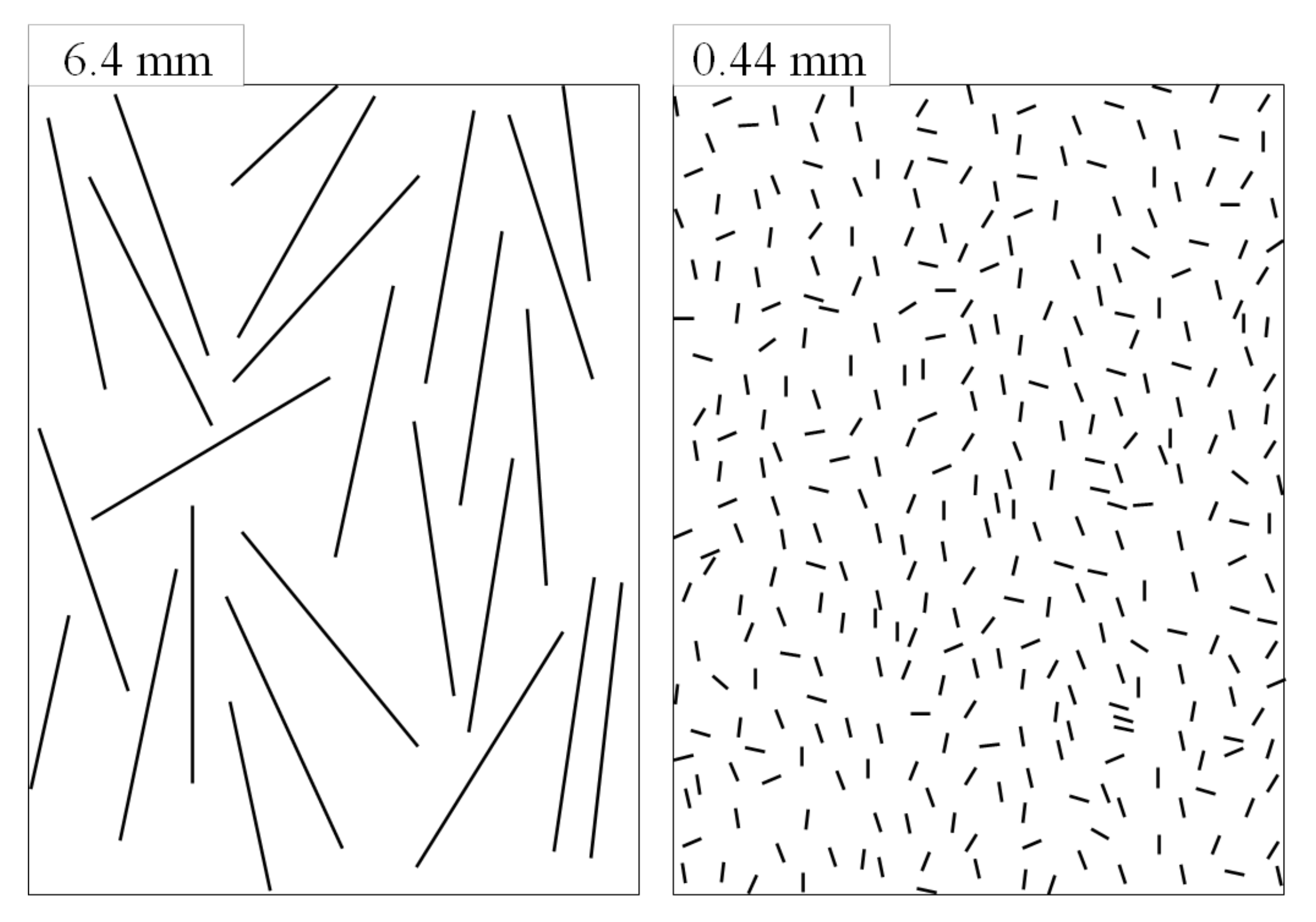
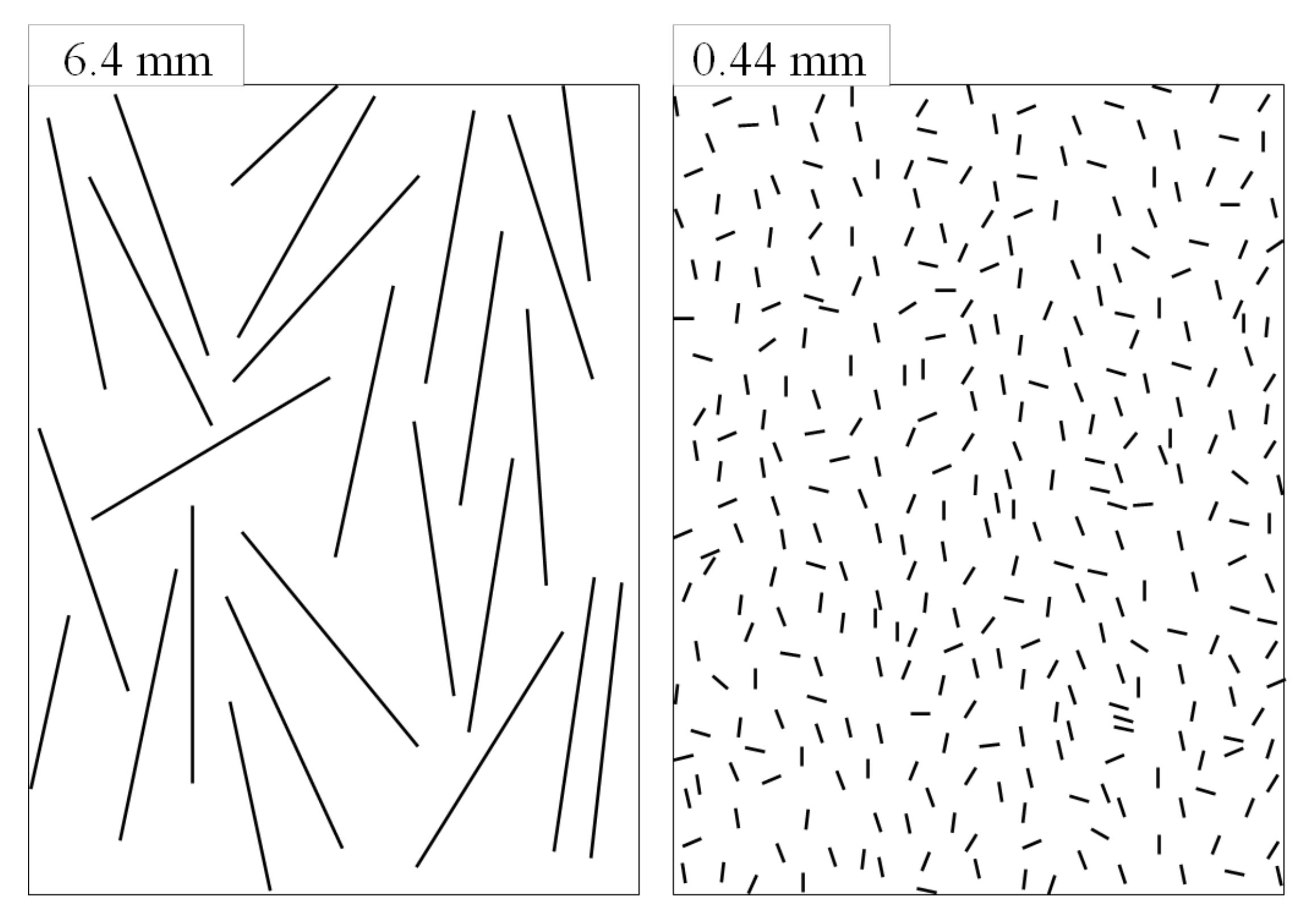
3.3. Optical Microscopy
3.4. Effect of Shortening Fibers on Impact Strength as a Function of Texture Angle
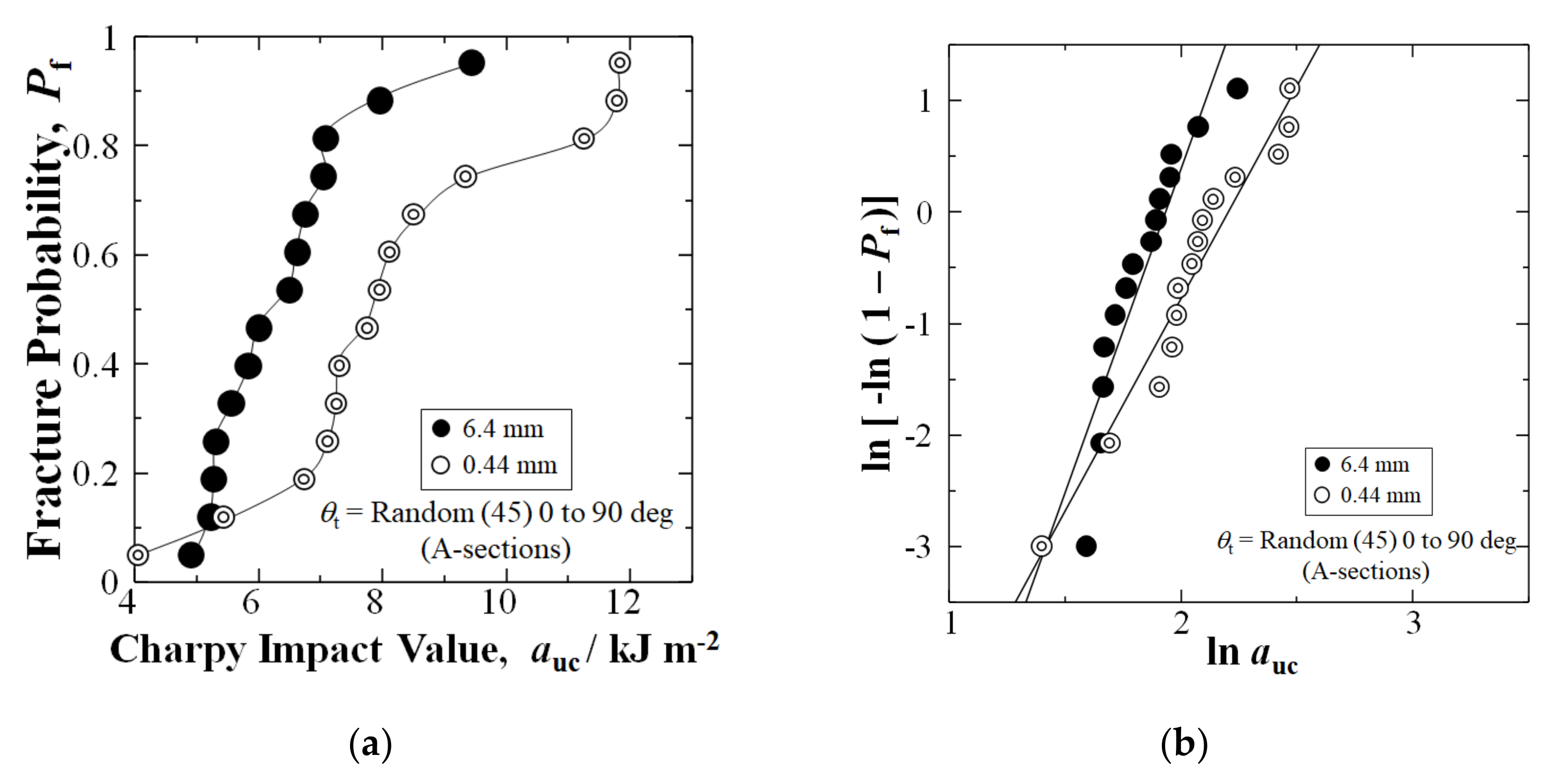
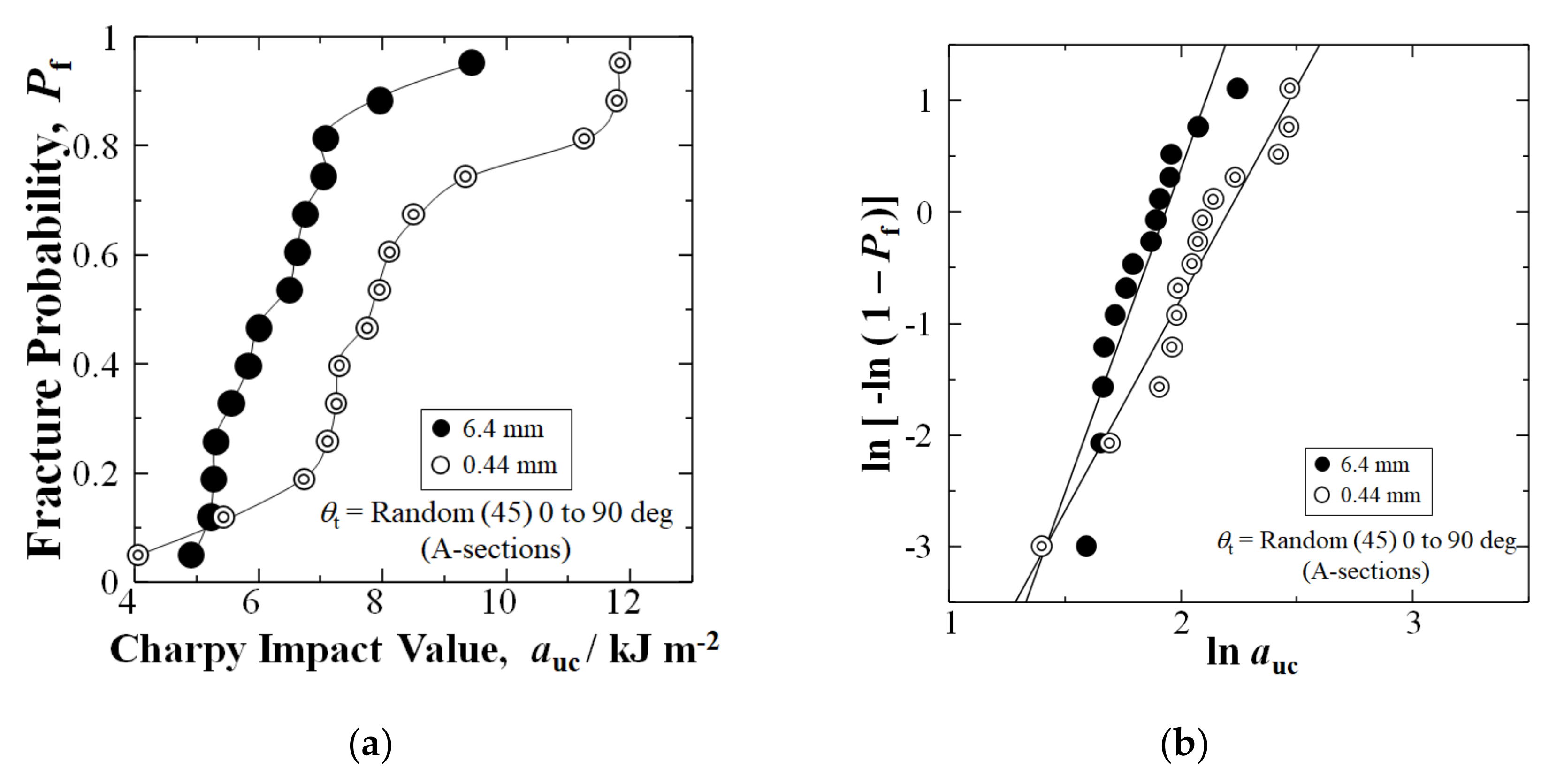
3.4.1. [θt = Random (45) 0 to 90 deg] A-Section
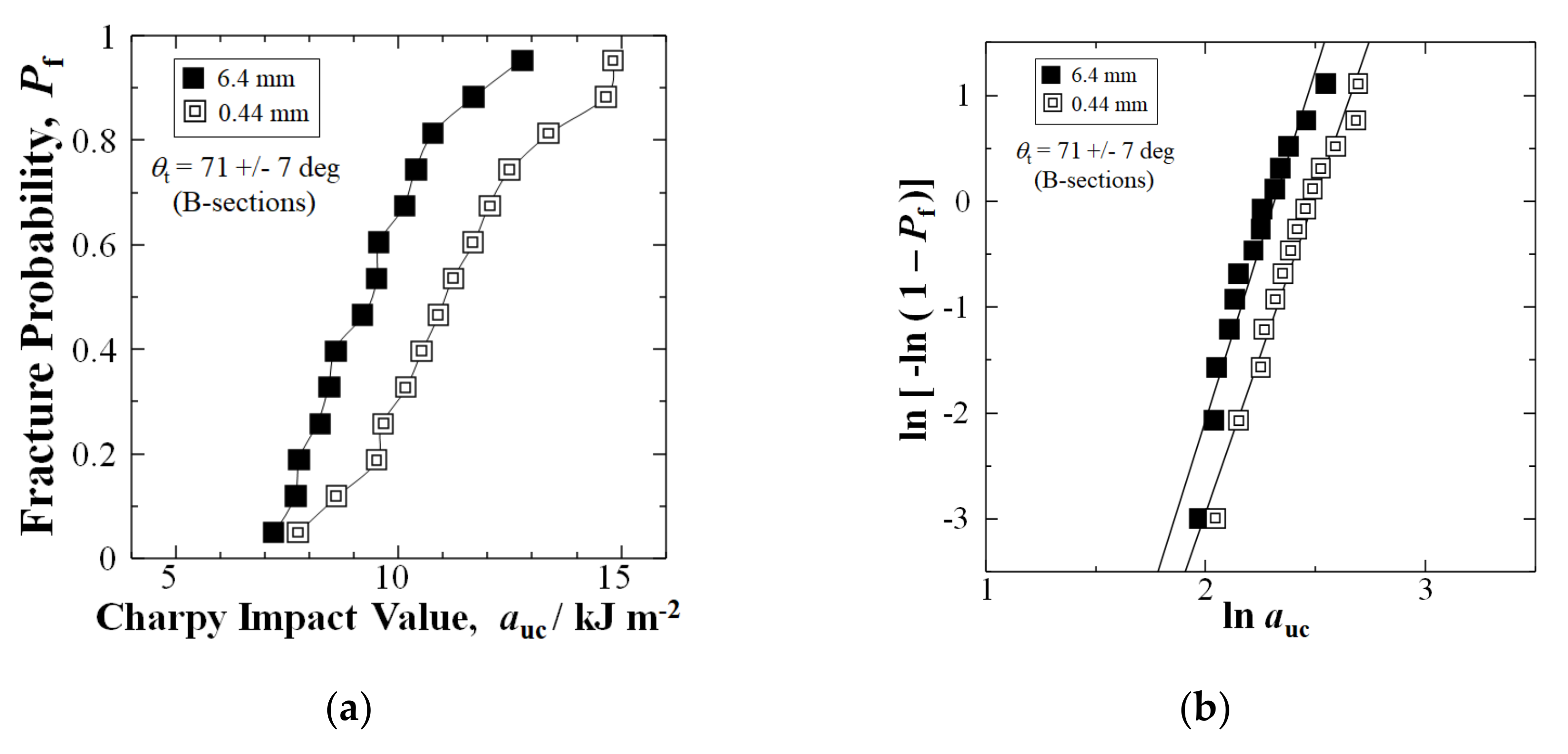
3.4.2. [θt = 71 ± 7 deg] B-Section
3.4.3. [θt = 45 ± 10 deg] C-Section
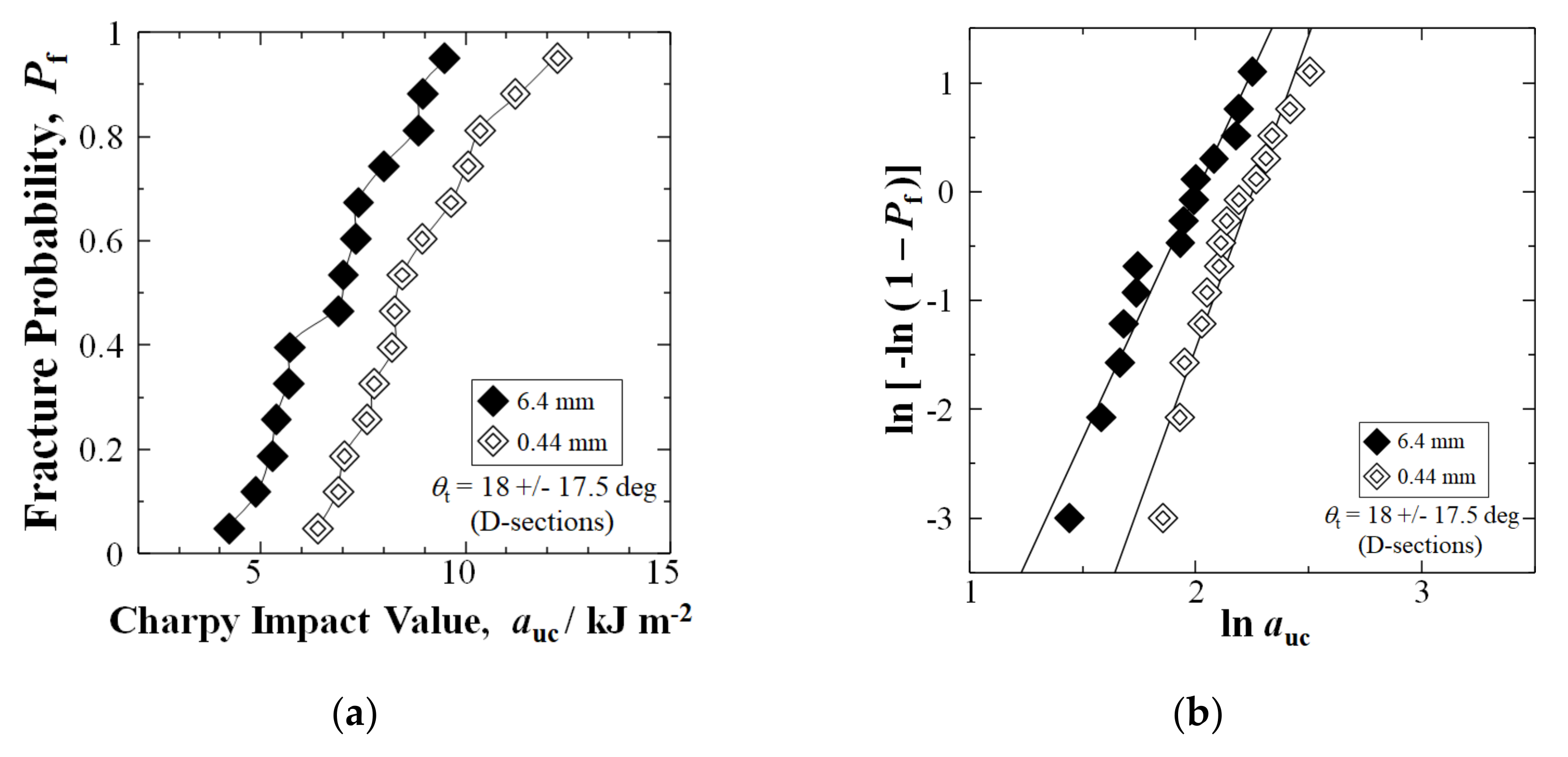
3.4.4. [θt = 18 ± 17.5 deg] D-Section
3.5. Mechanism of Strengthening by CTE Difference
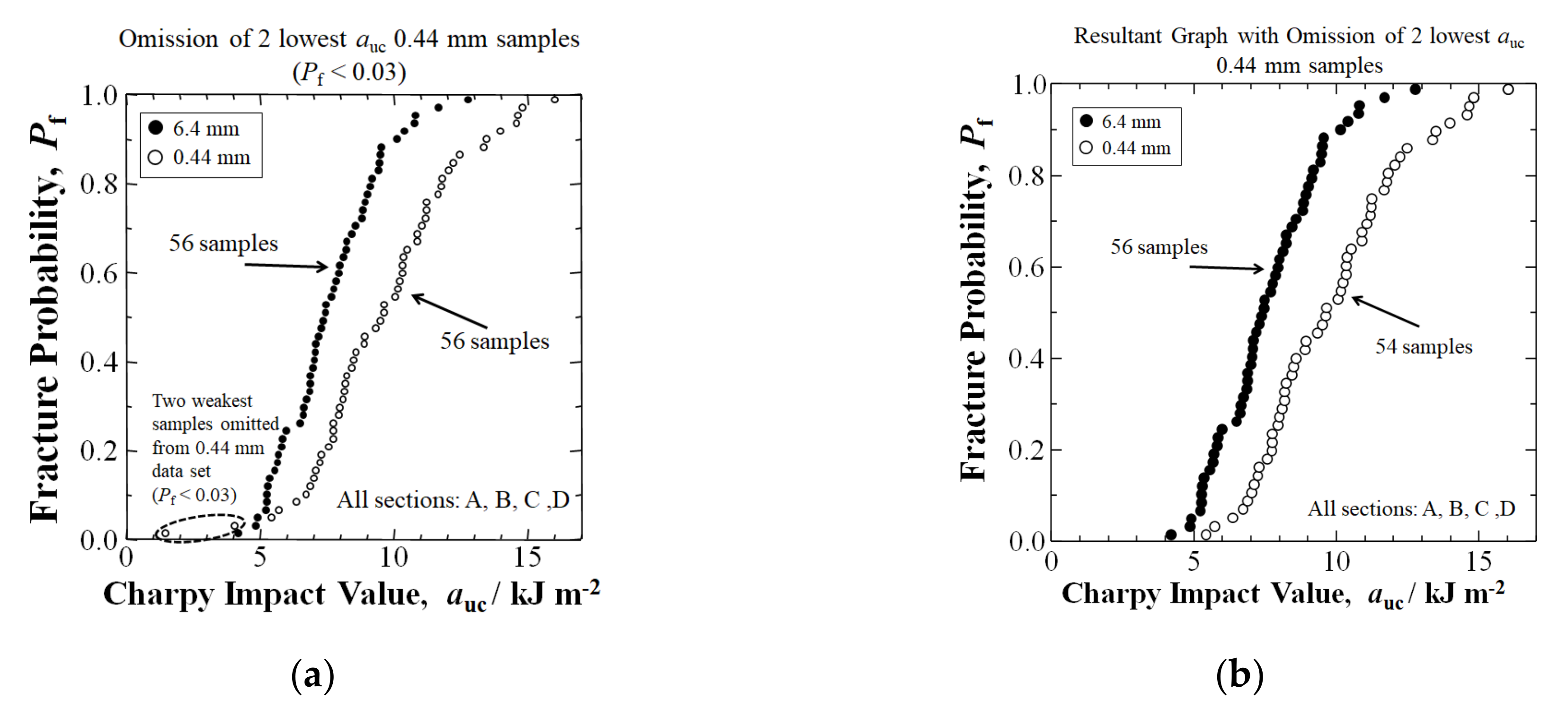
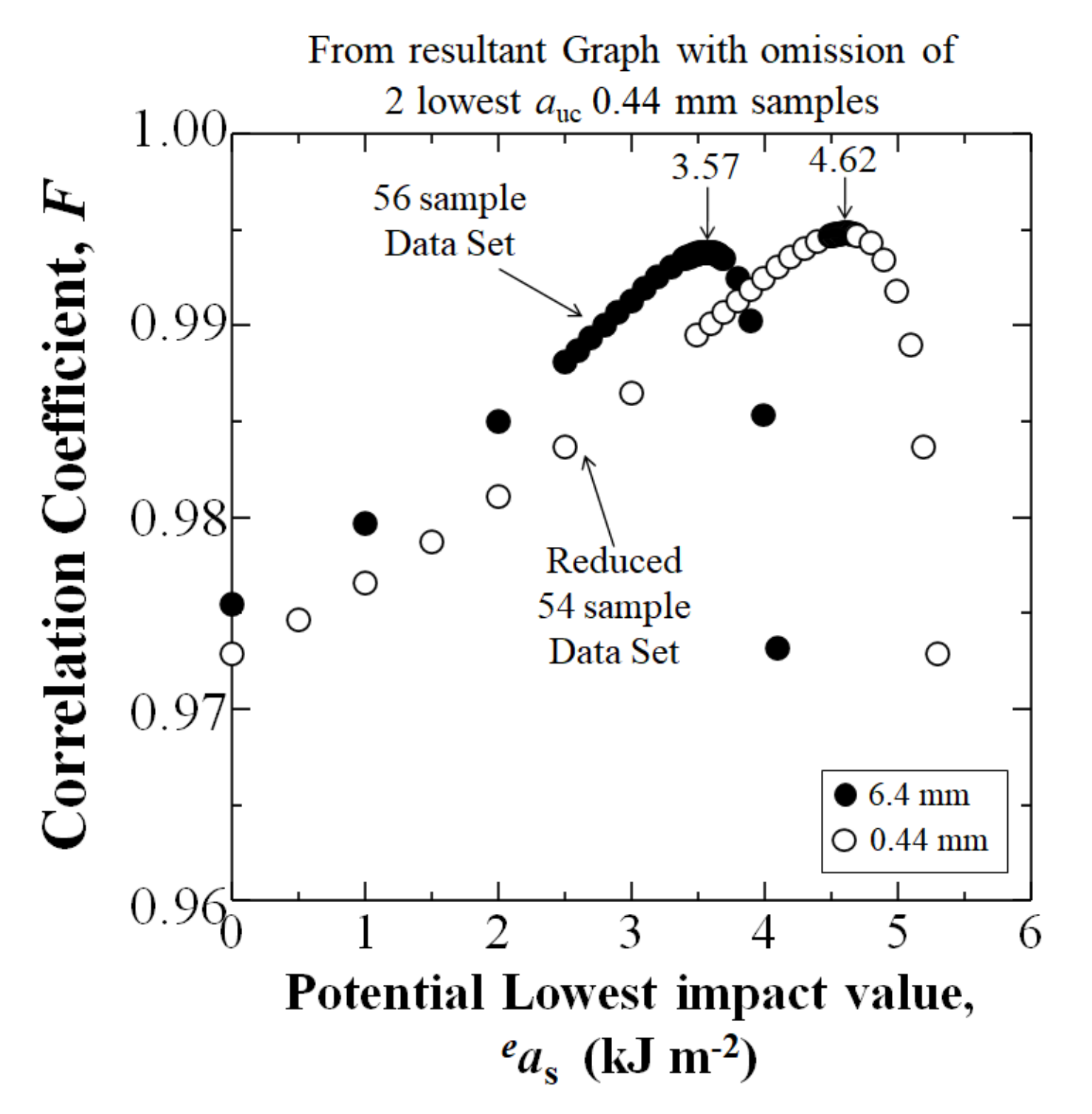
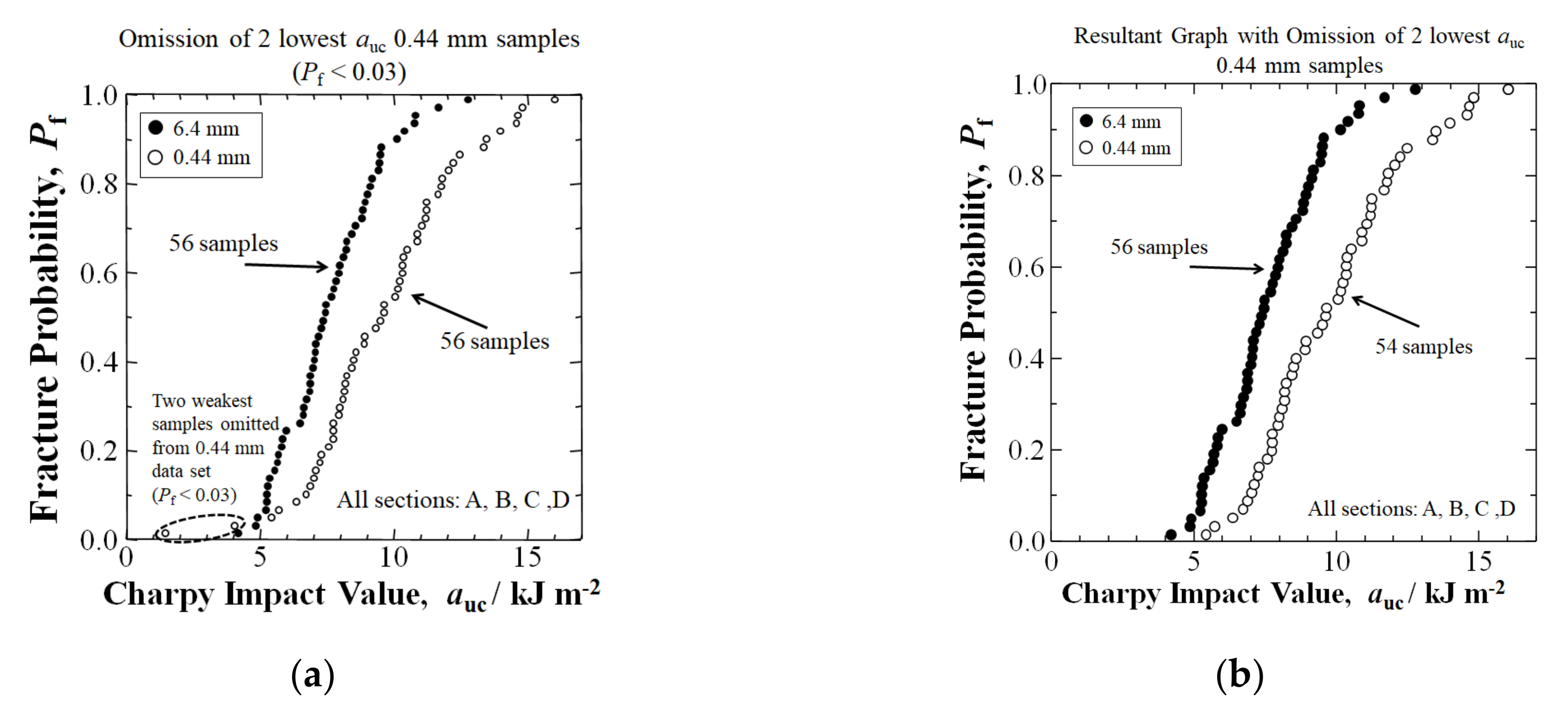
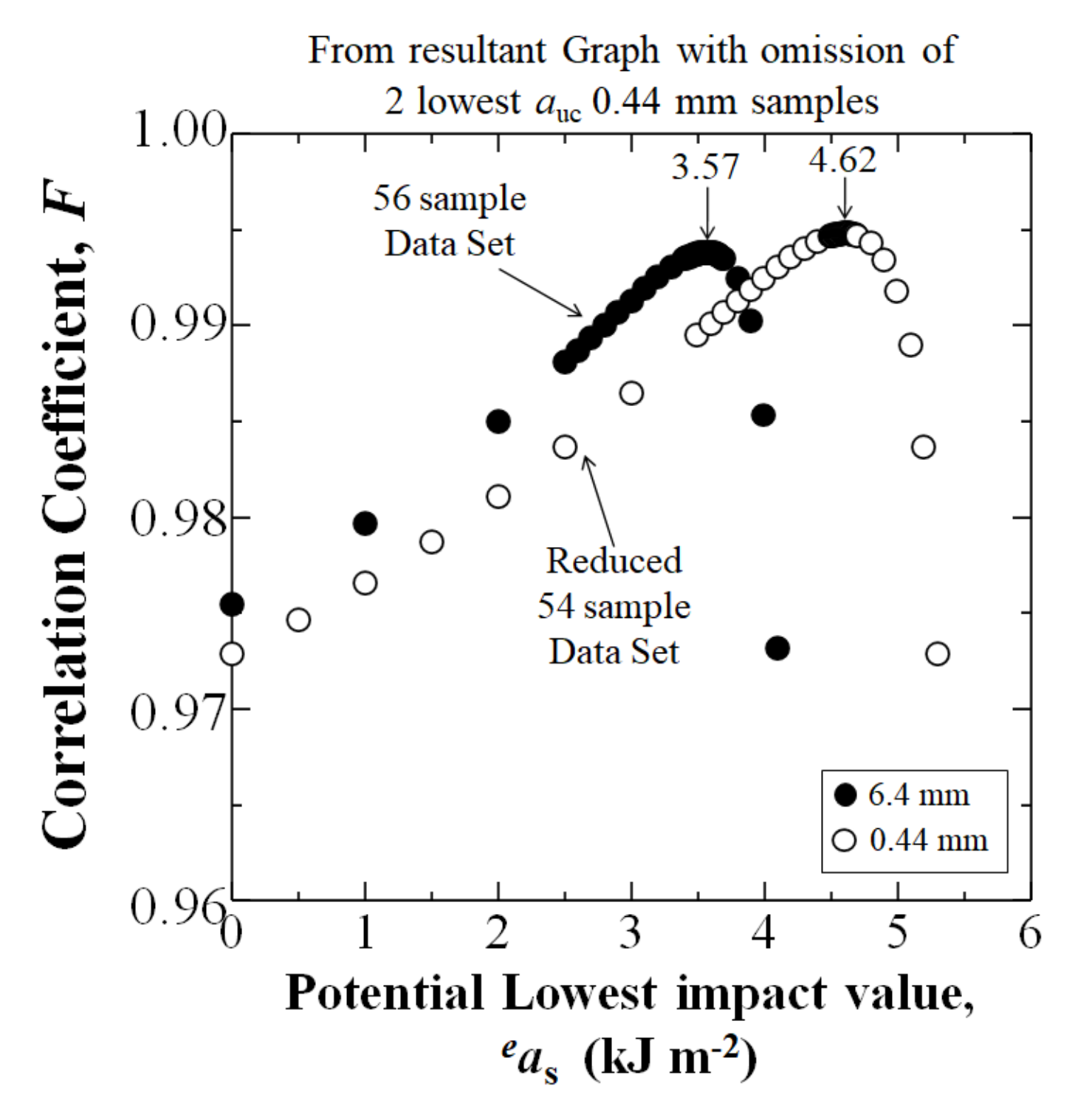
3.6. All Texture Angles, θt Cumulative: Evaluation of Statistically Lowest Impact Value as at Pf = 0 Omitting 2 Lowest auc 0.44 mm Samples of Pf < 0.03
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Faudree, M.; Baer, E.; Hiltner, A.; Collister, J. Characterization of Damage and Fracture Processes in Short Fiber BMC Composites by Acoustic Emission. J. Compos. Mater. 1988, 22, 1170–1195. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M.; Sterzyński, T. Morphology and thermomechanical properties of epoxy composites highly filled with waste bulk molding compounds (BMC). J. Polym. Eng. 2015, 35, 805–811. [Google Scholar] [CrossRef]
- DeRosa, R.; Telfeyan, E.; Gaustad, G.; Mayes, S. Strength and Microscopic Investigation of Unsaturated Polyester BMC Reinforced with SMC-Recyclate. J. Thermoplast. Compos. Mater. 2005, 18, 333–349. [Google Scholar] [CrossRef]
- Rajaee, P.; Ghasemi, F.A.; Fasihi, M.; Saberian, M. Experimental Analysis and Optimization of Mechanical and Physical Properties of Light-Weight Bulk Molding Compound by Design of Experiment. J. Macromol. Sci. Part B 2021, 60, 237–256. [Google Scholar] [CrossRef]
- Lee, T.; Jeong, K.; Kim, D. Development of a lightweight BMC material using fly ash. Adv. Compos. Mater. 2017, 26, 55–64. [Google Scholar] [CrossRef]
- Faudree, M.; Nishi, Y.; Gruskiewicz, M. Characterization of velocity profile of highly-filled GFRP-BMC through rectangular-duct shaped specimen during injection molding from SEM fiber orientation mapping. Mater. Trans. 2013, 54, 1877–1883. [Google Scholar] [CrossRef] [Green Version]
- Faudree, M.C.; Nishi, Y. Tensile Strength Enhancement by Shortening Glass Fibers with Sub-Millimeter Length in Bulk Molding Polymer Compound. Mater. Trans. 2010, 51, 2304–2310. [Google Scholar] [CrossRef] [Green Version]
- Faudree, M.C.; Nishi, Y.; Gruskiewicz, M. A Novel ‘Fiber Spacing’ Model of Tensile Modulus Enhancement by Shortening Fibers to Sub-Millimeter in an Injection-Molded Glass Fiber Reinforced Polymer Bulk Molding Compound (GFRP-BMC). Mater. Trans. 2014, 55, 1292–1298. [Google Scholar] [CrossRef] [Green Version]
- Singh, H.; Singh, T. Effect of fillers of various sizes on mechanical characterization of natural fiber polymer hybrid composites: A review. Mater. Today Proc. 2019, 18, 5345–5350. [Google Scholar] [CrossRef]
- Rajaee, P.; Ghasemi, F.A.; Fasihi, M.; Saberian, M. Effect of styrene-butadiene rubber and fumed silica nano-filler on the microstructure and mechanical properties of glass fiber reinforced unsaturated polyester resin. Compos. Part B Eng. 2019, 173, 106803. [Google Scholar] [CrossRef]
- Thomason, J.L.; Vlug, M.A. Influence on fibre length and concentration on the properties of glass fibre reinforced polypropylene: 1. Tensile and flexural modulus. Compos. Part A Appl. Sci. Manuf. 1996, 27, 477–484. [Google Scholar] [CrossRef]
- Thomason, J. The influence of fibre length, diameter and concentration on the modulus of glass fibre reinforced polyamide 6,6. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1732–1738. [Google Scholar] [CrossRef] [Green Version]
- Thomason, J.L.; Vlug, M.A. Influence on fibre length and concentration on the properties of glass-fibre-reinforced polypropylene: 4. Impact properties. J. Compos Part A 1997, 28, 277–278. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Lauke, B. Effects of fiber length and fiber orientation distributions on the tensile strength of short fiber reinforced polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Huang, H.; Talreja, R. Numerical simulation of matrix micro-cracking in short fiber reinforced polymer composites: Initiation and propagation. Compos. Sci. Technol. 2006, 66, 2743–2757. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre properties of the performance of glass fiber reinforced polyamide 6,6. Compos. Sci. Technol. 1999, 59, 2315–2328. [Google Scholar] [CrossRef]
- Rezaei, F.; Yunus, R.; Ibrahim, N.A.; Mahdi, E.S. Effect of fiber loading and fiber length on mechanical and thermal properties of short carbon fiber reinforced polypropylene composite. Malays. J. Anal. Sci. 2007, 11, 181–188. [Google Scholar]
- Maertens, R.; Hees, A.; Schöttl, L.; Liebig, W.; Elsner, P.; Weidenmann, K.A. Fiber shortening during injection molding of glass fiber-reinforced phenolic molding compounds: Fiber length measurement method development and validation. Polym. Technol. Mater. 2021, 60, 872–885. [Google Scholar] [CrossRef]
- Capela, C.; Oliveira, S.; Pestana, J.; Ferreira, J. Effect of fiber length on the mechanical properties of high dosage carbon reinforced. Procedia Struct. Integr. 2017, 5, 539–546. [Google Scholar] [CrossRef]
- Haghighatnia, T.; Abbasian, A.; Morshedianc, J. Hemp fiber reinforced thermoplastic polyurethane composite: An investigation in mechanical properties. Ind. Crops Prod. 2017, 108, 853–863. [Google Scholar] [CrossRef]
- Seol, K.; Krawitz, A.; Richardson, J.; Weisbrook, C. Effects of WC size and amount on the thermal residual stress in WC–Ni composites. Mater. Sci. Eng. A 2005, 398, 15–21. [Google Scholar] [CrossRef]
- Niihara, K. Overcoming the fragility of ceramics (Challenge to strengthen ceramics). Ceram. Kyoujinka Fract. Toughness Ceram. 1986, 21, 581–589. (In Japanese) [Google Scholar]
- Wu, C.; Shen, S.; Li, Y.; Luo, G.; Shen, Q.; Gan, Z.; Liu, J. Influence of coarse grain particles on mechanical properties and fracture behavior in multi-modal Al-based metal matrix composites. Powder Technol. 2021, 394, 901–908. [Google Scholar] [CrossRef]
- Starink, M.; Syngellakis, S. Shear lag models for discontinuous composites: Fibre end stresses and weak interface layers. Mater. Sci. Eng. A 1999, 270, 270–277. [Google Scholar] [CrossRef] [Green Version]
- Bauccio, M.L. (Ed.) ASM Engineered Materials Reference Book, 2nd ed.; ASM International: Novelty, OH, USA, 1994. [Google Scholar]
- Dragoi, D.; Üstündag, E.; Clausen, B.; Bourke, M.A. Investigation of thermal residual stresses in tungsten-fiber/bulk metallic glass matrix composites. Scr. Mater. 2001, 45, 245–252. [Google Scholar] [CrossRef]
- Faudree, M.; Nishi, Y.; Gruskiewicz, M. Effects of electron beam irradiation on Charpy impact value of short glass fiber (GFRP) samples with random distribution of solidification texture angles from zero to 90 degrees. Mater. Trans. 2012, 53, 1412–2310. [Google Scholar] [CrossRef] [Green Version]
- Faudree, M.; Nishi, Y.; Gruskiewicz, M.; Salvia, M. A new glass fibered reinforced composite with improved Charpy impact properties at low and high temperatures beyond the extremes of aircraft flight. Mater. Trans. 2018, 59, 1280–1287. [Google Scholar] [CrossRef]
- ASTM D 6110-02; Standard test methods for determining the Charpy impact resistance of notched specimens of plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2002.
- JIS K 7077; Testing method for Charpy impact strength of carbon fiber reinforced plastics. Japanese Industrial Standards Committee: Tokyo, Japan, 1991. (In Japanese)
- Nishi, Y.; Inoue, K.; Salvia, M. Improvement of Charpy Impact of Carbon Fiber Reinforced Polymer by Low Energy Sheet Electron Beam Irradiation. Mater. Trans. 2006, 47, 2846–2851. [Google Scholar] [CrossRef] [Green Version]
- Splett, J.; Iyer, H.; Wang, C.; McCowan, C. National Institute of Standards and Technology (NIST) Recommended Practice Guide, Computing Uncertainty for Charpy Impact Test Machine Test Results; Special publication 960-18; US Department of Commerce: Boulder, CO, USA, 2008; pp. 27–29. [Google Scholar]
- Nishida, T.; Yasuda, E. Evaluation of Dynamic Properties of Ceramics (In Japanese, Ceramics no Rikigaku Tokusei Hyouka); Nikkan Kogaku Shimbun Sha: Tokyo, Japan, 1986; pp. 50–51. (In Japanese) [Google Scholar]
- Weibull, W. A Statistical Theory of the Strength of Materials; Ingeniörs vetenskaps akademien; nr. 151; (Generalstabens litografiska anstalts förlag); Engineer Science Academy, Lithographic Institution Publisher: Stockholm, Sweden, 1939; pp. 12–14. [Google Scholar]
- Weibull, W. A Statistical Theory of the Strength of Materials; Ingeniörs vetenskaps akademien; nr. 153; (Generalstabens litografiska anstalts förlag); Engineer Science Academy, Lithographic Institution Publisher: Stockholm, Sweden, 1939; pp. 16–22. [Google Scholar]
- Quinn, J.B.; Quinn, G.D. A practical and systematic review of Weibull statistics for reporting strengths of dental materials. Dent. Mater. 2010, 26, 135–147. [Google Scholar] [CrossRef] [Green Version]
- Nishi, Y.; Kobayashi, H.; Salvia, M. Effects of Electron Beam Irradiation on Charpy Impact Value of GFRP. Mater. Trans. 2007, 48, 1924–1927. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Mass % |
|---|---|
| propylene glycol maleate polyester | 13.75 |
| styrene butadiene copolymer | 12.75 |
| commercial E-glass fibers | 11 |
| CaCO3 filler | 55 |
| aluminum silicate filler | 3 |
| magnesium hydroxide | 0.5 |
| proprietary initiators and inhibitors | 4 |
| Parameter | Condition |
|---|---|
| Mold Pressure | 5.5–6.9 MPa (800–1000 psi) |
| Temperature | 422 K (149 °C) |
| Cure Time | 2 min |
| Mold Type | matched metal die compression mold |
| Panel Size | 304.8 × 304.8 × 2 mm |
| Vf (E-glass fibers) | 0.080 |
| Vf (CaCO3 filler) | 0.377 |
| Vf (remaining polymer mixture) | 0.543 |
| Fiber Lengths | Mixing |
|---|---|
| 6.4 mm (1/8 in) | 20 min |
| 0.44 mm [7,8] | 20 min +additional 30 min |
| Fiber Length (mm) | Total A + B + C + D | A | B | C | D |
|---|---|---|---|---|---|
| 6.4 | 56 | 14 | 14 | 14 | 14 |
| 0.44 | 56 | 14 | 14 | 14 | 14 |
| Charpy Impact Values (kJm−2) | |||||
|---|---|---|---|---|---|
| Fiber Length(mm) | Total A + B + C + D | A | B | C | D |
| 6.4 | 7.63 (1.85) | 6.41 (1.24) | 9.44 (1.61) | 7.89 (1.28) | 6.79 (1.64) |
| 0.44 | 9.62 (2.80) | 8.18 (2.27) | 11.25 (2.11) | 10.25 (3.79) | 8.79 (1.72) |
| % imp | 26.1 | 27.6 | 19.1 | 29.9 | 29.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Faudree, M.C.; Nishi, Y.; Salvia, M. Increasing Impact Strength of a Short Glass Fiber Compression Molded BMC by Shortening Fibers without Change in Equipment. Materials 2022, 15, 1145. https://doi.org/10.3390/ma15031145
Faudree MC, Nishi Y, Salvia M. Increasing Impact Strength of a Short Glass Fiber Compression Molded BMC by Shortening Fibers without Change in Equipment. Materials. 2022; 15(3):1145. https://doi.org/10.3390/ma15031145
Chicago/Turabian StyleFaudree, Michael C., Yoshitake Nishi, and Michelle Salvia. 2022. "Increasing Impact Strength of a Short Glass Fiber Compression Molded BMC by Shortening Fibers without Change in Equipment" Materials 15, no. 3: 1145. https://doi.org/10.3390/ma15031145
APA StyleFaudree, M. C., Nishi, Y., & Salvia, M. (2022). Increasing Impact Strength of a Short Glass Fiber Compression Molded BMC by Shortening Fibers without Change in Equipment. Materials, 15(3), 1145. https://doi.org/10.3390/ma15031145