
Metallization, Material Selection, and Bonding of Interconnections for Novel LTCC and HTCC Power Modules


Abstract
:
1. Introduction
2. Materials and Methods
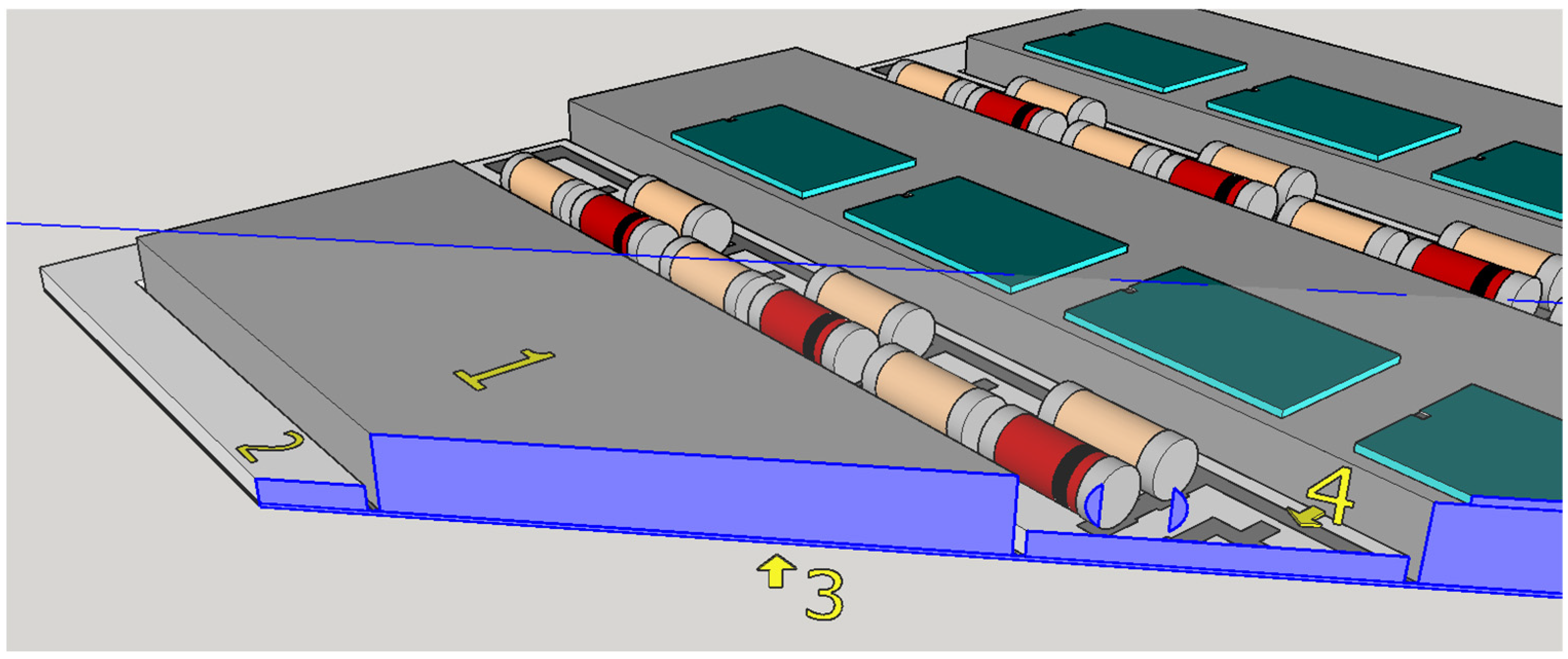
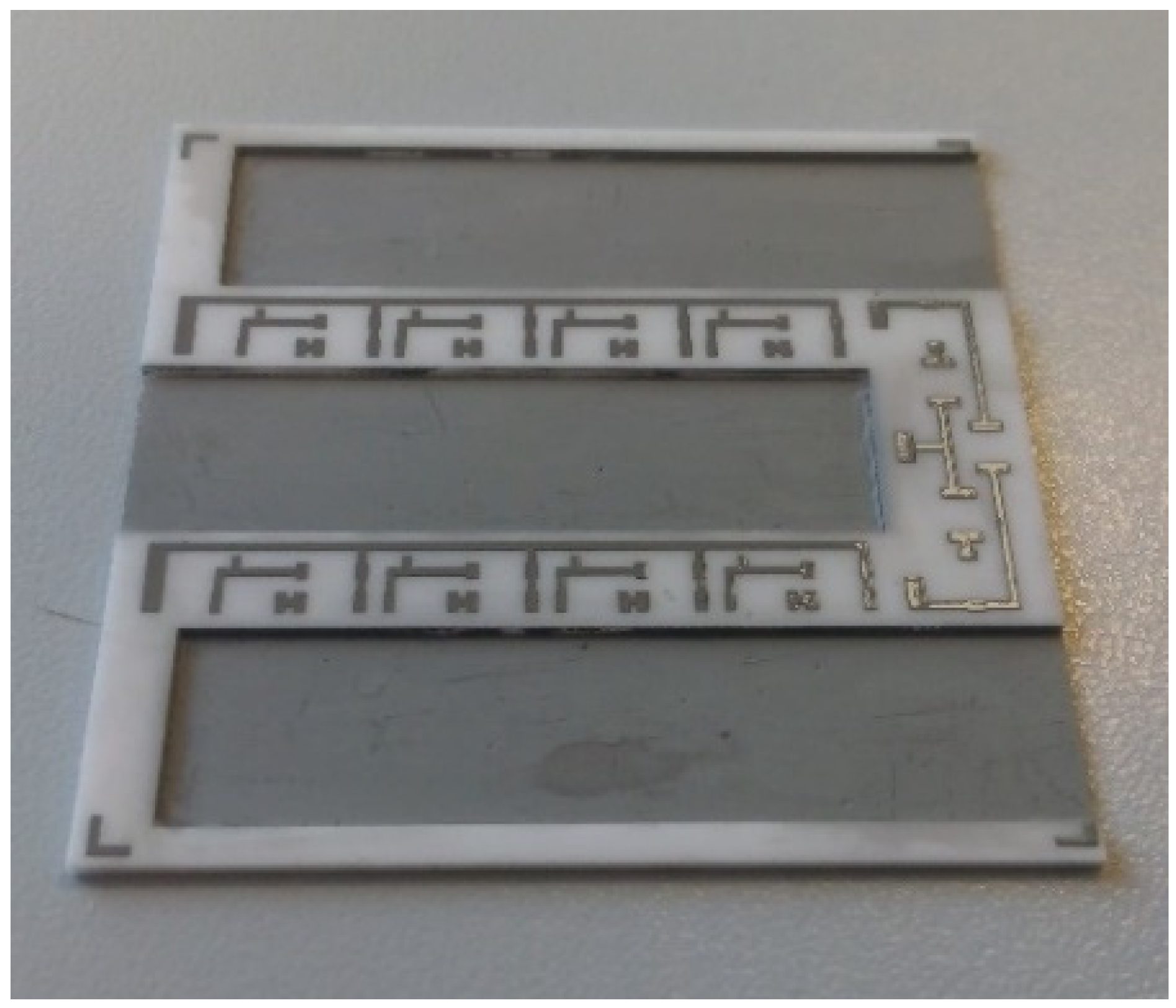
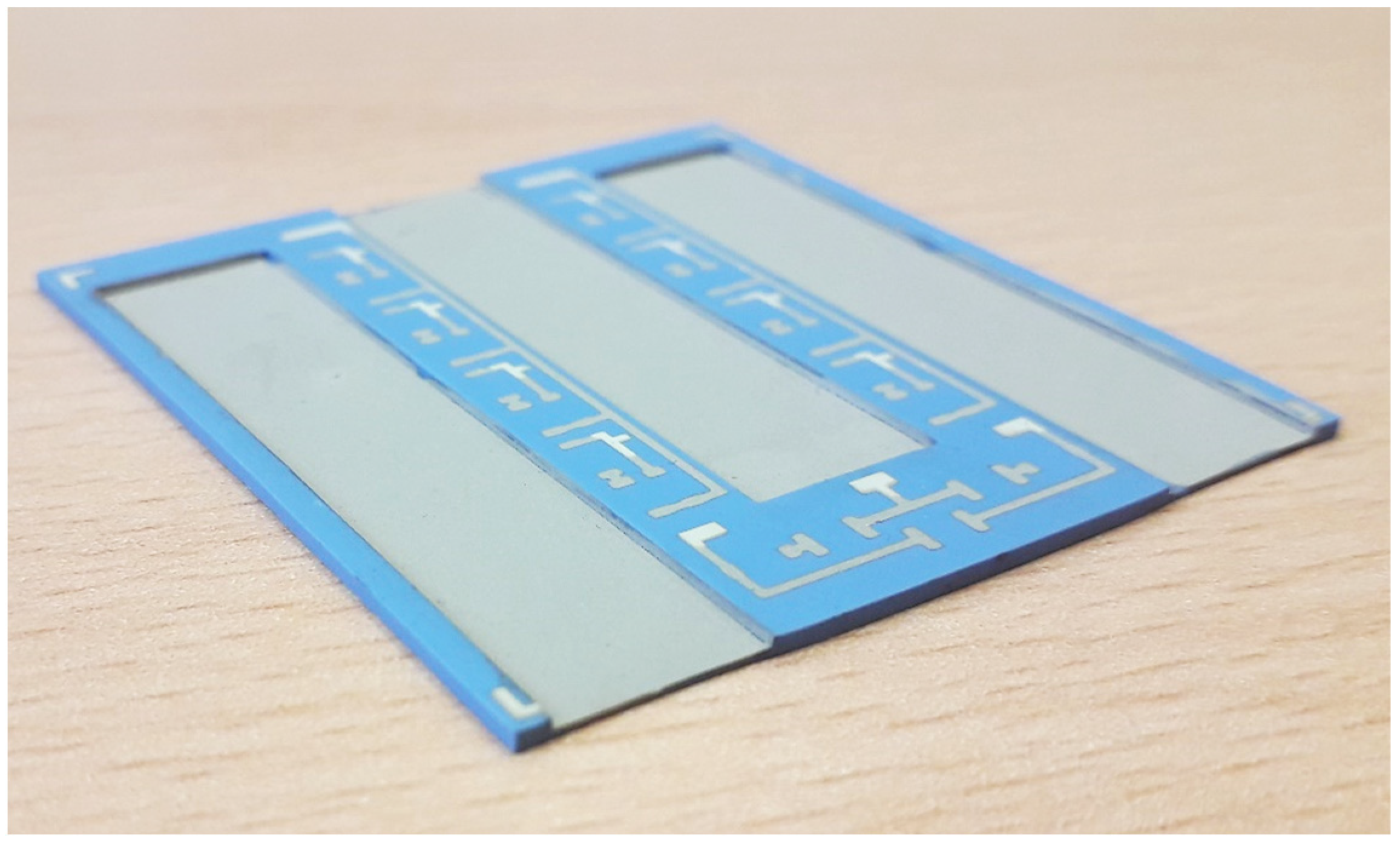
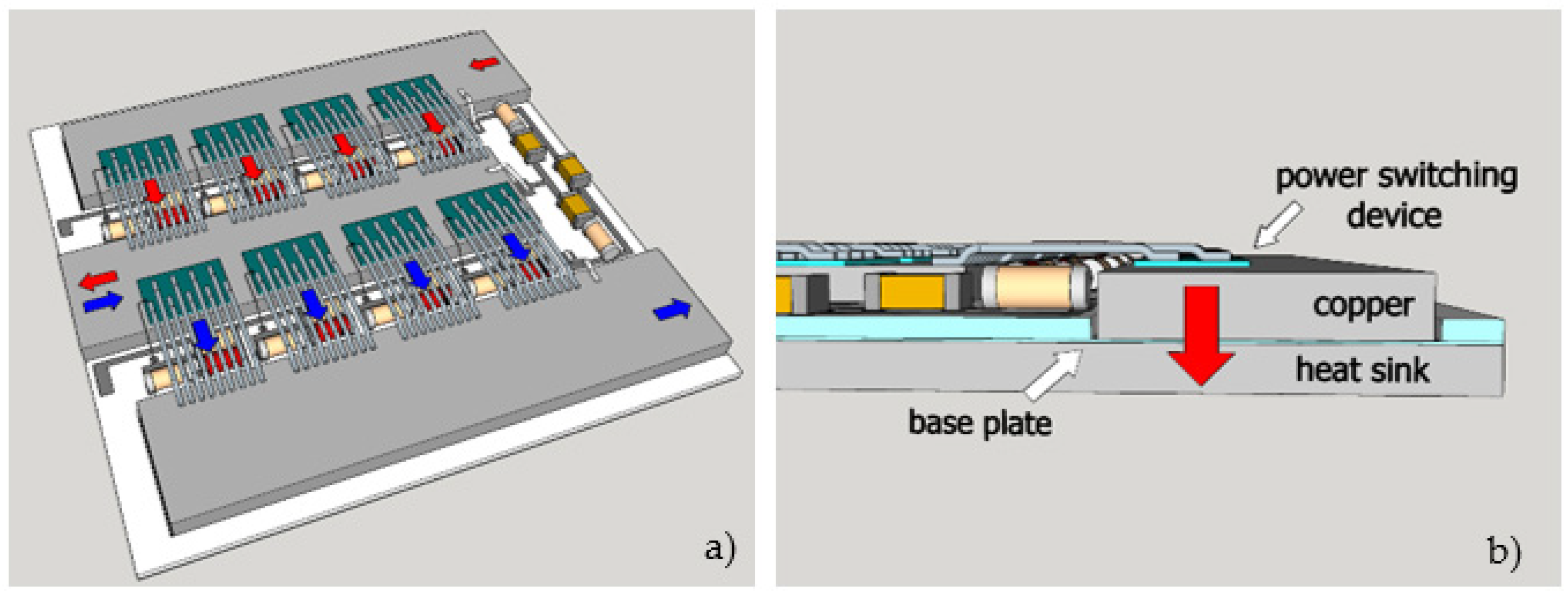
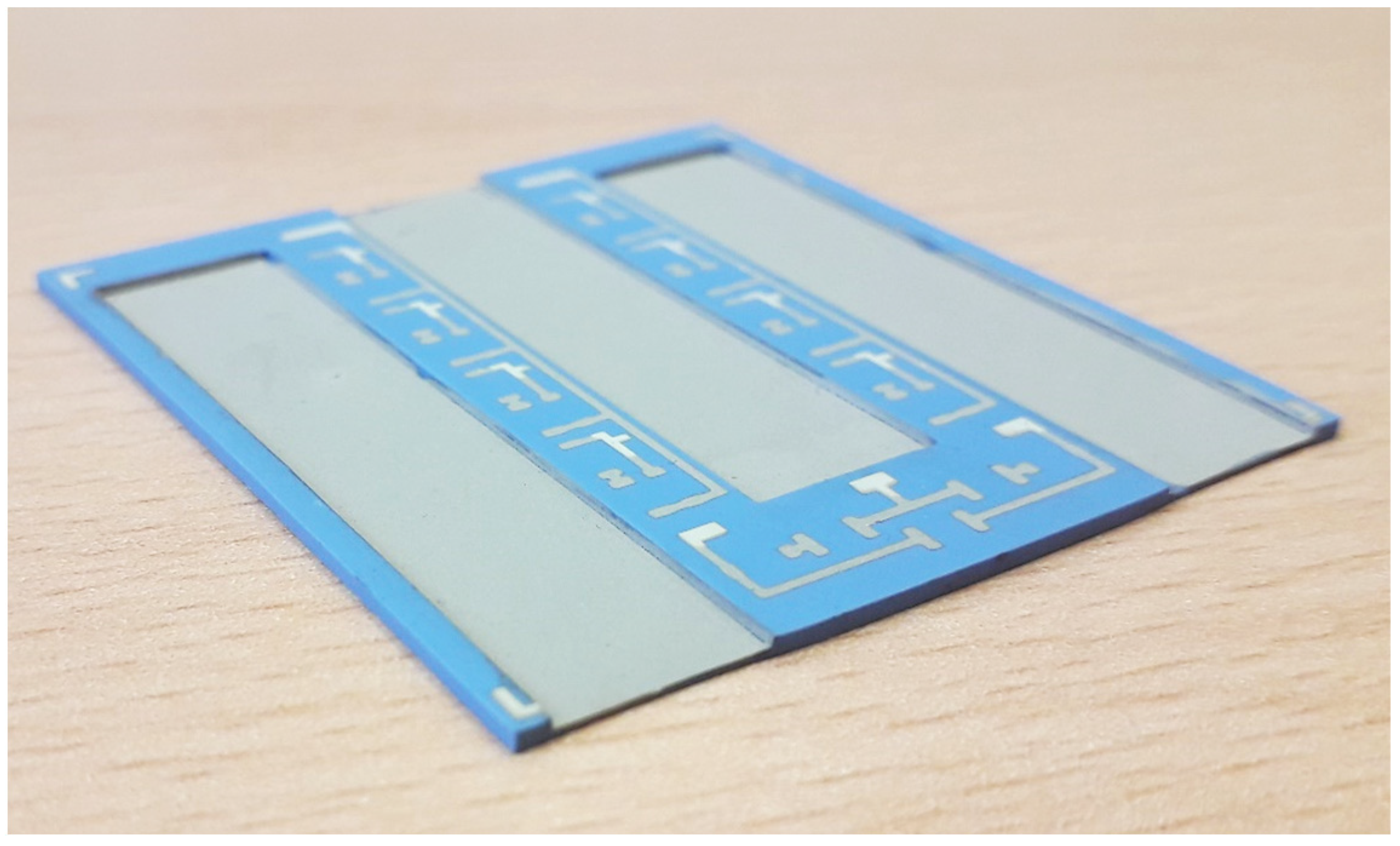
2.1. Base Plate Fabrication
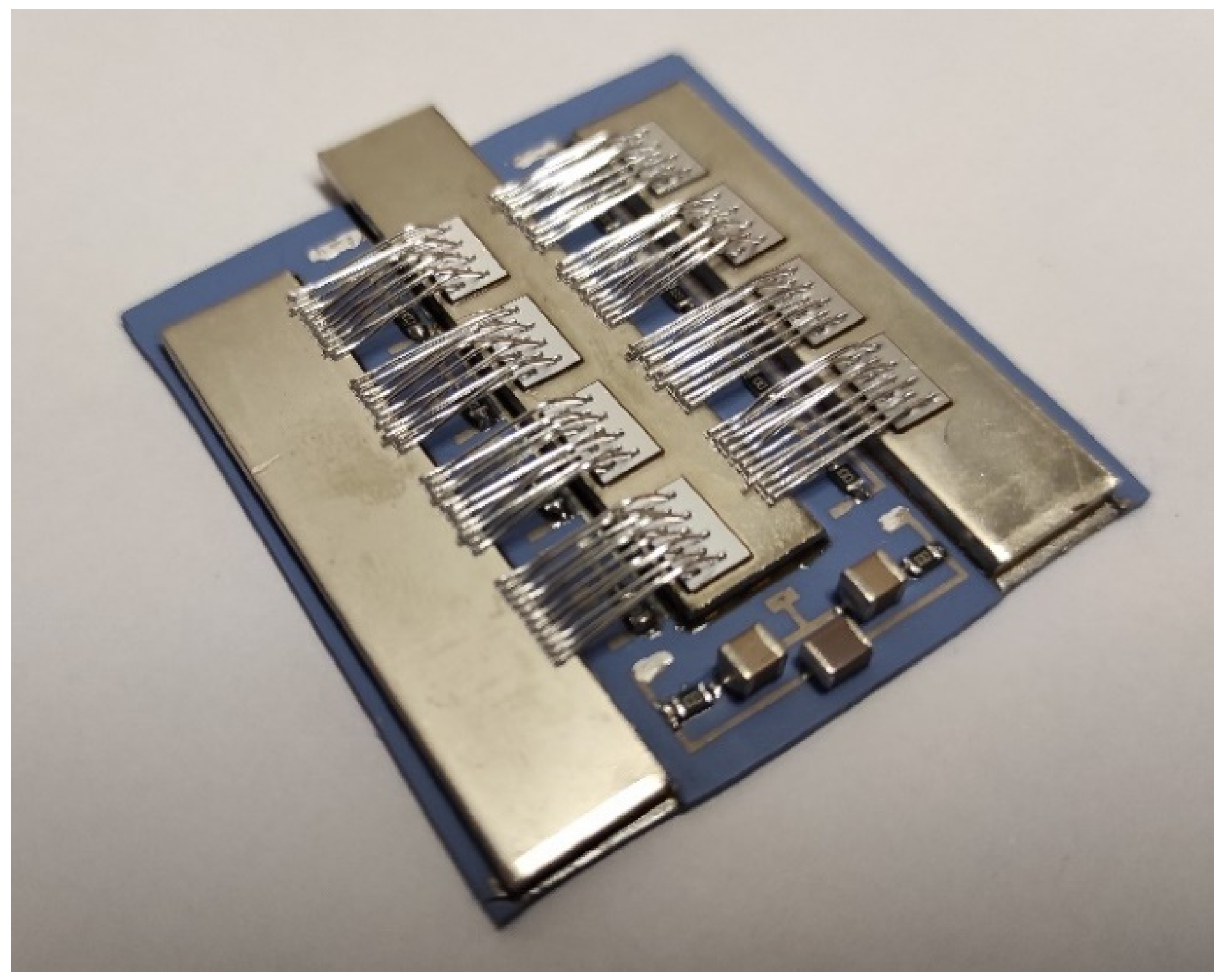
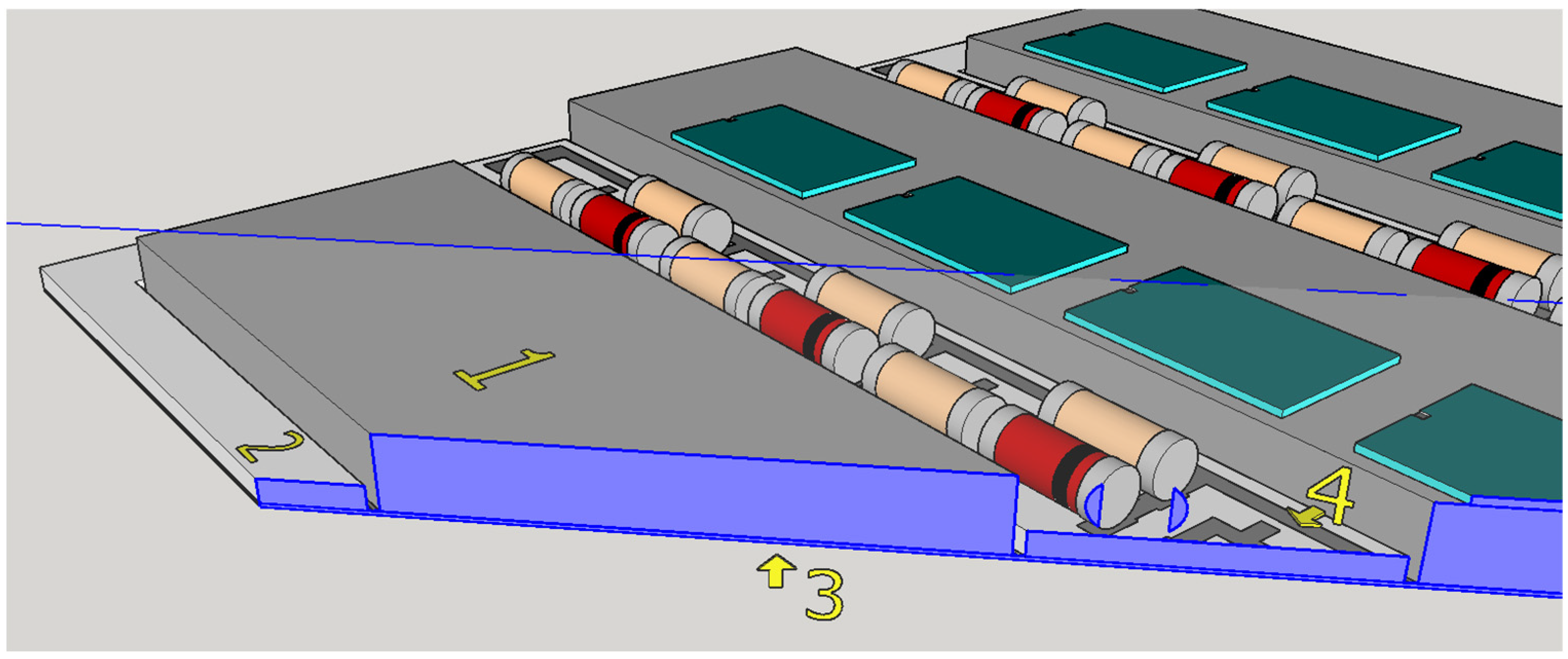
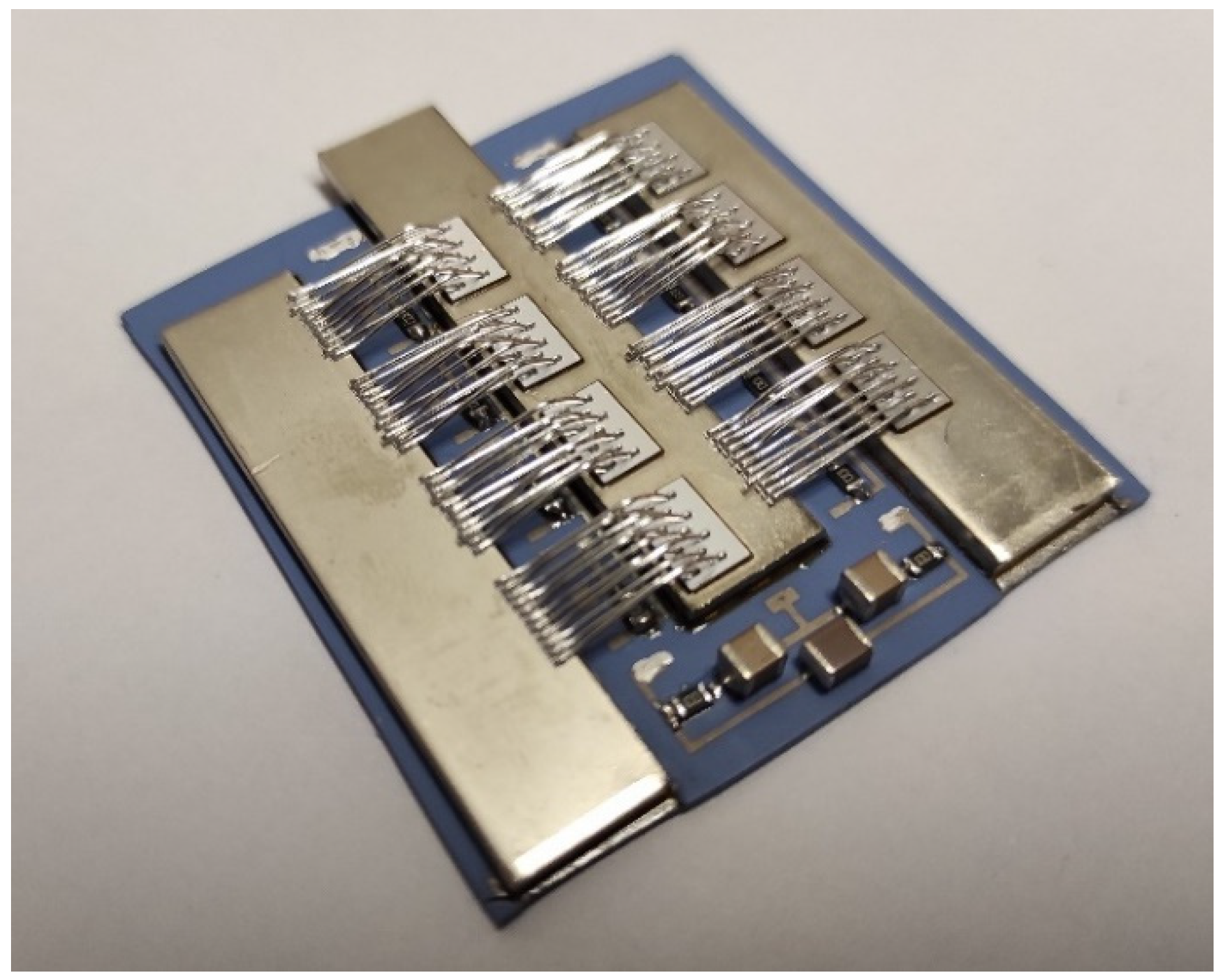
2.2. Power Transistor and Bonding
3. Results
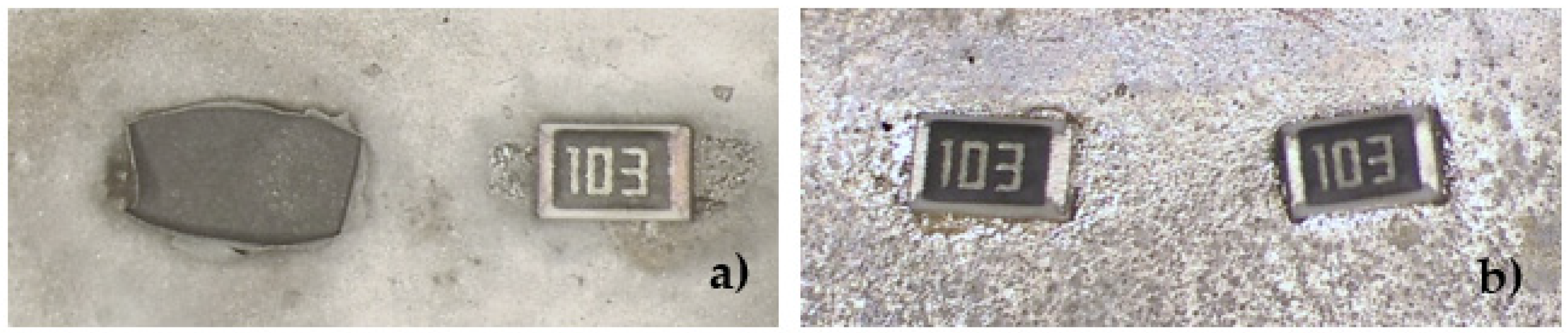
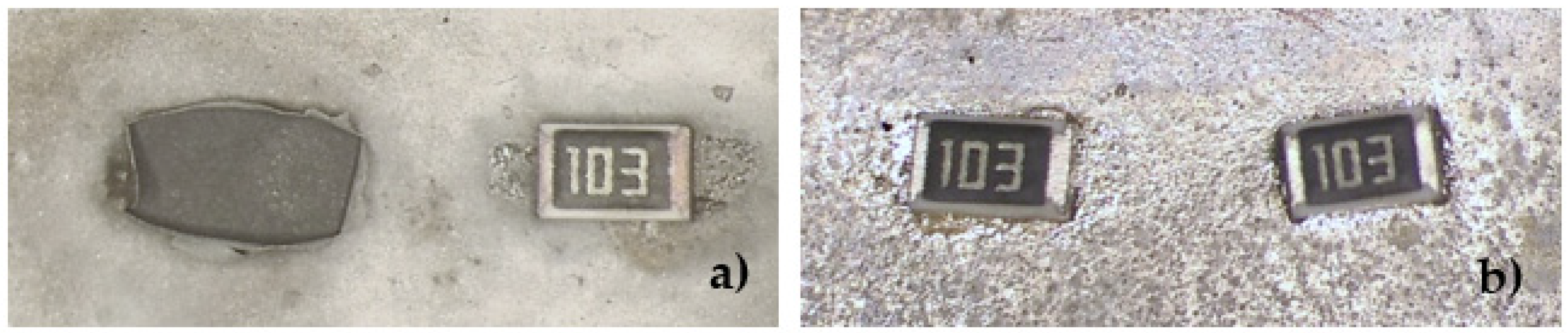
3.1. Soldering Test
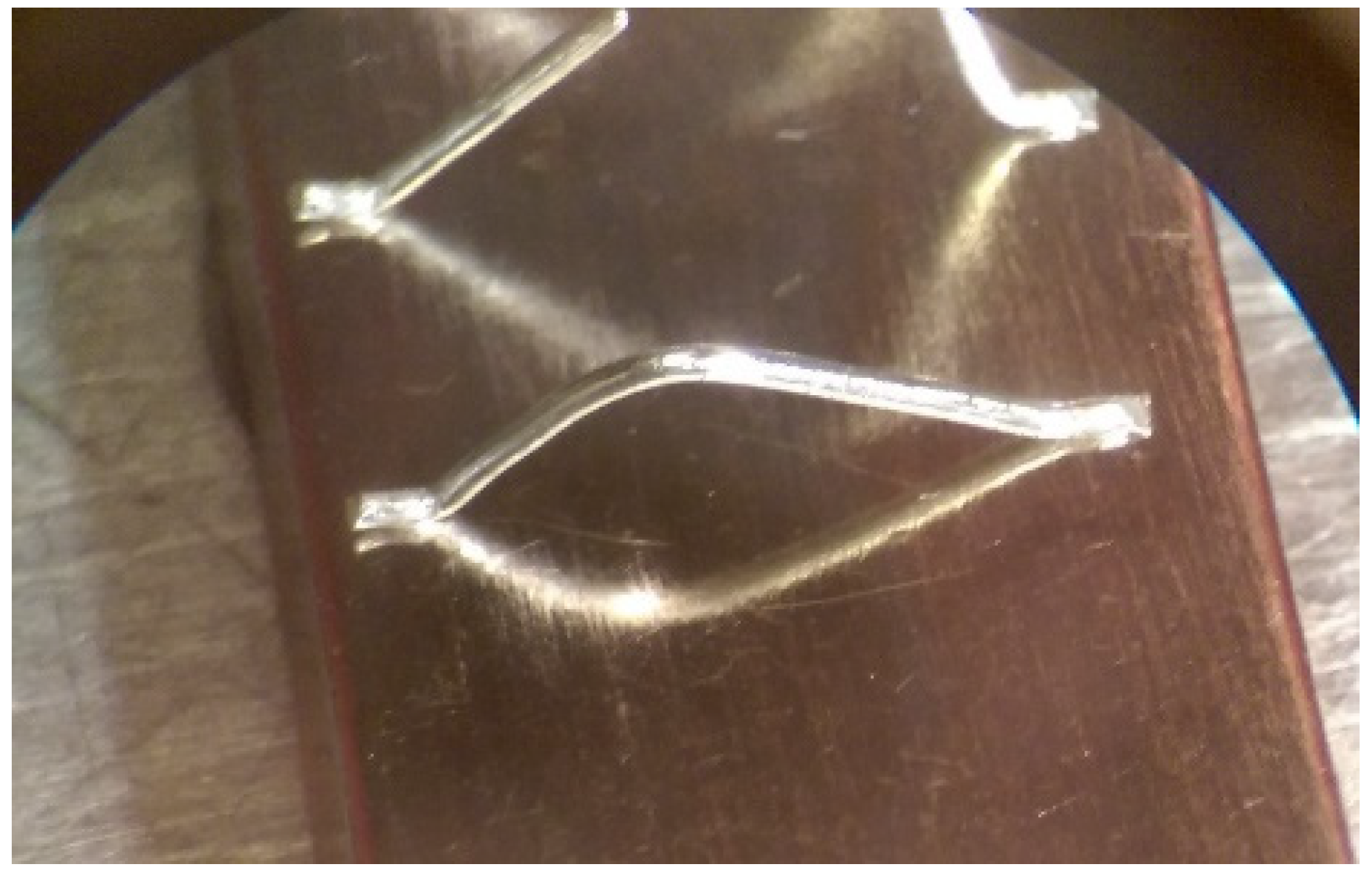
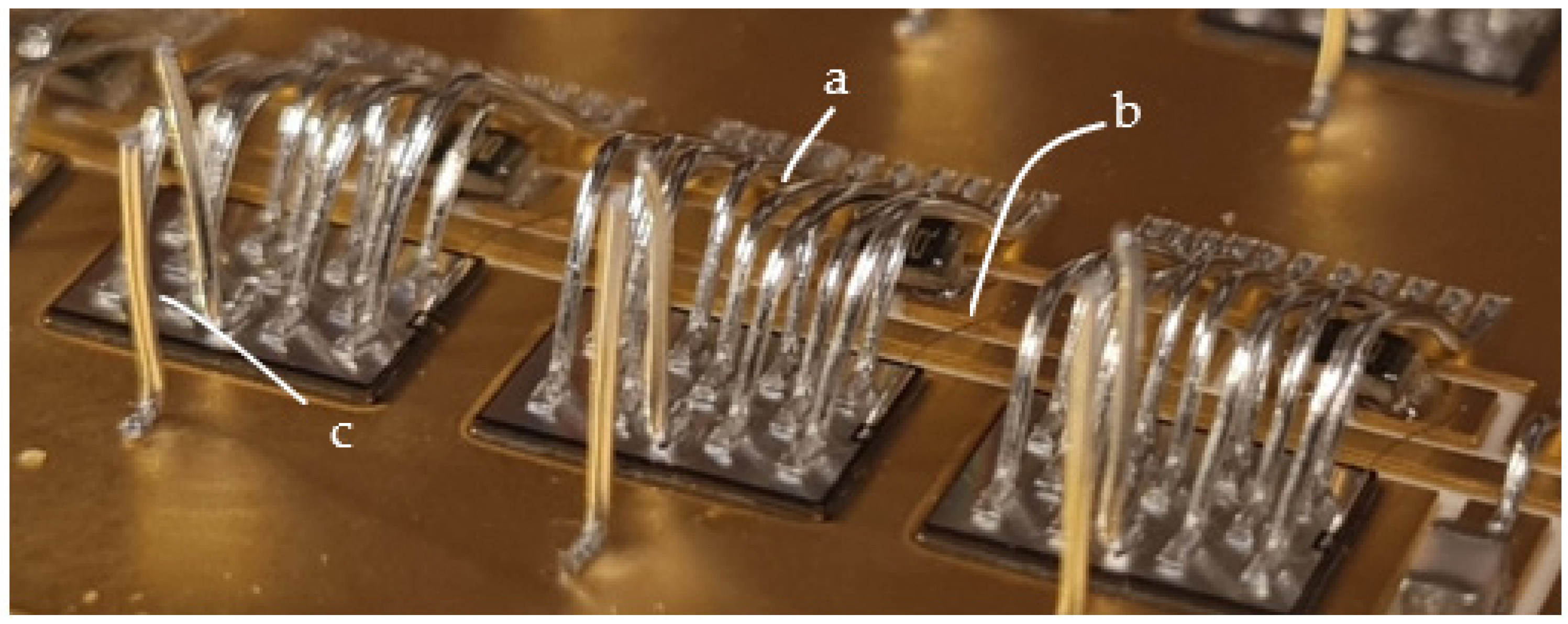
3.2. Bond Test
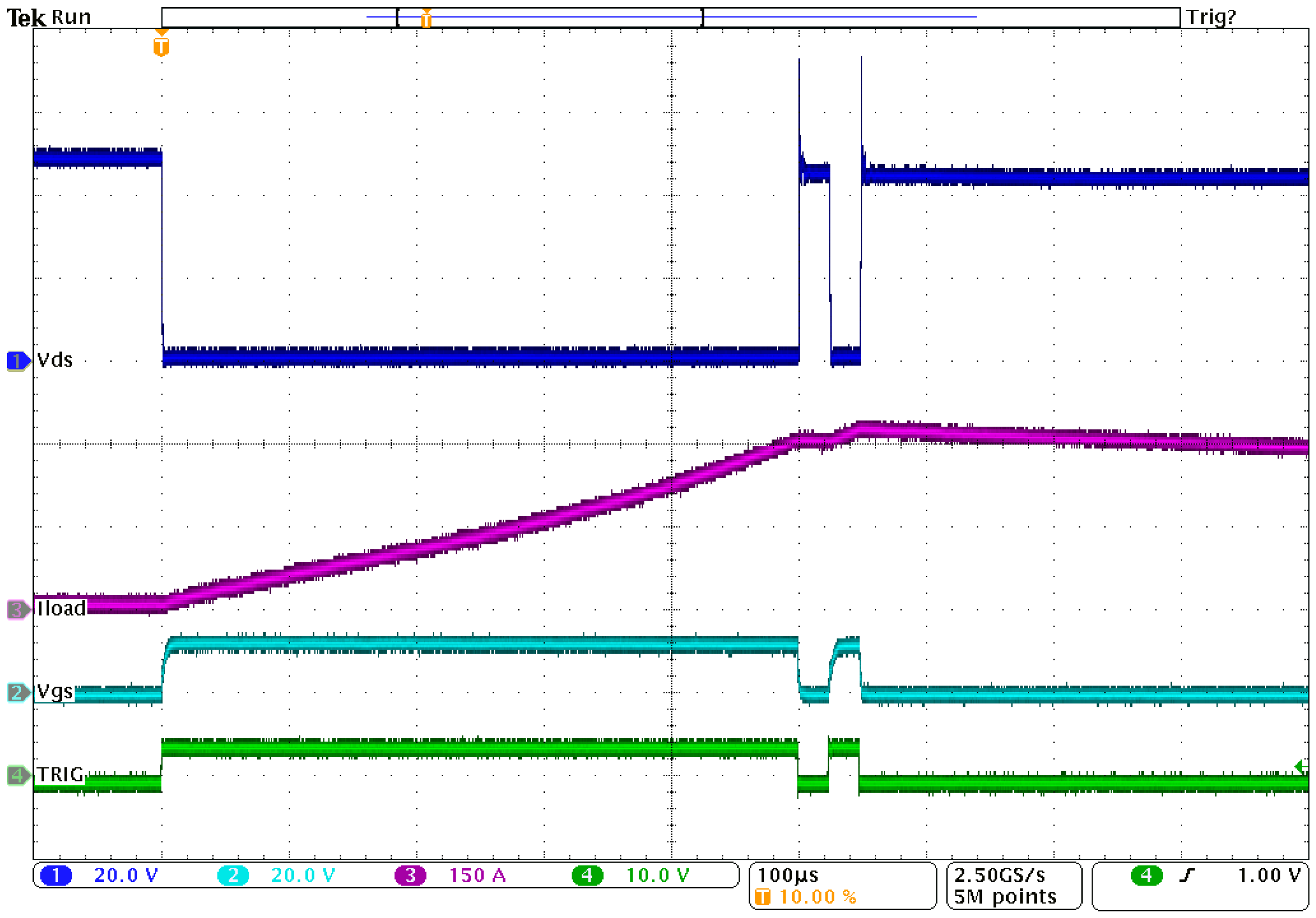
3.3. Electric Test
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Birol, H.; Maeder, T.; Ryser, P. Low Temperature Co-Fired Ceramic (LTCC) Technology: General Processing Aspects and Fabrication of 3-D Structures for Micro-Fluidic Devices; Sintering 05; EPFL: Lausanne, Swiss, 2005; pp. 216–219. [Google Scholar]
- Gongora-Rubio, M.R.; Espinoza-Vallejos, P.; Sola-Laguna, L.; Santiago-Avilés, J.J. Overview of low temperature co-fired ceramics tape technology for meso-system technology (MsST). Sens. Actuators A Phys. 2001, 89, 222–241. [Google Scholar] [CrossRef]
- Jiang, B.; Haber, J.; Renken, A.; Muralt, P.; Kiwi-Minsker, L.; Maeder, T. Fine structuration of low-temperature co-fired ceramic (LTCC) microreactors. Lab Chip 2015, 15, 563–574. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Peterson, K.A.; Patel, K.D.; Ho, C.K.; Rohde, S.B.; Nordquist, C.D.; Walker, C.A.; Wroblewski, B.D.; Okandan, M. Novel Microsystem Applications with New Techniques in Low-Temperature Co-Fired Ceramics. Int. J. Appl. Ceram. Technol. 2005, 2, 345–363. [Google Scholar] [CrossRef]
- Belavič, D.; Hrovat, M.; Makarovič, K.; Dolanč, G.; Pohar, A.; Hočevar, S.; Malič, B. 3D LTCC structure for a large-volume cavity-type chemical microreactor. Microelectron. Int. 2015, 32, 133–137. [Google Scholar] [CrossRef]
- Golonka, L.J.; Malecha, K. LTCC fluidic microsystems. J. Microelectron. Electron. Compon. Mater. 2012, 42, 225–233. [Google Scholar]
- Malecha, K.; Golonka, L.; Bałdyga, J.; Jasińska, M.; Sobieszuk, P. Serpentine microfluidic mixer made in LTCC. Sens. Actuators B Chem. 2009, 143, 400–413. [Google Scholar] [CrossRef]
- Belavič, D.; Hrovat, M.; Dolanc, G.; Zarnik, M.; Holc, J.; Makarovic, K. Design of LTCC-based Ceramic Structure for Chemical Microreactor. Radioengineering 2012, 21, 195. [Google Scholar]
- Lahti, M.; Kautio, K.; Eveliina, J.; Petäjä, J.; Karioja, P. Advanced Heat Management Methods in LTCC Technology. In Proceedings of the Electro Magnetic Remote Sensing Defence Technology Centre Technical Conference, Edinburgh, UK, 15–16 June 2005; Volume 2. [Google Scholar]
- Makarovič, K.; Belavič, D.; Vidmar, M.; Malič, B. A 3D LTCC-Based Ceramic Microfluidic System with RF Dielectric Heating of Liquids. Materials 2021, 14, 7396. [Google Scholar] [CrossRef] [PubMed]
- Imanaka, Y. Multilayered Low Temperature Cofired Ceramics (LTCC) Technology; Springer: New York, NY, USA, 2010. [Google Scholar]
- Scognamillo, C.; Catalano, A.; Riccio, M.; D’Alessandro, V.; Codecasa, L.; Borghese, A.; Tripathi, R.; Castellazzi, A.; Breglio, G.; Irace, A. Compact Modeling of a 3.3 kV SiC MOSFET Power Module for Detailed Circuit-Level Electrothermal Simulations Including Parasitics. Energies 2021, 14, 4683. [Google Scholar] [CrossRef]
- Fazekas, L.; Nagy, D.; Géczy, A.; Busek, D. Investigations on heat transfer with different PCB substrates during Vapour Phase Soldering. In Proceedings of the 2016 IEEE 22nd International Symposium for Design and Technology in Electronic Packaging (SIITME), Oradea, Romania, 20–23 October 2016. [Google Scholar]
- Regnat, G.; Jeannin, P.O.; Frey, D.; Ewanchuk, J.; Mollov, S.V.; Ferrieux, J.P. Optimized Power Modules for Silicon Carbide mosfet. IEEE Trans. Ind. Appl. 2018, 54, 1634–1644. [Google Scholar] [CrossRef]
- Available online: https://www.ngked.co.jp/english/product/dcb.htm (accessed on 5 August 2021).
- Chai, L. New wire bondable gold thick film conductors for LTCC applications. In Proceedings of the International Symposium on Microelectronics, Boston, MA, USA, 20–22 September 2000. [Google Scholar]
- Johannessen, R.; Oldervoll, F.; Strisland, F. High temperature reliability of aluminium wire-bonds to thin film, thick film and low temperature co-fired ceramic (LTCC) substrate metallization. Microelectron. Reliab. 2008, 48, 1711–1719. [Google Scholar] [CrossRef]
- Lopez, C.; Chai, L.; Shaikh, A.; Stygar, V. Wire Bonding Characteristics of Gold Conductors for Low Temperature Co-Fired Ceramic Applications. Microelectron. Reliab. 2004, 44, 287–294. [Google Scholar] [CrossRef]
- Wang, M.; Luo, F.; Xu, L. A double-end sourced multi-chip improved wire-bonded SiC MOSFET power module design. In Proceedings of the 2016 IEEE Applied Power Electronics Conference and Exposition (APEC), Long Beach, CA, USA, 20–24 March 2016. [Google Scholar]
- Jakobi, W.; Uhlemann, A.; Thoben, M.; Schweikert, C.; Strenger, C.; Pai, A.P.; Beaurenaut, L.; Muenzer, M. Benefits of new CoolSiCTM MOSFET in HybridPACKTM Drive package for electrical drive train applications. In Proceedings of the CIPS 2018, 10th International Conference on Integrated Power Electronics Systems, Stuttgart, Germany, 20–22 March 2018. [Google Scholar]
- Blank, T.; Leyrer, B.; Maurer, T.; Meisser, M.; Bruns, M.; Weber, M. Copper thick-film substrates for power electronic applications. In Proceedings of the 5th Electronics System-integration Technology Conference (ESTC), Helsinki, Finland, 16–18 September 2014. [Google Scholar]
- Makarovich, K.; Meilitsev, V.; Chigirinsky, S. SK 47 LTCC system by KEKO Equipment Ltd. Electron. Sci. Technol. Bus. 2018, 2018, 98–106. [Google Scholar] [CrossRef]
- Available online: https://www.macdermidalpha.com/assembly-solutions/products/solder-paste/ (accessed on 7 December 2021).
- Skuber, T.; Sešek, A.; Trontelj, J. Modeling of Power Module for 48 V High Power Inverter. Inf. Midem 2021, 51, 243–251. [Google Scholar]
- Available online: https://www.heraeus.com/en/het/products_and_solutions_het/bonding_wires/alu_thick_bw/alu_thick_wire_page.html#tabs-111343-3 (accessed on 9 October 2021).
- Li, L.; Li, K. Wire bond pull test and its correct uses. In Proceedings of the IEEE International Interconnect Technology Conference, San Jose, CA, USA, 20–23 May 2014. [Google Scholar]
- Available online: https://goldprice.org/ (accessed on 30 November 2021).
- Kar, A.; Manna, S.; Sengupta, M.; Banerjee, G. Design, Fabrication and Testing of gate driver and Double Pulse Test board for SiC MOSFETs. In Proceedings of the National Power Electronics Conference (NPEC) 2021, Odisha, India, 15–17 December 2021. [Google Scholar]
- Sabzevari, S.I.H.; Abdi, S.; Ghazi, R. Assessment of the Switching Characteristics of a commercial e-mode Power GaN Device Using a Dual Pulse Test Set-up. In Proceedings of the 2021 IEEE 15th International Conference on Compatibility, Power Electronics and Power Engineering (CPE-POWERENG), Florence, Italy, 14–16 July 2021. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal or Alloy | Melting T (°C) | Approx. Sintering T (°C) | Soldering (Lead-Free) | Bonding (Au Wire) | Commercial Paste Name |
|---|---|---|---|---|---|
| Ag | 961 | 850 | No | NA | KEKO AgL-1 |
| Ag80Pd20 | 1020 | 850 | Yes | NA | KEKO AgPdS-1 |
| Au | 1063 | 850 | Yes | Yes | KEKO AuB-1 |
| Au50Pd35Pt15 | around 1200 | 850 | Yes | NA | KEKO AuPtS-1 |
| Type of Bond Wire | Al 25 µm | Al 380 µm | Au 25 µm | |
|---|---|---|---|---|
| Type of Metallization | ||||
| Ag |  |  | 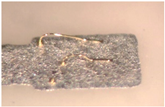 | |
| Pulltest force was around 0.2 N. Some dificulties experienced. | Pull test force was around 7 N. | Unstable bonds. | ||
| Ag80Pd20 |  | 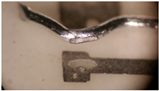 | 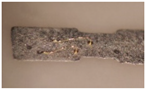 | |
| Pull test force was around 0.2 N. Some dificulties with second bond. | Bonds were unstable. Adhesion of metallization after bonding was limited. | Unstable bonds. | ||
| Au50Pd35Pt15 |  |  |  | |
| Adhesion of the metallization to the surface of the HTCC was too low. | Adhesion of the metallization to the surface of the HTCC was too low. | No bonding Possible. | ||
| Type of Bond Wire | Al 25 µm | Al 380 µm | Au 25 µm | |
|---|---|---|---|---|
| Type of Metallization | ||||
| Ag |  |  |  | |
| Pull test force was only 0.1 N. Second bond was unstable. | Pull test force was 6–8 N. Bonding was stable. | Neither first nor second bond was stable. | ||
| Ag80Pd20 |  |  |  | |
| Pull test force was around 0.2 N. | Pull test force was around 7 N. Bonding was possible. | Pull test force was around 0.5 N. Bonding was stable. | ||
| Au |  |  |  | |
| Pull test force was around 0.6 N. Bonding was possible. | Bonding was not possible. Pull test results not avaliabe. | Pull test force was around 0.6 N. Bonding was optimal. | ||
| Au50Pd35Pt15 |  |  |  | |
| No bonding possible. | No bonding possible. | Pull test force was around 0.4 N. | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sešek, A.; Makarovič, K. Metallization, Material Selection, and Bonding of Interconnections for Novel LTCC and HTCC Power Modules. Materials 2022, 15, 1036. https://doi.org/10.3390/ma15031036
Sešek A, Makarovič K. Metallization, Material Selection, and Bonding of Interconnections for Novel LTCC and HTCC Power Modules. Materials. 2022; 15(3):1036. https://doi.org/10.3390/ma15031036
Chicago/Turabian StyleSešek, Aleksander, and Kostja Makarovič. 2022. "Metallization, Material Selection, and Bonding of Interconnections for Novel LTCC and HTCC Power Modules" Materials 15, no. 3: 1036. https://doi.org/10.3390/ma15031036
APA StyleSešek, A., & Makarovič, K. (2022). Metallization, Material Selection, and Bonding of Interconnections for Novel LTCC and HTCC Power Modules. Materials, 15(3), 1036. https://doi.org/10.3390/ma15031036